UNIVERSIDADE TECNOLÓGICA FEDERAL DO PARANÁ
PROGRAMA DE PÓS-GRADUAÇÃO EM ENGENHARIA DE PRODUÇÃO
MESTRADO EM ENGENHARIA DE PRODUÇÃO
PRISCILLA FALCO KLINGELFUS POLZL
ANÁLISE DA PRODUTIVIDADE EM FÁBRICAS DE PAINÉIS
COMPENSADOS PLASTIFICADOS
DISSERTAÇÃO
PONTA GROSSA
2011
PRISCILLA FALCO KLINGELFUS POLZL
ANÁLISE DA PRODUTIVIDADE EM FÁBRICAS DE PAINÉS
COMPENSADOS PLASTIFICADOS
Dissertação apresentada como requisito à
obtenção do título de Mestre em
Engenharia de Produção, do Programa de
Pós-Graduação em Engenharia de
Produção,
Área
de
Concentração:
Produção e Manutenção, do Campus
Ponta Grossa, da UTFPR.
Orientador: Professor Dr. Luis Mauricio
Martins de Resende
PONTA GROSSA
2011
Ficha catalográfica elaborada pelo Departamento de Biblioteca
da Universidade Tecnológica Federal do Paraná, Campus Ponta Grossa
n.21 /11
P783 Polzl, Priscilla Falco Klingelfus
Análise da produtividade em fábricas de painéis compensados plastificados. /
Priscilla Falco Klingelfus Polzl. -- Ponta Grossa: [s.n.], 2011.
90 f. : il. ; 30 cm.
Orientador: Prof. Dr. Luis Mauricio Martins de Resende
Dissertação (Mestrado em Engenharia de Produção) - Universidade
Tecnológica Federal do Paraná, Campus Ponta Grossa. Curso de Pós-Graduação
em Engenharia de Produção. Ponta Grossa, 2011.
1. Setor florestal. 2. Madeira compensada. 3. Eficiência produtiva madeireira.
I. Resende, Luis Mauricio Martins de. II. Universidade Tecnológica Federal do
Paraná, Campus Ponta Grossa. III. Título.
CDD 670.42
Dedico aos meus pais, Jorge Klingelfus e Sheila Klingelfus,
Que esta ciência trabalhada na forma deste estudo, seja uma parte retribuída por
toda dedicação de minha família ao meu desenvolvimento intelectual, moral e
principalmente à lucidez me fornecida a respeito do verdadeiro valor do
conhecimento. Este trabalho responde em parte a mensagem que meu pai sempre
repetia: “A herança que deixarei aos meus filhos nesta vida será o estudo...”.
Aos meus filhos Eduardo Klingelfus Polzl (in memorian) e Erick Von Klingelfus Polzl
(in memorian),
Pouco tempo estiveram participando desta existência em minha vida, mas
significativa foram as suas presenças, pois me tornaram mais forte, lúcida e
perceptiva em relação aos verdadeiros valores do espírito humano...
À minha avó Nyette Novaes Falco (in memorian),
Suas atitudes diárias me demonstraram que mesmo com poucos recursos é possível
viver com dignidade....
Muito obrigada
AGRADECIMENTOS
Agradeço primeiramente a Deus, pela possibilidade desta existência e pela
oportunidade de vivenciá-la dotada de recursos tão preciosos como a inteligência,
lucidez, saúde e a presença de espíritos amigos reencarnando neste mesmo período
e me apoiando como membros de minha família, companheiros de trajetória.
Agradeço profundamente ao engenheiro florestal e meu amado marido Willian
Polzl, o qual não mediu esforços para me auxiliar neste trabalho, utilizando de toda
sua experiência e sabedoria para por longas horas, semanas, meses, estar ao meu
lado em uma perfeita sintonia, na orientação e conclusão desta dissertação, ato de
extrema doação e por mim imensamente reconhecido já que necessitou para isso do
afastamento de seus compromissos pessoais, como o andamento de sua própria
tese de doutorado.
Agradeço as minhas filhas Patrícia Klingelfus Polzl e Roberta Klingelfus Polzl
pela paciência em ver sua mamãe em muitos períodos afastada de seu convívio em
processos de coleta de dados, cumprimento de horários na Instituição e montagem
deste trabalho.
Agradeço as empresas participantes deste trabalho, as quais permitiram o
acesso às suas dependências internas para coleta de dados deste estudo.
Agradeço ao professores e amigos, Romano Timofeiczyk Junior e Márcio
Pereira da Rocha, os quais estiveram ao meu lado e ao lado de minha família por
longos anos de nossa estrada acadêmica e se prontificaram amigavelmente estarem
mais uma vez ao meu lado como avaliadores de minha pesquisa.
Agradeço ao professor Frasson pela disponibilidade em ser membro da
equipe avaliadora desta dissertação.
Agradeço ao professor Luis Maurício pela oportunidade de participar deste
programa de pós graduação, e a todos os demais professores e funcionários que
auxiliaram direta ou indiretamente o desenvolvimento deste estudo.
Meus sinceros agradecimentos.
“É preciso medir a verdade segundo as inteligências;
velá-la aos fracos que ela tornaria loucos, ocultá-la aos
maus
que
dela
não
poderiam
apreender
senão
fragmentos dos quais fariam armas de destruição.
“Encerra-a em teu coração, e que ela fale por tua obra. A
ciência será tua força, a fé tua espada e o silêncio tua
armadura invencível.
“O mundo tem laços cheios de verdadeira aspereza e de
falsa doçura, dores certas, alegrias incertas, um trabalho
rude, um repouso inquieto, coisas cheias de miséria e
uma esperança vazia de felicidade”.
(S. Agostinho)
RESUMO
POLZL, Priscilla Falco Klingelfus. Análise da produtividade em fábricas de painés
compensados plastificados. 2011. 90 f. Dissertação (Mestrado em Engenharia de
Produção) – Programa de Pós-Graduação em Tecnologia, Universidade Tecnológica
Federal do Paraná. Ponta Grossa, 2011.
A interação direta e indireta do setor florestal com outros segmentos industriais
como os segmentos da celulose e papel, móveis e construção civil, favoreceu o
fortalecimento da indústria madeireira e seu desenvolvimento econômico e social,
proporcionando significativa geração de empregos e sendo de grande auxílio ao
desenvolvimento regional. As indústrias de madeira compensada, no período de
2002 a 2007, estiveram beneficiadas pelo mercado externo, mantendo 90% de sua
produção destinada a este fim, favorecidas pelo preço internacional e taxas de
câmbio. Em 2008, devido à crise financeira mundial que vinha ocorrendo nos últimos
anos, a qual provocou a queda do preço da exportação e surgimento de barreiras
econômicas, surgiu em relação às empresas do setor um processo de readequação
produtiva, voltando estas para o mercado interno, com o fortalecimento de linhas de
produção de novos produtos, como o compensado plastificado. O objetivo deste
trabalho concentra-se em avaliar o impacto da espessura do compensado
plastificado sobre a eficiência produtiva das empresas de madeira compensada.
Esta análise foi realizada nas empresas da meso região Centro Oriental, no estado
do Paraná. Foram coletados dados de produtividade nas principais máquinas de
processo do compensado e realizado dois experimentos com delineamento
experimental do tipo blocos ao acaso com parcelas subdivididas, avaliando tempo
da manufatura da lâmina de madeira e tempo gasto com atividades ocorridas
imediatamente antes e depois da manufatura. Baseado no trabalho de Borelli Polzl
(2002) foram gerados índices, que regulam a eficiência produtiva das empresas
amostradas. As empresas amostradas trabalhavam com um turno de produção,
mantendo uma média de 60% de ociosidade e 20% de perdas no processo
produtivo. A produtividade média dos funcionários era de 13 m 3/ mês e a menor
produtividade dos compensados analisados foi a de espessura 10 mm, crescendo
esta à medida que aumentava o valor da espessura. Confirmou-se neste estudo a
menor produtividade da prensa, independente da espessura do compensado, a
sinalização de problemas produtivos internos nas empresas que afetam sua
eficiência produtiva, a produtividade não estando relacionada ao tipo de máquina,
assim como o aumento da produtividade correspondente ao aumento da espessura
do compensado plastificado. Quanto à amplitude da produtividade por módulo
produtivo obtida nas linhas de produção, a situação é tecnicamente preocupante,
demonstrando baixa padronização dos procedimentos produtivos.
Palavras-chaves: Setor florestal. Madeira compensada. Eficiência produtiva
madeireira.
ABSTRACT
POLZL, Priscilla Falco Klingelfus. Analysis of productivity factories plywood
laminated. 2011. 90 f. Dissertation (Mast ers in Industrial Engineering) – Post
Graduate Program in Technology, Federal Tecnology University - Paraná. Ponta
Grossa, 2011.
The direct and indirect interaction of the forest sector with other industrial segments
such as segments of the pulp and paper, furniture and construction industries,
favored the strengthening of the timber industry and its economic and social
development, providing significant employment generation and being helpful to the
regional development. The plywood industries in the period from 2002 to 2007, were
benefited by the foreign market, holding 90% of its production for this purpose,
favored by the international price and exchange rates. In 2008, due to the global
financial crisis that had been occurring in recent years which led to the fall in the
price of exports and the emergence of economic barriers arose in relation to a
company restructuring process productively, they returned to the domestic market,
with the strengthening of production lines for new products such as laminated
plywood. This study focuses on assessing the impact of the thickness of laminated
plywood on the productive efficiency of enterprises of plywood. This analysis was
performed in the companies of the Central Eastern meso, in Parana state. We
collected data on productivity in the main process machinery for the plywood and
conducted two experiments with experimental design of randomized blocks with
subplots, evaluating time of manufacture of wooden blade and time spent on activity
that occurred immediately before and after manufacturing. Based on work Borelli
Pölzl (2002) indices were generated, which regulate the production efficiency of the
companies sampled. The companies surveyed were working with a production shift,
maintaining an average 60% idle and 20% losses in the production process. The
average productivity of employees was 13 m3/ month, and lower productivity offset
was analyzed for the 10 mm thick, is growing as we increased the value of the
thickness. It was confirmed in this study the lower productivity of the press,
independent of the thickness of the plywood, the signs of internal company
production problems affecting its production efficiency, productivity not related to the
type of machine as well as increased productivity corresponding to the increase the
thickness of laminated plywood. As the magnitude of the productivity achieved in the
module manufacturing production lines, the situation is technically worrying, showing
low standardization of productive procedures.
Keywords: Forestry. Plywood. Timber production efficiency.
LISTA DE FIGURAS
Figura 1- DISTRIBUIÇÃO ESPACIAL DAS FLORESTAS DE Pinus E Eucalyptus NO
ESTADO DO PARANÁ - 2006.................................................................................. 19
LISTA DE QUADROS
Quadro 1 - MODELO DE REFERÊNCIA SAPROV 1015 – SISTEMA DE
INDICADORES......................................................................................................... 30
Quadro 2- SINOPSE DE INDICADORES DE DESEMPENHO DA PRODUÇÃO EM
UMA EMPRESA ....................................................................................................... 31
Quadro 3 - QUANTIDADE MÍNIMA DE LÂMINAS ................................................... 37
Quadro 4 - REPRESENTAÇÃO LINEAR SIMPLIFICADA DO DELINEAMENTO
BLOCOS AO ACASO COM PARCELAS SUBDIVIDIDAS, UTILIZADO PARA
ANÁLISE DAS EMPRESAS, DAS LINHAS DE PRODUÇÃO E DAS ESPESSURAS
DOS COMPENSADOS. ........................................................................................... 45
LISTA DE TABELA
Tabela 1 - PRODUTIVIDADE DAS EMPRESAS DE MADEIRA COMPENSADA .... 39
Tabela 2 - VARIÁVEIS PRODUTIVAS DAS EMPRESAS AMOSTRADAS .............. 48
Tabela 3 - ÍNDICE DE OCIOSIDADE DAS EMPRESAS AMOSTRADAS ................ 50
Tabela 4 - PERDAS NO PROCESSO PRODUTIVO ................................................ 51
Tabela 5 - PRODUTIVIDADE DE MÃO DE OBRA (m3/ FUNCIONÁRIO/ MÊS) ...... 52
Tabela 6 - PRODUTIVIDADE DAS MÁQUINAS (seg/ m3) ....................................... 54
Tabela 7 - VALORES DOS TEMPOS DE MANUFATURA, MEDIDOS E DISPOSTOS
CONFORME DELINEAMENTO EXPERIMENTAL, POR ESPESSURA, LINHA DE
PRODUÇÃO E REPETIÇÕES, TOTAIS E MÉDIAS (min/ m3) ................................. 65
Tabela 8 - RESUMO DA ANÁLISE DE VARIÂNCIA PARA DADOS DE
PRODUTIVIDADE DA MANUFATURA (min/ m3) ..................................................... 66
Tabela 9 – CONCLUSÃO DA ANÁLISE DE VARIÂNCIA PARA DADOS DE
PRODUTIVIDADE DA MANUFATURA (min/ m3) ..................................................... 67
Tabela 10 – COMPARAÇÃO DE MÉDIA PELO TESTE DE DUNCAN, PARA AS
ESPESSURAS, BASEADO NOS DADOS DE PRODUTIVIDADE DA MANUFATURA
(min/ m3) ................................................................................................................... 67
Tabela 11 - VALORES DOS TEMPOS DAS ATIVIDADES DIRETAMENTE
RELACIONADAS A MANUFATURA, ENCONTRADOS E DISPOSTOS CONFORME
DELINEAMENTO EXPERIMENTAL, POR ESPESSURA, LINHA DE PRODUÇÃO E
REPETIÇÕES, TOTAIS E MÉDIAS (min/ m3) .......................................................... 69
Tabela 12 – QUADRO RESUMO DA ANÁLISE DE VARIÂNCIA PARA OS DADOS
DE PRODUTIVIDADE DAS ATIVIDADES DIRETAMENTE RELACIONADAS A
MANUFATURA (min/ m3) ......................................................................................... 70
Tabela 13 – CONCLUSÃO DA ANÁLISE DE VARIÂNCIA PARA OS DADOS DE
PRODUTIVIDADE
DAS
ATIVIDADES
DIRETAMENTE
RELACIONADAS
A
3
MANUFATURA (min/ m ) ......................................................................................... 70
Tabela 14 – COMPARAÇÃO DE MÉDIA PELO TESTE DE DUNCAN, PARA AS
ESPESSURAS, BASEADO NOS DADOS DE PRODUTIVIDADE DAS ATIVIDADES
DIRETAMENTE RELACIONADAS A MANUFATURA (min/ m3) .............................. 71
Tabela 15 – VARIAÇÃO NA PRODUTIVIDADE MÉDIA DAS LINHAS DE
PRODUÇÃO, POR ESPESSURA. ........................................................................... 73
SUMÁRIO
1 INTRODUÇÃO ..................................................................................................... 13
2 OBJETIVOS ......................................................................................................... 16
2.1 OBJETIVO GERAL ............................................................................................ 16
2.2 OBJETIVOS ESPECÍFICOS .............................................................................. 16
3 REVISÃO BIBLIOGRÁFICA ................................................................................ 17
3.1 DEFINIÇÃO DE CADEIA DA MADEIRA ............................................................ 17
3.2 COBERTURA FLORESTAL PLANTADA ........................................................... 17
3.3 CONSUMO DE TORAS DE MADEIRA .............................................................. 20
3.4 SETOR DE BASE FLORESTAL ........................................................................ 22
3.5 PRODUÇÃO DE MADEIRA COMPENSADA ..................................................... 23
3.5.1 Estudos de Desenvolvimento do Segmento Produtivo da Madeira
Compensada ............................................................................................................ 25
3.6 AVALIAÇÃO DO DESEMPENHO EM LINHAS DE PRODUÇÃO ...................... 27
3.7 FLUXO PRODUTIVO ......................................................................................... 32
3.8 EQUIPAMENTOS UTILIZADOS ........................................................................ 35
3.9 EFICIÊNCIA PRODUTIVA NA INDÚSTRIA DE COMPENSADO ...................... 36
4 METODOLOGIA .................................................................................................. 39
4.1 LOCAL DO ESTUDO ......................................................................................... 39
4.2 PERFIL DAS EMPRESAS ANALISADAS .......................................................... 39
4.3 EFICIÊNCIA PRODUTIVA DAS EMPRESAS .................................................... 40
4.3.1 Turnos de Produção ......................................................................................... 40
4.3.2 Ociosidade das Empresas ............................................................................... 40
4.3.3 Perdas no Processo Produtivo ......................................................................... 41
4.3.4 Produtividade da Mão de obra ......................................................................... 42
4.4 PRODUTIVIDADE DAS EMPRESAS................................................................. 42
4.4.1 Análise dos Dados de Produtividade ............................................................... 43
4.4.2 Comparação das Médias dos Experimentos .................................................... 46
4.4.3 Avaliação Específica das Linhas de Produção................................................. 46
5 RESULTADOS E DISCUSSÃO ........................................................................... 48
5.1 EFICIÊNCIA PRODUTIVA DAS EMPRESAS .................................................... 48
5.1.1 Turnos de Produção ......................................................................................... 49
5.1.2 Ociosidade ....................................................................................................... 49
5.1.3 Perdas .............................................................................................................. 51
5.1.4 Produtividade de Mão de obra ......................................................................... 52
5.2 PRODUTIVIDADE DAS MÁQUINAS ................................................................. 53
5.2.1 Pré prensa........................................................................................................ 56
5.2.2 Prensa .............................................................................................................. 57
5.2.3 Esquadrejadeira ............................................................................................... 59
5.2.4 Calibrador......................................................................................................... 61
5.2.5 Prensa Placagem ............................................................................................. 62
5.3 PRODUTIVIDADE DAS LINHAS DE PRODUÇÃO ............................................ 63
5.3.1 Análise da Produtividade das Máquinas (Manufatura) ..................................... 64
5.3.2 Análise da Produtividade das Atividades Diretamente Relacionadas à
Manufatura. .............................................................................................................. 67
5.3.3 Análise dos Módulos de Produção ................................................................... 71
5.3.4 Eficiência Produtiva das Linhas de Produção .................................................. 73
6 CONCLUSÕES .................................................................................................... 76
REFERÊNCIAS ........................................................................................................ 77
APÊNDICE A – EQUIPAMENTOS DA LINHA DE PRODUÇÃO DO COMPENSADO
PLASTIFICADO ....................................................................................................... 85
13
1
INTRODUÇÃO
A crise financeira mundial ocorrida nos últimos anos afetou significativamente
os principais setores consumidores da madeira, especificamente o mercado de
móveis e construção civil.
