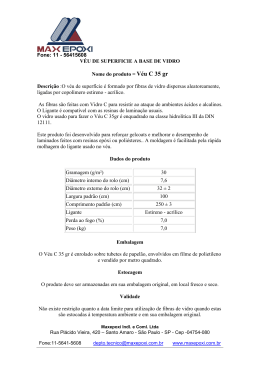
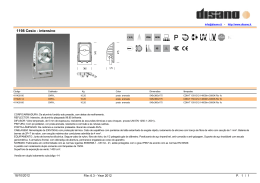
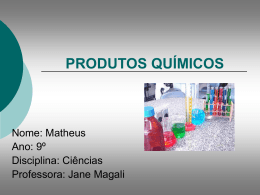
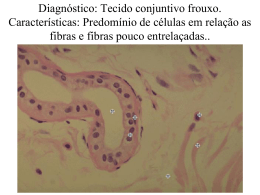
Guia de Moldagem DuPont Zytel GRZ ™ ® Zy te l GR Z Resina de nylon Conteúdo SEÇÃO 1 Informações Gerais.................................................................................................................. 03 Descrição.................................................................................................................................... 03 Propriedades das Resinas de Nylon Zytel® Reforçadas com Fibras de vidro.............................03 Grades: Descrição da Linha de Produtos................................................................................... 03 Série 70G de Alta Resistência.................................................................................................... 04 Série 71G Tenaz......................................................................................................................... 04 Série com Aparência Superficial Melhorada.............................................................................. 04 Série 80G de Alta Tenacidade.................................................................................................... 04 Série de Alta Tenacidade e Aparência Superficial Melhorada................................................... 04 Série 77G de Baixa Absorção de Umidade................................................................................ 04 Composições Coloridas Reforçadas com Fibras de Vidro......................................................... 04 SEÇÃO 2 Requisitos da Máquina de Moldagem.................................................................................... 05 Capacidade de Plastificação da Máquina................................................................................... 05 Cilindro....................................................................................................................................... 05 Rosca.......................................................................................................................................... 05 Anel de Bloqueio........................................................................................................................ 06 Bico............................................................................................................................................. 07 Controles de Máquina.................................................................................................................07 SEÇÃO 3 Condições de Operação da Máquina...................................................................................... 08 Reologia e Dados de Fluxo........................................................................................................ 08 Temperaturas do Cilindro........................................................................................................... 09 Temperatura do Bico.................................................................................................................. 09 Temperatura do Molde............................................................................................................... 09 Ciclo de Moldagem.................................................................................................................... 10 Velocidade de Injeção................................................................................................................ 10 Pressão de Injeção...................................................................................................................... 11 Velocidade de Rotação da Rosca............................................................................................... 11 Contrapressão..............................................................................................................................11 Extração...................................................................................................................................... 11 Partida......................................................................................................................................... 11 Parada......................................................................................................................................... 12 Purga........................................................................................................................................... 