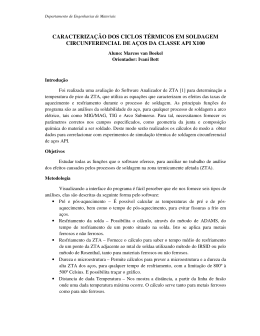
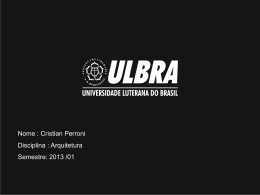
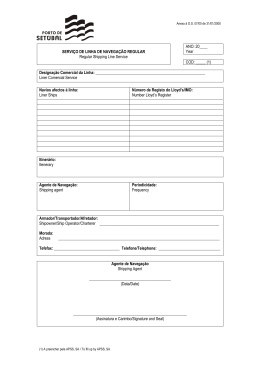
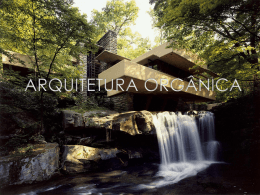
SOLDAGEM A LASER DE AÇOS ESTRUTURAIS Celso Roberto Ribeiro PPG-CEM/UFSCar – DEMa, Via Washington Luís, Km 235, Caixa Postal 676, 13565-905, São Carlos – S.P., e-mail: [email protected] Ana Cristina do Carmo Insfran Pesquisadora Jorge Fernandez dos Santos GKSS Research Centre, Geesthacth, Alemanha, e-mail: [email protected] Nelson Guedes de Alcântara UFSCar – DEMa, e-mail: [email protected] Abstract Laser beam welding is increasingly used in the welding of structural C-Mn steels due to it high automation and precision, high welding speed and low distortion compared to the conventional welding process. It is currently possible to weld thicker section plates by the use of high power laser sources, which is very interesting for the use in naval industry where welding of big panels are currently. However, the metallurgical and fractures toughness properties of laser welds and their structural implications for structural steels need to be fully determined. Therefore, an experimental investigation on the microstructural and fracture toughness properties of CO2 laser weld joints on 12 mm thick two different C-Mn steel was carried out. This paper reports the results of steels namely Lloyd D and Lloyd DH36. Key – Words: laser, weldability, structural steel Resumo Existe um interesse crescente na indústria, no uso de processos de soldagem de alta capacidade de automação, grande velocidade de soldagem e baixa distorção, se comparado aos processos convencionais. O uso do processos para a soldagem de chapas de seções espessas, o que o torna um processo interessante para ser aplicado à indústria naval, onde freqüentemente tem-se a necessidade de soldagens de espessos painéis de grandes dimensões. As vantagens da soldagem por processo laser – LBW sobre os processos de fusão convencionais são o grande potencial de produzir soldas com completa penetração autógena e num único passe com uma reprodutibilidade e alta qualidade. Contudo, existe ainda a necessidade de uma maior compreensão das propriedades metalúrgicas e mecânicas associadas a esse processo. Assim, uma investigação experimental na microestrutura e CONGRESSO BRASILEIRO DE ENGENHARIA E CIÊNCIA DOS MATERIAIS, 14., 2000, São Pedro - SP. Anais 39901 propriedades de tenacidade à fratura em juntas soldadas pelo processo de laser por CO2 em chapas de 12 mm de espessura em chapas de aço para uso em construção naval. Palavras-Chave: laser, soldabilidade, aços estruturais Introdução O processo de soldagem por laser - LBW é um processo que apresenta alta densidade de energia com uma alta taxa de resfriamento, o que promove a formação de uma microestrutura tipicamente martensítica e apresenta como características uma junta soldada com uma Zona de Fusão – ZF e Zona Termicamente Afetada - ZTA muito estreitas (aproximadamente 2-3 mm). Uma vez que os valores de dureza característicos dessas regiões são muito altos, bem acima daqueles especificados em normas e códigos, muito trabalho e tempo ainda são necessários para a qualificação desses procedimentos 1 - 3. A variação nas propriedades mecânicas das diferentes regiões de uma junta