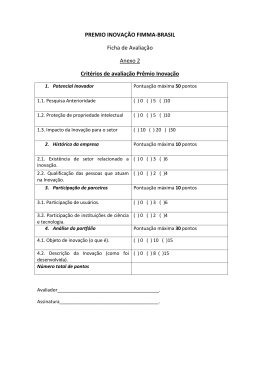
13 1. INTRODUÇÃO As mudanças nos hábitos alimentares juntamente com o crescimento e desenvolvimento de unidades de alimentação e nutrição causaram modificações significativas no estilo de vida das pessoas (AKUTSU et al, 2005). Atualmente, a população come cada vez mais fora do ambiente familiar, um dos fatores condicionantes é o crescimento das cidades que fazem com que as distâncias entre “casa/trabalho” e “trabalho/casa” sejam maiores, como também, o poder aquisitivo das pessoas é maior em relação aos anos anteriores. Sendo assim, comer fora de casa tornou-se um hábito devido ao maior tempo dedicado ao trabalho (PINCHELLI et al, 2007). Com aumento da necessidade de comer fora de casa os estabelecimentos comerciais começaram a investir mais em melhorias de processo e de produto, o que requer balanceamento e integração dos sistemas técnicos e sociais. Isso conduz à necessidade de atuação em diferentes áreas e à consideração de aspectos como habilidades e motivação (HARRISON, 2000). E devido a este propósito motivacional de melhoria continua na qualidade de seus produtos e no atendimento aos seus clientes, que a YAKISPETO BAR E RESTAURANTE iniciou suas atividades no ano de 2008, e há cinco anos vem criando produtos de alta qualidade visando à satisfação de seus clientes. Logo, para se obter um melhor aproveitamento de suas atividades, será proposta uma readequação e análise de um novo layout da cozinha deste restaurante, utilizando técnicas ergonômicas. De que modo o planejamento do arranjo físico influência no fluxo de materiais? Os equipamentos são adequados ao ponto de vista ergonômico? 14 2. OBJETIVOS 2.1. OBJETIVO GERAL Estudar o espaço físico da área produtiva atual de um restaurante de pequeno porte, analisando uma proposta de novo layout, assim como, melhorias ergonômicas. 2.2 OBJETIVOS ESPECÍFICOS Segue abaixo os principais objetivos específicos destacados neste projeto: Procurar na literatura ferramentas e métodos tanto ergonômicos quanto de arranjo físico; Levantar o fluxo de materiais; Definir a disposição do processo atual, identificando seus responsáveis; Aplicar o questionário ergonômico; Melhorar a disposição das bancadas, dos equipamentos e dos produtos armazenados, levando em consideração aspectos ergonômicos e se os mesmos encontram-se adequados as normas brasileiras; Propor um novo layout. 15 3. JUSTIFICATIVA DA PESQUISA Atualmente a empresa estudada apresenta uma sobrecarga de seus colaboradores principalmente nos dias de maior fluxo de clientes que são os finais de semana. É de extrema importância a dedicação em manter seu processo funcionando em ordem, para que sejam atendidas as demandas. E o uso eficiente do ambiente de trabalho pode ser fruto através do planejamento do arranjo físico, que segundo Slack; Chambers; Johnston (2002), significa organizar a localização de todas as máquinas, utilidades, estações de trabalho, áreas de atendimento, áreas de armazenamento de materiais, corredores, banheiros, refeitórios e ainda padrões de fluxo de materiais e pessoas. Onde o estudo de arranjo físico não significa somente o estudo de layout, como também, das estações de trabalho que estão diretamente relacionadas com o estudo ergonômico. Desta forma, a empresa não se preocupa somente em elevar o nível de satisfação de si própria, como também, de seus clientes, uma vez que, os produtos passarão a ter maior qualidade com uma resposta mais rápida à essa demanda respeitando o meio externo e interno. Este estudo é voltado para contribuir para o meio acadêmico, uma vez que se pode abordar várias temáticas como, a análise de um arranjo físico, abordagens ergonômicas e processos. 16 4. PROCEDIMENTOS METODOLOGICOS 4.1. TIPO E DELINEAMENTO DA PESQUISA A pesquisa será do tipo estudo de caso, aplicado em um restaurante de caráter exploratório a fim de analisar a ampliação do arranjo físico da cozinha do restaurante. Serão identificados os processos e seus responsáveis para tomar conhecimento das deficiências na busca de um arranjo físico mais produtivo. A coleta de dados será feita através de técnicas realizadas manualmente in loco, como também por meio de entrevistas com perguntas aos responsáveis da empresa e aos seus funcionários. Sendo realizada uma análise e tratamento dos dados obtidos para que se possa propor as práticas de layout e ergonomia a fim de otimizar o processo produtivo da empresa. 4.2. EXECUÇÃO DO PROJETO O trabalho terá duração de 10 (dez) meses, no período de Fevereiro a Novembro do ano de 2013. O trabalho será executado em tarefas. As tarefas seguem os objetivos específicos do projeto sendo definidas como: - Realizar o diagnóstico dos fluxos de recursos atuais: Nesta etapa serão analisados os fluxos dentro da planta do restaurante tanto de pessoas como de mercadorias e insumos. - Determinar indicadores de produtividade para avaliação do layout atual; - Criar propostas de layout baseadas nas restrições e nos níveis de afinidades dos processos - Validar a proposta selecionada por meio de comparação entre indicadores dos layouts atual e potencial; - Avaliar os resultados obtidos com o trabalho. 4.3. PROCEDIMENTOS DE COLETA DE DADOS Foram realizadas visitas ao restaurante para coleta das informações sobre fluxo de funcionários, fluxo de mercadorias, fluxo de clientes, condições de uso dos equipamentos, através do uso de técnicas como entrevista com os responsáveis pela empresa etambém com 17 seus funcionários operacionais, tomando conhecimento das funções de cada etapa do processo produtivo. Foram realizadas análises ergonômicas para que se possa tomar conhecimento das deficiências e dificuldades que são enfrentadas na rotina de trabalho quanto à movimentação, armazenagem de materiais, manuseio de equipamentos, entre outras informações que forem pertinentes ao objetivo do projeto. Os sujeitos da pesquisa serão o proprietário e o chef de cozinha da área de produção. De acordo com a Figura 1 projetada pelo Auto CAD (Programa de Desenho Assistido por Computador), pode-se observar o arranjo físico somente da área produtiva (cozinha) do restaurante, sendo possível identificar o dimensionamento do ambiente, seus compartimentos, buscando identificar as deficiências e as dificuldades dos processos e de seus responsáveis na busca de um arranjo físico mais produtivo e eficiente. A área deve estar compatível com o número de funcionários para que não prejudique a circulação, e a capacidade de armazenamento também deve ser compatível com inventario real de insumos e produtos estocados. Figura 1: Planta baixa da área produtiva do restaurante Yakispeto, com seus respectivos equipamentos, bancadas e materiais de trabalho. Fonte: Dados da pesquisa 18 A área deve estar compatível com o número de funcionários para que não prejudique a circulação, e a capacidade de armazenamento também deve ser compatível com o inventário real de insumos e produtos estocados. Nesta etapa pode-se tomar conhecimento dos materiais que fazem parte do espaço físico da área de produção do restaurante, como por exemplo, as bancadas onde serão manipulados os alimentos, os equipamentos que serão utilizados na produção que são os fogões industriais, freezers, os tachos que são utilizados no preparo de alguns alimentos, etc. Estes equipamentos, bancadas e os demais materiais de trabalho que se encontram no ambiente devem estar dentro dos parâmetros impostos pelas normas de ergonomia para que não venham a ocorrer futuras doenças como LER’s (Lesão por esforço Repetitivo) ou DORT’s (Doenças Osteomoleculares Relacionadas ao Trabalho). 