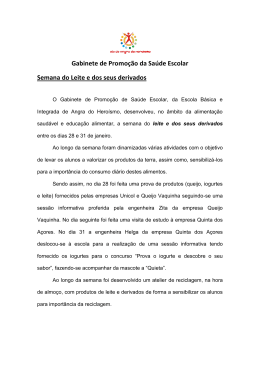
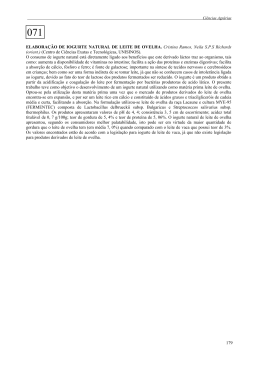
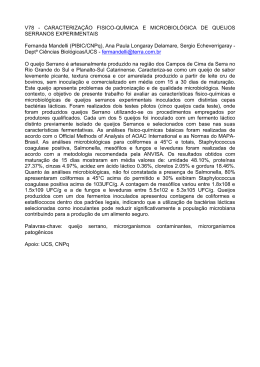
Tecnologia nos Lacticínios manual do consumidor tecnologia A tecnologia no sector dos lacticínios ocupa-se dos diferentes métodos que permitem a obtenção do leite e seus derivados, com as características de qualidade desejadas e em condições de percorrer todo o circuito, até ao consumidor final, nas necessárias condições higiénicas. A sua transformação vai desde a simples evaporação para obtenção do leite em pó até profundas alterações nos seus constituintes, como se verifica no caso do fabrico dos queijos. 1 2 tecnologia a ordenha a recolha A ordenha pode ser efectuada manual ou mecanicamente. O transporte do produtor à fábrica é feito em cisternas, que transportam o leite refrigerado, a uma temperatura não superior a 6 °C. Na ordenha manual, o ordenhador senta-se junto ao membro posterior direito do animal. Limpa com um pano toda a região do úbere e começa com suavidade a comprimir a base do teto, iniciando um ciclo de pressões a todo o comprimento, de cima para baixo. O primeiro jorro de leite não é recolhido, pois pode estar contaminado com microorganismos indesejáveis. O restante é recolhido num recipiente, sendo posteriormente vertido para um tanque refrigerado, onde fica a aguardar a respectiva recolha. Na ordenha mecânica, faz-se a lavagem dos tetos com uma solução desinfectante para controlo de doenças. Depois é acoplada a máquina de ordenha, a qual começa a fazer a sucção do leite, sendo este transportado por tubos até ao tanque onde sofre um arrefecimento, mantendo-se em condições refrigeradas até à sua recolha. tecnologia o controlo de qualidade e sua classificação Chegado à fábrica, o leite é sujeito a um controlo de qualidade em que é feita a sua caracterização, quer do ponto de vista físico-químico (gordura, proteína, pH), quer do ponto de vista microbiológico (células somáticas e contagens microbianas). Com base nestas análises é estabelecida a sua classificação (a qual serve de base ao respectivo pagamento do leite aos produtores) e é determinado o seu destino industrial. 3 os tratamentos prévios: a termização e a normalização Quando o leite chega à fábrica e não é possível processá-lo de imediato, e por forma a serem evitadas perdas de qualidade, é refrigerado ou, preferivelmente, é submetido a um processo de termização. A termização é um processo no qual o leite é aquecido no mínimo a 65 °C durante 15 segundos, seguido de um arrefecimento a 4 °C. O leite é sujeito, de seguida, à chamada normalização, com o objectivo de corrigir o teor de gordura, de modo a adequar as características do leite com o tipo de transformação a que irá ser submetido. Assim, uma vez determinado o teor em gordura do leite, o leite é parcialmente desnatado sendo seguidamente adicionada uma determinada quantidade de nata, visando acertar o teor de gordura nos os intervalos pretendidos. O leite, após a normalização, aguarda o seu processamento / transformação em tanques de armazenamento refrigerados. 4 tecnologia o leite o tratamento pelo calor O leite para consumo público sofre geralmente um dos seguintes processos: pasteurização ou ultrapasteurização (UHT). Os tratamentos pelo calor no processamento do leite são aplicados com uma dupla finalidade: Garantir a respectiva segurança alimentar, isto é, garantir que o leite ou seus derivados sejam seguros para o consumo humano, pela destruição de todas as bactérias que poderiam ser nocivas ao Homem. Garantir a conservação, isto é, melhorar as características de conservação de qualidade pela destruição de alguns químicos indesejáveis e de bactérias de deterioração. O tratamento pelo calor baseia-se na exposição do leite a uma determinada temperatura durante um certo período de tempo. A temperatura e tempo a que o leite vai estar sujeito a este