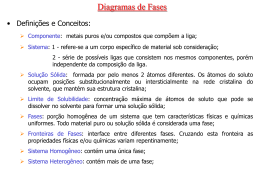
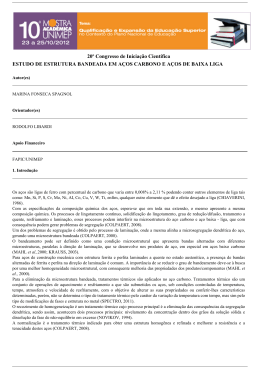
CONFORMAÇÃO POR SPRAY DE MATERIAIS RESISTENTES AO DESGASTE A BASE DE FERRO FUNDIDO BRANCO ALTO CROMO A.H. Kasama, C. Bolfarini, C.S Kiminami, A. Mourisco Universidade Federal de São Carlos. Departamento de Engenharia de Materiais. Caixa Postal 676. São Carlos – SP, 13565-905 – Brasil. e-mail: [email protected] [email protected] RESUMO Os ferros fundidos brancos alto cromo representam a alternativa mais econômica para aplicações que exigem resistência ao desgaste, boa resistência à corrosão e baixo custo de produção. Independentemente da composição, apresentam uma resistência ao impacto relativamente baixa. Neste trabalho, o ferro fundido branco de composição 2,9%C-22%Cr foi processado via conformação por spray (CS) com o objetivo de estudar as alterações na microestrutura em relação ao material processado por fundição convencional. O material fundido convencionalmente apresentou matriz constituída de dendritas de austenita com transformação parcial em martensita e uma rede interconectada de carbonetos M7C3 de comprimento aproximado de 300µm. Contrapondo este resultado, a microestrutura gerada pela CS apresentou uma fina dispersão de carbonetos M7C3 de comprimento inferior a 10µm em matriz predominantemente martensítica com grãos de dimensões na faixa de 5µm. Palavras-Chaves: conformação por spray, ferro fundido branco alto cromo, carbonetos ABSTRACT High chromium white cast iron represents the best economical alternative for applications which require wear and corrosion resistance at low costs of production. The drawback is its relatively low resistance to impact. In this work, a 2,9%C-22%Cr white cast CONGRESSO BRASILEIRO DE ENGENHARIA E CIÊNCIA DOS MATERIAIS, 14., 2000, São Pedro - SP. Anais 39001 iron was processed by spray forming (SF) aiming to study the microstructural features of this process and to compare the results with that ones of conventionally cast material. The conventionally cast material showed a net of M7C3 carbides (about 300µm in length) embedded in a matrix of austenite and martensite dendrites. Contrary to this, the microstructure of the spray formed material presented fine dispersed M7C3 carbides (less than 10µm in length) in a martensitic matrix with grain size in a range of 5µm. Keywords: spray forming, white cast iron, carbides INTRODUÇÃO Ferros fundidos brancos com altos teores de cromo são utilizados em aplicações nas quais há a necessidade de alta resistência ao desgaste. Esta propriedade é atribuída à grande fração volumétrica (aproximadamente 20–35%) de carbonetos de cromo distribuídos em matriz austenítica/martensítica. Entretanto, as técnicas convencionais de fundição produzem microestruturas grosseiras, com carbonetos eutéticos do tipo M7C3 (M⇒Cr, Fe) interconectados, provocando piora nas propriedades, tais como ductilidade, resistência ao impacto e à fadiga. O controle da microestrutura dos carbonetos eutéticos tem sido visto como uma estratégia plausível para melhorar as propriedades mecânicas de ferros fundidos brancos. No entanto, estudos para a modificação da morfologia e distribuição das fases de carbonetos pelo controle dos parâmetros de fundição convencional e adição de elementos de liga têm obtido sucesso limitado, e tratamentos térmicos não modificam a morfologia dos mesmos [1]. O processo de Conformação por Spray (CS) consiste na atomização, por gás inerte, de um jato de metal líquido em várias gotas de tamanhos variados, as quais são impulsionadas para baixo da região de atomização em alta velocidade. A trajetória destas gotas é interrompida por um substrato no qual elas se solidificam na forma de um depósito coerente e próximo da densidade teórica [2]. As altas taxa de resfriamento [103-105K/s] impostas pela CS possibilitam a obtenção de microestruturas refinadas com baixo nível de segregação, soluções sólidas supersaturadas com fases metaestáveis ou até a formação de fases amorfas [2,3]. As microestruturas