19 5. REFERÊNCIAL TEÓRICO 5.1 ARRANJO FÍSICO Dentre as disciplinas associadas ao projeto de um sistema de produção, destaca-se o projeto de arranjo físico (plant layout design), definido como o conjunto de atividades envolvidas na localização de departamentos de fabricação, linhas de produção, centros de trabalho, máquinas e funções auxiliares (ferramenta, manutenção, etc.) e na definição de rotas e meios de movimentação apropriados (MENIPAZ, 1984). Para Rocha (2011 apud Muther (1986) e Slack, Chambers e Johnson (2002)), o arranjo físico ou layout pode ser definido como o estudo do posicionamento relativo dos recursos produtivos, homens, máquinas e materiais, ou seja, é a combinação dos diversos equipamentos/máquinas, áreas ou atividades funcionais dispostas adequadamente. Decidisse onde colocar todas as instalações, máquinas equipamentos e pessoal da produção, preocupando-se com o posicionamento físico dos recursos de transformação, determinando a forma e a aparência desta unidade produtiva, e também o fluxo dos recursos transformados através das operações. Segundo Steverson (2001), o arranjo físico é considerado como uma configuração de departamentos, de centros de trabalho e de instalação de equipamentos como ênfase na otimização da movimentação, e elementos e componentes nos quais se aplica no trabalho. O arranjo físico de uma operação produtiva é a disposição física dos vários recursos produtivos utilizados para a produção de um bem ou serviço, tais como máquinas, equipamentos, instalações e pessoal (PISKE, 2008). Um bom arranjo físico é de extrema importância para a estratégia de operação, onde um projeto bem planejado e elaborado de um layout é capaz de alcançar e alavancar desempenhos competitivos esperados. Segundo Moreira (1998), planejar o arranjo físico significa tomar decisões sobre a forma de como será planejado os centros de trabalho. De acordo com Leite; Diniz, (2006), planejar previamente o arranjo físico de forma adequada possibilita que todas as atividades se integrem de forma coerente, permitindo uma sequência lógica, evitando a geração de desperdícios, bem como prevendo e facilitando possíveis mudanças futuras. Na literatura, podem ser encontrados diversos tipos de arranjos físicos, cada qual com suas vantagens, aplicações e formas. No entanto, a grande maioria é derivada de quatro tipos 20 básicos ou uma combinação dos mesmos: arranjo físico posicional, arranjo físico por processo, arranjo físico celular e arranjo físico por produto (SILVA, 2008). Segundo Piske (2008), é necessário que seja definido o arranjo mais adequado de homens, equipamentos e materiais sobre uma determinada área física, dispondo esses elementos de forma a minimizar os transportes, eliminar os pontos críticos da produção e suprimir as demoras desnecessárias entre várias atividades. A partir dai dá-se inicio a fase de elaboração do layout ou arranjo físico das instalações da empresa, onde se estabelece a posição relativa entre diversas áreas. Para Peinado; Graeml, (2007), os modelos de fluxo e as inter-relações entre as diversas áreas são visualizadas, tendo-se a noção clara do fluxo industrial, desde a entrada da matéria-prima até a saída do produto. Depois pode-se definir claramente a localização de cada máquina, cada posto de trabalho, ou seja, definir o arranjo físico nada mais é do que decidir o local em que irão ser alocados: instalações, máquinas, equipamentos, insumos, matéria-prima e pessoal da produção. De acordo com Slack, Chambers e Johnson (2002), o planejamento de um arranjo físico é recomendável a qualquer empresa, seja grande ou pequena, pois, com ele pode-se obter resultados surpreendentes, tanto na redução de custos de operação quanto no aumento da produtividade e eficiência, pois o mesmo visa o planejamento e integração dos caminhos dos componentes de um produto ou serviço, a fim de a se obter a eficácia do relacionamento do pessoal e da economia de equipamentos e materiais que se movimentam. Este planejamento é de fundamental importância no caso de implantação de uma nova empresa, enquanto que naquelas já montadas, se faz necessário uma mudança no processo de produção ou no fluxo do serviços, introdução de novos produtos ou serviços, a necessidade de redução de custos, a expansão de uma seção, em suma, necessitam de uma modificação no arranjo, podendo servir este estudo do layout para fábricas em geral, escritórios, lojas, supermercados, bancos, etc. 5.1.1. Limitações de arranjo físico De certo modo Silva (2008) cita que, o problema do arranjo físico é essencialmente dinâmico, uma vez que, busca integrar material, mão de obra e equipamento, portanto, a modificação inadequada de qualquer um destes setores, pode deixar sérias falhas tornando-o inadequado. Dessa forma, é de suma importância que o setor responsável pelo arranjo físico possua um sistema de informação adequado que forneça com a devida antecedência as 21 alterações a serem verificadas. Devem ser questionados os seguintes itens para verificar se um layout necessita ou não de alterações, Para Moreira (1998), é importante verificar se novos produtos ou novos serviços estão sendo projetados, pois, há o risco de obsolescência, se estes novos produtos exigirão modificações no método de trabalho, no fluxo de materiais ou equipamentos empregados, verificar se existirão outras áreas novas de estocagem, se haverá corte de pessoal e/ou paradas de equipamentos e diminuição de movimentação de materiais. Segundo Steverson (2001), quando se trata de demanda, é necessário avaliar se a produção atual está conseguindo suprir as estimativas dessa variação de vendas, analisar se os equipamentos de transporte e manuseio são adequados e suficientes para atender essa variação de demanda.Este ambiente de trabalho precisa ser harmônico, ergonômico, no que se diz respeito aos fatores naturais, como por exemplo, as condições de iluminação, ventilação, temperatura, ruídos, umidade do ar para que seja o mínimo satisfatório e adequado para se atingir bons resultados. Segundo Leite; Diniz, (2006), muitas vezes existem excessos de material ao lado das máquinas tornando a área inadequada para o trabalho dificultando a operação, há também áreas que comportam apenas um equipamento, onde na verdade existem dois. Todos estes fatores consistem em condições inseguras dentro do arranjo físico. 5.2. TIPOS DE ARRANJO FÍSICO 5.2.1 Arranjo físico posicional Conhecida também como arranjo fixo, por posição fixa ou Project shop, e aquele onde o produto ou o material a ser transformado, permanece parado em uma determinada posição e os recursos de transformação se deslocam ao seu redor, executando as operações necessárias (Figura 2). Este tipo de arranjo físico é caracterizado quando o produto final fica estacionário, enquanto equipamento, maquinário e pessoas movem-se ao redor dele. A razão pela qual o produto final permanecer fixado somente em um local pode ser justificada por ele ser muito grande para ser movido, ou até por ser ou estar em um estado muito delicado para ser movido. É o caso da fabricação de navios, turbinas, pontes rolantes, grandes transformadores elétricos e outros produtos de grandes dimensões físicas, cirurgias, tratamento dentário, trabalhos artesanais (RIBEIRO, 2011). 22 Segundo Slack, Chambers e Johnson (2002), acrescentam ainda que o planejamento e o controle do projeto devem ser bem executados, a fim de se evitar a falta de espaço para alocar equipamentos ou materiais que tiveram seus prazos de utilização mal estimados, evitando se assim a movimentação desnecessária entre lugares temporários e os lugares ideais destinados para sua utilização. Figura 2: Diagrama de um Arranjo Físico Posicional Fonte: Adaptado por Castro (2000) 5.2.2. Arranjo físico por processo Para Slack, Chambers e Johnson (2002), comenta que este arranjo agrupa em uma mesma área, todos os processos e equipamentos do mesmo tipo e função, por isso é conhecido também como arranjo funcional. Ele pode agrupar em uma mesma área, operações e montagens semelhantes. Os materiais e produtos se deslocam procurando os diferentes processos de cada área necessária. É um arranjo facilmente encontrado em prestadores de serviço e organizações do tipo comercial, como por exemplo: Hospitais, Serviços de confecções de moldes e ferramentas, Lojas comerciais, etc. Segundo Piske, (2008), é natural que cada tipo de arranjo físico apresente conveniências e inconveniências que vão variar de acordo com o tipo de produto (bem + serviço) que se pretende produzir. As principais vantagens do arranjo físico por processo são: grande flexibilidade para atender a mudanças de mercado, de uma maneira geral, desconsiderando problemas de balanceamento e eventuais gargalos para alterar o processo de fabricação. No caso de se adotar o layout por processo, basta alterar o fluxo a ser seguido que o