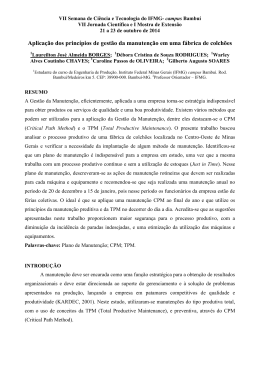
XXX ENCONTRO NACIONAL DE ENGENHARIA DE PRODUÇÃO Maturidade e desafios da Engenharia de Produção: competitividade das empresas, condições de trabalho, meio ambiente. São Carlos, SP, Brasil, 12 a15 de outubro de 2010. ANÁLISE DO PROCESSO PRODUTIVO DE COLCHÕES DE POLIURETANO POR MEIO DAS SETE PERDAS DO SISTEMA TOYOTA DE PRODUÇÃO Thassyo Jorge Gonçalves Pereira (UEPA) [email protected] Rodrigo Rangel Ribeiro Bezerra (UEPA) [email protected] Artur Rodrigues da Silva (UEPA) [email protected] Léony Luis Lopes Negrão (UEPA) [email protected] Este artigo tem como objetivo utilizar as 7 perdas do Sistema Toyota de Produção para analisar o processo produtivo de colchões de poliuretano em uma fábrica que utiliza produção puxada capaz de oferecer rápido suprimento a seus clientes e varejistas. Para isto, foi realizada uma revisão nos conceitos existentes sobre 7 perdas e criado um sistema de classificação, então, as atividades da fábrica foram descritas e classificadas de acordo com a metodologia proposta. Feito isto, a análise dos resultados foi realizada para a proposição de contra-medidas objetivando a melhoria do processo produtivo em questão. Palavras-chaves: Toyota de Produção, Sete perdas, Colchões de poliuretano 1. Introdução Segundo Antunes Júnior e Klippel (2002), o Sistema Toyota de Produção (STP) constitui-se em uma importante ferramenta para o desenvolvimento da Competitividade Empresarial. Womack, Jones e Roos (1992), acrescentam que o modelo de produção desenvolvido pela Toyota persegue a eliminação de estoques e é superior, em termos de eficiência da produção, ao modelo de produção em massa. Ohno (1997) define o STP como sendo embasado na eliminação das 7 perdas (muda) e sustentado por dois pilares: jidoka e just-in-time. Marchwinski e Shook (2007) consideram três elementos operacionais do just-in-time: Takt time, fluxo contínuo e produção puxada. Este artigo realiza um estudo em uma empresa que disputa um mercado que prima por rapidez de suprimento. Utilizando-se de produção puxada e eliminação de estoques de produto final, ela recentemente conquistou a liderança na fabricação de colchões no mercado local, graças ao seu lead time de produção. Desta forma, vê-se oportunidades de, identificando em seu processo produtivo de colchões de poliuretano as 7 perdas do Sistema Toyota de Produção, propor melhorias que contribuam para o aprimoramento de sua produção e consequente aumento em seu nível de Competitividade Empresarial. Para isto, é primeiramente feito um resumo teórico dos principais pontos do STP e das 7 perdas. Em seguida, é desenvolvida uma sucinta indicação para classificar quantitativamente as atividades realizadas na fabricação dos colchões. Com base na classificação realizada, é feita uma breve análise do processo produtivo e são propostas sugestões para melhoria das atividades e eliminação das muda. 2. O Sistema Toyota de Produção O Sistema Toyota de Produção (STP) é também conhecido como Sistema de Produção Enxuta ou Lean Manufacturing. O termo “lean” (enxuto) foi associado ao Sistema Toyota de Produção por Womack e Jones em seu livro “A máquina que mudou o mundo”. Os autores estudaram indústrias automobilísticas ao redor do mundo e descobriram que as fábricas japonesas eram muito mais produtivas e eficientes do que as montadoras ocidentais. As características encontradas por Womack e Jones em seus estudos nas montadoras japonesas foram disseminadas no Japão pelo criador do STP, Taiichi Ohno, com o livro “O Sistema Toyota de Produção” (MAS-SW, 2010). Ohno (1997) afirma que o Sistema Toyota de Produção tem como base a eliminação absoluta do desperdício (muda, em japonês). Para isto, o sistema sustenta-se em dois pilares: just-intime (JIT) e autonomação (jidoka, em japonês). Just-in-time, para Liker (2005), é um conjunto de princípios, ferramentas e técnicas que permitem à empresa produzir