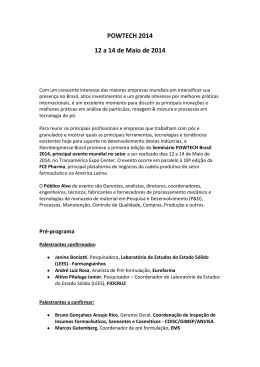
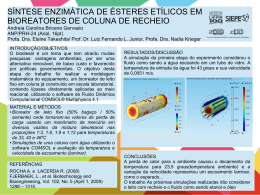
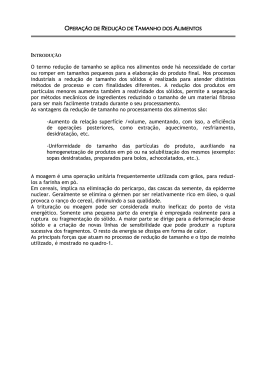
CONTROLE DE TEMPERATURA NA SAÍDA DE MOINHO VERTICAL DE CIMENTO Teodoro Gomes da Silva Filho1 Terence Mól Santos2 Orientador: Prof. Dr. Idalmo Montenegro de Oliveira3 RESUMO O objetivo do presente trabalho é evidenciar algumas práticas industriais relacionadas ao controle da temperatura na saída do moinho vertical de cimento e entender a importância de controlar as condições operacionais a montante do moinho, o sistema de geração de gases quentes, como premissa principal na estabilidade do processo de moagem e melhorar o aproveitamento operacional do moinho de rolos na produção de cimento. Uma vez que há uma variação da umidade dos materiais alimentados e é necessário promover a secagem dos mesmos no fluxo em contracorrente dentro do próprio moinho. Um controle instrumentalizado através de módulos do controle lógico operacional e PID (Proporcional Integral Derivativo), foi instalado para que o sistema mantenha o teor de umidade sob controle, atuando no sistema gerador dos gases quentes. O objetivo fim é manter a vibração em níveis baixos (parâmetro importante na manutenção da operacionalidade da moagem de cimento) atuando diretamente no controle de temperatura na saída do moinho. Palavras chaves: controle de temperatura, estabilidade do processo de moagem, fonte geradora de gases quentes. 1 Graduando em Engenharia Civil da Escola de Engenharia Kennedy Graduando em Engenharia Civil da Escola de Engenharia Kennedy 3 Professor Orientador 2 Revista Pensar Engenharia, v. 2, n. 1, jan. 2014. I. Lista de figuras FIGURA 1 - SISTEMA HIDRÁULICO PARA CONTROLE DAS PRESSÕES DE MOAGEM ...................... 10 FIGURA 2 - ESQUEMA DO ROLO DE PREPARAÇÃO DE CAMADA E ROLO DE MOAGEM .................. 11 FIGURA 3 - MESA DE MOAGEM E ROLO DE MOAGEM ............................................................... 12 FIGURA 4 - LEITO FLUIDIZADO ............................................................................................... 14 FIGURA 5 - OPERAÇÃO DO MOINHO ....................................................................................... 18 FIGURA 6 - PERFIL TÉRMICO DAS FASES EMULSÃO E BOLHA DO LEITO FLUIDIZADO ................... 21 FIGURA 7 - PERFIL AJUSTADO A UMA TEMPERATURA FINAL DE 1050 OC. .................................. 22 FIGURA 8 - NÚMERO DE BOLHAS X ALTURA DO LEITO.............................................................. 23 FIGURA 9 - NÚMERO DE MOLS M3 X ALTURA DO LEITO ............................................................. 23 II. Lista de tabelas TABELA 1 ............................................................................................................................ 17 TABELA 2 ............................................................................................................................................................ 19 TABELA 3 ............................................................................................................................................................ 20 Revista Pensar Engenharia, v. 2, n. 1, jan. 2014. SUMÁRIO INTRODUÇÃO .................................................................................................... 8 1. Descrição do processo de operação da moagem e controle de temperatura. 9 1.1 Gerador de gases quentes ............................................................................. 13 2. Justificativa ................................................................................................. 14 3. Objetivo Geral ............................................................................................. 15 4. Objetivo específico...................................................................................... 15 5. Metodologia ................................................................................................ 16 6. Parâmetros de simulação de um gerador de gases quentes....................... 19 7. Conclusão ................................................................................................... 24 8. Referencias bibliográficas ........................................................................... 