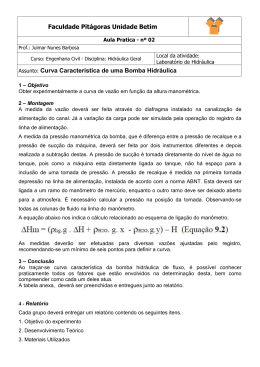
Roney Luiz Bordignon PROJETO CONCEITUAL DE UMA PRENSA HIDRÁULICA PARA RETALHOS DE CHAPAS METÁLICAS Horizontina 2012 Roney Luiz Bordignon PROJETO CONCEITUAL DE UMA PRENSA HIDRÁULICA PARA RETALHOS DE CHAPAS METÁLICAS Trabalho Final de Curso apresentado como requisito parcial para a obtenção do título de Bacharel em Engenharia Mecânica, pelo Curso de Engenharia Mecânica da Faculdade Horizontina. ORIENTADOR: Anderson Dal Molin Horizontina 2012 FAHOR - FACULDADE HORIZONTINA CURSO DE ENGENHARIA MECÂNICA A Comissão Examinadora, abaixo assinada, aprova a monografia: Projeto Conceitual de uma Prensa Hidráulica para Retalhos de Chapas Metálicas Elaborada por: Roney Luiz Bordignon Como requisito parcial para a obtenção do grau de Bacharel em Engenharia Mecânica Aprovado em: 26/11/2012 Pela Comissão Examinadora ________________________________________________________ Prof. Me. Anderson Dal Molin Presidente da Comissão Examinadora - Orientador _______________________________________________________ Prof. Me. Cesar Antônio Mantovani FAHOR – Faculdade Horizontina ______________________________________________________ Prof. Dr. Ademar Michels FAHOR – Faculdade Horizontina ________________________________________________________ Prof. Me. Anderson Dal Molin Coordenador do Curso de Engenharia Mecânica Horizontina 2012 RESUMO As razões que levaram ao desenvolvimento deste trabalho surgiram devido ao alto volume de resíduos gerados nas indústrias metalúrgicas em geral, o qual acaba se tornando um problema devido à dificuldade para armazenagem em local apropriado. Uma gestão empresarial sustentável implica na redução dos impactos ambientais decorrentes das atividades da empresa de uma forma economicamente viável, dentro do princípio de melhoria contínua. A reciclagem do aço surge então, como uma alternativa de destinação para resíduos industriais. Essa alternativa permite o reaproveitamento dos resíduos como matéria-prima para outros processos de fabricação, reincorporando-os ao processo produtivo, reduzindo o seu impacto ambiental. Diante disso, a proposta desse trabalho foi desenvolver o projeto conceitual de um equipamento com a finalidade de reduzir o volume destes resíduos, provenientes de diferentes processos na indústria metalúrgica. Com a documentação formal, obtém benefícios em todos os quesitos, desde um controle mais eficaz das modificações do projeto até a promoção de uma comunicação mais eficiente na produção dos mesmos. Para alcançar os objetivos utiliza-se a metodologia de um estudo abordando resistência dos materiais, funcionamento e componentes de um sistema hidráulico oferecendo um suporte significativo na modelagem do conceito. Quanto às etapas necessárias para elaborar o projeto, optou-se por usar como referência básica a metodologia de Romano (2003), mas utilizando quando necessário suporte da metodologia desenvolvida por Fonseca (2000). No desenvolvimento desse equipamento foram definidas as especificações de projeto com base no resultado do questionário semi-estruturado, a fim de poder delinear o desenvolvimento do mesmo. A máquina foi projetada para ser utilizada nas dependências das indústrias metalúrgicas. O trabalho foi desenvolvido até o projeto conceitual. As ferramentas utilizadas para os procedimentos de desenvolvimento de produtos estabelecidos na metodologia proposta para a concepção do conceito da prensa hidráulica possibilitaram conduzir esta atividade, desde o estabelecimento das necessidades de projeto até a avaliação de soluções conceituais alternativas para o produto, gerando, desta maneira, o conceito final produto. Palavras-chaves: Máquinas Industriais; Projeto de Produto; Reciclagem. 1 ABSTRACT The reasons that led to the development of this work arose due to the high volume of waste generated, which eventually becomes a problem because of the difficulty storing it in a proper place. A sustainable business management involves the reduction of environmental impacts of business activities trough an economically viable way, within the principle of continuous improvement. The recycling of steel arises then as an alternative for the industrial waste destination. This alternative allows the reuse of the waste as raw material for other manufacturing processes, reincorporating them into the production process, reducing their environmental impact. Therefore, the purpose of this study was to develop a conceptual design of an equipment in order to reduce the volume of waste from processes in the metallurgical industry. With the formal documentation, it is obtained benefits in all aspects, from more effective control of design modifications to the promotion of more efficient communication in the production of the same. To achieve the objectives it is used the methodology of a study addressing strength of materials, components and operation of a hydraulic system offering significant support in modeling the concept. As for the steps necessary to develop the project, we chose to use as reference the methodology created by Romano (2003), but using when necessary, support from the methodology developed by Fonseca (2000). In the development of this equipment were defined design specifications based on the result of the semistructured questionnaire, in order to outline the development of the same. The machine was designed to be used on the premises of the metal industries. The project was developed by the conceptual stage, at the level of an electric model. The tools used for product development procedures established in the proposed methodology for the design of the concept of hydraulic press made it possible to conduct this activity, since the establishment of the project needs until the evaluation of alternative conceptual solutions for the product. Keywords: Industrial Machinery, Product Design; Recycling. LISTA DE FIGURAS Figura 1: Material separado, pronto para prensagem ................................................. 16 Figura 2: Material em processo de prensagem .......................................................... 16 Figura 3: Tensões admissível.................................................................................... 19 Figura 4: Tensões internas........................................................................................ 20 Figura 5: Viga em flexão. .......................................................................................... 21 Figura 6: Módulo resistente. ...................................................................................... 22 Figura 7: Módulo resistente para vigas formato I. ....................................................... 23 Figura 8: Modelo esquemático de um circuito hidráulico completo. ............................. 25 Figura 9: Processo, macrofases, fases e saídas. ....................................................... 28 Figura 10: Fase informacional do projeto. .................................................................. 32 Figura 11: Etapas do projeto Conceitual. ................................................................... 33 Figura 12: Diagrama de Mudge. ................................................................................ 42 Figura 13: Casa da Qualidade................................................................................... 43 Figura 14: Diagrama da função global ....................................................................... 46 Figura 15: Estrutura Funcional – Desdobramento ...................................................... 47 Figura 16: Ilustração da 1º concepção ....................................................................... 50 Figura 17: Ilustração da 2º concepção ....................................................................... 51 Figura 18: Ilustração da 3º concepção ....................................................................... 52 Figura 19: Concepção Modelada ............................................................................... 53 Figura 20: Primeira Etapa de Prensagem. ................................................................. 54 Figura 21: Segunda Etapa de Prensagem ................................................................. 54 Figura 22: Terceira Etapa de Prensagem .................................................................. 54 Figura 23: Retirada do bloco prensado por meio da talha elétrica ............................... 55 Figura 24: Motor elétrico, bomba e reservatório.. ....................................................... 55 Figura 25: Acento para o operador. ........................................................................... 55 LISTA DE QUADROS Quadro 1: Especificações Técnicas do Fabricante Nowak .......................................... 37 Quadro 2: Especificações Técnicas do Fabricante Conemag ..................................... 38 Quadro 3: Clientes por fase do Ciclo de Vida............................................................. 38 Quadro 4: Matriz de apoio à identificação das necessidades dos clientes ................... 39 Quadro 5: Lista das necessidades dos clientes e requisitos do cliente ........................ 40 Quadro 6: Requisitos dos Clientes do Projeto. ........................................................... 41 Quadro 7: Requisitos do Projeto. ............................................................................... 43 Quadro 8: Lista das especificações do projeto – Terço Superior ................................ 44 Quadro 9: Lista das especificações do projeto – Terço Médio .................................... 45 Quadro 10: Lista das especificações do projeto – Terço Inferior ................................. 45 Quadro 11: Matriz Morfológica .................................................................................. 48 Quadro 12: Concepções Alternativas ........................................................................ 