produto perfaz durante sua fabricação. Bom nível de motivação: geralmente este arranjo exige de mão de obra especializada e qualificada. Slack, Chambers e Johnson (2002), reafirma que quando os produtos são únicos, não existe produção repetitiva contribuindo para a redução da monotonia e, consequentemente, do tédio no trabalho. Atende a produtos diversificados em quantidades variáveis ao mesmo tempo: este tipo de arranjo permite que mais de um tipo e modelo de produto possa ser fabricado simultaneamente. Enquanto um produto está passando por um processo em determinado local, é possível que outro produto diferente esteja recebendo um outro processamento, na mesma planta fabril. Maior margem do produto: na verdade, a maior 23 margem de contribuição não advém do tipo de arranjo físico, e sim do tipo de produto, de maior valor agregado, que, geralmente, se produz neste tipo de arranjo. A Figura 3 ilustra um exemplo de Layout por processo. Figura 3: Exemplo de Layout por Processo Fonte: Adaptado de Groover (1987) 5.2.3. Arranjo físico celular Neste tipo de arranjo o material em processo é direcionado para operação onde ocorrerão várias etapas de seu processamento. A célula concentra todos os recursos necessários para isso e pode ter os seus equipamentos organizados por produto ou por processo. Com a célula procura-se confinar os fluxos (movimentação de materiais) a uma área específica, reduzindo assim os efeitos negativos de fluxos intensos através de longas distâncias (LEITE; DINIZ, 2006). A Figura 4 mostra um exemplo de arranjo físico celular. Nesse arranjo todos os processos são colocados juntos, onde neste arranjo é possível agrupar na mesma área operações e montagens similares. Logo, é um tipo de arranjo flexível, que é capaz de atender as mudanças necessárias do mercado e apresenta um fluxo longo dentro da fábrica. Nesse formato os recursos transformados que entram na operação, são préselecionados (ou pré selecionam a si próprios) para movimentarem-se para uma parte específica da operação (ou célula) onde encontram todos os recursos transformadores necessários a atender suas necessidades imediatas de processamento (SLACK; CHAMBERS; JOHNSTON, 2002). 24 Figura 4: Exemplo de Arranjo Físico Celular Fonte: Adaptado Osiran Lima 5.2.4. Arranjo físico por produto No arranjo físico por produto, as máquinas, os equipamentos ou as estações de trabalho são colocados de acordo com a sequência de montagem, sem caminhos alternativos para o fluxo produtivo. O material percorre um caminho previamente determinado dentro do processo. Este arranjo permite obter um fluxo rápido na fabricação de produtos padronizados, que exige operações de montagem ou produção sempre iguais. Neste tipo de arranjo, o custo fixo da organização costuma ser alto, mas o custo variável por produto produzido é geralmente baixo. Isto faz do arranjo físico por produto, um arranjo de elevado grau de alavancagem operacional (AGUIAR; PEINADO; GRAEML, 2007). A sequência de atividades a serem realizadas para transformar os produtos, informações ou clientes é muito clara tornando-o relativamente fácil de controla, é utilizado em produtos de produção em massa, nos quais é mais barato deslocar o produto do que as máquinas e, ainda, o fluxo é muito claro e previsível. (PISKE, 2008). Neste tipo de arranjo há uma menor flexibilidade quanto a mudanças dos produtos, os funcionários e maquinas possuem tarefa especifica e a pouca formação nos estoques em processo, este arranjo é acomodado para poucos projetos de produtos, pois permitem um fluxo linear dos materiais. Dentre as vantagens deste tipo de arranjo físico destacam-se a possibilidade de produção em massa com grande produtividade, carga de máquina e consumo de material 25 constante ao longo da linha de produção, controle de produtividade mais fácil e as desvantagens seria o alto investimento em máquinas, costuma gerar tédio nos operadores, falta de flexibilidade da própria linha, fragilidade a paralisações e subordinação aos gargalos (PEINADO; GRAEML, 2007). Tem-se um exemplo de um arranjo físico por produto na Figura 5. Figura 5: Exemplo de um Arranjo Físico por Produto Fonte: Adaptado Dr, Dario EPUSP. 5.3. CURVA ABC Segundo Pereira o princípio da classificação ABC ou curva 80 – 20 é atribuído a Vilfredo Paretto, um renascentista italiano do século XIX, que em 1897 executou um estudo sobre a distribuição de renda. Através deste estudo, percebeu-se que a distribuição de riqueza não se dava de maneira uniforme, havendo grande concentração de riqueza (80%) nas mãos de uma pequena parcela da população (20%). A partir de então, tal princípio de análise tem sido estendido a outras áreas e atividades tais como a industrial e a comercial, sendo mais amplamente aplicado a partir da segunda metade do século XX. A Curva ABC é uma forma de classificação muito utilizada que usa o critério valor de uso anual (quantidade utilizada por ano x valor unitário). Entretanto, essa técnica só é considerada eficiente para classificação de itens quase homogêneos, em que o valor de uso é a principal diferença (Ramanathan, 2004). Através da Curva ABC pode se dedicar mais atenção ao item A, pois representam uma considerável participam nos valores dos estoques movimentados. 26 Para Ballou (2006) e Martins (2006), os critérios de divisão de análise dos produtos que formam a Curva ABC são descritos como: - Classe A: é representada por poucos itens (cerca de 10% a 20%), que representam seu consumo em percentuais acumulados elevados (cerca de 50% a 80%). - Classe B: constituída por um número médio de itens (cerca de 20% a 30%), que apresentam seu consumo acumulado em torno do mesmo percentual de seu volume (cerca de 20% a 30%). - Classe C: é formado por um número elevado de itens (cerca de 50%), porem seu consumo gira em torno de percentuais baixos (de 5% a 10%). 5.4. ABORDAGEM NACIONAL E REGIONAL DO SETOR DE RESTAURANTE De acordo com pesquisas e dados publicados pela Fundação Carlos Chagas, entre 1976 e 2002, houve um acréscimo de 25 milhões de trabalhadoras no mercado de trabalho. As mulheres passaram a desempenhar um papel muito mais relevante do que os homens no crescimento da população economicamente ativa. No ano de 1976, 28,8% das mulheres eram economicamente ativas, representando 30,3% entre os empregados e em 2002, a proporção alcançava 42,5%, representando 35,8% entre os empregados. Sendo isto, diretamente relacionado com o preparo dos produtos para o consumo em domicilio, já as mulheres ainda representam a maioria nesta função, onde ocasionou em muitas das vezes o hábito de se alimentar em foodservice comum. De acordo com a POF (Pesquisa de Orçamentos Familiares), os dados mostraram que da totalidade da despesa com alimentação, destes, 74,55% era destinada para alimentação no domicílio, sendo que 2,27% com alimentos comprados prontos para consumo, 45 % com alimentação fora do domicílio. Deste valor, 13,05% com almoço e jantar, 0,49% com café, leite, café com leite e chocolate, 3,83% com sanduíches e salgados, 5,20% com refrigerantes, cervejas e outros e 2,88% com agregadas. Por classe de rendimento mensal, o grupo com rendimento de 20 a 30 salários foi o que destinou a maior parcela 36,25% de suas despesas com alimentação fora do domicilio. Em situação oposta, menor parte 11,84% da despesa com alimentação fora de casa, foram identificados os integrantes das classes com recebimento mensal de 2 a 3 salários mínimos. Segundo Veiga (1998), o setor de serviços, onde se incluem parte dos segmentos de alimentação, empregou, em 1997, por volta de 62% da força de trabalho no Brasil, contra cerca de 40% em 1980. Também devem ser citadas as empresas de serviços cozinha 27 industrial. Estima-se que mais de 6 milhões de refeições são servidas por dia nesse segmento no Brasil, respondendo a mais de 15% do total de refeições do segmento fora do lar. 5.5. ERGOMONIA A palavra ergonomia deriva do grego ergon (trabalho) e nomos (normas, regras e leis). Trata-se de uma abordagem sistêmica de todos os aspectos da atividade humana. Para tal é necessária uma visão holística do campo de atuação da disciplina, tanto de seus aspectos físicos e cognitivos, como sociais, organizacionais e ambientais. (ABERGO, 2002) Na modernidade, a Ergonomia se apresenta, oficialmente, no período entre 1939 a 1945 (II GUERRA MUNDIAL), pela necessidade da adaptação das armas aos soldados, objetivando promover vantagem sobre o inimigo, além da preservação da sobrevivência dos combatentes (FIGUEIREDO & MONT’ALVÃO, 2008). A ergonomia visa estudar a interação entre homem e o seu ambiente de trabalho, através das interfaces do sistema homem-máquina-ambiente com intuito de melhorar a qualidade da relação deste sistema, facilitando a execução do trabalho (IIDA,2005). Pode ser dizer que a ergonomia é o estudo das interações das pessoas com a tecnologia, a organização e o ambiente, objetivando intervenções e projetos que visem melhorar, de forma integrada e não-dissociada, a segurança, o conforto, o bem-estar e a eficácia das atividades humanas (ABERGO, 2002). A ergonomia tem como objetivos principais a saúde, segurança e satisfação do trabalhador. A eficiência vem como conseqüência destes objetivos, pois o estado laboral existe em plataformas e os estudos ergonômicos, podem sanar com varias situações de sofrimento e sacrifício (IIDA,2005). 