25 Revista Pensar Engenharia, v. 2, n. 1, jan. 2014. INTRODUÇÃO A condição operacional do moinho requer um controle lógico instrumentalizado e acompanhamento das variáveis que interferem diretamente na operação do moinho, seja a umidade dos insumos de alimentação, o patamar de alimentação, as regulagens dos parâmetros da vazão de gases de exaustão totais, a recirculação dos gases, a temperatura da saída do filtro de mangas, o controle de vibração dos rolos de moagens, a injeção de água, o controle da altura da camada de moagem, a pressão dos rolos de moagem, o sistema de detecção magnética e desvio de material contaminado por metais, alimentação e a geração de temperatura adequada do gerador de gases quentes, a monitoração da pressão diferencial de pressão do leito fluidizado, que incidem diretamente no bom controle da temperatura de saída do moinho. Todas as condições citadas são premissas fundamentais para o bom funcionamento do conjunto e dependentes dos sensores de campo, como medidores de vazão, vibração, pressões e temperaturas. Revista Pensar Engenharia, v. 2, n. 1, jan. 2014. 1. Descrição do processo de operação da moagem e controle de temperatura. O material é alimentado ao moinho através da válvula rotativa e pelo tubo de descida até a mesa de moagem giratória. Antes da válvula rotativa há um sensor detector de metálicos que desvia materiais metálicos para fora do circuito caso sua presença possa ser detectada pela regulagem da sensibilidade do detector. O material alimentado passa pela eclusa rotativa e cai no tubo de alimentação, este dotado de sistema de canhões de ar a fim de promover a limpeza permanente deste tubo até a mesa de moagem, e por efeito centrífugo a alimentação e o retorno do separador dinâmico é lançado sob os rolos preparadores de camada e logo a frente dos rolos preparadores de camada é injetado uma lâmina d’água para estabilizar a camada de material a ser moído, que por cisalhamento promove a redução da granulometria e mantendo os níveis de vibração da mesa de moagem mecanicamente estáveis, ou seja, de 3,0 a 8,0 mm/s. O local de mais alta pressão é na parte mais externa do rolo de moagem e por sua vez mantêm uma pressão conforme o set point preconizado para atingir o acabamento do material e é exaurido juntamente com os gases quentes oriundo do gerador de gases quentes e vai para o separador dinâmico onde ocorre a separação de partículas grossas e finas. Os finos passarão e seguirão diretamente ao filtro de mangas e depois direto para o sistema de transporte de cimento até o silo e o material grosso e não moído retorna a mesa para nova moagem. Os rolos tensionados por pressão hidráulica provocam uma força de cisalhamento nos materiais, e ao reduzirem a granulometria. A pressão de moagem varia de 58 bar a 105 bar, e são regulados conforme finura preconizada ao tipo de cimento que estiver sendo produzido. O processo de moagem é contínuo e dependem de fatores mecânicos como a resposta da pressão dos rolos, vibração dos rolos, temperatura de saída do moinho e a pressão na base do moinho para manter o conjunto em harmonia e marcha contínua. Revista Pensar Engenharia, v. 2, n. 1, jan. 2014. FIGURA 1 - Sistema hidráulico para controle das pressões de moagem Fonte: Moinho Loesche para cimento e escória de alto forno granulado, pág 9 Acima observamos o conjunto do sistema de acionamento e o amortecedor de impacto do rolo de moagem, o balancim do rolo máster de moagem, as mangueiras hidráulicas do acionamento, os acumuladores de nitrogênio, o balancim na posição acionado e o cilindro hidráulico do rolo principal. O material seco e moído é arrastado para cima pela vazão de gases juntamente num ambiente onde os gases quentes advindos da recirculação e também de uma fonte geradora de gases quentes provocam a evaporação da umidade contida promovendo secagem imediata e permitindo a moagem. Revista Pensar Engenharia, v. 2, n. 1, jan. 2014. FIGURA 2 - Esquema do rolo de preparação de camada e rolo de moagem Fonte: Moinho Loesche para cimento e escória de alto forno granulado, pág 3 A figura acima mostra a principal função do rolo auxiliar que prepara e