Este fato provocou deficiências e necessidades de modificações no tratamento
da exportação brasileira de madeira compensada, a qual vinha representando 70% à
90% da produção deste produto no país, em razão da queda no preço das
exportações, barreiras econômicas, entrada de bens substitutos e aumento da
demanda no mercado interno, associado a fatores de relativa importância como o
aumento crescente na última década das exigências técnicas em termos de
certificações florestais deste produto para o mercado externo e barreiras comerciais.
Em resposta a este movimento econômico, a indústria de compensados no
país, sofreu uma série de reestruturações e adequações produtivas, visando
recuperar proporções significativas do mercado interno, o qual segue respondendo
positivamente, com o desenvolvimento de produtos que visam agregar valor à
madeira compensada.
O aperfeiçoamento da produtividade industrial da madeira compensada tornouse essencialmente relevante para a sobrevivência desta no setor. Este seria o
princípio para a manutenção da competitividade destas empresas através de uma
maior eficiência econômica e produtiva, com o melhor desempenho nas linhas de
produção e adequação rápida às exigências e variações da demanda interna. Ainda
se deve considerar que o maior controle dos fatores que compõem o custo de
produção é considerado vital, tendo por base a insuficiência da empresa na
determinação do preço, o qual é estabelecido pelo mercado.
A análise da produtividade na indústria considerando tempo de produção e
movimento das máquinas passou a representar importante ferramenta para o estudo
e ampliação da capacidade produtiva, bem como para estudos de seus fluxos
produtivos dentro de empresas (estoque, processos produtivos) (BOWERSOX,
2006).
Polzl et al (2010) traçaram um perfil produtivo das indústrias de compensado,
através da análise de variáveis produtivas comparadas no período de 2002 à 2009,
afirmando que ocorreu o uso mais intensivo dos equipamentos das empresas,
14
verificado pelo aumento no número de turnos de serviço, diminuição das perdas de
matéria-prima durante os processos produtivos e principalmente, pelo aumento do
uso da capacidade nominal já instalada.
Considerando a reestabilização das empresas produtoras de compensado ao
mercado interno, outros fatores passaram a interferir na eficiência produtiva como o
lay out de máquinas, a desqualificação tecnológica, a insuficiência em se prever
tipos de produtos e quantidade produzida por período produtivo e a redução da
utilização da capacidade nominal (máquinas, estrutura física e trabalhadores).
Com relação à inadequação tecnológica, justifica-se o fato de que a inibição
das renovações e ampliações da capacidade nominal é causada pela conjugação
entre juros reais elevados, progressiva apreciação cambial e insuficientes inversões
públicas em infra-estrutura e financiamentos a setores industriais (LOURENÇO,
2007).
Refletindo sobre esta nova necessidade de readequação ao mercado interno,
considerando as indústrias do segmento produtivo da madeira compensada, assim
como o desenvolvimento de ferramentas empresariais que ampliem e fortifiquem a
produtividade das empresas, tornou-se necessário o diagnóstico do estado de
produção deste produto. Para tanto, podem ser avaliadas as variações de produtos,
compreendidas nas variações das espessuras dos compensados, possibilitando às
empresas a avaliação de seu desempenho produtivo e comparação com outras
empresas.
O segmento tornou-se responsável pelo desenvolvimento regional em vários
municípios da mesorregião, devido ao impacto econômico e social nestas regiões.
Assim amplia-se a sua importância tornando-se um veículo estrutural fundamental
para a indústria de base florestal, assim como o setor florestal como um todo.
Questões econômicas refletem no mercado da madeira compensada de forma
geral e irrestrita, obrigando estas empresas a se reestruturarem em determinados
momentos, destinando suas produções ao mercado externo ou sendo forçadas a se
voltarem para o mercado interno, recuperando fatias da demanda, readaptando seus
produtos e até mesmo suas linhas de produção.
Baseado nestas necessidades de adaptação o presente trabalho busca
responder às empresas a seguinte questão:
15
As empresas de compensado se distinguem pelos produtos que
produzem e pelos sistemas de gerenciamento que possuem?
16
2
2.1
OBJETIVOS
OBJETIVO GERAL
Avaliar a produtividade do compensado plastificado nas empresas de madeira
compensada em relação à variação de espessura do produto.
2.2
OBJETIVOS ESPECÍFICOS
Quantificar alterações da eficiência produtiva das empresas do ano de 2002 e
2010;
Verificar a influência dos equipamentos utilizados sobre a produtividade das
linhas de produção;
Analisar o desempenho entre as linhas de produção quanto às suas
produtividades.
17
3
3.1
REVISÃO BIBLIOGRÁFICA
DEFINIÇÃO DE CADEIA DA MADEIRA
A cadeia da madeira reúne naturalmente as atividades relativas à madeira e
seus derivados (SELMANY, 1983). É caracterizada pelo conjunto de atividades que
asseguram a produção, a colheita e a transformação da madeira até o estágio onde
esta última, por associação de seus derivados a outras matérias, perde a
característica de constituinte essencial do produto (GUILLON & SELMANY, 1983).
O conceito de cadeia da madeira é muito mais abrangente do que o conceito
de setor florestal mundialmente empregado, pois neste não são consideradas as
atividades industriais de segunda e terceira transformação da madeira, embora o
mesmo seja mais adaptado ao acompanhamento volumétrico dos fluxos de madeira,
até estágios onde este acompanhamento seja relativamente simples (SELMANY,
1983).
Segundo o mesmo autor, o conceito de cadeia é utilizado notadamente em
vários campos de pesquisas, enquanto instrumento de análise de toda uma série de
domínios específicos. Entretanto, nestes últimos tempos, vários autores se
interessaram sobre a maneira pela qual convém definir as cadeias, ao problema de
sua referência e a análise de seus papéis nos processos de desenvolvimento.
3.2
COBERTURA FLORESTAL PLANTADA
A atividade de florestas plantadas no Estado do Paraná teve início por volta de
1966, com o advento dos incentivos fiscais, programa do governo que permitia a
pessoas físicas e jurídicas abater do imposto de renda os valores contabilizados
para investimentos nesta atividade. Era possível abater os valores disponibilizados
não só na implantação de novos plantios, como em pesquisas no setor florestal
(BERGER et al., 2008).
18
Os incentivos fiscais contribuíram para o aumento na área total de florestas
plantadas no Estado. Com a redução dos custos de implantação devida ao incentivo,
os investidores podiam disponibilizar mais recursos financeiros para ampliar sua
base florestal. Esses plantios foram realizados, muitas vezes, em terras com baixo
nível de produtividade, com espaçamentos mal definidos e florestas com alta
densidade. Tais fatores, somados à falta de pesquisas, resultavam em plantios com
baixa produtividade e qualidade (BERGER et. al., 2008).
Não existem dados oficiais sobre a atual situação da área de florestas
plantadas existentes no Estado, uma vez que, desde o início dos anos 80, não é
realizado inventário florestal no Paraná. Estima-se que existam atualmente cerca de
870 mil hectares de florestas plantadas com gêneros Pinus e Eucalyptus (HOLTZ
2006; ABRAF, 2005).
No início dos incentivos fiscais, durante a década de 60, ocorreu uma grande
expansão da área de floresta plantada no Estado. Essa expansão manteve-se
praticamente estável durante a década de 70. No início da década de 80 a área
plantada no Estado começou a diminuir em razão principalmente da redução do
percentual de abatimento no imposto de renda dos custos de plantio (BERGER et.
al., 2008).
Segundo o mesmo autor, em 1987, com o fim dos incentivos fiscais, as
florestas plantadas no Estado passaram por um longo período de escassez. A partir
de 1999 estimulados, sobretudo pelo aumento no preço da madeira, os plantios no
Estado aumentaram.
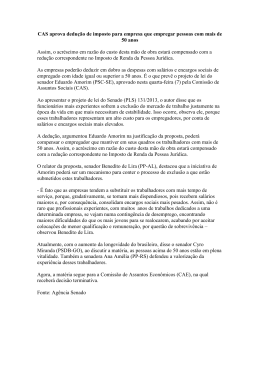
As principais espécies utilizadas em plantios florestais no Estado do Paraná
são o Pinus e o Eucalyptus. A distribuição desses plantios não é uniforme,
concentrando-se em algumas mesorregiões do Estado. A Figura 1 apresenta a
distribuição dos plantios no Paraná.
Nas mesorregiões Norte e Oeste do Estado praticamente inexistem plantios
florestais. Essas mesorregiões são voltadas à agricultura de alta produção e
apresentam valores elevados para o preço da terra, encarecendo possíveis
investimentos na implantação de florestas plantadas (HOLTZ, 2006).
A distribuição espacial da cobertura florestal plantada indica que os plantios
florestais não concorrem diretamente com as atividades agrícolas. Esses plantios
19
geralmente estão localizados em terras de baixa qualidade e baixo preço, muitas
vezes deixadas abandonadas pela atividade agrícola.
Figura 1- DISTRIBUIÇÃO ESPACIAL DAS FLORESTAS DE Pinus E Eucalyptus NO ESTADO DO
PARANÁ - 2006
Fonte: Holtz (2006); ABRAF (2005)
Observa-se, pela Figura 1, que as áreas de florestas plantadas localizam-se a
partir do centro para o sul do Estado, abrangendo as mesorregiões Centro-Oriental,
Metropolitana de Curitiba, Sudeste e Centro-Sul. Nessas mesorregiões estão
localizadas as grandes indústrias do setor florestal, como fábricas de papel e
celulose, indústrias moveleiras, serrarias, entre outras.
Na mesorregião Centro-Oriental estão concentrados cerca de 40% de plantios
de Pinus e 67% de plantios de Eucalyptus, representando 40% do total de florestas
plantadas do Estado. A mesorregião Metropolitana de Curitiba possui 21% de
plantios com Pinus e 6% de plantios com Eucalyptus, somando 20% do total desses
plantios. Os plantios dessa mesorregião caracterizam-se por apresentarem grandes
remanescentes de florestas implantadas na época dos incentivos ficais. A madeira
proveniente dessas florestas tem como destino principal as indústrias de base
florestal localizadas em Curitiba (ABRAF, 2005).
20
Os plantios com idade entre 0 a 5 anos representam a maior área plantada no
Estado, com 26% e 25% do total plantado com Pinus e Eucalyptus. Os plantios entre
22 e 24 anos representam 9% e 3% do total da área plantada respectivamente com
Pinus e Eucalyptus. Esta classe de idade corresponde ao menor percentual de
florestas plantadas. Considerando apenas três classes de idade, 0 a 10, 11 a 21, e
maior que 21 anos, a distribuição dos plantios de Eucalyptus do Estado seria
respectivamente 47%, 23% e 30% da área total.
3.3
CONSUMO DE TORAS DE MADEIRA
As fábricas de madeira compensada utilizam madeiras em toras de maiores
diâmetros, principalmente para fabricação de compensados multilaminados. Em
geral, os diâmetros acima de 30 cm são destinados preferencialmente a laminadoras
e fábricas de madeira compensada (POLZL, 2002).
De acordo com dados do IAP (2006) o segmento de compensado demandou
em 2006 aproximadamente 3,8 milhões de m³ de madeira em tora, conforme pode
ser observado no Gráfico 1.
Verifica-se um ponto de maior consumo de toras no ano de 2004. Este ponto
está relacionado ao aumento na produção efetiva de compensados no Estado,
ocorrido durante o mesmo ano.
21
Gráfico 1 - EVOLUÇÃO DO CONSUMO DE MADEIRA EM TORAS PARA A FABRICAÇÃO DE
MADEIRA COMPENSADA NO PARANÁ E SUA CURVA MÉDIA - 1997-2006
Fonte: Polzl (2002), ABIMCI (2004), IAP (2006)
Observando-se a curva média para o consumo de toras, verifica-se uma leve
inclinação positiva, o que revela uma pequena tendência futura de aumento da
procura por toras de diâmetro maior (BERGER, 2008).
O gráfico 2 apresenta o consumo de toras pelas indústrias de madeira
compensada no ano de 2004 por mesorregião do Estado do Paraná.
Gráfico 2 - CONSUMO DE MADEIRA EM TORAS PARA A FABRICAÇÃO DE MADEIRA
COMPENSADA, POR MESORREGIÃO PARANAENSE – 2004
Fonte: IAP (2006)
A mesorregião Centro-Sul é a que mais consome madeiras em toras,
representando 34% do consumo realizado pelo segmento, o que pode ser justificado
22
por apresentar também a maior concentração de indústrias de compensados do
Paraná. A mesorregião Sudeste apareceu em segunda posição no consumo de
toras, representando 29% do consumo do segmento, bem como no número de
empresas deste segmento no Estado.
3.4
SETOR DE BASE FLORESTAL
O setor de base florestal brasileiro interage direta e indiretamente com outros
segmentos industriais, entre os quais se podem citar a indústria da celulose e papel,
gráfica, móveis, siderurgia e construção civil (POLZL, 2002).
A produção madeireira nacional em 2008 foi de 115.389.259 m³, indicando uma
redução produtiva quando comparada ao ano de 2007, o qual se manteve com um
valor de 121.520.350 m³ (IBGE, 2010). Destes, 87,8% foram provenientes de
florestas cultivadas e 12,2% coletadas em vegetações nativas. A produção
madeireira do país em 2009 somou R$ 13,6 bilhões, registrando avanço em relação
ao ano anterior, quando o setor totalizou R$ 12,7 bilhões (IBGE, 2010).
No estado do Paraná as indústrias dos segmentos madeira e mobiliário e do
segmento do papel e celulose possuem uma importante participação no valor do PIB
estadual, sendo responsáveis por 4,46% do PIB e 19,16% do PIB, respectivamente
(IPARDES, 2007).
Em 2008 a produção madeireira utilizada para construção civil, movelaria e
construção naval manteve-se com 43.080.058 m³. Em relação a 2007, a produção
apresentou declínio de 2,5% (IBGE, 2010). Segundo o IBGE (2010), o estado do
Paraná teve grande participação no total dos produtos madeireiros gerados para
estes setores da economia em 2008, com 13.838.196 m³ (32,1% dos 43.080.058 m³
produzidos no país), seguido de São Paulo, com 8.681.581 m³ (20,2%); Santa
Catarina, com 7.954.808 m³ (18,5%); e Rio Grande do Sul, com 5.350.374 m³
(12,4%).
As atividades ligadas à produção e processamento da madeira geram segundo
dados do MTE (2008), cerca de 150.000 empregos diretos e estima-se em 600 mil o
número de empregos indiretos ligados a este setor no estado do Paraná.
23
O segmento da madeira compensada esteve voltado nas duas últimas décadas
para o mercado externo, mantendo em média 70% a 90% de sua produção
destinada a exportação, apresentando um crescimento no período de 2002 à 2007
de 16,5% (FAO, 2005), (SECEX, 2008).
Em 2006, as exportações dos produtos da indústria de base florestal ocuparam
a terceira posição na pauta das exportações paranaenses com um valor de cerca de
US$ 1,4 bilhão, o que correspondeu a aproximadamente 14% do valor total
exportado pelo Paraná. As indústrias de base florestal exportavam menos que a
indústria automobilística e do complexo soja (FIEP, 2006).
3.5
PRODUÇÃO DE MADEIRA COMPENSADA
A cadeia produtiva da madeira compreende no país mais de 16 mil empresas
gerando em torno de 2.500 mil empregos diretos (ABIMCI, 2010).
Segundo PERRY (2008), a madeira como material estrutural tem uma
utilização histórica de cerca de 50 anos. Apresenta vantagens significativas como:
estabilidade dimensional, resistência distribuída, disponibilidade, custo, facilidade de
trabalho, e propriedades mecânicas como a capacidade de curvar, dobrar e formar
produtos.
A produção da madeira compensada iniciou-se na década de 1940, atingindo
níveis significativos a partir dos anos 70. O Brasil está posicionado entre os
principais produtores mundiais de compensado. Estima-se que 74% sejam
produzidos a partir de florestas plantadas do Sul e Sudeste e o restante originado de
madeira tropical (ABIMCI, 2009).
Nos anos 90, os compensados de madeira no Brasil tinham como principal
matéria-prima as lâminas de madeiras de árvores folhosas tropicais. A falta de
qualidade e uniformidade desse tipo de material e a crescente preocupação
ambiental fizeram com que as indústrias de compensados substituíssem essas
madeiras pela madeira do pinus, abundante em plantios florestais na região. Outro
quesito refere-se ao transporte das lâminas de madeira até as fábricas de
compensado, que se tornou mais barato e viável quando comparado com as lâminas
que vinham do norte do país. Sendo assim na última década, a utilização do pinus
24
como matéria-prima para compensados aumentou, passando de 30% para mais de
70% do total de produção nacional (PINUSLETTER, 2009).