49 SUMÁRIO 1. INTRODUÇÃO..............................................................................................................................13 2 REVISÃO DA LITERATURA ....................................................................................................15 2.1 RECICLAGEM DO AÇO..............................................................................................................15 2.2 RESISTÊNCIA DOS MATERIAIS ................................................................................................17 2.2.1 TENSÃO E DEFORMAÇÃO.............................................................................................................17 2.2.2 TRAÇÃO E COMPRESSÃO ............................................................................................................20 2.2.3 FLEXÃO ....................................................................................................................................20 2.3 SISTEMA HIDRÁULICO .............................................................................................................23 2.3.1 PRINCÍPIO DE FUNCIONAMENTO DOS COMPONENTES HIDRÁULICOS .................................................24 2.3.2 BOMBAS HIDRÁULICAS ................................................................................................................25 2.3.3 ATUADORES HIDRÁULICOS ..........................................................................................................26 2.3.4 VÁLVULAS HIDRÁULICAS .............................................................................................................26 2.4 PROJETO DE PRODUTO ...........................................................................................................27 3 METODOLOGIA ......................................................................................................................30 3.1 MÉTODOS E TÉCNICAS UTILIZADOS ....................................................................................31 4 APRESENTAÇÃO E ANÁLISE DOS RESULTADOS ...............................................................35 4.1 PROJETO INFORMACIONAL.....................................................................................................35 4.1.2 PROCURAR A INFORMAÇÃO NECESSÁRIA PARA O TRABALHO DE PROJETO .......................................36 4.1.3 DEFINIR OS PRODUTOS DE REFERÊNCIA.......................................................................................36 4.1.4 DEFINIÇÃO DO CICLO DE VIDA DO PRODUTO .................................................................................38 4.1.5 LEVANTAMENTO DAS NECESSIDADES DOS CLIENTES .....................................................................39 4.1.6 CONVERSÃO DOS REQUISITOS DOS CLIENTES EM REQUISITOS DE PROJETO ..................................42 4.1.7 AVALIAÇÃO DOS REQUISITOS DE CLIENTES X REQUISITOS DE PROJETO .........................................43 4.1.8 LISTA DE ESPECIFICAÇÕES DO PROJETO .....................................................................................44 4.2 PROJETO CONCEITUAL ...........................................................................................................46 4.2.1 DEFINIÇÃO DA ESTRUTURA FUNCIONAL DO PRODUTO ...................................................................46 4.2.2 MATRIZ MORFOLÓGICA ...............................................................................................................47 4.2.3 DESCRIÇÃO DOS PRINCÍPIOS DE SOLUÇÃO PARA AS FUNÇÕES DO PRODUTO....................................48 4.2.4 COMBINAÇÕES DOS PRINCÍPIOS DE SOLUÇÃO ...............................................................................50 4.2.5 AVALIAÇÃO DAS CONCEPÇÕES ALTERNATIVAS ..............................................................................52 4.2.6 MODELO GRÁFICO DA CONCEPÇÃO PROPOSTA GERADA A PARTIR DA AVALIAÇÃO DAS CONCEPÇÕES ALTERNATIVAS. ...................................................................................................................................53 5 CONCLUSÕES..............................................................................................................................56 6 SUGESTÕES PARA TRABALHOS FUTUROS .............................................................................57 REFERENCIAS BIBLIOGRÁFICAS .................................................................................................58 APÊNDICE A – QUESTIONÁRIO ELABORADO ..............................................................................60 APÊNDICE B – MATRIZ DE CONVERSÃO DOS REQUISITOS DE CLIENTES EM REQUISITOS DE PROJETO ...................................................................................................................................... 602 13 1. INTRODUÇÃO Com o aumento contínuo da competitividade industrial, para se manter no mercado, as empresas são obrigadas a aprender, a analisar e atender as normas vigentes. Incorporar melhores práticas ao processo de desenvolvimento de produtos, reunindo e atualizando, de maneira integrada, aspectos técnicos e outros ligados ao gerenciamento dos projetos, tornando-se fundamental para o mercado competitivo. O mercado vive um período de grande avanço tecnológico, as empresas buscam de uma forma continua a melhoria de sua competitividade, como fator de sobrevivência. A essência da engenharia é a utilização dos recursos e leis extraídos da natureza para favorecer a humanidade. Projetar uma máquina com todos os detalhes é um exemplo desta utilização. A documentação formal de um projeto se torna importante pela caracterização do projeto de uma forma global. Desta forma se obtém benefícios em todos os quesitos, desde um controle mais eficaz das modificações do projeto até a promoção de uma comunicação mais eficiente na produção dos mesmos. Deste modo, podemos considerar a formalização e documentação do projeto uma ferramenta vital para o sucesso da empresa. Pois princípios de solução, utilizados pelas empresas fabricantes são basicamente os mesmos há vários anos, sendo que as poucas diferenças entre as máquinas se restringem ao arranjo e dimensões de seus componentes. Uma das possíveis causas desse quadro é a não utilização de metodologias para o desenvolvimento de produtos. Em busca da sustentabilidade ambiental, as empresas investem na necessidade de causar o menor impacto possível ao meio ambiente. Uma gestão empresarial sustentável implica na redução dos impactos ambientais decorrentes das atividades da empresa de uma forma economicamente viável, dentro do princípio de melhoria contínua. A temática deste trabalho envolve a fase de prensagem na reciclagem do aço que, surge então, como uma alternativa de destinação para resíduos industriais. Essa alternativa permite o reaproveitamento dos resíduos como matéria-prima para outros processos de fabricação, reincorporando-os ao processo produtivo, reduzindo o seu impacto ambiental. O aço está entre os materiais mais reciclados do mundo, o setor estimula a coleta e recicla o aço contido nos produtos no final da vida útil, empregando-o na fabricação de novos produtos siderúrgicos, sem qualquer perda de qualidade. Dessa forma, a produção de aço a partir de sucata reduz o consumo de matérias-primas não renováveis, economiza energia e evita a necessidade de ocupação de áreas para o descarte de produtos em obsolescência. Como problema desta pesquisa, tem-se o alto volume de resíduos gerados nos processos produtivos das indústrias metalúrgicas, que por sua vez, são algo indesejável. Dentre estes processos, se destacam resíduos como: retalhos de chapas, cavacos, etc. Dificuldades como armazenar em local adequado, volume elevado, são principais situações que surgem no gerenciamento destes resíduos. Considerando o aumento das exigências dos clientes, normas e leis vigentes para armazenagem correta destes resíduos, imagem da empresa, o problema com o alto volume gerado destes resíduos se torna relevante. Diante disso, o presente trabalho se justifica por meio da compactação dos retalhos de chapas metálicas, provenientes de processo de corte laser ou plasma. O qual reduzirá drasticamente o volume ocupado pelos mesmos, otimizando assim o espaço para armazenagem e transporte até o local onde este será reaproveitado. 14 Depois de prensados, a forma final se caracteriza em blocos retangulares, os quais podem ser empilhados facilmente e armazenados em pellets. Neste contexto, este trabalho tem como objetivo geral desenvolver, de forma conceitual, uma prensa destinada para prensagem de materiais considerados resíduos metálicos (retalhos de chapas metálicas), sendo destinado a pequenas e médias indústrias metalúrgicas, com a finalidade de transformar o grande volume do resíduo em pequenos blocos. Os objetivos específicos deste trabalho são: Desenvolver o referencial teórico, embasando o conteúdo necessário para o desenvolvimento deste projeto; Elaborar a fase informacional do produto; Buscar alternativas para solução do problema; Elaborar modelo gráfico do conceito do produto. O trabalho está dividido em seis capítulos. No primeiro capítulo se encontra a introdução, contextualizando o tema, levantando o problema da pesquisa, justificativas, objetivo geral e objetivos específicos. No capítulo 2 é feita uma revisão literatura abrangendo reciclagem do aço, resistência dos materiais, funcionamento e componentes hidráulicos, fases e etapas do projeto de produto. O capítulo 3 apresenta metodologias de pesquisa e desenvolvimento adotadas no presente trabalho, assim como a descrição das atividades realizadas, os métodos empregados e ferramentas utilizadas para o levantamento dos dados necessários. No capítulo 4 serão apresentadas a fase informacional e conceitual do projeto, com suas respectivas etapas. O capitulo 5 consta uma conclusão breve, uma análise do desenvolvimento com o intuito de verificar se o objetivo do trabalho foi alcançado e se as especificações de projeto foram atendidas. No capítulo 6 são apresentados sugestões para trabalhos futuros, pareceres conclusivos sobre o trabalho realizado e uma proposta de desenvolvimento para continuação do projeto. 2 REVISÃO DA LITERATURA Neste capítulo serão revisados alguns princípios e conceitos importantes sobre Reciclagem do Aço, Resistência dos Materiais, assim como o funcionamento e componentes de um Sistema Hidráulico. Apresenta também as considerações gerais relacionadas ao desenvolvimento do projeto de produto. 2.1 RECICLAGEM DO AÇO Atualmente, o metal é um dos produtos mais utilizados nas tarefas do dia-adia. Encontramos embalagens de metais, fios e outros produtos metálicos em diversos produtos. Ao ser descartado por pessoas e empresas, pode passar por um processo de reciclagem que garante seu reaproveitamento na produção do metal reciclado. Segundo Braido (1999), o metal reciclado tem praticamente todas as características do metal comum. Ele pode ser reciclado muitas vezes sem perder suas características e qualidade. O alumínio, por exemplo, pode ser usado sem limites. O aço após ser reciclado volta para a cadeia produtiva para ser transformado em novos produtos, em forma de: automóveis, ferramentas, vigas para construção civil, arames, vergalhões, utensílios domésticos e outros produtos. O mercado de sucata de aço é bastante sólido no Brasil.. A indústria siderúrgica precisa da sucata para fazer um novo aço. O processo de reciclagem do aço se divide em diferentes fases: Na primeira fase do processo de reciclagem de metal ocorre a separação e limpeza, os mesmos são separados por tipos e características. Desta forma, alumínio, cobre, aço e ferro passam por processos de reciclagem diferentes. A separação é feita por processo manual, ou através de separadores eletromagnéticos. Caso seja necessário, o aço precisa passar por processo de limpeza em peneiras para a retirada de terra e de outros contaminantes. Após a separação, o material está pronto para ser prensado, conforme figura 1: 16 Figura 1: Material separado pronto para prensagem. Fonte: Autor. Após a etapa de separação, os materiais são prensados por meio de máquinas, transformando o material em fardos para facilitar o transporte nos caminhões até as indústrias recicladoras, conforme ilustração da figura 2. Figura 2: Material em processo de prensagem. Fonte: Ambiente Brasil Após prensagem, os fardos são armazenados em locais adequados, posteriormente transportados até a usina de fundição, a sucata vai para fornos e aquecidos em torno de 1550 graus centígrados. Após atingir o ponto de fusão e chegar ao estado de líquido, o material é moldado em tarugos e placas metálicas, que serão cortados na forma de chapas de aço. 17 Conforme Braido (1999), a sucata demora somente um dia para ser reprocessada e transformada novamente em lâminas de aço usadas por vários setores industriais. O material pode ser reciclado infinitas vezes, sem causar grandes perdas ou prejudicar a qualidade. 