processamento térmico é de modo a que se destruam os microorganismos indesejáveis e não haja diminuição significativa das vitaminas e outros nutrientes sensíveis ao calor. tecnologia 5 o leite pasteurizado o leite ultra-pasteurizado - UHT O processo de pasteurização deve-se, tal como o nome indica, a Louis Pasteur, que constatou que os organismos de deterioração do vinho podiam ser destruídos pela aplicação de altas temperaturas, inferiores ao ponto de fervura. Esse processo foi depois aplicado ao leite e continua a ser uma das operações mais importantes no seu processamento. O leite ultra-pasteurizado é mais conhecido por leite UHT, iniciais da designação inglesa Ultra High Temperature, o que significa leite tratado a uma temperatura extremamente elevada. Neste processo, o leite é submetido a um aquecimento a uma temperatura de 135 °C a 150 °C entre 2 a 8 segundos, assegurando-se a destruição de todos os microorganismos. O enchimento é feito posteriormente num ambiente livre de contaminações e em embalagens já descontaminadas. Este método assegura níveis de qualidade elevados. O leite UHT é o mais utilizado pelos consumidores portugueses. Dos vários métodos de pasteurização existentes destaca-se o método HTST, ou seja High Temperature Short Time, que se efectua a temperaturas elevadas por períodos curtos de tempo (72 °C durante 15 segundos). De forma esquemática é seguidamente apresentado o processamento do leite UHT: 1 Leite Água Leite esterilizado Outro método utilizado envolve temperaturas mais baixas e tempos bastante mais longos (63 °C durante 30 minutos). A pasteurização é um tratamento térmico suave, eliminando parte mas não todos microorganismos presentes no alimento; consequentemente, o manuseamento e armazenamento têm de ser feitos sob condições de refrigeração que minimizem o desenvolvimento microbiano. O leite pasteurizado tem vindo a perder popularidade junto dos consumidores portugueses, essencialmente, pelo seu prazo de validade mais curto, em especial quando confrontado com os restantes tipos de leite oferecidos no mercado. Vapor 2 3 4 5 Água 1 - Depósito Asséptico, 2 - Painel de Comando, 3 - Permutador de Calor, 4 - Homogenizador, 5 - Esterilização As principais fases desse processamento são: Eliminação das impurezas do leite por centrifugação; este passo, comum ao processo de pasteurização, assegura que quaisquer impurezas que o leite contenha sejam eliminadas. 6 tecnologia a embalagem Aquecimento uniforme do leite a 135 °C durante pelo menos 2 segundos, onde ocorre a já referida destruição dos microorganismos. Homogeneização anterior ou posterior ao aquecimento: a homogeneização tem como objectivo desintegrar e dividir finamente os glóbulos de gordura no leite, para que a mesma fique homogeneamente dividida. Deste modo, evita-se que a gordura ascenda à superfície devido ao seu menor peso. Arrefecimento imediato até à temperatura de enchimento, (24 °C a 26 °C) e enchimento das embalagens em condições assépticas, isto é, livres de quaisquer contaminações. O enchimento efectua-se conforme o esquema seguinte: Banho de H2O2 Selagem Térmica Tubo de enchimento Rolo de Embalagem Produto acabado O leite ultra-pasteurizado é normalmente acondicionado em pacotes de cartão complexo, constituídos por várias camadas, entre as quais uma folha de alumínio que confere protecção à luz e ao oxigénio do ar. tecnologia 7 o transporte a comercialização O transporte do leite pasteurizado deve ser feito em condições refrigeradas, a uma temperatura entre 0 °C e 6 °C. O transporte do leite UHT não implica a utilização de viaturas refrigeradas, havendo no entanto que tomar precauções quanto à temperatura, especialmente nos dias mais quentes. O leite pasteurizado deve encontrar-se no ponto de venda sob condições refrigeradas, (de 0 °C a 6 °C), enquanto o leite UHT pode encontrar-se exposto à temperatura ambiente. O tempo de conservação do leite pasteurizado é de poucos dias, enquanto o do leite UHT pode atingir vários meses. 