5.5.1 Métodos de análise ergonômica do trabalho Segue abaixo os tipos de métodos que são utilizados numa analise ergonômica dentro do ambiente de trabalho. 5.1.1.1. Analise ergonômica do trabalho (AET) A Ergonomia, para observar e analisar o trabalho humano utiliza metodologia e técnicas científicas. Como estratégia, para a análise e avaliação da complexidade do trabalho, 28 decompõe a atividade laborativa em aspectos observáveis como: postura, exploração visual, deslocamento. (ERGONOMIA, 2007). A análise ergonômica do trabalho, pelo fato de ser realizado no local de trabalho e em contraposição aqueles realizados em laboratório, permite a compreensão dos fatores que caracterizam o trabalho real, envolvendo os fatores físicos, psicológicos e sociais, permitindo também modificar o trabalho ao modificar a tarefa (MONTMOLLIN, 1990). Logo, segundo Santos (1997), a análise ergonômica do trabalho é baseada em técnicas comparativas que permitem amostragens bastante aproximadas da atividade real de trabalho, apesar das variabilidades intra e extra individuais. Com as transformações que se apresentavam de uma maneira mais efetiva no ambiente laboral, a evolução tecnológica também acompanha as mudanças e, se torna mais presente nos sistemas produtivos. Esse novo comportamento tem exigido novas reestruturações, novos processos e até novas abordagens, que fazem com que o ritmo de trabalho aumente, as jornadas de trabalho sejam ampliadas, bem como novas aplicabilidades administrativas e operacionais (FIGUEIREDO & MONT’ALVÃO, 2008). De acordo com Wisner (1987), a analise ergonômica do trabalho é composta em três fases distintas, a análise da demanda, analise da tarefa e analise da atividade. Na análise da demanda é onde vai ocorrer a definição do problema, a análise da tarefa, vai ser feita a análise das condições de trabalho e na análise das atividades o comportamento do homem no trabalho. Atualmente existem normas reguladoras de ergonomia entre ela está a NR 17, que visa estabelecer parâmetros que permitam a adaptação das condições de trabalho às características psicológicas dos trabalhadores, de modo a proporcionar o máximo conforto, segurança e organização no trabalho. A utilização de medidas ergonômicas corretas nos postos de trabalho pode acarretar em melhores condições de trabalho; menores riscos de incidente e acidente; menores custos humanos; formação com o objetivo de prevenir intercorrências; maior produtividade; e otimização do sistema homem-máquina (SANTOS, 1997). 5.1.1.2. O método RULA Análise Rápida dos Membros Superiores (RULA) é um método de análise desenvolvido para o uso em investigações ergonômicas de locais de trabalho, onde foram reportadas doenças dos membros superiores ligadas ao trabalho. Este método não requer 29 equipamento especial e oferece uma rápida análise das posturas de pescoço, tronco e membros superiores junto com a função muscular e a carga externa recebida pelo corpo (MCATAMNEY e CORLETT, 1993). É um tipo de método de permite avaliar e analisar a sobrecarga biomecânica dos membros superiores em uma tarefa ocupacional. É um método que utiliza diagramas posturais do corpo e tabelas que avaliam o risco que o colaborador pode adquirir realizando posturas inadequadas, que tem como variáveis, força, repetição e amplitude do movimento articular. Devido à facilidade e resultados satisfatórios, é um método bastante utilizado na análise ergonômica de posturas, atividades e postos de trabalho. Para Mcatemney e Corlett (1993), esta é uma adaptação do método OWAS, acrescido de outras variáveis como força, repetição e amplitude do movimento articular. Este tipo de modelo não necessita de equipamentos especiais, como também, proporciona de maneira rápida, identificar os riscos de doenças dos membros superiores associadas ao trabalho, como também, identificar os esforços musculares associados à postura de trabalho. Logo, este método propõe-se a determinar, no que diz respeito às posturas assumidas durante o trabalho, as propriedades de intervenção ou a necessidade de posteriores investigações realizadas por peritos ou ergonomistas. (COLOMBINI, 2005). 5.1.1.3. Descrição do método RULA Este método é baseado através da observação de membros superiores e inferiores, portando o corpo é dividido em dois grupos A e B. O grupo A trata se em avaliar os membros superiores que são constituídos pelos braços, antebraços e punhos. Já o grupo B representa as partes do pescoço, tronco, pernas e o pé. As posturas são classificadas com base nas angulações entre os membros e o corpo e são atribuídas pontuações progressivas que variam do número 1 até o 7, ou seja, o número um representa o movimento ou a postura de menor risco a lesão, de tal forma o número 7 representa o maior risco de lesão para o segmento a ser analisado. Posteriormente, feito os registros dos dois grupos a pontuação é lançada para uma tabela C onde será obtido a pontuação final. Logo abaixo segue as pontuações de cada membro se dá da seguinte forma: Grupo A- Analise dos membros superiores Braços: conforme a Figura 6, a qualificação da pontuação é feita segundo o ângulo do cotovelo que variam de 1 a 4, onde se o braço 30 estiver abduzido ou o ombro estiver elevado deve se adicionar um ponto e quando o braço tiver apoiado atenuado a carga deve se subtrair um ponto. Figura 6 - Possíveis Pontuações do Braço de Acordo com Amplitude de Movimento Fonte: Adaptado de McAtmney, L. et al., Applied Ergonomics (1993). Antebraços: conforme a Figura 7, a pontuação varia de 1 a 2, como também se for o caso adicionar um ponto caso o antebraço cruzar o plano sagital do tronco ou realizar operações exteriores ao tronco. Figura 7 - Possíveis Pontuações do Antebraço de Acordo com a Amplitude de Movimento Fonte: Adaptado de McAtmney, L. et al., Applied Ergonomics (1993). Punhos: conforme a Figura 8, a pontuação varia de 1 a 3, onde se o punho apresentar um desvio lateral de adicionar um ponto, como também, adicionar um ponto para rotações medianas e dois pontos para rotações com grandes amplitudes. Figura 8 - Possíveis Pontuações do Punho de Acordo com a Amplitude de Movimento Fonte: Adaptado de McAtmney, L. et al., Applied Ergonomics (1993). 31 Grupo B- Análise do pescoço, troncos, pernas e pés: Pescoço: conforme a Figura 9, a pontuação varia de 1 a 4 conforme a amplitude de inclinação do pescoço, como também, deve se adicionar um ponto caso o pescoço estiver inclinado lateralmente. Figura 9 - Possíveis Pontuações do Pescoço de Acordo com a Amplitude de Movimento Fonte: Adaptado de McAtmney, L. et al., Applied Ergonomics (1993). Tronco: conforme a Figura 10, a pontuação e muito similar com a do pescoço que varia também de 1 a 4, e adicionar um ponto quando o tronco estiver inclinado lateralmente o também quando estiver sentado. Figura 10 - Possíveis Pontuações do Tronco de Acordo com a Amplitude de Movimento Fonte: Adaptado de McAtmney, L. et al., Applied Ergonomics (1993). Pernas e Pés: a pontuação é dada como um ponto quando as pernas estiverem apoiadas e dois quando não estiverem. Logo, com a atribuição de valores dos dois grupos cruzam se esses valores com as tabelas de pontuação com as tabelas de contração muscular (Tabela 1) e a tabela de aplicação de força e carga (Tabela 2). 