2.2 RESISTÊNCIA DOS MATERIAIS Segundo Hibbeler (2004), a resistência dos materiais é um ramo da mecânica que estuda as relações entre carga externas aplicadas a um corpo deformável e a intensidade das forças internas que atuam dentro do corpo. No projeto de qualquer estrutura é necessário primeiramente usar princípios da estática para determinar as forçar que atuam. As dimensões dos elementos, sua deflexão e a sua estabilidade das cargas internas e também do tipo de material que estes são feitos. Em um sistema de forças atuando sobre um corpo, o efeito produzido é diferente segundo a direção e sentido e ponto de aplicação destas forcas. Os efeitos provocados neste corpo podem ser classificados em esforços normais ou axiais, que atuam no sentido do eixo de um corpo, e em esforços transversais, atuam na direção perpendicular ao eixo de um corpo. Entre os esforços axiais temos a tração, a compressão e a flexão, e entre os transversais, o cisalhamento e a torção. (BEER 1996). Conforme Botelho (2008), quando as forcas agem para fora do corpo, tendendo a alongá-lo no sentido da sua linha de aplicação, a solicitação é chamada de tração; se as forcas agem para dentro, tendendo a encurtá-lo no sentido da carga aplicada, a solicitação é chamada de compressão. 2.2.1 Tensão e deformação Tensão é ao resultado da ação de cargas externas sobre uma unidade de área da seção analisada na peca, componente mecânico ou estrutural submetido a solicitações mecânicas. A direção da tensão depende do tipo de solicitação, ou seja, da direção das cargas atuantes. As tensões provocadas por tração compressão e flexão ocorrem na direção normal (perpendicular) a área de seção transversal e por 18 isso são chamadas de tensões normais, representadas pela letra grega sigma ( σ). (BEER 1996). Uma carga normal F que atua em uma determinada peça, origina uma tensão normal (σ) determinada através da relação entre a intensidade da carga aplicada e a área (A) de seção transversal da peça. Eq. 01 Onde: (σ) = N/ F=N A= Segundo Beer (1996), é necessário conhecer o comportamento dos materiais quando submetidos a carregamentos. Se realizar um ensaio mecânico em numa amostra do material chamada de corpo de prova, são medidas as áreas de seção transversal A do corpo de prova e a distancia “L0” entre dois pontos marcados neste. O corpo de prova é submetido a um ensaio de tração, e com isso seu comprimento aumenta, de inicio lenta e proporcionalmente ao carregamento. O corpo de prova sofre uma deformação com pouco aumento da carga aplicada, conforme figura 1. A deformação longitudinal de um material e definida como: x 100 [%] Eq. 02 Onde: - Deformação (%) - Comprimento inicial do corpo de prova (m) - Comprimento final do corpo de prova (m) Para Botelho (2008), nas aplicações práticas, a determinação de tensões é um importante passo para o desenvolvimento de dois estudos relacionados com: • Análise de estruturas e máquinas existentes, com o objetivo de prever o seu comportamento sob condições de cargas especificadas. • Projeto de novas máquinas e estruturas, que deverão cumprir determinadas funções de maneira segura e econômica. 19 Em ambos os casos, e necessário saber como o material empregado vai atuar sob as condições de carregamento, seja na tração, compressão, flexão, cisalhamento e torção. Para cada material isto pode ser determinado através de uma série de ensaios específicos a cada tipo de solicitação, de onde obtemos dados importantes como as tensões de escoamento e ruptura. No projeto de um elemento estrutural ou componente de máquina, deve-se considerar que a carga limite do material seja maior que o carregamento que este irá suportar em condições normais de utilização. Este carregamento menor e chamado de admissível, de trabalho ou de projeto. (HIBBERLER, 2004). Quando se aplica a carga admissível, apenas uma parte da capacidade do material esta sendo solicitada, a outra parte e reservada para garantir ao material, condições de utilização segura. Figura 3: Tensão admissível. Fonte: Beer 1996 Na figura 3, a tensão admissível é a tensão ideal de trabalho para o material nas circunstancias apresentadas. Geralmente, esta tensão devera ser mantida na região de deformação elástica do material. O coeficiente de segurança é utilizado no dimensionamento dos elementos de construção visando assegurar o equilíbrio entre a qualidade de construção e seu custo. A fixação do coeficiente de segurança e feita nas normas de cálculo e, muitas vezes, pelo próprio projetista, baseado em experiências e de acordo com seu critério. A determinação do coeficiente de segurança adequado para diferentes aplicações requer uma análise cuidadosa, considerando diversos fatores, tais como: 1. Material a ser aplicado; 2. Tipo de carregamento; 20 3. Frequência de carregamento; 4. Ambiente de atuação; 5. Grau de importância do membro projetado. As especificações para coeficientes de segurança de diversos materiais e para tipos diferentes de carregamentos em vários tipos de estruturas são dados pelas Normas Técnicas da Associação Brasileira de Normas Técnicas. Segundo Beer (1996), a escolha do coeficiente de segurança é uma tarefa de responsabilidade. Valores muito altos significam, em geral, custos desnecessários e valores baixos podem provocar falhas de graves conseqüências. 2.2.2 Tração e Compressão Podemos afirmar que uma peça está submetida a esforços de tração ou compressão, quando uma carga normal (tem a direção do eixo da peca) F, atuar sobre a área de secção transversal da peça. Quando a carga atuar no sentido dirigido para o exterior da peça, a peça está tracionada. Quando o sentido da carga estiver dirigido para o interior da peça, a barra estará comprimida. Conforme figura 4: Figura 4: Tensões internas. Fonte: Beer 1996. 2.2.3 Flexão Segundo Hibbeler (2004), define como flexão a solicitação que provoca, ou tende a provocar curvatura nas peças. O esforço solicitante responsável por este comportamento é chamado de momento fletor, podendo ou não ser acompanhado de esforço cortante e força normal. 21 A flexão é provavelmente o tipo mais comum de solicitação produzida em componentes de máquinas, os quais atuam como vigas quando, em funcionamento, transmitem ou recebem esforços. Muitos problemas envolvendo componentes sujeitos a flexão podem ser resolvidos aproximando-os de um modelo de viga. Na figura 06, sob ação de cargas de flexão, algumas fibras longitudinais que compõem o corpo sólido são submetidas à tração e outras “a compressão, existindo uma superfície intermediaria onde a deformação (ε) e a tensão (σ) para as fibras nela contidas tornam-se nulas, isto é, não se encurtam e nem se alongam. Esta superfície e chamada de superfície neutra. A superfície neutra intercepta uma dada secção transversal da barra segundo uma reta chamada linha neutra, ilustrada na figura 5: Figura 5: Deformação das vigas. Fonte: Beer 1996. Os esforços de tração e compressão aumentam à medida que se afastam da superfície neutra, atingindo sua intensidade máxima nas fibras mais distantes a ela. O material obedece a Lei de Hooke, ou seja, as tensões e deformações produzidas no sólido estão abaixo do limite de escoamento do material (regime elástico). O momento de inércia é uma característica geométrica que fornece uma noção da resistência da peça. Quanto maior for o momento de inércia da secção transversal de uma peca, maior será sua resistência. Para a equação de distribuição de tensões, podemos observar que as dimensões da viga estão associadas ao momento de inércia (I) e a distância da linha neutra a fibra mais distante ( ). A relação entre estas grandezas pode ser expressa pelo módulo de flexão: 22 W= Eq 04 Onde: W = Módulo de Flexão; I = Momento de Inércia; = Distancia da linha neutra a fibra mais distante O módulo de flexão W só depende da geometria da secção transversal da viga, conforme a figura 6: Figura 6: Módulo resistente. Fonte: Hibberler, 2004. Substituindo esta relação na equação 4, temos: Eq 05 Onde: - momento fletor máximo. 23 Para que uma viga trabalhe em segurança, é necessário que a tensão admissível estipulada para o projeto seja igual ou maior que a tensão máxima de flexão. Essa relação mostra que a tensão máxima é inversamente proporcional ao módulo resistente W, de modo que uma viga deve ser projetada com maior valor de W possível, nas condições de cada problema. Com esta grandeza, podemos decidir quanto ao perfil a ser utilizado, de acordo com as restrições de projeto. O valor de W calculado na fórmula anterior serve como base para escolhermos uma viga de um fabricante. A figura 7 apresenta o módulo de resistência de um fabricante de vigas: Figura 7: Módulo resistente para vigas formato I. Fonte: Gerdau (2004). 2.3 SISTEMA HIDRÁULICO O princípio básico de qualquer sistema hidráulico parte da realização de um trabalho através do esforço de um fluído, sendo assim, a força aplicada em um ponto é transmitida para outro ponto através de um fluido incompressível. Fialho 2006, afirma que, através da compressão ou descompressão do fluido em ambientes confinados, tem como base o princípio da conservação de energia que mostra que a energia não pode ser criada e nem destruída, apenas transformada, em outras formas de energia. Com base nesse princípio e no que diz respeito a sistemas conservativos podemos dizer que: 24 Eq. 06 Onde: = Energia Mecânica Inicial = Energia Mecânica Final Blaise Pascal, em 1648 enunciou a lei que rege os princípios hidráulicos: descreveu o efeito da força sobre um líquido contido num recipiente fechado. Estabeleceu que sempre que for aplicada uma força sobre um líquido confinado em qualquer ponto, a variação da força se transmite igualmente por todo o líquido e o seu compartimento. Diante disso, resumindo as conclusões do cientista ficou conhecido como “Lei de Pascal”, que diz: A força exercida em um líquido confinado e estático é a mesma em todas as direções e exerce forças iguais em áreas iguais. A força exercida por unidade de área é denominada pressão. Sendo assim: P= Eq. 07 Onde: P = Pressão F = Força A = Área 2.3.1 Princípio de Funcionamento dos Componentes Hidráulicos Segundo Stewart 2000, um circuito hidráulico é um sistema utilizado para o acionamento dos dispositivos a serem empregados para a realização da tarefa inicialmente proposta. Após a determinação dos parâmetros de trabalho, antes mesmo do dimensionamento da bomba hidráulica, é esquematizado o circuito a fim de determinar as primeiras características para o correto dimensionamento do sistema conforme exemplificado na figura 08. 25 Figura 08: Modelo esquemático de um circuito hidráulico completo. Fonte: Stewart 2000. 