Atualmente o compensado é um produto madeireiro utilizado com ênfase no
mercado mundial. Devido à suas propriedades físicas e mecânicas, vem se
interagindo positivamente com demais componentes físicos estruturais, como o
plástico, cimento, adesivos sintéticos, formando assim, uma série de produtos
diferenciados que se adéquam a várias ramificações do mercado, seja ele de
construção civil, móveis, madeireiro, etc.
O Estado do Paraná possui cerca de 50% de participação na produção
brasileira de madeira compensada (POLZL, 2010). Estas empresas participam de
um mercado de concorrência monopolística, onde não possuem controle do preço
de venda de seus produtos, tornando necessária a eficiência produtiva por meio da
diminuição dos custos operacionais.
O segmento industrial da madeira compensada é representado por empresas
de laminação de madeira, as quais utilizam lâminas obtidas pelo torno defolheador e
faqueadeiras, e fábricas de compensado, que utilizam as lâminas de madeira para
gerir seu principal produto, a madeira compensada.
Segundo Polzl et al (2005), estas indústrias passam por reestruturações
mundiais, sendo que as empresas que produzem compensado de pinus apresentam
uma eficiência econômica maior em relação aos demais produtos. Os autores ainda
afirmam que as empresas de menor porte, embora sejam em número maior, são
menos eficientes e menos lucrativas.
No estado do Paraná as indústrias estão se reestruturando devido à queda no
preço das exportações, barreiras econômicas, entrada de bens substitutos e
aumento da demanda no mercado interno (ABIMCI, 2010).
Polzl (2008) afirma que a indústria de base florestal é muito importante no
Paraná, o conhecimento de sua estruturação física e financeira e a interação de
seus atores é vital para o desenvolvimento do Estado. O autor afirma ainda que para
vários municípios, as empresas de compensado representam muito nas suas
arrecadações de impostos, na geração de renda bem como na atração de novos
negócios para o município. Desta forma, questões sociais também são consideradas
importantes, devido ao número de empregos diretos que estas empresas geram e a
localização delas em pequenos municípios ao longo do Estado. Um exemplo deste
25
processo ocorre no município de Imbituva, estado do Paraná, onde a indústria
madeireira contribui largamente para o desenvolvimento regional. Este município
está localizado entre as regiões de Ponta Grossa e Irati, as quais mantêm como uma
das principais atividades produtivas, a produção e comercialização de produtos
florestais.
As
atividades
florestais
refletem
impacto
significativo
para
o
desenvolvimento desta cidade, ocupando boa parte da mão de obra local (BOBATO
et al ,2008).
Bobato et al (2008), em um estudo sobre a sustentabilidade econômica das
empresas madeireiras de Imbituva, comenta sobre a Associação Madeireira de
Imbituva – Imbiflor Florestamento e Floresta plantada Ltda, que tem por objetivo
adquirir novas áreas, principalmente no interior do próprio município, efetuando
assim novos plantios, em sua maior parte de Pinnus spp.
3.5.1 Estudos de Desenvolvimento do Segmento Produtivo da Madeira
Compensada
O estudo da madeira compensada esteve disperso ao longo das últimas
décadas, em nível mundial, considerando a análise deste produto altamente
significativa.
Em uma conferência mundial realizada em Pequim e Hangzhou, em 2005,
envolvendo cerca de 200 empresários madeireiros, se procurou diagnosticar as
deficiências em relação à produção, comércio e confiabilidade de dados
relacionados a pesquisas, barreiras comerciais (incluindo barreiras comerciais nãotarifárias NTTBs), avanços tecnológicos, as perspectivas de matérias-primas, e o
desafio empresarial frente às responsabilidades na produção de compensados
(ITTO/FAO, 2005).
Miyazaki (1989) trabalhou com a quantificação de subprodutos na indústria de
compensados no Japão, onde a matéria-prima são toras de madeiras duras
importadas (densidade > 0,8 g/cm3). Na indústria de compensados, a produção de
resíduos foi de 0,80% na forma de serragem, 1,90% de destopo, 6,60% de roloresto, 9,30% de lâminas verdes provenientes do início da laminação das toras,
26
4,40% de lâminas secas, 3,20% de resíduos de compensados, 1,20% de pó-de-lixa
e 0,30% de casca, totalizando 27,70% de resíduos no processo produtivo total.
Röder (2006) desenvolveu um estudo sobre o estado e as previsões de
matérias-primas para as indústrias da Europa que operavam como principal insumo
com a madeira compensada. Ele afirmou a tendência de maior eficiência para o
segmento e constatou a potencialidade matemática que o setor florestal apresenta
com a mobilização de florestas para as aplicações industriais e de energia, onde o
valor acrescentado e emprego para madeira compensada são 100 vezes superiores
em relação à utilização da madeira para geração de energia. Recomendou a
necessidade de apoiar o manejo de madeira proveniente de florestas de curta
rotação como incentivo à harmonização do mercado madeireiro.
Michanickl (2006) da Universidade de Ciências Aplicadas de Rosenheim
desenvolveu um novo painel de madeira leve com densidade em torno de 350 kg /
m³ feita de grandes lascas de madeira macia e com superfícies muito finas de MDF
ou outros materiais colados com cola ureia formaldeído UF.
Aderhold (2006) desenvolveu um estudo informando sobre novas tecnologias e
perspectivas para a madeira compensada produzidas com toras de grande diâmetro
(> 50 cm). Estaria havendo uma falha no aproveitamento do volume de madeira de
grande diâmetro nas florestas alemãs. Um projeto foi desenvolvido, tendo por
objetivo o uso destas toras para geração de produtos à base da madeira
compensada, com o desenvolvimento de um espectrógrafo de linha para detectar e
eliminar defeitos de verniz e cores indesejadas. O projeto teve seu término com o
detalhamento da oferta regional de madeira de grande diâmetro e um estudo de
viabilidade para uma nova fábrica de compensados, na Alemanha.
Olandoski (2001) avaliou uma indústria de compensados, sarrafeados e
aglomerados revestidos feitos a partir de madeira tropical, no sul do Brasil, quanto à
produção de subprodutos e ao rendimento produtivo. Como resultado desse
trabalho, sua autora encontrou, na produção de compensados, rendimentos de 95 a
97% nas esquadrejadeiras, 91% na lixadeira e 91% na refiladeira (guilhotina usada
antes da junção de lâminas) e coladeira.
Em trabalho realizado por Silva (2001) na região sul do Brasil, em indústria de
compensados de pinus. O autor constatou que se produz 1,9 m3 de subprodutos
para cada m3 de compensados, considerando a laminação e as atividades de
27
manufatura dos painéis. Mencionou ainda que a produção de subprodutos seja de
65% quando considerado todo o processo produtivo (laminação e manufatura).
Porém, de todo o resíduo gerado, 89% é produzido na laminadora e apenas 11%, na
fábrica.
No Estado do Paraná, o rendimento médio ponderado nas indústrias de chapas
compensadas é de 36,52%. As maiores perdas ocorrem no processo de laminação.
Na manufatura, a esquadrejadeira tem um rendimento de 89,8% e a lixadeira, 95,6%
(BONDUELLE et al., 2004).
Atualmente, em virtude do enfraquecimento do mercado externo, ocorreu uma
série de mudanças na demanda por compensados, com a estabilização de novos
produtos no mercado interno como o Medium Density Fibrebord (MDF), o Oriented
Strand Board (OSB) e o compensado revestido com filme plástico denominado como
compensado plastificado. Estes painéis estão suprindo certa fatia da atual demanda
interna do segmento, destinados a movelaria e a construção civil, setores que,
nacionalmente, são hoje grandes consumidores de compensados.
Polzl (2009), em um estudo de análise da produção e comercialização de
produtos madeireiros no estado do Paraná, ressalta o fato de que atualmente mais
de 40% da madeira compensada de pinus produzida no Estado, é destinada ao
mercado interno.
3.6
AVALIAÇÃO DO DESEMPENHO EM LINHAS DE PRODUÇÃO
Segundo Polzl (2002), o setor de base florestal brasileiro está intimamente
relacionado com outros segmentos industriais, tais como: celulose e papel, gráfica,
mobiliário, siderurgia, construção civil, dentre outros. O mesmo autor comenta a
relação de crescimento das indústrias de base madeireira e o reflexo desta ação
sobre as demais indústrias, pois geralmente aumenta-se a oferta quando existe um
aumento na demanda, seja ela nacional ou mundial.
Ações que procuram restaurar a produtividade e qualidade dos produtos
fabricados pelas empresas de madeira compensada nunca foram tão importantes
para a competitividade destas como estão sendo atualmente (LOPER, 2007). Tornase de relativa importância a geração de informações contundentes, relativas às
28
estratégias competitivas desenvolvidas pelas empresas, e aquelas recomendadas
por profissionais, relativa ao aumento ou manutenção da competitividade da
empresa ou indústria (LOPER, 2007).
De acordo com Severiano Filho (1998), as ações que envolvem a melhoria da
produtividade, qualidade total e flexibilidade, são os conceitos emergentes de uma
nova ordem estratégica na gestão da produção, que constituem os principais
elementos das chamadas Tecnologias Avançadas de Produção (Advanced
Manufacturing Technologies – AMT's).
Os estudos de Richardson & Gordon (1980), Mohanty & Rastogi (1986) e Son
& Park (1987) representam os primeiros esforços de contribuição para a avaliação
da produtividade em ambientes que utilizam sistemas de manufatura avançada.
Esses estudos estão orientados, principalmente, para a definição de variáveis
globais de desempenho, com o objetivo de estabelecer mecanismos de avaliação
econômica das tecnologias modernas.
É a partir do trabalho de Son (1991) que surge o primeiro modelo devidamente
sistematizado para a avaliação econômica de sistemas de produção baseados no
conceito de manufatura avançada.
Baseado nestes conceitos pode-se imaginar que o uso de ferramentas mais
modernas para o gerenciamento da produção pode trazer vantagens competitivas
para as empresas. Estas vantagens são baseadas em indicadores de desempenho
e estes indicadores são analisados após a coleta de dados nas linhas de produção e
nas áreas financeiras das empresas.
A eficiência produtiva e econômica no setor florestal foi estudada sempre de
forma isolada, focada na produtividade, mas tendo como condição implícita a
necessidade de qualidade e flexibilidade nas linhas de produção, refletido na
rentabilidade da empresas.
Sablowski (2003) comparou a eficiência produtiva com a eficiência ambiental,
afirmando que a busca de uma maior produção não mais se faz através do aumento
na quantidade de entrada de matéria prima, mas sim no melhor aproveitamento e
utilização desta, permitindo a sua redução para a produção de uma mesma
quantidade de produto final.
Polzl (2002) comenta que as indústrias de compensado têm historicamente
contribuído com a formação da estrutura social e econômica de diversas cidades
29
paranaenses, agindo como fonte de recursos econômicos e em importantes atores
no equilíbrio social. O mesmo autor afirma que a análise de eficiência é útil para
comparar atividades implementadas com diferentes níveis tecnológicos dentro de
um mesmo elo ou segmento.
Fontes (2005) procurou diagnosticar a cadeia da madeira, identificando seus
atores e correlacionando-os com o aumento da eficiência técnico operacional e
gerencial da administração das empresas madeireiras.
Seguindo na mesma linha de raciocínio, mas analisando produtividade,
qualidade e flexibilidade, Severiano Filho (1995) propôs a adaptação de um modelo
de indicadores que quando usado de forma contínua pode gerar informações
imprescindíveis para a gestão estratégica da produção e da empresa.
Estes indicadores são formulados através de variáveis principais das linhas de
produção, as quais são correlacionadas gerando equações. A demonstração destes
indicadores está sistematizada nos Quadro 1 e 2.
30
ÍNDICE
ÍNDICE DE PRODUTIVIDADE
IIP= (Sdpp Ncvp) 100
ÍNDICE
DE
INDUÇÃO
FLEXIBILIDADE
IIF = (Sdpf Ncvf) 100
DESCRIÇÃO
Soma do desempenho dos parâmetros de produtividade;
Número dos critérios de valor da produtividade.
DE
Soma do desempenho dos parâmetros de flexibilidade;
Número dos critérios de valor da qualidade.
ÍNDICE DE INDUÇÃO DA QUALIDADE
IIQ = (Sdpq Ncvq) 100
Soma do desempenho dos parâmetros de qualidade;
Número dos critérios de valor da qualidade.
ÍNDICE
DE
PRODUTIVIDADE
VETORIAL
DA
MANUFATURA
AVANÇADA
3
IPVMA = Otp {Otp [ (IIP IIF IIQ) 100 ]}
100
Output total produzido;
Índice de Indução da Produtividade;
Índice de Indução da Flexibilidade;
Índice de Indução da Qualidade.
ÍNDICE DE DESEMPENHO TOTAL EM
PRODUTIVIDADE
IDTP = [Otp Pv] [(Cmo + Cmt + Ca +
Cm + Cf +Cp + Cs) (IIP 100)]
Output total produzido;
Preço de venda;
Custo de mão de obra;
Custo dos materiais empregados;
Custo de depreciação;
Custo das máquinas e equipamentos;
Custo das ferramentas de produção;
Custo da planta operacional;
Custo dos softwares utilizados;
Índice de Indução de Produtividade.
ÍNDICE DE DESEMPENHO TOTAL EM
FLEXIBILIDADE
IDTF = [Otp Pv] [(Cup + Cw + Coc +
Ci) (iif 100)]
Output total produzido;
Preço de venda do produto fabricado;
Custo total de set-up
Custo total de espera do sistema
Custo total de ociosidade do sistema;
Custo total de estoques
Índice de indução de flexibilidade.
ÍNDICE DE DESEMPENHO TOTAL EM
QUALIDADE
IDTQ = [Otp Pv] [(Cpv + Cdf) (iiq
100)]
Output total produzido;
Preço de venda do produto fabricado;
Custo da ações de prevenção;
Custo total das falhas;
Índice de Indução de Qualidade.
Quadro 1 - MODELO DE REFERÊNCIA SAPROV 1015 – SISTEMA DE INDICADORES
Fonte: Adaptado de SEVERIANO FILHO, 1995
31
TAXA DE PRODUÇÃO POR EMPREGADO
QUANTIDADE PRODUZIDA POR HOMEM-HORA
QUANTIDADE PRODUZIDA POR HORAS-MÁQUINA
QUANTIDADE PRODUZIDA POR CAPITAL EMPREGADO
QUANTIDADE POR VENDAS EFETIVAS
LUCROS SOBRE CAPITAL TOTAL EMPREGADO
% DE PERDAS DE MATÉRIAS-PRIMAS E COMPONENTES SÓLIDOS
% DE PERDAS DEVIDAS ÀS MÁQUINAS E EQUIPAMENTOS
TAXA DE UTILIZAÇÃO DAS MÁQUINAS
% DA PLANTA OCUPADA COM A PRODUÇÃO
CADÊNCIA DE PRODUÇÃO
TEMPO TOTAL DE OCIOSIDADE DAS MÁQUINAS E EQUIPAMENTOS
TEMPO TOTAL DE PREPARAÇÃO E REGULAÇÃO DAS MÁQUINAS
LEAD TIME TOTAL DE PRODUÇÃO
TEMPO TOTAL DE ESPERA
% DE OPERADORES NA CATEGORIA MULTIFUNCIONAL
PRAZO MÉDIO DE ENTREGA DOS PEDIDOS
NÚMEROS DE PONTOS DE ESTOCAGEM INTERMEDIÁRIA
FREQUÊNCIA DE INTERVENÇÕES PARA MANUTENÇÃO PREVENTIVA
QUANTIDADE TOTAL DOS ESTOQUES DE PRODUTOS EM ELABORAÇÃO
QUANTIDADE TOTAL DOS ESTOQUES DE MATÉRIAS-PRIMAS
QUANTIDADE TOTAL DOS ESTOQUES DE PRODUTOS ACABADOS
% DA PLANTA OCUPADA COM OS ESTOQUES
% DE SINCRONIZAÇÃO DOS FLUXOS A MONTANTE
% DE SINCRONIZAÇÃO DOS FLUXOS A JUSANTE
ÍNDICE DE REJEIÇÃO
% DE DEVOLUÇÕES EFETIVAS POR QUESTÕES DE QUALIDADE
NÚMERO DE DEFEITOS POR LOTE DE PRODUÇÃO
QUANTIDADE DE RETRABALHO
ÍNDICE DE RECLAMAÇÕES DO CLIENTE POR MOTIVO DE PRAZO
% DE CANCELAMENTO DOS PEDIDOS
% DOS FORNECEDORES EM “GARANTIA DE QUALIDADE”
FREQUENCIA DAS PANES NO PROCESSO PRODUTIVO
QUANTIDADE DE SOFTWARES UTILIZADOS NA PRODUÇÃO
ÍNDICE DE ROTATIVIDADE DE MÃO DE OBRA
ÍNDICE DE ABSENTEÍSMO DOS EMPREGADOS
NÚMERO DE ACIDENTES DE TRABALJO
Quadro 2- SINOPSE DE INDICADORES DE DESEMPENHO DA PRODUÇÃO EM UMA EMPRESA
Fonte: Adaptado de SEVERIANO FILHO, 1995
Pelos Quadro 1 e 2, observa-se que muitas das informações têm por base
medições ocorridas na linha de produção (mais precisamente nos módulos
operacionais – máquina, equipamento, homem) ou nas áreas de apropriação de
custos ou receitas.