uniformiza a altura da camada para que o rolo de moagem principal tenha a maior estabilidade na moagem e opere com a menor taxa de vibração e assim garantindo uma condição normal de moagem. Os gases quentes entram no moinho numa escala de 250ºC a 330ºC, neste momento faz-se necessário uma injeção de água em forma de leque, com vazão de 1,0 a 5,0 m3/h para estabilizar o leito de material defronte aos rolos de moagem. O material de retorno do separador conjuntamente com a nova alimentação atinge o centro da mesa moedora, depois de moídos são conduzidos ao separador dinâmico por arraste junto com ar quente e os vapores de água da secagem. No separador, que possuem uma rotação variável, a fim de permitir que somente os materiais finamente moídos continuem seu fluxo (através da gaiola de separação) até o filtro de mangas para serem separados (ar x material). Posteriormente, são coletados por calhas fluidizadas e conduzidos para os sistemas de transporte por correias transportadoras, elevadores de canecas e calhas fluidizadas até o silo de estocagem do produto final, cuja granulometria é da ordem de < 1% retido na malha 0,044mm e ou de acordo com a receita granulométrica já preconizada pelo tipo de produto requerido. Revista Pensar Engenharia, v. 2, n. 1, jan. 2014. O sistema de moagem possui as seguintes variáveis de ajustes de controle: pressão dos rolos de moagem, vazão de alimentação fresca, vazão de injeção de água formadora de camada, vazão de gases quentes, vazão de ar de exaustão dentro do moinho, pressão na base do moinho. Todas as variáveis de controle são regidas pela temperatura da saída do moinho que é a principal variável, se muito alta pode provocar saída rápida do material da mesa de moagem e promover diminuição da camada com consequente vibração do moinho, se baixa pode ser muito perigoso, pois pode atingir o ponto de orvalho dentro do filtro de mangas e provocar sérios danos ao sistema filtrante e de transporte. Todas as variáveis de controle tendem a operar no limite da instalação dependendo da capacidade de secagem do sistema. FIGURA 3 - Mesa de moagem e rolo de moagem FONTE: Moinho Loesche para cimento e escória de alto forno granulado, pág 1 A figura acima se observa no centro e acima da mesa o fundo do cone do separador dinâmico, por onde cai todo o material rejeitado pelo separador para nova oportunidade de moagem. Revista Pensar Engenharia, v. 2, n. 1, jan. 2014. 1.1 Gerador de gases quentes O sistema de geração de gases quentes consiste num leito fluidizado, que alimentado com coque bruto, cuja granulometria deve ser inferior a 12 mm que aquece o leito de areia a 800ºC – 850ºC, cuja temperatura pode ser ajustado controlando a injeção de coque e a vazão do ar insuflado. A injeção de coque é feita por rosca transportadora controlando a amperagem, afim de que manter tempo de ignição curto e o patamar desejado da temperatura no leito, de tal forma que se possa obter o máximo de temperatura do leito. O leito de areia com teor mínimo de 95% de quartzo e granulometria 80% maior que 0,5 mm e manter as condições de pressão diferencial entre o fundo de aeração e o leito superior em patamares > 58 mbar a 62 mbar representa uma condição máxima de geração e recuperação de calor do leito fluidizado, limite máximo preconizado do gerador de gases quentes. A pressão é controlada fazendo-se as recargas de areia através do mesmo circuito de dosagem de combustível e é feito de forma gradual. Devem-se efetuar recargas a fim de manter a pressão de operação recomendada e garantir a eficiência máxima de geração de calor do sistema. O insuflamento de ar no leito fluidizado é premissa fundamental para as condições de controle de geração de gases quentes. O controle é feito através de válvula reguladora em comando remoto a jusante do ventilador na operação. A temperatura de saída do teto do gerador varia de 900ºC a 1120ºC, cuja vazão de gases é aumentada através do ventilador de diluição instalado a jusante do gerador. A vazão e temperatura do fluxo podem ser controladas por este ventilador diluidor, conforme demanda da temperatura de saída do moinho, cuja variação é influencia pela umidade do material alimentado e também pela injeção de água requerida para o controle da camada de material para moagem e para estabilizar a vibração da mesa de moagem. Revista Pensar Engenharia, v. 2, n. 1, jan. 2014. 