2.3.2 Bombas hidráulicas São dispositivos utilizados para converter energia mecânica em energia hidráulica, recebem energia potencial (força motriz de um motor ou turbina), e transformam parte desta potência em energia cinética (movimento) e energia de pressão (força), cedendo estas duas energias ao fluído bombeado, de forma a percorrer ou transportá-lo de um ponto a outro. PARKER (1999). Portanto, o uso de bombas hidráulicas ocorre sempre que há a necessidade de aumentar-se a pressão de trabalho de uma substância líquida contida em um sistema, a velocidade de escoamento, ou ambas. Segundo Alves 2005, na indústria é mais empregado um motor elétrico. O motor elétrico converte energia elétrica em energia mecânica (torque e rotação) sendo seu eixo diretamente acoplado ao eixo da bomba que converte a energia mecânica em "energia hidráulica" (cria a vazão). Os parâmetros mais importantes, referentes à determinação da capacidade e as características técnicas das bombas hidráulicas são: pressão máxima, vazão máxima, rotação e rendimento. 26 2.3.3 Atuadores Hidráulicos São responsáveis pela conversão da energia hidráulica em energia mecânica para realizar um determinado trabalho. Os atuadores hidráulicos são disponíveis em várias formas para permitir diferentes ações. Chamamos de cilindro os atuadores lineares, pois desenvolvem um trabalho linear; os motores (atuadores rotativos) executam um movimento rotativo contínuo e os chamados osciladores (atuadores semi-rotativos) executam uma volta incompleta (arco) um número limitado de voltas. ALVES (2005) Em um sistema hidráulico, os cilindros são os principais atuadores, sendo, por vezes, um fator determinante na designação das condições de trabalho e potência da bomba. REXROTH (1987). São utilizados para a realização dos mais diversos trabalhos, tais como, elevação, rotação, tração, prensagem, etc. 2.3.4 Válvulas Hidráulicas Todo o sistema de fluido de trabalho requer algum tipo de válvula. Em um sistema hidráulico, as válvulas podem controlar a pressão, vazão para um atuador ou a quantidade de fluxo permitida para um determinado ponto. As válvulas são os elementos essenciais para o controle de desempenho de sistemas hidráulicos. PARKER (1999). Uma válvula de alívio é usada para regular a pressão máxima num circuito ou em parte dele. Desempenham um papel de ‘’fusível’’ no sistema hidráulico, pois regulam a vazão para manter a pressão a partir de um nível a pressão pré ajustada. Uma válvula direcional de quatro vias pode ser usada para alterar a direção de rotação de um motor hidráulico, ou seja, são responsáveis pelo sentido dos movimentos de um cilindro ou de um motor hidráulico. Uma válvula de controle de fluxo pode alterar a velocidade de um atuador pela alteração na quantidade de vazão até ou de um atuador hidráulico, através de um estrangulamento, que nada mais é do que uma redução de uma área de passagem até a condição de fluxo zero. Conforme Parker (1999), a tendência atual das válvulas para a indústria é pela miniaturização; compatibilidade com os controles eletrônicos (melhoria de 27 desempenho) e novos materiais. Para as válvulas pneumáticas estão sendo bastante empregadas construções em plástico para redução de peso e imunidade à corrosão; estão em grande desenvolvimento componentes cerâmicos para as válvulas hidráulicas visando um aumento em sua vida útil elevando sua resistência à contaminação. 2.4 PROJETO DE PRODUTO O desenvolvimento de produto é um conceito que compreende os aspectos de planejamento e projeto, ao longo de todas as atividades da seqüência do processo, desde a pesquisa de mercado até o descarte ou desativação do mesmo. Por esse conceito, entende-se como desenvolvimento de produto todo o processo de transformação de informações necessárias para a identificação da demanda, a produção e o uso do produto. BACK et al (2008). PMI (Project Management Institute) (2004) define gestão de projetos como sendo o processo através do qual se aplicam conhecimentos, capacidades, instrumentos e técnicas às atividades do projeto de forma a satisfazer as necessidades e expectativas dos diversos stakeholders que são indivíduos ativamente envolvidos no projeto ou cujo resultado do mesmo poderá afetá-los positivamente ou negativamente. Segundo Rozenfeld (2006), define o Processo de Desenvolvimento de Produto como um conjunto de atividades resultantes das necessidades e/ou possibilidades do mercado, das restrições tecnológicas, das estratégias competitivas e do produto da empresa, de modo a garantir a capacidade de produção em relação às especificações de projeto de um produto e de seu processo produtivos. O PDP também envolve as atividades de acompanhamento do produto após o lançamento para, assim, possibilitar eventuais mudanças nas especificações planejar a descontinuidade do produto no mercado e incorporar no processo de desenvolvimento as lições aprendidas ao longo do ciclo de vida do produto. O processo de desenvolvimento de produtos consiste na execução de uma série de atividades, que vão desde a detecção da oportunidade de negócio, até o lançamento do produto no mercado. Verificando os dois extremos, percebe-se que para passar de uma idéia abstrata do produto até a sua fabricação, realiza-se um conjunto de ações ao longo do tempo, as quais envolvem a empresa como um todo 28 e cujo resultado produz efeitos diretos sobre a competitividade da mesma no mercado onde mesma irá atuar. Como resultado, uma significativa fonte de oportunidades para as empresas empreenderem esforços de melhoria com que venham contribuir para os seus resultados desejados. A figura 9 demonstra a metodologia do processo de projeto: Figura 9: Processo, macrofases, fases e saídas. Fonte: (Romano, 2003) O projeto deve ter início, meio e fim, onde o fim é alcançado de duas maneiras, quando os objetivos foram atingidos ou quando se torna claro que estes não serão alcançados, e o projeto acaba sendo interrompido. A duração do projeto é finita, ou seja, projetos não são operações ou trabalhos contínuos. Considerando as definições apresentadas, projetos de desenvolvimento de produtos são aqueles empreendimentos cujo objetivo é executar o processo de geração de uma idéia de um bem-material ao longo de várias fases, até o lançamento do produto no mercado. O processo pelo qual estes projetos são desenvolvidos é denominado comumente de Processo de Desenvolvimento de Produtos (PDP). (ROMANO, 2003). O ciclo de vida dos projetos, normalmente é subdividido em várias fases a fim de facilitar o gerenciamento e estabelecer vínculos com as operações das organizações. Quando agrupadas, as fases do projeto formam o ciclo de vida do projeto (PMI, 2000). Podemos encontrar diversas literaturas para representar o ciclo de vida de um projeto, desde as que contêm umas poucas fases até aquelas que possuem 29 nove ou mais, isso ocorre principalmente em função da diversidade de segmentos industriais e de tipos e complexidade dos projetos. Segundo Rozenfeld (2006), o aumento da concorrência, as rápidas mudanças tecnológicas, a diminuição do ciclo de vida dos produtos e a maior exigência por parte dos clientes orientam as empresas para que tenham agilidade, produtividade e alta qualidade, que dependem, necessariamente da eficiência e eficácia no processo de desenvolvimento. No projeto de produtos está incluso atividades desde a geração das especificações de projeto para o produto, o desenvolvimento de idéias de como deveria parecer e como deveria operar, até a elaboração da documentação e desenhos completos, contendo as informações pelas quais o produto será fabricado. A fase de planejamento passa a ser a primeira etapa no processo de desenvolvimento de produtos, definindo uma macrofase de mesmo nome, e a validação a última fase, porém, fazendo parte da macrofase de implementação. 30 3 METODOLOGIA A metodologia adotada para o desenvolvimento deste projeto partiu de um estudo abordando resistência dos materiais, funcionamento e componentes de um sistema hidráulico. O desenvolvimento de projeto de produto consiste basicamente na transformação de idéias e informações. A atividade principal de transformação ocorre entre um estágio inicial de busca de informações, assimilação, análise e síntese; e um estágio conclusivo no qual as decisões tomadas são organizadas num tipo de linguagem que possibilite a comunicação e arquivamento dos dados e a fabricação do produto. Quanto às etapas necessárias para elaborar o projeto, optou-se então, usar como referência básica a metodologia desenvolvida por Fonseca (2000), mas utilizando quando necessário suporte a metodologia de Romano (2003). Apresentando as fases do Projeto Informacional e Projeto Conceitual o qual em cada um deles serão feitas a descrição das fases, aonde serão definidos os principais termos e apresentadas às etapas das fases. O projeto informacional inicia-se com a elaboração de um questionário, aplicado por meio de entrevistas, com a finalidade de coletar informações necessárias. O questionário foi elaborado seguindo a metodologia descrita por Reis et al. (2003). Para obter um melhor resultado, devem ser utilizadas ferramentas como: Diagrama de Roth, QFD, Diagrama de Mudge. No Projeto Conceitual é necessário desenvolver a estruturação funcional do produto que descreve o comportamento dos elementos físicos que virão constituir a máquina, após será avaliado a concepção da matriz morfológica que demonstra os princípios de soluções das possíveis formas construtivas do equipamento. Nessa fase, é importante utilizar ferramentas como: Brainstorming, Matriz Morfológica, Matriz de Decisão e Quadros de Avaliação. 31 3.1 MÉTODOS E TÉCNICAS UTILIZADOS Para desenvolver o produto proposto, este trabalho utilizará uma metodologia especifica de desenvolvimento de produtos contemplando as seguintes fases: Projeto Informacional Projeto Conceitual 3.1.1 Projeto Informacional Nesta fase do processo de projeto, apesar das diferenças de ideologia, tratam das informações relacionadas às necessidades dos clientes. Esta fase tem como princípio identificar o problema, o qual se deu a necessidade de desenvolvimento de um novo produto, alem de coletar informações sobre o requisito do produto, oportunidades de mercado, possibilidades tecnológicas, limitações do projeto e sua importância. É responsável pela captura e tratamento das informações sobre o problema. ‘’O projeto informacional trata da identificação das necessidades dos clientes, e da transformação dessas necessidades em especificações de projeto do produto. Para isso, utiliza-se uma metodologia, que prescreve passo a passo o caminho a ser percorrido pela equipe de projeto, para que essa transformação de informações seja feita de forma organizada’’ (BACK & FORCELLINI, 2001). Diferentes técnicas e métodos isolados, possíveis de serem aplicados em momentos diferentes do início do processo de projeto têm sido implementados, sem no entanto, serem utilizados em uma abordagem integrada necessária para oferecer um guia sistemático na elaboração das especificações de projeto. (FONSECA, 2000). Diante desta constatação, Fonseca (2000) propôs uma metodologia para servir como guia na obtenção das especificações de projeto. Como mencionado no capítulo anterior, esta abordagem metodológica é parte da metodologia que será adotada como modelo de referência para a definição das especificações de projeto do sistema tratado neste trabalho 32 Dentro destes princípios, a figura 10 mostra as etapas do projeto informacional: Figura 10: Fase informacional do projeto. Fonte: Adaptado de Fonseca 2000. A atenção no projeto informacional deve se voltar em determinar corretamente as fases do ciclo de vida que realmente irão contribuir para agregar informação e contribuir para a realização do projeto. Conforme Romano (2003), “as fases do ciclo de vida do projeto representam uma progressão linear, desde a definição do projeto, passando pela elaboração do planejamento, execução do trabalho e enceramento do projeto”. 