e entregar pequenas quantidades de produtos, com lead times curtos para atender necessidades específicas de seus clientes. Desta forma, segundo o mesmo autor, o JIT dá à empresa o poder de responder rapidamente às mudanças diárias na demanda, entregando apenas o necessário, quando necessário e na quantidade necessária. Marchwinski e Shook (2007) identificam no just-in-time três elementos operacionais: produção puxada, Takt time (“medidor”, em alemão) e fluxo contínuo. Produção puxada, segundo Knod e Shonberger (2001), difere do modelo de produção tradicional (ou empurrada) no tocante ao elo da cadeia que controla o fluxo produtivo. De 2 acordo com os autores, na produção empurrada, o fornecedor empurra, sem solicitação, o resultado de seu trabalho para o receptor. Na produção puxada, o receptor precisa sinalizar para que o fornecedor lhe envie o resultado do seu trabalho. Marchwinski e Shook (2007) acrescentam que puxar a produção é uma maneira de eliminar a produção em excesso. O Takt time é definido como a razão entre o tempo disponível para a produção pela demanda do cliente. Tem o objetivo de alinhar, de forma precisa, a produção à demanda, fornecendo o ritmo do sistema de produção. Fluxo contínuo consiste em movimentar um item ou um lote pequeno de itens por vez, ao longo de uma série de etapas de processamento, continuamente, realizando-se em cada etapa apenas o que é exigido pela etapa seguinte (MARCHWINSKI e SHOOK, 2007). Autonomação ou jidoka consiste em máquinas e operadores que possam detectar quando uma condição anormal ocorreu e interromper o trabalho neste mesmo instante. Isso faz com que as operações possam construir a qualidade de um produto a cada etapa do processo e separar os homens das máquinas, com vistas a um trabalho mais eficiente (MARCHWINSKI e SHOOK, 2007). 3. Os paradigmas do Sistema Toyota de Produção Segundo Ohno (1997) e Shingo (1989), o trabalho pode ser dividido em dois tipos: o que agrega valor (ou processamento que, segundo Shingo (1989), consiste em uma mudança física no material ou na sua qualidade) e o que não agrega valor (ou muda). Desperdício, muda, ou perda é o uso de recursos em quantidade superior ou inferior ao que seria realmente necessário para a fabricação de um produto adequado às necessidades do consumidor. Se o consumidor não precisa ou não pagará por algo, então este algo é considerado desperdício, aí estão inclusos materiais, máquinas e trabalho (MAS-SW, 2010). Existem, segundo Marchwinski e Shook (2007), dois tipos de desperdícios: Muda tipo 1: não agrega valor, mas é inevitável dentro de uma determinada situação; Muda tipo 2: não agrega valor e pode ser eliminado. Ao apontarem a eliminação total dos desperdícios como o coração do Sistema Toyota de Produção, Ohno (1997) e Shingo (1989), citam que tal eliminação aumenta a eficiência do processo por intermédio da redução de seus custos. A eliminação, segundo os autores, deve ser realizada de forma sistemática, com base em sete classes de perdas: superprodução, espera, transporte, processamento, estoque, movimentação e correção. 3.1 Muda de superprodução É considerada por Ohno (1997) a classe de desperdício mais nociva ao processo produtivo, já que, segundo Liker (2005), esta perda ocorre com a produção de itens sem demanda, gerando e ocultando as perdas com excesso de pessoal, de estoque e com os custos de transporte devido ao excesso de estoque. Mais especificamente, Shingo (1989) distingue duas categorias de superprodução: Quantitativa: fazer mais produtos do que o necessário; Antecipada: fazer produtos antes do que o necessário. 