12 SEÇÃO 4 Manuseio das Resinas Reforçadas com Fibras de Vidro...................................................... 13 Blendas........................................................................................................................................13 Uso de Material Moído...............................................................................................................13 Secagem...................................................................................................................................... 14 SEÇÃO 5 Projeto do Molde.......................................................................................................................15 Canais de Alimentação............................................................................................................... 15 Pontos de Injeção........................................................................................................................ 15 Saídas de Gases.......................................................................................................................... 15 Contrasaídas e Ângulo de Saída................................................................................................. 15 Tolerâncias.................................................................................................................................. 15 Desgaste...................................................................................................................................... 15 SEÇÃO 6 Contração de Moldagem.......................................................................................................... 17 SEÇÃO 7 Empenamento........................................................................................................................... 19 SEÇÃO 8 Guia de Solução de Problemas................................................................................................ 20 SEÇÃO 9 Resumo das variáveis para Minimizar o Desgaste da Rosca, Molde e Cilindro............... 21 Resumo das Variáveis de Processo que afetam o Comprimento das Fibras de Vidro... 21 Registro de Dados de Processo............................................................................................... 22 2 Seção 1 – Informações Gerais Descrição Estabilidade dimensional, incluindo resistência ao creep Propriedades de impacto Resistência à fadiga ® As resinas de nylon Zytel GRZ da DuPont reforçadas com fibras de vidro, contêm fibras de vidro curtas dispersas uniformemente, especialmente tratadas com um agente de adesão para produzir uma aderência fibra/resina eficaz. Além disso, a contração de moldagem, absorção de umidade e expansão térmica são reduzidas em comparação com as resinas de nylon não reforçadas. Propriedades das Resinas de Nylon Zytel® Reforçadas com Fibras de Vidro Grades: Descrição da Linha de Produtos O reforço com fibras de vidro das resinas de nylon Zytel® melhora significativamente: Como mostrado na Tabela 1, a DuPont atualmente oferece uma extensa linha de resinas de nylon Zytel® reforçadas com fibras de vidro. Resistência à tração e rigidez; estas propriedades são amplamente mantidas a temperaturas elevadas Tabela 1 Resinas de Nylon Zytel® Reforçadas com Fibras de Vidro Designação Características Série 70 G de Alta Resistência – com base em nylon 66 Uso geral, reforçado com 13% de fibras de vidro. Reforçado com 13% de fibras de vidro. Estabilizado termicamente. Uso geral, reforçado com 33% de fibras de vidro. Reforçado com 33% de de fibras de vidro. Estabilizado termicamente. Reforçado com 33% de fibras de vidro. Alta resistência à água quente e oxidação. Reforçado com 43% de fibra de vidro para máxima resistência mecânica. Série 71 G Tenaz – com base em nylon 66 modificado Reforçado com 13% de fibras de vidro. Tenaz. Zytel® 71G 13L Reforçado com 13% de fibras de vidro. Tenaz. Estabilizado termicamente. Zytel® 71G 13HS1L Zytel® 71G 33L Reforçado com 13% de fibras de vidro. Tenaz. Zytel® Zytel® Zytel® Zytel® Zytel® Zytel® 70G 70G 70G 70G 70G 70G 13L 13HS1L 33L 33HS1L 33HRL 43L Série com Aparência Superficial Melhorada Zytel® Zytel® Zytel® Zytel® Zytel® Zytel® Zytel® Zytel® Zytel® Zytel® 72G 13L 72G 33L 72G 43L 73G 15L 73G 30L 73G 30HSL 73G 45L 74G 13L 74G 33L 74G 43L Reforçado Reforçado Reforçado Reforçado Reforçado Reforçado Reforçado Reforçado Reforçado Reforçado com com com com com com com com com com 13% de fibras de vidro. Copolímero de Nylon 66/6. 33% de fibras de vidro. Copolímero de Nylon 66/6. 