soldada pelos processo a arco convencionais, pode influenciar significativamente o comportamento da junta em serviço. O processo laser tem como característica produzir juntas com uma ZTA e ZF muito estreitas, o que pode ser vantajoso sobre os processos convencionais, se a junta soldada apresentar um comportamento mecânico adequado para uma qualificação em serviço. Contudo, para uma pré-qualificação ou avaliação de defeitos, a determinação das propriedades mecânicas de uma ZTA e ZF muito estreitas não pode ser feita por procedimentos padrões de ensaios mecânicos; pois, é freqüente observar em amostras dessas juntas soldadas, devido a maior resistência da ZF, que em ensaios de tração transversal ocorre a fratura no metal de base e que ocorre um desvio no caminho da fratura tanto nos ensaios Charpy-V, como nos ensaios de tenacidade a fratura – CTOD. Dessa forma, todos os resultados desse ensaios padronizados podem prover informações incorretas do comportamento mecânico de uma junta soldada, devido a interação indesejável entre a zona de fusão e o metal de base 1- 5. Assim, a fim de que se possa compreender os processos de deformação e fratura da junta soldada, deve-se primeiro determinar as propriedades mecânicas locais das pequenas regiões da ZF e ZTA. Contudo, isso não é tarefa fácil devido ao pequeno tamanho dessas regiões. A informação completa das propriedades de tenacidade à fratura e tração da ZF e ZTA é essencial para a pré-qualificação e do completo entendimento da performance da junta em serviço. Assim, esse trabalho concentra-se nesses aspectos e apresenta as características de soldabilidade de dois aços estruturais usados na indústria naval 5. CONGRESSO BRASILEIRO DE ENGENHARIA E CIÊNCIA DOS MATERIAIS, 14., 2000, São Pedro - SP. Anais 39902 Procedimento Experimental Material Dois aços estruturais foram usados nesse trabalho sendo, Lloyd D e o Lloyd DH 36 usados na construção naval, na condição de laminado e normalizado com 12 mm de espessura. A composição química, bem como o valor do carbono equivalente - Ceq. desses aços é dada na tabela 1. Aço C Lloyd D Lloyd DH 36 Tabela 1. Composição Química dos aços Lloyd D e DH36 Elementos (% massa) Si Mn S P Cr Mo Nb Ti Ni Cu Al Ceq. 0.12 0.25 0.81 0.008 0.015 0.019 0.002 0.001 0.001 0.018 0.009 0.023 0.26 0.11 0.41 1.35 0.003 0.011 0.017 0.002 0.031 0.002 0.019 0.010 0.036 0.34 Procedimentos de Soldagem A preparação das juntas foi do tipo topo com chanfro reto. Todas as amostras foram soldadas no Force Institute na Dinamarca, usando um equipamento laser de CO2 Rofin Sinar 170, com uma potência de saída máxima de 18,5 KW para uso em curtos períodos e 17 KW para um uso contínuo, sendo o diâmetro do feixe de laser antes do foco ótico de aproximadamente 45 mm. Um estudo completo dos parâmetros de soldagem desses materiais não foi o objetivo desse trabalho, assim para a determinação dos parâmetros ótimos de soldagem foi necessário uma série de soldagens preliminares em cada material. Esses testes foram feitos como soldagem sobre chapa sem chanfro, uma vez que as diferenças dessas para as soldas reais podem ser consideradas desprezíveis. Os parâmetros utilizados na soldagem dos aços Lloyd D e DH36 estão indicadas na tabela 2. Tabela 2. Parâmetros de soldagem usados para as chapas