Diversos autores já realizaram trabalhos de obtenção de dados e análise de
informações para empresas de madeira compensada, buscando avaliar o
desempenho das mesmas e utilizando procedimentos de gerenciamento da
manufatura, associados ao estabelecimento e consecução de metas de qualidade e
produtividade.
32
Dentre os procedimentos de gerenciamento incluem-se, dentre outros: ABC
(Custeio Baseado em Atividades); ABM (Gestão Baseada em Atividades); JIT (JustIn-Time); KANBAN (Cartões para Puxar a Produção); MC (Manufatura Celular); PFA
(Análise do Fluxo de Produção); TQC (Controle de Qualidade Total); TQM (Gestão
da Qualidade Total) (ROTONDARO, 2002).
Segundo Bock (2010), a crescente concorrência de custos e variedades de
produtos, tornou o eficiente Just in time de fornecimento (JIT), um dos maiores
desafios em sistemas de produção de linha.
Características como uso intensivo de mão de obra, produtos de baixo valor
agregado, alta contribuição do custo da matéria prima sobre o custo de produção,
baixo grau de automação (Polzl, 2008), auxiliam no entendimento do motivo pelo
qual são pouco empregados procedimentos de gerenciamento e por conseqüência
poucas são as empresas que fabricam compensados utilizando “tecnologias
avançadas de produção”.
Esta falta de controle de produção mais sofisticado é característica negativa no
curto prazo e que prejudica os próprios empresários, mas a estruturação de
metodologias de coleta de dados e indicadores específicos para as empresas de
compensado permitem no médio prazo o aumento da tecnificação destas empresas
na gestão da produção.
3.7
FLUXO PRODUTIVO
O processo produtivo da madeira compensada se mantém homogêneo e
característico ao longo das últimas décadas. Segundo ABIMCI (2004), o fluxo do
processo produtivo de uma fábrica de compensados é simples, iniciando-se com a
obtenção de lâminas de madeira.
No caso da madeira tropical as lâminas são geralmente fragmentadas ao meio,
em um terço ou em um quarto. Estas lâminas estreitas são encaminhadas para uma
juntadeira de miolo objetivando seu aproveitamento, até obter uma única lâmina com
a
dimensão
padrão
estabelecida.
As
lâminas na
dimensão
encaminhadas para preparação e montagem do compensado.
padrão
são
33
Na montagem deste produto as lâminas são submetidas à aplicação de cola,
através de um equipamento denominado encoladeira. A cola utilizada pode ser de
constituição uréica, para produtos de uso interno, ou fenólica para compensados de
uso externo (ABIMCI, 2004).
Segue-se a este processo a montagem propriamente dita do compensado,
considerando em geral um número ímpar de camadas ou lâminas, definida em
função da espessura final do compensado, sobrepostas com a direção das fibras
das camadas sucessivas, formando ângulos retos entre si.
Eisfeld (2009) determina que o direcionamento cruzado das fibras proporciona
a uniformidade das propriedades mecânicas nas duas direções do plano da chapa.
Esta uniformidade aumenta proporcionalmente ao número de camadas do
compensado, em razão da melhor distribuição das tensões. A autora ressalta que as
características principais deste produto referem-se a sua capacidade de suportar
cargas de impacto que se impõe a certas estruturas e a resistência a rachaduras.
Após as lâminas serem organizadas em pilhas (compensado), este fardo é
encaminhado até uma pré-prensa e submetido à pré-prensagem em uma prensa a
frio.
Da pré prensa o compensado é encaminhado para uma prensa multipratos
onde é submetido à ação de pressão e temperatura por um período de tempo pré
definido.
A finalização da montagem do produto ocorre com a aplicação de massa de
rápido endurecimento, acrílica ou similar, objetivando eliminar eventuais defeitos
superficiais na capa e contracapa após a prensagem, seguido do esquadrejamento
(responsável por conferir as dimensões finais) e calibração ou lixamento, variando
com o tipo de produto ou empresa (ABIMCI, 2004).
A partir deste processo básico, os diferentes produtos compensados são
formados, com agregação de componentes (agregação de valor), formando produtos
com certa diferenciação no mercado.
No caso do compensado plastificado, após a calibração é acrescida uma
aplicação de filme sintético fenólico de 120 g/m² a 220 g/m², na superfície do produto
(IWAKIRI, et al 2004).
34
Segundo Iwakiri et al (2004), a resina fenol formaldeído (FF) é utilizada na
forma de película, comercialmente denominada de filme fenólico, o qual trata-se de
um papel poroso impregnado com esta resina.
De acordo com Kollmann et al. (1975), a resina FF na forma de película pode
ser utilizada como elemento de ligação adesiva, e tem a vantagem de eliminar a
operação de mistura e espalhamento, sendo particularmente adequada para
colagem de lâminas finas e frágeis, para usos em ambientes úmidos ou expostos.
A chapa de madeira envolvida pelo filme sintético é encaminhada a uma
prensa específica reservada unicamente para este fim, que tem por objetivo
executar a placagem, ou seja, união do filme plástico à madeira. O compensado é
prensado à pressão específica de 1,5 MPa, temperatura de prensagem a partir de
140 ºC e tempo de prensagem na faixa de 2 a 3 minutos (IWAKIRI, et al 2004).
Esta placagem é realizada com o auxílio de chapas de ferro entre compensado
e os braços da prensa.
O acabamento final, após a saída da prensa, pode ser executado de duas
formas distintas a partir do corte do excesso de plástico das bordas com estilete:
aplicando massa acrílica tendo por fim restaurar eventuais imperfeições das bordas
ou encaminhando este produto novamente à esquadrejadeira, para cortar eventuais
falhas, as quais ocorrem nas bordas do compensado. Estas falhas decorrem do
aquecimento desigual das chapas de ferro e da pressão desigual da prensa sobre o
filme plástico envolvente no compensado.
Segundo Iwakiri et al. (2004), a utilização de maior temperatura (160ºC) e
pressão específica (2,0 MPa), mostraram ser mais eficientes para a colagem de
lâminas com filme fenólico, assim como o emprego de maior temperatura de
prensagem reduz substancialmente o tempo de permanência dos painéis na prensa
e melhora a qualidade da ligação adesiva.
Segundo Araujo e Fortes (2009), o compensado plastificado é recomendado
para uso externo e fôrmas para concreto, economicamente viável por possuir um
elevado índice de reutilizações.
Castro, Cobbos e Goedert (2001) citado por Polzl (2002), definem que os
principais objetivos de desempenho perseguidos pela indústria madeireira ou por
seus segmentos, individualmente seriam:
35
- Eficiência: relação entre a quantidade de insumo utilizado e a quantidade de
produto gerado;
- Qualidade: totalidade de características e propriedades de um produto,
serviço ou processo que contribuem para satisfazer necessidades explícitas ou
implícitas dos clientes;
- Sustentabilidade: capacidade de um sistema produtivo em manter, no tempo,
o padrão de eficiência e qualidade;
- Eqüidade: equilíbrio na apropriação dos benefícios econômicos gerados ao
longo da cadeia produtiva pelos seus componentes, ou internamente, entre os
indivíduos e organizações de um segmento da cadeia produtiva.
3.8
EQUIPAMENTOS UTILIZADOS
De acordo com Magalhães (2008), apesar do avanço da tecnologia de
manufatura auxiliada por computador, em muitos casos estes sistemas são
modulares e dedicados a processos específicos de manufatura, tais como o
fresamento, o torneamento e a injeção plástica. Ainda exigindo alto custo de
implementação, destinando-se assim a grandes ciclos de produção.
Os equipamentos empregados para a fabricação do compensado são
característicos pela sua simplicidade e essencialmente manuais em sua maior
proporção. Alguns consomem um tempo maior de execução, o que exige
organização da empresa para que não haja comprometimento do fluxo produtivo.
Dentre eles pode-se citar a prensa, cujo tempo e temperatura empregada,
dependem do tipo de produto e cola utilizada.
A prensa exerce um efeito gargalo na produção, pois se torna o equipamento
que consome maior tempo produtivo. Esse maior período de prensagem refere-se à
necessidade da cura da cola. Este processo ocorre à alta temperatura e pressão e
leva em média 1 minuto por milímetro de espessura do compensado (IWAKIRI,
2004).
Segundo Prata (2006) os principais fatores que influem no tempo de
prensagem são:
Distância da superfície do painel até a linha de cola mais interna;
36
Catalisador;
Gramatura da cola aplicada;
Grau de extensão;
Tempo de assemblagem;
Pressão aplicada;
Temperatura inicial da madeira;
Densidade;
Porosidade;
Teor de umidade da madeira.
O tempo aplicado na prensa não se torna maior em virtude da utilização de
uma pré prensa, a qual submete as camadas de lâminas de madeira a uma pressão
sem temperatura (prensa a frio), respectivamente 8 Kgf/ m² por aproximadamente 5
minutos, a qual tem por objetivo a transferência de cola dos miolos molhados para
as superfícies, facilitando a utilização posterior da prensa.
Prata (2006), afirma que a melhor distribuição do adesivo, não só incentiva a
diminuição do tempo de prensagem a quente nos painéis, mas também acaba por
facilitar o manuseio e o carregamento dos painéis a serem prensados. Segundo o
autor, a esquadrejadeira e o calibrador são considerados equipamentos de rápido
fluxo, não representando problemas aos tempos de produção, contudo devem estar
bem regulados para evitar mal acabamento nas bordas e superfícies dos painéis,
assim como desclassificação destes.
3.9
EFICIÊNCIA PRODUTIVA NA INDÚSTRIA DE COMPENSADO
Segundo Polzl (2002) e Slack et al (1997), a utilização da Capacidade Nominal
da Empresa (UCN), medida em porcentagem, é a relação entre a produção nominal
mensal da empresa (ou capacidade de projeto) pela produção efetiva (ou produção
real) da mesma empresa. Da mesma forma em raciocínio, a eficiência no uso de
matéria-prima (Ep) é a relação entre a produção efetiva mensal dividida pelo
somatório do consumo mensal de matéria-prima (lâminas torneadas, lâminas
faqueadas, painéis sarrafeados, painéis reconstituídos).
37
Ainda de acordo com o autor são consideradas empresas pequenas, aquelas
que mantêm sua produção até o limite de 2.450 m3/ mês, empresas médias entre
2.451 m3/ mês e 4900 m3/ mês, grandes entre os valores produtivos de 4.901 m3/
mês e 9.800 m3/ mês e muito grandes aquelas empresas que apresentam produção
superior a 9.800 m3/ mês.
As empresas de madeira compensada estão utilizando melhor seus
equipamentos, com o aumento de mais de um turno de trabalho, principalmente nas
empresas grandes e muito grandes (POLZL, 2008).
As empresas de compensado de pinus representam a maior proporção de
empresas com 2 ou 3 turnos de trabalho (POLZL, 2010).
O uso da capacidade nominal das empresas de compensado no estado do
Paraná mostra-se em um nível de 84%, assim como é possível afirmar que na última
década, manteve-se um melhor aproveitamento da matéria prima, principalmente
nas empresas de compensado de pinus, no qual os insumos representam 55% do
custo do compensado (POLZL, 2008).
Berger et al. (2008) comentam que a escala de produção das empresas de
madeira compensada teve que aumentar em virtude da desvalorização do real frente
ao dólar.
O compensado de pinus teve um aumento mais significativo na produção do
produto com a espessura fina – 4 mm a 9 mm, os quais têm menor produtividade
quando comparados com o mesmo volume de compensados de maior espessura –
15 mm a 21 mm (POLZL, 2008).
O compensado plastificado de pinus é geralmente encontrado nas espessuras
variantes entre 10 mm a 25 mm, variando em comprimento e largura conforme o
destino do produto.
Segundo a ABIMCI (2009), a quantidade de lâminas por compensado varia
conforme o Quadro 3.
Espessura do Painel – mm
03 a 06
09 a 12
15 a 18
21 a 25
Quadro 3 - QUANTIDADE MÍNIMA DE LÂMINAS
Fonte: ABIMCI (2009)
Nº Mínimo de Lâminas
03
05
07
09
38
Uma análise da eficiência econômica das indústrias de madeira compensada,
elaborada por Polzl (2010), permite observar que no Estado encontram-se dois tipos
de empresas produtoras deste produto: um grupo eficiente e competitivo,
relacionado às empresas destinadas à exportação, e um grupo mais vulnerável a
mudanças no mercado consumidor, representado pelas indústrias voltadas ao
mercado interno, onde se encontram as empresas produtoras do compensado
plastificado de Pinus.
Polzl (2002), Silva (2001) desenvolveram índices para determinar a eficiência
produtiva em empresas de compensado. Estes índices são apresentados na
metodologia e utilizados neste trabalho.
39
4
4.1
METODOLOGIA
LOCAL DO ESTUDO
O estudo realizou-se nas linhas de produção de cinco empresas produtoras de
madeira compensada da meso região homogênea Centro Oriental, no estado do
Paraná. A coleta de dados nas linhas de produção ocorreu entre os meses de
outubro e dezembro de 2010.
4.2
PERFIL DAS EMPRESAS ANALISADAS
As empresas analisadas possuem produção nominal entre 2.000 m3/ mês e
6.000 m3/ mês, entre duas e quatro linhas de produção. Outras informações como:
produção média (meses de setembro, outubro e novembro), número médio de
empregados também são mostrados na Tabela 1.
Tabela 1 - PRODUTIVIDADE DAS EMPRESAS DE MADEIRA COMPENSADA
Empresa
Produção
Produção
Produção
Linhas
Linha
nominal
efetiva
média de
produção produção
média
compensado
total
efetiva
plastificado
1
4.500
700
700
2
1
2
3.500
1.500
800
2
1
3
6.000
3.000
1.200
4
2
4
4.500
2.800
900
3
1
5
2.000
600
1.100
2
2
Fonte: DADOS DO AUTOR
Empregados
total
71
83
161
212
65
40
4.3
EFICIÊNCIA PRODUTIVA DAS EMPRESAS
A eficiência produtiva é medida como uma razão entre o montante produzido e
o montante de insumo consumido, sendo uma situação de máxima eficiência aquela
onde esta razão é maximizada (MENDES, 1998).
4.3.1 Turnos de Produção
A análise da relação entre o número de turnos de trabalho e a sua produção
efetiva ou tipo de produto fabricado permite saber quais empresas utilizam mais
intensivamente as suas máquinas e instalações (POLZL, 2002).
Tomou-se como regra, neste estudo, que para uma empresa ter mais de um
turno de produção é necessário que ela mantenha, para o turno seguinte, no mínimo
40% do número total de trabalhadores da fábrica (POLZL, 2002).
Entende-se por um turno de trabalho o período entre 8 a 9 horas diárias
trabalhadas.
4.3.2 Ociosidade das Empresas
A ociosidade (O), medida em porcentagem, é a relação entre a produção
nominal mensal da empresa pela produção efetiva da mesma empresa, ambas
medidas nas mesmas condições de uso da mão-de-obra (POLZL, 2002).
Equação 1
Onde:
= ociosidade da empresa (%);
= produção nominal mensal (m3/mês);
41
= produção efetiva mensal (m3/mês).
4.3.3 Perdas no Processo Produtivo
Para toda empresa, as perdas no processo produtivo são a relação entre a
quantidade de matéria-prima efetivamente utilizada e a quantidade de produto
fabricado em determinado período.
No caso das empresas de compensado a matéria prima utilizada é
determinada pelo somatório do consumo de lâminas torneadas, lâminas faqueadas,
painéis sarrafeados, painéis reconstituídos, pela produção efetiva mensal em um
turno (POLZL, 2002).
Equação 2
Onde:
= perdas no processo (%);
= produção efetiva mensal da empresa por turno (m3/mês);
Equação 3
Onde:
= consumo de lâminas torneadas por empresa (m 3/mês);
= consumo de lâminas faqueadas por empresa (m 3/mês);
= consumo de painéis sarrafeados (m3/mês);
= consumo de painéis reconstituídos (aglomerado, MDF, OSB)
(m3/mês).
42
4.3.4 Produtividade da Mão-de-obra
Representa a relação entre a quantidade de funcionários e a produção da
empresa (IPARDES, 2009).
Equação 4
Onde:
= produtividade da mão-de-obra (m3/funcionário/mês);
= produção efetiva mensal da empresa (m3/mês);
= número de funcionários na folha de pagamento da empresa e terceiros
envolvidos na produção.
4.4
PRODUTIVIDADE DAS EMPRESAS
As máquinas utilizadas nas empresas amostradas têm idade variante de 10
anos a 19 anos, com exceção do calibrador que apresentou idade variante entre 1 a
3 anos, contudo sem alteração significativa de tecnologia.
Os modelos utilizados de pré prensas, prensas, prensas de placagem e
esquadrejadeiras eram da marca INDUMEC ou OMECO e os calibradores do
modelo TECMATIC.
As prensas variavam quanto à quantidade de vãos (15 e 20 vãos) e ao
tamanho da prensa (largura e comprimento dos pratos).
Utilizando os dados de produtividade obtidos, foram realizadas quatro análises.
Estas quatro análises são avaliadas em dois experimentos:
Experimento 1: Avaliação da produtividade da manufatura de painéis
compensados (avaliação da produtividade das máquinas). Utiliza a soma dos
tempos de cada uma das cinco máquinas principais de uma fábrica de compensado,
necessários para manufaturar um metro cúbico de painéis,
A primeira análise neste primeiro experimento buscou avaliar a existência de
diferenças entre as produtividades do compensado em suas variadas espessuras;
43
A segunda análise neste primeiro experimento buscou avaliar a existência de
diferença significativa entre as produtividades das linhas de produção (uma empresa
pode possuir mais que uma linha de produção, com equipamentos diferentes e
pessoas diferentes).