43% de fibras de vidro. Copolímero de Nylon 66/6. 15% de fibras de vidro. Nylon 6. 30% de fibras de vidro. Nylon 6. 30% de fibras de vidro. Nylon 6. 45% de fibras de vidro. Nylon 6. 13% de fibras de vidro. Blenda de Nylon 66 e nylon 6. 33% de fibras de vidro. Blenda de Nylon 66 e nylon 6. 43% de fibras de vidro. Blenda de Nylon 66 e nylon 6. com com com com com 14% de fibras de vidro. Excelente resistência ao impacto. 14% de fibras de vidro. Excelente resistência ao impacto, estabilizado termicamente. 33% de fibras de vidro. Alta resistência ao impacto. 33% de fibras de vidro. Alta resistência ao impacto, estabilizado termicamente. 43% de fibras de vidro. Alta resistência ao impacto, estabilizado termicamente. Série 80G de Alta Tenacidade Zytel® Zytel® Zytel® Zytel® Zytel® 8018 8018HS 80G33L 80G33HS1L 80G43HS1L Reforçado Reforçado Reforçado Reforçado Reforçado Série de Alta Tenacidade e Aparência Superficial Melhorada Zytel® 82G 33L Zytel® 84G 33 Reforçado com 33% de fibras de vidro. Copolímero de Nylon 66/6. Reforçado com 33% de fibras de vidro. Blenda de Nylon 66 e nylon 6. Série 77G de Baixa Absorção de Umidade – com base em nylon 6.12 Zytel® 77G 33L Zytel® 77G 33 HS1L Zytel® 77G 43L Reforçado com 33% de fibras de vidro. Maior estabilidade dimensional. Reforçado com 33% de fibras de vidro. Estabilizado termicamente. Reforçado com 43% de fibras de vidro. Mais alta estabilidade dimensional em resinas de nylon reforçadas com fibras de vidro. 3 Série 70 G de Alta Resistência Estes grades são indicados especificamente para aplicações onde resistência ao impacto e máxima rigidez são exigidas. A excelente resistência ao impacto é obtida com pequena redução das propriedades mecânicas encontradas na série 70G. Como indicado por seus números de designação o Zytel® 70G 13L, 70G 33L e 70G 43L são resinas de nylon 66 reforçadas respectivamente com 13%, 33% e 43% de fibras de vidro curtas. As resinas de nylon 66 estabilizadas termicamente, Zytel® 70G 13HS1L e 70G33HS1L, contêm 13% e 33% de vidro respectivamente. O Zytel® 70G33 HRL tem resistência à água quente e à oxidação melhoradas. Estas seis formulações 70G oferecem um alto nível de resistência, rigidez, resistência à fadiga e ao creep e estabilidade dimensional. Série de Alta Tenacidade e Aparência Superficial Melhorada Os grades nesta série oferecem excelente resistência ao impacto combinada com aparência superficial melhorada. Além disso, estas propriedades se mantêm elevadas em uma ampla faixa de temperaturas e umidades. Série 77G de Baixa Absorção de Umidade Os grades reforçados com fibras de vidro baseadas em nylon 6.12 são o Zytel® 77G33L, 77G33HS1L e 77G43L com 33% e 43% de fibras de vidro curtas. Estes grades da série 77G se caracterizam pela absorção de umidade consideravelmente menor do que as das séries 70G e 71G e, dessa forma, possuem excepcional estabilidade dimensional com excelente manutenção das principais propriedades físicas e elétricas em uma ampla faixa de umidades. Apesar de mais cara que as composições das séries 70G e 71G, a série 77G tem sido usada amplamente em aplicações que exigem propriedades físicas e elétricas melhoradas em ambientes de alta umidade. Estes grades têm maior resistência à tração em umidade relativa de 100%, quando comparados com as séries 70G e 71G. Série 71 G Tenaz Os grades nesta série, Zytel® 71G13L, 71G13HS1L e 71G33L, são resinas de nylon 66 modificado, reforçado com 13% ou 33% de fibras de vidro curtas. Quando comparadas com as formulações da série 70G, estas resinas têm resistência ao impacto melhoradas. Série com Aparência Superficial Melhorada Os grades nesta série foram desenvolvidos para aplicações que exigem superfícies com melhor aparência do que as apresentadas pelos grades normais reforçados com fibras de vidro. A série 72G é baseada em copolímero de nylon 66/6. A série 73G é baseada em nylon 6 e a série 74G é baseada na blenda do nylon 66 e nylon 6. Composições Coloridas Reforçadas com Fibras de Vidro As resinas de nylon Zytel® reforçadas com fibras de vidro estão disponíveis em cores especiais e preto pigmentadas com masterbatch. Informações específicas sobre as cores disponíveis podem ser obtidas com o seu Representante DuPont. Série 80G de Alta Tenacidade Os grades nesta série, Zytel® 8018, 8018HS, 80G33L, 80G33HS1L e 80G43HS1L oferecem excelente resistência ao impacto combinada com rigidez. 