Universidade Federal do Rio Grande do Norte
Centro de Tecnologia
Programa de Pós-graduação em Engenharia Mecânica
ESTUDO DA PREVENÇÃO DE FALHA POR FADIGA
EM LAMINADOS DE PLÁSTICO REFORÇADO COM
FIBRA DE VIDRO
Raimundo Carlos Silverio Freire Júnior
Dissertação apresentada ao Programa de
Pós-graduação em Engenharia Mecânica
como requisito para a obtenção do título
de MESTRE EM ENGENHARIA
MECÂNICA
Orientadora: Profa. Dra. Eve Maria Freire de Aquino
Natal
Dezembro/2001
Dedico este trabalho a minha filha Maria Paula,
a meu irmão Carliano e a todos àqueles que
de um modo ou de outro ajudaram
na concretização de mais esta
etapa da minha vida
SUMÁRIO
AGRADECIMENTOS ____________________________________________ i
RESUMO _____________________________________________________iii
ABSTRACT ___________________________________________________ iv
LISTA DE TABELAS ___________________________________________ v
LISTA DE FIGURAS ____________________________________________ vi
ABREVIATURAS E SÍMBOLOS _________________________________ xiv
INTRODUÇÃO_________________________________________________ 1
OBJETIVO GERAL _____________________________________________ 3
1. MATERIAIS COMPOSTOS_____________________________________ 4
1.1. INTRODUÇÃO _______________________________________________________ 4
1.2. DEFINIÇÃO DOS MATERIAIS COMPOSTOS _____________________________ 6
1.3. CLASSIFICAÇÃO DOS MATERIAIS COMPOSTOS ________________________ 6
1.3.1. CLASSIFICAÇÃO DOS MATERIAIS MICROCOMPOSTOS _____________________________________ 7
1.3.1.1. Materiais Compostos Fibrosos __________________________________________________ 7
1.3.1.2. Materiais Compostos Particulados _______________________________________________ 9
1.3.1.3. Materiais Compostos Laminados ________________________________________________ 9
1.3.1.4. Materiais Compostos Híbridos _________________________________________________ 10
1.4. PROCESSOS DE FABRICAÇÃO _______________________________________ 10
1.4.1. PROCESSO DE FABRICAÇÃO COM MOLDAGEM MANUAL (HAND LAY-UP) ____________________ 11
2. COMPORTAMENTO MECÂNICO DOS MATERIAIS COMPOSTOS
LAMINADOS SOB AÇÃO DE TENSÕES ESTÁTICAS ____________ 14
2.1. LEI DE HOOKE GENERALIZADA _____________________________________ 14
2.2. FATORES QUE INFLUENCIAM NA RESISTÊNCIA E RIGIDEZ DOS
LAMINADOS COMPOSTOS __________________________________________ 18
2.2.1. INFLUÊNCIA DO ÂNGULO DA FIBRA __________________________________________________ 18
2.2.2. INFLUÊNCIA DA CONFIGURAÇÃO ___________________________________________________ 22
2.2.3. INFLUÊNCIA DO PERCENTUAL DE FIBRA, MATRIZ E VAZIOS _______________________________ 23
2.2.4. INFLUÊNCIA DO PROCESSO DE FABRICAÇÃO ___________________________________________ 27
2.2.5. INFLUÊNCIA DA UMIDADE E TEMPERATURA ___________________________________________ 27
2.3. TIPOS DE DANOS ENCONTRADOS NOS LAMINADOS SOB AÇÃO DE
CARGAS ESTÁTICAS _______________________________________________ 29
3. COMPORTAMENTO MECÂNICO DOS MATERIAIS COMPOSTOS
LAMINADOS SOB AÇÃO DE TENSÕES CÍCLICAS ______________ 32
3.1. INTRODUÇÃO ______________________________________________________ 32
3.2. SIMBOLOGIA UTILIZADA NA APLICAÇÃO DE TENSÕES CÍCLICAS ______ 33
3.3. ANÁLISE DA VIDA ÚTIL DOS COMPOSTOS LAMINADOS SOB AÇÃO DE
TENSÕES CÍCLICAS ________________________________________________ 36
3.3.1. MODELOS MATEMÁTICOS UTILIZADOS PARA DEFINIR A CURVA S-N________________________ 39
3.3.2. DIAGRAMA MODIFICADO DE GOODMAN ______________________________________________ 40
3.4. PRINCIPAIS FATORES QUE INFLUENCIAM A RESISTÊNCIA À FADIGA DE
UM COMPOSTO LAMINADO ________________________________________ 44
3.4.1. INFLUÊNCIA DA RAZÃO DE FADIGA (R) ______________________________________________ 44
3.4.2. INFLUÊNCIA DA FREQÜÊNCIA UTILIZADA _____________________________________________ 46
3.4.3. INFLUÊNCIA DA CONFIGURAÇÃO ___________________________________________________ 47
3.4.4. INFLUÊNCIA DO PERCENTUAL DE FIBRA E MATRIZ ______________________________________ 48
3.4.5. INFLUÊNCIA DA UMIDADE E DA TEMPERATURA DE TRABALHO ____________________________ 49
3.4.6. INFLUÊNCIA DO SISTEMA DE FIBRA/MATRIZ UTILIZADO NO LAMINADO _____________________ 49
3.5. FORMAÇÃO E PROPAGAÇÃO DO DANO DURANTE A VIDA À FADIGA DO
LAMINADO________________________________________________________ 52
3.6. MODIFICAÇÃO DO MÓDULO DE ELASTICIDADE E DO LIMITE DE
RESISTÊNCIA DURANTE O CARREGAMENTO CÍCLICO DO LAMINADO _ 55
4. MATERIAIS E MÉTODOS ____________________________________ 56
4.1. PROCESSO DE FABRICAÇÃO E CONFIGURAÇÃO DOS LAMINADOS _____ 56
4.2. CORTE E CONFECÇÃO DOS CORPOS DE PROVA _______________________ 57
4.3. ENSAIO DE DENSIDADE VOLUMÉTRICA E DE CALCINAÇÃO ___________ 58
4.4. ENSAIO DE TRAÇÃO UNIAXIAL _____________________________________ 59
4.5. ENSAIO DE COMPRESSÃO UNIAXIAL ________________________________ 60
4.7. ENSAIO DE FADIGA UNIAXIAL ______________________________________ 62
4.8. ANÁLISE DOS DANOS OBTIDOS DURANTE E APÓS OS ENSAIOS ________ 64
5. RESULTADOS E DISCUSSÕES – ENSAIOS PRELIMINARES _________ 66
5.1. ENSAIOS DE DENSIDADE VOLUMÉTRICA E CALCINAÇÃO _____________ 66
5.2. ENSAIOS DE TRAÇÃO UNIAXIAL ____________________________________ 68
5.2.1. ANÁLISE DO DANO NOS ENSAIOS DE TRAÇÃO _________________________________________ 71
5.3. ENSAIOS DE COMPRESSÃO UNIAXIAL _______________________________ 76
5.3.1. ANÁLISE DO DANO NOS ENSAIOS DE COMPRESSÃO _____________________________________ 79
5.4. COMPARAÇÃO DOS RESULTADOS OBTIDOS NO ENSAIO DE TRAÇÃO E
COMPRESSÃO UNIAXIAIS __________________________________________ 82
6. RESULTADOS E DISCUSSÕES – ENSAIOS DE FADIGA __________ 84
6.1. ANÁLISE DAS CURVAS S-N__________________________________________ 84
6.2. DIAGRAMA MODIFICADO DE GOODMAN_____________________________ 90
6.3. ANÁLISE DO DANO NOS LAMINADOS ________________________________ 94
6.3.1. ANÁLISE DO DANO DURANTE O ENSAIO DE FADIGA PARA R = 0,1 __________________________ 94
6.3.2. ANÁLISE DO DANO DURANTE O ENSAIO DE FADIGA PARA R = -1___________________________ 99
6.3.3. ANÁLISE DO DANO DURANTE O ENSAIO DE FADIGA PARA R = 10 _________________________ 106
CONCLUSÕES_______________________________________________ 114
SUGESTÕES PARA FUTUROS TRABALHOS _____________________ 117
REFERÊNCIAS BIBLIOGRÁFICAS _____________________________ 118
ANEXO A ___________________________________________________ 124
ANEXO B ___________________________________________________ 127
ANEXO C ___________________________________________________ 129
AGRADECIMENTOS
Agradeço primeiramente a Deus, por ter me dado forças para perseverar e por ter me
mostrado saídas em todos os momentos difíceis.
Ao meu pai, Raimundo Carlos Silvério Freire por ter me ajudado de todos os modos que
um pai pode ajudar a um filho.
À minha mãe, Ana Maria Ribeiro Mota Freire por ter me dado todo amor e atenção, e por
ter me apoiado na realização deste trabalho.
À minha esposa Erlaine Pereira de Carvalho Freire pela dedicação e pela compreensão
durante a minha ausência para a realização deste.
À professora Dra. Eve Maria Freire de Aquino, pelo incentivo e orientação durante o
decorrer do trabalho.
Ao aluno de iniciação cientifica Bruno, pelo grande auxilio prestado durante a confecção
dos corpos de prova e os ensaios de tração.
Aos professores do CEFET – RN, Renata Carla Tavares dos Santos Felipe e Raimundo
Nonato Barbosa Felipe pelo auxilio na realização dos ensaios de tração.
Ao CEFET – RN por ceder a Máquina PAVITEST para a realização dos ensaios
mecânicos.
Aos professores da UFPB – Campus II, Dr. Marco Antonio dos Santos e Dr. Marconi
Andrade Farias no auxílio durante os ensaios de fadiga e compressão.
Ao funcionário Nilson José Araújo Barbosa da UFPB – Campus II, pelo auxílio na
fabricação das garras para a realização dos ensaios de fadiga.
Ao aluno de Mestrado Cícero da Rocha Souto, pelo auxílio na montagem do sistema de
aquisição de dados do MTS.
A UFPB – Campus II – DEM/AMPF, pela utilização dos laboratórios e equipamentos.
i
A professora da UFRN, Neyde Tomazim pelo auxilio durante a utilização do laboratório
de Metalografia.
A Marisa, pela correção gramatical feita nesta dissertação.
A UFRN – PPGEM, pela utilização dos laboratórios e equipamentos.
A CAPES, pelo apoio financeiro dado para a realização deste trabalho.
E a todos que de uma forma ou de outra, contribuíram para o desenvolvimento deste
trabalho.
ii
RESUMO
Este trabalho consiste em um estudo da prevenção de falha por fadiga de dois
laminados compostos de poliéster reforçados com fibra de vidro-E em forma de manta de
fibras curtas e tecido têxtil cruzado, possuindo 10 e 12 camadas. Para tanto, foi necessário um
estudo completo do comportamento mecânico (resistência e rigidez), destes laminados, bem
como do mecanismo de dano e sua influência na resposta dos mesmos. Desse modo, foram
realizados, inicialmente, ensaios de tração e compressão uniaxiais obtendo-se desta forma as
propriedades mecânicas, tais como limite de resistência e módulos de elasticidade. Em
seguida, foram realizados os ensaios de fadiga, obtendo-se as curvas S-N para as razões de
fadiga R = 0,1, R = -1 e R =10. Com estes resultados, elaborou-se os Diagramas de prevenção
de falha por fadiga dos dois laminados. Além deste tipo de análise, um estudo comparativo
dos dois laminados foi desenvolvido com o intuito de estudar uma possível influência da
configuração no comportamento à fadiga dos dois laminados. Também foi desenvolvido um
estudo detalhado do mecanismo de dano, tanto para os ensaios estáticos quanto para os
ensaios de fadiga. Para o monitoramento do mesmo foram utilizadas técnicas de filmagem e
micrografias óticas.
Palavras-chave: Materiais Compostos, Fadiga, Diagrama Modificado de Goodman,
Mecanismo de Dano, Tração, Compressão.
iii
ABSTRACT
The present investigation addressed the prevention of fatigue failure of laminate
composites. They consist of polyester resins reinforced with E-glass/fibers with variation of
the stacking sequences (10 and 12 layers). The fibers come in the form of mat and (bidirection) woven fabric textile. The strength and stiffness of the composites were studied
along with their damage mechanism and its effect on material response. The composites were
tested under uniaxial tension and compression to determine ultimate strength and Young
modulus. Fatigue tests were then performed to obtain S-N curves at the following fatigue
ratios, R = 0.1, R = -1 and R = 10. These results were used to compile fatigue failure
prevention diagrams for the assessed composites. A comparative study was also carried out to
determine possible effects of the composite configuration on its fatigue behavior. The damage
mechanism was studied from both static and fatigue tests using recording and photographing
techniques.
Keywords: composites, fatigue, Goodman’s modified diagram, damage mechanism, tensile
tests, compression tests.
iv
LISTA DE TABELAS
Tabela 5.1: Densidade volumétrica das duas configurações analisadas. ________________ 66
Tabela 5.2: Percentuais volumétricos de fibra, resina e vazios. _______________________ 67
v
LISTA DE FIGURAS
Figura 1.1: Diagrama esquemático que demonstra a importância das quatro classes de
materiais (metais, polímeros, compostos e cerâmicos) utilizadas na engenharia
em função do tempo. A escala de tempo é não linear (Matthews, 1994). ______ 5
Figura 1.2: Exemplos de aplicação dos materiais compostos (Reinforced Plastics, 2001). ___ 5
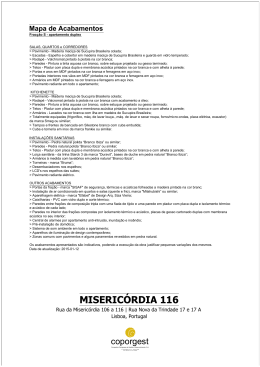
Figura 1.3: Formas possíveis de utilização de fibras na fabricação de materiais compostos. _ 7
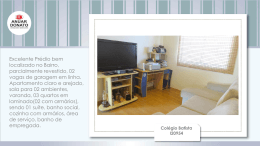
Figura 1.4: Formas possíveis de utilização de fibras na fabricação de materiais compostos
(Chou et al., 1986). _______________________________________________ 8
Figura 1.5: Tipos de fibras e matrizes mais utilizadas na fabricação de um material
composto (Al-Qureshi, 1983). _______________________________________ 9
Figura 1.6: Exemplo de materiais compostos particulados (Chiaverini, 1986).____________ 9
Figura 1.7: Exemplo de materiais compostos laminados ____________________________ 10
Figura 1.8: Aplicação de resina através da utilização de rolos (Aquino, 1992). __________ 12
Figura 1.9: Aplicação de nova camada sobre o laminado (Aquino, 1992). ______________ 13
Figura 2.1: Componentes de tensão que atuam em um ponto do material (Hull, 1987;
Herakovich, 1997). ______________________________________________ 15
Figura 2.2: Diagrama tensão versus deformação (ensaio de tração uniaxial) de um
composto
de
carbono
epóxi
com
traçado
tridimensional
(3-d)
(Ding et al., 1995). _______________________________________________ 17
Figura 2.3: Diagrama tensão versus deformação (ensaio de tração uniaxial) de um laminado
composto de fibra de vidro/polipropileno com três camadas (Ferreira et al.
(a), 1999).______________________________________________________ 17
Figura 2.4: Diagrama tensão deformação de um laminado composto de fibra de
vidro/poliéster (Felipe (a), 1997). ___________________________________ 17
Figura 2.5: Eixos de coordenadas de uma lâmina unidirecional. ______________________ 19
Figura 2.6: Módulo de elasticidade em função da orientação da fibra para uma lâmina
unidirecional de fibra de aramida com epóxi (Herakovich, 1997). __________ 20
vi
Figura 2.7: Coeficiente de poisson em função da orientação da fibra para uma lâmina
unidirecional de fibra de aramida com epóxi (Herakovich, 1997). __________ 20
Figura 2.8: Módulo de elasticidade Ex em função da orientação da fibra para uma lâmina
unidirecional de fibra de carbono com epóxi (Sinclair et al., 1979 apud Hull,
1987). _________________________________________________________ 21
Figura 2.9: Módulo de elasticidade Ex em função da orientação da fibra para uma lâmina
unidirecional de fibra de vidro com poliéster (Mandell et al., 1997). ________ 21
Figura 2.10: Curvas tensão versus deformação de um laminado composto de fibras de
aramida
com
epóxi
variando-se
o
ângulo
da
fibra
utilizado
(Herakovich, 1997). ______________________________________________ 22
Figura 2.11: Diagrama tensão versus deformação (ensaio de tração uniaxial) de três
laminados composto de fibra de vidro/polipropileno (Ferreira et al., 1999). __ 23
Figura 2.12: Diagrama tensão versus deformação de um laminado composto de fibras de
carbono com poliamida para várias configurações (Herakovich, 1997).______ 23
Figura 2.13: Módulo de elasticidade na direção da fibra (E1) em função do percentual de
fibra (Vf) para uma lâmina unidirecional de fibra de vidro-e/poliéster
(Antaquera et al., 1991). __________________________________________ 24
Figura 2.14: Módulo de elasticidade na direção transversal à fibra (E2) em função do
percentual de fibra (Vf) para uma lâmina unidirecional de fibra de vidroe/poliéster (Antaquera et al., 1991).__________________________________ 24
Figura 2.15: Coeficiente de poisson (υ
υ12) em função do percentual de fibra (Vf) para uma
lâmina unidirecional de fibra de vidro-e/poliéster (Antaquera et al., 1991). ___ 25
Figura 2.16: Módulo de cisalhamento (G12) em função do percentual de fibra (Vf) para uma
lâmina unidirecional de fibra de vidro-e/poliéster (Antaquera et al., 1991). ___ 25
Figura 2.17: Diagrama dos valores do limite de resistência em função do volume de fibra
do laminado.____________________________________________________ 26
Figura 2.18: Tipos de danos encontrados em materiais compostos.____________________ 30
Figura 2.19: Tipos de danos encontrados em materiais compostos laminados. ___________ 31
vii
Figura 2.20: Danos ocorridos em um laminado composto de fibra de vidro-E/poliéster
(Margaria et al., 1997). ___________________________________________ 31
Figura 3.1: Diagrama esquemático da vida à fadiga de várias estruturas (Sutherland, 1999). 32
Figura 3.2: Tensão cíclica aleatória. ____________________________________________ 33
Figura 3.3: Tensão cíclica senoidal. ____________________________________________ 33
Figura 3.4: Tensão cíclica quadrada. ___________________________________________ 34
Figura 3.5: Tipos de tensões cíclicas que podem ser aplicadas em um material. __________ 34
Figura 3.6: Simbologia utilizada para definir os componentes de tensões cíclicas. ________ 35
σm), demonstrando
Figura 3.7: Gráfico da amplitude de tensão (σ
σa) versus a tensão média (σ
a variação da razão de fadiga (R). ___________________________________ 36
Figura 3.8: Curva S-N – materiais metálicos ferrosos (Souza, 1982). __________________ 37
Figura 3.9: Formas mais comuns de curvas S-N para laminados compostos (plástico
reforçado com fibra). _____________________________________________ 38
Figura 3.10: Diagrama Modificado de Goodman demonstrando as regiões na qual o
material suportará o número de ciclos especificado sem romper. ___________ 41
Figura 3.11: Diagrama Modificado de Goodman utilizando vários valores de R (Mandell et
al., 1997). ______________________________________________________ 42
Figura 3.12: Diagrama Modificado de Goodman normalizado criado a partir de equação 3.7
(Beheshty et al., 1999). ___________________________________________ 43
Figura 3.13: Fatores de importância no projeto de pás de cata vento (Sutherland et al.,
1995). _________________________________________________________ 44
Figura 3.14: Exemplo de três tensões cíclicas, variando-se somente o valor de R, que
podem ser aplicadas ao laminado. ___________________________________ 45
Figura 3.15: Gráfico da fragilidade à fadiga (b) versus o percentual de fibra para várias
configurações do laminado de plástico reforçado com fibra de vidro-E,
utilizando-se R = 0,1 (Mandell et al., 1995). ___________________________ 48
viii
Figura 3.16: Curvas S-N comparando três tipos de laminados unidirecionais com diferentes
reforços (fibras) e mesma matriz (epóxi) (Curtis, 1987 apud Matthews et al.,
1994). _________________________________________________________ 50
Figura 3.17: Fotomicrografia demonstrando a aderência fibra matriz utilizando dois tipos de
matrizes (Gamstedt et al. (a), 1999). _________________________________ 51
Figura 3.18: Esquema que demonstra a importância da interface fibra/matriz na resistência
à fadiga do laminado (Gamstedt et al. (a), 1999). _______________________ 51
Figura 3.19: Diagrama esquemático de formação e propagação do dano em laminados
compostos (Reifsnider et al., 1983 apud Cahn et al., 1993). _______________ 52
Figura 3.20: Análise da formação de dano em uma fibra transversal ao sentido de carga sob
ação de tração ou compressão (Gamstedt et al. (b), 1999). ________________ 53
Figura 3.21: Diagrama esquemático da formação e propagação de danos em compostos
laminados que possuem fibras transversais submetidos a carregamentos
alternados (tração-compressão) e trativos (tração-tração) (Gamstedt et al. (b),
1999). _________________________________________________________ 54
Figura 3.22: Gráfico normalizado que demonstra as duas formas como o número de ciclos
pode influenciar o módulo de elasticidade do laminado.__________________ 55
Figura 4.1: Configurações dos laminados, C10 e C12. _____________________________ 56
Figura 4.2: Gabarito utilizado na confecção dos corpos de prova. _____________________ 58
Figura 4.3: Equipamento de tração universal mecânica (Pavitest). ____________________ 60
Figura 4.4: Corpo de prova utilizado para o ensaio de tração (dimensões em mm). _______ 60
Figura 4.5: Equipamento utilizado para o ensaio de compressão uniaxial e fadiga. _______ 61
Figura 4.6: Corpo de prova utilizado para o ensaio de compressão (dimensões em mm).___ 62
Figura 4.7: Garra utilizada nos ensaios de fadiga para R = -1 e R = 10. ________________ 63
Figura 4.8: Dimensões dos corpos de prova para o ensaio de fadiga. __________________ 64
Figura 5.1: Percentuais volumétricos de fibra, resina e vazios das duas configurações
estudadas. ______________________________________________________ 67
ix
Figura 5.2: Gráfico tensão versus deformação dos cinco corpos de prova ensaiados à tração
uniaxial do laminado C10._________________________________________ 68
Figura 5.3: Gráfico tensão versus deformação dos cinco corpos de prova ensaiados à tração
uniaxial do laminado C12._________________________________________ 69
Figura 5.4: Limite de resistência à tração dos laminados compostos C10 e C12. _________ 69
Figura 5.5: Módulo de elasticidade à tração dos laminados C10 e C12. ________________ 70
Figura 5.6: Deformação de ruptura à tração dos laminados C10 e C12. ________________ 71
Figura 5.7: Ruptura de um dos corpos de prova C10 submetido à tração. _______________ 71
Figura 5.8: Ruptura de um dos corpos de prova C12 submetido à tração. _______________ 71
Figura 5.9: Detalhe da ruptura do corpo de prova submetido à tração (C12). ____________ 72
Figura 5.10: Microfissura transversal oriunda de um defeito de fabricação em uma região
rica em resina (C10). _____________________________________________ 73
Figura 5.11: Microfissura transversal oriunda de um defeito de fabricação em uma região
rica em fibras (C10). _____________________________________________ 73
Figura 5.12: Defeitos de fabricação que não formaram microfissuras (C10). ____________ 73
Figura 5.13: Fratura coesiva na fibra (C12).______________________________________ 74
Figura 5.14: Fratura coesiva na matriz e desaderência fibra-matriz (C12). ______________ 74
Figura 5.15: Delaminação ocorrida no laminado C10.______________________________ 75
Figura 5.16: Delaminação ocorrida no laminado C12.______________________________ 75
Figura 5.17: Desaderência fibra-matriz, região de fratura final (C12). _________________ 76
Figura 5.18: Gráfico tensão versus deformação dos cinco corpos de prova ensaiados à
compressão uniaxial do laminado C10. _______________________________ 77
Figura 5.19: Gráfico tensão versus deformação dos cinco corpos de prova ensaiados à
compressão uniaxial do laminado C12. _______________________________ 77
Figura 5.20: Limite de resistência à compressão uniaxial dos laminados C10 e C12. _____ 78
Figura 5.21: Módulo de elasticidade longitudinal à compressão das configurações C10 e
C12. __________________________________________________________ 78
x
Figura 5.22: Deformação de ruptura à compressão dos laminados C10 e C12.___________ 79
Figura 5.23: Ruptura do corpo de prova submetido ao ensaio de compressão uniaxial,
laminado C10. __________________________________________________ 79
Figura 5.24: Ruptura do corpo de prova submetido ao ensaio de compressão uniaxial,
laminado C12. __________________________________________________ 79
Figura 5.25: Fratura coesiva na fibra e desaderência fibra/matriz (fratura adesiva) (C12). __ 80
Figura 5.26: Formação e propagação do dano no laminado sob compressão (C12). _______ 81
Figura 5.27: Fibra com pequena quantidade de resina aderida (C10). __________________ 82
Figura 5.28: Limite de resistência à tração e à compressão dos laminados compostos C10 e
C12. __________________________________________________________ 83
Figura 5.29: Módulo de elasticidade à tração e à compressão dos laminados C10 e C12. __ 83
Figura 6.1: Gráfico semilogarítmico da tensão máxima normalizada versus o número de
ciclos de ruptura do laminado C10, utilizando-se R = 10, R = 0,1 e R = -1 (a
seta indica os corpos de prova que não sofreram ruptura). ________________ 85
Figura 6.2: Gráfico semilogarítmico da tensão máxima normalizada versus o número de
ciclos de ruptura do laminado C12, utilizando-se R = 10, R = 0,1 e R = -1 (a
seta indica os corpos de prova que não sofreram ruptura). ________________ 86
Figura 6.3: Gráfico semilogarítmico da tensão máxima normalizada versus o número de
ciclos de ruptura, nos laminados C10 e C12 para R = –1 (a seta indica os
corpos de prova que não sofreram ruptura). ___________________________ 86
Figura 6.4: Gráfico semilogarítmico da tensão máxima normalizada versus o número de
ciclos de ruptura, nos laminados C10 e C12 para R = 0,1 (a seta indica os
corpos de prova que não sofreram ruptura). ___________________________ 87
Figura 6.5: Gráfico semilogarítmico da tensão máxima normalizada versus o número de
ciclos de ruptura, nos laminados C10 e C12 para R = 10. ________________ 88
Figura 6.6: Gráfico semilogarítmico da tensão máxima normalizada versus o número de
ciclos de ruptura do laminado C10 (as linhas tracejadas demonstram as curvas
da equação 3.6 e as linhas cheias demonstram as curvas da equação 3.5). ____ 89
xi
Figura 6.7: Gráfico semilogarítmico da tensão máxima normalizada versus o número de
ciclos de ruptura do laminado C12 (as linhas tracejadas demonstram os
resultados obtidos com a equação 3.6 e as linhas cheias os resultados obtidos
com a equação 3.5). ______________________________________________ 89
Figura 6.8: Diagrama Modificado de Goodman para o laminado C10, utilizando apenas os
resultados obtidos para R = –1. _____________________________________ 90
Figura 6.9: Diagrama Modificado de Goodman para o laminado C12, utilizando apenas os
resultados obtidos para R = –1. _____________________________________ 91
Figura 6.10: Diagrama Modificado de Goodman para a prevenção de falha por fadiga do
laminado C10. __________________________________________________ 92
Figura 6.11: Diagrama Modificado de Goodman para a prevenção de falha por fadiga do
laminado C12. __________________________________________________ 92
Figura 6.12: Visualização da influência da razão de fadiga R na configuração C10. ______ 93
Figura 6.13: Visualização da influência da razão de fadiga R na configuração C12. ______ 93
Figura 6.14: Comparação de um laminado C10 “virgem” com um laminado C10 sendo
ensaiado à fadiga (R = 0,1). ________________________________________ 95
Figura 6.15: Diagrama de formação e propagação do dano no laminado C10 com R = 0,1. 96
Figura 6.16: Diagrama de formação e propagação do dano no laminado C12 com R = 0,1. 97
Figura 6.17: Laminado C12 (σ
σmax = 69 MPa, R = 0,1, número de ciclos N = 18700 ciclos,
número de ciclos de ruptura N0 = 21200 ciclos).________________________ 98
Figura 6.18: Ruptura do laminado C12 (σ
σmax = 69 MPa, R = 0,1, número de ciclos de
ruptura N0 = 21200 ciclos). ________________________________________ 98
Figura 6.19: Fissuras transversais formadas durante o ensaio de fadiga à R = 0,1. ________ 99
Figura 6.20: Diagrama de formação e propagação do dano no laminado C10 com R = -1. 100
Figura 6.21: Diagrama de formação e propagação do dano no laminado C12 com R = -1. 101
Figura 6.22: Seqüência de dano ocorrido no laminado C10 ensaiado com R = -1 (N0 = 4400
ciclos, σmax = 69 MPa) (região de bordo livre).________________________ 102
xii
Figura 6.23: Seqüência de dano ocorrido no laminado C12 ensaiado com R = -1 (N0 =
17500 ciclos, σmax = 46 MPa) (região de bordo livre). __________________ 103
Figura 6.24: Seqüência do dano ocorrido no laminado C10 ensaiado com R = -1 (N0 =
345200 ciclos, σmax = 46 MPa) (região de bordo livre). _________________ 104
Figura 6.25: Defeitos de fabricação sem a formação de microfissuras à R = -1 (C10). ___ 105
Figura 6.26: Fraturas adesiva e coesiva ocorridas no ensaio de fadiga à R = -1 (C12). ___ 106
Figura 6.27: Delaminação ocorrida no ensaio de fadiga à R = -1 (C12)._______________ 106
Figura 6.28: Diagrama de formação e propagação do dano no laminado C10 com R = 10. 107
Figura 6.29: Diagrama de formação e propagação do dano no laminado C12 com R = 10. 108
Figura 6.30: Seqüência de dano ocorrido no laminado C12 ensaiado com R = 10 (N0 =
38700 ciclos, σmax = 99,6 MPa). ___________________________________ 109
Figura 6.31: Seqüência de dano ocorrido no laminado C10 ensaiado com R = 10 (N0 =
3500 ciclos, σmax = 132,8 MPa). ___________________________________ 110
Figura 6.32: Seqüência de dano ocorrido no laminado C12 ensaiado com R = 10 (N0 =
3500 ciclos, σmax = 132,8 MPa). ___________________________________ 111
Figura 6.33: Defeitos de fabricação que não formaram microfissuras à R = 10 (C10).____ 112
Figura 6.34: Fissura transversal formada a partir de um defeito de fabricação no ensaio de
fadiga com R = 10 (C10). ________________________________________ 112
Figura 6.35: Delaminação ocorrida para R = 10 (C12). ____________________________ 113
xiii
ABREVIATURAS E SÍMBOLOS
[C] – Matriz de rigidez do material
a, p – Coeficientes de fadiga do material (equação 3.5)
ASTM – American Society for Testing Materials
b – Fragilidade à fadiga do material (equações 3.5 e 3.6)
c, d e w – parâmetros utilizados para o calculo da densidade volumétrica (equação 4.1)
C10 – Configuração do laminado de 10 camadas
C12 – Configuração do laminado de 12 camadas
CDS – Estado característico de dano (characteristic damage state)
C-C – Região na qual a razão de fadiga varia de 1 a +∞
C-T – Região na qual a razão de fadiga varia de -∞ a -1
Curva S-N – Curva da tensão máxima versus o número de ciclos de ruptura
D – Densidade volumétrica do laminado (g/cm3)
Df – Densidade volumétrica da fibra (g/cm3)
Dm – Densidade volumétrica da matriz (g/cm3)
e – Espessura do laminado (mm)
E – Módulo de Elasticidade (GPa)
E0 – Módulo de Elasticidade Inicial (GPa)
E1 – Módulo de Elasticidade na direção 1 (GPa)
E2 – Módulo de Elasticidade na direção 2 (GPa)
Ex – Módulo de Elasticidade na direção x (GPa)
Ey – Módulo de Elasticidade na direção y (GPa)
F – Fator de falha por flambagem
f, u, v – Parâmetros de convergência da equação 3.7
g – Comprimento útil do laminado (gage) (mm)
Gxy – Módulo de cisalhamento em relação ao eixo x-y (GPa)
M – Manta de fibra de vidro/E (450 g/m2)
mf – Massa de fibra (g)
Mf – Percentual mássico de fibra
Mm – Percentual mássico de resina
mt – Massa total do laminado (g)
xiv
N – Número de ciclos
N0 – Número de ciclos de ruptura
R – Razão de fadiga
s – Referente à simetria do laminado
T – Tecido têxtil cruzado de fibra de vidro E (450 g/m2)
T-C – Região na qual a razão de fadiga varia de -1 a 0
T-T – Região na qual a razão de fadiga varia de 0 a 1
Vf – Volume de fibra (percentual volumétrico)
Vfcrit – Valor crítico do volume de fibra (figura 2.17)
Vfmin – Valor mínimo do volume de fibra (figura 2.17)
Vm e Vv – Percentuais volumétricos da resina e de vazios, respectivamente
ε1, ε2 e ε3 – Componentes de deformação nas direções 1, 2 e 3, respectivamente
γ23, γ31 e γ12 – Ângulos de distorção nos planos 2-3, 3-1 e 1-2, respectivamente
ν12 – Coeficiente de Poisson em relação ao plano 1-2
νxy – Coeficiente de Poisson em relação ao plano x-y
θ – Ângulo formado entre o eixo x e o eixo 1
σa – Amplitude de tensão (MPa)
σmax – Tensão máxima (MPa)
σmed – Tensão média (MPa)
σmin – Tensão mínima (MPa)
σr – Intervalo de tensão (MPa)
σult – Tensão última ou limite de resistência ou tensão de ruptura (MPa)
σult f – Limite de resistência da fibra (figura 2.17)
σult m – Limite de resistência da matriz (figura 2.17)
σult.c – Limite de resistência à compressão (MPa)
σult.t – Limite de resistência à tração (MPa)
σ1, σ2 e σ3 – Componentes de tensão normais na direção 1, 2 e 3 respectivamente (MPa)
τ12, τ13 e τ23 – Componentes das tensões de cisalhamento nos planos 1-2, 1-3 e 2-3,
respectivamente (MPa)
xv
INTRODUÇÃO
Um dos pré-requisitos fundamentais para a aplicação de um material em elementos
estruturais móveis ou de grande porte é o seu peso, pois somente assim se garantirá um menor
consumo de energia durante a sua aplicação e ou transporte. Para atender à necessidade de
obter materiais com boa resistência mecânica e baixo peso, foram criados os materiais
compostos sintéticos que são basicamente a mistura de dois ou mais materiais fisicamente
distintos.