Experimento 2: Avaliação dos tempos gastos com as atividades ocorridas
imediatamente antes e depois da manufatura, necessárias para a continuidade do
processo produtivo, tais como: carregamento, ajustes, pequenos deslocamentos ao
redor das máquinas, descarregamento.
A primeira análise deste experimento buscou avaliar a existência de diferenças
entre as produtividades do compensado em suas variadas espessuras;
A segunda análise deste experimento buscou avaliar a existência de diferença
significativa entre as produtividades das linhas de produção.
Pode-se também comparar a produtividade entre sete diferentes linhas de
produção.
4.4.1 Análise dos Dados de Produtividade
Para os dois experimentos foi utilizado um delineamento experimental
chamado “blocos ao acaso com parcelas subdivididas” ou “split block design”
(COCHRAN & COX, 1964); SNEDECOR & COCHRAN (1980), KOEHLER (1994).
Com os dados gerados e controlados pelo delineamento experimental tornouse possível realizar as análises de variâncias (ANOVA). Ao todo foram realizadas
duas análises (ANOVAS).
Estas duas análises de variância validaram a aceitação ou rejeição de quatro
hipóteses principais (hipóteses da nulidade) e outras quatro hipóteses secundárias,
todas as hipóteses foram descritas no item resultados e discussão.
Os experimentos levaram em conta 4 espessuras (20 mm, 18 mm, 16 mm, 10
mm), 7 linhas de produção e 5 repetições para cada parcela e subparcela. Assim:
Parcelas: Espessuras dos painéis compensados;
Sub parcelas: Linhas de produção;
Blocos e repetições: amostras (soma das produtividades usadas nos cinco
módulos de trabalho principais da linha de produção).
44
A representação literal simplificada destes delineamentos foi mostrada no
Quadro 4.
Baseado nos cálculos obtidos no delineamento calculou-se a ANOVA para as
“produtividades das máquinas de manufatura” e outra ANOVA para a “produtividade
específica das atividades imediatamente anteriores e posteriores a manufatura”.
As equações utilizadas para a verificação da existência de diferença entre os
tratamentos experimentais (rejeição de H0) são mostradas abaixo:
Equação 5
Equação 6
Equação 7
Equação 8
Equação 9
Equação 10
Equação 11
Equação 12
Equação 13
Equação 14
Equação 15
Equação 16
Equação 17
Equação 18
45
TRATAMENTOS
FATOR DA
FATOR DA
PARCELA
SUB PARCELA
BLOCOS
I
II
...
TOTAL
j
MÉDIA
...
TOTAIS DA PARCELA
...
TOTAIS DA PARCELA
...
......
.....
.....
.....
.....
.....
...
TOTAIS DA PARCELA
TOTAIS DE BLOCOS
Quadro 4 - REPRESENTAÇÃO LINEAR SIMPLIFICADA DO DELINEAMENTO BLOCOS AO
ACASO COM PARCELAS SUBDIVIDIDAS, UTILIZADO PARA ANÁLISE DAS EMPRESAS, DAS
LINHAS DE PRODUÇÃO E DAS ESPESSURAS DOS COMPENSADOS.
Fonte: KOEHLER (1994)
46
4.4.2 Comparação das Médias dos Experimentos
Após validação das hipóteses experimentais, caso fosse encontrada diferença
significativa, as médias seriam analisadas utilizando técnicas de comparação de
médias, permitindo encontrar as espessuras mais similares dentre as diversas
espessuras, ou até mesmo diferenças entre linhas de produção.
A comparação de médias utilizaria o teste de Duncan (Calegare, 2009). O teste
de Duncan é um teste de comparação múltipla cujo tamanho aumenta dependendo
da amplitude da diferença entre as médias a serem comparadas. Este teste permite
que sejam comparadas todas as médias de tratamentos não importando o número
delas, e assegurando mesmo assim o nível de segurança prescrito. A equação para
determinação do comparador é descrita a seguir:
Equação 19
Onde:
D=
Comparador de Duncan.
Valor tabelado em função do número de médias abrangidas pela
diferença ou contraste.
QMERRO =
Quadrado médio do erro da análise de variância.
r=
número de repetições das médias sendo comparadas.
4.4.3 Avaliação Específica das Linhas de Produção
Ainda foi realizada uma análise de agrupamentos (cluster analise) para avaliar
o desempenho das linhas de produção quanto à produtividade (min/ m3).
As técnicas utilizadas para avaliação das linhas de produção utilizando “cluster
analise” são formação dos agrupamentos utilizando o método “Ward” (HAIR et al,
47
2009),
(MINGOTI,
2005)
e
avaliação
do
desempenho
produtivo
destes
agrupamentos utilizando o método “K media” (HAIR et al, 2009), (MINGOTI, 2005),
processada no programa Statistica.
48
5
5.1
RESULTADOS E DISCUSSÃO
EFICIÊNCIA PRODUTIVA DAS EMPRESAS
Nas visitas às empresas amostradas foram observados e coletados dados, os
quais permitiram a análise do grau da eficiência das empresas nas ações de
produção do compensado.
Esta análise favoreceu a comparação da eficiência produtiva entre empresas,
bem como a comparação com o perfil produtivo das empresas de madeira
compensada do estado em 2002.
Segundo Polzl (2008), a produção efetiva mensal de compensado das
empresas pode ser definida como pequena, média, grande e muito grande. As cinco
empresas avaliadas podem ser consideradas de pequeno e médio porte,
considerando sua produção efetiva mensal, que variou de 600 m3/mês a
3.000 m3/ mês.
O número de empregados observado esteve em torno de 65 a 212
empregados diretos, sendo que destes em média encontravam-se 9% motoristas,
10% administrativos, 5% na área florestal, 30% na laminação, 5% na secagem de
lâminas e 41% funcionários atuantes na montagem do compensado.
Na Tabela 2 são caracterizadas as empresas avaliadas.
Tabela 2 - VARIÁVEIS PRODUTIVAS DAS EMPRESAS AMOSTRADAS
o
n
turno de
empregados
capacidade
capacidade
0
n
produção
empresa
diretamente
nominal
efetiva
empregados
(8 horas
3
3
nas linhas
(m /mês)
(m /mês)
40 min)
de produção
empresa 1
71
60
1
4.500
700
empresa 2
83
71
1
3.500
1.500
empresa 3
161
150
1
6.000
3.000
empresa 4
212
200
1
4.500
2.800
empresa 5
65
57
1
2.000
600
Fonte: DADOS DO AUTOR
consumo
lâminas
3
(m /mês)
900
1.900
3.500
3.500
800
49
5.1.1 Turnos de Produção
Todas as empresas amostradas trabalhavam com 1 turno de produção,
concentrando o efetivo de empregados neste turno diurno. O segundo e terceiro
turno encontrados em empresas consideradas grandes e muito grandes, são
utilizados para adiantar a produção de máquinas que possuem menor produtividade
como às prensas e outros processos anteriores à fabricação do compensado, tais
como secagem de lâminas e torneamento das toras de madeira. Destinando o
primeiro turno para atividades de: administração, classificação de lâminas,
montagem dos compensados, esquadrejadeira, calibração, placagem e acabamento.
Pode-se sentir a necessidade de maiores quantidades de trabalhadores nas
linhas de produção, pois os remanejamentos dos funcionários, entre os módulos de
produção são freqüentes.
Entre as empresas verificou-se uma variação entre horários de início e
término no turno de produção. Os horários de início variavam entre 7 horas e 07 h
30 min., encerrando entre 18 horas e 19 horas.
5.1.2 Ociosidade
De acordo com a Tabela 3, pode-se verificar que o nível de ociosidade das
empresas de compensado para construção civil da região de estudo variou de 38%
à mais de 84%.
50
Tabela 3 - ÍNDICE DE OCIOSIDADE DAS EMPRESAS AMOSTRADAS
EMPRESA
OCIOSIDADE (%)
EMPRESA 1
84
EMPRESA 2
57
EMPRESA 3
50
EMPRESA 4
38
EMPRESA 5
70
MÉDIA
Fonte: DADOS DO AUTOR
59,9
As empresas de madeira compensada analisadas trabalhavam com uma
ociosidade em torno de 60%.
Este alto nível de ociosidade deve-se ao fato das plantas industriais terem
sido montadas em períodos de alta viabilidade de comercialização do compensado,
onde o mercado externo estava favorável à exportação, beneficiado por taxas de
câmbio favoráveis e elevado preço internacional, triplicando a produção atual.
Com a crise no mercado internacional nos últimos cinco anos, inviabilizando a
exportação do produto, as empresas tentaram se readequar produzindo para o
mercado interno. Uma das conseqüências foi a redução de suas produções, devido
à menor demanda por compensado.
A Empresa 1 retrata com maior nitidez esta situação econômica, a qual
acusou o maior índice de ociosidade. Na readequação ao mercado interno procurou
adquirir equilíbrio econômico e produtivo com a redução na produção de
compensados e a ampliação da produção e comercialização de lâminas. Sendo
inviável a remontagem de lay out ou qualquer alteração na estrutura física da
empresa, justificável pela instabilidade de mercado, as máquinas ficaram paradas, o
espaço útil de produção destas isolado, aumentando significativamente a ociosidade
produtiva.
Desta mesma forma, a empresa 4 acusou a menor ociosidade, com melhor
aproveitamento da capacidade física da empresa. Esta empresa não trabalha com a
produção de lâminas, recuperou em maior proporção o mercado interno na
comercialização do compensado, e com a maior produção utilizou mais
intensivamente as máquinas e equipamentos, assim como a mão de obra e
estruturas físicas gerais da empresa, diminuindo o índice de ociosidade.
51
A instabilidade do mercado impede os empresários de investirem em novos
maquinários, nem qualquer alteração da estrutura física das empresas, pois estão
descapitalizados, sendo unânime a idéia de não fazerem financiamentos. Assim, do
ponto de vista dos empresários o momento atual é de manutenção das propriedades
físicas já adquiridas e a procura do aumento da oferta com a conquista de novos
mercados no Brasil.
Atualmente, o maior ou menor nível de ociosidade na indústria de
compensados refere-se à maior ou menor recuperação de fatias do mercado. O
indicador de ociosidade, por sofrer modificações abruptas, permite que em questão
de três meses possa ser atingida a capacidade nominal, bastando o preço do
compensado (interno ou internacional) subir e a taxa de câmbio tornar-se favorável a
exportação.
5.1.3 Perdas
A Tabela 4 informa os índices de perda de insumos durante o processo
produtivo de fabricação de compensados por empresa.
Tabela 4 - PERDAS NO PROCESSO PRODUTIVO
EMPRESA
PERDAS (%)
EMPRESA 1
22
EMPRESA 2
21
EMPRESA 3
14
EMPRESA 4
20
EMPRESA 5
25
MÉDIA
Fonte: DADOS DO AUTOR
20,4
O menor índice registrado no fluxo produtivo das empresas amostradas foi de
14% e o maior índice verificado foi de 25% de perdas no processo. O desperdício
médio durante a produção de compensados (geração de resíduos) foi de 20,4%.
52
Polzl (2002) em um estudo realizado sobre a eficiência produtiva das
empresas de compensado no estado do Paraná identificou 15,40% de perdas no
processo de fabricação do compensado para construção civil.
Este índice é calculado acumulando os desperdícios de matéria prima, desde
a secagem de lâminas até o acabamento do compensado.
O maior índice de desperdício ocorre na fase de secagem e montagem do
compensado em torno de 50%, o restante ocorre principalmente na esquadrejadeira,
35%, e nos demais processos 15% (POLZL, 2002).
5.1.4 Produtividade de Mão de Obra
A Tabela 5 mostra a produtividade do trabalho por empresa amostrada.
3
Tabela 5 - PRODUTIVIDADE DE MÃO DE OBRA (m / FUNCIONÁRIO/ MÊS)
PRODUTIVIDADE
EMPRESA
3
(m / FUNCIONÁRIO/ MÊS)
EMPRESA 1
12
EMPRESA 2
21
EMPRESA 3
20
EMPRESA 4
14
EMPRESA 5
10
MÉDIA
Fonte: DADOS DO AUTOR
15,5
A produtividade do trabalhador variou de 10 à 20 m3/ funcionários/ mês e está
intimamente relacionada com a produção efetiva mensal. Na proporção em que
aumenta a quantidade produzida por mês nas empresas, melhora a eficiência no
uso do fator trabalho, fato este definido como economia de escala (MANKIW, 2008).
A média da produtividade das cinco empresas analisadas foi de 15,5 m3/
funcionário/ mês. Segundo Polzl (2002) a produtividade média encontrada para o
Paraná em empresas de compensado foi de 12,33 m 3/ funcionário/ mês.
53
De acordo com o autor a produtividade média nas fábricas de compensado do
Estado é visivelmente maior nas empresas que produzem compensados de Pinus,
do que a produção moveleira decorativa e para construção civil.
A maior ou menor produtividade deve-se à eficiência do trabalhador, obtida
através de treinamentos, menor rotatividade dos trabalhadores, dentre outras
variáveis, proporcionando melhor conhecimento de máquinas e processos,
garantindo melhor qualidade e velocidade de produção.
Nos processos de fabricação do compensado, quanto maior a quantidade de
atividades, menor a produtividade do funcionário. Atividades como colocação e
prensagem de papéis fenólicos, aplicações de resina, junções de lâminas de capa e
contracapa, calibragem, preparação de lâminas faqueadas, etc, são exemplos de
ações que exigem maior tempo e habilidade de execução reduzindo a produtividade
individual do trabalhador (POLZL, 2002).
Estas situações explicam o comportamento da produtividade do trabalhador
na
empresa
1,
a
qual
apresentou
uma média
baixa
de
produtividade,
respectivamente 12 m3/funcionário/mês. Este baixo índice refere-se ao fato de que a
empresa, como já citado anteriormente, havia reduzido a produção de compensado
e concentrado maiores esforços na produção de lâminas. A menor produção de
compensados gerou a menor produtividade do trabalhador.
A situação da empresa 5, que representa o menor índice de produtividade
média do trabalhador (103/funcionário/mês), explica-se pela interferência de um
outro fator, a maior quantidade de atividades na montagem do compensado. Esta
empresa submete o compensado duas vezes na esquadrejadeira durante o
processo de produção, respectivamente antes e após a aplicação do filme fenólico
(compensado plastificado), aumentando o tempo de preparação do produto, assim
como exigindo maior trabalho do operador, reduzindo sua produtividade.
5.2
PRODUTIVIDADE DAS MÁQUINAS
Foi elaborada uma tabela de comparação de produtividade por máquina, por
linha de produção e por espessura (Tabela 6).
54
3
Tabela 6 - PRODUTIVIDADE DAS MÁQUINAS (seg/ m )
Espessura Linha de
Pré prensa
prensa
esquadrejadeira
(mm)
produção
10
Linha 1
622,14
1.325,81
498,30
calibrador
placagem
306,48
833,11
Linha 2
515,99
1.023,25
460,90
254,89
829,53
Linha 3
808,82
1.680,44
273,97
354,82
994,49
Linha 4
833,06
1.764,19
475,48
327,69
941,05
Linha 5
719,01
1.711,85
289,12
361,02
1.024,24
Linha 6
820,39
1.646,28
471,63
318,73
992,84
Linha 7
706,89
1.715,15
471,49
322,45
993,39
Linha 1
326,47
966,12
464,97
220,70
420,33
Linha 2
302,62
915,68
492,08
226,40
520,99
Linha 1
428,96
1.033,75
455,42
294,17
382,50
Linha 2
442,12
908,84
405,51
290,59
456,36
Linha 3
842,63
1.671,14
332,30
458,16
613,29
Linha 4
784,44
1.705,23
423,90
267,91
605,03
Linha 5
819,21
1.668,39
242,88
442,67
612,26
Linha 6
778,24
1.688,02
422,87
415,63
625,34
Linha 7
783,75
1.719,35
424,93
421,83
603,99
Linha 1
590,45
1.306,31
551,85
315,91
479,00
Linha 2
453,31
1.008,78
456,97
335,54
454,23
Linha 4
706,53
1.668,77
445,31
299,47
562,31
Linha 1
483,67
1.133,68
475,13
321,61
397,55
Linha 2
393,66
851,41
437,87
149,24
383,96
Linha 3
508,87
1.400,46
256,93
319,76
465,33
Linha 4
525,30
1.375,33
459,48
298,23
443,68
Linha 5
506,39
1.359,40
247,72
311,05
453,38
Linha 6
557,40
1.358,16
432,48
268,25
421,53
Linha 7
526,29
1.317,35
440,07
265,14
447,41
Linha 1
452,07
1.166,86
421,10
293,89
362,92
Linha 2
309,02
856,95
435,21
141,05
347,14
Linha 3
596,69
1.695,04
271,76
361,16
479,06
Linha 4
629,48
1.688,15
414,74
278,79
498,90
Linha 5
611,57
1.691,74
271,90
351,93
493,94
Linha 6
680,72
1.707,71
446,83
278,65
477,41
Linha 7
623,42
1.664,74
429,20
276,72
482,92
Linha 1
476,53
1.163,55
678,66
302,49
276,61
Linha 2
364,50
877,99
440,36
314,67
282,29
Linha 6
574,94
1.367,55
434,11
577,98
339,51
Linha 7
610,41
Fonte: DADOS DO AUTOR
1.400,88
426,59
586,22
317,30
14
16
17
18
20
25
Percebe-se, em uma análise geral, que a menor produtividade (seg/ m3) é a
do compensado 10 mm crescendo à medida que a espessura aumenta.