4 Seção 2 Requisitos da Máquina de Moldagem alumínio1 ou “Acrawax”C2) pode minimizar o desgaste da rosca e cilindro, especialmente quando é necessária alta capacidade de plastificação, exigindo altas rotações da rosca, ciclos curtos e curso de injeção longo. As resinas de nylon Zytel® reforçadas com fibras de vidro são melhor processadas nas máquinas de moldagem por injeção com rosca. Os requisitos das máquinas para moldagem das resinas de nylon Zytel® não reforçadas são discutidos em detalhe no "Guia de Moldagem para Resinas da DuPont Minlon® e Zytel®”. Alguns requisitos de máquina para a moldagem das resinas de nylon Zytel® reforçadas com fibras de vidro diferem daqueles apresentados naquele manual, portanto as diferenças importantes estão resumidas nas seções seguintes. Cilindro Geral Para um controle estreito da temperatura em altas vazões, deve-se possuir três zonas de controle de aquecimento do cilindro (correspondentes às três zonas funcionais da rosca). Em todos os casos, a temperatura do bico deve ser controlada de forma precisa e independente. O comprimento do cilindro deve ser de, no mínimo, 20 diâmetros para a obtenção de temperatura do polímero fundido uniforme em altas vazões. Capacidade de Plastificação da Máquina A máxima capacidade de plastificação de qualquer máquina de moldagem por injeção depende tanto da capacidade de injeção nominal da máquina como da velocidade de dosagem para a resina a ser moldada. Desgaste Revestimentos bimetálicos do cilindro dos tipos Xaloy3 100/101 ou 800 (ou equivalente) têm mostrado excelente resistência ao desgaste pelas fibras de vidro. Cilindros nitretados, por outro lado, não suportam a abrasão das resinas reforçadas com fibras de vidro apresentando lascamento (descamação da superfície) e desgaste diametral excessivo em pouco tempo de uso. Os cilindros nitretados não são recomendados para moldagem contínua de nylon reforçado com fibras de vidro. Capacidade de Injeção A capacidade de injeção é o volume deslocado pela rosca durante a injeção. As densidades no estado fundido das resinas de nylon Zytel® reforçadas com fibras de vidro são aproximadamente 12% (com 13% de carga de fibras de vidro por peso), 25% (com 33% de carga de fibras de vidro) e 35% (com 43% de carga de fibras de vidro) maiores do que o poliestireno fundido em temperatura e pressão normais de processamento. Por essa razão, a máxima capacidade de injeção de qualquer máquina é correspondentemente maior do que a indicada pelo fabricante da máquina em poliestireno. Em certos casos, os cilindros de injeção desgastados podem ser reformados com a instalação, na área desgastada, de luvas especiais com alta resistência ao desgaste e alta dureza, geralmente nas zonas de compressão e homogeneização do cilindro. Velocidade de Dosagem A dosagem é influenciada pela duração do ciclo, perfil da rosca, rpm da rosca, contrapressão, perfil de temperatura do cilindro, quantidade a ser injetada, desgaste da rosca e cilindro (de influência especial). Os tempos de dosagem geralmente aumentam, principalmente quando o desgaste da rosca se acentua (excessivo desgaste nos filetes e folga inadequada produzem vazamentos e perda na vazão de polímero fundido durante a plastificação). A adição de lubrificantes superficiais nas resinas reforçadas com fibras de vidro (estearato de Rosca Geral As roscas de compressão gradual para uso geral normalmente são adequadas para a moldagem das resinas reforçadas com fibras de vidro. A altas vazões, os perfis de rosca como mostrados na Tabela 2 produzem melhor uniformidade da temperatura do polímero fundido, sem apresentar grânulos não fundidos. 1 Estearato de alumínio (500-1000 ppm) um produto da Witco Chemical Corp. "Acrawax" C (250 ppm) um produto da Glyceo Products Company. 3 Marcas Registradas da Xaloy, Inc. 2 5 Tabela 2 Perfil Sugerido para Rosca de Uso Geral* Resinas de Nylon Zytel® Reforçadas com Fibras de Vidro Comprimento Zona de alimentação 10 DS hF Zona de Compresão 4 δ Zona de Homogeneização 6 e hM Espessura do filete Diâmetro da Rosca (DR) cm 4,0 5,0 6,5 9,0 11,5 Profundidade da Zona de Alimentação (hF) cm 0,7 0,8 1,0 1,2 1,3 Profundidade da Zona de Homogeneização (hM) cm 0,15–0,20 0,20–0,25 0,25–0,30 0,30–0,35 0,35–0,40 A prática geral na indústria é ter a espessura do filete e = 1/10 da distância entre os filetes e a folga radial - 1/1000 do diâmetro da rosca. * 20L / D; passo quadrado; 10/4/6 voltas para as zonas de alimentação, compressão e homogeneização respectivamente. Desgaste anéis de bloqueio são necessárias durante a injeção O desgaste por abrasão das roscas de injeção ocorrem para garantir pressão de cavidade constante e uniformidade do peso da peça ciclo