características dos produtos obtidos via CS apresentam tipicamente grãos equiaxiais refinados (10–100 µm), usualmente com baixos níveis de segregação e refino CONGRESSO BRASILEIRO DE ENGENHARIA E CIÊNCIA DOS MATERIAIS, 14., 2000, São Pedro - SP. Anais 39002 de dispersóides intermetálicos (0,5–15µm), fases secundárias precipitadas e eutéticas [4]. A porosidade, uma desvantagem inerente ao processo, é extremamente fina e não interconectada, não havendo possibilidade de oxidação interna durante processamentos posteriores, quando a densidade total pode ser alcançada. Ligas depositadas freqüentemente exibem alguma solubilidade sólida ou fases metaestáveis [5]. Operações subseqüentes de tratamentos térmicos e/ou termomecânicos permitem controlar microconstituintes em fina escala na matriz, para otimizar as propriedades mecânicas. Em alguns casos, a microestrutura refinada com baixos níveis de microssegregação permite que os tempos de tratamentos de homogeneização sejam diminuídos ou evitados e, também, pode permitir a viabilidade do processamento termomecânico de ligas fundidas convencionais de difícil trabalhabilidade [5]. A utilização, neste estudo, do processo de CS para ferros fundidos brancos alto cromo tem como objetivo a obtenção de uma microestrutura refinada do depósito, livre de macrossegregações, constituída de estrutura equiaxial uniforme de matriz, onde se apresentam carbonetos finamente dispersos, e comparar esta microestrutura com o material obtido por fundição convencional. PROCEDIMENTO EXPERIMENTAL As composições químicas dos materiais utilizados são apresentadas na tabela 1. Tabela 1. Composição química dos materiais fundido convencionalmente e conformado por spray (CS). Composição Química (% em peso) Material C Cr Si Ni Mn Mo V S Convencional 2,98 19,70 0,79 0,76 0,68 1,88 0,04 0,02 CS 2,83 22,50 1,12 0,91 0,65 1,70 0,03 0,02 A liga processada via CS foi fundida por aquecimento indutivo em um cadinho de mulita instalado adequadamente acima da câmara de atomização do equipamento de Conformação por Spray existente no Laboratório de Fundição do Departamento de Engenharia de Materiais da Universidade Federal de São Carlos, que incorpora além desta câmara, o bocal atomizador, dispositivo de fixação e movimentação do substrato, ciclone coletor de pós e equipamento pneumático para suprimento e controle de gás. CONGRESSO BRASILEIRO DE ENGENHARIA E CIÊNCIA DOS MATERIAIS, 14., 2000, São Pedro - SP. Anais 39003 A figura 1 exibe, esquematicamente, o processo de conformação por spray utilizado, tendo como parâmetros adotados no presente experimento: • Temperatura de superaquecimento da liga: 1773K. • Gás de atomização: Nitrogênio (N2). • Pressão do gás de atomização: 1,0 MPa. • Distância de vôo: 250mm. • Quantidade inicial de liga: 3,1 kg. • Bocal atomizador confeccionado em aço inox contendo 10 bicos injetores inclinados de 10 graus em relação ao jato do metal. • Substrato confeccionado em cimento refratário com 300mm de diâmetro e 30mm de espessura. Este substrato (figura 2) apresenta reentrâncias retangulares de dimensões 80x30x15mm e 60x15x15mm para a obtenção de corpos de prova a serem utilizados futuramente em ensaios de desgaste e resistência ao impacto. Figura 1. Representação esquemática do processo de conformação por spray utilizado neste estudo. CONGRESSO BRASILEIRO DE ENGENHARIA E CIÊNCIA DOS MATERIAIS, 14., 2000, São Pedro - SP. Anais 39004 Figura 2. Desenho esquemático do substrato de cimento refratário utilizado neste estudo para a obtenção dos corpos de prova para ensaios de resistência ao desgaste e ao impacto. A combinação da pressão do gás de atomização de 1,0MPa e vazão de metal líquido no bocal de vazamento resultou em uma relação de vazão mássica de gás (kg/min) para vazão mássica de metal (kg/min) RGM de 0,23. Para efeitos comparativos, adotou-se a mesma temperatura de superaquecimento e substrato cerâmico no experimento de fundição convencional. Na obtenção das ligas fundidas convencionais utilizou-se o mesmo equipamento