15/09/13 FIGURA 4 - Leito fluidizado Disponível em: http://www.icon-sa.com.br/icon-maq-pt/pg-ggq.php acesso A figura acima notou a fluidização do leito quente de areia, neste momento ocorre a troca térmica do ar frio insuflado que passa por entre o leito quente de areia produzindo os gases quentes. 2. Justificativa O presente estudo visa apresentar as melhores condições operacionais que represente melhor produtividade objetivando auxiliar o controle automatizado do moinho de rolos cominuindo o cimento através da secagem através de uma fonte de calor. Revista Pensar Engenharia, v. 2, n. 1, jan. 2014. 3. Objetivo Geral Levantar condições que aperfeiçoe o controle de temperatura no moinho vertical. 4. Objetivo específico Controlar recargas de areia no leito do gerador de gases quentes para garantir a geração de gases quentes. Garantir o máximo de gases quentes produzidos no gerador de gases quentes. Controlar a temperatura na saída do moinho, a fim de permitir a produção máxima. Garantir uma camada estável no leito de moagem. Minimizar as vibrações na mesa de moagem decorrentes das variações da camada de material. Descrever lógica de controle de alimentação do moinho em função da temperatura. Revista Pensar Engenharia, v. 2, n. 1, jan. 2014. 16 5. Metodologia A operação do moinho vertical de rolos é uma operação contínua. Para atingir os parâmetros preconizados no projeto da instalação requer uma otimização do processo que inclui todas as etapas de preparação dos insumos, seja a formação de misturas, dosagens de materiais e manutenções preditivas, corretivas e de todas as áreas de apoio da mecânica, elétrica, instrumentação, automação e produção. As operações têm como premissa manter o fluxo de materiais de alimentação constantes e contínuos de dentro das especificações preconizadas para alimentação do moinho de rolos. Devido os materiais ser estocados a céu aberto, há uma importante variação da umidade e é um parâmetro muito importante na operação de moagem. Controle de temperatura é de fundamental importância para o processo um todo (BRISTOT, 2002) Materiais como escórias, possuem teores de materiais metálicos e que precisam ser retirados. Esta retirada é feita com uso de eletroímã instalados no circuito de transporte a fim de garantir que todo material metálico seja expulso do material a ser alimentado no moinho. Os circuitos de alimentação possuem detectores de metais que possuem regulagens de sensibilidades, e pode desviar o fluxo para fora caso tenha presença de metálicos que por sua vez não tenham sido retirados através dos sistemas. A alimentação é para fora automaticamente por tempos previamente definidos e pode varias de 2 a 3 segundos, uma vez que a presença destes materiais é indesejável dentro do moinho, pois poderá ser danosa a mesa e aos rolos provocando aceleração de desgastes. Abaixo características ideais para os insumos de alimentação. Revista Pensar Engenharia, v. 2, n. 1, jan. 2014. 17 TABELA 1 Característica granulométrica da alimentação do moinho FONTE: Moinho Loesche para cimento e escória de alto forno granulado, pág 3 A tabela acima mostra a característica granulométrica dos principais insumos, bem como os limites de umidades. Há um desgaste comum na mesa e rolos de moagem e para garantir os patamares de produção é necessário manter o nível de desgaste controlado. Uma vez desgastado podem ser retificados IN LOCU com solda. À medida que o desgaste avança as condições de moagem, como capacidade de moagem, vibração é prejudicada, elevando o aumento do kWh/t. Operação da moagem com temperatura do leito controlado Revista Pensar Engenharia, v. 2, n. 1, jan. 2014. 18 FIGURA 5 - Operação do moinho O gráfico acima mostra um momento de operação do moinho com a temperatura do leito dentro de parâmetros de controle e uma maximização da produção para o produto. Evidenciando a importância da temperatura do leito do gerador de gases quente com boa estabilidade com relação direta no conjunto operacional. Revista Pensar Engenharia, v. 2, n. 1, jan. 2014. 