a ciclo. Neste senprincipalmente nos filetes da rosca. O diâmetro do núcleo também apresenta algum desgaste nas zonas de tido, as roscas de injeção de PVC não são recomendadas para a moldagem de precisão com as resinas compressão e homogeneização. (O desgaste na zona ® de alimentação geralmente é resultado de temperaturas de nylon Zytel reforçadas com fibras de vidro. muito baixas na zona traseira). Filetes com superfícies Desgaste endurecidas com ligas como “Stellite” 4 (Liga No. 6) Os anéis de bloqueio sofrem desgaste rápido e têm se mostrado mais resistentes ao desgaste do que filetes temperados ou nitretados. Assim, os filetes com apreciável quando usados com resinas de nylon superfícies de “Stellite” são recomendados para roscas reforçadas com fibras de vidro, especialmente quando não endurecidos. Mesmo quando suas de uso contínuo na moldagem de resinas reforçadas superfícies são adequadamente endurecidas devem com fibras de vidro. A aplicação de cromo duro em ser trocados após três ou quatro meses de uso. outras superfícies da rosca também é recomendada. Antes disso, assentos e anéis gastos devem ser reti(É possível ainda aplicar revestimentos resistentes à abrasão em toda a área da rosca para máxima proteção ficados ou substituídos porque é importante se manter um colchão durante a injeção. A nitretação contra o desgaste.) Consulte a Seção 9 para mais tem se mostrado útil para aumentar a vida dos anéis informações sobre desgaste. de bloqueio. Um material de construção típico é o Nitralloy 135M. O assento Anel de Bloqueio normalmente é tratado para se obter uma dureza Geral maior que o anel (por exemplo, assento com Rc 62 Anéis de Bloqueio endurecidos devem ser usados e anel com Rc 55 são normais). A experiência tem para o processamento das resinas de nylon Zytel® mostrado que quando os anéis de bloqueio não reforçadas com fibras de vidro. Podem ser usados funcionam corretamente, ocorre desgaste adicional os anéis de bloqueio ou válvulas do tipo esfera. Em da rosca. Quando o desempenho (desgaste) dos ambos os casos as passagens de fluxo devem ser anéis de bloqueio piora, o mesmo ocorre com a construídas de forma a evitar os pontos de retenção condição da rosca. que podem causar problemas de degradação. Os 4 Stellite Division, Cabot Corporation 6 Bico Controles da Máquina Bicos cônicos aquecidos (veja a Figura 1) são recomendados para uso na moldagem das resinas de nylon Zytel® reforçadas com fibras de vidro. Em razão da maior viscosidade do polímero fundido dessas resinas, o diâmetro do orifício do bico deve ser 25% maior do que o usado para as resinas de nylon não reforçadas. Uma explicação completa sobre o funcionamento dos bicos cônicos é dada no manual de moldagem mencionado anteriormente. Apesar de não serem recomendados, os bicos valvulados também podem ser usados quando um controle de temperatura adequado for empregado. Não são necessários acessórios especiais para processar as resinas de nylon Zytel® reforçadas com fibras de vidro. As recomendações para controle de temperatura e funcionamento hidráulico são idênticas àquelas dadas para as resinas de nylon Zytel® não reforçadas. As resinas de nylon Zytel® reforçadas com fibras de vidro têm sido processadas em máquinas de fechamento hidráulico ou mecânico, usando rosca de acionamento elétrico ou hidráulico. É necessário uma pressão de fechamento de 1786 kg/cm2 de área de injeção projetada para a moldagem das resinas de nylon Zytel® reforçadas com fibras de vidro. Figura 1. Bico de Orofício Cônico Recomendado para Moldagem 7 Seção 3 - Condições de Operação da Máquina Para garantir propriedades ótimas das resinas de nylon Zytel® reforçadas com fibras de vidro, é necessário um controle cuidadoso das condições de processamento da máquina. As propriedades de fluxo do polímero fundido destas resinas são importantes para o seu desempenho de moldagem. É importante observar também, que as variáveis de processamento influem no comprimento das fibras de vidro na peça moldada. Durante o tempo de molde aberto, a maior viscosidade das resinas de nylon Zytel® reforçadas com fibras de vidro reduzem os problemas de escorrimento no bico. Os efeitos da pressão no comprimento de fluxo das diversas resinas de nylon Zytel® reforçadas com fibras de vidro, para duas espessuras diferentes são mostrados nas Figuras 4 e 5. Um molde de fluxo em espiral com espessura ajustável foi usado para determinar os efeitos: Efeito da Pressão no Fluxo - O aumento de 7,0 MPa na pressão de injeção resulta em aproximadamente 5% de