Atualmente, existe um aumento progressivo da utilização dos “Materiais Compostos
Poliméricos” na indústria como matéria prima para a fabricação de elementos estruturais. Para
a escolha do processo de fabricação das estruturas feitas com estes materiais se consideram
alguns fatores que podem ser decisivos tais como: a escala de produção necessária, o tamanho
dos elementos estruturais, custo de fabricação, entre outros.
O processo de fabricação mais utilizado na obtenção de elementos estruturais de
grande porte, a base de materiais compostos laminados, é o processo por moldagem manual
(Hand Lay-up). Isto ocorre porque este é um processo bastante simples de ser aplicado e por
possuir um investimento inicial pequeno, apesar do mesmo apresentar deficiências com
relação ao processo de impregnação das fibras. Daí, é de grande interesse o estudo das
propriedades mecânicas, tanto estáticas quanto cíclicas de peças de grande porte fabricadas
por este tipo de processo.
Para o estudo do comportamento mecânico do material, quando submetido a esforços
estáticos e cíclicos, é necessário que o mesmo seja analisado através de ensaios experimentais.
No caso dos materiais compostos, existe uma grande complexidade nas suas propriedades
mecânicas, por causa da influência direta de muitos parâmetros, inclusive do mecanismo de
dano envolvido. No caso dos compostos laminados, os parâmetros mais estudados estão
geralmente relacionados com o processo de fabricação, configuração, simetria na distribuição
das camadas, sistema fibra/matriz, condições de umidade e temperatura, entre outros.
Pensando desse modo, a segurança no desempenho de qualquer elemento estrutural
constituído à base de materiais compostos, passa, impreterivelmente, pelo conhecimento
preciso de todos os fatores que possam vir a desestabilizá-lo. A partir desse conhecimento e
da utilização de critérios apropriados, a prevenção de falha do elemento pode ser elaborada e
aplicada em qualquer projeto mecânico.
1
Dentro da indústria, um dos critérios utilizados na tentativa de aumentar a resistência e
rigidez de um laminado, é o aumento do número de camadas do mesmo, embora este tipo de
decisão pode não apresentar bons resultados, principalmente, se mudar características do
laminado, como por exemplo a sua simetria.
Este trabalho apresenta, como elemento estrutural para estudo, duas configurações de
laminados de resina poliéster ortoftálica reforçadas com fibra de vidro-E na forma de manta
de fibras curtas e tecido têxtil bidirecional, uma com 10 e a outra com 12 camadas; sendo os
mesmos utilizados na fabricação de reservatórios de grande porte, através do processo de
moldagem manual. Ressalta-se aqui que o laminado de 12 camadas não possui simetria com
relação à distribuição de camadas.
O estudo desenvolvido aqui, foi realizado de modo a obter-se, ao final, diagramas de
prevenção de falha por fadiga, bem com, o desenvolvimento de Diagramas de Formação e
Propagação do Dano (DFPD) deste laminados. Para tanto, foram realizados ensaios
preliminares de densidade volumétrica, calcinação, tração e compressão uniaxiais. Além
destes ensaios, foram realizados ensaios de fadiga para a obtenção da curva S-N para vários
valores de razão de fadiga (R), mais especificamente R = 0,1 (fadiga trativa), R = -1 (fadiga
alternada) e R = 10 (fadiga compressiva).
Ainda com o objetivo de assegurar o desempenho do material em estudo, com relação
à prevenção de falha por fadiga e obtenção dos DFPD’s para todas as razões de fadiga R, um
estudo detalhado do mecanismo de dano foi desenvolvido. Para o monitoramento do mesmo
foram utilizadas técnicas de filmagem e microscopia ótica.
Este trabalho apresenta-se dividido em seis capítulos. Os três primeiros capítulos
tratam da revisão bibliográfica dos materiais compostos, introduzindo o tema e demonstrando
o comportamento mecânico destes, sob a ação de carregamentos estáticos e cíclicos; o quarto
capítulo trata sobre o procedimento experimental utilizado para a realização dos ensaios de
densidade volumétrica e calcinação, tração uniaxial, compressão uniaxial (sendo estes
definidos como ensaios preliminares), fadiga uniaxial e as técnicas de monitoramento do
mecanismo de dano; a partir do quinto capítulo faz-se a apresentação dos resultados obtidos
nos ensaios preliminares e de fadiga uniaxial, diagramas de falhas por fadiga, além do estudo
completo da formação e propagação do dano para os dois laminados. As conclusões e
sugestões para futuros trabalhos são apresentadas no final deste.
2
OBJETIVO GERAL
Este trabalho possui o objetivo de obter o comportamento a tração, a compressão e a
fadiga de dois laminados compostos de resina poliéster reforçados com fibra de vidro E em
forma de manta e tecido cruzado, utilizados pela industria para a fabricação de reservatórios;
bem como, a criação de um diagrama de prevenção de falha por fadiga a partir destes
resultados.
OBJETIVOS ESPECÍFICOS
1) Obtenção das propriedades mecânicas à tração e à compressão uniaxiais dos dois
laminados.
2) Obtenção das curvas S-N dos dois laminados analisados para diferentes valores de razão de
fadiga (R = 0,1, R = -1 e R = 10).
3) Modelar matematicamente as curvas S-N.
3) Obtenção do Diagrama Modificado de Goodman na prevenção da falha por fadiga.
4) Análise macroscópica e microscópica do dano formado nos ensaios de tração, compressão
e de fadiga.
5) Acompanhamento da formação e propagação do dano nos laminados ensaiados à fadiga.
6) Comparação dos resultados obtidos para os ensaios de tração, compressão e fadiga dos dois
laminados aqui analisados.
3
CAPÍTULO 1
1. MATERIAIS COMPOSTOS
Neste capítulo será feita uma revisão sobre a definição, a classificação e os processos
de fabricação dos materiais compostos, com o propósito de demonstrar os conceitos básicos
ligados a estes tipos de materiais. Além disso, se tentará mostrar a grande variedade e o
quanto estes materiais estão presentes na nossa vida, mesmo em épocas na qual não existiam
os materiais compostos fabricados pelo homem.
1.1. INTRODUÇÃO
Historicamente, os materiais compostos podem ser considerados tão ou mais antigos
do que o homem, haja posto que a madeira, o bambu e até o próprio corpo humano são
materiais compostos (Herakovich, 1997). Porém estes materiais compostos são considerados
naturais, ou seja, feitos pela natureza. Os materiais compostos artificiais ou sintéticos (feitos
pelo homem) só foram criados na primeira metade do século XX, e só começaram a ser
utilizados em 1940, quando a NASA utilizou plástico (poliéster) reforçado com fibra de vidro
na fabricação de cúpulas de radares (Antaquera et al, 1991). A partir de 1960, os
pesquisadores e engenheiros começaram a ver, com mais seriedade, o vasto potencial dos
materiais compostos e, a partir desta época, houve um considerável avanço na idealização,
fabricação e utilização dos mesmos, sendo, por exemplo aplicados na fabricação de peças de
aviões (Herakovich, 1997).
A partir da figura 1.1 pode-se perceber melhor a evolução dos materiais compostos,
bem como das outras três grandes classes de materiais utilizados na engenharia (metais,
polímeros e cerâmicos) (Matthews, 1994). Por este gráfico, percebe-se, também, que somente
com a evolução tecnológica ocorrida durante o século XX é que se descobriram novos tipos
de materiais em todas as grandes áreas da engenharia de materiais com melhores propriedades
físicas e mecânicas.
Atualmente, os materiais compostos são bastante utilizados mundialmente, possuindo
uma vasta aplicação que vai desde equipamentos recreativos como raquetes de tênis a
aplicações militares e aeroespaciais como hélices de helicóptero e componentes utilizados na
fabricação de ônibus espaciais. Além destes exemplos, pode-se citar outros como os
mostrados na figura 1.2 (Reinforced Plastics, 2001).
4
Figura 1.1: Diagrama esquemático que demonstra a importância das quatro classes de
materiais (metais, polímeros, compostos e cerâmicos) utilizadas na engenharia em
função do tempo. A escala de tempo é não linear (Matthews, 1994).
Figura 1.2: Exemplos de aplicação dos materiais compostos (Reinforced Plastics, 2001).
5
1.2. DEFINIÇÃO DOS MATERIAIS COMPOSTOS
Pode-se definir material composto como a combinação de dois ou mais materiais de
modo heterogêneo, ou seja, que possuam fases distintas, com o objetivo de se obter
propriedades específicas e características desejadas. É certo que esta definição depende do
nível de análise do material, pois todos os materiais podem ser considerados heterogêneos se a
escala analisada é muito pequena (Herakovich, 1997). Pensando desse modo, os materiais
compostos não possuem uma definição criteriosa e, conforme Hull (1987) descreveu, para um
material ser considerado composto, no que diz respeito a aplicações estruturais, deve-se
considerar os três fundamentos citados abaixo.
1) União de dois ou mais materiais fisicamente distintos e separáveis mecanicamente.
2) Podem ser fabricados de modo a se controlar a proporção de cada um dos elementos
utilizados para a sua fabricação objetivando-se obter propriedades ótimas.
3) As propriedades obtidas no composto são superiores e, possivelmente, únicas, se
comparadas aos componentes em separados.
A partir destes fundamentos, percebe-se que o principal objetivo da idealização e
fabricação de um material composto é a obtenção de um material com excelentes
propriedades físicas e mecânicas para um determinado projeto, ou seja, as propriedades do
material composto podem se adequar ao projeto a partir da variação das proporções dos
elementos utilizados durante a fabricação.
1.3. CLASSIFICAÇÃO DOS MATERIAIS COMPOSTOS
Os materiais compostos estão divididos em duas grandes categorias que são: materiais
compostos naturais (que são criados pela natureza) e materiais compostos sintéticos (que são
fabricados pelo homem). Pode-se citar como exemplo de materiais compostos naturais a
madeira, o bambu, os músculos e o corpo humano; e como exemplo de materiais compostos
sintéticos os plásticos reforçados, hélices de helicóptero e vigas de concreto armado (Hull,
1987).
Dentre os materiais compostos sintéticos ainda existe uma subdivisão que os classifica
em materiais macrocompostos e microcompostos. Os materiais macrocompostos são aqueles
nos quais as fases do material composto são macroscópicas, ou seja, podem ser vistas a olho
nu, enquanto que, os materiais microcompostos são aqueles nos quais as fases do material
composto só podem ser identificadas com o auxilio de microscópio ou de lente de aumento.
6
Pode-se citar como exemplo de macrocompostos as pás de helicóptero e vigas de concreto
armado; e de microcompostos os plásticos reforçados (Hull, 1987).
Apesar desta classificação bastante ampla dos materiais compostos, na prática, o que
realmente se considera como materiais compostos são os materiais microcompostos
(Chiaverini, 1986; Reddy et al, 1995; Antaquera et al, 1991; Herakovich, 1997), desse modo,
torna-se relevante a classificação dos mesmos.
1.3.1. CLASSIFICAÇÃO DOS MATERIAIS MICROCOMPOSTOS
Estes materiais são classificados em quatro partes, que são; materiais compostos
fibrosos, particulados, laminados e híbridos.
1.3.1.1. Materiais Compostos Fibrosos
Os materiais compostos fibrosos são constituídos de fibras aderidas a uma matriz, na
qual, as fibras podem ser distribuídas de modo aleatório ou não, e podem possuir um
comprimento longo ou curto dependendo da dimensão da peça obtida (ver figura 1.4). Além
disso, as fibras também podem apresentar vários modos de disposição, conforme ilustrado nas
figuras 1.3 e 1.4. No caso das fibras que podem ser tecidas, as mesmas se encontram na forma
de tecido uniaxial, biaxial, triaxial e multiaxial; já para o caso de disposição aleatória, as
mesmas apresentam-se na forma de manta de fios curtos ou contínuos; as fibras também
podem se apresentar na forma de construção tridimensional; construção cilíndrica
tridimensional e construção interlock (Chou et al., 1986; Bannister, 2001, Tsai et al., 2000).
Tecido Bidirecional
Manta com fios contínuos
Tecido Unidirecional
Manta com fios curtos
Figura 1.3: Formas possíveis de utilização de fibras na fabricação de materiais compostos.
7
Figura 1.4: Formas possíveis de utilização de fibras na fabricação de materiais compostos
(Chou et al., 1986).
No que diz respeito aos tipos de fibras fabricadas atualmente, pode-se destacar as
fibras de vidro, de carbono, de kevlar e de boro (ver figura 1.5). As fibras de vidro são as mais
utilizadas mundialmente devido as suas boas propriedades físicas e mecânicas, a sua grande
aderência fibra/matriz e, na maioria dos casos, seu baixo custo. Ressalta-se, também, um
crescimento acentuado da utilização de fibras naturais (a maioria de origem vegetal), inclusive
em aplicações estruturais de pequeno e médio desempenho (Silva et al., 2000).
Além do reforço, deve-se, também, analisar os tipos de matrizes utilizadas para
impregnação do mesmo. Para o caso das fibras citadas anteriormente, a matriz mais utilizada
é normalmente de origem polimérica, e pode-se citar como exemplo, o epóxi, o poliéster
(matrizes termofixas), o polipropileno, o policarbonato e a poliamida (náilon) (matrizes
termoplásticas). Os tipos de fibras e matrizes utilizados na fabricação de materiais compostos
poliméricos podem ser melhor exemplificados na figura 1.5 (Al-Qureshi, 1983).
8
Figura 1.5: Tipos de fibras e matrizes mais utilizadas na fabricação de um material composto
(Al-Qureshi, 1983).
1.3.1.2. Materiais Compostos Particulados
Os materiais compostos particulados são caracterizados por partículas (reforço)
dispersas na matriz, as quais, podem ser encontradas nas formas esféricas, elipsoidais,
escamadas (flat flakes), maciças e ocas. Um exemplo destes tipos de materiais compostos
pode ser visto na figura 1.6 (Chiaverini, 1986).
Figura 1.6: Exemplo de materiais compostos particulados (Chiaverini, 1986).
Dentre os materiais usados como matéria prima na obtenção de partículas ou escamas,
pode-se citar os metais como o chumbo, o alumínio e o cobre; e dentre os não metálicos a
mica, o vidro e o óxido de tório. No caso das matrizes, se utilizam alguns tipos de metais
como o alumínio e o níquel; e alguns tipos de polímeros (Chiaverini, 1986).
1.3.1.3. Materiais Compostos Laminados
Os materiais compostos laminados são formados por duas ou mais camadas
superpostas e ligadas entre si, de modo que, cada camada possua uma característica específica
como, por exemplo, uma direção dada à fibra. Além disso, os materiais compostos laminados
também podem possuir um recheio que normalmente é de baixa densidade e bastante espesso,
9
em geral com característica de aumentar a rigidez do produto final, sendo denominados de
materiais compostos sanduíche (Chiaverini, 1986).
Para exemplificar o que foi dito anteriormente tem-se o exemplo da figura 1.7, a qual
expõe um esboço de um laminado de 4 camadas com a seguinte configuração [+45/-45/90/0],
aqui os valores representam o ângulo de inclinação das fibras, com relação à carga aplicada
(P) e o esboço de um material composto sanduíche.
P
Figura 1.7: Exemplo de materiais compostos laminados
1.3.1.4. Materiais Compostos Híbridos
Os materiais compostos híbridos apresentam, na sua estrutura, combinações de vários
tipos de reforços, combinando fibras e partículas no mesmo material ou ainda combinando
mais de um tipo de fibra ou de partícula no mesmo material.
Como exemplo prático, pode-se citar o material composto utilizado no trabalho de
Saka (1990) que era um laminado híbrido de fibra de carbono e fibra de vidro com epóxi.
1.4. PROCESSOS DE FABRICAÇÃO
Os processos de fabricação utilizados na obtenção de compostos poliméricos podem
ser divididos em dois grupos que são os processos de fabricação com molde aberto e com
molde fechado. Como o próprio nome diz, a característica principal do processo de fabricação
com molde aberto é possuir uma das faces do molde exposta ao ambiente, enquanto que no
processo de fabricação com molde fechado nenhuma das faces do molde é exposta ao
ambiente.
Além desta característica básica, outras características que competem a estes tipos de
processos de fabricação são as seguintes: no processo com molde aberto, a produção de peças
é em pequena escala e utiliza pouca tecnologia para a implantação do processo de fabricação
(baixo custo). Nesse caso, as peças obtidas costumam apresentar propriedades mecânicas
10
inferiores quando comparadas às peças obtidas com molde fechado. Este fato se deve a não
obtenção de uniformidades das mesmas e maior probabilidade de defeitos internos (bolhas,
dispersão das fases, entre outros). No processo com molde fechado a produção é em alta
escala, porém necessita de alta tecnologia para a implantação do processo de fabricação (alto
custo). Entretanto, nesse caso, o produto final apresenta melhor uniformidade nas
propriedades mecânicas e, conseqüentemente, melhor desempenho estrutural.
A fabricação de um material composto polimérico, não importando o tipo de molde
utilizado, pode ser realizada em três etapas, sejam estas, de modo simultâneo ou em separado.
São elas:
1) Impregnação do reforço (fibras) pela resina (polímero).
2) Adaptação do material composto ao molde, obtendo, desse modo, à forma e dimensão
desejada.
3) Cura do material composto (endurecimento da resina) e desmolde da peça final.
Basicamente, utiliza-se como matérias-primas na fabricação de materiais compostos
poliméricos as fibras (carbono, vidro, kevlar), as resinas (epóxi, náilon, poliéster, fenólica), o
catalisador (utilizado para dar início ao processo de cura do composto), o acelerador (utilizado
para acelerar o processo de cura do composto), o gel-coat (matéria-prima opcional utilizada
para dar um acabamento superficial ao composto) e alguns tipos de aditivos como espumas,
talcos, corantes e agentes protetores de raios ultra-violeta.
Dentro da categoria de processos de fabricação com molde aberto pode-se
exemplificar a moldagem manual (Hand Lay-Up), a moldagem à pistola (Spray-Up), a
moldagem por centrifugação e a moldagem por enrolamento (Filament Winding).
Já a moldagem por compressão (Sheet Molding Compound, Bulk Molding Compound,
entre outros), a injeção (Resin Transfer Molding, Resin Injection Molding, entre outros) e a
pultrusão são exemplo de processos de fabricação com molde fechado.
Como o processo de fabricação com moldagem manual (Hand Lay-Up) foi usado para
a fabricação do material utilizado neste trabalho, o mesmo será comentado de modo mais
aprofundado no tópico a seguir.
11
1.4.1. PROCESSO DE FABRICAÇÃO COM MOLDAGEM MANUAL (HAND LAY-UP)
Este foi o primeiro processo a ser utilizado na fabricação de plástico reforçado com
fibra de vidro. É, ainda hoje, o processo mais utilizado por empresas que trabalham com
grandes superfícies ou com produção em pequena escala. Isto ocorre devido a este processo
requerer um investimento pequeno e ser o único que pode ser aplicado em grandes superfícies
(Antaquera et al, 1991).
A primeira etapa deste processo de fabricação consiste na colocação do reforço em um
molde (o molde deve estar devidamente untado com um agente desmoldante), sendo que, este
reforço, em geral, pode vir na forma de manta (fibras curtas ou contínuas), ou de tecido. Após
esta etapa, aplica-se a resina (já com o sistema catalítico adicionado previamente) sobre o
reforço (figura 1.8), utilizando-se para isso o auxílio de rolos apropriados com a função de
melhorar a impregnação das fibras de forma a eliminar bolhas de ar. No caso da fabricação de
um material composto laminado deve-se continuar o processo aplicando-se novamente outra
camada de reforço e posterior aplicação de resina até se chegar ao número de camadas
desejado (figura 1.9). Por último, deve-se esperar até que a resina endureça para se fazer a
desmoldagem da peça.
Figura 1.8: Aplicação de resina através da utilização de rolos (Aquino, 1992).
12
Figura 1.9: Aplicação de nova camada sobre o laminado (Aquino, 1992).
13
CAPÍTULO 2
2. COMPORTAMENTO MECÂNICO DOS MATERIAIS COMPOSTOS
LAMINADOS SOB AÇÃO DE TENSÕES ESTÁTICAS
Neste capítulo será feita uma revisão bibliográfica sobre o comportamento mecânico
dos laminados compostos, analisando-se desde a resposta destes sob ação de tensões estáticas
até os tipos de danos ocorridos nestes materiais durante o carregamento. Neste sentido, se faz
necessário, primeiramente, uma revisão dos fundamentos teóricos da elasticidade e a análise
dos fatores que influenciam as constantes elásticas e a resistência dos laminados de matriz
plástica reforçados com fibra.
2.1. LEI DE HOOKE GENERALIZADA
Considerando que pode-se representar os esforços atuantes em um material através de
nove componentes de tensão, conforme mostra a figura 2.1, estas componentes são; σ1, σ2, σ3,
τ12, τ13, τ21, τ23, τ32 e τ31. Porém, pode-se demonstrar que para existir equilíbrio no material,
ou seja, para que não haja rotação no mesmo é necessário que τ23 = τ32, τ13 = τ31 e τ12 = τ21
(Hull, 1987). Desse modo, as componentes de tensão são reduzidas a seis sendo elas σ1, σ2,
σ3, τ12, τ13 e τ23. Por definição, σ1, σ2 e σ3 são as tensões normais na direção dos eixos 1, 2 e
3, respectivamente; e τ12, τ13 e τ23 são as tensões de cisalhamento nos planos 1-2, 1-3 e 2-3,
respectivamente.
Para relacionar as componentes de tensão aos valores de deformação do material,
utiliza-se a Lei de Hooke Generalizada demonstrada na equação 2.1 (Hooke, 1678; Love 1892
apud Herakovich, 1997). Esta lei aproxima o comportamento do material a um
comportamento linear elástico, porém como será visto adiante, este tipo de comportamento
nem sempre é verdadeiro.
σ 1 C 11
σ C
2 12
σ 3 C 13
=
τ 23 C 14
τ13 C 15
τ12 C 16
C 21
C 22
C 23
C 24
C 25
C 26
C 31
C 32
C 33
C 34
C 35
C 36
C 41
C 42
C 43
C 44
C 45
C 46
C 51
C 52
C 53
C 54
C 55
C 56
C 61 ε 1
C 62 ε 2
C 63 ε 3
⋅
C 64 γ 23
C 65 γ 13
C 66 γ 12
(2.1)
14
A equação 2.1 representa a notação matricial da lei de Hooke generalizada. A matriz
[C] é definida como a matriz de rigidez do material.
Nesta equação, ε1, ε2 e ε3 representam as componentes de deformação nas direções 1,
2 e 3, respectivamente; γ23, γ31 e γ12 são os ângulos de distorção nos planos 2-3, 3-1 e 1-2,
respectivamente.
τ31
σ3
τ13
σ1 τ12 τ 21
τ 32
τ 23
σ2
1
2
Figura 2.1: Componentes de tensão que atuam em um ponto do material (Hull, 1987;
Herakovich, 1997).
A partir da equação 2.1, se percebe que a matriz de rigidez possui 21 constantes
elásticas independentes. Porém, ao se levar em conta planos de simetria, inerentes a maioria
dos materiais e inclusive aos materiais compostos laminados, o comportamento normalmente
encontrado é de um material ortotrópico, deixando a equação 2.1 na forma demonstrada na
equação 2.2, na qual esta última possui 9 constantes independentes (Reddy, 1995;
Herakovich, 1997).