de 12 mm Parâmetros Potência Velocidade Gás de Fluxo de Diâmetro Energia de Aço Lloyd D Lloyd DH36 de soldagem (mm/s) 33.3 proteção (kw) 16.5 He gás (l/min) 20 da fenda (mm) 2 soldagem (J/mm) 8.25 16.5 30 He 20 2 9.17 CONGRESSO BRASILEIRO DE ENGENHARIA E CIÊNCIA DOS MATERIAIS, 14., 2000, São Pedro - SP. Anais 39903 Micrografia A análise microestrutural foi feita por microscopia eletrônica de varredura – MEV, LEICA Stereoscan 440, com um aumento de 500X. A preparação das amostras consistiu no corte transversal à direção de soldagem com disco abrasivo. Foi aplicado o embutimento em baquelite e o desbaste manual com lixas de granulometria 120, 180, 240, 320, 400, e 600. mesh. No polimento mecânico foi utilizada alumina de 1 e 0,3 µm, o ataque foi feito por imersão durante 10 segundos em solução de Nital a 2%. Dureza Foram realizadas medidas de microdureza, segundo a norma ASTM E 384-89 em um microdurômetro SHIMATSU, usando carga de 2,94N. As medidas foram tomadas de uma seção transversal da junta soldada, em uma linha distante de 2 mm do topo da amostra e espaçadas de 0,25 mm, obtendo-se assim um perfil de variação de dureza. Tenacidade à Fratura - CTOD De forma a determinar as propriedades de tenacidade a fratura das regiões do metal de base, zona termicamente afetada e zona de fusão, foram preparadas amostras de tensão compacta, com 12mm de espessura e ensaiadas à temperatura ambiente. Os valores de CTOD foram medidos usando a técnica δ5 com o auxílio de um extensômetro. Onde δ5 é medido diretamente nas superfícies laterais das amostras em pontos localizados à 2,5 mm de cada lado de uma pré-trinca. Detalhes adicionais sobre a preparação e procedimento do ensaio são dados em Schwalbe e Koçak 5. Tração Amostras padrão de tração foram extraídas das chapas soldadas e testadas a temperatura ambiente. Para a determinação das propriedades de tração das pequenas regiões da junta soldada a laser foi necessário o uso de micro-amostras. Dessa forma, essas microamostras foram extraídas do MB, ZTA, e ZF através do processo de eletroerosão. A preparação das amostras para o ensaio de tração foi realizada em dois estágios: i) extração de um bloco pré usinado com a zona de fusão no centro e ii) corte das amostras do bloco paralela a solda, usando eletroerosão com um arame de Cu de 0,1 mm. O esquema da amostra é ilustrada na figura 1. CONGRESSO BRASILEIRO DE ENGENHARIA E CIÊNCIA DOS MATERIAIS, 14., 2000, São Pedro - SP. Anais 39904 Figura 1 - Micro-amostra para ensaio de tração e forma de extração da junta soldada. Resultados e Discussão Microestrutura. Tanto no caso do aço Lloyd D, como do Lloyd DH36 apresentaram microestruturas tipicamente observadas em aços C-Mn, consistindo de ferrita e perlita no MB, figuras 2a e 3a. A alta taxa de resfriamento do processo laser resultou na formação substancial de martensita, particularmente na ZTA, figuras 2b e 3b e ZF, figuras 3b e 3c, não sendo observadas nenhuma porosidade significativa ou trincas de solidificação aparente. Os aços Lloyd apresentaram microestruturas martensíticas e bainíticas, figuras 2b e 3b e ZF, figuras 3b e 3c, respectivamente caraterizam a ZTA e ZF de ambas soldas. Contudo a ZF do aço Lloyd D consistiu basicamente de bainita. CONGRESSO BRASILEIRO DE ENGENHARIA E CIÊNCIA DOS