de fundição via CS exceto pela não utilização do gás de atomização. A caracterização microestrutural foi feita utilizando-se ensaios de dureza Vickers, microscopia ótica (MO) (Olympus BX 60M) para o material obtido via fundição convencional e microscopia eletrônica de varredura (MEV) (Leica Stereoscan 440), tanto do material consolidado por spray quanto do pó denominado “overspray”. O overspray foi peneirado conforme norma ASTM B214, separado conforme faixa granulométrica e algumas amostras foram embutidas em resina de cura a frio. Partículas de diâmetro entre 150 e 180µm (denominado overspray médio) e inferiores a 45µm (overspray fino) foram caracterizadas. Nos materiais obtidos via CS e fundição convencional foram realizados ensaios de difração de raios-x (DRX), cujos resultados complementam as informações obtidas via MEV. O ataque químico utilizado na revelação da microestrutura das amostras foi uma solução a quente (~50ºC), composta de 1,0g de ácido pícrico, 5mL de HCl e 100mL de etanol. CONGRESSO BRASILEIRO DE ENGENHARIA E CIÊNCIA DOS MATERIAIS, 14., 2000, São Pedro - SP. Anais 39005 RESULTADOS Os difratogramas de raios-x, obtidos tanto nas amostras de fundição convencional, quanto nas amostras de CS, revelaram a presença de carbonetos do tipo M7C3. Os mesmos difratogramas ainda revelaram a presença de picos das fases martensita e austenita, o que pode ser um indicativo de que estas duas fases formem a matriz do material obtido via CS. O ferro fundido branco obtido via fundição convencional apresenta a matriz com estrutura constituída principalmente de austenita com presença de martensita ao redor dos carbonetos A microestrutura do ferro fundido branco alto cromo convencional, observada via MO, é apresentada na figura 3. Observa-se que a microestrutura desse material é composta de uma estrutura dendrítica, contendo carbonetos M7C3 interconectados (coloração mais clara), e uma matriz composta de estrutura martensítica e de austenita retida. Os carbonetos apresentam-se na forma de agulhas, cujos comprimentos variam de 100 a 300 µm de comprimento. O material consolidado via CS foi pesado e indicou o valor de 2,35 kg, que relacionada à carga inicial de 3,1kg, resultou em uma eficiência do processo de aproximadamente 76%. A microestrutura do material depositado (figura 4) apresentou-se refinada com carbonetos de formato acicular de comprimento médio 10µm, dispersos uniformemente em uma matriz predominantemente martensítica com baixa porosidade. A análise do overspray médio revelou partículas com carbonetos aciculares finos, interconectados em uma matriz austenítica. A matriz apresenta-se com morfologia similar ao do depósito (figura 5). A microestrutura do overspray fino apresentou-se de duas formas distintas: i) as partículas de tamanho compreendido na faixa superior de distribuição possuem microestrutura similar à do overspray médio; ii) as de menor diâmetro indicam a presença de dendritas refinadas (figura 6). Os difratogramas de raios-x apresentaram picos não identificados na literatura e diferentes dos apresentados no material convencional e no overspray médio, levando a conclusão da formação de fases metaestáveis. CONGRESSO BRASILEIRO DE ENGENHARIA E CIÊNCIA DOS MATERIAIS, 14., 2000, São Pedro - SP. Anais 39006 Figura 3. Microestrutura do fofo branco fundido convencionalmente, observado via MO, onde os carbonetos M7C3 apresentam-se interconectados em uma matriz dendrítica constituída de austenita/martensita. Martensita + Austenita Figura 4. Microestrutura do material obtido via CS, apresentando carbonetos substancialmente menores do que aqueles mostrados na figura 3, (fundição convencional) em uma matriz predominantemente martensítica. As fases martensita e austenita foram identificadas via DRX. CONGRESSO BRASILEIRO DE ENGENHARIA E CIÊNCIA DOS MATERIAIS, 14., 2000, São Pedro - SP. Anais 39007 Figura 5. Microestrutura de uma partícula de overspray médio, com carbonetos aciculares (coloração cinza claro) distribuídos regularmente