32 Braço 1 2 3 4 5 6 Antebraço 1 2 3 1 2 3 1 2 3 1 2 3 1 2 3 1 2 3 Pontuação Tabela 1 – Contração Muscular Posição do Punho 1 2 3 Rotação Rotação Rotação 1 2 1 2 1 2 1 2 2 2 2 3 2 2 2 2 3 3 2 2 3 3 3 3 2 3 3 3 3 4 3 3 3 3 3 4 3 3 4 4 4 4 3 4 4 4 4 4 3 3 4 4 4 4 4 4 4 4 4 5 4 4 4 4 4 5 4 4 4 4 4 5 4 4 4 4 5 5 5 4 5 5 6 6 5 5 6 6 6 7 6 6 6 6 7 7 7 6 7 7 7 8 8 7 8 8 8 9 9 9 9 9 9 9 4 Rotação 1 3 3 4 4 4 5 5 5 5 5 5 6 6 7 7 8 9 9 Contração Muscular +1 Postura estática prolongada por período superior a 1 min +1 Postura repetitiva, mais que 4 vezes por minuto 0 Postura fundamentalmente dinâmica (postura estática inferior a 1min) e não repetitiva Fonte: Dados da Pesquisa Tabela 2 – Força e Carga 2 3 3 4 4 4 5 5 5 5 5 5 6 7 7 8 9 9 9 33 Pontuação Valor da força Tipo de aplicação 0 Inferior a 2 kg Intermitente +1 2 a 10 kg Intermitente +2 2 a 10 kg Postura estática superior a 1 min ou repetitiva mais que 4 vezes/min +2 Superior a 10 kg Intermitente +3 Superior a 10 kg Postura estática superior a 1 min ou repetitiva mais que 4 vezes/min Qualquer +3 Aplicação brusca, repentina ou com choque Fonte: Dados da Pesquisa Posteriormente, com os valores obtidos através da pontuação geral pode se promover ações corretivas através dos resultados encontrados. Logo pode se chegar às seguintes ações, de acordo com a Tabela 3: Tabela 3: Pontuação Geral Tabela B Tabela A 1 2 3 4 5 6 7+ 1 1 2 3 3 4 5 5 2 2 2 3 4 4 5 5 3 3 3 3 4 4 5 6 4 3 3 3 4 5 6 6 5 4 4 4 5 6 7 7 6 4 4 5 6 6 7 7 7 5 5 6 6 7 7 7 8+ 5 5 6 7 7 7 7 Níveis Pontuação Nível 1 1 ou 2 pontos Pontuação Postura aceitável, se não for mantida ou repetida por longos períodos de tempo Nível 2 3 ou 4 pontos Postura a investigar e poderão ser necessárias alterações Nível 3 5 ou 6 pontos Postura a investigar e alterar rapidamente Nível 4 7 pontos ou mais Postura a investigar e alterar urgentemente Fonte: Dados da Pesquisa 34 6. ESTUDO DE CASO A empresa onde a proposta de análise foi elaborada, está localizada em Belém, capital do Estado do Pará e está no mercado cerca de cinco anos. A empresa YAKISPETO LTDA. atua no ramo de serviços alimentício, oferecendo em seu portfólio cerca de 33 (trinta e três) produtos em seu cardápio atualmente. A empresa é caracterizada de pequeno porte, as matérias primas advêm de fornecedores locais, onde a compras são realizadas diariamente não havendo a necessidades de grandes estoques. Logo, a empresa deseja melhorar a qualidade tanto de seus produtos como também de seus colaboradores, logo foi proposto uma análise do arranjo físico e ergonômico da empresa. O objetivo do estudo de caso de arranjo físico tem como objetivo analisar o fluxo de processos, de matérias afim de identificar as suas principais necessidades e propor um novo layout. O objetivo do estudo de caso ergonômico é identificar em cada parte do processo se há uma sobre carga dos funcionários como também identificar se a postura do funcionário em relação ao saber aos utensílios e bancadas estão adequados em todas as etapas processos 6.1. TRATAMENTO DOS DADOS 6.1.1. Arranjo físico O arranjo físico foi definido como uma análise do posicionamento relativo dos recursos produtivos disponíveis identificando seus processos e analisando ferramentas de afim de identificar sua viabilidade. Para Vieira (1976, p. 51), o fluxograma “é uma das técnicas mais usadas para análise do fluxo do produto”, e para planejar um novo layout deve-se seguir os seguintes princípios: linearização do fluxo, minimizar o número de retornos, combinar o processamento com o fluxo (se possível), minimizar a quantidade de estoques durante o processo, minimizar a distância percorrida pelos operários, reduzir o manuseio durante o fluxo. A Tabela 4 enfatiza a utilização exata dos símbolos básicos de fluxograma. 35 Tabela 4: Simbolos Básicos de Fluxograma Fonte: Lócio (2008) A seguir, o fluxo do processo produtivo do restaurante atual, nos permite visualizar o decorrer das atividades sequencialmente, desde a fase inicial até o produto acabado. 6.1.1.1. Fluxograma de processos O fluxograma dos processos da empresa pode ser detalhado na Figura 11. Figura 11: Fluxograma dos Processos Atual Fonte: Dados da Pesquisa 36 6.1.1.1.2. Descrição dos processos O processo de montagem é constituído em dez etapas sendo que são subdivididas em outras três etapas primeiramente antes de chegar ao produto acabado. Logo a primeira etapa é o corte da carne, onde o mesmo colaborador espeta a carne para levar até a churrasqueira onde é assada a carne posteriormente é levada para a área de montagem. A segunda e a terceira etapas dizem respeito aos acompanhamentos dos espetos, onde na segunda etapa há o preparo do vinagrete que é lavado e cortado as verduras e legumes e a terceira etapa que o cozimento do arroz e farofa, logo todos eles se juntam a montagem junto com o espetinho de carne. 6.1.1.2. Fluxograma dos materiais O fluxo de material foi o fator decisivo para a tomada de decisão no critério da escolha da ferramenta mais adequada ao processo, neste caso, nota-se que para se obter um melhor aproveitamento do espaço produtivo é inviável o cruzamento desnecessário das atividades, bem como, o desperdício dos recursos a serem alocados. A Figura13 mostra o fluxo dos materiais atuais. Figura 12: Fluxograma dos Materiais Atual Fonte: Dados da Pesquisa 37 Com base nestas informações, pode-se afirmar que há falha no fluxo de matérias no que diz respeito ao fluxo sequencial demonstrada no fluxograma de processos. É notória a existência de movimentações desnecessárias entre a armazenagem de matéria prima, produção e montagem dos pratos. Logo, exige a necessidade da otimização do fluxo para se obter os resultados esperados de modo a gerar resultados positivos tanto para o cliente quanto para a empresa e seus colaboradores. 6.1.1.3. Curva ABC O estudo iniciou-se com a classificação ABC (Tabela 5), com o histórico de vendas dos últimos oito meses de vendas, devido à empresa não ter programas computacionais, como também, não guardar o histórico de vendas dos anos anteriores. Logo, foi partida do zero a quantidade de vendida dos produtos, por esse motivo começou a apurar o histórico de vendas a partir do mês de janeiro até o mês de agosto do ano de 2013, para os seguintes produtos que o restaurante oferece aos seus clientes em seu cardápio. Logo, como se pode observar abaixo foi realizada uma média desses últimos oito meses e realizada uma classificação do maior ao menor valor consumido. 38 Tabela 5: Classificação ABC Fonte: Dados da Pesquisa Com base nos produtos identificados, fez-se então a classificação ABC onde foram escolhidos os três primeiros produtos que obtive ramo maior valor com a maior médio de consumo, de acordo com a Tabela 6. 39 Tabela 6: Valor Médio Consumido Fonte: Dados da Pesquisa Os produtos que obtiveram o melhor valor médio consumido foi o produto 2.1, que corresponde ao espetinho de carne; o produto 2.6, correspondente ao medalinho de carne e o produto 2.2 que é o espetinho de frango, todos estes produtos acompanham o arroz e farofa. O Gráfico 1 mostra a curva ABC. 40 Gráfico 1: Curva ABC Curva ABC 120,00% 100,00% 80,00% 60,00% percentual acumulado 40,00% 20,00% 0,00% 0 2.1 2.910 3.2 20 1.8 1.1 30 5.4 40 Fonte: Dados da Pesquisa Com base no gráfico 1, a distribuição dos produtos é dada da seguinte forma: a classe A é representada por 20% do número dos produtos que são os 7 primeiros itens. A classe B é constituída por 30% dos produtos que representa num total de 35,46% do valor acumulado, que são os 10 itens seguintes. Por fim a classe C que é por 50% do número total de itens que representa um valor acumulado de 9,56% representando dos 16 itens restantes. 6.1.1.4. Diagrama de inter-relações Como forma de auxiliar na indicação da importância relativa das relações entre os processos, máquinas e departamentos do restaurante, utilizou-se o diagrama de inter-relações para a área de produção e para os seus respectivos processos. A legenda utilizada nas Figuras 13 representa o quão importante deve ser a proximidade dos itens, auxiliando na decisão da melhor disposição do arranjo físico. 