σ1 C11
σ C
2 12
σ 3 C13
=
τ 23 0
τ13 0
τ12 0
C12
C13
0
0
C 22
C 23
0
0
C 23
C 33
0
0
0
0
C 44
0
0
0
0
0
0
0
C 55
0
0 ε1
0 ε 2
0 ε3
⋅
0 γ 23
0 γ 13
C 66 γ 12
(2.2)
Porém, se existir um plano do material, na qual todas as propriedades são iguais em
todas as direções deste plano, o mesmo será chamado de transversalmente isotrópico e será
15
definido pela equação 2.3 (o plano isotrópico seria o plano transversal a fibra em um
laminado unidirecional). Este material terá uma matriz de rigidez formada por 5 constantes
independentes (Reddy, 1995; Herakovich, 1997).
σ1 C11
σ C
2 12
σ 3 C12
=
τ 23 0
τ13 0
τ12 0
C12
C 22
C12
C 23
0
0
0
0
C 23
0
C 22
0
0
C 33
0
0
0
0
0
0
0
0
C 33
0
0 ε1
0 ε 2
0 ε3
C11 − C12
⋅ ∴ C =
0 γ 23
2
0 γ 13
C γ 12
(2.3)
E, ainda, se o laminado possuir três planos ortogonais de simetria, o mesmo é
considerado isotrópico e a matriz de rigidez possuirá 2 constantes elásticas como é mostrado
na equação 2.4 (Reddy, 1995; Herakovich, 1997).
σ1 C11
σ C
2 12
σ 3 C12
=
τ 23 0
τ13 0
τ12 0
C12
C11
C12
0
0
0
C12
C12
C11
0
0
0
0
0
0
C
0
0
0
0
0
0
C
0
0 ε1
0 ε 2
0 ε3
C11 − C12
⋅ ∴ C =
0 γ 23
2
0 γ 13
C γ 12
(2.4)
Conforme foi dito anteriormente, a lei de Hooke só é valida para materiais com
comportamento linear. Esta condição é apenas uma aproximação da realidade, pois, na
maioria dos casos, o comportamento do composto é não linear. Isto pode ser percebido
através do gráfico tensão versus deformação de um ensaio de tração uniaxial do composto de
carbono/epóxi na forma de construção tridimensional (3-D), mostrado na figura 2.2 (Ding et
al., 1995) e também para o caso do composto de fibra de vidro/polipropileno mostrado na
figura 2.3 (Ferreira et al. (a), 1999).
Apesar do comportamento não linear destes compostos, nestes casos pode-se
aproximar o comportamento destes materiais por um comportamento linear, obtendo-se bons
resultados. Porém, em alguns casos, não se pode fazer este tipo de aproximação, como no
caso composto de poliéster reforçado com fibra de vidro-E, em forma de manta, mostrado na
figura 2.4 (Felipe (a), 1997). Para o caso de um comportamento não linear, a lei de Hooke
deve ser modificada, como foi feito por Pachajoa et al. (1995) e por Matzenmiller et al. (1995)
16
que modificaram a lei de Hooke para a análise dos materiais compostos com este tipo de
comportamento.
Figura 2.2: Diagrama Tensão versus Deformação (ensaio de tração uniaxial) de um composto
de carbono epóxi um com traçado tridimensional (3-D) (Ding et al., 1995).
Figura 2.3: Diagrama Tensão versus Deformação (ensaio de tração uniaxial) de um laminado
composto de fibra de vidro/polipropileno com três camadas (Ferreira et al. (a), 1999).
120
Tensão (MPa)
100
80
60
40
20
0
0
2
4
6
8
10
Deformação (%)
Figura 2.4: Diagrama Tensão versus Deformação de um laminado composto de fibra de
vidro/poliéster (Felipe (a), 1997).
17
Outra aproximação utilizada para a formulação da Lei de Hooke Generalizada é se
considerar que o material terá o mesmo comportamento quando submetido a esforços de
tração ou compressão, ou seja, as constantes de engenharia são as mesmas independente do
esforço aplicado. Em muitos casos isto não é verdade. Por exemplo, no caso dos laminados
utilizados por Mandell et al. (1997), o valor do módulo de elasticidade (E) e o limite de
resistência mudam quando se aplicam esforços de tração e compressão, tendo-se, desse modo,
um módulo de elasticidade (E) à tração e um outro à compressão.
2.2. FATORES QUE INFLUENCIAM NA RESISTÊNCIA E RIGIDEZ DOS
LAMINADOS COMPOSTOS
Existem muitos fatores que influenciam as propriedades mecânicas dos laminados
compostos, dentre eles, pode-se citar o ângulo da fibra, a configuração, o percentual de fibra,
resina e vazios, o processo de fabricação, a umidade e a temperatura.
Além dos fatores mencionados anteriormente, outros fatores também influenciam as
propriedades mecânicas do laminado, como por exemplo, a exposição destes a ambientes
corrosivos. Porém estes fatores não serão citados neste trabalho devido aos mesmos só
ocorrerem em aplicações específicas.
2.2.1. INFLUÊNCIA DO ÂNGULO DA FIBRA
O melhor modo de se analisar a influência do ângulo da fibra em um material
composto é estudando o comportamento mecânico de uma lâmina, de modo que se considere
a variação das constantes elásticas e limite de resistência relacionadas com a modificação da
direção do carregamento, modificando conseqüentemente o ângulo da fibra.
Considerando agora que se tem uma única lâmina e que a mesma é formada por fibras
unidirecionais, conforme é ilustrado na figura 2.5, para se obter as constantes elásticas desta
lâmina, para qualquer ângulo de fibra, pode-se utilizar as equações apresentadas em 2.5
(Herakovich, 1997).
18
E1
Ex =
E1
4
2
2
4 E1
(cos θ) + (cos θ) ⋅ (sen θ) ⋅ − 2υ12 + G 12 + (sen θ) ⋅ E 2
E1
Ey =
E1
4 E1
4
2
2
(sen θ) + (cos θ) ⋅ (sen θ) ⋅ − 2υ12 + G 12 + (cos θ) ⋅ E 2
(
)
(
)
− (sen θ) 4 + (cos θ) 4 ⋅ υ
− (cos θ) 2 ⋅ (sen θ) 2 ⋅ 1 + E 1
− E1
12
E
G
2
12
υ xy =
E1
4 E1
4
2
2
(cos θ) + (cos θ) ⋅ (sen θ) ⋅ − 2υ12 + G 12 + (sen θ) ⋅ E 2
E1
G xy =
E1 +
2
2
4
4 2 E1
⋅
θ
⋅
θ
⋅
+
⋅
υ
+
θ
−
θ
⋅
4
(cos
)
(sen
)
1
2
(sen
)
(cos
)
12
E
G
12
2
(2.5)
Na qual, θ é o ângulo formado entre o eixo 1 e o x (figura 2.5), Ex e Ey são os módulos
de elasticidade longitudinal e transversal em relação à coordenada x-y, νxy é o coeficiente de
Poisson em relação ao eixo x e Gxy é o módulo de cisalhamento.
x
θ
2
1
y
Figura 2.5: Eixos de coordenadas de uma lâmina unidirecional.
Para demonstrar como estes resultados teóricos se aproximam bem dos resultados
experimentais, mostram-se nas figuras 2.6 e 2.7 dois gráficos que demonstram as curvas
teóricas das constantes de engenharia (Ex e νxy) em função da orientação da fibra (θ
θ) para uma
lâmina unidirecional de fibra de aramida com epóxi T300/5208 e os valores experimentais
encontrados (Herakovich, 1997). Pode-se ver, também, na figura 2.8, como os resultados
teóricos do módulo de elasticidade Ex, condizem com os resultados experimentais quando se
utiliza fibra de carbono com epóxi (Sinclair et al., 1979 apud Hull, 1987). Ainda, na figura
2.9, a mesma comparação da figura 2.8 para um composto de fibra de vidro com poliéster
(Mandell et al., 1997).
19
Figura 2.6: Módulo de Elasticidade em função da orientação da fibra para uma lâmina
unidirecional de fibra de aramida com epóxi (Herakovich, 1997).
Figura 2.7: Coeficiente de Poisson em função da orientação da fibra para uma lâmina
unidirecional de fibra de aramida com epóxi (Herakovich, 1997).
20
Figura 2.8: Módulo de Elasticidade Ex em função da orientação da fibra para uma lâmina
unidirecional de fibra de carbono com epóxi (Sinclair et al., 1979 apud Hull, 1987).
Figura 2.9: Módulo de Elasticidade Ex em função da orientação da fibra para uma lâmina
unidirecional de fibra de vidro com poliéster (Mandell et al., 1997).
21
Além da influência nas constantes de engenharia, o ângulo da fibra também influencia
os valores de limite de resistência obtidos nos laminados, de modo que, para um laminado
com fibras no sentido da carga aplicada tem-se os maiores valores de limite de resistência e
para um laminado que possui fibras dispostas transversalmente ao sentido da carga aplicada
tem-se os menores valores de limite de resistência. Para exemplificar esta afirmação pode-se
utilizar a figura 2.10 que ilustra várias curvas de tensão versus deformação para os mais
variados tipos de ângulos de fibra de um laminado composto de fibra de aramida (Kevlar)
com resina epóxi (Herakovich, 1997).
Figura 2.10: Curvas tensão versus deformação de um laminado composto de fibras de
aramida com epóxi variando-se o ângulo da fibra utilizado (Herakovich, 1997).
2.2.2. INFLUÊNCIA DA CONFIGURAÇÃO
A configuração (orientação e distribuição das fibras, comprimento das fibras e número
das camadas) do laminado composto influencia de modo bastante significativo as suas
propriedades mecânicas, pois a configuração do laminado está diretamente ligada ao modo
como são distribuídas as tensões no mesmo quando submetido a carregamentos externos
sejam estes de tração, compressão ou cisalhamento (Herakovich, 1997; Davies et al., 1999;
Nakamura et al., 2000).
Como exemplo, pode-se utilizar o diagrama tensão versus deformação mostrado na
figura 2.11 que compara três configurações diferentes de um laminado de fibra de vidro-E
com polipropileno (Ferreira et al., 1999).
22
Figura 2.11: Diagrama tensão versus deformação (ensaio de tração uniaxial) de três laminados
composto de fibra de vidro/polipropileno (Ferreira et al., 1999).
Um outro exemplo da influência da configuração no material composto de fibra de
carbono com resina poliamida é mostrado na figura 2.12. Na qual percebe-se, por esta figura,
que a modificação da configuração do laminado modifica de modo bastante significativo as
propriedades do composto.
Figura 2.12: Diagrama tensão versus deformação de um laminado composto de fibras de
carbono com poliamida para várias configurações (Herakovich, 1997).
2.2.3. INFLUÊNCIA DO PERCENTUAL DE FIBRA, MATRIZ E VAZIOS
O percentual destes parâmetros é de grande importância na resposta mecânica dos
laminados compostos, pois a partir da variação destes percentuais pode-se variar de modo
23
significativo as constantes elásticas do material (Módulo de Elasticidade, Coeficiente de
Poisson e Módulo de Cisalhamento), além do seu limite de resistência.
Para demonstrar este fato, pode-se analisar os gráficos das figuras 2.13 a 2.16, nas
quais têm-se as constantes elásticas em função do percentual de fibra de uma lâmina
unidirecional de fibra de vidro-E/poliéster. Por estes gráficos percebe-se que com o aumento
do percentual de fibra de vidro aumenta os valores de Módulo de Elasticidade Longitudinal
(E1), Transversal (E2), e de Cisalhamento (G12) e diminui o valor do Coeficiente de Poisson
(ν
ν12). Este fato pode ser explicado devido à fibra ser o elemento mais rígido dentro do
material composto e o seu aumento dentro do mesmo só poderia melhorar as propriedades
mecânicas do laminado (Antaquera et al., 1991).
Figura 2.13: Módulo de elasticidade na direção da fibra (E1) em função do percentual de fibra
(Vf) para uma lâmina unidirecional de fibra de vidro-E/poliéster (Antaquera et al.,
1991).
Figura 2.14: Módulo de elasticidade na direção transversal à fibra (E2) em função do
percentual de fibra (Vf) para uma lâmina unidirecional de fibra de vidro-E/poliéster
(Antaquera et al., 1991).
24
Figura 2.15: Coeficiente de Poisson (υ
υ12) em função do percentual de fibra (Vf) para uma
lâmina unidirecional de fibra de vidro-E/poliéster (Antaquera et al., 1991).
Figura 2.16: Módulo de Cisalhamento (G12) em função do percentual de fibra (Vf) para uma
lâmina unidirecional de fibra de vidro-E/poliéster (Antaquera et al., 1991).
Os vazios ou bolhas são absolutamente indesejáveis dentro do laminado pois podem
diminuir a resistência mecânica do composto. Isto ocorre devido aos mesmos representarem
descontinuidades no material, tornando-se, desse modo, pontos concentradores de tensões que
facilitam a iniciação de danos no laminado sob a ação de carregamentos externos.
Pode-se obter na literatura várias formulações matemáticas teóricas e empíricas
relacionando à influência dos percentuais de fibra e matriz nas propriedades mecânicas do
laminado. Em geral, estas formulações relacionam as propriedades em separado da fibra e da
matriz com as propriedades do composto formado pela união destes materiais e seus devidos
percentuais (Herakovich, 1997; Mandell et al. 1997; Naik et al., 1999). Para demonstrar este
fato, mostra-se na figura 2.17 um dos primeiros gráficos que relacionam os valores do limite
25
de resistência da fibra e da matriz (resina) com os valores do limite de resistência do
composto formado com fibras unidirecionais, para cada percentual de fibra (Kelly et al., 1965
apud Herakovich, 1997).
Analisando-se a figura 2.17, percebe-se que o limite de resistência do composto é
linearmente dependente do percentual de fibra que o mesmo possui, além disso, pode-se
perceber também que existe um percentual de volume de fibra crítico (Vfcrit). Deve-se utilizar
um percentual de fibra acima deste valor para a obtenção de um material composto rígido.
Figura 2.17: Diagrama dos valores do limite de resistência em função do volume de fibra do
laminado.
2.2.4. INFLUÊNCIA DO PROCESSO DE FABRICAÇÃO
A influência do processo de fabricação nas propriedades mecânicas do material
composto ocorre devido ao mesmo influenciar, de modo bastante significativo, na precisão
26
com que as fibras se distribuem no laminado (quanto mais bem ordenadas as fibras estiverem
melhor as propriedades mecânicas do composto) e, principalmente, pelo percentual de vazios
criado (Bannister, 2001).
O problema da má distribuição das fibras no laminado se deve à formação em
determinados pontos, de regiões ricas em matriz, estes pontos facilitam a propagação de danos
no material já que a matriz possui baixa resistência mecânica se comparado à da fibra
(Margaria et al., 1997).
Um dos processos de fabricação mais utilizados é o processo por moldagem manual.
Como descrito no capítulo anterior, isto ocorre porque este é um processo bastante simples de
ser aplicado e por possuir um investimento inicial pequeno, além disso, este processo é o
único que pode ser utilizado em grandes superfícies. Porém este processo de fabricação é um
dos que mais influenciam negativamente nas propriedades mecânicas do laminado. Isto ocorre
devido a este processo ser totalmente manual, fazendo com que a distribuição das fibras não
seja uniforme e o percentual de vazios seja alto. Pensando desse modo, foram desenvolvidos
outros processos de fabricação com maior probabilidade de eliminação de bolhas e vazios e
melhor distribuição das fibras no laminado. Pode-se destacar os processos de fabricação de
molde fechado que possuem uma eliminação de vazios bastante significativa, como por
exemplo, o processo de injeção na qual a resina é injetada e pressurizada. Dentre os processos
de fabricação de molde aberto, o processo de fabricação por enrolamento (Filament Winding),
apresenta melhores propriedades, tendo em vista que a fibra é distribuída no material
composto de modo bastante preciso com o auxilio de equipamentos automatizados (Rousseau
et al., 1999; Bannister, 2001).
2.2.5. INFLUÊNCIA DA UMIDADE E TEMPERATURA
A umidade influencia, em alguns casos, negativamente as propriedades mecânicas dos
materiais compostos laminados; pois com a absorção de umidade pelo composto, o mesmo
pode fraturar a valores de tensão e a valores de deformação trativas bem inferiores aos valores
que teriam se o material estivesse seco; ou seja, a tenacidade do material é afetada (Felipe (b),
1997; Pomiès et al., 1995; McBangoluri et al., 2000). Além disso, também segundo Pomiès
(1995), que trabalhou com compósitos de fibra de carbono/epóxi e fibra de vidro/epóxi, o
módulo de elasticidade diminui com o aumento da absorção de umidade, fato que também foi
comprovado por Felipe (b) (1997) que trabalhou com compostos de fibra de vidro/poliéster.
27
Segundo McBangoluri et al. (2000), a influência da umidade nas propriedades
mecânicas do laminado não ocorre somente quando este está úmido, mas também quando este
perde sua umidade, ou seja, a umidade traz perdas nas propriedades mecânicas irreversíveis
ao laminado.
O aumento da temperatura de trabalho também influencia, de modo negativo, às
propriedades mecânicas do laminado; porém dependendo, principalmente, da matriz utilizada
pode-se ter variações desta influência. Por exemplo, nos compostos à base de alguns tipos de
matrizes termofixas reforçadas com fibra de vidro, as propriedades mecânicas diminuem em
torno de 30 % com o aumento da temperatura até 100 °C (373 K). Os compostos que mais
sofrem perdas nas propriedades mecânicas quando submetidos a aumento de temperatura são
aqueles à base de matrizes termoplásticas (poliestireno, náilon), pois, com o aumento da
temperatura, estas matrizes sofrem um processo de fluência e podem até se fundirem (Hancox
(a) (b), 1998; Hartwing et al., 1995).
As fibras, de um modo geral, sofrem pouca influência com o aumento da temperatura
de trabalho (as fibras de aramida, de vidro e de carbono só perdem suas propriedades
mecânicas quando expostos a temperaturas acima de 500 °C (773 K), 250 °C (523 K) e
2000 °C (2273 K), respectivamente) e, por causa disso, o principal causador da diminuição
das propriedades mecânicas dos compostos poliméricos frente às variações de temperatura é a
matriz utilizada, como já foi dito anteriormente.
Já no caso da aplicação de temperaturas criogênicas, ocorre uma melhora significativa
das propriedades mecânicas do plástico reforçado com fibra (Hartwing et al., 1998; Wang et
al., 1982), de modo que, por exemplo, um laminado de tecido de fibra de vidro-E/epóxi possui
o limite de resistência de 429 MPa na temperatura ambiente e a uma temperatura de -269 °C
(4 K) este valor sobe para 862 MPa, dobrando de valor.
2.3. TIPOS DE DANOS ENCONTRADOS NOS LAMINADOS SOB AÇÃO DE
CARGAS ESTÁTICAS
Durante a utilização do material composto, o mesmo pode ser submetido a vários tipos
de tensões, as quais dão origem ao mecanismo complexo de fratura definido como “dano”,
devido a um prejuízo ocorrido nas propriedades mecânicas dos mesmos durante o
carregamento (Reifsnider, 1980). O tipo e a forma de dano podem ser influenciados por
diversos fatores, como o tipo e o sentido da carga aplicada, as propriedades físicas, químicas e
28
mecânicas da fibra e da matriz, o processo de fabricação, a configuração do material
composto, percentual de fibra matriz e vazios no composto, umidade absorvida e temperatura
de trabalho (Margaria et al., 1997; Yang et al., 2000; Felipe et. al., 1999).
Devido a grande variedade de fatores envolvidos é extremamente difícil prever onde e
como um dano se forma e, até mesmo, a sua propagação em um material composto. A
literatura mostra que, mesmo quando se varia apenas um dos fatores acima mencionados,
haverá variações significativas na formação e propagação do dano (Hamelin, 1988; Hull,
1987).
Segundo a literatura (Hamelin, 1988; Naik et al., 1999; Hull, 1987; Margaria et al.,
1997; Felipe et. al., 1999; Yang et al., 2000), os principais tipos de danos encontrados em
materiais compostos laminados são fissuração na matriz, ruptura da fibra, desaderência fibramatriz, delaminação e microflambagem.
!"Fissuração na matriz: Ocorrência de uma ou mais fissuras na matriz do material
compósito (fratura coesiva na matriz).
!"Ruptura da Fibra: Ocorrência da ruptura transversal ou longitudinal da fibra (fratura
coesiva na fibra).
!"Desaderência fibra matriz: Descolamento na interface entre a fibra e a matriz (fratura
adesiva).
!"Delaminação: Desaderência entre as camadas de um compósito laminado.
!"Microflambagem: Deformação ocasionada nas fibras do laminado quando submetido a
esforços de compressão formando pequenas desaderências na interface fibra/matriz.
As figuras 2.18 e 2.19 ilustram os tipos de dano citados acima.
29
Ruptura da Fibra
Desaderência Fibra-Matriz
Fissuração na matriz
Fibra
Matriz
Figura 2.18: Tipos de danos encontrados em materiais compostos.
A fissuração na matriz, a ruptura de fibra e a desaderência fibra matriz são tipos de
danos que podem ocorrer em qualquer material composto fibroso, porém a delaminação só
pode ocorrer em materiais compostos laminados. Com exceção da microflambagem (só
ocorre com aplicação de cargas compressivas), todos os tipos de danos aqui descritos são
comuns, independente do tipo de carga aplicada (Hamelin, 1988; Yang et al., 2000).
É importante salientar que o aumento do dano no material composto prejudica as
propriedades mecânicas do laminado de modo que ocorre um decréscimo das suas constantes
elásticas (Hamelin, 1988; Margaria et al., 1997; Yang et al., 2000; Felipe et. al., 1999).
30
Delaminação
Microflambagem
Figura 2.19: Tipos de danos encontrados em materiais compostos laminados.
Mostra-se na figura 2.20 a micrografia de um laminado de fibra de vidro/poliéster
submetido a ensaio de tração com ruptura de fibra, fissuração da matriz e desaderência
fibra/matriz (Margaria et al., 1997).
Figura 2.20: Danos ocorridos em um laminado composto de fibra de vidro-E/poliéster
(Margaria et al., 1997).
31
CAPÍTULO 3
3. COMPORTAMENTO MECÂNICO DOS MATERIAIS COMPOSTOS
LAMINADOS SOB AÇÃO DE TENSÕES CÍCLICAS
Neste capítulo será abordada uma revisão bibliográfica sobre o comportamento
mecânico dos compostos laminados sob ação de tensões cíclicas e os seus efeitos nas
constantes elásticas e tensões últimas, como também, os tipos de danos ocorridos nestes
materiais durante o carregamento.
3.1. INTRODUÇÃO
A grande maioria dos elementos estruturais encontram-se sob ação de tensões que
oscilam durante o tempo, ou seja, as estruturas são submetidas a esforços cíclicos. Por conta
da oscilação da tensão durante o tempo, normalmente, estas estruturas se rompem com valores
de tensão muito abaixo dos valores de limite de resistência (carregamento estático)
suportados. Para este tipo de ocorrência dá-se o nome de falha por fadiga (Shigley, 1989;
Souza, 1982).
Devido à falha por fadiga, todos os projetos estruturais ou de elementos de máquinas
que sofrem a ação de cargas cíclicas devem ser dimensionados considerando a vida útil do
material (pode-se medir a vida útil do material pelo tempo de uso ou pelo número de ciclos
que o material deve suportar antes de falhar por fadiga, dando-se preferência a este último).
Por exemplo, componentes de aeronaves devem suportar pelo menos um milhão de ciclos
(106) antes de apresentarem falhas, helicópteros devem suportar 100 milhões de ciclos (108) e
para projetos de estruturas que devem durar trinta anos o mesmo deve suportar 5 bilhões de
ciclos (5x109) (Sutherland, 1999), conforme pode ser visto na figura 3.1.
Figura 3.1: Diagrama esquemático da vida à fadiga de várias estruturas (Sutherland, 1999).
32
3.2. SIMBOLOGIA UTILIZADA NA APLICAÇÃO DE TENSÕES CÍCLICAS
Para a análise dos esforços cíclicos aplicados ao material, deve-se considerar quais
tipos de tensões são aplicados (tensões de tração, compressão ou alternada) e como estas
tensões variam durante o tempo (a onda formada durante o esforço aplicado). Considerando
as formas de onda mais comuns, tem-se: a aleatória (figura 3.2), a senoidal (figura 3.3) e a
quadrada (figura 3.4).
250
200
150
Tensão (M P a)
100
50
0
-50
-100
-150
-200
-250
0
20
40
60
80
100
120
Tem po (s)
140
60
80
100
120
Tem po (s )
140
160
180
200
Figura 3.2: Tensão cíclica aleatória.
250
200
150
Tens ão (M P a)
100
50
0
-50
-100
-150
-200
-250
0
20
40
160
180
200
Figura 3.3: Tensão cíclica senoidal.
33
250
200
150
Tens ão (M P a)
100
50
0
-50
-100
-150
-200
-250
0
20
40
60
80
100
120
140
160
180
200
Tem po (s )
Figura 3.4: Tensão cíclica quadrada.
Entre os tipos de ondas citados, a mais utilizada na avaliação da resistência à fadiga
nos materiais é a senoidal. Apesar da ocorrência de tensões cíclicas aleatórias serem bastante
comuns nas estruturas e elementos de máquinas utilizados na prática, testes utilizando estes
tipos de onda só são utilizados em casos particulares (Souza, 1982).
Durante o carregamento, as tensões a que o material será submetido podem se
apresentar de três modos: tensões variáveis e ou pulsivas de tração, tensões variáveis e ou
pulsivas de compressão ou tensões de modo alternado (tração e compressão) (Souza, 1982). A
figura 3.5 exemplifica as tensões variáveis de tração, compressão e pulsivas de tração e
compressão, bem como, as tensões alternadas.
200
Tensão Variável
de Tração
Tensão (MPa)
100
Tensão Pulsiva
de Tração
0
Tensão Pulsiva
de Compressão
Tensão
Alternada
-100
Tensão Variável
Compressiva
-200
0
20
40
60
80
100
120
140
160
180
200
Tempo (s)
Figura 3.5: Tipos de tensões cíclicas que podem ser aplicadas em um material.
34
Mostra-se na figura 3.6 os componentes de tensão que devem ser analisados durante
σmin), a tensão
um carregamento cíclico, são eles: a tensão máxima (σ
σmax), a tensão mínima (σ
média (σ
σm), a amplitude de tensão (σ
σa) e o intervalo de tensão (σ
σr).
200
180
160
Tensão (MPa)
140
σa
σ max
120
100
80
σr
σm
60
40
σ min
20
0
0
50
100
150
200
Tempo (s)
Figura 3.6: Simbologia utilizada para definir os componentes de tensões cíclicas.
σa) e do intervalo de
Os valores da tensão média (σ
σmed), da amplitude de tensão (σ
tensão (σ
σr) podem ser definidos a partir dos valores de tensão máxima (σ
σmax) e mínima (σ
σmin)
aplicados ao material (equações 3.1 a 3.3). Além destas definições de valores de tensão, outra
relação importante é a razão de fadiga (R) (equação 3.4) (Souza, 1982).
σ med =
σ max + σ min
2
(3.1)
σa =
σ max − σ min
2
(3.2)
σ r = σ max − σ min
(3.3)
R=
σ min
σ max
(3.4)
A variação do valor de R demonstra os tipos de tensões que podem ser aplicados ao
material de modo que: entre 1 < R < ∞, as tensões vão de variáveis compressivas até as
pulsivas de compressão (C-C); entre -∞ < R < -1, o tipo de tensão é variável com compressão
dominante (C-T); entre -1 ≤ R < 0, as tensões vão de alternadas até variáveis com tração
dominante (T-C); e entre 0 ≤ R < 1, as tensões são totalmente trativas (T-T). Um exemplo,
35
destas regiões delimitadas pela razão de fadiga (R) está demonstrada no gráfico amplitude de
σmed) exposto na figura 3.7.
tensão (σ
σa) versus a tensão média (σ
R=-1
80
R=0
Tensão Alternada (MPa)
R= h
60
C-T
T-C
40
T-T
C-C
20
R=1
-80
R=1
-60
-40
-20
0
0
20
40
60
80
Tensão Média (MPa)
Figura 3.7: Gráfico da amplitude de tensão (σ
σa) versus a tensão média (σ
σmed), demonstrando
a variação da razão de fadiga (R).
3.3. ANÁLISE DA VIDA ÚTIL DOS COMPOSTOS LAMINADOS SOB AÇÃO DE
TENSÕES CÍCLICAS
A forma mais comum de análise da vida útil de um material que sofre carregamento
cíclico é através do diagrama da tensão máxima (σ
σmax) versus o número de ciclos de ruptura
(N0), também conhecido como curva S-N (o S vem de stress ou tensão). A partir deste
diagrama tem-se uma curva que demonstra o número de ciclos que o material suportará antes
de romper para cada valor de tensão máxima aplicada (σ
σmax). Para representar o diagrama da
tensão máxima (σ
σmax) versus o número de ciclos de ruptura (N0) tem-se as figuras 3.8 e 3.9.