55
Este aumento do tempo por metro cúbico para o compensado de baixa
espessura, refere-se à necessidade de mais ciclos produtivos por máquina para
compor 1 m3 de compensado plastificado, principalmente em mais ciclos de
prensagens e placagem que manufaturam 15 ou 20 painéis por ciclo, independente
da espessura destes.
A variabilidade nos tempos de produção das prensas, também se refere ao
tamanho dos pratos da máquina, que afetam conseqüentemente a temperatura e
pressão administradas no equipamento.
Painéis mais compridos, largos e espessos precisam de menos unidades para
compor um metro cúbico de produto acabado.
O estudo manteve por base a análise do processo em máquina e do tempo
necessário para realização de atividades necessárias ao início e término do
processo de manufatura (tempo do módulo produtivo). Dentre estas atividades
necessárias estão o carregamento, descarregamento, ajustes, empilhamento e
pequenos deslocamentos ao redor das máquinas.
Foram desconsideradas as ações externas à ação do módulo produtivo, tais
como deslocamento de material com empilhadeira, deslocamento por trilhos,
estocagem de produto em processo, etc., pois foi verificada uma significativa
variabilidade destes tempos entre linhas de produção, assim como estes tempos são
muito atrelados ao gerenciamento produtivo específico de cada fábrica e não ao
processo de fabricação em linha de produção.
As atividades de montagem do compensado, aplicação de massa acrílica
após a prensagem e as atividades de acabamento e expedição não representam
tempo significativo no processo produtivo e utilizam apenas equipamentos leves
(passadeira de cola) ou ferramentas para serem executadas.
56
5.2.1 Pré Prensa
O Gráfico 3 descreve o comportamento da produtividade (seg/ m3) encontrada
na manufatura utilizando a pré prensa (prensagem a frio), para a fabricação do
compensado plastificado nas espessuras de 10 mm; 14 mm; 16 mm; 17 mm; 18 mm;
3
Produtividade (seg/ m )
20 mm e 25 mm.
1900
1800
1700
1600
1500
1400
1300
1200
1100
1000
900
800
700
600
500
400
300
200
100
Max
Min
Média + Desvio Padrão
Média - Desvio Padrão
Média
10
11
12
13
14
15
16
17
18
19
20
21
22
23
24
25
Espessura (mm)
3
Gráfico 3 - PRODUTIVIDADE TOTAL PRÉ PRENSA (seg/ m )
Fonte: DADOS DO AUTOR
Pelo Gráfico 3, pode ser observada uma linha de tendência decrescente,
indicando uma relação diretamente proporcional entre a espessura e a produtividade
desta (tempo gasto para produzir 1 m3 compensado) máquina.
A espessura de 14 mm apresentou uma maior produtividade média,
demorando cerca de 310 segundos para processar um metro cúbico, isto se deve as
especificações do painel (2.600 mm x 1.600 mm) que são maiores que as fabricadas
em outras espessuras, também ao tamanho da pilha prensada que em metade dos
casos tinha 20 compensados e não 15, quantidade esta mais comum, encontrada
em 6 das 7 linhas de produção estudadas.
57
A espessura de 14 mm não é comumente fabricada e estas dimensões do
painel são ainda mais incomuns.
O compensado de espessura 10 mm apresentou a menor produtividade, com
um acréscimo produtivo de tempo em torno de 30% quando comparado com o
tempo médio de produção de 1 m3 do compensado plastificado de 25 mm.
Pode ser observada a grande amplitude existente entre as produtividades,
quando comparado os valores medidos para compor as médias da produtividade de
cada espessura. Observando os coeficientes de variação, encontrou-se 27% para o
16 mm e 13,4% para a espessura 18 mm. As demais espessuras viram coeficientes
de variação entre 17,33% e 25%.
Um dos motivos desta grande amplitude está relacionado ao acionamento
manual para abertura da pré prensa, que permitia ao operador deixar por mais ou
menos tempo o material sobre pressão.
5.2.2 Prensa
O Gráfico 4 descreve o comportamento da produtividade (seg/ m3) encontrada
na manufatura utilizando a prensa (prensagem a quente), para a fabricação do
compensado plastificado nas espessuras estudadas.
3
Produtividade (seg/ m )
58
1900
1800
1700
1600
1500
1400
1300
1200
1100
1000
900
800
700
600
500
400
300
200
100
Max
Min
Média + Desvio Padrão
Média - Desvio Padrão
Média
10
11
12
13
14
15
16
17
18
19
20
21
22
23
24
25
Espessura (mm)
3
Gráfico 4 - PRODUTIVIDADE TOTAL PRENSA (seg/ m )
Fonte: DADOS DO AUTOR
Ainda neste gráfico pode ser observada uma linha de tendência indicando
uma relação diretamente proporcional entre o aumento da espessura do
compensado e a maior produtividade (menor tempo para manufaturar 1m3 de
compensado).
A manufatura na prensa é o processo com menor produtividade dentre as
cinco analisadas, 60% maior que a pré prensa, 70% maior que a esquadrejadeira,
80% maior que o calibrador e até 65% maior que a produtividade da prensa de
placagem.
Conforme ocorreu na pré prensa o compensado de 14 mm possuiu
características específicas e foi produzido com uma atenção diferenciada refletindo
maior produtividade (menor média) e menor variação dentre as suas manufaturas
(baixo coeficiente de variação).
A prensa apresentou produtividades médias que variaram entre 941
segundos/ m3 no compensado 14 mm a valores superiores à 1.552 segundos/ m3, no
caso
do
compensado
de
10 mm.
As demais espessuras apresentaram
produtividades entre 1.202 seg/ m3 e 1.496 seg/ m3.
Embora ocorra certa tendência diretamente proporcional, nos casos do
compensado de 18 mm a produtividade foi maior que a esperada e no caso do
59
compensado 20 mm a produtividade foi menor que a esperada, reflexo da maior
quantidade de compensados com grandes dimensões e uso freqüente da prensa
com maior capacidade por tempo de prensagem.
Os coeficientes de variação foram menores que os da pré-prensa, situando-se
entre 4,82% para o 14 mm e 22,8% para o 16 mm. Os demais coeficientes de
variação estão entre 15,39% e 21,93%.
A diminuição na variação da produtividade da prensa deve-se a abertura
automatizada dos seus pratos, indicando ao operador o fim da manufatura. As
eventuais variações ainda existentes devem-se ao tempo de prensagem assumido
na programação da prensa, em geral necessários para ativar a adesividade da cola
(que pode ter alguma formulação diferenciada), a perda de temperatura nos pratos
mais internos, a deficiência de caloria no sistema de vapor ou outros problemas
mecânicos conhecidos pelo operador da prensa.
5.2.3 Esquadrejadeira
O Gráfico 5 descreve o comportamento da produtividade (seg/ m3) encontrada
na manufatura utilizando a esquadrejadeira, para a fabricação do compensado
plastificado nas espessuras mesmas espessuras citadas nos itens anteriores.
Ainda pelo Gráfico 5 pode ser observada uma leve tendência inversamente
proporcional, onde a diminuição da produtividade ocorreu com o aumento da
espessura. Uma análise criteriosa observando também os coeficientes de variação
pode facilmente questionar esta linha de tendência e indicar que não houve
diferença na produtividade em relação a espessuras.
A esquadrejadeira apresentou rendimentos médios oscilando entre 384 seg/
m3 para a espessura de 20 mm e 495 seg/ m3 para a espessura de 25 mm. As
demais espessuras possuíram produtividade entre 387 seg/ m3 e 478 seg/ m3.
3
Produtividade (seg/ m )
60
1900
1800
1700
1600
1500
1400
1300
1200
1100
1000
900
800
700
600
500
400
300
200
100
Max
Min
Média + Desvio Padrão
Média - Desvio Padrão
Média
10
11
12
13
14
15
16
17
18
19
20
21
22
23
24
25
Espessura (mm)
3
Gráfico 5 - PRODUTIVIDADE TOTAL ESQUADREJADEIRA (seg/ m )
Fonte: DADOS DO AUTOR
O processo de passagem do produto pela esquadrejadeira foi caracterizado
pela simplicidade e rápida execução, utilizando um tempo muito próximo ao utilizado
pelo calibrador, cerca de três vezes menos que o tempo de manufatura na prensa
(18 mm).
Os coeficientes de variação oscilaram entre 5,55% e 23,63%, indicando uma
menor variabilidade entre as diferentes espessuras de compensados analisadas, se
comparada com a amplitude da pré-prensa.
Vale a pena comentar a grande variabilidade na produtividade da espessura
25 mm, com pontos extremos de baixa produtividade concentrados em uma linha de
produção específica (linha de produção 1), podendo ser causada por problemas
mecânicos na máquina ou outro problema momentâneo.
61
5.2.4 Calibrador
O Gráfico 6 descreve o comportamento da produtividade (seg/ m3) encontrada
na manufatura utilizando o calibrador, para a fabricação do compensado plastificado
3
Produtividade (seg/ m )
nas mesmas espessuras citadas nos itens anteriores.
1900
1800
1700
1600
1500
1400
1300
1200
1100
1000
900
800
700
600
500
400
300
200
100
Max
Min
Média + Desvio Padrão
Média - Desvio Padrão
Média
10
11
12
13
14
15
16
17
18
19
20
21
22
23
24
25
Espessura (mm)
Gráfico 6 - PRODUTIVIDADE TOTAL CALIBRADOR (seg/ m3)
Fonte: DADOS DO AUTOR
O Gráfico 6 retratou a produtividade média do calibrador nas espessuras
analisadas, o qual apresentou sua maior produtividade com 197 seg/ m3 (espessura
de 25 mm) e sua menor produtividade com 293 seg/ m3 (espessura de 25 mm), as
demais espessuras oscilaram em torno de 282 seg/ m3 e 247 seg/ m3.
O calibrador apresentou um coeficiente de variação maior para a espessura
de 25 mm (23%) e uma menor variação para a espessura de 18 mm (7,6%), a maior
ou menor ocorrência de variação na produtividade não obedece nenhuma relação
com as espessuras.
62
O tempo gasto na manufatura pelo calibrador foi cerca de 30% maior que o
tempo de manufatura pela esquadrejadeira (máquina com maior produtividade
dentre as estudadas).
Um motivo para esta menor produtividade é o fato dos painéis serem
manufaturados um a um no calibrador e na esquadrejadeira é comum a
manufaturada de pequenas pilhas de painéis a cada vez.
5.2.5 Prensa Placagem
A placagem utilizou a aplicação de uma lâmina de celulósica impregnada de
resina fenólica sobre a chapa de compensado utilizando uma prensa específica para
esta manufatura.
O Gráfico 7 descreve o comportamento da produtividade (seg/ m3) encontrada
na manufatura utilizando a prensa de placagem, para a fabricação do compensado
3
Produtividade (seg/ m )
plastificado nas mesmas espessuras já vistas.
1900
1800
1700
1600
1500
1400
1300
1200
1100
1000
900
800
700
600
500
400
300
200
100
Max
Min
Média + Desvio Padrão
Média - Desvio Padrão
Média
10
11
12
13
14
15
16
17
18
19
Espesura (mm)
Gráfico 7 - PRODUTIVIDADE TOTAL PLACAGEM (seg/ m3)
Fonte: DADOS DO AUTOR
20
21
22
23
24
25
63
Com o Gráfico 7 pode-se observar uma grande tendência diretamente
proporcional entre a espessura do compensado e a produtividade na placagem, isto
é causado pelo fato da manufatura demorar o mesmo tempo independente da
espessura, o que altera é o maior volume que cada painel representa conforme
aumenta a sua espessura.
Desta forma as espessuras mais próximas, como: 14 mm; 16 mm; 17 mm, 18
mm e 20 mm apresentam pouca variação entre suas produtividades. A menor
produtividade é a da espessura 10 mm (959 seg/ m 3) e a maior é a da espessura de
25 mm, com média de 307 seg/ m3.
A produtividade da espessura 10 mm foi cerca de 50% menor que o das
outras espessuras e aumentou para 70% quando comparada com a espessura de
25 mm.
5.3
PRODUTIVIDADE DAS LINHAS DE PRODUÇÃO
Para avaliar a produtividade das linhas de produção foram montados dois
delineamentos experimentais, cada qual permitindo a obtenção de quatro respostas
(testes de hipóteses).
Apenas quatro espessuras de painéis compensados foram fabricadas ao
mesmo tempo, em todas as empresas durante os meses de medição, desta forma
as análises foram feitas apenas comparando as espessuras 10 mm, 16 mm, 18 mm
e 20 mm.
Os dados coletados correspondem:
Experimento 1 - a soma dos tempos gastos para produzir um metro cúbico de
painéis compensados, soma esta que agrega os tempos de manufatura
(produtividade da máquina) nas cinco máquinas.
Experimento 2 - a soma dos tempos necessários para realizar as atividades
diretamente relacionadas às manufaturas nas cinco máquinas do experimento 1.
Tornou-se impraticável a medição dos tempos totais de processo (min/ m3),
desde a montagem do compensado no passador de cola até a área de acabamento,
pois cada empresa gerencia de forma diferente as suas linhas de produção e em
64
geral a manufatura nas prensas ocorre também em um horário fora do expediente
normal do primeiro turno (utilização de horas noturnas). Outro fator é a existência de
estoques de produtos em processo e a falta de trabalhadores constante em algumas
empresas, obrigando as empresas a adequarem suas linhas de produção alterando
a produtividade de suas manufaturas.
5.3.1 Análise da Produtividade das Máquinas (Manufatura)
As quatro hipóteses avaliadas pela análise de variância dos dados
experimentais para produtividade da manufatura foram:
H01a Não existia diferença significativa entre os dados coletados para diferentes
espessuras e diferentes linhas de produção (blocos).
H01b Não existia diferença significativa entre os dados coletados quando
comparadas as 4 diferentes espessuras (parcelas).
H01c Não existia diferença significativa entre os dados coletados quando
comparadas as 7 diferentes linhas de produção (sub parcelas).
H01d Não existia diferença significativa entre os dados coletados quando analisada
a interação entre as 4 espessuras e as 7 diferentes linhas de produção,
(interação parcela/ sub parcela).
A Tabela 7 apresenta os valores encontrados através da soma das cinco
medições das produtividades das manufaturas (uma em cada máquina). Já
dispostos no formato tabular do delineamento experimental.
65
Tabela 7 - VALORES DOS TEMPOS DE MANUFATURA, MEDIDOS E DISPOSTOS CONFORME
DELINEAMENTO EXPERIMENTAL, POR ESPESSURA, LINHA DE PRODUÇÃO E REPETIÇÕES,
3
TOTAIS E MÉDIAS (min/ m )
espessura
linha
bloco 1
bloco 2
bloco 3
bloco 4
bloco 5
total
média
10
linha 1
55,91
57,92
52,03
58,93
53,01
277,81
55,56
linha 2
50,64
51,15
48,24
51,95
50,89
252,87
50,57
linha 3
69,15
65,91
68,26
67,37
70,52
341,21
68,24
linha 4
69,64
72,11
71,58
75,65
72,35
361,33
72,27
linha 5
67,85
65,78
70,51
71,17
73,77
349,08
69,82
linha 6
69,88
68,80
71,43
67,36
66,17
343,64
68,73
linha 7
69,82
69,55
70,47
67,01
71,91
348,76
69,75
452,89
451,22
452,52
459,43
458,63
2274,70
64,99
linha 1
40,17
37,84
38,47
38,14
37,73
192,36
38,47
linha 2
39,13
38,98
38,38
41,26
39,06
196,80
39,36
linha 3
67,44
66,98
63,49
68,91
64,97
331,78
66,36
linha 4
64,86
59,73
58,40
59,57
57,80
300,36
60,07
linha 5
64,30
60,12
66,55
63,25
60,66
314,88
62,98
linha 6
64,25
64,25
62,06
65,10
63,10
318,76
63,75
linha 7
60,62
63,51
62,87
63,25
65,71
315,96
63,19
totais parcela
16
totais parcela
400,77
391,39
390,22
399,49
389,04
1970,91
56,31
linha 1
44,69
43,74
43,06
43,37
42,12
216,98
43,40
linha 2
39,92
41,27
39,02
40,32
39,05
199,57
39,91
linha 3
50,83
50,05
48,72
50,92
50,39
250,90
50,18
linha 4
49,34
48,96
52,82
47,60
47,93
246,65
49,33
linha 5
46,79
49,71
47,81
47,95
48,22
240,48
48,10
linha 6
49,24
51,74
48,43
49,22
50,03
248,65
49,73
linha 7
47,05
57,92
46,43
53,02
52,53
256,95
51,39
327,86
343,38
326,29
332,39
330,27
1660,19
47,43
linha 1
40,87
39,88
41,32
42,50
43,79
208,37
41,67
linha 2
38,09
35,76
38,80
37,97
37,45
188,08
37,62
linha 3
57,97
56,97
55,12
58,46
56,32
284,84
56,97
linha 4
59,40
60,50
58,56
56,68
60,35
295,50
59,10
linha 5
55,58
54,98
59,79
56,81
58,45
285,61
57,12
linha 6
53,27
55,38
55,45
58,29
60,03
282,43
56,49
linha 7
58,63
58,02
56,77
56,62
56,60
286,65
57,33
363,81
361,51
365,82
367,33
373,00
1831,47
52,33
Total Blocos
1545,33
Fonte: DADOS DO AUTOR
1547,50
1534,85
1558,64
1550,94
7737,26
55,36
18
totais parcela
20
totais parcela
A Tabela 8 indica os valores encontrados na análise de variância do
delineamento experimental 1 para as suas quatro hipóteses, bem como a
quantidade de variância não explicada pela ANOVA.