41 Figura 13: Diagrama de Inter Relação Fonte: Dados da Pesquisa Com base tanto na visualização do processo produtivo em escala ampla quanto nas transações realizadas entre os departamentos, se estabeleceu o diagrama de relacionamento para apurar qualitativamente a necessidade de proximidade entre os mesmos, e os motivos de tal julgamento. De acordo com a matriz de inter-relação se pode verificar a relação entre uma atividade e outra, e mostrou o grau de relação e dependência entre os processos, objetivando a redução das distancias percorridas pelos colaboradores entre as seções dos movimentos. Como por exemplo, é indesejável que área de lavagem fique perto da área de assar a carne, como também, o corte ficar perto da área de expedição. Outro ponto relevante a ser mencionado, é a semelhança dos processos que estão diretamente relacionados, quando o produto é montado vai direto para a área de expedição, como também, do corte das verduras e legumes para a preparação do vinagrete para a área de montagem. Portanto pode-se concluir que através do estudo do diagrama de afinidades há coerência entre as etapas citadas, satisfazendo o uso desta ferramenta nesta tese. 42 6.1.2. Proposta de arranjo físico Com base nos resultados obtidos através da análise de arranjo físico, verificou se que no diagrama de afinidades há a viabilidade da proximidade entre os setores do processo, porém ao analisar o fluxo dos materiais, constatou se que há cruzamentos desnecessários entre as atividades. A empresa estudada possui um espaço sobressalente que poderá ser utilizado para a ampliação da cozinha do restaurante, portanto foi proposta uma melhoria e ampliação do layout atual,que de acordo com as possibilidades de arranjo físico citado no referencial teórico caracterizou se o layout por processos, como um modelo que possui maior aplicabilidade nesta análise, onde se rearranjou os setores, evitando o cruzamento entre as atividades,otimizando desta forma o fluxo de materiais entre áreas. A Figura 14 ilustra a proposta do novo fluxograma. Figura 14: Proposta do Novo Fluxograma Fonte: Dados da Pesquisa Como mostrado, pode-se visualizar uma melhor linearização em cada fluxo de movimentação das atividades em cada processo, onde, por exemplo, na movimentação dos 43 espetos há um sequenciamento da etapa, que inicia na armazenagem da carne até a expedição, como também, no fluxo de movimentação do arroz e farofa, onde parte da movimentação das verduras e legumes é utilizada para a finalização do processo. Fale ressaltar a divisão entre a cozinha e os departamentos, como a criação de uma área reservada para o descarte de lixo e para o deposito de bebidas. 6.1.3. Análise ergonômica O método utilizado para este estudo é o método RULA (Rapid Upper Limb Assessment), que é um método de análise postural dos membros superiores, tem o objetivo de analisar os riscos ergonômicos onde, quando maior a pontuação que obtiver, maiores poderão ser os riscos que requerem maiores atenções. Abaixo segue cada etapa do processo da manipulação dos pratos dentro da cozinha e as atribuições de pontuação ergonômica que estarão descritos este estudo como dígitos. A) Atividade 1(Figura 15) - Manipulação de Alimentos (Fogão) Figura 15: Área de Cozimento dos Alimentos Fonte: Dados da Pesquisa -Grupo A a) Braço próximo da linha do ombro (entre -20º e +20º) - digito 1. b) Antebraço entre 60º e 100º e cruza a linha media do corpo – dígito 2. c) Punho na linha do antebraço – dígito 1. d) Desvio do punho lateralmente com rotações medias de amplitude – digito 1. 44 -Grupo B a) Pescoço entre 0º e 10º- digito 1. b) Tronco entre 0º e 10º- digito 1. c) Pernas sem apoio – digito 2. Na tarefa que ilustrada na Figura 15, colocando se os valores do grupo A na tabela A obtém se a pontuação 2 + 1 devido a usa posição estática por mais de 10 minutos logo, a pontuação total do grupo A é de 3 pontos. Em seguida parte se para o grupo B onde coloca se esses valores na tabela B, portanto obtém se a pontuação 3 + 1 de sua posição estática no total de 4 pontos do grupo B. Em seguida como demonstra a Tabela 7 o cruzamento entre os grupos e a determinação dos pontos gerais: Tabela 7: Escore da Atividade 1. Tabela A 1 2 3 4 5 6 7 8+ 1 1 2 3 3 4 4 5 5 2 2 2 3 3 4 4 5 5 3 3 3 3 3 4 5 6 6 Tabela B 4 5 3 4 4 4 4 4 4 5 5 6 6 6 6 7 7 7 6 5 5 5 6 7 7 7 7 7+ 5 5 6 6 7 7 7 7 Fonte: Dados da Pesquisa Portanto de acordo com os valores obtidos chegasse à pontuação do geral a ação de nível 2. B) Atividade 2 (Figura 16) - Corte de Legumes 45 Figura 16: Área de Corte dos Legumes Fonte: Dados da Pesquisa -Grupo A a) Braço próximo da linha do ombro (entre -20º e +20º) - digito 1. b) Antebraço entre 60º e 100º e fora da linha imaginária do ombro – dígito 1. c) Punho com angulação entre 0º e 15º –dígito 2. d) Desvio do punho lateralmente – digito 0. -Grupo B a) Pescoço entre 0º e 10º- digito 1. b) Tronco entre 0º e 10º- digito 1. c) Pernas sem apoio – digito 2. Na tarefa que ilustrada na Figura 16, colocando se os valores do grupo A na tabela A obtém se a pontuação 2 + 1 devido a usa atividade é repetitiva por de 4 vezes por minuto logo, a pontuação total do grupo A é de 3 pontos. Em seguida parte se para o grupo B onde coloca se esses valores na tabela, portanto obtém-se a pontuação 3 + 1 de sua posição estática no total de 4 pontos do grupo B. Em seguida como demonstra a Tabela 8 o cruzamento entre os grupos e a determinação dos pontos gerais: 46 Tabela 8: Escore da Atividade 2 Tabela A 1 2 3 4 5 6 7 8+ 1 1 2 3 3 4 4 5 5 2 2 2 3 3 4 4 5 5 3 3 3 3 3 4 5 6 6 Tabela B 4 5 3 4 4 4 4 4 4 5 5 6 6 6 6 7 7 7 6 5 5 5 6 7 7 7 7 7+ 5 5 6 6 7 7 7 7 Fonte: Dados da Pesquisa Portanto de acordo com os valores obtidos chegasse à pontuação do geral a ação de nível 2. C) Atividade 3 (Figura 17) - Área de Corte e Preparação dos Espetos Figura 17: Área de Corte da Carne Fonte: Dados da Pesquisa -Grupo A a) Braço entre 20º e +45º e abduzido- digito 4. b) Antebraço entre 60º e 100º com afastamento lateral – dígito 2. c) Punho com angulação entre 0º e 15º para baixo – dígito 2. d) Desvio do punho lateralmente – digito 0. 47 -Grupo B a) Pescoço entre 10º e 20º- digito 2. b) Tronco entre 0º e 20º- digito 2. c) Pernas sem apoio – digito 2. Na tarefa que ilustrada na Figura 17, colocando se os valores do grupo A na tabela A obtém se a pontuação 4 + 1 + 2 devido a usa atividade é repetitiva por de 4 vezes por minuto e a de força e carga logo, a pontuação total do grupo A é de 7 pontos. Em seguida parte se para o grupo B onde coloca se esses valores na tabela B, portanto, obtém se a pontuação 3 + 1 de sua posição estática no total de 4 pontos do grupo B. Em seguida como demonstra a Tabela 9 o cruzamento entre os grupos e a determinação dos pontos gerais: Tabela 9: Escore da Atividade 3. Tabela B Tabela A 1 2 3 4 5 6 7+ 1 1 2 3 3 4 5 5 2 2 2 3 4 4 5 5 3 3 3 3 4 4 5 6 4 3 3 3 4 5 6 6 5 4 4 4 5 6 7 7 6 4 4 5 6 6 7 7 7 5 5 6 6 7 7 7 8+ 5 5 6 7 7 7 7 Fonte: Dados da Pesquisa Portanto de acordo com os valores obtidos chegasse à pontuação do geral a ação de nível 3. D) Atividade 4 (Figura 18) - Área de Assar os Espetos 48 Figura 18: Área de Assar os Espetos Fonte: Dados da Pesquisa - Grupo A a) Braço entre 20º e +45º - digito 3. b) Antebraço entre 0º e 60º e fora da linha imaginária do ombro – dígito 2. c) Punho com angulação entre 0º e 15º – dígito 2. d) Desvio do punho lateralmente com rotações média de amplitude – digito 1. - Grupo B a) Pescoço entre 10º e 20º- digito 2. b) Tronco entre 20º e 60º- digito 3. c) Pernas sem apoio – digito 2. Na tarefa que ilustrada na Figura 18, colocando se os valores do grupo A na tabela A obtém se a pontuação 4 + 1 devido a repetição de movimentos de mais de 4 vezes por minuto logo, a pontuação total do grupo A é de 5 pontos. Em seguida parte se para o grupo B onde coloca se esses valores na tabela B, portanto obtém se a pontuação 5 + 1 de sua posição estática no total de 6 pontos do grupo B. Em seguida como demonstra a Tabela 10 o cruzamento entre os grupos e a determinação dos pontos gerais: 49 Tabela 10: Escore da Atividade 4. Tabela A 1 2 3 4 5 6 7 8+ 1 1 2 3 3 4 4 5 5 2 2 2 3 3 4 4 5 5 3 3 3 3 3 4 5 6 6 Tabela B 4 5 3 4 4 4 4 4 4 5 5 6 6 6 6 7 7 7 6 5 5 5 6 7 7 7 7 7+ 5 5 6 6 7 7 7 7 Fonte: Dados da Pesquisa Portanto de acordo com os valores obtidos chegasse à pontuação do geral a ação de nível 4. E) Atividade 5 (Figura 19) - Área de Montagem Figura 19: Área de Montagem Fonte: Dados da Pesquisa - Grupo A a) Braço próximo da linha do ombro (entre -20º e +20º)- digito 1. b) Antebraço entre 60º e 100º e fora da linha imaginária do ombro – dígito 1. c) Punho na linha do antebraço – dígito 1. d) Desvio do punho lateralmente – digito 0. 