As quais apresentam comportamentos distintos à fadiga para materiais que podem apresentar
vida finita ou não.
A obtenção deste tipo de diagrama pode ser feita de dois modos distintos: no primeiro
considera-se a razão de fadiga (R) constante e faz-se o ensaio com cada corpo de prova
submetido a um determinado valor de tensão máxima (σ
σmax). No segundo, considera-se
novamente a razão de fadiga (R) constante, porém para o corpo de prova varia-se o valor de
tensão (σ
σmax) máxima antes da ruptura do mesmo. Esta segunda forma de se analisar a fadiga
36
chama-se de fadiga cumulativa. Nos dois casos, deve-se considerar que, para se obter o
número de ciclos de ruptura para outros valores de R, deve-se fazer novos ensaios, obtendo-se
conseqüentemente outras curvas S-N. O valor de R mais comumente aplicado na realização
de um ensaio de fadiga é R = –1 (tensão alternada), pois é uma condição de carga cíclica
extrema e que demonstra os menores valores de resistência à fadiga do material.
Mostra-se na figura 3.8 um exemplo clássico (materiais ferrosos) da curva
semilogarítmica da tensão máxima (σ
σmax) versus o número de ciclos de ruptura (N0), na qual
percebe-se que, de 1 até 1000 ciclos, o valor da tensão máxima é praticamente o mesmo, ou
seja, nesta região o material não possui perda de resistência mecânica (fadiga de baixo ciclo).
Após mil ciclos ocorre um decréscimo na resistência do material até um determinado valor de
tensão máxima, na qual o material não rompe mais por fadiga independente do número de
ciclos aplicado. Esta região é definida como fadiga de alto ciclo e o valor de tensão máxima é
definido como o limite de resistência à fadiga do material (Souza, 1982).
Tensão Máxima (MPa)
500
400
300
200
Limite de Resistência à Fadiga
100
0
10
0
10
1
2
10
10
3
10
4
10
5
10
6
7
10
10
8
9
10
10
10
Número de Ciclos
Figura 3.8: Curva S-N – Materiais Metálicos ferrosos (Souza, 1982).
No caso de um material composto laminado, a curva S-N possui comportamento
distinto dos materiais convencionais, pois a maioria dos laminados não possui um valor
determinado de limite de resistência à fadiga, ou seja, o material sempre romperá depois de
um determinado número de ciclos, também porque o material composto não mantêm o
37
mesmo valor de tensão máxima na fadiga de baixo ciclo, como é o caso dos materiais
ferrosos. Este fato ocorre devido a uma diminuição progressiva da resistência mecânica do
laminado em conseqüência da formação de danos no mesmo (Philippidis et al., 1999;
Gamstedt et al. (a), 1999; Whitworth, 1998; Ding et al., 1995).
Mostra-se na figura 3.9 dois dos comportamentos mais comuns da curva S-N para
laminados compostos (deve-se considerar que, os laminados aqui analisados possuem matriz
polimérica reforçada com fibra) (Hartwing et al., 1998; Gassan et al., 2001; Mandell et al.,
1992 e 1997).
Tensão Máxima (MPa)
500
400
300
Curva Linearmente Logarítmica
200
100
0
10
0
10
1
10
2
10
3
10
4
10
5
10
6
10
7
10
8
10
9
10
10
Número de Ciclos
Figura 3.9: Formas mais comuns de curvas S-N para laminados compostos (plástico
reforçado com fibra).
Além das formas mostradas na figura 3.9 da curva S-N, pode-se analisar este gráfico
de modo normalizado, isto é, em vez de se utilizar somente o valor da tensão máxima (σ
σmax)
σult),
utiliza-se o valor da tensão máxima dividida pelo limite de resistência do material (σ
σmax/σ
determinada no ensaio de tração ou de compressão uniaxial. Este tipo de gráfico é bastante
útil quando se deseja comparar a resistência à fadiga de dois ou mais materiais.
O tipo de tensão cíclica utilizada para a obtenção da curva S-N em compostos
laminados, normalmente é uniaxial, embora existam na literatura (DeTeresa et al., 1998;
38
Francis et al., 1977; Caprino et al., 1999) alguns trabalhos que consideram a fadiga sob
torção, sob flexão e a fadiga combinada (uniaxial e torção).
3.3.1. MODELOS MATEMÁTICOS UTILIZADOS PARA DEFINIR A CURVA S-N
Diversos autores (Diao et al., 1995; Gassan et al., 2001; Fawaz et al., 1995; Beaumont,
1994; Komorowski et al., 1995; Ding et al., 1995) criaram vários modelos teóricos, empíricos
e semi-empíricos para definir as curvas S-N, envolvendo diversos fatores como: diferentes
sistemas fibra-matriz, configurações variadas dos laminados, influência do aumento de dano
no material, o decréscimo do limite de resistência e do módulo de elasticidade, o critério da
energia, entre outros. Todos estes modelos possuem vantagens e desvantagens, mas,
normalmente, são aplicáveis a materiais compostos com características específicas.
Uma fórmula generalizada da curva S-N é dada pela equação 3.5, na qual a, b e p são
os coeficientes de fadiga do material, σult é o limite de resistência do material, σmax é a tensão
máxima aplicada ao material durante o ensaio de fadiga e N0 é o número de ciclos suportado
pelo material até a sua ruptura final (Subramanian et al., 1995; Lavoir et al., 2000; ASTM E
739, 1980). É importante ressaltar que o valor da razão de fadiga (R), a freqüência utilizada
durante o ensaio, o tipo e o percentual de fibra e matriz no laminado, a variação da sua
configuração, influenciam diretamente nos valores dos coeficientes para a, b e p.
σ max
p
= a − b ⋅ [log( N 0 )]
σ ult
(3.5)
Autores como Sutherland (1999) e Mandell (1997) simplificam a equação 3.5,
considerando que a e p são iguais a 1, obtendo-se, desse modo, a equação 3.6:
σ max
= 1 − b ⋅ log( N 0 )
σ ult
(3.6)
A equação 3.6 tem um comportamento linearmente logarítmico descrevendo uma reta
quando analisada em um gráfico semilogarítmico conforme foi mostrado na figura 3.9. Devese observar, também, na equação 3.6 que b é um valor que demonstra a fragilidade à fadiga
do material, ou seja, quanto maior for o valor de b menor será sua resistência à fadiga.
39
As equações 3.5 e 3.6 são aproximações muito boas dos resultados experimentais
obtidos em laboratório; porém quando se muda o valor de R se faz necessário à realização de
novos ensaios para a obtenção de novos coeficientes de fadiga.
Apesar de os modelos matemáticos demonstrados anteriormente definirem bem a
resposta média dos laminados quando submetidos à fadiga, não se pode garantir com precisão
que todos os materiais ensaiados romperão sempre depois de um determinado número de
ciclos, ou seja, existe uma variação estatística a ser considerada. Este variação dependerá de
alguns fatores como o sistema fibra/matriz utilizado (laminados à base de fibra de carbono
possuem um alto valor de variação estatístico), o processo de fabricação, entre outros; e,
dependendo da confiabilidade que se quer na estrutura e do grau que estes fatores podem
apresentar-se durante os ensaios de fadiga, deve-se ou não considerar o estudo estatístico da
curva S-N.
Segundo a norma ASTM E 739 (1980) pode-se utilizar a Função de Distribuição
Normal para definir os intervalos de confiança dos dados da curva S-N, porém na mesma
norma comenta-se a utilização da Função de Distribuição de Weibull ou Lei Estatística de
Falhas. A análise estatística utilizando a Função de Distribuição de Weibull é relatada por
vários autores da literatura especializada tais como Espinosa et al. (2000), Whitworth (1998) e
Philippidis et al. (1999).
3.3.2. DIAGRAMA MODIFICADO DE GOODMAN
Na elaboração de projetos estruturais a prevenção de falha dos elementos envolvidos é
fundamental para a garantia da segurança do sistema, seja qual for o tipo de solicitação
externa. Para elementos estruturais envolvendo materiais compostos sob ação de cargas
cíclicas, a preocupação com a presença de falha aumenta, tendo em vista a complexidade do
dano envolvido e os mais diversos parâmetros de influência direta no seu comportamento
mecânico (Mandell et al., 1997).
A literatura especializada tem demonstrado que os Diagramas de Falhas têm prestado
um bom papel na solução do problema. Para o caso da prevenção de falha por fadiga em
laminados compostos, o Diagrama Modificado de Goodman tem sido utilizado com bons
resultados, embora seja necessário a elaboração do mesmo para cada especificidade dos
compostos estudados. Por exemplo, um dos fatores de influência na elaboração do Diagrama
Modificado de Goodman para laminados compostos é o valor adotado para a razão de fadiga
40
R, ou seja, a forma de aplicação da carga cíclica (Mandell et al., 1997; Bond, 1999; Beheshty
et al., 1999).
Para a elaboração do Diagrama Modificado de Goodman se faz necessário, no
mínimo, um modelo matemático para a curva S-N, referente aos dados experimentais obtidos
nos ensaios de tensão alternada (R = –1), e os valores do limite de resistência à tração e à
compressão do material (Bond, 1999). Com estes resultados, traça-se o diagrama da figura
3.10, no qual utiliza-se o modelo matemático para delimitar os valores da amplitude de tensão
(σ
σa) e tensão média (σ
σmed), para mil, dez mil, cem mil, um milhão e dez milhões de ciclos. Em
seguida traça-se uma reta ligando estes pontos aos valores de limite de resistência à tração e à
compressão do material. Deve-se salientar que esta reta é uma aproximação das curvas S-N de
cada valor de R não analisados experimentalmente. Observa-se aqui que, para o caso de
materiais compostos, diferentemente dos metais, a tensão média de compressão tem influência
na resistência à fadiga do material.
R=-1
3
10
4
10
5
10
6
10
7
10
Amplitude de Tensão (MPa)
80
60
Região Segura
6
até 10 ciclos
40
20
Região Segura
7
até 10 ciclos
R=1
0
-150
-100
-50
0
50
100
150
Tensão Média (MPa)
Figura 3.10: Diagrama Modificado de Goodman demonstrando as regiões na qual o material
suportará o número de ciclos especificado sem romper.
A grande utilidade do Diagrama Modificado de Goodman é a delimitação de regiões
nas quais o material poderá ser carregado ciclicamente indicando o respectivo número de
ciclos antes de sua ruptura.
41
O Diagrama Modificado de Goodman da figura 3.10 representa a prevenção de falha
por fadiga em materiais compostos, supondo o conhecimento do comportamento do material
apenas para R = -1, (curva S-N), é suficiente para a segurança da peça. Posteriormente,
verificou-se que para resultados obtidos com outros valores de R, o Diagrama da figura 3.10
mostra-se bastante conservador na prevenção de falha por fadiga para alguns laminados
compostos.
Por exemplo, na figura 3.11 o Diagrama Modificado de Goodman feito por Mandell
et. al. (1997) para um laminado de plástico reforçado com fibra de vidro-E, na qual se
utilizam outros valores de R além de R = –1, percebe-se a importância do conhecimento de
outros valores de R quando se deseja uma análise mais criteriosa da falha do material a ser
analisado, pois, conforme pode ser visto, a aproximação por uma linha reta conduz a
resultados imprecisos.
Figura 3.11: Diagrama Modificado de Goodman utilizando vários valores de R (Mandell et
al., 1997).
Pensando desse modo, Beheshty et al. (1999) criou uma equação empírica para
demonstrar as curvas do Diagrama Modificado de Goodman para qualquer valor de R
analisado, tendo-se, desse modo, a equação 3.7.
σ
σa
= f ⋅ 1 − med
σ ult .t
σ ult .t
u
σ ult .c σ med
⋅
+
σ ult .t σ ult .t
v
(3.7)
42
Na qual, σult.t é o limite de resistência à tração do laminado, σult.c é o limite de resistência à
compressão e f, u e v são parâmetros que variam de acordo com o número de ciclos de falha
(N0) do laminado (as curvas de 103, 104, 105 e 106 ciclos). É importante salientar que, para o
mesmo valor de número de ciclos (N0), os valores de f, u e v são constantes e a curva formada
por esta equação limita a região em que o laminado poderá ser carregado suportando um
determinado número de ciclos antes da sua ruptura.
A figura 3.12 demonstra o Diagrama Modificado de Goodman Normalizado
(normalizado significa dizer que a amplitude de tensão e a tensão média são divididas pela
limite de resistência à tração) criado a partir da equação 3.7 para um laminado composto de
fibra de vidro E/epóxi (Beheshty et al., 1999).
Figura 3.12: Diagrama Modificado de Goodman normalizado criado a partir de equação 3.7
(Beheshty et al., 1999).
É importante salientar que a curva S-N e, conseqüentemente, o Diagrama Modificado
de Goodman, normalmente são feitos através de corpos de prova ensaiados em laboratório,
utilizando-se ciclos regulares de tensão através de um equipamento de ensaios mecânicos. Em
outras palavras, são resultados que não podem ser aplicados diretamente em projetos
estruturais, pois, no caso das estruturas mecânicas, existem outros fatores que influenciam a
sua vida útil, sendo necessário um estudo específico para a estrutura a ser analisada.
Sutherland et al. (1995), que trabalhou com laminados compostos de fibra de vidroE/poliéster para fabricação de pás de cata vento, compara a influência de vários fatores na
vida útil das pás de cata vento, de modo que o Diagrama Modificado de Goodman possui, em
torno de 50 %, de importância no cálculo do dimensionamento destas pás (figura 3.13).
43
Figura 3.13: Fatores de Importância no projeto de pás de cata vento (Sutherland et al., 1995).
3.4. PRINCIPAIS FATORES QUE INFLUENCIAM A RESISTÊNCIA À FADIGA DE
UM COMPOSTO LAMINADO
A resistência à fadiga de um material composto laminado é influenciada por vários
fatores tais como, a razão de fadiga (R), a freqüência aplicada, a configuração e o número de
camadas do laminado, o percentual de fibra e matriz do laminado, a umidade e a temperatura
de trabalho e o tipo de sistema fibra/matriz utilizados na confecção do laminado.
3.4.1. INFLUÊNCIA DA RAZÃO DE FADIGA (R)
O motivo pelo qual a razão de fadiga (R) influencia a resistência à fadiga do laminado
está diretamente relacionado aos valores obtidos na amplitude de tensão (σ
σa). Deste modo, os
maiores valores de amplitude de tensão (σ
σa) que podem ser aplicados no laminado são para R
= -1. E para o caso de R = 1 a amplitude de tensão (σ
σa) será nula pois a tensão máxima (σ
σmax)
será igual a tensão mínima (σ
σmin), caracterizando o carregamento estático no material
(Mandell et al., 1997).
Para demonstrar como ocorre a influência da razão de fadiga (R) na amplitude de
tensão (σ
σa), pode-se considerar o caso da aplicação de cargas cíclicas demonstrado na figura
3.14. Nesta figura, se desenhou a aplicação de três valores de razão de fadiga diferentes,
sendo estes R = 10, R = 0,1 e R = -1, para o mesmo valor de tensão máxima (σ
σmax). Por esta
figura, percebe-se que o maior valor de amplitude de tensão aplicada foi para R = -1, ou seja,
conforme já foi dito anteriormente é neste caso que se tem situações extremas de fadiga,
44
ocasionando menor resistência à fadiga do laminado. Já para R = 0,1 e R = 10 percebe-se que
a amplitude de tensão é a mesma, embora apresentem tipos de tensões diferentes (tração e
compressão).
250
R= 0,1
200
R= -1
150
Tens ão (MP a)
100
50
0
-50
-100
-150
-200
R= 10
-250
0
20
40
60
80
100
120
Tem po (s )
140
160
180
200
Figura 3.14: Exemplo de três tensões cíclicas, variando-se somente o valor de R, que podem
ser aplicadas ao laminado.
Para a análise da influência dos outros valores da razão de fadiga (R), deve-se
considerar o valor deste nas quatro faixas descritas na figura 3.7. Vale salientar que todos os
resultados descritos a seguir são para laminados compostos ensaiados para romperem a alto
ciclo de fadiga (acima de mil ciclos) e com a amplitude de tensão constante em cada ensaio.
1o Caso. Entre 1 < R < ∞, aqui o valor de R delimita que serão aplicadas somente tensões
compressivas no material e o aumento do seu valor diminui resistência à fadiga do laminado
(Mandell et al., 1997; Jen et al., 1998). É importante salientar que R = ∞ representa a carga
pulsiva de compressão.
2o Caso. Entre -∞ < R < -1, aqui o valor de R delimita que serão aplicadas tensões variáveis
(compressão-tração) com compressão dominante no material e o aumento do seu valor nesta
região diminui a resistência à fadiga do material. Para o valor R = -1 (tensão alternada) tem-se
45
uma condição extrema onde se encontra o menor valor de resistência à fadiga do laminado
(Jen et al. (a), 1998).
3o Caso. Entre -1 ≤ R < 0, neste caso o valor de R delimita que serão aplicadas tensões
variáveis (tração-compressão) com tração dominante no material e quanto menor for o valor
de R menor será a resistência à fadiga do laminado (Mandell et al., 1997; Jen et al. (b), 1998).
É importante salientar que R = 0 representa a carga pulsiva de tração.
4o Caso. Entre 0 ≤ R < 1, neste caso o valor de R delimita que serão aplicadas tensões trativas
no laminado e quanto menor for o valor de R menor será à resistência à fadiga do laminado
(Mandell et al., 1997; Jen et al. (a), 1998; Ferreira et al., 1997).
Considerando-se, por exemplo, R = 10 (1o Caso) e R = 0,1 (4o Caso) a amplitude de
tensão tem o mesmo valor, para a mesma tensão máxima aplicada, na qual se diferencia
somente o sentido da carga aplicada (tração para R = 0,1 e compressão para R=10), desse
modo se poderia pensar que os resultados obtidos na curva S-N seriam iguais para estes dois
casos, porém, isto nem sempre é verdade pois a formação e propagação de dano à tração é
diferente da compressão (Mandell et al., 1997; Gamstedt et al. (a), 1999).
3.4.2. INFLUÊNCIA DA FREQÜÊNCIA UTILIZADA
O maior problema da freqüência aplicada ao ensaio está na relação desta com o
aumento de temperatura no material. A temperatura aumenta com o aumento da freqüência e
com o aumento da amplitude de tensão aplicado ao material, este fenômeno é conhecido como
aquecimento por histerese (Hahn, 1979; Matthews et al., 1994).
É de consenso geral (McBagonluri et al., 2000; Matthews et al., 1994; Demers, 1998;
Ferreira, 1997; Mandell et al., 1997) que ao utilizar freqüências de carregamento iguais ou
menores a 5 Hz, tornam a influência desta desprezível no que diz respeito ao aumento de
temperatura em laminados de matrizes poliméricas. Porém, deve-se tomar cuidado com
valores de freqüência muito baixos, pois a utilização de freqüências muito baixas (abaixo de 1
Hz) para um número de ciclos bastante alto contribui para a fluência do laminado (Ellyin et
al., 1995), de modo que, deve-se utilizar freqüências mais altas para ensaios com alto número
de ciclos.
46
Quando se analisam laminados unidirecionais com cargas aplicadas no sentido da
fibra, a utilização de freqüências até 10 Hz é aceitável, desde que o material possua baixo
percentual de matriz (Matthews et al., 1994).
Quando se necessita aplicar freqüências acima de 5 Hz, a maneira mais coerente de se
analisar a influência desta seria através da utilização de um termógrafo para a análise da
temperatura interna do corpo de prova ensaiado. Entretanto, devido a este equipamento ser
extremamente caro, pode-se utilizar termopares em pontos estratégicos. A literatura mostra
que a temperatura final recomendada não seja superior a 5 °C (Matthews et al., 1994; Mandell
et al., 1997).
3.4.3. INFLUÊNCIA DA CONFIGURAÇÃO
A influência da configuração do laminado está relacionada à distribuição de tensões a
que o mesmo estará submetido, de modo que, não só a resistência à fadiga do laminado será
afetada, mas também as constantes elásticas do mesmo, conforme foi mostrado no capítulo 2.
É importante salientar que, se, por exemplo, a configuração do laminado for
modificada, de modo que o limite de resistência, o módulo de elasticidade ou a deformação de
ruptura do laminado diminuam, não significa dizer que a resistência à fadiga do laminado
também vai diminuir, ou seja, a variação da resistência à fadiga com a modificação da
configuração do laminado não necessariamente está relacionada (pelo menos de modo
evidente) às mudanças dos valores das constantes elásticas (Ferreira et al (a), 1999; Ferreira et
al (b), 1999; Komorowski et al., 1995; Branco et al., 1995; Ding et al., 1995; Jen et al. (a)
1998).
Porém, é demonstrado em Jen et al. (b) (1998) que, quando se utilizam laminados
unidirecionais, a variação da resistência à fadiga está relacionada ao limite de resistência do
laminado, de modo que a diminuição do limite de resistência (a diminuição do limite de
resistência ocorre devido à variação do ângulo da fibra em relação ao sentido de aplicação de
carga) diminui a resistência à fadiga do laminado. Neste mesmo trabalho se fez este mesmo
tipo de comparação para laminados multidirecionais, porém, neste caso, a relação entre a
resistência à fadiga e o limite de resistência não é tão evidente e depende de outros fatores tais
como a intensidade do dano acumulativo obtido no material.
47
3.4.4. INFLUÊNCIA DO PERCENTUAL DE FIBRA E MATRIZ
Mostra-se na figura 3.15 a variação da fragilidade à fadiga do laminado, o coeficiente
b na equação 3.6, em função do percentual de fibra para várias configurações de plástico
reforçado com fibra de vidro-E, utilizando-se R = 0,1. Pode-se analisar neste gráfico que, para
todas as configurações de laminado, a fragilidade à fadiga do mesmo aumenta com o aumento
do percentual de fibra, demonstrando que altos percentuais de fibra no composto laminado
podem ser prejudiciais a sua resistência à fadiga (Mandell et al., 1997; Mandell et al., 1999;
Sutherland, 1999).
Figura 3.15: Gráfico da fragilidade à fadiga (b) versus o percentual de fibra para várias
configurações do laminado de plástico reforçado com fibra de vidro-E, utilizando-se
R = 0,1 (Mandell et al., 1997).
Antaquera et al. (1991) encontrou resultados parecidos utilizando outras configurações
de plásticos reforçados com fibra de vidro. Assim, pode-se dizer a partir destes resultados que
o aumento do percentual de fibra no composto laminado diminui a resistência à fadiga deste.
Para explicar este fenômeno Mandell et al. (1999) fez uma análise detalhada por
elementos finitos da distribuição interna de tensões destes laminados e demonstrou que a
diminuição do percentual de fibra no laminado diminui significativamente as tensões internas
e a concentração de tensões dificultando a formação e propagação de danos no laminado.
48
3.4.5. INFLUÊNCIA DA UMIDADE E DA TEMPERATURA DE TRABALHO
Segundo Sutherland (1999), Sala (2000) e McBagonluri et al. (2000), que trabalharam
com vários tipos de combinações fibra/matriz e configurações do laminado, e para diferentes
valores de R, a umidade absorvida pelo laminado prejudica as suas propriedades mecânicas
(conforme foi discutido no capítulo anterior) e também a sua resistência à fadiga. Porém,
segundo McBagonluri et al. (2000), que trabalhou com compostos laminados de plástico
reforçado com fibra de vidro e com a razão de fadiga R = 0,1, a diminuição da resistência à
fadiga destes laminados não é tão aparente como ocorre com as propriedades mecânicas e
depende de altos percentuais de absorção de umidade.
Também, segundo McBagonluri et al. (2000) caso o laminado absorva uma grande
quantidade de umidade e depois a perca, tornando-se novamente seco, ocorre uma perda
irreversível nas propriedades mecânicas deste laminado, porém não ocorre o mesmo com a
resistência à fadiga do laminado, ou seja, a perda de resistência à fadiga do laminado úmido
pode ser revertida desde que o mesmo torne-se novamente seco.
A forma como a temperatura de trabalho influi na resistência à fadiga do laminado
ainda não está bastante clara, pois segundo Branco et al. (1995), que trabalhou com três
configurações diferentes e temperaturas de 20 °C (293 K) e 200 °C (473 K), para um
laminado de tecido unidirecional de fibra de vidro com matriz fenólica, utilizando uma
configuração de (90°/0°/90°), o aumento da temperatura de trabalho melhorou a resistência à
fadiga desses laminados. Já para o laminado de configuração (0°/90°/0°), o aumento da
temperatura de trabalho diminuiu a sua resistência à fadiga. E, ainda, segundo Ferreira et al.
(1997), que trabalhou com compostos de polipropileno reforçados com fibra de vidro, a
variação da temperatura de 25 °C (298 K) para 60 °C (333 K) não modificou de modo
significativo a resistência à fadiga do laminado.
3.4.6. INFLUÊNCIA DO SISTEMA DE FIBRA/MATRIZ UTILIZADO NO LAMINADO
A partir da figura 3.16 pode-se comparar três tipos diferentes de fibra em laminados
unidirecionais. Na análise dos resultados verifica-se que a fibra de carbono apresenta melhor
resistência à fadiga quando comparado com os laminados à base de fibras de vidro e kevlar
para o mesmo tipo de matriz utilizada para R = 0,1 (Curtis, 1987 apud Matthews et al., 1994).
49
Figura 3.16: Curvas S-N comparando três tipos de laminados unidirecionais com diferentes
reforços (fibras) e mesma matriz (epóxi) (Curtis, 1987 apud Matthews et al., 1994).
Entretanto, com relação à influência da matriz utilizada, pode-se dizer que esta não
possui uma influência significativa na resistência à fadiga do laminado (Demers (a), 1998;
Dyer et al., 1998; Mandell et al., 1997; Mandell et al., 1992). Porém, ao se considerar que a
escolha da matriz pode melhorar as propriedades mecânicas na região de contato entre a fibra
e a matriz (melhor aderência fibra/matriz), pode-se obter, neste caso uma melhor resistência à
fadiga do composto (Gamstedt et al. (a), 1999).
Ilustra-se na figura 3.17, fotomicrografias feitas por um microscópio eletrônico de
varredura de dois materiais compostos de fibra de vidro utilizando matrizes diferentes.
Observa-se na fotomicrografia (a) uma fraca aderência na interface fibra/matriz, enquanto
que, na fotomicrografia (b) a aderência foi de melhor qualidade (aplicou-se uma razão de
fadiga de R = 0,1). Estes resultados demonstram a importância da escolha de uma matriz,
objetivando uma melhor resistência à fadiga do laminado (Gamstedt et al. (a), 1999).
Considerando que a escolha da matriz poderia melhorar a aderência fibra/matriz do
composto Gamstedt et al. (a) (1999) desenvolveram o esquema mostrado na figura 3.18, na
qual demonstra-se que uma melhor aderência fibra/matriz no composto diminui a formação e
propagação de trincas, diminui, também, a perda das propriedades mecânicas do composto
durante o carregamento cíclico e melhora, conseqüentemente, a resistência à fadiga do
laminado.
50
Figura 3.17: Fotomicrografia demonstrando a aderência fibra matriz utilizando dois tipos de
matrizes (Gamstedt et al. (a), 1999).
Figura 3.18: Esquema que demonstra a importância da interface fibra/matriz na resistência à
fadiga do laminado (Gamstedt et al. (a), 1999).
51
3.5. FORMAÇÃO E PROPAGAÇÃO DO DANO DURANTE A VIDA À FADIGA DO
LAMINADO
Mostra-se na figura 3.19 um dos primeiros diagramas esquemáticos de formação e
propagação de dano à fadiga para compostos laminados submetidos à fadiga. Analisando esta
figura, percebe-se que, inicialmente, ocorrem várias fissurações na matriz nas camadas do
laminado que possuem fibras em direções diferentes do sentido da carga. Estas fissuras na
matriz aumentam com o aumento do número de ciclos até a sua saturação. A saturação é uma
característica do laminado e é independente da amplitude de carga aplicada e do seu sentido
de aplicação. Para esta característica do laminado dá-se o nome de estado característico de
dano ou CDS (characteristic damage state). Após a saturação, ocorre a união das fissuras entre
as camadas e o início da delaminação. Por fim, com o laminado já delaminado e com grande
quantidade de fissuras, ocorre a ruptura das fibras e a fratura final do laminado (Reifsnider et
al., 1983 apud Cahn et al., 1993).
Figura 3.19: Diagrama esquemático de formação e propagação do dano em laminados
compostos (Reifsnider et al., 1983 apud Cahn et al., 1993).
52
Apesar do diagrama da figura 3.19 ter sido um dos primeiros a abordar o dano na
fadiga de laminados compostos, o mesmo condiz com resultados mais recentes obtidos por
diversos autores (Takeda et al., 1999; Ogihara et al., 1999; Gamstedt et al. (a), 1999) que
trabalharam com diversas configurações de laminados e com R = 0 e R = 0,1.