3 3.2 Muda de espera É o desperdício de tempo disponível: Do produto: quando produtos intermediários criam filas esperando serem processados (work-in-progress, WIP). O que acontece devido à produção de grandes lotes ou falta de sincronia entre as fases da produção (MAS-SW, 2010); Da mão de obra: segundo Liker (2005), ocorre com funcionários que ficam apenas vigiando uma máquina automática ou que esperam pelo próximo passo no processamento, ferramenta, suprimento, peça, etc, ou que, simplesmente, não têm trabalho para fazer devido à falta de estoque, atrasos no processamento, interrupção do funcionamento de equipamentos e gargalos de capacidade. 3.3 Muda de transporte Para Liker (2005), este desperdício ocorre: No movimento de WIP por longas distâncias; Na criação de transporte ineficiente; Na movimentação de materiais, peças ou produtos acabados para dentro ou fora do estoque; Na movimentação de materiais, peças ou produtos entre processos. Shingo (1989) explica que a eliminação das perdas por transporte consiste em sua redução ou até eliminação, o que só pode ser alcançado via melhoramento do leiaute da fábrica. 3.4 Muda de processamento De acordo com Liker (2005) consiste em passos desnecessários para processar as peças, de duas categorias: Superprocessamento: geram-se perdas quando são fabricados produtos com qualidade superior à que é necessária; Processamento incorreto: processamento ineficiente devido a uma ferramenta ou projeto de baixa qualidade do produto, causando movimentos desnecessários e produzindo defeitos. 3.5 Muda de estoque Consiste, para Liker (2005), no excesso de: Matéria-prima; WIP; Produtos acabados. Ainda segundo Liker (2005), esse tipo de perda causa lead times mais longos, obsolescência, produtos danificados, custos de transporte e de armazenagem e atrasos. O estoque extra também oculta problemas como o desbalanceamento da produção, entregas atrasadas dos 4 fornecedores, defeitos, equipamentos em conserto e longo tempo de setup. 3.6 Muda de movimento Segundo Liker (2005), é qualquer movimento inútil que os funcionários executam durante o trabalho: procurar, pegar ou empilhar peças, ferramentas, caminhar, etc. 3.7 Muda de correção Para Liker (2005): Correção (consertar, retrabalhar, descartar ou substituir a produção); Inspecionar. Significam perdas de manuseio, tempo e esforço. 4. Metodologia As 7 perdas foram especificadas em 16 categorias, como demonstrado no item 3. Assim como o processamento, cada categoria de perda recebeu uma letra indicativa, conforme exposto na Tabela 1. Com base nessa indicação, serão listadas as atividades gerais do processo produtivo estudado (Tabela 2) para que estas sejam classificadas como processamento, muda tipo 1 (inevitável) ou muda tipo 2 (desnecessária). Atividade Processamento Muda de superprodução Categoria Indicação Mudança física no material ou na sua qualidade A Quantitativa B Antecipada C Muda de espera Do produto D Da mão-de-obra E Muda de transporte De WIP por longas distâncias F Criação de transporte ineficiente G De materiais, peças ou produtos acabados para dentro e fora do estoque H De materiais, peças ou produtos acabados entre processos I Muda de processamento Super-processamento J Processamento incorreto K Muda de estoque De matéria-prima L Em processo (WIP) M De produtos acabados N Muda de movimento Do trabalhador O Muda de correção Correção P Inspeção Q Fonte: Autores Tabela 1 - Identificação das atividades Desta forma, após a descrição do processo produtivo, as atividades gerais da fabricação serão listadas e classificadas, então será feita a análise dos resultados obtidos com vistas a avaliar o processo produtivo para que sejam propostas melhorias. 