aumento no fluxo. Efeito da Espessura no Fluxo - Aumentando a espessura da peça de 0,10 a 0,25 cm o desempenho do fluxo é de 4 a 5 vezes melhor. Efeito da Porcentagem de Fibras de Vidro e Tipo da Resina no Fluxo - Aumentando-se a porcentagem de fibras de vidro na resina, aumenta-se significativamente a pressão necessária para preencher determinada cavidade. O Zytel® série 71G exige aproximadamente 25% a mais de pressão do que o Zytel® série 70G (com igual porcentagem de fibras de vidro), para o mesmo comprimento de fluxo. Reologia e Dados de Fluxo As Figuras 2 e 3 mostram a viscosidade aparente do polímero fundido de várias resinas de nylon Zytel® reforçadas com fibras de vidro como função da taxa de cisalhamento nas temperaturas de 219º C e 310º C. O comportamento de fluxo do polímero fundido depende da quantidade de fibras de vidro e tipo da resina de nylon base. Em taxas de cisalhamento no limite inferior das normalmente verificadas na moldagem por injeção ( 1 X 102 a 5 X 103 s-1 ), as viscosidades do polímero fundido do Zytel® série 70G e Zytel® série 71G são maiores do que as das resinas não reforçadas Zytel® 101 e Zytel® 408. Contudo, sob taxas de cisalhamento maiores (104 s-1 ), as características de preenchimento do molde das resinas de nylon Zytel® reforçadas com fibras de vidro se aproximam do comportamento de fluxo das resinas não reforçadas Zytel® 101 e Zytel® 408, independente da quantidade de fibras de vidro. Figura 3. Viscosidade aparente do polímero fundido em função da taxa de cisalhamento 104 Figura 2. Viscosidade aparente do polímero fundido em função da taxa de cisalhamento 7 104 Viscosidade Aparente (poise)=(dina.cm2) Viscosidade Aparente (poise)=(dina.cm2) 7 5 4 3 2 10 3 7 Zytel® 70G33 5 Zytel® 70G13 4 Zytel® 101 3 Zytel® 70G33 Zytel® 70G13 } 291°C }} 310°C 2 102 5 4 3 2 103 7 Zytel® 70G33 5 Zytel® 70G13 4 Zytel 70G33 3 Zytel® 70G13 ® } } 291°C 310°C 2 102 101 102 103 104 105 Taxa de Cisalhamento ( s-1) 1 lb-sec/pol.2 = 69,000 poise (dina.segundo / cm2) 101 102 103 104 105 Taxa de Cisalhamento ( s-1) 1 lb-sec/pol.2 = 69,000 poise (dina.segundo / cm2) 8 Figura 4. Fluxo em função da Pressão com Espessura de 0,25 cm Figura 5. Fluxo em função da Pressão com Espessura de 0,1cm Temperatura do Polímero Fundido, 290°C Temperatura do Molde, 100°C Espessura da Peça, 0,25 cm Temperatura do Polímero Fundido, 290°C Temperatura do Molde, 100°C Espessura da Peça, 0,100 cm Pressão de Injeção ( kg/cm2 ) 350 700 1050 Pressão de Injeção ( kg/cm2 ) 1400 350 700 1050 1400 Zytel® 101 Zytel 101 ® 101.6 Fluxo, pol. 76.2 Fluxo, cm Zytel 71G13 ® Zytel® 70G13 20.3 Zytel® 71G13 6 Zytel® 70G13 30 8 25.4 Zytel® 70G33 Fluxo, cm 40 Fluxo, pol. 10 15.2 Zytel 71G33 ® Zytel® 70G33 4 10.1 2 5.1 Zytel® 71G33 20 50.8 5,000 10,000 15,000 20,000 Pressão de Injeção (psi) 10 25.4 Temperatura do Molde 5,000 10,000 15,000 20,000 Pressão de Injeção (psi) As resinas de nylon reforçadas com fibras de vidro podem ser moldadas em uma ampla faixa de temperaturas do molde. Entretanto, para melhor aparência superficial da peça, o molde deve estar quente: geralmente entre 100 - 120º C. A Figura 6 mostra o efeito das condições de processamento na aparência superficial. As altas temperaturas do molde melhoram significativamente a aparência superficial e o preenchimento do molde, reduzem as manchas superficiais (embaçamento) e pequenas bolhas internas nas seções espessas. Algumas vezes são necessários os aquecedores a óleo. Temperaturas do molde maiores não aumentam significativamente a duração do ciclo, porque as resinas de nylon Zytel® reforçadas com fibras de vidro solidificam rapidamente. Como as peças de nylon reforçado com fibras de vidro apresentam maior rigidez sob altas temperaturas, podem ser facilmente extraídas dos moldes quentes, sem deformação. A temperatura uniforme na superfície da cavidade é um pré-requisito, especialmente em moldes de cavidades múltiplas, para que se possa ter bom controle dimensional das peças moldadas. Temperaturas do Cilindro Os perfis de temperatura recomendados para as várias resinas de nylon Zytel® reforçadas com fibras de vidro são dados na Tabela 3. Na zona traseira do cilindro devem ser usadas temperaturas ao redor de 300º C para: Melhorar a dosagem. Reduzir a quebra das fibras de vidro. Reduzir os problemas de desgaste potencial por abrasão entre as partículas de material não fundido e a rosca ou cilindro. Temperaturas maiores na zona traseira do cilindro não causam problemas de entupimento na alimentação. As temperaturas mais altas também reduzem o torque necessário para a rotação da rosca ou dano da mesma em ciclos rápidos. Temperatura do Bico Ao moldar resinas de nylon Zytel® reforçadas com fibras de vidro, a temperatura do bico cônico deve ser ajustada entre 275 - 295º C. Algumas vezes, contudo, as temperaturas do bico devem ser aumentadas para se compensar moldes extremamente frios ou evitar o entupimento. 