50 - Grupo B a) Pescoço entre 0º e 10º- digito 1. b) Tronco entre 0º e 10º- digito 1. c) Pernas sem apoio – digito 2. Na tarefa que ilustrada na Figura 19, colocando se os valores do grupo A na tabela A obtém se a pontuação 1 + 1 devido a usa posição estática por mais de 10 minutos logo, a pontuação total do grupo A é de 2 pontos. Em seguida parte se para o grupo B onde coloca se esses valores na tabela B, portanto obtém se a pontuação 3 + 1 de sua posição estática no total de 4 pontos do grupo B. Em seguida como demonstra a Tabela 11 o cruzamento entre os grupos e a determinação dos pontos gerais: Tabela 11: Escore da Atividade 5. Tabela A 1 2 3 4 5 6 7 8+ 1 1 2 3 3 4 4 5 5 2 2 2 3 3 4 4 5 5 3 3 3 3 3 4 5 6 6 Tabela B 4 5 3 4 4 4 4 4 4 5 5 6 6 6 6 7 7 7 6 5 5 5 6 7 7 7 7 7+ 5 5 6 6 7 7 7 7 Fonte: Dados da Pesquisa Portanto de acordo com os valores obtidos chegasse à pontuação do geral a ação de nível 2. F) Atividade 6 (Figura 20) - Área de Lavagem 51 Figura 20: Área de Lavagem Fonte: Dados da Pesquisa - Grupo A a) Braço entre 20º e +45º - digito 2. b) Antebraço entre 60º e 100º e com afastamento lateral – dígito 2. c) Punho com angulação entre 0º e 15º para baixo – dígito 2. d) Desvio do punho lateralmente – digito 0. - Grupo B a) Pescoço entre 10º e 20º- digito 2. b) Tronco entre 0º e 10º- digito 1. c) Pernas sem apoio – digito 2. Na tarefa que ilustrada na Figura 20, colocando se os valores do grupo A na tabela A obtém se a pontuação 3 + 1 devido a usa posição estática por mais de 10 minutos e repetitiva por mais de 4 vezes por minuto logo, a pontuação total do grupo A é de 4 pontos. Em seguida parte se para o grupo B onde coloca se esses valores na tabela B, portanto obtém se a pontuação 3 + 1 de sua posição estática no total de 4 pontos do grupo B. Em seguida como demonstra a Tabela 12 o cruzamento entre os grupos e a determinação dos pontos gerais: 52 Tabela 12: Escore da Atividade 6 Tabela A 1 2 3 4 5 6 7 8+ 1 1 2 3 3 4 4 5 5 2 2 2 3 3 4 4 5 5 3 3 3 3 3 4 5 6 6 Tabela B 4 5 3 4 4 4 4 4 4 5 5 6 6 6 6 7 7 7 6 5 5 5 6 7 7 7 7 7+ 5 5 6 6 7 7 7 7 Fonte: Dados da Pesquisa Portanto de acordo com os valores obtidos chegasse à pontuação do geral a ação de nível 2. 6.1.3.1.Questionário ergonômico Esta ferramenta tem como finalidade de identificar algum tipo de desconforto dos funcionários durante a atividade em questão, desta forma foi aplicado um questionário com perguntas para quatro funcionários que são responsáveis pela a manipulação dos alimentos dentro da cozinha, sobre os principais tipos de dores ocasionados durante o ambiente trabalho. O uso desta ferramenta é muito importante, pois podemos dimensionar os resultados obtidos pela aplicação do método RULA com os desconfortos relatados pelos funcionários. Logo, segue no gráfico 2 o gráfico do questionário ergonômico sobre as principais dores relatadas pelos funcionários. 53 Gráfico 2: Questionário Ergonômico Questionário Ergonômico Braços Pernas Pés Costas Pescoço Cabeça Estomago 2% 5% 7% 16% 33% 30% 7% Fonte: Dados da Pesquisa De acordo com o gráfico 2 se pode deduzir que as queixas mais frequentes dos funcionários foram dores nas costas, pernas e braços 6.1.4. Proposta ergonômica Através da análise ergonômica e do uso da ferramenta RULA para o estudo postural de seus colaboradores em cada etapa de manipulação e preparo dos alimentos pode se verificar os níveis de riscos posturais e promover ações corretivas em algumas etapas onde o perigo de acontecer alguma lesão dentre do ambiente de trabalho é bastante elevada. Deve se destacar que nas atividades de 3 e 4 apresentaram os piores índices ergonômicos deste estudo que são os níveis 3 e 4 correspondentemente, logo de acordo como já citado anteriormente no referencial teórico, nessas atividades em que os funcionários estão realizando suas atividades há um ameaça e deve se tomar atitudes cabíveis para solucionar o problema. A atividade 3, representa a etapa de corte e preparação dos espetos onde se pode indagar que a altura do balcão de trabalho daquela etapa não condiz com a altura respectiva do funcionário, a bancada atual possui a altura de 85 cm.(oitenta e cinco centímetros), porem a altura do colaborados é de 1,75cm., portanto de acordo com normas ergonômicas a altura 54 ideal da bancada em relação à altura do funcionário que realiza esta atividade deve variar entre 90cm.(noventa centímetros) a 103 (centro e três centímetros). Na atividade 4, representa o processo de assar os espetos na brasa, esta fase de acordo com o estudo realizado apresentou o ponto mais crítico, observou se que na Figura 18 o equipamento de assar a carne é muita baixa para a estatura do funcionário isso faz com que a inclinação que seu tronco exerce sobre o equipamento seja muita elevada, como também, se deve destacar que a um afastamento de lateral de seu braço e a inclinação do mesmo varia entre 20 º a 45 º. A proposta mais adequada é sucessão do equipamento por outro mais moderno, a Figura 21 corresponde à proposta citada, onde este novo equipamento é mais alto e não necessita que o colaborador se incline seu tronco para retirar os espetos, e essa adequação, tanto para a atividade mencionada como a anterior, indubitavelmente pode diminuir os riscos de lesões dentro do ambiente de trabalho. Figura 21: Proposta de Troca do Equipamento Atual Fonte: Adaptado Aratu (2012) 55 7. CONSIDERAÇÕES FINAIS Visando responder o objetivo geral do trabalho que busca estudar o espaço físico da área produtiva atual de um restaurante de pequeno porte, analisando uma proposta de novo layout, assim como, melhorias ergonômicas as análises foram separadas em arranjo físico e ergonomia. Onde um bom planejamento de arranjo físico é extrema importância juntos com os equipamentos ergonômicos, que planejando um novo layout influencia diretamente no fluxo de materiais evitando os cruzamentos entre as atividades, como também, na ergonomia que através deste planejamento haverá uma melhor disposição dos utensílios e dos equipamentos adequando se as normas e evitando desta forma, uma sobre carga dos funcionários. Na análise dos dados podem-se observar todas as etapas do processo, suas atividades e seus respectivos responsáveis por cada área, que através das informações coletas se conseguiu informações necessárias para a realização dos fluxogramas e das análises ergonômica. Na análise do arranjo físico como forma de auxiliar na indicação da importância das relações entre os departamentos do restaurante, utilizou-se o diagrama de inter-relações para a área de produção e para os seus respectivos processos. Com base nessas informações fez-se a análise dos fluxos de matéria prima, onde se constatou que havia falhas como a existência de movimentações desnecessárias entre a armazenagem de matéria prima, produção e montagem dos pratos, havendo desta forma, uma necessidade de se aperfeiçoar este fluxo. A comparação entre os fluxos de materiais do layout atual, e das propostas por meio com aplicação de layout por processo, mostrou a viabilidade do estudo por conta da melhoria considerável em todos eles, apesar do aumento da dimensão da fábrica. Na análise ergonômica, foi aplicado um questionário ergonômico para identificar as principais queixas de dores relacionada nas atividades de trabalho para poder aplicar um melhor método de análise postural. O método ergonômico utilizado foi o RULA, onde foi aplicado em todas as etapas do processo para identificar as atividades críticas e propor melhorias ergonômicas junto com a proposta de novo layout. Através da análise postural pode se satisfatoriamente verificar os riscos posturais e propor, ações corretivas em duas etapas do processo onde risco postural é eminente. Logo, mostra-se que o estudo atende ao seu objetivo geral por meio da proposta de um novo layout, como 56 também, propor melhorias ergonômicas, além disso, o cumprimento dos objetivos específicos foi de fundamental importância para o alcance do objetivo geral. Para proposta futuras adicionadas as pesquisas, podemos realizar a simulação no processo produtivo, como realizar o estudo de tempo e capacidade de preparo e montagem dos pratos. Criação de sistemas de informação, uma vez que a empresa não possui sistemas computacionais para processamento de pedidos e controle de entradas e saídas. Na gestão econômica, uma vez que para os empresários e um de seus melhores atrativos, porem uma das maiores deficiência, pois em muitas empresas não conhecem o valor real do produto e dos custos envolvidos. 