Entretanto, outros modelos têm surgido na literatura, por exemplo, recentemente
Gamstedt et al. (b) (1999) desenvolveram um modelo de formação e propagação de dano para
laminados que possuem fibras transversais em relação ao sentido de aplicação da carga. Estes
autores consideraram que a interface fibra/matriz destas fibras transversais é a região de maior
susceptibilidade a formação de danos no laminado, e esta formação de dano ocorreria de
modo diferente na tração e na compressão, conforme é mostrado na figura 3.20. Ainda,
segundo estes autores, a aplicação de cargas alternadas diminuiria de modo bastante
significativo à vida útil do laminado, devido a uma combinação da desaderência fibra/matriz
na tração e na compressão aumentando o número de fissuras no laminado e conseqüentemente
diminuindo a resistência do mesmo (figura 3.21).
Figura 3.20: Análise da formação de dano em uma fibra transversal ao sentido de carga sob
ação de tração ou compressão (Gamstedt et al. (b), 1999).
53
Figura 3.21: Diagrama esquemático da formação e propagação de danos em compostos
laminados que possuem fibras transversais submetidos a carregamentos alternados
(tração-compressão) e trativos (tração-tração) (Gamstedt et al. (b), 1999).
54
3.6. MODIFICAÇÃO DO MÓDULO DE ELASTICIDADE E DO LIMITE DE
RESISTÊNCIA DURANTE O CARREGAMENTO CÍCLICO DO LAMINADO
Existe um consenso geral entre os pesquisadores (Ding et al., 1995; Diao et al., 1995;
Ferreira et al. (a), 1999; Dyer et al., 1998; Demers, 1998; Subramanian et al, 1995; Ferreira et
al (b), 1999; Gamstedt et al. (a), 1999; Philippidis et al., 1999; McBagonluri et al., 2000;
Zhang et al., 1999) que o aumento no número de ciclos no laminado tende a reduzir o módulo
de elasticidade durante o carregamento, bem como o limite de resistência do mesmo. Foi
visto, também, que o modo como se processa essa redução pode apresentar as duas formas
ilustradas na figura 3.22 (nesta figura E0 simboliza o valor do módulo de elasticidade inicial
do laminado e N simboliza o valor de número de ciclos antes da ruptura, e que foi utilizado
para a análise das constantes de engenharia). No primeiro caso, ocorre uma redução
significativa do módulo de elasticidade logo nos primeiros ciclos de carregamento, após esta
redução o módulo se mantém constante até um valor de número de ciclos próximo ao número
de ciclos de fratura, na qual ocorre novamente a redução do seu valor (Zhang et al., 1999;
Dyer et al., 1998; Ferreira et al. (a), 1999; Subramanian et al, 1995; Ding et al., 1995).
No segundo caso, o valor do módulo de elasticidade reduz de modo pouco
significativo com o aumento do número de ciclos, ocorrendo a redução destes somente
próximo ao valor de número de ciclos de fratura (Gamstedt et al. (a), 1999; Demers, 1998;
Diao et al., 1995). A forma como ocorre a redução do limite de resistência também é
semelhante à do módulo de elasticidade estático e pode utilizar-se, inclusive, esta mesma
linha de raciocínio demonstrada para estes dois casos.
1,0
2° Caso
E/E0
0,8
0,6
1° Caso
0,4
0,2
0,0
0,0
0,2
0,4
0,6
0,8
1,0
N/N0
Figura 3.22: Gráfico normalizado que demonstra as duas formas como o número de ciclos
pode influenciar o módulo de elasticidade do laminado.
55
CAPÍTULO 4
4. MATERIAIS E MÉTODOS
Este capítulo apresenta uma explanação do procedimento experimental realizado,
ressaltando todos os materiais e métodos utilizados.
4.1. PROCESSO DE FABRICAÇÃO E CONFIGURAÇÃO DOS LAMINADOS
O processo de fabricação utilizado foi o de moldagem manual (Hand Lay-up), no qual
foram obtidas placas de 1 m2, utilizando-se como matérias primas a resina de poliéster
insaturada ortoftálica e o reforço de mantas de fibras curtas (450 g/m2, 5 cm) e tecidos têxteis
cruzados (450 g/m2) de fibra de vidro-E. As placas foram obtidas na forma de estruturas
laminares, uma com 10 e a outra com 12 camadas, com aproximadamente 7 e 10 mm de
espessura, respectivamente. As configurações dos laminados compostos são as seguintes:
[M / T / M / T / M ]s
[M / T / M / T / M / M / T / M / T / M / T / M ]
Configuração do laminado de 10 camadas (C10)
Configuração do laminado de 12 camadas (C12)
Demonstra-se na figura 4.1 o esquema das configurações para os dois tipos de
laminados.
Tecido
Manta
Disposição
simétrica das
camadas
Laminado 12 Camadas
Laminado 10 Camadas
Figura 4.1: Configurações dos laminados, C10 e C12.
56
Os símbolos M e T são referentes à manta e tecido têxtil cruzado de fibra de vidro E,
respectivamente. O símbolo s é referente à simetria do material, observando-se que o
laminado C10 é simétrico e o C12 não apresenta simetria em sua configuração.
As configurações dos laminados utilizadas na realização deste trabalho são as mesmas
que a HEMFIBRA Indústria e Comercio LTDA utiliza na fabricação de reservatórios de
carvão ativado. Foi pedido à indústria que o procedimento utilizado na fabricação dos
laminados fosse o mesmo utilizado na confecção destes reservatórios. Estes possuem
configurações distintas em sua construção, dependendo da localização e do emprego dos
laminados, se nas paredes ou fundo dos mesmos.
4.2. CORTE E CONFECÇÃO DOS CORPOS DE PROVA
Para a confecção dos corpos de prova utilizou-se um disco de corte diamantado
(DIFER D252), de forma a evitar um possível "arranque" de fibras ou qualquer outro tipo de
dano nos mesmos.
Antes da obtenção dos corpos de prova foram retirados 5 cm de material das margens
das duas placas, com o intuito de eliminar possíveis descontinuidades e mal acabamento,
como por exemplo, variações bruscas da espessura e maiores percentuais de defeitos internos
provenientes do processo de fabricação.
Para maior precisão na confecção dos corpos de prova, utilizou-se o gabarito
demonstrado na figura 4.2. É importante salientar que todos os cortes foram feitos seguindo
um sentido previamente definido para o laminado de forma a evitar influências de uma
possível anisotropia dos laminados. Aqui, o tecido têxtil cruzado apresenta as direções das
fibras sempre paralelas (0°) e perpendiculares (90°) à direção de aplicação da carga.
Após a obtenção das dimensões apropriadas dos corpos de prova, foram realizados os
procedimentos de lixamento e polimento nas regiões onde o disco de corte foi aplicado. Para
tanto, utilizou-se lixas d’água números 150, 180, 240, 320, 500 e 600 e o polimento foi feito
com uma politriz motorizada utilizando como abrasivo a alumina de 0,03 microns.
Após este procedimento, as dimensões de cada corpo de prova foram confirmadas
utilizando-se um paquímetro digital com precisão de 0,01 mm. Como a espessura dos
laminados apresenta variações em função do processo de fabricação utilizado, foram
57
necessários pelo menos 5 medidas nesta região para a obtenção do valor médio da espessura
de cada corpo de prova.
Disco de corte
diamantado
25
ido
t
n
Se
mm
ado
x
i
-f
Pré
Figura 4.2: Gabarito utilizado na confecção dos corpos de prova.
4.3. ENSAIO DE DENSIDADE VOLUMÉTRICA E DE CALCINAÇÃO
Para a realização do ensaio de densidade volumétrica utilizou-se a norma ASTM D
792 (1979), na qual foram necessários 5 amostras de 25 mm de comprimento por 25 mm de
largura de cada laminado, totalizando 10 amostras.
As amostras foram pesadas numa balança eletrônica digital Tartorius, modelo BP 210
S, com capacidade máxima de 210 g e precisão de 0,1 mg. A densidade volumétrica dos
laminados foi calculada utilizando a equação 4.1:
D=
c ⋅ 0,9975
c+w−d
(4.1)
Na qual c é o peso da amostra seca (g), w é o peso do fio parcialmente imerso em água
(g), d é o peso do fio com a amostra imersos em água (g) e D é a densidade volumétrica do
laminado em gramas por centímetro cúbico (g/cm3).
O procedimento para a obtenção dos percentuais de fibra, resina e vazios foi através do
ensaio conhecido como calcinação, no qual, inicialmente, aplicou-se a pirólise nas mesmas
58
amostras utilizadas no ensaio de densidade. A pirólise consiste na queima completa das
amostras dos laminados até evaporação total da resina. A pirólise é feita normalmente em
duas etapas; a primeira é desenvolvida em ambiente aberto com o objetivo de eliminar
parcialmente a resina e os gases tóxicos, enquanto que, na segunda etapa as amostras são
levadas a um forno tipo mufla, modelo Fornitec, a uma temperatura de 750 °C (1023 K) por
um período de 40 minutos. Após feita a pirólise, pesa-se as fibras e encontra-se os percentuais
das fibras, resinas e vazios, em volume, de cada amostra utilizando-se as seguintes equações.
Mf = mf
mt
⋅ 100
M m = 100 − m f
Vf = (D ⋅ M f )
Df
Vm = (D ⋅ M m )
Dm
Vv = 100 − (Vf + Vm )
(4.2)
(4.3)
(4.4)
(4.5)
(4.6)
Nas quais, Mf é o percentual mássico de fibra, mf é a massa de fibra (g), mt é a massa
total do laminado (g), Mm é o percentual mássico de resina (matriz), Vf é o percentual
volumétrico de fibra, Df é a densidade volumétrica da fibra (g/cm3), Dm é a densidade
volumétrica da matriz (g/cm3) e Vm e Vv são os percentuais volumétricos de resina (matriz) e
de vazios, respectivamente.
4.4. ENSAIO DE TRAÇÃO UNIAXIAL
O ensaio de tração uniaxial foi realizado objetivando-se encontrar o limite de
resistência, o módulo de elasticidade longitudinal e a deformação de ruptura dos laminados.
Para tanto, foram confeccionados 5 corpos de prova de cada configuração, os quais foram
ensaiados através de uma máquina de Tração Universal Mecânica (PAVITEST) (figura 4.3)
com capacidade máxima de 10 T. Este equipamento possui um software para o controle e a
aquisição de dados de carga e deslocamento.
59
Figura 4.3: Equipamento de Tração Universal Mecânica (PAVITEST).
As dimensões dos corpos de prova foram definidas utilizando-se a norma ASTM D
3039 (1990) e são demonstradas na figura 4.4. O valor da velocidade de deslocamento foi
definido para todos os corpos de prova como de 1 mm/min. Todos os ensaios foram
realizados à temperatura ambiente (25 °C ou 298 K).
Comprimento Útil (gage)
espessura
Figura 4.4: Corpo de Prova utilizado para o ensaio de tração (dimensões em mm).
Para a compilação de todos os dados dos ensaios de tração, utilizou-se um programa
computacional criado para o ambiente MATLAB (anexo A), obtendo-se dessa forma os
valores de limite de resistência, módulo de elasticidade, deformação de ruptura das duas
configurações estudadas, além dos gráficos tensão versus deformação.
4.5. ENSAIO DE COMPRESSÃO UNIAXIAL
O ensaio de compressão uniaxial foi realizado em uma máquina servo-hidráulica da
Materials Test System (figura 4.5), modelo MTS – 810, com capacidade máxima de 10 T, na
qual utilizou-se uma placa de aquisição de dados para a obtenção dos valores de deslocamento
e carga aplicada no material. O objetivo deste ensaio foi o de se obter o limite de resistência
60
do material, o módulo de elasticidade longitudinal, a deformação de ruptura. Todos estes
parâmetros foram analisados através dos gráficos de tensão versus deformação do material.
Para a realização deste ensaio utilizou-se 5 corpos de prova de cada laminado e uma
velocidade de deslocamento de 1 mm/min. Estes foram realizados à temperatura ambiente (25
°C ou 298 K).
Figura 4.5: Equipamento utilizado para o ensaio de compressão uniaxial e fadiga.
Para a realização de um ensaio de compressão em um material, cuidados especiais
devem ser tomados, de forma a evitar que os corpos de prova não sofram flambagem,
principalmente quando o mesmo possui pequena espessura. Para solucionar-se este problema
pode-se recorrer a um tipo de garra especial que evite a flambagem ou então pode-se diminuir
o comprimento útil do corpo de prova. Neste trabalho preferiu-se utilizar a segunda solução.
Segundo Adams (Adams et al., 1991 apud Mandell et al., 1997) para se garantir que
um laminado composto não rompa por ação de flambagem, deve-se utilizar a equação 4.7.
Aqui F é o fator de falha por flambagem, g é o comprimento útil do laminado (gage) e e é a
espessura do laminado. Garante-se por esta equação que se o valor de F for inferior a 30 o
material não romperá por flambagem.
F = 3,46 ⋅
g
e
(4.7)
61
Para o laminado de menor espessura (7 mm) utilizado neste trabalho, a equação 4.7 dá
um valor máximo de comprimento útil (de forma a evitar flambagem) de 60 mm. Desse
modo, escolheu-se o comprimento útil de 35 mm para os corpos de prova de compressão.
Para definir as dimensões do corpo de prova utilizou-se o trabalho de Mandell et al.
(1997), que adotou corpos de prova com 25 mm de largura e 100 mm de comprimento, estas
dimensões estão demonstradas na figura 4.6.
Comprimento
Útil (gage)
espessura
Figura 4.6: Corpo de prova utilizado para o ensaio de compressão (dimensões em mm).
Para a compilação dos resultados dos ensaios de compressão, utilizou-se o mesmo
programa computacional utilizado para os ensaios de tração fazendo-se somente algumas
alterações na rotina do programa. Os mesmos parâmetros descritos na seção anterior foram
determinados.
4.7. ENSAIO DE FADIGA UNIAXIAL
O equipamento utilizado para a realização dos ensaios de fadiga foi o mesmo utilizado
para a realização dos ensaios de compressão, ou seja, uma MTS – 810 (figura 4.5). O objetivo
inicial deste ensaio centrou-se na obtenção da curva S-N dos dois laminados, para os
seguintes valores de razão de fadiga: R = 0,1, R = -1 e R = 10. De posse dos resultados
obtidos tornou-se possível a prevenção de falha por fadiga dos laminados utilizando-se o
Diagrama Modificado de Goodman. Todos os ensaios foram realizados considerando-se que
para um mesmo corpo de prova não seria variado nenhum parâmetro (amplitude de tensão
(σ
σa), tensão máxima (σ
σmax), razão de fadiga (R)) desde o início do ensaio até a ruptura do
mesmo. Também para todos os ensaios aplicou-se carregamentos uniaxiais de tração ou de
compressão.
Para os ensaios com R = -1 e R = 10, ou seja, envolvendo cargas compressivas, fez-se
necessário o projeto e a confecção de um par de garras adaptáveis à máquina de ensaio
62
mecânico. Um croqui da garra pode ser visto na figura 4.7. Suas dimensões completas
encontram-se no anexo B.
Figura 4.7: Garra utilizada nos ensaios de fadiga para R = -1 e R = 10.
A freqüência utilizada em todos os ensaios foi de 5 Hz, pois nesta freqüência o
aquecimento por histerese é desprezível. As dimensões dos corpos de prova foram retiradas
do trabalho de Mandell et al. (1997) na qual variou-se o comprimento útil do corpo de prova,
dependendo do valor da razão de fadiga, conforme exposto na figura 4.8.
Para a determinação e conseqüentemente o controle da temperatura do corpo de prova,
a qual pode variar devido a histerese, utilizou-se um termopar da marca MINIPA
THERMOMETER MT – 520, obtendo-se um aumento máximo de 2 °C durante os ensaios.
Os ensaios foram realizados à temperatura ambiente (25 °C ou 298 K).
Conforme se pode ver na figura 4.8, o comprimento útil dos corpos de prova utilizados
para R = -1 e R = 10 é maior do que o comprimento útil dos corpos de prova para o ensaio
estático de compressão uniaxial. Esta escolha foi devido à necessidade de análise da formação
e propagação de dano nos corpos de prova durante os ensaios de fadiga. Ressalta-se que o
valor do comprimento útil aqui utilizado, ainda é menor do que o valor máximo que poderia
ser admitido para evitar a flambagem do laminado.
Em todos os ensaios realizados os valores de carga máxima utilizados para a obtenção
da curva S-N, foi de 60 % do limite de resistência no primeiro ensaio e a partir do resultado
deste, escolheu-se os valores de carga máxima dos outros ensaios. Os ensaios foram feitos de
63
modo que os valores do número de ciclos de falha ficassem entre 103 e 106, caracterizando
dessa forma a fadiga de alto ciclo. Os corpos de prova que não romperam até 106 ciclos foram
retirados da máquina sem a análise da ruptura deste. Para cada valor de carga máxima
escolhido, utilizou-se 3 corpos de prova, totalizando 87 corpos de prova na conclusão dos
ensaios. A partir dos resultados obtidos desenhou-se a curva S-N para os dois laminados e
para cada razão de fadiga (R) analisada.
R=0.1
espessura
R=-1
R=10
espessura
Figura 4.8: Dimensões dos corpos de prova para o ensaio de fadiga.
Para a compilação dos resultados obtidos para os ensaios de fadiga, utilizou-se uma
rotina criada em ambiente MATLAB (anexo C) para a obtenção das constantes das equações
3.5 e 3.6 relatadas no capítulo anterior. Estas constantes foram obtidas através da aplicação do
método dos mínimos quadrados (ASTM E 739, 1980; Neto et al., 1995). A partir do
conhecimento dos valores destas constantes obteve-se o Diagrama Modificado de Goodman
na prevenção da falha por fadiga das duas configurações.
4.8. ANÁLISE DOS DANOS OBTIDOS DURANTE E APÓS OS ENSAIOS
Durante os ensaios de fadiga analisaram-se, de modo qualitativo, os danos ocorridos
nos corpos de prova. Este procedimento foi feito do seguinte modo; anotou-se o valor de
número de ciclos onde não se percebia mais aumento de trincas transversais no laminado
(estado de saturação) e o valor de número de ciclos onde se percebia o aparecimento da
delaminação no laminado. Além desta forma de controle do dano, utilizou-se uma máquina
fotográfica digital Kodak – Dc215 de resolução 1100 x 900 pontos para a análise da formação
64
e propagação de dano na espessura do laminado, tirando-se fotos do laminado antes do ensaio
e durante o mesmo, até o momento da ruptura do corpo de prova.
Além destes tipos de monitoramento do dano, utilizou-se uma filmadora marca
Panasonic, modelo VHS-C, NTSC e uma placa de aquisição de vídeo A/D modelo DC10,
para a obtenção de imagens no momento exato da ruptura final dos corpos de prova
ensaiados.
Para os ensaios de tração e compressão uniaxiais, e, bem como para os ensaios de
fadiga fez-se uma análise microscópica e macroscópica da falha do material. Para a análise
microscópica utilizou-se um microscópio ótico MG da marca Olimpus.
65
CAPÍTULO 5
5. RESULTADOS E DISCUSSÕES – ENSAIOS PRELIMINARES
Este capítulo apresenta os resultados obtidos para os ensaios de densidade volumétrica
e calcinação das duas configurações aqui estudadas, bem como os resultados dos ensaios de
tração e compressão uniaxiais.
No que diz respeito aos ensaios de tração e compressão uniaxiais, será exposto neste
capítulo uma análise do comportamento mecânico (resistência e rigidez), das duas
configurações em estudo, comparando-se os resultados. Além disso, também será exposto um
estudo detalhado das características da fratura e monitoramento do dano durante os ensaios
acima mencionados. Para tanto, análises a níveis macroscópicos e microscópicos serão
utilizadas para melhor entendimento do processo.
5.1. ENSAIOS DE DENSIDADE VOLUMÉTRICA E CALCINAÇÃO
Mostra-se na tabela 5.1 os valores de densidade volumétrica encontrados para os
laminados com 10 (C10) e com 12 (C12) camadas. Por estes resultados percebe-se que as
duas configurações possuem praticamente a mesma densidade volumétrica.
Tabela 5.1: Densidade volumétrica das duas configurações analisadas.
Configuração
Densidade (g/cm3)
Laminado C10
1,495
Laminado C12
1,505
Os resultados obtidos dos percentuais em volume de fibra, resina e vazios estão
demonstrados na tabela 5.2. Através destes resultados, percebe-se que o percentual de vazios
nas duas configurações é bastante alto, quando comparados aos valores encontrados na
literatura. Este tipo de resultado já era esperado, pois o processo de fabricação utilizado
(moldagem manual) dá margem a formação de bolhas no laminado. Outro motivo pelo qual o
percentual de vazios é acentuado se deve à prática da empresa ao confeccionar reservatórios
de grande porte, como por exemplo, os reservatórios de carvão ativado. Essa prática costuma
apresentar muitos defeitos internos de fabricação, provenientes tanto do processo de
impregnação fibra/matriz quanto pela presença de volatização da resina (bolhas, etc) devido
66
ao demorado tempo de cura. Vale salientar aqui que esta prática foi exigida pelos
pesquisadores, para que os resultados obtidos pudessem ter mais veracidade com as condições
reais de uso desses reservatórios.
Tabela 5.2: Percentuais volumétricos de fibra, resina e vazios.
Fibra (%)
Resina (%)
Vazios (%)
Laminado C10
32,8
49,2
17,8
Laminado C12
32,9
49,9
17,1
Mostra-se na figura 5.1 que o aumento no número de camadas no laminado não
implica em um aumento direto dos percentuais volumétricos, ou seja, os mesmos parecem ser
muito mais dependentes do próprio processo de fabricação. Por este gráfico pode-se perceber
que os percentuais de fibra, resina e vazios são praticamente os mesmos e assim sendo, podese considerar que a variação das propriedades mecânicas estáticas e de fadiga destes materiais
só vão variar devido a variação das suas configurações. A consideração da simetria do
laminado também será de grande importância na comparação dos resultados entre os dois
laminados, já que a simetria do material está diretamente relacionada à configuração dos
mesmos.
Aqui, uma possível influência do número de camadas nas propriedades mecânicas
estáticas e de fadiga destes dois laminados está “embutida” na própria definição das
configurações das mesmas. Isto se explica pelo fato de que os laminados são constituídos de
camadas de manta de fibras curtas e tecido têxtil cruzado, ou seja, camadas com distribuição
aleatória ou 0°/90° com relação a aplicação de carga. Neste sentido, uma possível influência
da “orientação” de fibras no comportamento mecânico dos laminados, está descartada nesse
estudo.
Percentuais
Volumétricos (%)
50
40
30
C10
C12
20
10
0
Fibra
Resina
Vazios
Figura 5.1: Percentuais volumétricos de fibra, resina e vazios das duas configurações
estudadas.
67
5.2. ENSAIOS DE TRAÇÃO UNIAXIAL
Mostra-se na figura 5.2, os resultados obtidos nos ensaios de tração uniaxial dos cinco
corpos de prova do laminado C10, na qual pode-se perceber que é pequena a dispersão dos
resultados obtidos para limite de resistência e para a deformação de ruptura, evitando-se assim
o uso de distribuições estatísticas para o cálculo dos valores médios destes parâmetros. Este
comportamento é característico, segundo a literatura, dos compostos a base de fibra de vidro.
Além disso, percebe-se também por esta figura que o laminado C10 possui um
comportamento elástico.
140
120
Tensão (MPa)
100
80
60
40
20
0
0
1
2
3
Deformação (%)
Figura 5.2: Gráfico tensão versus deformação dos cinco corpos de prova ensaiados à tração
uniaxial do laminado C10.
Mostra-se na figura 5.3, os resultados obtidos nos ensaios de tração uniaxial dos cinco
corpos de prova do laminado C12, na qual observa-se que a dispersão dos resultados foi a
mesma do laminado C10. Tanto para o limite de resistência quanto para deformação de
ruptura. Além disso, percebe-se também, que como o laminado C10, o laminado C12 também
possui um comportamento elástico.
68
140
120
Tensão (MPa)
100
80
60
40
20
0
0,0
0,5
1,0
1,5
2,0
2,5
3,0
Deformação (%)
Figura 5.3: Gráfico tensão versus deformação dos cinco corpos de prova ensaiados à tração
uniaxial do laminado C12.
Pela figura 5.4 pode-se comparar o limite de resistência à tração das duas
configurações. Por estes resultados, percebe-se que a diferença entre o limite de resistência à
tração dos dois laminados foi de 1,4 MPa (variação percentual de 1,2 %), ou seja,
praticamente desprezível, demonstrando-se desse modo que a variação do número de camadas
(configuração) do laminado, sem a presença da variação na orientação de fibras, não
influenciou significativamente na resposta mecânica dos mesmos. Vale relembrar que,
conforme foi dito no item anterior, os percentuais de fibra, resina e vazios das configurações
C10 e C12 são praticamente os mesmos, e, assim sendo, somente a configuração e a simetria
do laminado podem ser responsáveis pela pequena variação dos resultados entre os dois
laminados.
Limite de
resistência (MPa)
116,7
115,3
120
100
80
60
40
20
0
C10
C12
Figura 5.4: Limite de resistência à tração dos laminados compostos C10 e C12.
69
Com relação às propriedades elásticas, a figura 5.5 compara os módulos de
elasticidade longitudinais dos laminados compostos C10 e C12. Observa-se que, novamente,
a configuração não teve influência significativa nesta propriedade do laminado, pois a
variação foi de apenas 0,31 GPa, ou seja, uma variação percentual de 6,4 %. Comparada à
variação observada entre as tensões últimas dos mesmos, pode-se dizer que em termos de
resposta elástica do material, a influência da configuração foi maior.
Módulo de Elasticidade
(GPa)
4,81
5
4,5
4
3
2
1
0
C10
C12
Figura 5.5: Módulo de elasticidade à tração dos laminados C10 e C12.
Resumindo o que foi visto nas figuras 5.4 e 5.5, percebe-se que apesar dos valores das
propriedades destes dois laminados serem bastante próximas, o laminado C10 possui sempre
melhores propriedades mecânicas que o laminado C12. Ressalta-se que o laminado C10 é
simétrico em sua configuração, o que lhe confere melhor distribuição de tensões internas
durante o carregamento (Herakovich, 1997).
A partir da figura 5.6, têm-se os resultados das deformações de ruptura dos dois
laminados compostos aqui analisados, e, novamente, percebe-se que a variação dos resultados
entre os dois foi pouco significativa, já que a variação da deformação ficou em torno de 0,09
% (variação em percentual de 3,5 %).
70
Deformação de
Ruptura (%)
3
2,45
2,54
2,5
2
1,5
1
0,5
0
C10
C12
Figura 5.6: Deformação de ruptura à tração dos laminados C10 e C12.
5.2.1. ANÁLISE DO DANO NOS ENSAIOS DE TRAÇÃO
Para uma análise macroscópica do ensaio de tração, mostram-se nas figuras 5.7 e 5.8,
os corpos de prova depois da ruptura final para os laminados C10 e C12, respectivamente. Por
estas figuras, pode-se perceber que ocorre grande quantidade de delaminações ao ponto de
grande quantidade de fibra se desprender do laminado. Para melhor demonstrar este fato
utiliza-se a figura 5.9, na qual percebe-se que 7 cm de fibra de vidro se desprenderam do
laminado após a ruptura final do corpo de prova, caracterizando o fenômeno do “rasgamento”
na região de fratura final.
Figura 5.7: Ruptura de um dos corpos de prova C10 submetido à tração.
Figura 5.8: Ruptura de um dos corpos de prova C12 submetido à tração.
71
Figura 5.9: Detalhe da ruptura do corpo de prova submetido à tração (C12).
Analisando microscopicamente os corpos de prova submetidos à tração, encontrou-se
as seguintes características de fratura.
- Microfissuras transversais e longitudinais na matriz, com relação à direção do carregamento;
- Desaderência fibra-matriz;
- Ruptura de fibras;
- Delaminação.
Analisando-se primeiramente as microfissuras transversais nos dois laminados (C10 e
C12), percebe-se que estas não se apresentam de modo uniforme, ou seja, ao longo de todo
comprimento útil do corpo de prova. Também se observa que este tipo de dano geralmente era
oriundo de um defeito de fabricação do laminado, estando este defeito em regiões ricas em
resina ou em fibra (ver figura 5.10 e 5.11). Registra-se também que a quantidade de
microfissuras transversais era maior próxima à região de fratura final. Este resultado vai de
encontro ao obtido por Felipe et al. (b), (1997), que encontrou grande quantidade de
microfissuras transversais ao longo de todo o corpo de prova durante o ensaio de tração em
um laminado composto de matriz poliéster reforçada com manta de fibra de vidro-E.
Observa-se, também, nos dois laminados defeitos de fabricação que não originaram
nenhum tipo de dano, conforme pode ser visto na figura 5.12.
Analisando-se o tipo de fratura obtida na interface, percebe-se que nos dois laminados
se encontrou tanto a fratura adesiva (desaderência fibra matriz) quanto a fratura coesiva na
matriz e na fibra. Estes resultados podem ser vistos nas figuras 5.13 e 5.14.
72
Figura 5.10: Microfissura transversal oriunda de um defeito de fabricação em uma região rica
em resina (C10).
Figura 5.11: Microfissura transversal oriunda de um defeito de fabricação em uma região rica
em fibras (C10).
Figura 5.12: Defeitos de fabricação que não formaram microfissuras (C10).