8 tecnologia o queijo O homem faz queijo desde tempos ancestrais. De acordo com a mitologia grega, Polifemus, o ciclope que aprisionou Ulisses na Odisseia, foi o primeiro, fabricante de queijo. Aristóteles e Dioscoridios deixaram-nos as primeiras receitas de produção de queijo, fazendo referência à utilização da seiva branca da figueira e dos próprios figos como agente coagulante do leite. Os queijos são classificados segundo vários critérios, destacando-se os seguintes: - o tipo do leite (de vaca, ovelha, cabra ou mistura); - a percentagem de gordura (gordo, meio gordo ou magro); - a cura (frescos, secos ou curados); - a consistência (pasta mole, pasta semidura, pasta dura, etc). O queijo é um produto fresco ou curado, de consistência variável, obtido por coagulação e por expulsão do soro do leite. O queijo é constituído principalmente por proteína (a caseína), água, gordura e sais em quantidades diversas, conforme o tipo respectivo. Trata-se de um alimento muito nutritivo, sendo o seu valor determinado pela qualidade do leite utilizado e pelo processo de fabrico, tendo a cura, geralmente, pouco impacto no conteúdo nutritivo. O fabrico do queijo envolve um conjunto de passos comuns a todos os tipos de produto final obtido. O calor, o pH, o coalho e as bactérias desempenham um papel importante, individualmente ou em conjunto, para a transformação num produto fresco ou curado de qualidade. Além dos passos comuns ao fabrico de todos os queijos, refira-se que certas variedades exigem tratamentos particulares; por exemplo, certos queijos só se fabricam com leite crú, pois a pasteurização altera-os completamente. Refira-se no entanto, tratar-se dum número muito reduzido de queijos. No caso do queijo fresco, o leite tem obrigatoriamente que ser previamente pasteurizado. De seguida, apresentam-se as principais etapas no fabrico dos queijos. tecnologia 9 a coagulação o corte A coagulação traduz-se na separação da principal proteína do leite, a caseína, dos restantes constituintes do leite, dando origem, por um lado, a uma massa sólida a que se chama primeiro coalhada e depois queijo, e por outro lado, a um líquido a que se chama soro. A coalhada, depois de ter alcançado a firmeza requerida, é cortada e aquecida para a fazer contrair e expulsar o primeiro soro, o qual escorre, ficando então na cuba só a coalhada. A partir do primeiro soro é possível fabricar requeijão. Este fenómeno pode ser provocado pela adição de coalho ou de uma mistura de bactérias, que exercem sobre o leite uma acção de natureza química, provocando a coagulação da caseína. O coalho é um dos ingredientes mais importantes no fabrico do queijo, sem o qual a maioria dos queijos não poderia ser fabricada. O coalho é um conjunto de compostos protéicos naturais, que têm a propriedade de alterar as proteínas do leite e transformá-las na denominada coalhada. A acção do coalho não fica por aqui, já que vai também exercer uma actividade importante durante a cura fazendo a quebra de algumas proteínas, contribuindo para a definição da textura e do sabor, reforçando a importância da respectiva qualidade. Comercialmente existem dois tipos de coalho: líquido ou em pó. A diferença entre os coalhos comerciais é a chamada força, isto quer dizer, o poder coagulante. No entanto, este poder coagulante depende igualmente das propriedades físico-químicas, e de outros parâmetros ligados à qualidade do leite. O corte é geralmente feito por umas facas especiais chamadas liras, umas horizontais e outras verticais, de tal modo que após a sua utilização a coalhada encontra-se dividida em fragmentos. Terminado o corte, a coalhada entra em repouso durante algum tempo, para a libertação do segundo soro das partículas de coalhada. Após esse repouso, é