66
Tabela 8 - RESUMO DA ANÁLISE DE VARIÂNCIA PARA DADOS DE PRODUTIVIDADE DA
3
MANUFATURA (min/ m )
Graus de
Soma dos
Quadrado
F
Liberdade
Quadrados
médio
Parcelas
20
5.860,16
Blocos
4
10,74
2,68
0,68
Espessura
3
5.797,76
1.932,59
486,29
13
51,66
3,97
139
686.461,48
Erro (a)
Sub Parcelas
Linha de Produção
6
8.089,99
1.348,33
0,20
Interação Espessura Linhas de Produção
18
21.156,00
1.175,33
0,17
Erro (b)
95
651.355,32
6.856,37
Total
Fonte: DADOS DO AUTOR
139
A Tabela 9 apresenta as conclusões do experimento 1. Por esta tabela
observa-se que estatisticamente há diferenças entre as produtividades quando se
compararam as espessuras dos compensados, rejeitando H01b;
Por outro lado não existiu diferença significativa entre as produtividades das
máquinas quando observada a mesma espessura fabricada em diferentes linhas de
produção, aceitando H01c;
Também não existiu diferença significativa entre as produtividades das
máquinas quando observada diferentes espessuras em diferentes linhas de
produção, aceitando H01d e finalmente;
Não existiu diferença significativa quando comparada as produtividades das
máquinas da mesma série de repetições (bloco) em relação a diferentes linhas de
produção e espessuras H01a.
O fato de não ter sido encontrada diferença significativa entre linhas de
produção pode ser causada pelas máquinas, independente da empresa, em 90%
dos casos, possuírem mais de 15 anos de uso, podendo o seu desgaste e contínuas
reformas ter alterado sua produtividade quando comparado com máquinas novas.
67
Tabela 9 – CONCLUSÃO DA ANÁLISE DE VARIÂNCIA PARA DADOS DE PRODUTIVIDADE DA
3
MANUFATURA (min/ m )
95%
99%
Conclusão
F (blocos)
3,18
5,21
NS
aceita H01a
F (Fat da P)
3,41
5,74
**
rejeita H01b a 1%
F (Fat da SP)
2,18
2,96
NS
aceita H01c
1,66
2,03
NS
aceita H01d
F (Interação)
Fonte: DADOS DO AUTOR
A existência ou não de diferenças entre as parcelas (espessuras dos painéis)
é uma informação importante, mas pode ser mais bem analisada. Para esta análise
utilizam-se os testes de média.
Na Tabela 10 é demonstrado o teste de média de DUCAN. Por este teste
nenhuma média igual. Todas as espessuras possuem produtividade da manufatura
(min/ m3) diferentes entre si, com 99% de confiabilidade.
Esta condição já podia ser imaginada devido ao auto valor da razão “F”
calculada em relação a o valor “F” tabelado.
Tabela 10 – COMPARAÇÃO DE MÉDIA PELO TESTE DE DUNCAN, PARA AS ESPESSURAS,
3
BASEADO NOS DADOS DE PRODUTIVIDADE DA MANUFATURA (min/ m )
Teste de média
DUNCAN
Comparação
Calculado
Tabelado
Conclusão
Parcela 1
64,99
1 com 2
8,68
2,92
diferente 1%
Parcela 2
56,31
1 com 4
12,66
3,07
diferente 1%
Parcela 4
52,33
1 com 3
17,56
3,16
diferente 1%
Parcela 3
47,43
2 com 4
3,98
2,92
diferente 1%
2 com 3
8,88
3,07
diferente 1%
4 com 3
4,89
2,92
diferente 1%
Fonte: DADOS DO AUTOR
5.3.2 Análise da Produtividade das Atividades Diretamente Relacionadas à
Manufatura.
As quatro hipóteses avaliadas pela análise de variância dos dados
experimentais para produtividade das atividades diretamente relacionada à
manufatura são:
68
H02a Não existe diferença significativa entre as médias das somas dos dados
coletados para diferentes espessuras e diferentes linhas de produção
(blocos).
H02b Não existe diferença significativa entre os dados coletados quando comparadas
as 4 diferentes espessuras (parcelas).
H02c Não existe diferença significativa entre os dados coletados quando comparadas
as 7 diferentes linhas de produção (sub parcelas).
H02d Não existe diferença significativa entre os dados coletados quando analisada a
interação entre as 4 espessuras e as 7 diferentes linhas de produção.
A Tabela 11 apresenta os valores encontrados através da soma das cinco
medições de produtividade das atividades diretamente relacionadas à manufatura.
Já dispostos no formato tabular do delineamento experimental.
69
Tabela 11 - VALORES DOS TEMPOS DAS ATIVIDADES DIRETAMENTE RELACIONADAS A
MANUFATURA, ENCONTRADOS E DISPOSTOS CONFORME DELINEAMENTO EXPERIMENTAL,
3
POR ESPESSURA, LINHA DE PRODUÇÃO E REPETIÇÕES, TOTAIS E MÉDIAS (min/ m )
espessura
linha
bloco 1
bloco 2
bloco 3
bloco 4
bloco 5
total
média
10
linha 1
12,79
12,90
12,03
12,02
12,57
62,31
12,46
linha 2
9,94
11,56
12,88
11,27
13,24
58,89
11,78
linha 3
18,93
20,56
15,75
15,65
20,11
90,99
18,20
linha 4
14,75
14,34
14,22
14,62
13,69
71,63
14,33
linha 5
14,97
13,97
14,47
13,52
14,65
71,58
14,32
linha 6
13,30
13,36
13,64
14,38
13,18
67,86
13,57
linha 7
13,65
13,42
13,91
13,99
14,13
69,10
13,82
98,33
100,10
96,90
95,46
101,57
492,35
14,07
linha 1
7,70
7,36
7,55
6,78
6,94
36,33
7,27
linha 2
7,11
7,93
8,42
8,92
7,49
39,88
7,98
linha 3
12,40
11,36
13,26
13,37
10,37
60,76
12,15
linha 4
9,69
9,28
9,72
9,72
9,38
47,79
9,56
linha 5
9,53
9,87
10,08
9,72
9,99
49,19
9,84
linha 6
9,68
11,22
10,61
9,94
10,27
51,72
10,34
linha 7
9,40
10,28
11,03
11,16
10,60
52,48
10,50
totais parcela
16
65,51
67,31
70,67
69,62
65,04
338,15
9,66
linha 1
8,95
7,95
7,73
9,92
8,08
42,63
8,53
linha 2
7,85
7,54
7,14
7,26
8,63
38,42
7,68
linha 3
25,06
28,11
24,30
16,96
22,17
116,60
23,32
linha 4
7,27
7,51
7,47
7,32
7,53
37,09
7,42
linha 5
7,49
7,23
7,07
7,22
7,29
36,29
7,26
linha 6
8,12
7,50
7,41
7,25
7,22
37,49
7,50
linha 7
7,47
12,90
7,40
7,53
8,14
43,43
8,69
72,20
78,73
68,52
63,45
69,05
351,94
10,06
linha 1
6,25
7,66
9,49
7,74
6,20
37,34
7,47
linha 2
6,66
8,67
8,42
9,50
6,76
40,01
8,00
linha 3
8,85
8,60
8,25
9,56
8,88
44,15
8,83
linha 4
7,89
8,54
8,13
8,13
8,18
40,86
8,17
linha 5
8,67
8,21
7,87
8,52
8,20
41,46
8,29
linha 6
9,33
9,34
11,07
10,00
9,60
49,33
9,87
linha 7
8,92
9,23
10,73
10,66
10,34
49,89
9,98
56,57
totais parcela
Total Blocos
292,60
Fonte: DADOS DO AUTOR
60,25
63,96
64,10
58,15
303,03
8,66
306,38
300,05
292,63
293,81
1485,48
10,67
totais parcela
18
totais parcela
20
A Tabela 12 indica os valores encontrados na análise de variância do
delineamento experimental 2 para as suas quatro hipóteses, bem como a
quantidade de variância não explicada pela ANOVA (valor da razão “F”).
70
Tabela 12 – QUADRO RESUMO DA ANÁLISE DE VARIÂNCIA PARA OS DADOS DE
PRODUTIVIDADE DAS ATIVIDADES DIRETAMENTE RELACIONADAS A MANUFATURA (min/
3
m)
Graus de
Soma dos
Quadrado
F
Liberdade
Quadrados
Médio
Parcelas
15.761,71
20
Blocos
4
5,21
1,30
0,64
Espessura
3
593,92
197,97
97,93
Erro (a)
13
26,28
2,02
Sub Parcelas
139
20.438,04
Linha de Produção
6
643,12
107,19
0,57
Interação Espessura Linhas de Produção
18
1.176,99
65,39
0,35
Erro (b)
95
17.992,52
189,39
Total
Fonte: DADOS DO AUTOR
139
Na Tabela 13 observa-se que o valor do teste de “F” para a hipótese H02b foi
cerca de 4 vezes menor que o encontrado para a produtividade da manufatura,
Tabela 9. Mas também se pode comprovar a diferença das produtividades entre as
espessuras dos painéis (rejeitando H01b).
Em ambos os delineamentos e em ambas as ANOVAS as demais hipóteses
não foram rejeitadas, tratando-se de linhas de produção bastante similares quando
comparadas a produtividade das máquinas (manufatura) e a produtividade das
atividades diretamente relacionadas à manufatura.
Tabela 13 – CONCLUSÃO DA ANÁLISE DE VARIÂNCIA PARA OS DADOS DE PRODUTIVIDADE
3
DAS ATIVIDADES DIRETAMENTE RELACIONADAS A MANUFATURA (min/ m )
95%
99%
Conclusão
F (blocos)
3,18
5,21
NS
aceita H02a
F (Fat da P)
3,41
5,74
**
rejeita H02b a 1%
F (Fat da SP)
2,18
2,96
NS
aceita H02c
F (Interação)
Fonte: DADOS DO AUTOR
1,66
2,03
NS
aceita H02d
Na Tabela 14 são apresentados os valores referentes ao teste de média
realizado para se obter mais detalhes a respeito das similaridades entre as
produtividades das atividades diretamente relacionadas à manufatura.
71
Tabela 14 – COMPARAÇÃO DE MÉDIA PELO TESTE DE DUNCAN, PARA AS ESPESSURAS,
BASEADO NOS DADOS DE PRODUTIVIDADE DAS ATIVIDADES DIRETAMENTE
3
RELACIONADAS A MANUFATURA (min/ m )
Calculado
Tabela
Conclusão
10 mm
14,07
1 com 2
4,01
1,72
diferente 1%
18 mm
10,06
1 com 4
5,41
1,81
diferente 1%
16 mm
9,66
1 com 3
4,41
1,86
diferente 1%
20 mm
8,66
2 com 4
1,40
1,72
iguais
2 com 3
0,39
1,81
iguais
4 com 3
1,00
1,72
iguais
Fonte: DADOS DO AUTOR
Este teste de médias deixa clara a similaridade estatística existente entre a
espessura 16 mm com as espessuras, 18 mm e 20 mm.
Desta forma, pode-se afirmar que do ponto de vista das atividades de
carregamento, ajustes, descarregamentos e deslocamentos próximos as máquinas,
definidas como sendo as atividades diretamente relacionadas à operação das
máquinas, não há impacto sobre a produtividade da empresa se a espessura em
produção for qualquer uma das
três que apresentam teste de médias
estatisticamente iguais.
5.3.3 Análise dos Módulos de Produção
Os módulos de produção estudados foram cinco. Nestes módulos foram
analisadas a soma da produtividade da máquina (manufatura) e das atividades
diretamente relacionadas a esta manufatura, desta forma avaliou-se a relação de
três fatores: homem, máquina e material.
No Gráfico 8 é apresentado o tempo médio necessário para manufaturar um
metro cúbico de painéis compensados. Iniciando no módulo produtivo “pré prensa”,
em seguida indo em série para os demais módulos “prensa”, “esquadrejadeira”,
“calibrador” e “prensa de placagem”, conforme a espessura do painel fabricado.
72
100
80
3
Produtividade (min/ m )
90
70
60
50
40
30
10
11
12
13
14
15
16
17
18
19
20
21
22
23
24
25
Max
Min
Mean+SD
Mean-SD
Mean
Espessura (mm)
Gráfico 8 – RELAÇÃO ENTRE A ESPESSURA DO PAINEL COMPENSADO (MM) E A
PRODUTIVIDADE TOTAL – SOMA DOS TEMPOS DE MANUFATURA E PREPARO DIRETO (min/
3
m ).
Fonte: DADOS DO AUTOR
Neste gráfico pode ser observada uma tendência diretamente proporcional
entre a produtividade (min/ m3) e a espessura do painel.
Como comentado anteriormente o compensado 14 mm era um pedido
especial, com dimensões maiores e basicamente manufaturado na prensa de 20
vãos.
Foi perceptível o menor rendimento do compensado 10 mm em relação aos
demais e uma certa proximidade das produtividades entre os compensados de 16
mm, 17 mm, 18 mm e 20 mm.
O compensado de 25 mm apresentou uma produtividade maior que os
demais.
Para todas as espessuras, os desvios padrões foram elevados (a espessura
14 mm é excessão já comentada), denotando processos produtivos pouco estáveis,
com variações nas produtividades de seus módulos produtivos, as quais podem
comprometer o bom gerenciamento dos recursos envolvidos na produção.
A Tabela 15 mostra os valores médios das produtividades das linhas de
produção, bem como as variações entre espessuras e entre os dados utilizados para
comporem as médias (desvio padrão das médias).
73
Tabela 15 – VARIAÇÃO NA PRODUTIVIDADE MÉDIA DAS LINHAS DE PRODUÇÃO, POR
ESPESSURA.
Desvio Padrão da média
Variação na
Espessura
Produtividade Média
3
(min/ m )
Produtividade
3
(mm)
(min/ m )
(%)
10
79
9,25
16
66
12,52
16,6
20
61
8,58
22,9
17
60
10,70
23,5
18
57
7,50
27,8
25
49
6,11
38,1
45
1,37
43,1
14
Fonte: DADOS DO AUTOR
Por esta tabela observa-se que podem ser fabricados 16,6% mais volume de
compensado se a espessura for 16 mm e não 10 mm. O mesmo pode ser dito das
demais espessuras se observada a variação na produtividade destas linhas de
produção.
Os desvios padrões foram consideráveis, mas não representaram desvios
maiores que 20% da produtividade média. O maior desvio ocorreu nas linhas de
produção de16 mm e a menor está na linha de produção de 10 mm (11,9%). Não
deve ser levado em consideração o pequeno desvio encontrado para a espessura
14 mm devido a ser uma produção especial, mais controlada com menos amostras.
5.3.4 Eficiência Produtiva das Linhas de Produção
Embora as produtividades das linhas não sejam estatisticamente diferentes,
optou-se por um estudo mais apurado dos desempenhos de cada linha de produção
comparando-as entre si.
Utilizando ferramentas de análise de agrupamento (cluster analise), foi
possível encontrar entre os valores médios de produtividade (soma dos cinco
módulos produtivos) três agrupamentos distintos.
Estes agrupamentos são demonstrados no Gráfico 9. Por este gráfico pode
ser verificada a grande similaridade entre a linha de produção 1 e 2, definido como
agrupamento 1, observa-se outro agrupamento formado pelas linhas 4, 5, 6 e 7
74
(agrupamento 2) e um agrupamento unitário (agrupamento 3) formado pela linha de
produção 3.
LINHA_1
LINHA_2
LINHA_3
LINHA_4
LINHA_5
LINHA_6
LINHA_7
0
20
40
60
80
100
Distância das Ligações
Gráfico 9 - SIMILARIDADE ENTRE A PRODUTIVIDADE DAS LINHAS DE PRODUÇÃO.
Fonte: DADOS DO AUTOR
Pode ser verificada a proximidade (similaridade da produtividade) entre os
agrupamentos 2 e 3 e uma maior diferença na produtividade do agrupamento 1 com
os demais agrupamentos.
No Gráfico 10 observa-se o desempenho dos agrupamentos, pode ser
constatado a maior produtividade do agrupamento 1, indiferente da espessura
fabricada, formado pela linha de produção 1 e 2, as quais são localizadas na mesma
empresa, o que pode explicar seu desempenho similar e melhor.
Pode-se afirmar que do ponto de vista de produtividade (min/ m3), as linhas de
produção 1 e 2 são as mais eficientes dentre as linhas de produção avaliadas.
Outro motivo para o melhor desempenho do agrupamento 1 é o fato de ser na
linha de produção 2 que esta a única prensa de 20 vãos (mais produtiva).
A linha de produção 3 possui a pior produtividade dentre as linhas estudadas,
apenas quando fabricado o compensado 10 mm e que a produtividade desta linha
de produção se iguala a produtividade das linhas de produção do agrupamento 2.
75
90
80
min/ m
3
70
60
50
Linhas 4, 5, 6 e 7
Linhas 1 e 2
Linha 3
40
10 mm
16 mm
18 mm
20 mm
Espessura
Gráfico 10 – DESEMPENHO DOS AGRUPAMENTOS HOMOGÊNEOS DAS LINHAS DE
PRODUÇÃO QUANTO AS SUAS PRODUTIVIDADES (min/ m3).
Fonte: DADOS DO AUTOR
Existe certa similaridade entre a produtividade do agrupamento 2 e 3, que
apresentam maior diferença apenas na produtividade do compensado 16 mm.
Algumas linhas de produção
possuíram produtividades maiores em
espessuras menores que em espessuras maiores, isto ocorre pois as dimensões
(comprimento e largura) dos compensados variou, dando diferença na produtividade
por metro cúbico.
76
6
CONCLUSÕES
As empresas de madeira compensada analisadas possuem pior desempenho
em relação às empresas similares analisadas em 2002, no que se refere à eficiência
produtiva.