73
Fratura coesiva na fibra
Figura 5.13: Fratura coesiva na fibra (C12).
Fratura coesiva na matriz
Desaderência fibra-matriz
Figura 5.14: Fissuração da matriz (fratura coesiva na matriz) e desaderência fibra matriz
(fratura adesiva) (C12).
Com relação à delaminação dos laminados, percebe-se que a configuração C12
possuiu maior intensidade de delaminações do que a configuração C10 e que elas ocorrem em
praticamente todas as camadas desta, ao contrario da configuração C10 (figura 5.15), na qual
as delaminações ocorreram somente em poucas camadas do laminado. Outra característica
interessante relacionada à configuração C12 é que a delaminação iniciava a partir de
microfissuras transversais, conforme é demonstrado na figura 5.16.
74
Delaminação
Figura 5.15: Delaminação ocorrida no laminado C10.
Figura 5.16: Delaminação ocorrida no laminado C12.
Analisando-se a região de fratura dos dois laminados percebe-se que, em alguns casos,
a aderência fibra-matriz dos dois laminados foi pequena conforme se pode perceber na figura
5.17, onde a fibra aparece “limpa” de resina, caracterizando a presença da fratura coesiva
antes da ruptura da fibra.
75
Figura 5.17: Desaderência fibra-matriz, região de fratura final (C12).
Por estes resultados percebe-se que, praticamente, os dois laminados não tiveram
diferenças de resultados com relação à análise de fratura, e, conforme já foi dito
anteriormente, isto se refletiu nos resultados numéricos do ensaio de tração, pois as diferenças
percentuais entre as tensões últimas e módulos elásticos entre as duas configurações foram
consideradas desprezíveis.
5.3. ENSAIOS DE COMPRESSÃO UNIAXIAL
Para efeito de análise dos resultados, os valores obtidos na compressão serão
demonstrados sem sinal, porém deve-se salientar que tanto os valores de tensão quanto os de
deformação são valores negativos quando se aplicam cargas compressivas.
Mostra-se na figura 5.18 os resultados obtidos nos ensaios de compressão uniaxial dos
quatro corpos de prova do laminado C10, na qual observa-se que a dispersão dos resultados
obtidos para o limite de resistência e para a deformação de ruptura é pequena, podendo-se
assim considerar valores médios destes parâmetros sem o uso de distribuição estatística.
Percebe-se, também que o laminado C10 possui um comportamento linearmente elástico.
Mostra-se na figura 5.19 os resultados obtidos nos ensaios de compressão uniaxial dos
quatro corpos de prova do laminado C12. Os resultados apresentam uma dispersão
semelhante à do laminado C10, para o limite de resistência e para a deformação de ruptura.
Além disso, registra-se que, como o laminado C10, o laminado C12 também possui um
comportamento linearmente elástico durante a aplicação de cargas compressivas.
76
200
180
160
Tensão (MPa)
140
120
100
80
60
40
20
0
0
1
2
3
4
5
Deformação (%)
Figura 5.18: Gráfico tensão versus deformação dos quatro corpos de prova ensaiados à
compressão uniaxial do laminado C10.
200
Tensão (MPa)
150
100
50
0
0
1
2
3
4
5
Deformação (%)
Figura 5.19: Gráfico tensão versus deformação dos quatro corpos de prova ensaiados à
compressão uniaxial do laminado C12.
Pela figura 5.20 pode-se comparar o limite de resistência à compressão uniaxial dos
dois laminados compostos. Nos resultados obtidos, percebe-se que a diferença entre o limite
de resistência à compressão dos dois laminados é de 9,7 MPa (variação percentual de 5,4 %),
demonstrando-se, desse modo, que a variação da configuração do laminado não influenciou
significativamente nesta propriedade mecânica. Resultado semelhante ocorreu com o limite de
77
resistência à tração uniaxial dos dois laminados, embora a diferença percentual à compressão
seja um pouco maior quando comparado à da tração (a diferença percentual na tração foi de
1,2 %).
Limite de
resistência (MPa)
200
181,01
171,3
150
100
50
0
C10
C12
Figura 5.20: Limite de resistência à compressão uniaxial dos laminados C10 e C12.
Com relação à rigidez dos laminados, mostra-se na figura 5.21, os valores dos
módulos de elasticidade longitudinal à compressão das configurações C10 e C12. Percebe-se
que a mudança na configuração do laminado teve uma influência um pouco mais
significativa, se comparado aos mesmos resultados obtidos na tração, pois a configuração C10
teve uma redução no módulo de 0,52 GPa, variação percentual de 11 %, em relação à
configuração C12, enquanto que o módulo de C10 à tração possuiu um aumento de 0,31 GPa,
variação percentual de 6,4 %.
Módulo de
Elasticidade (GPa)
4,79
5
4,27
4
3
2
1
0
C10
C12
Figura 5.21: Módulo de elasticidade longitudinal à compressão das configurações C10 e C12.
A partir do gráfico da figura 5.22 pode-se comparar as deformações de ruptura à
compressão obtidas para os dois laminados compostos aqui estudados. Desse modo, percebese novamente, que a variação da configuração do material teve pouca influência sobre esta
propriedade mecânica, pois a diminuição foi de 0,15 % (variação percentual de 4 %) do
laminado C10 em relação ao laminado C12.
78
Deformação de
Ruptura (%)
6
4,07
3,92
4
2
0
C10
C12
Figura 5.22: Deformação de ruptura à compressão dos laminados C10 e C12.
Conforme já foi dito no item anterior, novamente se percebe a importância dos
percentuais de fibra, resina e vazios na obtenção das propriedades mecânicas dos laminados
compostos, pois na análise destes resultados os mesmos valores em percentual de fibra, resina
e vazios para dois laminados resultam em propriedades mecânicas bastante próximas,
principalmente para os laminados constituídos de manta e tecido têxtil cruzado. A falta de
simetria do laminado C12 teve uma menor influência no comportamento à compressão do
mesmo, quando comparado ao comportamento de tração. Significando dizer que, o aumento
no número de camadas melhorou a resistência do laminado C12 quando submetido a
carregamentos compressivos.
5.3.1. ANÁLISE DO DANO NOS ENSAIOS DE COMPRESSÃO
Para uma análise macroscópica do ensaio de compressão, mostram-se nas figuras 5.23
e 5.24 os corpos de provas depois da ruptura final dos laminados C10 e C12, respectivamente.
Analisando-se estas figuras percebe-se que o laminado C12 possui maior quantidade de
delaminações que o laminado C10, porém, aparentemente, o laminado C12 produz um dano
mais bem distribuído que o laminado C10. Este fato pode explicar porque o laminado C12
possuiu o módulo de elasticidade e um limite de resistência um pouco maior do que o
laminado C10. Porém, deve-se salientar novamente que esta variação é muito pequena.
Figura 5.23: Ruptura do corpo de prova submetido ao ensaio de compressão uniaxial,
laminado C10.
Figura 5.24: Ruptura do corpo de prova submetido ao ensaio de compressão uniaxial,
laminado C12.
79
Na análise microscópica dos laminados submetidos à compressão uniaxial, registra-se
as mesmas características de dano encontradas nos corpos de prova submetidos à tração, são
elas:
- Microfissuras transversais e longitudinais na matriz, com relação à direção do carregamento;
- Desaderência fibra-matriz;
- Ruptura de fibra;
- Delaminação.
Apesar de o mecanismo de dano nos corpos de prova submetidos à compressão
apresentarem “características comuns” quando comparado ao observado na tração, a formação
e propagação do mesmo difere em muitos pontos.
Considerando a análise das microfissuras transversais nos dois laminados, percebe-se
que estas só ocorreram próximas a região de fratura do laminado, e, em alguns casos, estas
surgem em alguns defeitos de fabricação distante da região de fratura final. Outra
característica importante do dano é a sua não uniformidade, ou seja, as microfissuras
transversais ocorreram de modo bastante isolado.
Considerando-se o tipo de fratura encontrado na interface fibra-matriz, observa-se a
presença de fraturas coesivas na fibra e matriz, bem como fraturas adesivas para os dois
laminados compostos (C10 e C12) estudados, conforme é demonstrado na figura 5.25.
Fratura coesiva na fibra
Desaderência fibra-matriz
Figura 5.25: Fratura coesiva na fibra e desaderência fibra/matriz (fratura adesiva) (C12).
80
Analisando-se
as
delaminações,
percebe-se
que
estas
são
originadas
de
microfissurações transversais. Um exemplo disso é mostrado na figura 5.26, na qual tem-se
uma microfissura transversal que foi originada no defeito de fabricação e se propagou até a
região entre as camadas de tecido e manta do laminado formando uma delaminação na
mesma.
Figura 5.26: Formação e propagação do dano no laminado sob compressão (C12).
Conforme também se pode perceber na figura 5.26, nos dois laminados compostos são
registrados muitos defeitos de fabricação sem formação de microfissuras transversais, mesmo
próximo a região de fratura dos laminados.
Ainda com relação à delaminação, observa-se que o laminado C10 possui mais
delaminação nas camadas mais externas, enquanto que, o laminado C12 mostra grande
quantidade de delaminações independente da camada analisada, ou seja, praticamente em
todas as camadas do laminado.
Comparando-se o fenômeno da delaminação ocorrida na tração e na compressão do
material, percebe-se que, sob ação de esforços compressivos, os dois laminados tiveram maior
número de camadas delaminadas e com maior intensidade se comparadas aos esforços
trativos. Somado a este resultado se pode dizer também, que a ausência de microfissuras
transversais nos laminados sob ação de cargas compressivas melhorou o seu limite de
resistência à compressão.
81
Como no ensaio de tração, percebe-se também no ensaio de compressão, que a
aderência fibra matriz é fraca, pois conforme mostra a figura 5.27 pouca resina fica aderida à
fibra, após a fratura final dos laminados.
Figura 5.27: Fibra com pequena quantidade de resina aderida (C10).
5.4. COMPARAÇÃO DOS RESULTADOS OBTIDOS NOS ENSAIOS DE TRAÇÃO
E DE COMPRESSÃO UNIAXIAIS
Mostram-se, na figura 5.28, os resultados obtidos do limite de resistência à tração e a
compressão uniaxiais para os compostos laminados C10 e C12. Por estes resultados, percebese que os mesmos suportaram mais cargas compressivas do que trativas e que esta diferença
foi da ordem de 54,6 MPa (variação percentual de 31,9 %) para o laminado C10 e de 65,71
MPa (variação percentual de 36,3 %) para o laminado C12. Os resultados já eram esperados,
pois conforme demonstra a literatura especializada (Mandell et al., 1997), normalmente os
valores do limite de resistência à tração não coincidem com os valores do limite de resistência
à compressão, bem como os respectivos valores dos módulos de elasticidade longitudinais.
Este comportamento sempre se verifica, principalmente, se há diferenças nos processos de
fratura entre os laminados.
Tem-se na figura 5.29 a comparação dos resultados obtidos para os módulos de
elasticidade longitudinal à tração e à compressão dos dois laminados compostos. Por este
82
gráfico percebe-se que a variação do módulo de elasticidade foi pequena para os dois
laminados, pois para o laminado C12 a variação foi da ordem de 0,29 GPa (variação
percentual de 6 %), e, para o laminado C10, foi da ordem de 0,54 GPa que corresponde a 11
Tensão Última (MPa)
% de variação percentual.
200
181,01
171,3
150
116,7
115,3
Compressão
Tração
100
50
0
C10
C12
Figura 5.28: Limite de resistência à Tração e à Compressão dos laminados compostos C10 e
C12.
4,81
Módulo de
Elasticidade (GPa)
5
4,27
4,79
4,5
4
3
2
Compressão
Tração
1
0
C10
C12
Figura 5.29: Módulo de Elasticidade à Tração e à Compressão dos laminados C10 e C12.
Por estes resultados, observa-se que, nem sempre, as propriedades mecânicas são
iguais quando se aplicam cargas de tração ou compressão, e, como no caso das tensões
últimas, estas podem apresentar diferenças significativas, mesmo que não haja variação da
orientação das fibras na configuração do mesmo. Observa-se, também, que, apesar do limite
de resistência à compressão dos laminados ser maior do que o limite de resistência à tração,
não significa dizer que ocorre um aumento do módulo de elasticidade à compressão destes
laminados.
83
CAPÍTULO 6
6. RESULTADOS E DISCUSSÕES – ENSAIOS DE FADIGA
Como exposto antes, o principal objetivo desta dissertação de mestrado é a prevenção
de falha por fadiga em compostos laminados poliméricos reforçados com uma combinação de
manta de fibras curtas e tecido têxtil cruzado de fibra de vidro-E, utilizados na fabricação de
reservatórios de grande porte. Para isso, se faz necessário um estudo detalhado da resposta à
fadiga de cada laminado aqui estudado, bem como o completo conhecimento do mecanismo
de dano desenvolvido. Neste capítulo, será, inicialmente, apresentado uma demonstração de
todos os resultados obtidos nos ensaios de fadiga através de suas curvas S-N, para, em
seguida, desenvolver-se um estudo comparativo entre os laminados C10 e C12, concluindo-se
com a elaboração do Diagrama Modificado de Goodman para estes dois laminados. Além
disso, demonstrar-se-á, o monitoramento do mecanismo de dano e as características da fratura
final. Esta análise será desenvolvida à níveis macroscópicos e microscópicos da fratura.
6.1. ANÁLISE DAS CURVAS S-N
A partir da figura 6.1, tem-se as curvas S-N dos ensaios de fadiga para o laminado
C10 utilizando-se as razões de fadiga R = 0,1, R = 10 e R = -1, bem como as curvas obtidas
pelo modelo matemático demonstrado na equação 3.6. Pode-se perceber por este gráfico que
os resultados dos ensaios com R = -1 são os que possuem pior resistência à fadiga. Este
resultado condiz com os resultados encontrados na literatura, pois é nesta condição que se tem
as maiores amplitudes de tensão aplicadas ao laminado (Mandell et al., 1997; Jen et al., 1998).
Vale relembrar aqui que todos os ensaios feitos neste trabalho foram para fadiga de
alto ciclo (acima de 103 ciclos), e que para o mesmo corpo de prova, não se variou durante o
ensaio os valores de tensão média e amplitude de tensão aplicados, ou seja, não se trabalhou
com fadiga cumulativa. Vale relembrar, também, que na equação 3.6 (página 39), b
demonstra a fragilidade à fadiga do material, ou seja, quanto maior o valor de b menor a
resistência à fadiga do laminado.
Considerando à fragilidade à fadiga b, pode-se dizer a respeito dos dados expostos na
figura 6.1 que a melhor resistência à fadiga obtida foi para R = 10, pois o valor de b é de
84
0,091. Além disso, comparando-se R = 0,1 e R = 10, percebe-se que, na fadiga compressiva
(R = 10) o laminado C10 possuiu melhor resistência à fadiga do que na fadiga sob tração (R =
0,1), porém esta variação é pequena, pois b variou de 0,091 para 0,105 (variação percentual
de 13 %).
1,0
0,9
0,8
0,7
σ
max
/σ
ult
0,6
0,5
0,4
R=0,1
b=0,105
R=10
b=0,091
R=-1
b=0,117
0,3
0,2
0,1
0,0
2
10
3
10
4
10
5
10
6
10
7
10
Número de Ciclos
Figura 6.1: Gráfico semilogarítmico da tensão máxima normalizada versus o número de
ciclos de ruptura do laminado C10, utilizando-se R = 10, R = 0,1 e R = -1 (a seta
indica os corpos de prova que não sofreram ruptura).
Nos diagramas aqui apresentados os símbolos indicados com uma seta significam que
os corpos de prova não romperam, porém foram ensaiados até o número de ciclos indicado no
gráfico.
Apresenta-se na figura 6.2 os resultados dos ensaios de fadiga para o laminado C12
utilizando-se R = 10, R = 0,1 e R = -1. Percebe-se pelos resultados obtidos que novamente a
pior resistência à fadiga deste laminado foi para R = -1 e a melhor resistência à fadiga
encontrada foi para R = 0,1. Observa-se, também, que a diferença entre os resultados para R =
0,1 e R = 10 é muito pequena, pois a variação da fragilidade à fadiga do material (b) foi de
0,003 (variação percentual de 2,6 %).
Com o objetivo de comparar os resultados obtidos para R = -1 dos dois laminados
compostos, desenhou-se o gráfico da figura 6.3. Analisando-se este gráfico, percebe-se que o
laminado C10 possui melhor resistência à fadiga do que o laminado C12, demonstrando,
assim, a influência da configuração na resistência à fadiga do laminado. Neste caso em
85
específico, a simetria do laminado C10 faz com que o mesmo possua uma melhor distribuição
das tensões internas (Herakovich, 1997), e, conseqüentemente, uma melhor resistência à
fadiga.
1,0
0,9
0,8
σ max /σ ult
0,7
0,6
0,5
0,4
R=0,1
b=0,109
R=10
b=0,112
R=-1
b=0,140
0,3
0,2
0,1
0,0
2
10
3
10
4
10
5
10
6
10
7
10
Número de Ciclos
Figura 6.2: Gráfico semilogarítmico da tensão máxima normalizada versus o número de ciclos
de ruptura do laminado C12, utilizando-se R = 10, R = 0,1 e R = -1 (a seta indica os
corpos de prova que não sofreram ruptura).
1,0
0,9
0,8
σ max /σ ult
0,7
0,6
0,5
0,4
0,3
C10
b=0,117
C12
b=0,140
0,2
0,1
0,0
2
10
3
10
4
10
5
10
6
10
7
10
Número de Ciclos
Figura 6.3: Gráfico semilogarítmico da tensão máxima normalizada versus o número de
ciclos de ruptura, nos laminados C10 e C12 para R = –1 (a seta indica os corpos de
prova que não sofreram ruptura).
86
Compara-se no gráfico da Fig. 6.4 os resultados obtidos para R = 0,1 dos dois
laminados compostos. A partir deste gráfico, nota-se, também, que o laminado C10 possui
melhor resistência à fadiga do que o laminado C12. Conforme foi dito anteriormente, isto se
deve, principalmente, ao fato de que o laminado C10 possui simetria e, conseqüentemente,
possui melhor distribuição de tensões.
1,0
0,9
0,8
σ max /σ ult
0,7
0,6
0,5
0,4
0,3
C10
b=0,105
C12
b=0,109
0,2
0,1
0,0
2
10
3
10
4
10
5
10
6
10
7
10
Número de Ciclos
Figura 6.4: Gráfico semilogarítmico da tensão máxima normalizada versus o número de ciclos
de ruptura, nos laminados C10 e C12 para R = 0,1 (a seta indica os corpos de prova
que não sofreram ruptura).
O gráfico da figura 6.5 demonstra a comparação dos dois laminados compostos
quando se aplica razão de fadiga de R = 10. Também por este gráfico, observa-se que,
novamente, o laminado C10 possuiu melhor resistência à fadiga do que o laminado C12. Ou
seja, analisando-se os gráficos das figuras 6.3 a 6.5, constatou-se que o laminado C10 possui
melhor resistência à fadiga do que o laminado C12, independente do tipo de tensão cíclica
aplicada ao material, seja ela alternada (R = -1), trativa (R = 0,1) ou compressiva (R = 10).
Ainda em análise dos resultados expostos nas figuras 6.3, 6.4 e 6.5, percebe-se que a
variação da configuração do laminado influenciou de modo menos significativo a razão de
fadiga R = 0,1, pois, neste caso, o valor de b aumentou somente 0,004, enquanto que para R =
-1 o aumento foi de 0,023 e para R = 10 o aumento foi de 0,021.
A partir destes resultados constata-se que o aumento do número de camadas no
laminado C12 não implica necessariamente em uma maior resistência à fadiga. Este fato torna
87
mais forte o argumento da importância da simetria da configuração do laminado na sua
resposta mecânica, principalmente frente a cargas dinâmicas.
1,0
0,9
0,8
σ max /σ ult
0,7
0,6
0,5
0,4
0,3
C10
b=0,091
C12
b=0,112
0,2
0,1
0,0
2
10
3
10
4
10
5
10
6
10
7
10
Número de Ciclos
Figura 6.5: Gráfico semilogarítmico da tensão máxima normalizada versus o número de ciclos
de ruptura, nos laminados C10 e C12 para R = 10.
Analisando-se os dados nos gráficos das figuras 6.1 a 6.5, observa-se que o modelo
matemático proposto (equação 3.6) representa bem os resultados obtidos experimentalmente,
demonstrando que, na região de fadiga de alto ciclo (entre 103 e 106 ciclos), os materiais aqui
analisados possuem um comportamento linearmente logarítmico. Porém, se forem
considerados os valores de limite de resistência (σult) dos ensaios de tração e de compressão
uniaxiais como sendo um valor de tensão máxima (σmax), na qual a ruptura ocorre no primeiro
ciclo, para este modelo, algumas destas curvas não irão convergir para este ponto (um
exemplo disso é a curva de R = 0,1 para o laminado C10), demonstrando que a equação 3.6
não é valida para toda a curva S-N. Pensando desse modo, utilizou-se um outro modelo
matemático (equação 3.5, página 39) que é mais geral na sua aplicação do que o da equação
3.6, ou seja, inclui tanto a fadiga de baixo ciclo quanto de alto ciclo. Os resultados
demonstrados nas figuras 6.6 e 6.7 comparam os dois modelos matemáticos com os resultados
obtidos experimentalmente.
Ressalta-se aqui que os ensaios não foram realizados para fadiga de baixo ciclo, de
forma a comprovar a aplicabilidade da equação 3.5. O modelo está sendo apresentado apenas
em função da convergência dos dados encontrados para a fadiga de alto ciclo.
88
Os valores obtidos para o coeficiente de fadiga a da equação 3.5 em todos os casos é
bem próximo de 1 e, por isso, não são colocados nas figuras 6.6 e 6.7. Por estes resultados,
pode-se perceber que o coeficiente de fadiga p, na maioria dos casos, foi próximo de 1,
principalmente no laminado C12, demonstrando que a aproximação utilizada pela equação 3.6
é bem razoável para estes casos.
1,0
0,9
0,8
0,7
σ
max
/σ
ult
0,6
R=0,1
b=0,105
b=0,00565 p=2,56
R=10
b=0,091
b=0,0266 p=1,62
R=-1
b=0,117
b=0,0941 p=1,13
0,5
0,4
0,3
0,2
0,1
0,0
0
10
1
10
2
10
3
10
4
10
5
10
6
10
7
10
Número de Ciclos
Figura 6.6: Gráfico semilogarítmico da tensão máxima normalizada versus o número de ciclos
de ruptura do laminado C10 (as linhas tracejadas demonstram as curvas da equação
3.6 e as linhas cheias demonstram as curvas da equação 3.5).
1,0
0,9
0,8
σ max /σ ult
0,7
0,6
0,5
R=0,1
b=0,109
b=0,0654 p=1,21
R=10
b=0,112
b=0,0761 p=1,20
R=-1
b=0,140
b=0,143 p=0,932
0,4
0,3
0,2
0,1
0,0
0
10
1
10
2
10
3
10
4
10
5
10
6
10
7
10
Número de Ciclos
Figura 6.7: Gráfico semilogarítmico da tensão máxima normalizada versus o número de ciclos
de ruptura do laminado C12 (as linhas tracejadas demonstram os resultados obtidos
com a equação 3.6 e as linhas cheias os resultados obtidos com a equação 3.5).
89
6.2. DIAGRAMA MODIFICADO DE GOODMAN
No estudo da prevenção da falha por fadiga dos materiais, se faz necessário a
elaboração do Diagrama Modificado de Goodman. Para a concepção deste diagrama deve-se
ter, no mínimo, um modelo matemático para a curva S-N, referente aos ensaios experimentais
realizados utilizando R = -1 e os valores do limite de resistência à tração e a compressão do
laminado (Bond, 1999). Levando em conta estes resultados, pode-se traçar o Diagrama
Modificado de Goodman para os laminados C10 e C12, demonstrados nas figuras 6.8 e 6.9,
respectivamente. Para estes diagramas e para os outros posteriores a estes, utiliza-se o modelo
matemático da equação 3.5, devido o mesmo ser mais genérico e demonstrar melhores
resultados.
Analisando-se os diagramas das figuras 6.8 e 6.9, percebe-se que se faz uma
aproximação ao utilizar uma linha reta para a delimitação da região segura de falha para os
outros valores de razão de fadiga (R). Entretanto, a literatura mostra que essa aproximação é
razoável para determinados tipos de laminados, porém, normalmente, esta aproximação pode
conduzir a resultados imprecisos para outros valores de R (Bond, 1999; Mandell et al., 1997;
Beheshty et al., 1999).
90
R=-1
3
80
Amplitude de Tensão (MPa)
70
10
4
10
5
10
6
10
60
50
40
30
20
10
0
-200
-150
-100
-50
0
50
100
150
Tensão Média (MPa)
Figura 6.8: Diagrama Modificado de Goodman para o laminado C10, utilizando apenas os
resultados obtidos para R= –1.
90
90
R=-1
80
Amplitude de Tensão (MPa)
70
60
3
10
4
10
5
10
6
10
50
40
30
20
10
0
-200
-150
-100
-50
0
50
100
150
Tensão Média (MPa)
Figura 6.9: Diagrama Modificado de Goodman para o laminado C12, utilizando apenas os
resultados obtidos para R= –1.
Pensando desse modo, um novo Diagrama Modificado de Goodman deve ser traçado
com a maior quantidade possível de resultados para várias razões de fadiga (R). Assim, além
dos resultados obtidos para R = -1, utiliza-se, também, os resultados obtidos para R = 0,1 e
para R = 10, traçando-se, dessa forma, os diagramas das figuras 6.10 e 6.11. As linhas cheias
delimitam as regiões que apresentam segurança com relação a uma possível falha no
laminado, para diferentes valores da amplitude de tensão e números de ciclos de ruptura.
Por estes diagramas (figuras 6.8 a 6.11) observa-se que, principalmente, para a fadiga
compressiva (R = 10), o Diagrama Modificado de Goodman, que utiliza somente os
resultados para R = -1, subestima bastante os valores conjuntos de tensão média (σmed) e
amplitude de tensão (σa) que podem ser aplicados aos laminados antes destes romperem. Por
exemplo, demonstra-se na figura 6.8, os valores máximos de tensão média (σmed) e de
amplitude de tensão (σa) que podem ser aplicado ao laminado C10 para que este não rompa
até cem mil ciclos (105), utilizando uma razão de fadiga (R) igual a 10, como sendo de –44,13
e 33,11 MPa, respectivamente. Porém, analisando-se o diagrama da figura 6.10, percebe-se
que, para as mesmas condições aqui demonstradas, os valores da tensão média (σmed) e da
amplitude de tensão (σa) podem chegar a até –60,12 e 49,19 MPa, respectivamente. Isso
representa uma diferença bastante significativa dos resultados, ficando na ordem de 15,99
91
MPa para a tensão média (σmed) e de 13,08 MPa para a amplitude de tensão (σa) (diferença
percentual da ordem de 26,6 % para a tensão média e 32,7 % para a amplitude de tensão).
90
Amplitude de Tensão (MPa)
80
70
60
R=-1
R=10
3
10
4
10
5
10
6
10
R=0,1
50
40
30
20
10
0
-200
-150
-100
-50
0
50
100
150
Tensão Média (MPa)
Figura 6.10: Diagrama Modificado de Goodman para a prevenção de falha por fadiga do
laminado C10.
90
80
Amplitude de Tensão (MPa)
70
60
R=-1
3
10
4
10
5
10
6
10
R=10
R=0,1
50
40
30
20
10
0
-200
-150
-100
-50
0
50
100
150
Tensão Média (MPa)
Figura 6.11: Diagrama Modificado de Goodman para a prevenção de falha por fadiga do
laminado C12.
92
Para demonstrar melhor a diferença entre os resultados obtidos para o Diagrama de
Goodman Modificado utilizando-se somente R = -1 (figuras 6.8 e 6.9) e utilizando-se R = -1,
R = 0,1 e R =10 (figuras 6.10 e 6.11), desenhou-se os gráficos das figuras 6.12 e 6.13, onde se
observa nitidamente o ganho nos valores da amplitude de tensão (σa) e da tensão média
(σmed), para as duas configurações, no que se refere à fadiga compressiva.
90
Amplitude de Tensão (MPa)
80
70
60
R=-1
R=10
3
10
4
10
5
10
6
10
R=0,1
50
40
30
20
10
0
-200
-150
-100
-50
0
50
100
150
Tensão Média (MPa)
Figura 6.12: Visualização da influência da razão de fadiga R na configuração C10.
90
80
Amplitude de Tensão (MPa)
70
60
R=-1
3
10
4
10
5
10
6
10
R=10
R=0,1
50
40
30
20
10
0
-200
-150
-100
-50
0
50
100
150
Tensão Média (MPa)
Figura 6.13: Visualização da influência da razão de fadiga R na configuração C12.
93
Analisando-se os diagramas superpostos (figuras 6.12 e 6.13), percebe-se que na
região de fadiga trativa (R = 0,1) e para altos números de ciclos (acima de 105 ciclos), a
aproximação utilizada por uma linha reta pode definir bem os resultados reais obtidos. Porém,
para todos os outros valores aqui demonstrados, o Diagrama Modificado de Goodman,
utilizando, somente, os resultados de R = -1 não apresenta uma ferramenta segura na
prevenção de falha, principalmente para a análise próximas a mil ciclos.