em uma matriz austenítica, identificada via DRX. (a) (b) Figura 6. Partícula de overspray fino. (a) Aspecto geral da microestrutura da partícula; (b) detalhe da mesma microestrutura mostrando dendritas muito refinadas, com espaçamento dos braços secundários da ordem de 1µm. CONGRESSO BRASILEIRO DE ENGENHARIA E CIÊNCIA DOS MATERIAIS, 14., 2000, São Pedro - SP. Anais 39008 Os ensaios de dureza Vickers (tabela 2) mostram a influência da matriz, dispersão e formato dos carbonetos nos materiais analisados. Observa-se um aumento significativo no valor da dureza que a microestrutura refinada da CS provoca. Tabela 2. Valores de dureza Vickers, com carga de 1kg, dos materiais fundido convencionalmente e conformado por spray. Material Fundido Convencional Conformado por Spray Dureza (HV) 570 ± 68 935 ± 86 DISCUSSÃO Ferros fundidos brancos de alto cromo são encontrados comercialmente com composição de 10-30% de Cr e 2-3,3% de C e solidificam-se com campos primários de austenita (γ). Dendritas austeníticas formam-se até que a temperatura diminua a um nível onde ocorre a reação eutética: líquido ⇒ γ + M7C3 (carboneto eutético). [6] Embora a austenita formada na solidificação não seja estável em temperatura ambiente, uma matriz austenítica está normalmente presente na microestrutura e é conhecida na literatura como austenita retida. Uma matriz totalmente austenítica é possível quando: • A temperatura de início de formação da martensita (Ms) está abaixo da temperatura ambiente; • Quantidade suficiente de elementos de liga é adicionado para evitar a formação de perlita e ferrita durante o resfriamento; • O resfriamento é suficientemente rápido para que a precipitação de carbonetos secundários na matriz seja evitada. Esta precipitação poderia diminuir a quantidade de elementos de liga contida na matriz e conseqüentemente elevar a temperatura Ms. Analisando-se a microestrutura do ferro fundido branco obtido de maneira convencional no presente estudo, apresentada na figura 3, observa-se uma distribuição grosseira de carbonetos sobre uma microestrutura dendrítica de uma matriz composta de austenita e martensita. Esta matriz é resultante tanto da quantidade de elementos de liga, principalmente o cromo e o carbono, como da velocidade de solidificação do material. CONGRESSO BRASILEIRO DE ENGENHARIA E CIÊNCIA DOS MATERIAIS, 14., 2000, São Pedro - SP. Anais 39009 O cromo é conhecido como elemento de liga que abaixa a temperatura de início de transformação martensítica (Ms) e desloca a curva TTT de início de transformação austenitaferrita/cementita-martensita para a direita, retardando esta reação [7]. Conforme o esperado para o material fundido convencionalmente, há maior quantidade de austenita, em relação a martensita na matriz, devido tanto a uma baixa taxa de resfriamento em estado sólido, quanto à menor quantidade de cromo em solução na matriz. A microestrutura do overspray médio revelou a presença de carbonetos finamente distribuídos, associados a uma matriz austenítica, sem a presença de martensita. Poder-se-ia esperar que, devido às altas taxas de resfriamento das partículas de metal, haveria uma maior tendência à formação de martensita. No entanto, pelo fato das taxas de solidificação serem elevadas, pode-se ter um aumento da solubilidade sólida de elementos de liga, tais como o carbono e o cromo na matriz, influindo na reação eutética e resultando em menor quantidade de carbonetos ricos em cromo. Como a matriz estaria enriquecida em carbono e cromo e estes elementos podem abaixar a temperatura Ms [7], a ponto de que esta temperatura se localize abaixo da temperatura ambiente, provocando a formação de matriz austenítica. Esta é uma explicação plausível para a não detecção de martensita no overspray nos ensaios de DRX. No caso do material depositado, a taxa de resfriamento é muito menor que as vigentes nas partículas de overspray [2,5]. Essas taxas permitem, conseqüentemente, a difusão e combinação do carbono com o cromo, formando os carbonetos e diminuindo