5. Estudo de caso 5.1 Caracterização do mercado Devido ao considerável volume que colchões ocupam em um armazém, os varejistas buscam manter o nível de estoque deste produto o mais baixo possível. Para assim fazê-lo, necessitam, com relação aos fornecedores (centros de distribuição ou fábricas), de parceiros capazes de 5 supri-los de forma rápida, para que não percam vendas. Para atingir essa velocidade, os fornecedores têm duas alternativas: manter altos estoques próprios ou produzir de forma rápida. A fábrica analisada optou por não manter estoque de colchões, utiliza uma maneira enxuta de produzir que a possibilita ganhar mercado via seu lead time de produção: 2 dias. 5.2 Caracterização da empresa A fábrica estudada pertence a um grupo empresarial atuante nos ramos varejista e industrial nas regiões Norte, Nordeste e Centro-Oeste. Localiza-se na Região Metropolitana de Belém, Pará. Conta com um quadro de aproximadamente 140 funcionários, estando, entretanto, em vias de aumento do efetivo. De sua produção, 30% destinam-se ao suprimento de lojas do próprio grupo e 70% a vendas para terceiros. Trabalha com três tipos de produtos: colchões de molas, camas uni box e colchões de poliuretano (colchões convencionais). Tendo em vista a amplitude de seu processo produtivo (molas, armações de molas, estruturas de madeira, etc.), que engloba todos os componentes dos três produtos, optou-se por estudar a fabricação dos colchões de poliuretano, já que as etapas iniciais da produção deste colchão são as mesmas para os outros dois produtos, que têm em comum a espuma de poliuretano. 5.3 Descrição do processo produtivo A fábrica trabalha com um sistema de produção puxada, produzindo apenas após o pedido do produto pelo cliente. Depois que o processamento do pedido é realizado pelo departamento financeiro (análise de crédito e etc.), é repassado ao departamento de produção que agrupa pedidos de acordo com suas rotas. Quando um mínimo de 80m³ de carga para um determinado destino é alcançado, a ordem de produção é gerada. O ciclo produtivo, desde a geração da ordem de produção até a chegada do produto acabado na área de despachos, dura exatamente dois dias, com seu envio dando-se no terceiro dia. O primeiro dia do ciclo é reservado para a espumação e curagem das espumas e o segundo para a produção dos colchões. Para fins de estudo, o processo produtivo foi dividido em 10 etapas, as quais seguem descritas. 5.3.1 Espumação O processo começa na fabricação das espumas de poliuretano em dois formatos: blocos de paralelepípedo e cilíndricos. Esta atividade inicia-se com o despejo, nas proporções da densidade programada, dos componentes químicos necessários para a formação da espuma nas fôrmas pré-moldadas. Então, ocorre o fechamento da fôrma para que a expansão dos componentes ocorra de maneira limitada por suas dimensões. A expansão ocorre durante, aproximadamente, 15 segundos. Entre este tempo e a preparação do transporte, os bicos despejadores são limpos (setup) para que a próxima espuma a ser fabricada não sofra alterações de densidade devido a resíduos do processo anterior e não possua corpos estranhos passíveis de provocar combustão. Devido à característica exotérmica da reação de expansão, há liberação de calor suficiente para elevar a temperatura interna do bloco recém formado a, aproximadamente, 170° C. 5.3.2 Curagem Esta etapa, que ocorre em uma área de estocagem arejada e isolada do restante do processo, visa o esfriamento e solidificação interior dos blocos de espuma produzidos na etapa anterior. 6 A empresa padroniza o tempo de curagem em 24 horas, pois este tempo, além de oferecer uma completa solidificação e uma maior segurança na fábrica, contribui para a celeridade do processo produtivo. 5.3.3 Estoque de pré-corte Um dia após o início do processo de curagem, os blocos já podem ser movidos para uma segunda área de estocagem, esta destinada a armazenar os blocos que estão prontos para corte em um local diferente da área de curagem, tanto para impedir uma possível confusão entre os blocos prontos para corte e os que ainda não estão, quanto para impedir que algum incêndio provocado pelos blocos em curagem alastre-se. 5.3.4 Costura Nesta atividade, são preparadas as faixas (tecidos laterais dos colchões) e o tampo inferior (tecido que cobre o lado de baixo do colchão). Ocorre simultaneamente ao restante da produção, em um ritmo distinto, o que contribui para a formação de estoques em processo. 