3.1.2 Projeto Conceitual O projeto conceitual é a fase do processo de projeto que gera, a partir de uma necessidade detectada e esclarecida, uma concepção para um produto que atenda da melhor maneira possível esta necessidade, sujeita às limitações de recursos e às restrições de projeto. O modelo de produto obtido ao final dessa fase é a concepção do produto. (FERREIRA 1997). É na fase do Projeto Conceitual que ocorre a concepção do produto, tanto em termos de modelagem funcional quanto em requisitos estéticos. A Figura 11 apresenta as etapas da fase de projeto conceitual para o desenvolvimento do projeto. 33 Figura 11: Etapas do projeto Conceitual. Fonte: Adaptado de Fonseca, 2000. Fonseca 2000, afirma que, no projeto conceitual os atributos da especificação de projeto traduzidos numa estrutura funcional, são transformados em princípios de solução conceituais alternativos. Essas soluções são geradas para atender as necessidades manifestadas pelos clientes do projeto, por meio das especificações técnicas. Esta fase está subdividida em: (1) Estruturação funcional do produto que descreve o comportamento dos elementos físicos que virão constituir a máquina; ( 2) concepção da matriz morfológica que demonstra os princípios de soluções das possíveis formas construtivas do equipamento. Seguindo o fluxo de trabalho de um desenvolvimento de produto, a etapa de concepção está prevista para vir em seguida à etapa de esclarecimento do problema (projeto informacional). Determinadas as funções a serem realizadas, parte-se para o estudo de estruturas funcionais alternativas, com o objetivo de selecionar a mais adequada. Sobre a estrutura funcional selecionada são desenvolvidas concepções alternativas. A partir da análise e abstração dos requisitos de projeto do produto, pode-se identificar a sua função global, que baseada no fluxo de energia, material e sinal, e com o auxílio de um diagrama de blocos, expressa a relação existente entre as entradas e saídas do sistema, independentemente da solução a ser escolhida para o problema. 34 Uma vez selecionada a concepção do produto iniciam os estudos para identificação dos processos de fabricação (novos ou conhecidos, internos ou externos) possíveis de serem utilizados. Simultaneamente, são definidos os prazos junto aos fornecedores para o desenvolvimento dos projetos preliminar e detalhado das sub-funções especificadas na estrutura funcional, e é realizado estudo inicial de segurança sobre a concepção selecionada. Antes da aprovação da concepção do produto, o mesmo é avaliado quanto ao atendimento ao escopo do projeto. Neste processo de conversão de necessidades apresentadas na forma descritiva em representações físicas (elaboração da matriz morfológica), seguiu-se uma seqüência de etapas fundamentadas na proposta de Pahl & Beitz (1996), que contempla as seguintes etapas: Definição da estrutura funcional do produto; Pesquisa por princípios de solução alternativos para cada função; Combinação dos princípios de solução de modo a compor concepções alternativas; Seleção das concepções mais viáveis. Somente após a conclusão de todas estas etapas, poderá ser demonstradas as escolhas dos princípios de soluções através da matriz de decisão atribuída para as fases subseqüentes de projeto com utilização do método Passa e não Passa. E por fim a matriz de avaliação que vem correlacionar as escolhas de concepção com base nas necessidades do cliente com seu respectivo grau de importância. Encerrando as atividades desta fase, a concepção do produto – critério que autoriza o progresso para a fase seguinte – é submetida à aprovação. O plano do projeto é atualizado, bem como a análise econômica e financeira. Simultaneamente às tarefas da fase, o progresso do projeto é monitorado. 35 4 APRESENTAÇÃO E ANÁLISE DOS RESULTADOS Neste capitulo é apresentado resultados obtidos através das fases do Projeto Informacional e Conceitual, abordando suas respectivas etapas. Com objetivo de alcançar uma concepção que satisfaçam as necessidades dos clientes. 4.1 PROJETO INFORMACIONAL Nesta fase, encontram-se os procedimentos seguidos para a definição das especificações de projeto para o desenvolvimento do conceito da prensa hidráulica para prensagem de chapas metálicas. Sendo assim, corresponde à primeira fase da metodologia de projeto utilizada, denominada projeto informacional. O objetivo dessa fase é, a partir do problema de projeto, identificar as necessidades dos vários clientes do produto, e transformá-las num conjunto de objetivos ou metas que o produto deve atender (especificações de projeto do produto). Estabelecido o problema de projeto, a primeira etapa é o estudo informativo do problema de projeto, para o qual serão analisadas as informações a serem coletadas, visando obter-se a lista de especificações de projeto. 4.1.1 Estudo Informativo do Problema de Projeto O estudo informativo do problema de projeto é uma revisão das informações pesquisadas e a elaboração de um questionário para levantar informações e vontades dos diversos clientes/consumidores em potencial. O questionário elaborado foi aplicado na região noroeste do Rio Grande do Sul-RS, na cidade de Santa Rosa. Segundo informações do Sindicato dos Metalúrgicos de Santa rosa, o numero de metalúrgicas cadastradas já passa o número de 50 metalúrgicas. O Questionário por sua vez, divide-se em duas partes distintas: - Identificação das necessidades da máquina; - Identificação das características para um novo produto. Na primeira parte do questionário, buscou-se conhecer o cliente e suas atuais condições de trabalho nas atividades diárias dentro da indústria metalúrgica. Identificou-se as necessidades das máquinas para fins de prensagem de resíduos 36 (sucatas) gerados nos diferentes processos das indústrias metalúrgicas, sendo que a quantidade de resíduos gerados é alta, com isso há deficiência em um local adequado para armazenagem, muitas vezes exigindo uma coleta diária, para não gerar grandes volumes. Nessa parte, constam 26 (vinte e seis) questões de múltiplas escolhas. Já a segunda parte do questionário busca identificar as características desejáveis para uma nova máquina, objetivando a realização e facilitação das atividades habituais. Foram entrevistadas 18 pessoas, entre essas empresárias, gerentes de setores, responsáveis de processos. Assim, foi possível levantar as necessidades existentes na indústria metalúrgica. O questionário apresentado se encontra no Apêndice A. 4.1.2 Procurar a Informação Necessária para o Trabalho de Projeto As informações necessárias para o trabalho de desenvolvimento do projeto durante esta etapa inicial do projeto informacional é necessária a consulta com a maior quantidade possível de fontes de informações externas ao ambiente de projeto. Para uma segunda etapa, realizou-se uma busca via Internet, bem como acesso aos sites de fabricantes de máquinas. Essa busca tem como objetivo: • Procura de patentes sobre o produto que vai ser projetado; • Procura de tecnologias e métodos de fabricação disponíveis e • Procura de informação sobre produtos similares. 4.1.3 Definir os Produtos de Referência Considerou-se como produtos concorrentes as máquinas utilizadas hoje para realizar as atividades de prensagens de metais. Mesmo que as máquinas definidas como concorrentes, é necessário utilizar alguns modelos que estão disponíveis hoje no mercado para aproveitar toda a riqueza de informação e conhecimento utilizado na confecção das mesmas. Estas máquinas serão tomadas como padrão de comparação, para determinar algumas das características operacionais do novo produto. 37 As prensas da Nowak, mostrada quadro 1, são usadas como compactadores na indústria de sucata para a recuperação de resíduos de processos industriais, ou na reciclagem metais e outros materiais compactáveis. As prensas podem ser equipadas com um guindaste mecânico, ou podem ser alimentadas por um manipulador de materiais. O cubo de materiais compactados produzido pelas prensas compactadoras reduz drasticamente os custos de transporte e armazenamento. Fabricante Modelo Nowak PHH 500 Capacidade Abertura para abastecimento Retirada do fardo Força de compactação Motor Elétrico Sistema hidráulico Acabamento Acessórios 1.200 a 1.500 kg/h 700 (largura) x 1000 (altura) x 2000 (profundidade)mm Semi automática 35 toneladas a 140 kgf/cm² Trifásico 20CV, 220 ou 380 V, 60 Hz Bomba de engrenagens e comando 02 estágio duplo efeito Pintura de fundo primer e acabamento esmalte sintético Visor de nível manômetro e regulador de vazão Quadro 1: Especificações Técnicas do Fabricante Nowak. A empresa Prensas Conemag mostradas no quadro 2, produz equipamentos para compactação e enfardamento de resíduos e sobras industriais. Fabricante Modelo Conemag PSX - 200T 38 Capacidade Abertura para abastecimento Retirada do fardo Força de compactação Motor Elétrico Modo operacional Peso do equipamento 4000 kg/h 2000 x1200 x 800mm Alavanca saca fardo 200 toneladas Trifásico 30 CV Comando Manual 17.000 Kg Quadro 2: Especificações Técnicas do fabricante Conemag. 4.1.4 Definição do Ciclo de Vida do Produto A definição das fases do ciclo de vida de um produto depende de fatores como: o tipo de produto que vai ser projetado; o tipo de projeto a ser executado; a dimensão da demanda do produto; proximidade do mercado consumidor; suas características de funcionamento; características de uso e manuseio, entre outros O estabelecimento do ciclo de vida do produto foi feito com base nos produtos considerados referência. Sendo constituído das seguintes fases: projeto, produção, montagem em fabrica, testes, transporte, uso, função, manutenção, reciclagem. Definido o ciclo de vida, podem-se detectar os clientes internos, intermediários e externos, envolvidos e associados a cada uma das fases do ciclo de vida. É importante salientar que a definição dos clientes é importante para levantar as suas necessidades. O quadro 3 apresenta uma associação entre o ciclo de vida e seus respectivos clientes. Fases do Ciclo de Vida Projeto Produção Testes Comercialização Transporte Uso/Função Manutenção Reciclagem Clientes Engenheiro Técnico Pesquisadores Colaboradores Pequenas e Médias Empresas Equipe de projeto Pequenas e Médias Empresas Transportadoras; Pequenas e Médias Empresas Pequenas e Médias Empresas Pequenas oficinas Pequenas e Médias Empresas Própria empresa Comerciantes Quadro 3: Clientes por fase do Ciclo de vida. Fonte: Autor. 