9 Tabela 3 Temperaturas Recomendadas do Cilindro e Polímero Fundido para Moldagem Temperaturas Recomendadas do Cilindro Temperaturas Recomendadas do Polímero Fundido Série GRZ Traseira Central Frontal 70G, 71G, 74G, 80G, 84G 290–300°C 275–280°C 270–275°C 290–305°C 72G 270–280°C 260–265°C 260–265°C 270–285°C 73G 260–275°C 250–260°C 250–260°C 260–280°C 77G 280–295°C 270–275°C 265–270°C 280–305°C 82G 280–295°C 270–280°C 270–280°C 280–295°C Figura 6. Resinas de Nylon Zytel® Reforçadas com Fibras de Vidro: Efeito das Condições de Processamento na Aparência Superficial da Peça Ciclo de Moldagem O ciclo completo de moldagem das resinas de nylon Zytel® reforçadas com fibras de vidro é geralmente 10 - 30 % mais rápido do que os ciclos para resinas de nylon não reforçadas em razão da solidificação mais rápida. Tempos de ciclos estimados para resinas de nylon Zytel® reforçadas com fibras de vidro, com base na espessura da peça são apresentadas na Tabela 4. Velocidade de Injeção Altas velocidades de preenchimento (velocidades de injeção) devem ser usadas pois as resinas de nylon Zytel® reforçadas com fibras de vidro solidificam mais rapidamente do que as resinas de nylon não reforçadas. A aparência superficial deficiente (embaçamento) geralmente resulta da solidificação prematura. Velocidades de injeção muito baixas podem levar a uma aparência superficial (veja a Figura 6) que geralmente é confundida com a má dispersão das fibras de vidro ou resina solidificada (estrias). A Tabela 5 lista os tempos mínimos de preenchimento antes que as diversas seções solidifiquem nas condições indicadas. Tabela 4 Tempos de Ciclo Estimado com Base na Espessura da Peça Temperatura do Fundido = 290°C; Temperatura do molde = 100°C Tempo de Ciclo, s Espessura da Peça, cm 0,08 0,16 0,32 0,66 1,27 Zytel® 70G33/43 Zytel® 71G33 Zytel® 70G13 Zytel® 71G13 6–8 10–12 15–20 30–40 60–75 8–10 12–15 20–25 35–45 75–90 10 Zytel® 77G33/43 10–12 15–20 25–30 40–50 85–100 Tabela 5 Tempo de Preenchimento Máximo Recomendado para Superfície Ótima Temperatura do Fundido = 290°C Temperatura do Molde = 100°C Espessura da Peça, cm estearato de alumínio5. Estudos limitados em um molde de teste mostraram que as resinas Zytel® 71G apresentam maior facilidade de extração do que as resinas Zytel® 70G. Partida Tempo de Preenchimento Recomendado, s 0,08 0,16 0,32 Como a resina de nylon Zytel® reforçada com fibras de vidro é um excelente material de purga, não é necessário o uso de resina de purga especial antes da moldagem, desde que a máquina esteja relativamente limpa do material anterior6 . O seguinte procedimento de partida é recomendado: 0,5 2,0 3,0 É essencial que se tenha saídas de gases adequadas para evitar queima. 1. Ajuste a temperatura do cilindro para 30º C abaixo da temperatura de moldagem mínima e o bico na temperatura de operação. Permita que o calor seja dissipado por pelo menos 20 minutos. Aumente as temperaturas do cilindro para as temperaturas de operação (use a Tabela 3 como um guia). 2. Verifique se o bico está na temperatura correta. 3. Com o cilindro afastado do molde, tente mover a rosca. Se a rosca não girar, espere mais tempo para o aquecimento do cilindro. 4. Quando a rosca começar a girar, abra a alimentação brevemente e em seguida feche. Verifique a amperagem no acionamento da rosca. Se estiver excessiva, aumente a temperatura da zona traseira. O bico deve estar aberto neste momento. 5. Abra a alimentação e mantenha a rosca na posição de avanço, aumentando a contrapressão. Faça a extrusão do polímero fundido e aumente as temperaturas do cilindro, se forem vistas partículas de material não fundido. 6. Reduza a contrapressão, ajuste o curso da dosagem para aproximadamente o peso a ser injetado; faça diversas purgas. Verifique a temperatura do polímero fundido e, se necessário, faça os ajustes na temperatura do cilindro para obter a temperatura do fundido recomendada. 