5.3.5 Corte Os blocos de espuma, dependendo de seu formato, sofrem diferentes processos de corte, em locais e máquinas distintos. Blocos Cilíndricos: são laminados com a espessura de 1 cm em um torno mecânico e enrolados em um tubo de papelão, dando origem aos rolos de espuma laminada. Destinados à etapa de Bordagem (fabricação dos pillowtops) e ocasionais vendas para terceiros. Esta atividade de corte ocorre independentemente do restante da produção. Blocos em forma de Paralelepípedo: passam por duas etapas de corte. A primeira etapa consiste no corte vertical, gerando 9 blocos menores que serão submetidos à segunda etapa de corte que, ao sofrer 3 cortes horizontais, darão origem a 27 blocos já em formato de colchão, que são empilhados próximos às mesas de colagem e encapamento. 5.3.6 Bordagem Os pillowtops são produzidos pelas máquinas de bordagem industrial. Resultam da costura de tecido estampado com espumas provenientes de rolos de espuma laminada. São fixados em um tecido destinado à cobertura do lado superior do colchão. 5.3.7 Colagem e Encapamento Utiliza-se de produtos das atividades de costura, corte e bordagem. É realizada em três mesas próximas à área de corte dos blocos de paralelepípedo, com dois funcionários por mesa. A colagem é a fixação do pillowtop (advindo da bordagem) e do tampo inferior (advindo da costura) à espuma resultante do processo de corte. Logo após, a faixa resultante do processo de costura é alocada ao redor do colchão. Estando este devidamente encapado, falta apenas costurar as laterais aos lados inferior e superior. 5.3.8 Acabamento O acabamento é realizado em uma área relativamente distante da área de colagem e encapamento. Consiste na costura das faixas laterais aos tecidos superior e inferior. Logo após esta costura, o colchão já pronto é posto em uma esteira que o levará até a área de embalagem. 5.3.9 Embalagem Na medida em que chegam pela esteira, os colchões são ensacados individualmente e 7 empilhados. 5.3.10 Esperar transporte Após serem embalados, os colchões são transportados a uma área distante do local de embalagem, onde aguardam em “gaiolas” até o dia seguinte pelos caminhões de despacho. Desta forma, os colchões foram produzidos em 2 dias e transportados no terceiro. 5.4 Detalhamento e classificação das atividades A Tabela 2 especifica as atividades realizadas em cada fase do processo produtivo. Na coluna “Ind.”, correspondente a “Indicação”, a atividade é classificada de acordo com a indicação presente na Tabela 1. A coluna “Tipo” apresenta “1” ou “2” para caracterizar o tipo de muda (“1” para o tipo de muda inevitável e “2” para o tipo desnecessário) e “0” para processamento. Note-se que as atividades descritas na Tabela 2 são as de caráter mais geral e aparente, não estando englobados os micro-movimentos dos trabalhadores. Note-se também que, como descrito, muitas das atividades ocorrem simultaneamente, de modo que a coluna “Nº” (Número) possui apenas um caráter de localização. Fase Espumação N° 1 2 3 4 5 6 7 8 9 Curagem 10 11 Pré-corte 12 13 Corte paralelepípedo 14 15 16 17 18 19 20 Corte cilíndrico 21 22 23 24 25 Costura 26 27 28 29 30 31 32 Bordagem 33 34 35 36 Atividade A matéria-prima está em estoque O equipamento realiza a mistura da matéria-prima A base do molde é montada pelos trabalhadores A mistura é despejada no molde e a reação inicia O restante do molde é montado Os despejadores são limpos (setup) O transporte é preparado Molde com bloco de espuma são colocados no transporte O molde é retirado O bloco de espuma é transportado para a área de curagem O bloco fica em curagem O bloco é transportado para a área de pré-corte O bloco permanece na área de pré-corte esperando corte O bloco é transportado para a área de corte O bloco é colocado na máquina de corte vertical O bloco é cortado na máquina de corte vertical Os blocos são colocados na máquina de corte horizontal