feito o escoamento do soro, o qual passa por um peneiro poroso colocado na saída da cuba, sendo a coalhada pressionada para uma remoção mais efectiva do soro. 10 tecnologia a moldagem e a prensagem a salga Uma vez retirada da cuba, a massa coalhada é cortada à mão ou mecanicamente, e colocada em moldes para dar ao queijo a sua forma final. A salga destina-se a evitar que o queijo se deteriore e, em simultâneo, a transmitir o sabor final. Existem vários métodos de salga, tais como: na massa, em salmoura, directa e mista. A prensagem vai apertar a textura da massa expulsando mais soro. A intensidade e a duração da prensagem são factores a considerar, consoante a variedade do queijo. A prensagem pode ser feita por mera colocação de pesos ou por um processo pneumático. As pressões aplicadas são menos intensas no caso de queijos mais brandos e, em alguns casos, não se aplica mesmo prensagem, deixando que o peso do queijo no molde actue como prensa. No processo da salga na massa, a mistura de sal é feita na massa antes de ser colocada nos moldes. Por sua vez em salmoura, o queijo é imerso numa solução salina e incorpora rapidamente o sal. Na salga directa, o queijo é coberto com grãos de sal e a absorção do sal decorre lentamente, enquanto que na mista o queijo é primeiro mergulhado em salmoura e depois coberto com sal sólido. Dos processos acima referidos, o mais comum é o que passa pela imersão em salmoura. tecnologia 11 a cura a embalagem Uma vez terminado o processo de salga, o queijo é transferido para câmaras de cura. Aqui desenvolvemse os processos de fermentação que transmitem o aroma, sabor e textura final ao queijo. Todo este processo de transformação protéica e de gordura está a cargo dos microrganismos do queijo e ainda das enzimas do leite fresco e do coalho. A embalagem dos queijos difere de acordo com a sua consistência. Grande parte dos queijos frescos não é embalada, sendo geralmente comercializados em anéis ou pequenos tabuleiros plásticos. Os queijos de pasta mole continuam o seu processo e maturação durante a comercialização pelo que pode ser utilizado um filme que permita trocas gasosas. As câmaras de cura devem ter condições de temperatura, humidade e ventilação controladas de acordo com a variedade de queijo a produzir. O tempo de permanência dos queijos nestas câmaras varia igualmente de acordo com o respectivo tipo e pode ir desde algumas semanas a períodos superiores a um ano. No caso dos queijos de pasta dura, a embalagem consiste geralmente num revestimento com cera e num filme plástico ou de celofane. Quando o queijo é comercializado em porções, é normalmente utilizada a embalagem a vácuo. 12 tecnologia o transporte a comercialização O queijo fresco deve ser transportado em viaturas refrigeradas, a uma temperatura máxima de 4 °C. No caso de queijos de pasta mole, a temperatura de transporte deverá ser inferior a 6 °C e nos de pasta dura não poderá ultrapassar os 10 °C. No ponto de venda, o queijo fresco deverá encontrar-se a uma temperatura entre 0 °C e 6 °C, enquanto o curado poderá estar entre 0 °C e 10 °C. O tempo de conservação do queijo é muito variável, desde alguns dias no caso dos queijos frescos, até alguns anos no caso dos queijos de cura longa ou extralonga. tecnologia 13 o iogurte tratamentos do leite Ninguém sabe exactamente quando e onde surgiram os primeiros iogurtes. Supõe-se, no entanto, ter sido na Mesopotâmia, cerca de 5000 a.c., quando leite de cabra armazenado num cabaço, sob condições favoráveis de temperatura, deteriorou-se, dando origem ao iogurte. Alguém teve a coragem de provar… e gostou. O leite é aquecido até à temperatura de incubação, a qual poderá ser de 40 a 45 °C (fermentação rápida 2h30m a 3 horas) ou 30 °C (fermentação lenta - 18 horas). Este é o leite que vai servir de base ao fabrico dos diversos tipos de iogurte. É a partir desta fase do processo que cada tipo de iogurte sofre um tratamento diferente. Vejamos os procedimentos de fabrico dos 3 tipos básicos de iogurte. O iogurte é um leite fermentado com uma textura suave e levemente ácido. Existem 3 tipos básicos de iogurte: sólido, batido e líquido. Quanto à composição, cada um destes tipos divide-se em iogurte natural, com aromas, com polpas ou com pedaços. A forma de produzir iogurte pode variar de unidade industrial para unidade industrial; no entanto, todas seguem basicamente o conjunto de procedimentos que se descrevem em seguida. 