os teores destes elementos em solução sólida na matriz austenítica e permitindo a elevação da temperatura Ms, com posterior transformação da austenita em martensita (figura 4). Os caminhos livres médios de difusão são muito menores que no material convencional, fazendo com que haja uma maior quantidade de austenita transformada em martensita no material processado por CS do que no convencional. Esta hipótese pode ser confirmada pelos ensaios de DRX para o depósito, onde os picos predominantes são referentes à fase martensítica. A microestrutura é refinada porque o depósito é formado a partir da contribuição individual das partículas atomizadas, o que leva a uma maior homogeneidade na mesma. [figura 4]. Observou-se que os valores de dureza do ferro fundido produzido via CS (935 HV), são muito superiores aos 570 HV, obtidos através da fundição convencional. Como já discutido, as matrizes apresentam microestrutura composta de martensita, austenita e carbonetos. No caso do material obtido via CS, os carbonetos apresentam dimensões cerca de uma ordem de grandeza inferiores ao material fundido convencionalmente. A elevada dureza CONGRESSO BRASILEIRO DE ENGENHARIA E CIÊNCIA DOS MATERIAIS, 14., 2000, São Pedro - SP. Anais 39010 apresentada pelo material obtido por CS pode ser atribuída, tanto aos finos carbonetos dispersos uniformemente na matriz, como a maior quantidade relativa de martensita. A obtenção de picos de uma fase desconhecida na DRX abre perspectivas para a investigação desta nova fase na microestrutura do material. Análises complementares via MEV e MET serão feitas para caracterizar melhor esta fase metaestável, proveniente das altas taxas de resfriamento impostas pelo processo de CS. CONCLUSÃO O processo de conformação por spray permite a obtenção de ferros fundidos brancos de alto cromo, com elevada dureza, quando comparado ao mesmo material processado convencionalmente devido, principalmente, à presença de carbonetos finamente dispersos, de maneira uniforme, em matriz martensítica. AGRADECIMENTOS Os autores agradecem ao CNPq (Conselho Nacional de Desenvolvimento Científico e Tecnológico) pela bolsa de mestrado concedida a A.H. Kasama e a FAPESP (Fundação de Amparo a Pesquisa do Estado de São Paulo) pelo suporte financeiro direto a esta pesquisa (Projeto Auxílio nº. 2000/05893-3) e pela bolsa pós-doutorado concedida a A. Mourisco (nº. 2000/00873-4). BIBLIOGRAFIA 1- HANLON, D.N., RAINFORTH, W.M., SELLARS, C.M. The effect of spray forming on the microstructure and properties of a high chromium white cast iron. Journal of Materials Science, v.34, p.2291-2301, 1999. 2- LEAL, V.S. Conformação da liga Fe-6%Si: Estudo do processo e da microestrutura. Tese (Doutorado). São Carlos: Universidade Federal de São Carlos, 1999, 214p. CONGRESSO BRASILEIRO DE ENGENHARIA E CIÊNCIA DOS MATERIAIS, 14., 2000, São Pedro - SP. Anais 39011 3- KIMINAMI, C.S., BASSIN, N., KAUFMAN, M.J., OLIVEIRA, M.F., PERDIGÃO, M.N.R.V., BOTTA, F.W.J. Spray deposition of easy glass forming Al84Y9Ni5Co2 alloy. In: 10th INTERNATIONAL CONFERENCE ON RAPIDLY QUENCHED AND METASTABLE MATERIALS, 1999, Bangalore - India. Accepted for publication in Materials Science and Engineering. 4- GRANT, P.S. Spray forming. Progress in Materials Science, v.39, p.497-545, 1995. 5- SANTOS, R.J. Correlação entre parâmetros de processamento e microestrutura de uma liga Cu-6%Zn obtida via compactação dinâmica líquida. Dissertação (Mestrado). São Carlos: Universidade Federal de São Carlos, 1998, 111p. 6- TABRETT, C.P., SARE, I.R., GHOMASHCHI, M.R. Microstructure-property relationships in high chromium white cast iron alloys. International Materials Reviews, v.41, n.2, p.59-82, 1996. 7- CHIAVERINI, V. Fatores que afetam a posição das curvas do diagrama TTT. Endurecibilidade ou temperabilidade. Aços e Ferros Fundidos. São Paulo: Associação Brasileira de Metalurgia e Materiais, 1998, p.53-80. CONGRESSO BRASILEIRO DE ENGENHARIA E CIÊNCIA DOS MATERIAIS, 14., 2000, São Pedro - SP. Anais 39012
Download