Os blocos são cortados horizontalmente Os blocos são empilhados pelo trabalhador próximos à etapa seguinte Os blocos ficam empilhados esperando próxima etapa O bloco é transportado para a área de corte (laminação) O equipamento é preparado O bloco é cortado e enrolado O bloco é guardado pelo trabalhador O bloco fica em estoque Tecidos, linhas e etc estão na área de estocagem Os tecidos são transportados da área de estocagem Os tecidos são cortados Os tecidos são costurados Os tecidos recebem respiros e cordas As faixas são empilhadas pelos trabalhadores A pilha de faixas aguarda próxima etapa Os blocos são transportados até a área de bordagem Tecidos, linhas e etc. são transportados até a área de bordagem Preparação da máquina Bordagem dos pillowtops Ind. Tipo L 2 A 0 D 1 A 0 O 1 D 1 D 1 O 1 D 1 H 1 M 1 H 1 M 1 F 2 O 1 A 0 I 2 A 0 O 2 M 2 F 2 D 2 A 0 O 2 N 2 L 2 H 2 A 0 A 0 A 0 O 2 M 2 F 2 H 2 D 1 A 0 8 Colagem e encapamento Acabamento Embalagem Esperar transporte 37 38 39 40 41 42 43 44 45 46 47 48 49 50 51 52 53 54 55 56 57 58 59 60 61 62 Os pillowtops são empilhados pelos trabalhadores A pilha de pillowtops aguarda próxima etapa Blocos são posicionados na mesa de colagem e encapamento Os pillowtops são transportados da área de bordagem As faixas são transportadas da área de costura É posta cola sobre a parte superior do bloco A parte superior recebe um pillowtop O bloco é virado É posta cola sobre a parte inferior do bloco A parte inferior recebe um tampo de tecido A faixa é posicionada Os colchões são empilhados pelos trabalhadores A pilha de colchões aguarda próxima etapa Os colchões são transportados para a área de acabamento Os colchões são empilhados pelos trabalhadores Os colchões aguardam acabamento O colchão é posto na máquina de costura A máquina é preparada As faixas são costuradas às partes superior e inferior O colchão é posto na esteira para embalagem O colchão é transportado pela esteira A máquina é preparada O colchão é embalado O colchão é empilhado O colchão é transportado para a “gaiola” Os colchões aguardam transporte na “gaiola” 18 32 12 62 Total muda tipo 1 Total muda tipo 2 Total processamento TOTAL Fonte: Autores O M O F F O A O O A O O M F O D O D A O I D O O I D 2 2 2 2 2 1 0 1 1 0 1 2 2 2 2 2 1 2 0 2 2 2 1 2 2 2 Tabela 2 - Detalhamento e classificação das atividades Com base neste detalhamento, foi gerado um gráfico (Figura 1) de classificação da atividade versus incidência da atividade, para melhor visualização da quantidade de cada muda: Fonte: Autores 9 Figura 1 – Incidência das Categorias 6. Análise e discussão Do total das 62 atividades identificadas, 12 (19,35%) são processamento, 18 (29,03%) muda do tipo 1 e 32 (51,61%) muda do tipo 2. Isto permite constatar a necessidade de melhorias no processo produtivo, propostas por meio da análise detalhada da classificação, realizada a seguir. As perdas B e C (superprodução quantitativa e antecipada, respectivamente) são inexistentes em quase todas as etapas, visto que a fábrica trabalha com produção puxada e produz em cada etapa apenas o necessário para a produção diária. No entanto, na etapa de corte do bloco cilíndrico encontram-se ambas as perdas (representadas na Figura 2), já que a fábrica realiza a comercialização destes de forma não planejada, ocasionando superprodução e estoques de produto acabado. A perda E, que faz referência à espera do trabalhador, não foi identificada nesta análise. A explicação para isto encontra-se na alta ocorrência de perda O tipo 2 (desperdício desnecessário de movimento do trabalhador) o que permite constatar que o trabalho dos operários é aplicado de forma ineficiente. Foram também identificados altos índices de perdas do tipo D (espera do produto), F (transporte de WIP por longas distâncias, do tipo 2), M (excesso de WIP, predominantemente do tipo 2) e I (transporte de materiais, peças ou produtos acabados entre processos, tipo 