14 tecnologia iogurte sólido iogurte batido O leite é transportado para um tanque intermediário, onde é adicionada a cultura de microorganismos. A seguir adicionam-se os aromas, corantes e restantes ingredientes, conforme as características desejadas para o produto final. No caso de iogurtes com pedaços de fruta, estes já se devem encontrar nas embalagens antes de ser feito o enchimento. As embalagens são seguidamente seladas. Segue-se a incubação, onde os iogurtes ficam em repouso durante algumas horas, conforme a fermentação, numa câmara aquecida de modo a que os microorganismos inoculados se possam desenvolver e produzir as modificações desejadas. Neste processo, o leite pré-tratado é arrefecido até à temperatura de incubação e introduzido em tanques herméticos, onde se adicionam os microorganismos. Estes fermentadores estão munidos de agitação e a temperatura dentro do tanque é mantida constante entre 40 a 45 °C. A mistura apresenta-se homogénea devido ao sistema de agitação. Terminada a fermentação é feito o arrefecimento. O iogurte é depois mantido por um período de tempo em tanques intermediários, onde é batido e depois misturado com os aromas e/ou pedaços de fruta. Passa à linha de enchimento, sendo depois armazenado em câmaras frigoríficas. Todo o processo de batimento melhora o produto, tornando-o mais suave e cremoso, com aroma e sabor mais acentuado e com uma cor mais intensa. Leite pré-tratado Terminada a fermentação e atingido o nível de acidez desejado é necessário arrefecer os iogurtes para diminuir a actividade das bactérias. Os iogurtes são depois mantidos a uma temperatura inferior a 5 °C até serem distribuídos. 2 1 3 6 5 4 1 - Cultura de arranque, 2 - Fermentadores, 3 - Arrefecimento, 4 - Tanques Intermédios, 5 - Adição de Frutas ou Aromas, 6 - Enchimento tecnologia 15 iogurte líquido a embalagem O processo de fabrico deste iogurte é em tudo idêntico ao do iogurte batido. A única diferença consiste no facto de, neste caso, ser usado um leite não concentrado, ou seja, um leite mais líquido. Os iogurtes sólidos e batidos são normalmente acondicionados em copos plásticos ou em copos de vidro fechados com um selo de alumínio revestido. Por esta razão, o aspecto final do iogurte é o de uma bebida praticamente líquida e não uma massa mais consistente, a exemplo do que acontece com o iogurte tradicional. De referir que, neste tipo de iogurte, não é habitual adicionar-se pedaços de fruta, mas somente aroma ou polpa, já que se destina a ser bebido. Os iogurtes líquidos são geralmente acondicionados em garrafas plásticas, fechadas com um selo de alumínio ou com uma tampa plástica. 16 tecnologia o transporte a comercialização A refrigeração durante a distribuição é essencial, para evitar o crescimento dos microorganismos que tenham resistido ao tratamento térmico e também para evitar a mudança da cor da fruta devido à acidez. O transporte deve ser efectuado em condições tais que a temperatura máxima do iogurte não ultrapasse os 8 °C no transporte longo e os 10 °C na distribuição local. O iogurte, no ponto de venda, deve estar em expositores refrigerados, a uma temperatura de 0 e 6 °C. O seu tempo de conservação pode variar de acordo com as técnicas e cuidados usados no seu fabrico. A data limite normalmente aconselhada é de 28 dias.
Baixar