39 Identificados os clientes do projeto, foram definidos os atributos do produto. Os atributos básicos escolhidos para serem utilizados, foram: funcionamento, estética, ergonomia, economia, segurança, confiabilidade, legalidade, flexibilidade, e impacto ambiental. 4.1.5 Levantamento das Necessidades dos Clientes Para a elaboração deste projeto, a identificação das necessidades dos clientes foi realizada com base nas fases do ciclo de vida do produto estabelecido. A realização das entrevistas teve grande importância, não somente para auxiliar na tarefa de identificação das necessidades dos clientes associadas à fase de utilização do produto, mas também, avaliar a importância dessas necessidades para a formulação de pesos específicos de cada. A fim de auxiliar a identificação das necessidades dos clientes, aplicou-se a matriz de apoio ao levantamento das necessidades dos clientes proposta por Fonseca (2000), que se encontra no quadro 4 (Matriz de ROTH - Matriz de apoio à identificação das necessidades dos clientes). Na matriz de levantamento das necessidades as linhas correspondem às fases do ciclo de vida do produto e as colunas aos atributos básicos do produto. Do cruzamento entre linhas e colunas são geradas as necessidades dos clientes. Atributos Básicos do Produto Ciclo de Vida Funcionamento Projeto Funcionamento simples Produção Ser de fácil e simples fabricação Ergonomia Economia Segurança Confiabilidade Normalização Impacto Ambiental Desempenho e confiabilidade Ter baixo custo de fabricação Utilizar materiais e componentes padronizados Testes Ter custo de aquisição acessível Comerc. Transporte Ter segurança no carregamento e descarregamento Ter segurança no carregamento e descarregamento Uso/Função Ter robustez Manut. Ser facilitado o acesso aos componentes Ter facilidade de manutenção Reciclagem Utilizar materiais com vida útil semelhantes Ser composto por materiais reutilizáveis Baixo nível de ruído Ter baixo consumo energético Ter segurança nos sistemas dinâmicos Ter qualidade de trabalho Ter baixo consumo energético Ser resistente a quebras Ter segurança no manuseio Ser composto por materiais recicláveis Quadro 4: Matriz de apoio à identificação das necessidades dos clientes. Fonte: Autor. 40 Foram identificadas as necessidades que, após foram agrupadas de acordo com a fase do ciclo de vida a que estavam associadas. A lista das necessidades dos clientes, encontra-se no Quadro 5. Ciclo de Vida Projeto Produção Testes Necessidades dos Clientes O projeto deve ser simples Ter desempenho e alta confiabilidade Fácil e simples de fabricação Baixo custo de produção Utilizar materiais e componentes padronizados Comercialização Preço de aquisição acessível Transporte Ter carregamento e descarregamento seguro Componentes robustos Baixo nível de ruído Uso / Função Baixo consumo energético Segurança nos sistemas dinâmicos Ergonomia Garantir qualidade do trabalho Manutenção Reciclagem Facilidade no acesso e troca dos componentes Resistente a quebras Utilizar materiais com vida útil semelhantes Utilização de materiais reutilizáveis e recicláveis Quadro 5: Lista das Necessidades dos Clientes e Requisitos do Cliente. Fonte: Autor Depois de agrupadas e classificadas, as necessidades foram convertidas em requisitos dos clientes. Para se tornarem requisitos dos clientes, estas foram transformadas em frases curtas compostas pelos verbos ser, estar ou ter, seguidos de um ou mais substantivos, ou frases compostas por um verbo formador de função seguido de um ou mais substantivos. Com a realização desta conversão, obteve-se à lista de requisitos dos clientes, composta de 15 itens, os quais podem ser visualizados através do Quadro 6: 41 Ciclo de Vida Projeto Produção Testes Requisitos dos Clientes 1-Ser fácil de projetar 2-Ter desempenho e alta confiabilidade 3-Ser fácil e simples de fabricar 4-Ter baixo custo de produção 5- Utilizar materiais e componentes padronizados Comercialização 6-Ter preço acessível Transporte 7-Ter carregamento e descarregamento seguro 8-Ter componentes robustos Uso/Função 9-Ter baixo nível de ruído 10-Ter baixo consumo energético 11-Ser ergonômico Manutenção Reciclagem 12-Ter facilidade no acesso e troca dos componentes 13-Ser resistente a quebras 14-Utilizar materiais com vida útil semelhantes 15-Utilizar de materiais reutilizáveis e recicláveis Quadro 6: Requisitos dos Clientes do Projeto. Fonte: Autor. Seguindo as etapas da metodologia de desenvolvimento de produtos adotada, após determinados os requisitos dos clientes, inicia-se o processo de valoração dos mesmos. A valoração é um pré-requisito para a aplicação da primeira matriz do QFD (Quality Function Deployment). A Valoração dos requisitos dos clientes se deu utilizando como ferramenta o diagrama de Mudge, permitindo a classificação dos requisitos em três níveis de importância: valor aproximadamente igual (valor um), medianamente mais importante (valor três) e muito mais importante (valor cinco). O Diagrama de Mudge se encontra na figura 12. O valor relativo de cada requisito é obtido pelo somatório dos valores observados em todo o diagrama (o somatório abrange somente os valores das células em que o mesmo requisito for considerado dominante). 42 3 1C 2B 3 4 1B 2B 4B 4 Número dos Requisitos dos Clientes 5 6 7 8 9 10 11 1C 6A 1C 8A 1B 1C 1B 2C 6A 2C 8A 2B 2C 2B 5A 6C 3A 8C 9B 10A 11B 4B 6B 4B 8B 4A 10A 11A 5 6C 5A 9C 8B 10A 11B 6 6C 6A 6B 6C 6B 7 8C 9B 10A 11B 8 8B 8B 8B 9 9B 11A 10 11B 11 1 2 2A 2 A VALOR APROXIMADAMENTE IGUAL 1 PONTO B MEDIANTE MAIS IMPORTANTE 3 PONTO C MUITO MAIS IMPORTANTE 5 PONTO VALOR DA IMPORTANCIA RELATIVA 12 1C 2C 12A 4B 12A 6C 12A 8C 9B 10A 11B 12 13 1B 2B 13B 13A 13B 6B 13B 8B 13A 13B 13A 13B 13 14 1C 2C 3A 4B 5A 6C 7A 8C 9B 10A 11B 12A 13B 14 15 1C 2C 3A 4B 5A 6C 15A 8C 9B 10A 11B 12A 13B 14A 15 TOTAL SOMA 50 48 36 36 34 50 24 46 36 32 40 38 36 38 38 582 % 8,59 8,25 6,19 6,19 5,84 8,59 4,12 7,90 6,19 5,50 6,87 6,53 6,19 6,53 6,53 100 VC 10 10 7 7 7 10 5 9 7 6 8 8 7 8 8 Figura 12: Diagrama de Mudge. Fonte: Autor. 4.1.6 Conversão Dos Requisitos Dos Clientes Em Requisitos De Projeto A conversão dos requisitos dos clientes em requisitos de projeto constitui-se na primeira decisão física sobre o produto que está sendo projetado. Esta ação define parâmetros mensuráveis, associados às características definitivas que o produto deverá apresentar, é um momento bastante importante para o processo de projeto. Convertê-los significa decidir algo físico sobre o produto, que a afeta definitivamente durante o trabalho de projeto. Nesta atividade utilizou-se como ferramenta a matriz de obtenção dos requisitos de projeto proposta por FONSECA (2000). A matriz utilizada neste trabalho é ilustrada no Apêndice B. No Quadro 7 encontram-se as especificações de projeto do produto e observações que explicam mais detalhadamente o significado dos requisitos de projeto e indicam a procedência do valor meta. Requisitos do Projeto Ergonomia Custo de fabricação Resistência dos materiais Vida útil do equipamento Componentes recicláveis Massa total Custo de operação Custo de manutenção 43 Dimensão Número de componentes padronizados Nível de ruído Custo de aquisição Tempo de montagem Potencia Requerida Quadro 7: Requisitos do Projeto. Fonte: Autor. 4.1.7 Avaliação Dos Requisitos De Clientes X Requisitos De Projeto A valoração conferida aos requisitos de projeto poderá ser utilizada para hierarquizá-los conforme sua “importância”, e também para valorá-los nas ocasiões em que estes requisitos venham a constituir-se critérios de avaliação. O procedimento utilizado para hierarquizá-los se obtém através da matriz da Casa da Qualidade, conforme ilustração da figura 13: Figura 13: Casa da Qualidade – QFD. Fonte: Autor. 44 4.1.8 Lista De Especificações Do Projeto A etapa final do projeto informacional é a definição das especificações de projeto, levando em conta os objetivos e restrições do projeto. As especificações de projeto têm a função de fornecer subsídios ou critérios para tomada de decisão no que diz respeito à avaliação e seleção de alternativas de projeto do produto. Por esta razão, a cada requisito de projeto deve ser associado um valor meta a ser atingido, um elemento para avaliar se a meta estipulada foi atingida e saídas indesejáveis que podem ocorrer no projeto. A lista de especificações de projeto classificadas fornece os critérios de avaliação, através das especificações desejáveis, para a seleção das alternativas de projeto nas etapas seguintes. No Quadro 8 encontram-se as especificações do projeto ordenada segundo a pontuação proveniente da classificação resultante da Casa da Qualidade desenvolvida. As especificações foram ordenadas e classificadas em três partes, o terço superior, o terço médio e o terço inferior (os mais importantes, os importantes e os menos importantes). Ordem Requisitos do Projeto Unidade 1º Resistência dos materiais Mpa 2º Baixo custo R$ 3º Custo de fabricação R$ 4º Baixo custo de manutenção R$ 5º Potência requerida W Objetivos Forma de avaliação Aspectos Indesejáveis Verificação no projeto Falha prematura preliminar dos materiais Soma custo de Custo de aquisição ≤ R$ 150.000,00 produção + lucros exceder estimados Custo exceder 1/2 50 % do custo Custo de fabricação do custo de de fabricação do protótipo aquisição Custo anual 3% do valor do Custo de superior ao produto/ano manutenções anuais especificado Fontes que Potência Verificação no projeto consumam muita máxima req. preliminar energia Maximizar Quadro 8: Lista das especificações do projeto – Terço Superior . Fonte: Autor. 45 Ordem Requisitos do Projeto Unidade Objetivos Forma de avaliação Aspectos Indesejáveis 6º Longa vida útil Horas ou anos ≤ 15.000 Hr ou 10 anos Informações coletadas Vida útil inferior R$ 20,00 por hora Custo de compra de MP e componentes Utilizar todos comp padrão N.º: 15 componentes Verificação no projeto preliminar Verificação no projeto preliminar Atender maior n. possível de normas Análise de esforços físicos 7º Custo de operação R$ 8º N. de componentes padronizados N.º 9º Componentes recicláveis N.º 10º Ser ergonômico % Custo material exceder valor especificado Minimo de peças padronizadas N. acima do especificado A máquina oferecer riscos à segurança/saúde Quadro 7: Lista das especificações do projeto – Terço Médio . Fonte: Autor. Ordem Requisitos do Projeto Unidade Objetivos Forma de avaliação Aspectos Indesejáveis 11º Ter baixo nível de ruído dB Máximo 85 dB Normas Níveis de ruídos acima do especificado 12º Dimensão mm 13º Tempo de montagem Horas 14º Custo de operação R$ Larg. < 4000mm Verificação no projeto Dimensão exceder Comp.< preliminar o especificado 5000mm Mínimo tempo Verificação dos Tempo de possível de tempos de duração da montagem montagem montagem elevado Custo de material < 20,00 por hora Estimativa de custo exceder o valor especificado Quadro 7: Lista das especificações do projeto – Terço Inferior . Fonte: Autor. Encerrada a fase que estabelece as metas do produto (em relação ao que o cliente espera), verifica-se com base nos requisitos dos clientes e nos requisitos de projeto, maior atenção aos custos (manutenção e fabricação). Três dos quatro primeiros requisitos são referentes a custos, sendo que o primeiro, custo de manutenção está diretamente associado com a lucratividade do setor, porque baixo custo de manutenção representa, na visão do cliente, maior sobra de ativos. Já, do ponto de vista de projeto, baixo custo de manutenção é uma garantia de que a manutenção seja efetivamente realizada, aumentando a disponibilidade da máquina, contribuindo para aumento da vida útil do equipamento, que é o requisito que ocupa a sexta posição na avaliação. 