2), consequentes de um arranjo físico mal projetado, falta de fluxo contínuo e de sincronia entre as fases. A criação de transporte ineficiente (G) não pôde ser identificada por não configurar-se em atividade, entretanto, é, de fato, inexistente no processo produtivo. A perda por superprocessamento (J) não ocorre no processo produtivo, já que os produtos são fabricados de acordo com seu projeto. O processamento incorreto (K) não possui representatividade por não ser uma atividade realizada de forma constante e não ocorrer com frequência. O estoque de produtos acabados (N), não existe na fabricação dos colchões de poliuretano (produção puxada). Entretanto, como apontado, a fabricação dos rolos de espuma laminada gera estoques de produto final (representado na Figura 2) devido à falta de planejamento de suas vendas, decorrência do fato de este não ser o core-business da empresa. A perda P não foi identificada por tratar-se de uma atividade a parte do processo produtivo, consequente de erros de processamento incorreto (K) por atividades anteriores. A perda Q não existe nessa indústria, pois a mesma não realiza inspeção formal da qualidade de seus produtos. Note-se também que muitas perdas do tipo 1 são consequentes da fase de curagem. Estas perdas, entretanto, tornam-se inevitáveis, visto que esta etapa é vital para a segurança da fábrica. Para melhor visualização das perdas, foi elaborado o fluxograma conforme a Figura 2. Com uma análise conjunta de Figura 1, Figura 2 e Tabela 2 pode ser constatado que muitas das principais perdas podem ser eliminadas via rearranjo físico, implantação do fluxo contínuo e reprojeto do trabalho via estudo de tempos e movimentos. 10 Fonte: Autores Figura 2 – Fluxograma com atividades classificadas 7. Conclusão A empresa estudada mostrou-se eficiente na eliminação dos estoques de colchões (produto final), no entanto, ainda possui perdas em seu processo produtivo, decorrentes de um arranjo físico ineficiente, não projetado para o processo produtivo de uma produção puxada, ocasionando altos índices de WIP (indesejável para o processo de produção enxuta), de um projeto do trabalho inadequado (visto que os operários desperdiçam tempo com movimentos não-produtivos) e da falta de um fluxo contínuo. O método de avaliação descrito na Tabela 1 e aplicado por meio da Tabela 2 mostrou-se eficiente em quantizar a maioria das perdas, sendo auxiliado qualitativamente pelo fluxograma da Figura 2 na identificação de outras perdas, onde estudos estatísticos adequados podem contribuir com suas respectivas quantificações. Desta forma, as 7 perdas do Sistema Toyota de Produção tornaram-se úteis na avaliação do processo produtivo estudado e serviram como suporte na identificação de problemas no processo produtivo e no planejamento de sua melhoria. Referências ANTUNES JÚNIOR, J.; KLIPPEL, M. Análise crítica dos inter-relacionamentos das perdas e dos subsistemas do Sistema Toyota de Produção. In: ENCONTRO NACIONAL DE ENGENHARIA DE PRODUÇÃO, 22., 2002, Curitiba. Anais... Curitiba: ENEGEP, 2002. KNOD, E.; SHONBERGER, R. Operations manegement: meeting customers' demands. New York: McGrawHill, 2001. LIKER, J. O modelo Toyota: 14 princípios de gestão da maior fabricante do mundo. Porto Alegre: Bookman, 2005. 11 MANUFACTURING ADVISORY SERVICE IN THE SOUTH WEST (MAS-SW). 7 Wastes. Disponível em: <http://www.swmas.co.uk/transition/index.php/7-Wastes>. Acesso em 18 abr. 2010. MARCHWINSKI, C.; SHOOK, J. Léxico Lean: glossário ilustrado para praticantes do pensamento lean. São Paulo: Lean Institute Brasil, 2007. OHNO, T. O Sistema Toyota de Produção: além da produção em larga escala. Porto Alegre: Artes Médicas, 1997. SHINGO, S. A study of the Toyota production system from an industrial engineering viewpoint. Cambridge: Productivity Press, 1989. WOMACK, J.; JONES, D.; ROOS, D. A máquina que mudou o mundo. Rio de Janeiro: Campus, 1992. 12
Baixar