57 REFERÊNCIAS -ASSOCIAÇÃO BRASILEIRA DE ERGONOMIA. Rio de Janeiro, 2002. - AGUIAR, G.F.; PEINADO, J.; GRAEML, A.R. Simulações de arranjos físicos por produto e balanceamento de linha de produção: o estudo de um caso real no ensino para estudantes de engenharia. Disponível em: <http://www.dainf.ct.utfpr.edu.br/~graeml/publica/artigos/download/Cobenge2007Simulacoe sArranjosFisicos.pdf>. Acesso em: 21/05/2013. - BALLOU, Ronald,H.Gerenciamento na cadeia de suprimentos/ Logistica Empresarial. 5 ed. Porto Alegre: Bookman, 2006. - COLOMBINI, Daniela. et al. Il método ocra per l´analisi e laprevenzionedelrischio da movimentiripetuti. Milão: FrancoAngeli, 2005. - FIGUEIREDO, F.; MONT’ALVÃO, C.; Ginástica Laboral e Ergonomia. Rio de Janeiro: SPRINT, 2008. - Fundação Carlos Chagas. Mulheres no Mercado de Trabalho: Grandes Números. [citado 2009 abr 22]. Disponível em: <http://www.fcc.org.br/mulher/series_historicas/mmt.html>. -HARRISON, K.M.P. O momento do diagnóstico de surdez e as possibilidades de encaminhamento. São Paulo: Plexus, 2000. - IIDA, I. Ergonomia: Projeto e produção. 2. ed. São Paulo: Edgard Blücher, 2005. - LEITE, R.L.; DINIZ, A.M.F. Estudo do arranjo físico: o caso do gargalo de produção na manufatura de máquinas de costura. Bauru, SP, Brasil, 2006. Disponível em: <http://www.simpep.feb.unesp.br/anais/anais_13/artigos/890.pdf>. Acesso em:21/05/2013. - LÓCIO, Fernando. Fluxograma. Recife: Faculdade para o desenvolvimento de Pernambuco. FADEPE, 2008. - MARTINEZ, G.M. workingpostureanalysis Una guía system de introducciónal (OWAS). método OVAKO Disponível em: <http://www.ergonomia.cl/tools_owas.html>, Acesso em: 17 Setembro 2013. -MENIPAZ, E. Essentials of Production and Operations Management. Englewood Cliffs, New Jersey, Prentice-Hall, 1984. - Mc ATAMNEY, L., Corlett N., RULA: A survey method for the investigation of workrelated upperlimb disorders, “Applied Ergonomics” 1993. - MONTMOLLIN, M. A ergonomia. Lisboa: Instituto Piaget, 1990. - MOREIRA, Daniel Augusto. Administração da produção e operações. São Paulo: Pioneira 1998. 58 - MOORE, Js.,Garg A., The strain index: a proposed method to analyse jobs for risk of distal upper extremity disorders, “Am. Ind. Hyg. Association Journal”, 1995 - MUTHER, Richard. Planejamento do Layout: Sistema SLP. São Paulo: Edgard Blucher, 1986. - NR 17- Norma Regulamentadora aprovada pela portaria nº 3214 de 08 de junho de 1978. - OLIVÉRIO, J. L. Projeto de Fábrica, Produtos, Processos e Instalações Industriais, IBLC Instituto Brasileiro do Livro Científico Ltda, 1985. -PEINADO, Jurandir; GREAML, Alexandre Reis. Administração da Produção. Operações Industriais e de Serviços. Curitiba: Unicenp, 2007. -PEREIRA. José Eduardo de Carvalho. Porte das empresas (Carta Circular N 64/2002). Rio de Janeiro: BNDES, 2002. Disponível em www.bndes.com.br. Acesso em: 10/10/2013. -PINCHELLI, A. Adequação das boas práticas de fabricação nos restaurantes comerciais de São José dos Campos (SP). Revista Nutrição Profissional. São Paulo, 2007. - PISKE, F.B. A influência do arranjo físico nos desperdícios de uma fábrica de máquinas para implementos agrícolas. Trabalho de Conclusão de Curso – Escola de Engenharia de São Carlos, Universidade de São Paulo, EESC/USP, 2008. - RAMANATHAN, R. ABC inventory classification with multiple-criteria using weighted linear optimization. Computers & Operations Research, v. 33, n. 3, p. 695-700, 2004. - RIBEIRO, J.S. Análise do arranjo físico de canteiro de obra: um estudo de caso em obra de ampliação em um shopping center na cidade de Feira de Santana. 2011. Trabalho de conclusão de curso (bacharel em Engenharia Civil). Feira de Santana, Bahia, 2011. - SANTOS, Néri dos. Manual de Análise Ergonômica do Trabalho. 2 ed. Curitiba, PR: Ed. Gênesis, 1997. - SEVERINO, Antonio Joaquim. Metodologia do trabalho científico. 22. ed. rev. e ampl. São Paulo: Cortez, 2002. - SILVA, I.V. Estudo do arranjo físico da produção e ampliação das instalações da Tempermed em Medianeira. 2008. Estagio Supervisionado do Curso de Graduação em Administração com habilitação em Gestão da Qualidade da Faculdade Dinâmica das Cataratas (UDC), 2008. - SLACK N., CHAMBERS, S., HARRISON A., Administração da Produção. Editora Atlas, Segunda edição, 2002. 59 - Stevenson, William J. Administração das operações de produção. Rio de Janeiro: LTC. 2001. - VEIGA, A. Pratos prontos e restaurantes em alta. Revista Veja, 24 jun. 1998. - WISNER, A. Por dentro do trabalho- Ergonomia: Metodo&Tecnica. São Paulo: FDT: Oboré, 1987. 60 BIBLIOGRAFIA BÁSICA - A. L. SILVA, T. BUOSI, VALÉRIA C. O. SILVA, Melhorando o Layout Físico através da aplicação de conceito de célula de produção e redução da movimentação: um estudo de caso. USP, 2005. - AKUTSU, R. C.; BOTELHO, R. A.; CAMARGO, E. B.; SÁVIO, K. E. O.; ARAÚJO, W. C.BoasPráticas de Fabricação em Serviços de Alimentação. Revista de Nutrição. V. 18, 2005. - COUTO, H. de A. Ergonomia Aplicada ao Trabalho: O Manual Técnico da Máquina Humana. Belo Horizonte: Ergo, 1995. - FREITAS, Felipe Fonseca Tavares de; NASCIMENTO, Kelly Sales Corrêa do; PELAES, Thiago Souza; FRANÇA, Vilciane de Oliveira. Otimização das operações de Movimentação e Armazenagem de materiais através de rearranjo físico: uma proposta de melhoria para um almoxarifado de esfera pública. Artigo publicado no XXVI ENEGEP -Fortaleza, CE, Brasil, 9 a 11 de Outubro de 2006. - Grandjean, Etienne. Manual de ergonomia- Adaptando o trabalho ao homem. São Paulo: Bookman, 1998. - Monteiro, J. C., Santana, A. M. C. Duarte, M. F. S. Análise de posturas no trabalho para entender a performance Física do trabalhador do setor de carnes do restaurante universitário da UFSC. ANAIS DO 4º CONGRESSO LATINO AMERICANO DE ERGONOMIA E 8O CONGRESSO BRASILEIRO DE ERGONOMIA. Florianópolis (SC),1997. - Siqueira, M.M; Freitas, G.S; Nascimento, D.C.O; Santos, S. L. Analise Ergonômica do trabalho na Churrascaria Gaucha. In: XXXI ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO, 2011. - SANTANNA, Anderson. Qualidade de Vida no trabalho. Rio de Janeiro: Elsevier, 2011. - SLACK N., CHAMBERS, S., HARRISON A., Administração da Produção. Editora Atlas, Segunda edição, 2002. - SLACK, N., CHAMBERS, S., JOHNSTON, R.Administração da Produção. 3. ed. São Paulo: Atlas, 2009. - VASCONCELOS, R.C. Análise ergonômica do posto de trabalho: um método de análise.Abergo 1999 IX Congresso Brasileiro de Ergonomia - Gramado-RS. Abergo 1999. 61 - WERKEMA, Cristina. Ferramentas Estatística Básicas para o Gerenciamento de Processos. Belo Horizonte: Werkema, 2006. 62 ANEXOS Questionário Empresa Solicito, que você preencha com sua idade, turno e função o quadro abaixo e resposta que melhor representa sua opinião com relação aos diversos itens apresentados. Não coloque o seu nome no questionário. Idade: Sexo: Escolaridade: Turno: Função/Atividade: 1º grau completo 1º grau incompleto 2º grau completo 2º grau incompleto 3º grau completo 3º grau incompleto 1º 2º 3º Turno Turno Turno Tipo de Contrato: Efetivo Contratado 1. No seu trabalho você sente dor/desconforto nos braços? 2. No seu trabalho você sente dor/desconforto nas pernas? 3. No seu trabalho você sente dor/desconforto nos pés? 4. No seu trabalho você sente dor/desconforto nas costas? 5. No seu trabalho você sente dor/desconforto no pescoço? 6. No seu trabalho você sente dor/desconforto de cabeça? 7. No seu trabalho você sente dor/desconforto de estômago?
Download