46 4.2 PROJETO CONCEITUAL A fase de projeto conceitual tem como principal objetivo desenvolver as formas estruturais das funções que a prensa de chapas deverá executar em seu ciclo produtivo de utilização. Assim, o projeto conceitual é tido como a fase mais importante do projeto de um produto, pois as decisões nela tomadas exercem influência sobre os resultados das fases subseqüentes. O nível de detalhamento de uma concepção deve permitir a continuidade do projeto na próxima fase (projeto preliminar) e a avaliação de sua viabilidade. Para, tanto a concepção deve ser desenvolvida até que se possam representar os princípios de solução para as funções. 4.2.1 Definição Da Estrutura Funcional Do Produto O objetivo desta etapa é determinar a estrutura funcional do produto a ser desenvolvido. A estrutura funcional define a função principal e as funções secundárias, a fim de utilizá-la para geração da concepção que irá desempenhar estas funções. A função global da máquina de prensar chapas metálicas foi definida transformar volumes de materiais considerados resíduos em pequenos blocos compactados. Com a definição da função global, foi possível substituir a mesma por estruturas de funções para desenvolver princípios de soluções que viessem a cumprir tais funções. Conforme a lista de especificações do projeto, é possível verificar a grande influência da resistência dos materiais como principal elemento influenciador nas tomadas de decisões referentes a elaboração de propostas dos sistemas de funções parciais com base nas necessidades dos clientes. A função global da máquina foi definida como “Prensar retalhos de chapas”. Esta expressão é a representação simplificada do problema de projeto. As grandezas de entrada e saída, e as interfaces do sistema são apresentadas na Figura 14: Figura 14: Diagrama da função global. Fonte: Adaptado de Amaral et al (2006). 47 Desta maneira, com a definição da função global, foi possível substituir a mesma por estruturas de funções parciais para desenvolver princípios de soluções que viessem a cumprir tais funções. Assim, a Figura 15 mostra as cadeias de funções que atuam nos fluxos de energia, retalhos de chapas e controle, compondo o sistema estrutural/funcional da máquina de prensar retalhos. Figura 15: Estrutura Funcional – Desdobramento. Fonte: Autor Assim, inicia-se a pesquisa de princípios de solução, onde, para cada subfunção é necessário encontrar princípios de solução, que interligados resultam em uma combinação de princípios que asseguram a realização da estrutura de funções, sendo representadas na matriz morfológica. 4.2.2 Matriz Morfológica A Matriz Morfológica apresenta todas as estruturas de funções que foram geradas, do qual serão obtidas as propostas a serem avaliadas. As propostas são combinações de princípios de solução requeridas para cumprir o que foi indicado pela Estrutura de Funções, como mostra no Quadro 11: Funções Motor de Combustão F1 - Fornecer Energia Princípios de solução Motor Elétrico Unidade Hidráulica 48 F2 - Transmitir Energia Hidráulica Bomba Engrenagem Bomba Palheta Bomba Pistão Tipo Funil Guindaste Abastecimento Manual F3 - Abastecer a Máquina Operador abastece Acionamento Elétrico Acionamento Manual Ciclo Automático Cilindro Unico Cilindros em Paralelo Cilindro Telescópicos Tubular Soldada Perfil U Soldado Perfil I Soldado Alavanca Hidráulica Talha Elétrica Talha Mecânica F4 - Acionar Movimento F5 - Prensar Retalhos F6 - Sustentar Forças F7 - Retirada da Câmara Braço Acionado por Cilindro Hidráulico Quadro 11: Matriz Morfológica. Fonte: Autor. 4.2.3 Descrição dos Princípios de Solução para as Funções do Produto Para a criação dos princípios de solução utilizou-se o método da Matriz Morfológica, que consiste na pesquisa sistemática de diferentes combinações de elementos visando à geração de diferentes soluções para o problema/funções a serem atendidas. Sendo o objetivo desenvolver conceitualmente o protótipo da máquina de prensar chapas metálicas, a definição dimensional e a comprovação de melhor princípio para atender as funções ocorrerão apenas na fase de projeto preliminar. Definido que o elemento principal é comum a todas as propostas, a resistência. Para que uma máquina funciona bem, as estruturas devem resistir às 49 ações que atuam sobre eles ao longo de sua vida útil. A estrutura deve possuir uma rigidez suficiente para suportar sua resistência à compressão, No Quadro 12, tem-se as propostas de concepções obtidas a partir da combinação dos princípios de solução de cada sub-função descrito na matriz morfológica Funções Concepção 1 Concepção 2 Concepção 3 Motor Elétrico Motor Elétrico Unidade Hidráulica Bomba Pistão Bomba Palheta Bomba Engrenagem Abastecimento Manual Tipo funil Abastecimento Manual F1 - Fornecer Energia F2 - Transmitir Energia Hidráulica F3 - Abastecer a Máquina Operador abastece Operador abastece Acionamento Manual Acionamento Elétrico Acionamento Manual Cilindro Único Cilindros em Paralelo Cilindros em Paralelo Perfil U Soldado Perfil I Soldado Perfil I Soldado Talha Mecânica Alavanca Hidráulica Talha Elétrica F4 - Acionar Movimento F5 - Prensar Retalhos F6 - Sustentar Forças F7 - Retirada da Câmara Braço Acionado por Cilindro Hidráulico Quadro 12: Concepções Alternativas. Fonte: Autor. 50 4.2.4 Combinações dos Princípios de Solução A seguir estão apresentadas três concepções alternativas concebidas a partir da elaboração das combinações possíveis observadas na matriz morfológica. Essas concepções descritas a seguir apenas enfatizam as particularidades de cada proposta com base na Matriz Morfológica apresentada anteriormente. Concepção 1: As estruturas são tubulares em aço, onde a rigidez da estrutura é conseguida por meio da união soldada. A barra em tubo oferece maior economia que o sistema convencional (perfis abertos U, I e H), é um perfil considerado leve e possui as mesmas propriedades geométricas em qualquer direção. A fonte de energia nessa proposta é um motor elétrico acionando uma bomba do tipo pistão, a qual transmite energia mecânica através de fluido. Essa proposta conta com um comando hidráulico acionado manualmente. A entrada de material na máquina é abastecida pelo operador. Depois de compactado o material é retirado do interior da máquina através de um braço com acionamento hidráulico. A figura 16 representa essa concepção: Figura 16: Ilustração da 1º concepção. Fonte: Autor. 51 Concepção 2: A energia é fornecida através de um motor elétrico que aciona uma bomba do tipo palheta. O acionamento dos elementos é feito através de um comando elétrico A proposta conta com um sistema do tipo funil para abastecimento da máquina. A qual utiliza cilindros duplos para prensagem. Após o bloco prensado é retirado do interior da máquina por meio de uma talha mecânica. A entrada de material na máquina passa por uma espécie de moega. Depois de compactado o material é retirado do interior da máquina através de um braço com acionamento hidráulico. Nessa combinação segue uma proposta diferenciada, a estrutura é composta de perfis I soldado. A figura 17 representa essa concepção: Figura 17: Ilustração da 2º concepção. Fonte: Autor. Concepção 3: Nessa proposta, a máquina de diferencia das demais por usar os seguintes itens: Perfis I soldados com auxilio, para fornecimento de energia há um motor elétrico que aciona uma bomba do tipo engrenagem, esta controlada por um comando manual que aciona cilindros duplos. O abastecimento da máquina é manual, porem conta com uma talha elétrica para retirada do bloco prensado. A figura 18 representa essa concepção: 52 Figura 18: Ilustração da 3º concepção. Fonte: Autor. 4.2.5 Avaliação das Concepções Alternativas Serão descritas as técnicas empregadas para a escolha da melhor destas concepções, ou seja, aquela que apresenta o maior potencial de gerar um produto que melhor atenda as especificações de projeto. O resultado desta avaliação pode ser visualizado a seguir, por meio da Tabela 2: Tabela 2: Matriz de Avaliação das Concepções Requisitos do Projeto Concepção 1 Concepção 2 Ergonomia 7 8 Custo de fabricação 8 7 Resistência dos materiais 7 8 Vida útil do equipamento 7 8 Componentes recicláveis 8 9 Massa total 8 7 Custo de operação 7 8 Custo de manutenção 8 7 Dimensão 8 8 Número de componentes padronizados 8 7 Nível de ruído 8 8 Custo de aquisição 8 7 Tempo de montagem 8 7 Potencia Requerida 9 8 Pontuação Média 10,90 10,70 Critérios Qualitativos 0 - 5 Insatisfatório 6 - 7 Regular 7 - 8 Bom 8 - 9 Muito Bom 9 - 10 Ótimo Fonte: Autor. Concepção 4 7 8 8 8 9 8 8 9 9 8 8 8 8 8 11,40 53 4.2.6 Modelo gráfico da concepção proposta gerada a partir da avaliação das concepções alternativas. A concepção 4 que apresentou a proposta com a maior pontuação, assim, a mesma encontra-se representada pela Figura 19. Figura 19: Concepção Modelada. Fonte: Autor. Essa concepção conta com uma estrutura construída com vigas no formato “I” (1), é responsável por sustentar as forças aplicadas, garantindo uma boa resistência. O item (3) tem-se o local onde será abastecimento de material. Carenagens e proteções garantem a segurança dos elementos dinâmicos (7) e (8). No item (9) foi definido o local mais adequado para a instalação do comando hidráulico, o qual o operador terá acesso para controlar os movimentos dos cilindros hidráulicos. A máquina foi projetada para prensar o material, o qual foi definido três etapas para prensagem, composta por cilindros hidráulicos, os quais atuarão linearmente. Na primeira etapa (6), dois cilindros hidráulicos posicionados paralelamente atuam fechando o local de prensagem depois de abastecida. Conforme figura 20: 54 Figura 20: Primeira Etapa de Prensagem. Fonte: Autor. Após a primeira etapa concluída, dois cilindros traseiros fazem com que o volume interno diminua respectivamente, até o limite de curso definido para a dimensão do bloco prensado. A figura 21 ilustra essa etapa: Figura 21: Segunda Etapa de Prensagem. Fonte: Autor. Com a primeira e segunda etapas completadas, a terceira etapa inicia-se, conta com um cilindro de alta performance, o qual responsável por comprimir o material transformando em um bloco no tamanho desejado. Conforme figura 22: Figura 22: Terceira Etapa de Prensagem. Fonte: Autor. Depois de realizadas as três etapas os atuadores hidráulicos começam a retornar as suas posições de origem. Então o bloco prensado pode ser retirado por meio de uma talha elétrica. Conforme detalhe mostrado na figura 23. 55 Figura 23: Retirada do bloco prensado por meio da talha elétrica. Fonte: Autor. Para que o nível de ruído seja o mínimo possível, a bomba, motor elétrico e reservatório podem ser instalados em uma unidade externa, sendo interligadas por meio de mangueiras flexíveis de aço. A figura 24 mostra o conjunto motor, bomba e reservatório. Figura 24: Motor elétrico, bomba e reservatório. Fonte: Autor. A escolha do motor elétrico, bomba de engrenagem, pistões hidráulicos, válvulas, comando de acionamento, mangueiras e conexões devem ser padronizadas, os quais encontrados no mercado. Considerando a ergonomia, o operador da máquina deve operar sentado. Para isso um acento se torna indispensável, conforme ilustração da figura 21: Figura 21: Acento para o operador. 