MATERIAIS, 14., 2000, São Pedro - SP. Anais 39905 a) Metal de Base b) Zona Termicamente Afetada c) Zona de Fusão Figura 2 - Microestrutura da junta soldada do aço Lloyd DH36. a) Metal de Base b) Zona Termicamente Afetada c) Zona de Fusão Figura 3 – Microestrutura da junta soldada do aço Lloyd D. CONGRESSO BRASILEIRO DE ENGENHARIA E CIÊNCIA DOS MATERIAIS, 14., 2000, São Pedro - SP. Anais 39906 Dureza O perfil de microdureza das juntas soldadas por LBW refletem as características microestruturais descritas acima. Os altos valores de dureza obtidos na ZF variam entre 280 e 450 HV dependendo do Ceq. dos aços apresentados na tabela 1. O Lloyd DH36, figura 4b, devido ao seu alto Ceq. (0,34), produziu os mais altos níveis de dureza. A presença de um alta dureza na região da ZF é caracterizado pela alta taxa de resfriamento envolvida. A variação de dureza em cada amostra depende da quantidade de bainita e martensita envolvida. O perfil de dureza do aço Lloyd D, figura 4a, contudo, apresentou um valor de dureza de aproximadamente 250 - 300 HV na ZF devido ao baixo Ceq. (0,26), resultando num baixo volume fracionário de martensita. As regras das sociedades classificadoras desses aços (4.28) especificam uma dureza máxima de 380 HV, sendo que o Lloyd D satisfaz essas exigências. 500 500 Topo 450 450 400 Microdureza (Hv 0,3) Microdureza (Hv 0,3) Topo 350 300 250 200 400 350 300 250 200 150 150 100 100 -6 -5 -4 -3 -2 -1 0 1 2 3 Distância do centro da solda (mm) 4 5 6 -6 -5 -4 -3 -2 -1 0 1 2 3 4 5 6 Distância do centro da solda (mm) a) b) Figura 4 - Perfil de dureza da junta: a)Lloyd D, b) Lloyd DH36 Propriedades Mecânicas As propriedades mecânicas obtidas do MB, ZF obtidas de ensaios de tração padrão e com microamostras são dados na tabela 3. Os valores apresentados são baseados nos picos dos valores obtidos de 20 amostras divididas em dois grupos. Devido à alta resistência na ZF todas as amostras de tração transversal de todas as soldas fraturaram no metal de base ao invés da zona de fusão. As curvas de tensão deformação das amostras extraídas do LBW apresentam comportamento similar ao do MB. A tabela 3 apresenta os resultados obtido dos ensaios de tração das amostras de LBW. Os valores apresentados são a média de, no mínimo, tres amostras ensaiadas. Esses resultados demonstram claramente que, como esperado, os valores de limite de resistência e de escoamento aumentam progressivamente partindo do metal de base e atingindo o valor CONGRESSO BRASILEIRO DE ENGENHARIA E CIÊNCIA DOS MATERIAIS, 14., 2000, São Pedro - SP. Anais 39907 máximo na zona de fusão, figuras 5a e 5b. Esses resultados demonstram que as propriedades locais das juntas soldadas por laser podem ser determinadas usando essas técnicas de ensaios. Como visto acima as juntas investigadas nesse estudo são caracterizadas por uma região fundida de maior dureza e resistência (baseado nas microestruturas observadas) se comparado ao metal de base. Tabela 3 - Resultados dos ensaios de tração das amostra laser Aço LE (MPa) LR (MPa) A (%) Lloyd D Lloyd DH36 Lloyd D Lloyd DH36 Lloyd D Lloyd DH36 284 409 535 835 323 431 403 523 635 961 436 550 40 30,8 31,4 24,3 Região Metal de Base Zona de Fusão Transverso 1200 1200 1000 LR LE 1000 900 900 800 800 Tensão (MPa) Tensão (MPa) 1100 LR LE 