Vale salientar que para se obter resultados mais precisos para valores de R diferentes
dos analisados neste trabalho (R = -1, R = 0,1 e R = 10) deve-se fazer novos ensaios de
fadiga. Porém, quanto maior for a quantidade de variações de R, melhor será a aproximação
para outros valores de R não analisados.
6.3. ANÁLISE DO DANO NOS LAMINADOS
Analisou-se a fratura dos laminados de dois modos. Primeiro fez-se o monitoramento
da formação e propagação do dano durante os ensaios de fadiga e, em segundo, analisou-se as
características da fratura do laminado já rompido por fadiga. O acompanhamento da fratura
foi feito anotando-se o número de ciclos no qual ocorreu a saturação das fissuras transversais
(CDS), além do aparecimento de delaminações nos laminados e sua forma de distribuição.
Para a análise da formação e propagação das delaminações foram tiradas fotografias ao longo
da espessura dos corpos de prova (bordo livre) durante os ensaios. A análise do dano no
laminado, após sua ruptura, foi feita de modo macroscópico e microscópico, registrando-se os
tipos de dano possíveis a serem encontrados ao longo de todo o comprimento dos corpos de
prova e na região de fratura final do laminado.
Para um melhor entendimento do mecanismo de dano, a análise da fratura será descrita
para cada tipo de razão de fadiga utilizado (R = 0,1, R = -1 e R = 10), para as duas
configurações analisadas. Esta divisão foi feita devido aos diferentes tipos de formação e
propagação do dano encontrados dependendo da razão de fadiga utilizada.
6.3.1. ANÁLISE DO DANO DURANTE O ENSAIO DE FADIGA PARA R = 0,1
Para efeito de ilustração da formação de delaminações e fissuras transversais, pode-se
utilizar a figura 6.14, na qual tem-se a comparação de um laminado C10 “virgem” (que não
foi ensaiado à fadiga) com um laminado C10 ensaiado por 700.000 ciclos (número de ciclos
de ruptura, 843.300) para uma tensão máxima de 57,5 MPa e com R = 0,1 (σult = 116,7 MPa).
94
Figura 6.14: Comparação de um laminado C10 “virgem” com um laminado C10 sendo
ensaiado à fadiga (R = 0,1).
Mostra-se na figura 6.15, o diagrama de formação e propagação do dano do laminado
C10 com R = 0,1. Pelos resultados encontrados, pode-se definir os passos (ou etapas) para
formação e propagação de dano:
1) Formação de fissuras transversais em toda área útil dos corpos de prova (bordo livre e
largura) até a sua saturação.
2) Formação e propagação de delaminações iniciadas pela união das fissuras transversais
próximas aos bordos livres (figura 6.14).
3) Ruptura de fibra seguido da fratura final dos corpos de prova (esta ultima etapa considerada
é, na realidade, a curva S-N).
Analisando-se o diagrama da figura 6.15, percebe-se que os resultados aqui
apresentados, condizem com os resultados obtidos por Reifsnider et al. (1983 apud Cahn et
al., 1993) que registrou os mesmos passos para a formação e propagação do dano em
laminados unidirecionais.
95
110
Linha de saturação
Fratura Final (Curva S-N)
Tensão Máxima (MPa)
100
90
80
Região de ocorrência de
fissuras transversais
70
60
3
10
Região
de
formação
e
propagação
das
delaminações
4
10
5
10
6
10
Número de Ciclos
Figura 6.15: Diagrama de formação e propagação do dano no laminado C10 com R = 0,1.
Considerando-se agora o processo de formação e propagação de dano no laminado
C12 com R = 0,1 (figura 6.16), percebe-se, novamente, que os passos para formação e
propagação de dano foram os mesmos apresentados pelo laminado C10, ou seja, estes
resultados também condizem com os resultados apresentados por Reifsnider (1983 apud Cahn
et al., 1993). O que difere no processo de fratura entre as duas configurações são os números
de ciclos e ou intensidade da carga cíclica em cada etapa descrita.
Analisando os diagramas das figuras 6.15 e 6.16 percebe-se que o laminado C12
apresenta uma saturação de fissuras abaixo de 104 ciclos, enquanto que o laminado C10
registra uma saturação acima de 104 ciclos para os mesmos valores de tensão máxima (σmax)
aplicada. Em conseqüência disso, o laminado C12 inicia o processo de delaminação mais
prematuramente se comparado ao laminado C10. Isso pode explicar o fato da menor
resistência à fadiga do laminado C12, demonstrando a importância da análise do ponto de
saturação de fissuras transversais para se obter um melhor diagnóstico da vida útil do
laminado composto.
96
O motivo pelo qual seria necessário um número de ciclos maior para a ocorrência de
saturação de fissuras transversais no laminado C10, pode estar relacionado com a simetria
deste laminado, pois, como comentado anteriormente, devido a esta simetria, o mesmo possui
uma melhor distribuição de tensões internas (Herakovich, 1997). Isto retardaria a saturação de
fissuras transversais, já que iriam existir menos pontos de concentração de tensões
dificultando, assim, a formação destas fissuras.
80
Linha de saturação
Fratura final (Curva S-N)
Tensão Máxima (MPa)
75
70
65
Região de
Região de
formação
ocorrência de
e propagação
fissuras
das
transversais
delaminações
60
3
10
4
10
5
10
6
10
Número de Ciclos
Figura 6.16: Diagrama de formação e propagação do dano no laminado C12 com R = 0,1.
Outra característica interessante encontrada no laminado C12 e que pode também se
aplicar ao fato da sua menor resistência à fadiga quando comparado ao laminado C10, é com
relação ao fenômeno da delaminação, pois, enquanto o laminado C10 sempre iniciava sua
delaminação nas camadas internas do laminado, o laminado C12 iniciava sua delaminação
preferencialmente nas camadas externas. Este fato chegou ao ponto da ocorrência da ruptura
de uma das camadas mais externas do laminado C12 (este tipo de ruptura não ocorreu no
laminado C10) antes de sua ruptura final, conforme é ilustrado na figura 6.17.
A figura 6.18 demonstra a seqüência de ruptura do corpo de prova mostrado na figura
6.17, na qual utiliza-se três imagens obtidas de uma câmera de vídeo, onde a primeira foi a
97
1/30 de segundo antes da ruptura, a segunda no momento da ruptura e a terceira a 1/30 de
segundo depois da ruptura do laminado C12.
Ruptura da
camada externa
Figura 6.17: Laminado C12 (σmax = 69 MPa, R = 0,1, número de ciclos N = 18700 ciclos,
número de ciclos de ruptura N0= 21200 ciclos).
Figura 6.18: Ruptura do laminado C12 (σmax = 69 MPa, R = 0,1, número de ciclos de ruptura
N0 = 21200 ciclos).
Analisando-se microscopicamente os corpos de prova submetidos à fadiga com R =
0,1, vizualiza-se uma grande formação de fissuras transversais ao longo de todo o laminado
(bordo livre e largura), fato que já se tinha percebido durante o ensaio de fadiga dos dois
laminados. Percebe-se, ainda, que a formação destas fissuras ocorre, principalmente, nas
camadas internas dos dois laminados e muitas se iniciavam, principalmente, nos defeitos de
98
fabricação, conforme pode ser visto na figura 6.19. Esta conclusão se deve ao fato de que
muitas microfissuras nos defeitos de fabricação se nucleiam no interior da própria camada, ou
seja, antes de chegarem às interfaces das camadas adjacentes. Porém, também foram
observados defeitos de fabricação sem fissuras nos dois laminados analisados. É interessante
observar que as microfissuras transversais apesar de se concentrarem nas camadas de tecido,
por apresentarem fibras contínuas transversais à aplicação da carga, ocorrem também nas
camadas de manta dos laminados.
Figura 6.19: Fissuras transversais formadas durante o ensaio de fadiga à R = 0,1.
Outro fato observado é que a distribuição de fissuras não muda na região próxima a
fratura final dos dois laminados. Observa-se, também, que a fratura final era irregular para os
dois laminados, ou seja, a mesma não ocorria transversalmente em relação ao sentido de
carregamento aplicado.
Nos dois laminados analisados registra-se a presença de fraturas adesivas (interface
fibra/matriz) e coesivas na matriz e na fibra.
6.3.2. ANÁLISE DO DANO DURANTE O ENSAIO DE FADIGA PARA R = -1
Mostram-se nas figuras 6.20 e 6.21 os diagramas de formação e propagação de dano
dos laminados C10 e C12, respectivamente para R = -1. Na análise dos dados observa-se que
os passos para a formação e propagação de dano nestes laminado foram os seguintes:
99
1) Formação de fissuras transversais em toda área útil (bordo livre e largura) dos corpos de
prova.
2) Início de delaminação nos bordos livres e posterior propagação ao longo da largura dos
corpos de prova.
3) Saturação das fissuras transversais.
4) Continuação da formação e propagação de delaminações nos corpos de prova.
5) Ruptura de fibra com posterior fratura final dos corpos de prova.
70
Região de
ocorrência de
fissuras
transversais
65
Tensão Máxima (MPa)
60
Região de
formação e
propagação da
delaminação
55
50
45
Linha de saturação
Início da
delaminação
Fratura final
(Curva S-N)
40
35
3
10
4
10
5
10
6
10
Número de Ciclos
Figura 6.20: Diagrama de formação e propagação do dano no laminado C10 com R = -1.
Analisando-se estes diagramas, percebe-se a ocorrência de um fato novo durante o
ensaio que foi o início da delaminação, antes da saturação das fissuras transversais. A
ocorrência desta, foi devido ao tipo de carga aplicada ao laminado, pois com a razão de fadiga
sendo R = -1, o laminado sofre carregamento alternado (tração e compressão) e, por causa da
aplicação de cargas compressivas, o mesmo iniciou, prematuramente, a formação da
delaminação, demonstrando, desse modo, a importância do tipo de carga aplicada na
formação e propagação do dano no material.
100
Outro fato observado é que, apesar das etapas da formação e propagação do dano
serem condizentes com o que foi reportado por Reifsnider (1983 apud Cahn et al., 1993), este
autor não considera que a delaminação pudesse ocorrer anteriormente à saturação das
microfissuras transversais no modelo proposto. Assim, pode-se concluir que para a fadiga
alternada (R = -1) nos laminados constituídos com manta e tecido têxtil cruzado, o modelo
proposto por Reifsnider, não é recomendado.
70
Linha de saturação
Início da
delaminação
Ruptura total
(Curva S-N)
Tensão Máxima (MPa)
65
60
Região de
ocorrência de
fissuras
transversais
55
50
Região de
formação e
propagação da
delaminação
45
40
35
3
10
4
10
5
10
6
10
Número de Ciclos
Figura 6.21: Diagrama de formação e propagação do dano no laminado C12 com R = -1.
Comparando-se estes dois diagramas (figuras 6.20 e 6.21), verifica-se que tanto o
início da delaminação quanto a saturação das fissuras transversais ocorreram em um número
de ciclos menor no laminado C12 (entre 500 e 104 ciclos) se comparado ao laminado C10
(entre 103 e 105 ciclos), considerando o mesmo valor de tensão máxima aplicada. Resumindo,
novamente o laminado C12 iniciou sua formação e propagação da delaminação
prematuramente comparado ao laminado C10 e, em conseqüência disso, teve sua resistência à
fadiga diminuída.
O motivo pelo qual seria necessário um número de ciclos maior para o laminado C10
atingir a saturação de fissuras transversais e início de delaminação, pode estar relacionado
101
com a simetria deste laminado, pelas razões já colocadas em análise anterior (Herakovich,
1997). Isto retardaria a saturação de fissuras transversais, dando tempo à formação das
delaminações nas camadas internas do laminado, dificultando, desse modo, o seu
aparecimento. Para melhor demonstrar este fato, ilustra-se na figura 6.22 uma série de
fotografias tiradas durante o ensaio de fadiga de um laminado C10, para uma tensão máxima
(σmax) aplicada de 69 MPa e número de ciclos de ruptura (N0) de 4400 ciclos. O símbolo N
demonstra o número de ciclos na qual foi retirada a fotografia.
Delaminações
Figura 6.22: Seqüência de dano ocorrido no laminado C10 ensaiado com R = -1 (N0 = 4400
ciclos, σmax = 69 MPa) (região de bordo livre).
Conforme pode ser visto na figura 6.22, as delaminações ocorreram nas camadas
internas do laminado. Este tipo de ocorrência foi similar para todos os corpos de prova
analisados do laminado C10, porém este fato não foi encontrado no laminado C12. No caso
do laminado C12 as delaminações ocorreram de modo totalmente aleatório, formando-se
tanto nas camadas internas do laminado quanto nas camadas externas. Como exemplo,
mostra-se na figura 6.23 a seqüência de dano ocorrido no laminado C12 ensaiado com razão
de fadiga (R) igual a -1, a tensão máxima (σmax) de 46 MPa e o número de ciclos de ruptura
(N0) de 17500 ciclos.
102
Figura 6.23: Seqüência de dano ocorrido no laminado C12 ensaiado com R = -1 (N0 = 17500
ciclos, σmax = 46 MPa) (região de bordo livre).
Para comparar o fenômeno da delaminação ocorrida nos dois laminados compostos
pode-se utilizar as figuras 6.23 e a 6.24, que demonstram as seqüências de dano ocorridas
103
nestes dois laminados compostos utilizando-se R = -1 e a mesma tensão máxima aplicada,
σmax = 46 MPa. Pelo monitoramento percebe-se que para um percentual de 28 % de vida útil
para C12 e 33 % para C10 (valores que podem ser considerados próximos) o laminado C12 já
apresenta uma grande quantidade de delaminações, enquanto que o laminado C10 encontra-se
pouco delaminado. Além disso, comparando-se as fotografias tiradas a 57 % de vida útil do
laminado C12 e 60 % de vida útil do laminado C10, percebe-se que o laminado C10
praticamente só possui delaminações nas suas camadas internas, enquanto que o laminado
C12 possui delaminações em quase todas as suas camadas. Isto demonstra o quanto a simetria
do material (no caso do laminado C10) é importante na formação e na propagação do dano
durante a fadiga nos laminados e, conseqüentemente, na resistência à fadiga dos mesmos.
Figura 6.24: Seqüência do dano ocorrido no laminado C10 ensaiado com R = -1 (N0 =
345200 ciclos, σmax = 46 MPa) (região de bordo livre).
104
Analisando-se, agora, microscopicamente os corpos de prova submetidos à fadiga com
R = -1 após a sua ruptura, constata-se que a fissuração transversal ocorre em grande
quantidade nos dois laminados analisados, porém, se comparados aos resultados obtidos para
R = 0,1, percebe-se que elas ocorrem em menor intensidade. Observa-se, também, uma maior
presença de defeitos internos sem formação de microfissuras transversais nos dois laminados,
conforme demonstra a figura 6.25. A parcela de carga compressiva na fadiga alternada, pode
ter impedido o surgimento dessas microfissuras em maior quantidade.
Figura 6.25: Defeitos de fabricação sem a formação de microfissuras à R = -1 (C10).
A região de fratura final destes ensaios foi praticamente transversal ao sentido de
carregamento aplicado para as duas configurações utilizadas. Com relação às características
da fratura encontrada, observa-se, nos dois laminados, tanto fratura adesiva quanto a coesiva
(na matriz e na fibra), conforme é mostrado na figura 6.26.
Ainda, na análise das características da fratura, percebe-se, também, que as
delaminações encontradas nestes laminados, em alguns casos, têm sua origem a partir da
propagação das fissuras transversais entre as camadas, conforme mostrado na figura 6.27.
105
Figura 6.26: Fraturas adesiva e coesiva ocorridas no ensaio de fadiga à R = -1 (C12).
Figura 6.27: Delaminação ocorrida no ensaio de fadiga à R = -1 (C12).
6.3.3. ANÁLISE DO DANO DURANTE O ENSAIO DE FADIGA PARA R = 10
Mostram-se nas figuras 6.28 e 6.29 os diagramas de formação e propagação do dano
nos laminados C10 e C12, respectivamente para R = 10. Os passos para a formação e
propagação de dano nestes laminados foram os seguintes:
106
1) Início de formação de delaminação nos bordos livres dos corpos de prova.
2) Propagação das delaminações ao longo da largura dos corpos de prova.
3) Ruptura de fibra e matriz seguido da fratura final do corpo de prova.
150
Início de
delaminação
Fratura final
(Curva S-N)
Tensão Máxima (MPa)
140
Região de
propagação das
delaminações
130
120
110
Região
aparentemente
sem formação
de danos
100
3
10
4
10
5
10
6
10
Número de Ciclos
Figura 6.28: Diagrama de formação e propagação do dano no laminado C10 com R = 10.
Analisando-se os corpos de prova, percebe-se que, para este tipo de razão de fadiga (R
= 10) não foi percebido a olho nu, durante o ensaio, fissuras transversais nos laminados. Este
fenômeno pode ser atribuído ao tipo de carregamento cíclico aplicado ser essencialmente
compressivo, de modo que, sem a atuação de tensões trativas, a ruptura da matriz se
apresentou de modo pouco intenso. Novamente, percebe-se a importância do tipo de carga
cíclica aplicada ao laminado na formação e na propagação do dano no mesmo.
Além disso, ao se comparar estes resultados com o diagrama de falha obtido por
Reifsnider (1983 apud Cahn et al., 1993), observa-se que o diagrama de falha proposto não é
recomendável na análise de cargas cíclicas compressivas.
107
Início de
delaminação
Fratura final
(Curva S-N)
Tensão Máxima (MPa)
130
120
Região de
propagação das
delaminações
110
100
90
Região
aparentemente
sem formação
de dano
3
10
4
10
5
10
6
10
Número de Ciclos
Figura 6.29: Diagrama de formação e propagação do dano no laminado C12 com R = 10.
Comparando-se os resultados das figuras 6.28 e 6.29, percebe-se que para os mesmos
valores de tensão máxima aplicada (entre 99,6 e 132,8 MPa), o laminado C12 possui um
início de formação de delaminação mais prematuro (entre 400 e 10300 ciclos) se comparado
ao laminado C10 (entre 2100 e 90000 ciclos). Em conseqüência disto, registra-se uma menor
vida útil para o laminado C12. Estes resultados demonstram, novamente, a importância da
simetria do laminado para a melhor distribuição de tensões internas e melhor resistência à
fadiga do mesmo.
A figura 6.30 demonstra a formação e a propagação do dano ao longo da espessura
(bordo livre) do laminado C12, para uma tensão máxima (σmax) aplicada de 99,6 MPa com
número de ciclos de ruptura (N0) de 38700 ciclos e com razão de fadiga (R) igual a 10. Por
esta figura, percebe-se que o laminado C12 possuiu delaminação na maioria de suas camadas
e, devido a isto, pode-se dizer que este laminado teve uma redução significativa da sua vida
útil.
108
Figura 6.30: Seqüência de dano ocorrido no laminado C12 ensaiado com R = 10 (N0 = 38700
ciclos, σmax = 99,6 MPa).
Ainda como fonte ilustrativa do monitoramento do dano, a figura 6.31 demonstra a
formação e a propagação do dano ao longo da espessura (bordo livre) do laminado C10, para
uma tensão máxima (σmax) aplicada de 132,8 MPa com número de ciclos de ruptura (N0) de
109
3500 ciclos e com razão de fadiga (R) igual a 10. Por esta figura, percebe-se que o laminado
C10 só possuiu delaminação nas suas camadas mais internas, e, devido a esta menor
concentração de delaminações, pode-se dizer que este laminado teve um aumento
significativo da sua vida útil. Novamente, vale salientar que, a simetria deste laminado influi
de modo bastante significativo na melhoria da resistência à fadiga do mesmo.
Figura 6.31: Seqüência de dano ocorrido no laminado C10 ensaiado com R = 10 (N0 = 3500
ciclos, σmax = 132,8 MPa).
Para comparar os resultados do dano obtidos nos dois laminados compostos pode-se
utilizar as figuras 6.31 e 6.32 que ilustram uma seqüência de fotografias obtidas para R = 10
com a mesma tensão máxima (σmax) de 132,8 MPa aplicada aos laminados C10 e C12,
respectivamente. Em análise aos resultados, observa-se que, para um percentual de vida a
fadiga de 29 % para o laminado C10, o mesmo não possui, praticamente, nenhum tipo de
dano formado no laminado, enquanto que, para um percentual de 34 % do laminado C12 a
formação de delaminações é bastante acentuada para várias camadas do laminado. Este fato
pode proporcionar, mais uma vez, ao laminado C12 uma vida útil à fadiga menor quando
comparado à do laminado C10.
110
Figura 6.32: Seqüência de dano ocorrido no laminado C12 ensaiado com R = 10 (N0 = 1460
ciclos, σmax = 132,8 MPa).
Analisando-se microscopicamente os corpos de prova para a razão de fadiga (R) igual
a 10, registra-se a formação de algumas fissuras transversais nos dois laminados; fato este não
percebido durante o acompanhamento do dano nos dois laminados. Porém, estas fissuras
transversais só foram percebidas próximas a região de fratura final dos corpos de prova e,
normalmente, estavam relacionadas a defeitos de fabricação, ou seja, provavelmente, estas
fissuras transversais foram formadas e propagadas durante a ruptura final destes laminados.
Como já era esperado, foi encontrada grande quantidade de defeitos de fabricação sem
a formação de fissuras transversais (figura 6.33). Apesar da pouca quantidade de fissuras
transversais, verifica-se a presença de fraturas adesivas e coesivas nos dois laminados
analisados, conforme é mostrado na figura 6.34.
111
Figura 6.33: Defeitos de fabricação que não formaram microfissuras à R = 10 (C10).
Figura 6.34: Fissura transversal formada a partir de um defeito de fabricação no ensaio de
fadiga com R = 10 (C10).
Analisando-se as delaminações formadas nos dois laminados, percebe-se que o
laminado C12 possui delaminação em praticamente todas as camadas, tanto próximo a região
de fratura final quanto no resto do comprimento útil do corpo de prova, enquanto que o
112
laminado C10 só possui delaminações em todas as camadas, próximo a região de fratura final.
Mostra-se na figura 6.35 uma fotomicrografia de uma região delaminada para esta razão de
fadiga.
Figura 6.35: Delaminação ocorrida para R = 10 (C12).
113
CONCLUSÕES
A partir dos resultados apresentados nos capítulos anteriores pode-se fazer as
seguintes conclusões:
- A partir dos ensaios de densidade e calcinação, pode-se concluir que os percentuais de fibra,
resina e vazios das configurações C10 e C12, laminados fabricados de resina poliéster
reforçados com fibra de vidro, são praticamente os mesmos.
- Os resultados obtidos para os ensaios de tração e compressão uniaxial demonstraram que as
configurações C10 e C12, aqui analisadas, possuem um comportamento linearmente elástico
ou seja, obedecem a lei de Hooke.
- A variação da configuração (número de camadas e falta de simetria) do laminado, de C10
para C12, não influência, de modo significativo, as propriedades mecânicas obtidas no ensaio
de tração uniaxial. A diferença entre as tensões últimas para as duas configurações é apenas
1,2 %, enquanto que a diferença entre os módulos de elasticidade fica em torno de 6.4 %.
- A variação da configuração (número de camadas e falta de simetria) do laminado, de C10
para C12, não influência, de modo significativo, as propriedades mecânicas obtidas no ensaio
de compressão uniaxial. Porém, a influência é um pouco maior do que na tração, pois a
diferença entre as tensões últimas para as duas configurações é 5,4 %, enquanto que a
diferença entre os módulos de elasticidade é de 11 %.
- Comparando-se os valores do limite de resistência à tração e à compressão, percebe-se que
os dois laminados possuíam melhor resistência à compressão do que à tração.
- Analisando-se os valores dos módulos de elasticidade à tração e à compressão, percebe-se
que a variação é pouco significativa e o aumento do valor do limite de resistência no
carregamento compressivo não significa, necessariamente, um aumento do módulo de
elasticidade para este tipo de carregamento.
- A análise da fratura dos ensaios de tração uniaxial demonstrou que as duas configurações
possuíam, praticamente, as mesmas características de fratura (microfissuras transversais,
desaderência fibra-matriz, ruptura de fibra e delaminação), porém constata-se na configuração
C12 maior quantidade de delaminações do que na configuração C10. Este fato indica que,
114
apesar das características comuns de dano, há diferenças na formação e na propagação do
mesmo.
- A análise da fratura dos ensaios de compressão uniaxial demonstrou, também, que as duas
configurações possuíam, praticamente, as mesmas características de fratura (microfissuras
transversais, desaderência fibra-matriz, ruptura de fibra e delaminação). Como no caso da
tração, observa-se, também, diferenças na formação e na propagação do dano entre as duas
configurações.
- Os resultados obtidos para os ensaios de fadiga nas configurações C10 e C12 demonstraram
que a situação de razão de fadiga R = -1 é a mais crítica com relação à vida útil destes
laminados.
- O laminado C10 possuiu melhor resistência à fadiga do que o laminado C12 para todas as
razões de fadiga estudadas (R = -1, R = 10 e R = 0,1). A melhor resistência à fadiga deste
laminado, se deve ao fato de o mesmo ser simétrico e, em conseqüência disso possuir melhor
distribuição de tensões internas. Ressalta-se aqui, também, que o laminado C10 possui duas
camadas a menos que o laminado C12.
- Analisando-se as curvas S-N dos dois laminados, percebe-se que, para fadiga de alto ciclo
(entre 103 e 106 ciclos), o comportamento destas curvas pode ser modelado pela equação 3.6.
Porém, tratando-se de uma análise completa, por exemplo, para fadiga de baixo ciclo, deve-se
utilizar o modelo definido na equação 3.5.
- Para o estudo da prevenção de falha por fadiga, e, conseqüentemente, para a concepção do
Diagrama Modificado de Goodman, pode-se concluir que se faz necessário a realização de
ensaios com vários valores de razão de fadiga (R), pois, somente desse modo, pode-se obter
resultados mais precisos, principalmente, na fadiga compressiva.
- Para a análise através do Diagrama Modificado de Goodman dos laminados C10 e C12 para
um número de ciclos acima de 105 na região de tensões trativas (no caso R = 0,1), pode-se
utilizar somente o Diagrama de Goodman Simplificado, ou seja, o que utiliza somente R = -1.
- O monitoramento da fratura para R = 0,1 dos dois laminados demonstrou que os passos de
ocorrência de dano nesta razão de fadiga foram: ocorrência de fissuras transversais até a sua
saturação, formação e propagação de delaminações, ruptura de fibras e fratura final do
laminado.
115
- O monitoramento da fratura para R = -1 dos dois laminados demonstra que os passos de
ocorrência de dano nesta razão de fadiga foram: ocorrência de fissuras transversais, formação
e propagação das delaminações, saturação das fissuras transversais, continuação da formação
e propagação das delaminações, ruptura de fibras e fratura final do laminado.
- O monitoramento da fratura para R = 10 dos dois laminados demonstrou que os passos de
ocorrência de dano nesta razão de fadiga foram: formação e propagação de delaminações,
ruptura de fibras e fratura final do laminado.
- Demonstra-se pelos resultados obtidos no monitoramento da fratura que o número de ciclos
de início da delaminação para todas as razões de fadiga (R) estudadas está, diretamente,
relacionado com a vida útil do laminado. Em outras palavras, quanto menor o número de
ciclos exigidos para o início da delaminação, menor é a resistência à fadiga do laminado.
- A partir do monitoramento da fratura através de fotos tiradas durante o ensaio, percebeu-se
que o laminado C12 possuiu delaminação em, praticamente, todas as camadas e,
principalmente, nas camadas externas; enquanto que o laminado C10 só possuiu delaminação
nas camadas internas. A falta de simetria no laminado C12 tem influência direta neste
resultado.
116
SUGESTÕES PARA FUTUROS TRABALHOS
- Estudar uma possível utilização dos resultados de fadiga, tração e compressão, na concepção
de pás de cata vento fabricadas com materiais compostos laminados, utilizadas na obtenção de
energia eólica.
- Análise das tensões interlaminares originadas nos ensaios de tração, compressão e fadiga,
através de modelos matemáticos para melhor compreensão dos efeitos causados por estas na
formação e propagação do dano.
- Consideração de outras configurações de laminados, principalmente laminados simétricos,
para um estudo conclusivo sobre a influência da variação do número de camadas na resposta
mecânica dos mesmos.
- Obtenção de um modelo matemático para uma melhor aproximação das curvas do Diagrama
Modificado de Goodman.
- Estudar a influência do dano acumulativo na fadiga através do cálculo da resistência e
rigidez residuais.
117
REFERENCIAS BIBLIOGRÁFICAS
Al-Qureshi, H. A.: “Composite Materials: Fabrications and Analysis”, 1984.
Antaquera, P.; Jimenez, L.; Miravete, A.: “Los Materiales Compuestos de Fibra de Vidrio”,
Ed. Secretariado de Publicaciones, p. 181, 1991.