5 CONCLUSÕES Embora ainda não tenham sido desenvolvidas as fases Preliminar e Detalhada do projeto para a obtenção do produto físico, os resultados da pesquisa apontam para a necessidade de pensar alternativas para cortar retalhos maiores, os quais poderão dificultar o abastecimento da máquina projetada. Através da abordagem consultada na revisão da literatura, deu-se suporte significativo tanto ao projetar a máquina quanto na escolha de componentes hidráulicos. As ferramentas utilizadas para os procedimentos de desenvolvimento de produtos estabelecidos na metodologia proposta para a concepção do conceito d a prensa hidráulica possibilitaram conduzir esta atividade, desde o estabelecimento das necessidades de projeto até a avaliação de soluções conceituais alternativas para o produto, gerando, desta maneira, o conceito final produto. Desta forma, a proposta de continuação deste trabalho é a realização do Projeto Preliminar, onde o conceito passará a ser dimensionado e novamente avaliado e por fim recomenda-se a realização do Projeto Detalhado que dará todas as orientações para a confecção do protótipo por meio de desenhos detalhados. A realização desse trabalho permitiu a aplicação prática dos conhecimentos teóricos aprendidos no curso de engenharia mecânica. Permitiu também vivenciar a realidade da engenharia, enfrentando os desafios que surgem no dia a dia de uma indústria. Muitas coisas ainda devem ser aprendidas e melhorada e somente os anos de experiência darão esse conhecimento. Desenvolvido o conceito da prensa hidráulica, o objetivo principal do trabalho foi alcançado. A proposta desenvolvida permite construir um modelo que cont empla os requisitos dos clientes e requisitos de projeto, gerada para atender a demanda de pequenas e médias indústrias metalúrgicas, as quais encontram dificuldade em adquirir as opções oferecidas pelo mercado devido ao alto custo. 57 6 SUGESTÕES PARA TRABALHOS FUTUROS O trabalho de desenvolvimento do projeto conceitual da máquina para prensagem de chapas metálicas se destaca a importância da realização das demais etapas do processo de desenvolvimento de produto. A partir de então, fica a proposta de oferecer o conceito de uma máquina destinada a indústrias metalúrgicas de pequeno e médio porte, para que um segundo trabalho possa dar continuidade ao desenvolvimento através da realização do Projeto Preliminar e posteriormente do Projeto Detalhado, a fim de completar o ciclo de desenvolvimento do produto. 58 REFERENCIAS BIBLIOGRÁFICAS ASSOCIAÇÃO BRASILEIRA DE NORMAS TÉCNICAS. NBR 6023(NB 66): Informação e documentação: referências - elaboração. Rio de Janeiro, 2002. BACK, Nelson. Metodologia Janeiro:Guanabara Dois, 1983. de Projeto de Produtos Industriais. Rio de BOSCH, Treinamento hidráulico – curso thr,Bosch Hidráulica Ltda, 1985 BOTELHO, M. H. C. C. Resistência dos materiais. Para entender e gostar. 1. ed. Rio de Janeiro. Editora Blucher, 2008. BRAIDO, Eunice, Reciclagem do Metal - Coleção O Luxo do Lixo. 1. Ed. FTD. 1999. CLARK, K. B. & FUJIMOTO, T. Product Development Performance: Strategy, Organization and Management in the World Auto Industry. Boston: HBS Press, 1991. CONEMAG, Equipamentos para Sucatas Metálicas. Disponível em: <http://www.prensasconemag.com.br/conemag/index.php/pt/equipamentos/prensa-jacaresucateira/psx-200t.html/>. Acesso em 20 de set. 2012. CRAIG, JR. R. R. Mecânica dos Materiais. 2.ed. Rio de Janeiro: LTC, 2003 FIALHO, Arivelto Bustamante. Automação Hidráulica : projetos, dimensionamento e análise de circuitos, 4ª edição. São Paulo 2006. Editora Érica. FILHO, Eduardo Romeiro. Projeto do Produto - Apostila do Curso. Segundo semestre de 2004. 7ª Edição. Belo Horizonte, 2004. FONSECA, A.J.H. Sistematização do processo de obtenção das especificações de projeto de produtos industriais e sua implementação computacional. 2000. 180 f.. Tese (Doutorado em Engenharia Mecânica) - Universidade Federal de Santa Catarina, Florianópolis. HIBBELER, R. C. Resistência dos Materiais. 5.ed. São Paulo: Prentice Hall, 2004 NOWAK, Máquinas e Ferramentas Hidráulicas. Disponível em: <http://www.nowak.com.br/blog/2009/10/prensa-hidraulica-prensa-fardos-eletrohidraulica-25ou-35-toneladas-horizontal/>. Acesso em 10 de set. 2012. PAHL, G.; BEITZ, W. Engineering design: a systematic approach. 2. ed. London: Springer, 1996. 544 p. PALADINI, Edson Pacheco. Gestão da qualidade no processo: a qualidade na produção de bens e serviços. São Paulo : Atlas,1994 PMI - PROJECT MANAGEMENT INSTITUTE. Um Guia do Conjunto de conhecimentos do Gerenciamento de Projetos. Pennylvania: Projecct Management Institute, 2000. RAUBER, J. (Coord.) et al. Apresentação de trabalhos científicos: normas e orientações práticas. Passo Fundo: UPF Editora, 2003. 59 REIS, A. V.; MENEGATTI, F.A. FORCELLINI, F.A. O uso do ciclo de vida do produto no projeto de questionários, In: CONGRESSO BRASILEIRO DE GESTÃO DO DESENVOLVIMENTO DE PRODUTOS, 4., 2003, Gramado. Anais. Gramado: CBGDP, 2003. ROMANO, Leonardo Nabaes. Modelo de referência para o processo de desenvolvimento de máquinas agrícolas. Florianópolis: Programa de pósgraduação em Engenharia Mecânica da UFSC, 2003 (TESE). ROZENFELD, H. Gestão de Desenvolvimento de Produtos: uma referência para a melhoria do processo. São Paulo: Saraiva, 2006 VARGAS, R.V. Gerenciamento de Projetos – Estabelecendo Diferenciais Competitivos. Rio de Janeiro: Brasport, 2000. WHEELWRIGHT, S.C; CLARK, K.B. Revolutionizing Product Development. New York: Free Press, 1992 60 APÊNDICE A – QUESTIONÁRIO ELABORADO Questões Aplicadas Resultados obtidos 1. Possui processo de corte laser? 2. Possui processo de corte plasma? 3. Possui processo de guilhotina? 4. Possui processo de estamparia? 5. Possui processo de usinagem? 6. Qual o destino aplicado para os resíduos gerados? Sim ≈ 96% Não ≈ 4% Sim ≈ 30% Não ≈ 70% Sim ≈ 98% Não ≈ 2% Sim ≈ 86% Não ≈ 14% Sim ≈ 92% Não ≈ 8% Vendas para terceiros ≈ 98% Aproveitamento em outros processos ≈ 2% 7. Há local adequado para armazenagem destes resíduos? 8. Qual a quantidade diária aproximada de resíduos gerados nos processos acima? 9. Tem interesse em adquirir uma máquina para compactar o volume destes resíduos? Sim ≈ 32% Não ≈ 68% De 5 a 10 Ton ≈ 15% De 10 a 15 Ton ≈ 60% De 15 a 20 Ton ≈ 25% Sim ≈ 96% Não ≈ 4% 10.. Qual o peso desejado dos fardos De 30 a 60 Kg ≈ 8% De 60 a 90 Kg ≈ 82% De 90 a 120 Kg ≈ 10% 11. Qual sistema de retirada dos fardos? Braço acionamento hidráulico ≈ 12% Talha manual ≈ 2% Talha elétrica ≈ 86% 12. Qual a abertura para abastecimento? 1,0 x 0,6 m ≈ 12% 1,4 x 0,8 m ≈ 36% 2,0 x 1,2 m ≈ 52% 13. Qual a alimentação da bomba hidráulica? Motor elétrico ≈ 100% Motor combustão ≈ 0% outro = 0% 14. Qual o modo de operação? Comando manual ≈ 92% Automático ≈ 8% 15. Que fatores o levariam adquirir ou utilizar a determinada máquina? ( ) Redução do volume dos resíduos; ( ) Melhor oferta de venda devido as chapas (resíduos) estar prensadas; ( ) Versatilidade, prática de usar; ( ) Facilidade de manutenção; Redução do volume dos resíduos ≈ 92% Melhor oferta de venda devido as chapas (resíduos) estar prensadas ≈ 86% Versatilidade, prática de usar ≈ 66% Facilidade de manutenção ≈ 52% 16. Qual os pontos fortes desejável na máquina? Força ≈ 92% Resistência ≈ 86% Segurança ≈ 96% Baixo ruído ≈ 40% 17. Com que freqüência a máquina será utilizada? Diariamente ≈ 96% Não ≈ 4% 61 18. Quais os resíduos que deseja prensar? Retalho (sobras) de chapas ≈ 96% Cavacos provenientes da usinagem ≈ 4% Outros = 0% 19. Quanto a operação da máquina: Operar em pé ≈ 36% Operar sentado ≈ 64% 20. Quais são os aspectos mais críticos quando se considera a manutenção de máquinas? ( ) Difícil acesso aos componentes; ( ) Manutenção freqüente; ( ) Necessidade de mão-de-obra especializada; ( ) Tempo parado na manutenção; ( ) Custo elevado do serviço; Difícil acesso aos componentes ≈ 82% Manutenção freqüente ≈ 70% Necessidade de mão-de-obra especializada ≈ 74% Tempo parado na manutenção ≈ 70% Custo elevado do serviço ≈ 90% 21. Em sua opinião, para uma máquina funcionar bem é preciso: ( ) Ter manutenção simples; ( ) Ser fácil de trocar partes; ( ) Ser resistente a quebras; ( ) Não causar vazamentos Ter manutenção simples ≈ 86% Ser fácil de trocar partes ≈ 92% Ser resistente a quebras ≈ 82% Não causar vazamentos ≈ 96% 22. A forma estrutural da máquina: ( ) Vigas ( ) Perfis Vigas ≈ 68% Perfis ≈ 32% 23. Quanto a dimensão da máquina, deve ser o menor tamanho possível? Sim ≈ 77% Não ≈ 23% 24. Como a máquina é composta por componentes que, na maioria das vezes possuem parafusos, pinos, anéis elásticos, etc., esses componentes devem: ( ) Estar envolvidos por proteção; ( ) Ficar exposto para privilegiar a acessibilidade Envolvidos por proteção ≈ 86% Expostos ≈ 14% 25. Os aspectos de aparência influenciam na aceitação da máquina: Aspectos de Cor - Sim/Não Aspectos de Forma - Sim/Não Aspectos de Acabamento - Sim/Não Aspectos de Cor ≈ 80% Aspectos de Forma ≈ 42% Aspectos de Acabamento ≈ 76% 26. Qual o valor aproximado que o senhor acha que um trator deveria custar? Menos que R$ 50.000,00 ≈ 25 % Entre R$ 50.000,00 e R$ 100.000,00 ≈ 70 % Entre R$ 100.000,00 e R$ 150.000,00 ≈ 05 % Mais que R$ 150.000,00 ≈ 05 % Ter baixo consumo energético; Ser composto por materiais recicláveis Fonte : autor Utilizar materiais e componentes padronizados; Longa vida útil ; Ter desempenho e confiabilidade; Ter qualidade de trabalho; Ser resistente a quebras; Ter proteção ao operador; Ter segurança no carregamento e descarregamento; Ter segurança nos sistemas dinâmicos; Ter segurança no manuseio Ter custo de aquisição; Ter baixo custo de fabricação; Ter baixo consumo energético; Ter facilidade de manutenção; Ser composto por materiais reutilizáveis Ter acento regulável; Facilidade de trocar partes; Baixo nível de ruído; Ter número reduzido de sistemas dinâmicos Funcionamento simples; Ser de fácil e simples fabricação; Ter estrutura que facilite o transporte; Ter manual de instrução; Ter robustez; Ser facilitado o acesso aos componentes; Utilizar materiais com vida útil semelhantes Requisitos do Cliente Normalização Impacto Ambiental Confiabilidade Segurança Economia Ergonomia Funcionamento Atributos Altura, largura, comprimento Ergonomia Geometria Componentes recicláveis Vida Útil do Equipamento Resistência dos materiais Custo de fabricação Material Massa total Peso/massa Ergonomia, esforço físico do operador Força suficiente Forças Custo de operação Cinemática Qtde de peças padronizadas Custo manutenção Controle Atributos específicos do Projeto APÊNDICE B – Matriz de conversão dos requisitos de clientes em requisitos de projeto Numero de componentes padronizados Padronização Custo de aquisição Nível de ruído Quantidade de componentes substituíveis Qualidade Potencia consumida; energia renovável Tempo de montagem Tempo de manutenção; potencia consumida Geral 62 63
Baixar