1100 700 600 500 400 700 600 500 400 300 300 200 200 100 100 0 1 2 3 4 5 6 7 8 9 10 11 0 1 2 Número da amostra a) 3 4 5 6 7 8 9 10 11 Número da amostra b) Figura 5 - Distribuição dos limites de resistência e escoamento ao longo da junta soldada a) Lloyd D, b) Lloyd DH36. Propriedade de tenacidade à fratura CTOD Os ensaios de CTOD foram feitos usando amostras com 12 mm de espessura com prétrinca na ZTA e ZF, ensaiadas à temperatura ambiente. A tabela 4 apresenta os resultados de tenacidade CTOD obtidos para o MB, ZTA e ZF, com o respectivo valores e tipo de tenacidade. Os níveis de tenacidade à fratura obtidos na juntas soldadas são geralmente altas. A ocorrência de fraturas frágeis indicam a presença de microestrutura frágil. Como mostrado na tabela 4, a zona de fusão de ambas as soldas não apresentaram nível de tenacidade claramente o mais baixo se comparado com a ZTA, embora observadas fraturas frágeis. CONGRESSO BRASILEIRO DE ENGENHARIA E CIÊNCIA DOS MATERIAIS, 14., 2000, São Pedro - SP. Anais 39908 O uso do ensaio de tenacidade à fratura – CTOD, com a técnica δ5 para a determinação dos valores de tenacidade é aparentemente um procedimento válido para a avaliação de soldas a laser de aços estruturais. Tabela 4 – Propriedades de Tenacidade à Fratura Local da Pré-trinca Metal de Base Zona de Fusão Zona Termicamente Afetada CTOD (δ5) – (mm) Lloyd D Lloyd DH36 0,86 0,77 0,76 0,11(p), 1,89(m) 0,07(p), 0,44(m) 0,81 0,76 0,08(p), 1,15(m) 0,62 0,58 0,42 0,38 0,36 0,33 0,17(p), 0,40 (m) 0,08(p), 0,31 (m) (m) fratura dútil; (p) Fratura frágil Conclusões As seguintes conclusões podem ser tiradas do trabalho: Como demonstrado, o ensaio de tração com microamostra é uma técnica que pode ser usada com sucesso as propriedades mecânicas de um junta soldada por laser. O uso do ensaio de tenacidade a fratura – CTOD com a técnica D5 é um procedimento válido para a determinação dos valores de tenacidade de uma junta soldada pelo processo laser. O processo laser de soldagem pode ser aplicado com sucesso na união de aços estruturais ferríticos com espessuras de 12mm, com nenhum defeito aparente e nenhuma distorção. A medida de microdureza confirmou a análise microestrutural, exceto pelo material Lloyd D que apresentou Ceq. = 0,26. CONGRESSO BRASILEIRO DE ENGENHARIA E CIÊNCIA DOS MATERIAIS, 14., 2000, São Pedro - SP. Anais 39909 Referências Bibliográficas 1. Insfran, A., Microstructural and Fracture Toughness Evaluation of Power Beam Welded CMn Steels, Technischen Universitat Hamburg, Hamburg, 173 p., October, 1999. 2. Metzbower, E., A., Crystal Properties and Preparation, v. 22-25, p. 655-669, 1989. 3. Martukanitz, R., P., Howell, P., R., Pratt, W., A., Trends in Welding Science and Technology, International. Conference Proceedings – ASM, p. 271-279, 1993. 4. Kurs, W., Trivedi, R., Transactions of the ASME, v. 114, p. 450-458, 1992. 5. Metzbower, E., A., Bhadeshia, H., K., D., H., Phillips, R., H., Materials Science and Technology, v. 10, p. 56-59, 1994. 6. Schwalbe, K., H., Koçak, M., International Trends in Welding Science and Technology, International Conference on Trends in Welding Research, Gatlinburg, Tennessee, p. 479-494, 1992. CONGRESSO BRASILEIRO DE ENGENHARIA E CIÊNCIA DOS MATERIAIS, 14., 2000, São Pedro - SP. Anais 39910
Download