Aquino, E. M. Freire de: “Analisis del Comportamento Mecânico de Laminados QuasiIsotropos PRFV”, Tese de Doutorado, Universidad Politécnica de Madrid, 184 p, 1992.
ASTM D 3039: “Standard Test Method for Tensile Properties of Oriented Fiber
Composites”, 1990.
ASTM D 792: “Specific Gravity and Density of Plastics by Displacement”, 1979.
ASTM E 739: “Standard Practice for Statistical Analysis of Linear or Linearized Stress-Life
(S-N) and Strain-Life (∈-N) Fatigue Data”, 1980.
Bannister, M.: “Challenges for Composites into the next Millennium – A Reinforcement
Perspective”, Composites – Part A: Applied Science and Manufacturing, Vol. 32, pp. 901910, 2001.
Beaumont, P. W. R.: “Damage Accumulation”, capítulo 5 do livro Damage Mechanics of
Composite Materials, pp. 139-185, 1994.
Beheshty, M. H.; Harris, B.; Adam, T.: “An Empirical Fatigue-Life Model for HighPerformance Fibre Composites with and without Impact Damage”, Composites – Part A:
Applied Science and Manufacturing, Vol. 30, pp. 971-987, 1999.
Berthelot, J.-M.; Le Corre, J.-F.: “Statistical Analysis of the Progression of Transverse
Cracking and Delamination in Cross-Ply Laminates”, Composites Science and
Technology, Vol. 60, pp. 2659-2669, 2000.
Bond, I. P.: “Fatigue Life Prediction for GRP Subjected to Variable Amplitude Loading”,
Composites: Part A, Vol. 30, pp. 961-970, 1999.
Branco, C. M.; Ferreira, J. M.; Faelt, P.; Richardson, M. O. W.: “A Comparative Study of the
Fatigue Behavior of GRP Hand Lay-up and Pultruded Phenolic Composites”,
International Journal of Fatigue, Vol. 18, N. 4, pp. 255-263, 1995.
Cahn, R. W.; Haasen, P.; Kramer, E. J.: “Materials Science and Technology”, 625 p, 1993.
Caprino, G.; Giorleo, G.: “Fatigue Lifetime of Glass Fabric/Epoxy Composites”, Composites:
Part A, Vol. 30, pp. 299-304, 1999.
Chiaverini, V.: “Tecnologia Mecânica”, 2° Ed., Vol. 3, 388 p, 1986.
Chou, T.-W.; McCullough, R. L.; Pipes, R. B.: “Composites”, Scientific American, Vol. 254,
193 p, 1986.
Davies, P.; Petton, D.: “An Experimental Study of Scale Effects in Marine Composites”,
Composites – Part A: Applied Science and Manufacturing, Vol. 30, pp. 267-275, 1999.
118
Demers, C. E. (a): “Fatigue Strength Degradation of E-Glass FRP Composites and Carbon
FRP Composites”, Construction and Building Materials, Vol. 12, pp. 311-318, 1998.
Demers, C. E. (b): “Tension-tension Axial Fatigue of E-Glass Fiber-Reinforced Polymeric
Composites: Fatigue Life Diagram”, Construction and Building Materials, Vol. 12, pp.
303-310, 1998.
Demers, E. C. (c): “Tension-tension Axial Fatigue of E-Glass Fiber-Reinforced Polymeric
Composites: Tensile Fatigue Modulus”, Construction and Building Materials, Vol. 12, pp.
51-58, 1998.
DeTeresa, S. J.; Freeman, D. C.; Groves, S. E.: “Fatigue and Fracture of Fiber Composites
Under Combined Interlaminar Stresses”, American Society for Composites 13° Technical
Conference, 1998.
Diao, X.; Ye, L.; Mai, Y.-W.: “A Statistical Model of Residual Strength and Fatigue Life of
Composite Laminates”, Composites Science and Technology, Vol. 54, pp. 329-336, 1995.
Ding, Y. Q.; Yan, Y.; McIlhagger, R.; Brown D.: “Comparison of the Fatigue Behavior of 2D and 3-D Woven Fabric Reinforced Composites”, Journal of Materials Processing
Technology, Vol. 55, pp. 171-177, 1995.
Dvorak, G. J.: “Composite Materials: Inelastic Behavior, Damage, Fatigue and Fracture”,
International Journal of Solids and Structures, Vol. 37, pp. 155-170, 2000.
Dyer, K. P.; Isaac, D. H.: “Fatigue Behaviour of Continuous Glass Fibre Reinforced
Composites”, Composites – Part B: Engineering, Vol. 29B, pp. 725-733, 1998.
Ellyin, F.; Kujawski, D.: “Tensile and Fatigue Behaviour of Glassfibre/epoxy Laminates”,
Construction and Building Materials, Vol. 9, pp. 425-430, 1995.
Espinosa, M. M.; Calil Jr, C.: “Statistical Fatigue Experiment Design in Medium Density
Fiberboard”, Materials Research, Vol. 3, pp. 84-91, 2000.
Fawaz, Z.; Ellyin, F.: “A New Methodology for the Prediction of Fatigue Failure in
Multidirecional Fiber-Reinforced Laminates”, Composites Science and Technology, Vol.
53, pp. 47-55, 1995.
Felipe, R. C. T. S. (a): “Comportamento Mecânico e Fratura de Moldados em PRFV”,
Dissertação de Mestrado, Universidade Federal do Rio Grande do Norte, 105 p., 1997.
Felipe, R. N. B. (b): “Moldagem a Vácuo de Plástico Reforçado. Parâmetros de Controle e
Propriedades dos Moldados em PRFV”, Dissertação de Mestrado, Universidade Federal
do Rio Grande do Norte, 107 p, 1997.
Felipe, R. N. B.; Felipe, R. C. T. S.; Aquino, E. M. Freire de: “Um estudo do comportamento
Mecânico de Recipientes Moldados a Vácuo”, Plástico Industrial, Ano I, N° 9, pp. 34-37,
1999.
Ferreira, J. A. M.; Costa, J. D. M.; Reis, P. N. B. (a): “Static and Fatigue Behaviour of Glassfibre-reinforced Polypropylene Composites”, Theoretical and Applied Fracture
Mechanics, Vol. 31, pp. 67-74, 1999.
119
Ferreira, J. A. M.; Costa, J. D. M.; Reis, P. N. B. (b); Richardson, M. O. W.: “Analysis of
Fatigue and Damage in Glass-fibre-reinforced Polypropylene Composite Materials”,
Composites Science and Technology, Vol. 59, pp. 1461-1467, 1999.
Ferreira, J. A. M.; Costa, J. D. M.; Richardson, M. O. W.: “Effect of Notch and Test
Conditions on the Fatigue of a Glass-fibre-reinforced Polypropylene Composite”,
Composite Science and Technology, Vol. 57, pp. 1243-1248, 1997.
Francis, P. H.; Walrath, D. E.; Sims, D. F.; Weed, D. N.: “Biaxial Fatigue Loading of
Notched Composites”, Composite Materials, Vol. 11, pp. 488-501, 1977.
Gamstedt, E. K.; Berglund, L. A.; Peijs, T. (a): “Fatigue Mechanisms in Unidirecional Glassfibre-reinforced Polypropylene”, Composites Science and Technology, Vol. 59, pp. 759768, 1999.
Gamstedt, E. K.; Sjögren, B. A. (b): “Micromechanisms in Tension-Compression Fatigue of
Composite Laminates Containing Transverse Plies”, Composites Science and
Technology, Vol. 59, pp. 167-178, 1999.
Gassan, J.; Dietz, T.: “Fatigue Behavior of Cross-Ply Glass-Fiber Composites Based on
Epoxy Resins of Different Toughnesses”, Composites Science and Technology, Vol. 61,
pp. 157-163, 2001.
Hahn, H. T.: “Fatigue Behavior and Life Prediction of Composite Laminates”, Composite
Materials: Testing and Design, 5° Conference, pp. 383-417, 1979.
Hamelin, P.: “Comportement Mecànique des Materiaux et des Structures Composites –
Application au Dimensionnement et à la Conception de Pieces Composites”, Cooperation
Scientique et Technique Franco-Vietnamienne – Materiaux Macromoleculaires et
Composites, 1988.
Hancox, N. L.: “Thermal Effects on Polymer Matrix Composites: Part 2. Thermal
Degradation”, Materials & Design, Vol. 19, pp. 93-97, 1998.
Hancox, N. L.: “Thermal Effects on Polymer Matrix Composites: Part 1. Thermal Cycling”,
Materials & Design, Vol. 19, pp. 85-91, 1998.
Hartwing, G.; Hübner, R.: “Thermal and Fatigue Cycling of Fibre Composites”, Cryogenics,
Vol. 35, pp. 727-730, 1995.
Hartwing, G.; Hübner, R.; Knaak, S.; Pannkoke, C.: “Fatigue Behaviour of Composites”,
Cryogenics, Vol. 38, pp. 75-78, 1998.
Herakovich, C. T.: “Mechanics of Fibrous Composites”, 460 p, 1997.
Hull, D., “Materiales Compuestos”, Editorial Reverté, S. A., 254 p, 1987.
Jen, M.-H. R.; Lee, C.-H. (a): “Strength and Life in Thermoplastic Composite Laminates
under Static and Fatigue Loads. Part II: Formulation”, International Journal of Fatigue,
Vol. 20, pp. 617-629, 1998.
120
Jen, M.-H. R.; Lee, C.-H. (b): “Strength and Life in Thermoplastic Composite Laminates
under Static and Fatigue Loads. Part I: Experimental”, International Journal of Fatigue,
Vol. 20, pp. 605-615, 1998.
Komorowki, J. P.; Lefebve, D.; Roy, C.; e Randon, C.: “Stacking Sequence Effects and
Delamination Growth in Graphite/Epoxy Laminates Under Compression-Dominated
Fatigue Loading”, Composite Materials: Fatigue and Fracture, Vol. 5, pp. 249-267, 1995.
Lavoir, J. A.; Reifsnider, K. L.; Renshaw, A. J.; Mitten, W. A.: “Prediction of Stress-Rupture
Life of Glass/Epoxy Laminates”, International Journal of Fatigue, Vol. 22, pp. 467-480,
2000.
Liao, K.; Shultheisz, C. R.; Hustan, D. L.: “Long-term Durability of Fiber-Reinforced
Polymer Matriz Composite Materials for Infrastructure Application: A review”, Journal of
Advanced Materials, Vol. 4, 1998.
Mandell, J. F.; Reed, R. M.; Samborsky, D. D.: “Fatigue of Fiberglass Wind Turbine Blade
Materials”, SAND92-7005, Montana State University, 61 p, 1992.
Mandell, J. F.; Samborsky, D. D.: “DOE/MSU Composite Material Fatigue Database: test
Methods, Materials and Analysis”, SAND97-3002, Sandia National Laboratories,
Albuquerque, 140 p, 1997.
Mandell, J. F.; Sutherland, H. J.: “Effects of Materials Parameters and Desing Details on the
Fatigue of Composite Materials for Wind Turbine Blades”, EWEC, download do arquivo
na seguinte URL, 1999.
http://www.sandia.gov/Renewable_Energy/wind_energy/other/EWEC99-1.pdf.
Margaria, Gilles; Aquino, E. M. Freire de: “Estudo da Resistência/Rigidez em Laminados
Compósitos Tubulares”, 2° Congresso Internacional de Tecnologia Metalúrgica e de
Materiais, 1997.
Matthews, F. L.; Rawlings, R. D., “Composite Materials: Engineering and Science”,
Chapman & Hall, 470 p, 1994.
Matzennmiller, A.; Lubliner, J.; Taylor, R. L.: “A Constitutive Model for Anisotropic Damage
in Fiber-Composites”, Mechanics of Materials, Vol. 20, pp. 125-152, 1995.
McBagonluri, F.; Garcia, K.; Hayes, M.; Verghese, K. N. E.; Lesko, J. J.: “Characterization
of Fatigue and Combined Environment on Durability Performance of Glass/vinyl ester
Composite for Infrastructure Applications”, International Journal of Fatigue, Vol. 22, pp.
53-64, 2000.
Naik, N. K.; Kumar, R. S.: “Compressive Strength of Unidirectional Composites: Evaluation
and Comparison of Prediction Models”, Composite Structures, Vol. 46, pp. 299-308,
1999.
Nakamura, T.; Wu, L.-C.: “Effects of Ply-Arrangement on Compressive Failure of Layered
Structures”, Engineering Fracture Mechanics, Vol. 67, pp. 421-443, 2000.
Neto, B. B.; Scarminio, I. S.; Bruns, R. E.: “Planejamento e Otimização de Experimentos”,
2° Ed., 299 p, 1995.
121
Ogihara, S.; Takeda, N.; Kobayashi, S.; Kobayashi, A.: “Effects of Stacking Sequence on
Microscopic Fatigue Damage Development in Quasi-Isotropic CFRP Laminates with
Interlaminar-toughened Layers”, Composites Science and Technology, 59, pp. 13871398, 1999.
Pachajoa, M. E.; Frances, M. K.; Lee, J. D.: “Stress and Failure Analysis of Composite
Structures”, Engineering Fracture Mechanics, Vol. 50, pp. 883-902, 1995.
Philippidis, T. P.; Vassilopoulos, A. P.: “Fatigue of Composite Laminates under off-axis
Loading”, International Journal of Fatigue, Vol. 21, pp. 253-262, 1999.
Pomiès, F.; Carlsson, L. A.; Gillespie Junior, J. W.: “Marine Environmental Effects on
Polymer Matrix Composites”, Composite Materials: Fatigue and Fracture, Vol. 5, pp. 283303, 1995.
Reddy, J. N.; Miravete, A.: “Practical Analysis of Composite Laminates”, 317 p, 1995.
Reifsnider, K. L.: “Damage in Composite Materials”, 280 p, 1982.
Reinforced Plastics, Vol. 45, N° 3, Março, 2001.
Rousseau, J.; Perreux, D.; Verdière, N.: “The Influence of Winding Patterns on the Damage
Behaviour of Filament-Wound Pipes”, Composites Science and Technology, Vol. 59, pp.
1439-1449, 1999.
Saka, K.; Harding, J.: “A Simple Laminate Theory Approach to the Prediction of the Tensile
Impact Strength of Woven Hybrid Composites”, Modelling of the Impact Response of
Fibre-Reinforced Composites, pp. 107-128, 1990.
Sala, G.: “Composite Degradation due to Fluid Absorption”, Composites – Part B:
Engineering, Vol. 31, pp. 357-373, 2000.
Shigley, J. E.; Mischke, C. R.: “Mechanical Engineering Desing”, 5° Ed., 347 p, 1989.
Silva, L. C. F.; Mendes, J. U. L.; Ladchumananandasivam, R.: “Análise das Propriedades
Mecânicas e Térmicas de Tijolos Solo-Cimento com e sem Adição do Pó da Fibra de
Coco”, Congresso Nacional de Engenharia Mecânica, 6 p, 2000.
Souza, S. A.: “Ensaios Mecânicos de Materiais Metálicos – Fundamentos Teóricos e
Práticos”, 5° Ed., 286 p, 1982.
Subramanian, S.; Reifsnider, K. L.; Stinchcomb, W. W.: “A Cumulative Damage Model to
Predict the Fatigue Life of Composite Laminates Including the Effect of a Fibre-Matrix
Interphase”, International Journal of Fatigue, Vol. 17, N. 5, pp. 343-251, 1995.
Sutherland, H. J.: “On the Fatigue Analysis of Wind Turbines”, SAND99-0089, Sandia
National Laboratories, Albuquerque, 133 p, 1999.
Sutherland, H. J.; Mandell, J. F.: “Application of the U. S. High Cycle Fatigue Database to
Wind Turbine Blade Lifetime Predictions”, Proceeding of Energy Week, ASME, pp. 1-9,
1996.
122
Sutherland, H. J.; Veers, P. S.: “Fatigue Case Study and Reability Analyses for Wind
Turbines”, Int. Solar Energy Conference, pp. 1-7, 1995.
Takeda, N.; Kobayashi, S.; Ogihara, S.; Kobayashi, A.: “Effects of Toughened Interlaminar
Layers on Fatigue Damage Progress in Quasi-Isotropic CFRP Laminates”, International
Journal of Fatigue, Vol. 21, pp. 235-242, 1999.
Tsai, K.-H.; Chiu, C.-H.; Wu, T.-H.: “Fatigue Behavior of 3D Multi-Layer Angle Interlock
Woven Composite Plates”, Composites Science and Technology, Vol. 60, pp. 241-248,
2000.
Wang, S. S.; Chim, E. S.-M.; Socie, D. F.: “Stiffnes Degradation of Fiber-Reinforced
Composites Under Uniaxial Tensile, Pure Torsional and Biaxial Fatigue at Cryogenic
Temperature”, Composite Materials: Testing and Desing, 6° Conference, pp. 287-301,
1982.
Whitworth, A. H.: “A Stiffness Degradation Model for Composite Laminates under Fatigue
Loading”, Composite Structures, Vol. 40, pp. 95-101, 1998.
Wisnom, M. R.: “Review - Size Effects in the Testing of Fibre-Composite Materials”,
Composites Science and Technology, Vol. 59, pp. 1937-1957, 1999.
Yang, B.; Kosey, V.; Adanur, S.; Kumar, S.: “Bending, compression and Shear Behavior of
Woven Glass Fiber-Epoxy Composites”, Composites – Part B: Engineering, Vol. 31, pp.
715-721, 2000.
Yao, W. X.; Himmel, N.: “A New Cumulative Fatigue Damage Model for Fibre-Reinforced
Plastics”, Composites Science and Technology, Vol. 60, pp. 59-64, 2000.
Yao, W. X.; Himmel, N.: “Statistical Analysis of Data from Truncated Fatigue Life and
Corresponding Residual Strength Experiments for Polymer Matrix Composites”,
International Journal of Fatigue, Vol. 21, pp. 581-585, 1999.
Zhang, J.; Herrmann, K. P.: “Stiffness Degradation Induced by Multilayer Intralaminar
Cracking in Composite Laminates”, Composites – Part A: Applied Science and
Manufacturing, Vol. 30, pp. 683-706, 1999.
123
ANEXO A
% Este programa encontra o gráfico Tensão Deformação e
% o Modulo de Elasticidade (GPa)
% Programador: Raimundo Carlos Silverio Freire Júnior
clear all
% Entrar no arquivo de dados
cd c:\meusdo~1\junior\tracao\certos
% Entrando com o arquivo
nome=input(' Digite o nome do arquivo: ','s');
espessura=input(' Digite a espessura do material (mm): ');
largura=input(' Digite a largura do material (mm): ');
comprimento=input(' Digite o comprimento útil do material (mm): ');
% Carregando o arquivo
arq=[nome '.dat'];
load (arq)
% Criando uma matriz a partir dos dados do arquivo
dados=eval(nome);
% Gráfico Carga Deslocamento
figure (1)
plot(dados(:,2),dados(:,1))
xlabel('Deslocamento (mm)')
ylabel('Carga (Kgf)')
% Encontrando Tensão Máxima, Deformação Máxima e Módulo de Elasticidade
[deformacao, tensao, area, Tensao_Maxima, Deformacao_Maxima, modulo]...
=deformacao_tensao(dados, espessura, largura, comprimento);
% Carga Máxima
size(dados);
numero_de_linhas=ans(1,1);
Carga_Maxima=dados(1,1);
for (i=1:numero_de_linhas)
if (Carga_Maxima<dados(i,1))
Carga_Maxima=dados(i,1);
end
end
% Apagando Dados
clear dados
% Gráfico Tensão Deformação
figure (2)
plot(deformacao,tensao)
xlabel('Deformação (mm/mm)')
ylabel('Tensão (MPa)')
124
% Gráfico do Módulo de Elasticidade
x=-modulo(1,2)/modulo(1,1):0.0001:Deformacao_Maxima...
-modulo(1,2)/modulo(1,1);
y=modulo(1,1)*x+modulo(1,2);
figure (2)
hold on
plot(x,y,'r')
% Resultados
Modulo_de_Elasticidade=modulo(1,1)
Tensao_Maxima
Deformacao_Maxima
Carga_Maxima
% Salvando dados em arquivo
s=input(' Você quer salvar os arquivos de tensão deformação? ...
(s/n) ','s');
if (s=='s' | s=='S')
% Criando o arquivo deformacao_tensao
deformacao_tensao=[deformacao tensao];
% Salvando o arquivo Tensão Deformação
arq=['TxD' nome(1,3:4) '.dat'];
save(arq,'deformacao_tensao','-ascii','-tabs')
end
125
function [deformacao, tensao, area, Tensao_Maxima, Deformacao_Maxima, ...
p]=deformacao_tensao(dados, espessura, largura, comprimento)
%
%
%
%
%
%
%
%
%
%
%
%
%
%
%
Função do Cálculo de Tensão Deformação
Função que calcula os valores de tensão e deformação do material
obtendo também os valores de Tensão Máxima (MPa), Deformação Máxima,
Módulo de Elasticidade (GPa) e a área útil (mm²)
Entre com a matriz de dados na forma (carga(Kgf), deslocamento (mm)),
com a espessura, largura e com o comprimento útil (mm) e a saída será
da forma mostrada a seguir:
[deformacao, tensao, area, Tensao_Maxima, Deformacao_Maxima,...
Modulo_de_Elasticidade]=deformacao_tensao(dados, espessura,...
largura, comprimento)
Na qual deformacao e tensao são vetores
% Transformando o gráfico Carga Deslocamento em um Tensão Deformação
% Cálculo da área
area=largura*espessura;
% Cálculo da deformação do material
tamanho=size(dados);
numero_de_linhas=tamanho(1,1);
deformacao=zeros(numero_de_linhas,1);
deformacao=dados(:,2)/comprimento;
% Cálculo da tensão feita no material
tensao=zeros(numero_de_linhas,1);
tensao=(dados(:,1)*9.80665)/area;
% Valor da Tensão Máxima
Tensao_Maxima=tensao(1,1);
for i=1:numero_de_linhas
if (tensao(i,1)>Tensao_Maxima)
Tensao_Maxima=tensao(i,1);
end
end
% Cálculo do Módulo de Elasticidade
p=polyfit(deformacao(:,1),tensao(:,1),1);
% Valor da Deformação Máxima
Deformacao_Maxima=deformacao(1,1);
for i=1:numero_de_linhas
if (deformacao(i,1)>Deformacao_Maxima)
Deformacao_Maxima=deformacao(i,1);
end
end
Deformacao_Maxima=Deformacao_Maxima+p(1,2)/p(1,1);
126
ANEXO B
DIMENSIONAMENTO DA GARRA UTILIZADA NO ENSAIO DE
FADIGA UNIAXIAL
127
ANEXO C
% Este programa calcula pelo método dos mínimos quadrados a melhor aproximação
% para os pontos no gráfico Número de Ciclos x Tensão na forma S=Si-blogN
% Programador: Raimundo Carlos Silverio Freire Júnior
clear all
% Entrar no arquivo de dados
cd c:\meusdo~1\junior\fadiga\dados
% Entrando com o arquivo
nome=input(' Digite o nome do arquivo: ','s');
% Carregando o arquivo
arq=[nome '.dat'];
load (arq)
% Criando uma matriz a partir dos dados do arquivo
dados=eval(nome);
% Encontrando a média dos valores em log
tamanho=size(dados);
numero_de_linhas=tamanho(1,1);
linhas_usadas=numero_de_linhas-5; %Modificado
somat=0;
logaritmo=log10(dados(:,1));
for i=6:numero_de_linhas %Modificado
while (dados(i,5)==1)
i=i+1;
linhas_usadas=linhas_usadas-1;
if (i>numero_de_linhas)
break;
end
end
if (i>numero_de_linhas)
break;
end
somat=somat+logaritmo(i,1);
end
Media_Logaritma=somat/linhas_usadas;
% Cálculo da média das tensões
somat1=0;
for i=6:numero_de_linhas %Modificado
while (dados(i,5)==1)
i=i+1;
if (i>numero_de_linhas)
break;
end
end
if (i>numero_de_linhas)
break;
end
somat1=somat1+dados(i,2);
129
end
Media_das_Tensoes=somat1/linhas_usadas;
% Somatório1 (logNi-(logN medio))*(Si-S medio) e
% Somatório2 (logNi-(logN medio))^2
somatorio1=0;
somatorio2=0;
for i=6:numero_de_linhas %Modificado
while (dados(i,5)==1)
i=i+1;
if (i>numero_de_linhas)
break;
end
end
if (i>numero_de_linhas)
break;
end
somatorio1=somatorio1+(logaritmo(i,1)-Media_Logaritma)*(dados(i,2)...
-Media_das_Tensoes);
somatorio2=somatorio2+(logaritmo(i,1)-Media_Logaritma)^2;
end
% Achando b
b=-somatorio1/somatorio2
% Encontrando Si
Si=Media_das_Tensoes+b*Media_Logaritma
b1=b/Si
% Gráfico Resultados Tração
%semilogx(dados(1:5,1),dados(1:5,2)/115,'dk')
% Gráfico Numero de Ciclos x Tensão Máxima
semilogx(dados(:,1),dados(:,2)/dados(1,4),'o')
xlabel('Número de Ciclos')
ylabel('Smax/Sult')
hold on
% Reta obtida através dos mínimos quadrados
x=[1000 1000000]; %Modificado
y=(Si-b.*log10(x))/dados(1,4);
semilogx(x,y,'--');
130
% Este programa encontra os valores de A, B e p para os pontos no
% gráfico Número de Ciclos x Tensão na forma S/Su=A-B*(log10(N))^p
%
% Programador: Raimundo Carlos Silverio Freire Júnior
clear all
% Entrar no arquivo de dados
cd c:\meusdo~1\junior\fadiga\dados
% Entrando com o arquivo
nome=input(' Digite o nome do arquivo: ','s');
% Carregando o arquivo
arq=[nome '.dat'];
load (arq)
% Criando uma matriz a partir dos dados do arquivo
dados=eval(nome);
% Obtendo os valores de R e Si
%R=input(' Digite o valor de R: ');
Su=dados(1,4);
%R=sym(R);
Su=sym(Su);
tic
% Criando as variáveis simbólicas
syms N p
% Encontrando o tamanho da matriz de dados
tamanho=size(dados);
n=tamanho(1,1);
%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%
%
Criando os somatórios
%
%
%
% somat1=(Si/Su)
%
% somat2=(log10(Ni))^p
%
% somat3=(log10(Ni))^(2*p)
%
% somat4=(Si/Su)*(log10(Ni))^p
%
% somat5=log(log10(Ni))*(log10(Ni))^p
%
% somat6=(Si/Su)*log(log10(Ni))*(log10(Ni))^p
%
% somat7=log(log10(Ni))*(log10(Ni))^(2*p)
%
%
%
%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%
somat1=0;
somat1=sym(somat1);
somat2=0;
somat2=sym(somat2);
somat3=0;
somat3=sym(somat3);
somat4=0;
somat4=sym(somat4);
somat5=0;
somat5=sym(somat5);
131
somat6=0;
somat6=sym(somat6);
somat7=0;
somat7=sym(somat7);
for i=1:n
while (dados(i,3)==1)
n=n-1;
if (i>n)
break;
end
end
if (i>n)
break;
end
S=sym(dados(i,2));
N=sym(dados(i,1));
somat1=somat1+S/Su;
somat2=somat2+(log10(N))^p;
somat3=somat3+(log10(N))^(2*p);
somat4=somat4+(S/Su)*(log10(N))^p;
somat5=somat5+log(log10(N))*(log10(N))^p;
somat6=somat6+(S/Su)*log(log10(N))*(log10(N))^p;
somat7=somat7+log(log10(N))*(log10(N))^(2*p);
end
% Encontrando os valores de a e b
i=1;
j=0;
P=[0 2.5 5];
while i<1000
test1=double(subs(somat1,p,P(2)));
test2=double(subs(somat2,p,P(2)));
test3=double(subs(somat3,p,P(2)));
test4=double(subs(somat4,p,P(2)));
test5=double(subs(somat5,p,P(2)));
test6=double(subs(somat6,p,P(2)));
test7=double(subs(somat7,p,P(2)));
A=(test1*test3-test4*test2)/(n*test3-(test2)^2);
teste1=(n*A-test1)/test2;
teste2=(A*test5-test6)/test7;
tes1(i)=teste1;
tes2(i)=teste2;
P2(i)=P(2);
i=i+1;
j=j+1;
if (teste1>(teste2-0.00000005) & teste1<(teste2+0.00000005))
B=teste1;
i=1001;
break;
end
if (teste1<teste2) %aumenta
P(1)=P(2);
P(2)=(P(3)+P(1))/2;
end
if (teste1>teste2) %diminui
P(3)=P(2);
P(2)=(P(3)+P(1))/2;
132
end
end
% Resultados
A
B
P1=P(2)
iteracoes=j
% Gráfico
Su=double(Su);
N=1:10:1000000;
S=Su.*(A-B.*(log10(N)).^P1);
semilogx(N,S)
hold on
semilogx(dados(:,1),dados(:,2),'o')
xlabel('Número de Ciclos')
ylabel('Tensão Máxima (MPa)')
toc
133
Baixar