19 TABELA 2 Tratamento estatístico dos dados do simulador Os dados estatísticos acima se referem condições operacionais de um gerador gases quentes e um moinho vertical e denotam a influência positiva na estabilidade dos sistemas que operam interligados. 6. Parâmetros de simulação de um gerador de gases quentes Revista Pensar Engenharia, v. 2, n. 1, jan. 2014. 20 TABELA 3 Dados do simulador do gerador de gases quentes (continua) TABELA 3 Dados do simulador do gerador de gases quentes (conclusão) As tabelas acima compoem de entrada de dados para o simulador do gerador de gases quentes. Revista Pensar Engenharia, v. 2, n. 1, jan. 2014. 21 FIGURA 6 - Perfil térmico das fases emulsão e bolha do leito fluidizado Com os dados acima foi possível estimar o perfil térmico ao longo do leito fluidizado objetivando adequar a condição de operação do leito para atingir temperatura final da emulsão de 1050oC. Inicialmente considerando a temperatura do leito inicial de 850 oC foi avaliado o seguinte perfil das fases concluindo. A temperatura ao longo do leito apresenta uma elevação para um máximo de 1138 oC terminando em 1062 oC próximo do mínimo de 1050 oC. A fase bolha não apresenta alteração substancialmente de temperatura (850,2 oC). O leito apresenta altura mínima de fluidização da ordem de 1,43 m, bem acima da altura informado de 0,4m, indicando alteração do leito podendo o mesmo operar a um máximo possível de 1,44m. Revista Pensar Engenharia, v. 2, n. 1, jan. 2014. 22 FIGURA 7 - Perfil ajustado a uma temperatura final de 1050 oC. Com alteração da temperatura inicial do gás para 846,7 oC foi possível ajustar a temperatura final do leito em 1050 oC conforme necessidade do sistema térmico. Foi possível determinar a eficiência energética de 77,4% dentro da faixa de recuperação energética do sistema. Revista Pensar Engenharia, v. 2, n. 1, jan. 2014. 23 FIGURA 8 - Número de bolhas x altura do leito Conforme observado pelo gráfico acima, é possível avaliar a coalescência de bolhas ao longo da altura do leito, indicando a formação de bolhas maiores no topo do leito. FIGURA 9 - Número de mols m3 x altura do leito Revista Pensar Engenharia, v. 2, n. 1, jan. 2014. 24 Conforme observado pelo gráfico acima, é possível avaliar o consumo de coque ao longo da altura do leito indicando a alta conversão em pouca altura do leito. 7. Conclusão O controle de calor na saída do moinho vertical de cimento é premissa fundamental na moagem, uma vez que o produto do moinho é higroscópico e precisa operar numa faixa de melhor desempenho na secagem de toda a alimentação, sem atingir condensação no sistema de desempoeiramento do moinho. O filtro de mangas requer uma estabilidade da temperatura e pressão diferencial, garantindo a vazão aerólica dos gases em valores constantes e máximos de forma que as variáveis controladas mantenham a temperatura dentro d a faixa de operação. Sua alteração pode influenciar na totalidade da operação, com reflexos imediatos na produção, na estabilidade do processo. O gerador de gases quentes deve manter a estabilidade sem influenciar na capacidade da moagem, garantindo a secagem e a vazão dos gases, permitindo que esta variável nunca seja um limitador, mas sim um fator essencial à maximização da produção. Com a simulação ficou evidente que o sistema do gerador instalado tem a capacidade suficiente para atender a demanda de gases quentes e a temperatura requerida em marcha contínua como condição de melhor ótima para o desempenho da moagem. Revista Pensar Engenharia, v. 2, n. 1, jan. 2014. 25 8. Referencias bibliográficas 1. (s.d.). Acesso em 30 de setembro de 2013, disponível em www.loesche.com. 2. BRISTOT, V. M. (2002). controle de temperatura de secadores ceramicos. Florianópolis, SC, Brasil. 3. DELABRIDA, M. G. (2011). Melhoria em um processo de produção de uma indústria cimenteira no centro oeste de Minas Gerais. Formiga, MG, Brasil. 4. Luciano França Rocha. (2010). Controle preditivo na otimização de moinho secadorde carvão na indústria de mineração. Curitiba , PR, Brasil. 5. www.icon.com.br. (s.d.). Acesso em 15 de setembro de 2013 Revista Pensar Engenharia, v. 2, n. 1, jan. 2014.
Baixar