As prensas são as máquinas com menor produtividade nas linhas de
produção independente da espessura a ser produzida, podendo até necessitar de
quatro vezes mais tempo para manufaturar a mesma quantidade de material que a
calibradeira e a esquadrejadeira.
A amplitude da produtividade por módulo produtivo obtida nas linhas de
produção é tecnicamente preocupante (até 25% de variação), podendo demonstrar
descontrole
ou
baixa
padronização
dos
procedimentos
produtivos
como
equipamentos pouco eficientes ou instáveis e operadores pouco treinados. Este fato
sinaliza realmente a existência de problemas internos às empresas que ajudam a
entender a piora na eficiência produtiva destas.
A produtividade (m3/ min) demonstra não sofrer grande influência do tipo de
máquina utilizada ou dos outros fatores diretamente relacionados à operação destas
máquinas, mas demonstra sofrer grande influência do tipo de produto fabricado
(variações nas espessuras).
Tendo por base a representatividade destas sete linhas de produção de
compensado plastificado e a existência de 30 outras linhas de produção de
compensado plastificado no estado do Paraná, associada ao conhecimento de que
as máquinas e processos usuais nestas linhas de produção variam pouco
tecnicamente (poucos modelos de prensas, calibradores e demais máquinas
disponíveis no mercado) e principalmente ao fato de não haver diferença estatística
entre as produtividades das linhas de produção, pode-se supor que a amostra é
representativa das demais linhas de produção existentes no estado do Paraná.
Espessuras maiores do painel apresentam produtividades (min/ m3) maiores,
independente da linha de produção, devido à forte influência da produtividade da
prensa sobre a produtividade total da linha de produção.
Espessuras maiores podem significar um ganho de produtividade (mim/ m3)
de até 38% (tabela 18).
77
REFERÊNCIAS
ADERHOLD, J.. Market trends, challenges and opportunities for wood-based
panels 5 th European Wood-Based Panel Symposium. European Panel Federation
Europäischer Holzwerkstoffverband Europäischer Holzwerkstoffverband.
ARAUJO, C. R. dos S.; FORTES, A. S.. Emprego de fôrmas de madeira em
estrutura de concreto, Salvador: UCSal - Universidade Católica do Salvador, 2009.
ASSOCIAÇÃO BRASILEIRA DA INDÚSTRIA DE MADEIRA PROCESSADA
MECANICAMENTE. Estudo Setorial Ano Base 2008. Disponível em: <
http://www.abimci.com.br/>. Acesso em jun. 2009.
ASSOCIAÇÃO BRASILEIRA DA INDÚSTRIA DE MADEIRA PROCESSADA
MECANICAMENTE. Fluxograma de produção de compensado de madeira. Artigo
Técnico nº 20. Junho, 2004.
ASSOCIAÇÃO BRASILEIRA DA INDÚSTRIA DE MADEIRA PROCESSADA
MECANICAMENTE. A importância do setor para o Brasil. Relatório técnico.
Disponível em http://www.abimci.com.br/. Acesso em novembro de 2010.
ASSOCIAÇÃO BRASILEIRA DA INDÚSTRIA DE MADEIRA PROCESSADA
MECANICAMENTE. Novas restrições para produtos de madeira sólida, 2010.
ASSOCIAÇÃO BRASILEIRA DE PRODUTORES DE FLORESTAS PLANTADAS.
Anuário estatístico da ABRAF. Brasília, DF, 2005.86p.
BERGER et al. Oferta e demanda de madeira no estado do Paraná. SETI/ UFPR.
Curitiba: 2008. 192 p.
BOBATO, M.; FAJARDO, S.. Sustentabilidade econômica da indústria madeireira no
município de Imbituva-pr. Revista eletrônica lato sensu (UNICENTRO), Ed.4,
Guarapuava, 2008.
78
BOCK, S. Scheduling Just-in-time Part supply for Mixed – model assembly lines.
European Journal of Operational Research, 2010.
BONDUELLE, G.M.; CHIES, D.; MARTINS, D.G.. O processo de fabricação de
painéis compensados no estado do Paraná, analisado através dos rendimento
e dos resíduos gerados. Disponível em < http://www.remade.com.br >. Acesso em:
abril de 2004.
BOWERSOX, D. J. CLOSS, D. J. Gestão Logística de Cadeias de suprimentos,
São Paulo: Bookman, 2006.
BOYSEN, N.; BOCK, S.. Scheduling just-in-time part supply for mixed-model
assembly lines. European. Journal of operational research (In Press, Accepted
Manuscript), Available online 5 November 2010.
CALEGARE, A. J. A. Introdução ao Delineamento de Experimentos, 2 ed., 2009.
144 p.
COCHRAN, W. G. & COX, G. M. Experimental Design, 2. Ed. New York: John
Wiley & Sons, Inc., 1964. 617 p.
EISFELD, C. L.. Análise da competitividade entre as indústrias de painéis de
madeira: compensado, MDF e OSB no estado do Paraná, Curitiba, Originalmente
apresentada como dissertação de mestrado. Universidade Federal do Paraná, 2009.
FEDERAÇÃO DAS INDÚSTRIAS DO PARANÁ. Cadastro das indústrias do
Estado do Paraná 2006, Curitiba, 2006.
SEVERIANO FILHO, C.. O enfoque vetorial da produtividade em um sistema de
avaliação para a manufatura avançada na indústria de alimentos, Florianópolis:
UFSC, 1995.
79
SEVERIANO FILHO, C.. Medição do desempenho de três linhas de fabricação
instaladas em ambientes de manufatura avançada utilizando o modelo SAPRO
(Gestão. Produção), São Carlos, 1998, vol.5. número 3.
FONTES, A. A.. A cadeia produtiva da madeira para energia, Viçosa, 2005.
Originalmente apresentado como tese de doutorado, Universidade Federal de
Viçosa.
HAIR, J. F.; BLACK, W. C.; BABIN, B.J.; ROLPH, E. A. Análise Multivariada de
Dados: Editora Artmed, 2009. 688 p.
HOLTZ Consultoria Florestal. Levantamento da Base Florestal do estado de
Santa Catarina e estado do Paraná, Curitiba, 2006.
INSTITUTO AMBIENTAL DO PARANÁ. Sistema de Informações Ambientais. banco de dados, Curitiba, 2006.
INSTITUTO BRASILEIRO DE GEOGRAFIA E ESTATÍSTICA. Disponível na página
http://www.ibge.gov.br/home/presidencia/noticias/noticia_visualiza.php?id_noticia=14
98&id_pagina=1. Acesso em 30 de novembro de 2010.
INSTITUTO PARANAENSE DE DESENVOLVIMENTO ECONÔMICO E SOCIAL.
Competitividade da Indústria paranaense: Uma análise Setorial: In: Análise
Conjuntural, Curitiba, 2004.
INSTITUTO PARANAENSE DE DESENVOLVIMENTO ECONÔMICO E SOCIAL.
Análise conjuntural, Curitiba, período de novembro a dezembro de 2007. p.32.
INSTITUTO PARANAENSE DE DESENVOLVIMENTO ECONÔMICO E SOCIAL.
Análise setorial, Curitiba, 2009.
INSTITUTO PARANAENSE DE DESENVOLVIMENTO ECONÔMICO E SOCIAL.
Análise conjuntural, Curitiba, 2010.
80
INTERNATIONAL TROPICAL TIMBER ORGANIZATION. International conference
on tropical plywood, Beijing, China, 26-28 Sept. 2005. Published by ITTO/FAO.
IWAKIRI, S; ANDRADE, A. S.; JUNIOR, A. A. C., et al. Produção de compensado
estrutural de Pinus Taeda, com utilização de papel impregnado com resina fenólica.
Revista Floresta e Ambiente, ago./dez. 2004. V. 11, n.1, p. 25 – 28.
KOEHLER, H. S. Estatística experimental, Curitiba: [s.n], Universidade Federal do
Paraná, 1994. 125p.
KOLLMANN, F. F. P.; KUENZI, E. W.; STAMM, A. J. Principles of Wood science
and technology, Berlin: Springer –Verlag, 1975. V.2, p. 154-283.
LEVINE, D. M.; BERENSON, M. L.; STEPHAN, D. Estatística: teoria e aplicações
(LTC – Livros técnicos e científicos S.A), 2008, 12 p.
LOPER, A. A.. Determinação da orientação estratégica do pólo moveleiro do
alto vale do rio negro-sc pela aplicação de métodos de análise multivariada,
Curitiba, 2007. Originalmente apresentada como dissertação de mestrado,
Universidade Federal do Paraná.
LOURENÇO. G. M. A indústria paranaense em 2006. (Análise Conjuntural), 2007.
v 29, n.01-02, p. 5 – 18.
MAGALHÃES, J. S. F.. Sistema variante para seleção de máquinas-ferramenta,
Curitiba, 2008. Originalmente apresentado como dissertação de mestrado,
Universidade Federal do Paraná.
MENDES, J. T. G. Economia agrícola, Curitiba: ZNT, 1998. 458p.
MICHANICKL, A. Market trends, challenges and opportunities for wood-based
panels. In: 5th European Wood-Based Panel Symposium. European Panel
Federation Europäischer Holzwerkstoffverband Europäischer Holzwerkstoffverband,
Universidade de Ciências Aplicadas de Rosenheim, 2006.
81
MINGOTI, S. A. Análise de dados através de métodos de estatística
multivariada, Minas Gera, editora UFMG, 2005. 297p.
MINISTÉRIO DO TRABALHO E EMPREGO - MTE. Acompanhamento mensal de
postos de trabalho (RAIS), Disponível em
<http://www.mte.gov.br/pdet/acesso/raisonline.asp>. Acesso em janeiro 2008.
MIYAZAKI, M. Forestry products and waste, New York: Gordon and Breach
Science Publishers (In: KITANI, O.; HALL, C.W. (Eds.) Biomass handbook), 1989. p.
160-170.
MOHANTY, R. P. & RASTOGI, S. C.. An action research approach to productivity
measurement. International Journal of Operations and Production Management,
1986. v.6, n.412, pp.47-61.
OLANDOSKI, D. P. Rendimento, resíduos e considerações sobre melhorias no
processo em indústrias de chapas compensadas, Curitiba, 2001. Originalmente
apresentado como dissertação de mestrado em Ciências Florestais, Universidade
Federal do Paraná.
ORGANIZAÇÃO DAS NAÇÕES UNIDAS PARA A AGRICULTURA E
ALIMENTAÇÃO. Estudio de tendencias y perspectivas del sector forestal en
américa latina (documento de trabajo: informe nacional brasil, perspectivas para
2020), ROMA, 2004.180 p.
PERRY, T. D.. Aircraft plywood and adhesives, Resinous Products C3 Chemical
Company, 2008.
PINUS LETTER. A fonte de conhecimento tecnológico acerca dos pinus para a
sociedade íbero-latino-americana. Disponível em http://www.celsofoelkel.com.br/pinusletter.html. Acesso em 25 de novembro de 2010.
POLZL, W. B. Eficiência produtiva e econômica do segmento industrial da
madeira compensada no estado do Paraná, Curitiba, 2002. Originalmente
apresentado como dissertação de Mestrado, Universidade Federal do Paraná.
82
POLZL, W. B.; POLZL, P. F. K. Estrutura de preço e custo nas empresas de madeira
compensada do Paraná. Revista de Economia (UFPR), 2005.
POLZL, W. B.; SANTOS, A. J. DOS; BERGER, R.; GRAÇA, L. R.; POLZL, P. F. K..
Eficiência econômica do segmento da madeira compensada no estado do Paraná.
Revista Floresta (Universidade Federal do Paraná), 2005.
POLZL, W. B.; SANTOS, A. J. dos.; JUNIOR, R. T.; POLZL, P. F. K.. Cadeia
produtiva do processamento mecânico da madeira - segmento da madeira serrada
no estado do Paraná. Revista Floresta, 2005.
POLZL, P. F. K.; POLZL, W. B; JUNIOR, R. T.; SANTOS, A. J. Eficiência produtiva
do segmento da madeira compensada no estado do Paraná. In: Congresso
Internacional de Administração - ADM, 2008.
POLZL, P. F. K.; RESENDE, L. M.; KOVALESKI, J. L.; POLZL, W. B.; JUNIOR, R. T.
Análise da produção e comercialização de produtos madeireiros no estado do
Paraná. Trabalho e gestão: tópicos em engenharia de produção, 1 edição, Ponta
Grossa, 2009. pg.105, 2009, 128p. ISBN: 978-85-7014-054-8.
POLZL, W. B.; POLZL, P. F. K.; SANTOS, A. J.; JUNIOR, R. T. Perfil produtivo das
empresas de madeira compensada no estado do Paraná. Revista Árvore, número 1
2010. vol. 34, PAG. 189-196.
POLZL, P. F. K.; HATAKEYAMA, K.; POLZL, W. B. Impact the glue (resin-phenol
formaldehyde) on the industrial costs in the pinus plywood mills. In: Congresso
Internacional de Administração – ADM, 2010.
PRATA, J. G. Desempenho de um sistema de qualidade em uma fábrica de
painéis compensados, Curitiba, 2006. Originalmente apresentada como
dissertação de mestrado, Universidade Federal do Paraná.
RICHARDSON, P. R.; GORDON, J. R.. Measuring total manufacturing
performance, Sloan Management Review, pp.47-58, winter, 1980.
83
RÖDER, H. Market trends, challenges and opportunities for wood-based
panels. In: 5th European Wood-Based Panel Symposium. European Panel
Federation Europäischer Holzwerkstoffverband Europäischer Holzwerkstoffverband,
2006.
ROTONDARO, G. R. Seis sigma, estratégia gerencial para a melhoria de
processos, produtos e serviços, São Paulo: Ed. Atlas, 2002. 375 p.
SABLOWSKI, A. R. M. Revista da Madeira, Ed n. 77, novembro de 2003.
SECRETARIA DE CIÊNCIA, TECNOLOGIA E ENSINO SUPERIOR. Estudo da
oferta e demanda por madeira no estado do Paraná (SETI), Curitiba, 2010.
SECRETARIA DE COMERCIO EXTERIOR. Sistema Alice, Disponível em: <http://
aliceweb.desenvolvimento.gov.br/default.asp>. Acesso em: fev. 2008.
SELMANY, Y. Analyse des flux physique de bois à l'interieur de la Filiére-Bois,
Nancy, 1993. 200 p. Originalmente apresentado como tese de doutorado - ENGREF.
SEVERIANO FILHO, C. Medição do desempenho de três linhas de fabricação
instaladas em ambientes de manufatura avançada utilizando o modelo saprov
(Gestão da. Produção), São Carlos, dez. 1998. vol.5 no.3.
SILVA, D. A. Avaliação da eficiência energética de uma indústria de painéis
compensados, Curitiba, 2001. 205f. Originalmente apresentado como tese de
doutorado em Ciências Florestais, Universidade Federal do Paraná.
SLACK N. et al. Administração da produção, São Paulo: Atlas, 1997. 725p.
SNEDOR, G. W. & COCHRAN, W. G. Statistical Methods, 7. Ed. Ames, The lowa
State University Press, 1980. 507 p.
84
SON, Y. A framework for modern manufacturing economics. International Journal
Of Production Research, v.29, 1991. n.12, pp.2483-2499.
SON, Y. An economic evaluation model for advanced manufacturing systems,
Auburn University, USA, 1987a. Originalmente apresentado como tese de
Doutorado.
85
APÊNDICE A – EQUIPAMENTOS DA LINHA DE PRODUÇÃO DO COMPENSADO
PLASTIFICADO
86
Fotografia 1 - PRÉ PRENSA – OPERAÇÃO ANTES DA PRENSAGEM.
Fonte: Autoria própria
Fotografia 2 - PRÉ PRENSA – TRILHOS DE DESLOCAMENTO DO FARDO DE LÂMINAS PARA
PRENSAGEM A FRIO.
Fonte: Autoria própria
87
Fotografia 3 - PRÉ PRENSA – VISÃO DO EQUIPAMENTO DESCARREGADO.
Fonte: Autoria própria
Fotografia 4 – PRENSA – PRENSAGEM DO COMPENSADO, PRENSA DE 15 VÃOS, MÁQUINAS
EM GERAL COM MAIS DE 15 ANOS DE USO.
Fonte: Autoria própria
88
Fotografia 5 – PRENSA – CARREGAMENTO DA PRENSA DURANTE O PROCESSO DE
PLACAGEM (COMPENSADO ENTRE CHAPAS DE AÇO).
Fonte: Autoria própria
Fotografia 6 – ESQUADREJADEIRA – MONTAGEM DE PEQUENAS PILHAS PARA POSTERIOR
CORTE DO COMPENSADO
Fonte: Autoria própria
89
Fotografia 7 - ESQUADREJADEIRA – VISÃO DE SAÍDA DOS PAINÉIS COMPENSADOS DA
MÁQUINA
Fonte: Autoria própria
Fotografia 8 - PAPEL IMPREGNADO COM RESINA FENÓLICA, A SER UTILIZADO SOBRE AS
DUAS FACES DE CADA PAINEL DE MADEIRA COMPENSADA PLASTIFICADA.
Fonte: Autoria própria
90
Fotografia 9 – CALIBRADOR – EM GERAL A MÁQUINA MAIS NOVA DAS LINHAS DE
PRODUÇÃO
Fonte: Autoria própria
Fotografia 10 – CALIBRADOR – PAINEL DE CONTROLE DIGITAL, ÓTIMO ACABAMENTO E
GRANDE PRODUTIVIDADE
Fonte: Autoria própria
Baixar