7. Avance o cilindro. Comece com pequena pressão de injeção (exceto quando peças incompletas causarem problemas com a extração da peça) e ajuste as variáveis de moldagem para produzir peças de qualidade. Pressão de Injeção As pressões de injeção necessárias para as resinas de nylon Zytel® reforçadas com fibras de vidro são maiores do que as para resinas de nylon não reforçadas. Isto se deve à sua maior viscosidade. Velocidade de Rotação da Rosca Durante a moldagem das resinas de nylon Zytel® reforçadas com fibras de vidro, a velocidade de rotação da rosca (rpm) deve ser ajustada para que o tempo de dosagem seja pelo menos 75% do tempo disponível para a plastificação. Não use velocidades maiores do que o necessário para que não ocorra quebra das fibras de vidro. Contrapressão A menos que a rosca gire em falso (não transporte resina), não se deve usar contrapressão na moldagem das resinas de nylon Zytel® reforçadas com fibra de vidro. A contrapressão produz trabalho adicional da rosca, o que pode causar quebra das fibras, acompanhada de certa redução nas propriedades físicas da peça moldada. Extração As resinas de nylon Zytel® reforçadas com fibras de vidro apresentam melhores características de extração do que as resinas de nylon não reforçadas. O lubrificante presente nas resinas de nylon Zytel® reforçadas com fibras de vidro é normalmente adequado para a extração da peça, mesmo em cavidades complexas. Quando resina reforçada moída é usada com o material virgem, e em poucos casos, quando uma peça apresenta problemas de extração, pode-se adicionar 0,05 a 0,10 % de 5 Produto da Witco Chemical Corporation Ao purgar resinas termicamente sensíveis (acetal, PVC etc.), sugere-se a purga em baixas temperaturas com poliestireno ou polietileno de alta densidade, para minimizar a liberação de gases antes da alimentação da resina reforçada com fibras de vidro. 6 11 Parada Purga A máquina deve ser completamente purgada com polietileno ou poliestireno antes da parada o que reduz o tempo necessário para a partida subsequente, minimizando os problemas de contaminação. Um procedimento sugerido é: Os materiais de purga que normalmente removem efetivamente as resinas de nylon Zytel® reforçadas com fibras de vidro são o poliestireno, acrílico (o bico deve ser removido durante a purga) e o polietileno de alta densidade (ou PE reforçado com fibras de vidro, seguido de PEAD). 1. Feche a alimentação enquanto continua com o ciclo de moldagem. 2. Esvazie o funil, e carregue poliestiresno ou polietileno. Afaste o cilindro e efetue a purga com o polietileno (ou poliestireno) até que este saia limpo. 3. Reduza as temperaturas do cilindro, feche a alimentação, continue a purga até que a rosca fique sem material. 4. Deixe a rosca na posição avançada. 5. Corte a energia elétrica. As resinas de nylon reforçadas com fibras de vidro podem ser purgadas efetivamente usando-se o seguinte procedimento: 1. Afaste a unidade de injeção, aumente a contrapressão para manter a rosca na posição avançada. 2. Acione a rosca com alta rpm e extrude a maior quantidade possível de resina. Carregue polietileno de alta densidade de baixo índice de fluidez até que saia limpo. Reduza as temperaturas do cilindro e continue a purga. 3. Reduza a contrapressão e faça diversas purgas a altas velocidades de injeção (para limpar as paredes do cilindro). Durante a purga, evite que o polímero fundido seja expulso de forma violenta. 12 Seção 4 - Manuseio das Resinas Reforçadas com Fibras de Vidro Equipamentos de mistura mecânica padronizados são adequados para a mistura da resina de nylon Zytel® reforçada com fibras de vidro. Por exemplo, a mistura pode ser feita em misturadores de tambor ou de rolos, misturadores de cimento, etc. O uso de dosadores (como os usados para adicionar resina moída) também é uma forma conveniente de misturar resinas. Ao misturar resinas, mantenha a exposição à atmosfera em um mínimo, para evitar a absorção de umidade. A Figura 8 é um guia para a moldagem das resinas misturadas mecanicamente Zytel® 70G33 e Zytel® 101. A figura ilustra como variar a temperatura do fundido sob quantidades de fibras de vidro diferentes para manter o mesmo comportamento de fluxo para qualquer mistura. Por exemplo, uma mistura com 20% de fibras de vidro do Zytel® 70G33 e Zytel® 101 pode ser moldada com temperatura do fundido de 295º C, menor do que o Zytel® 70G33 (300 ºC), para que tenha as mesmas características de fluxo. As precauções no manuseio das resinas de nylon Zytel® reforçadas com fibras de vidro, são geralmente as mesmas para as resinas de nylon não reforçadas. As precauções com relação às últimas são discutidas em detalhe no "Manual de Moldagem das Resinas de Nylon Zytel®". Cópias deste manual estão disponíveis no seu representante DuPont. Blendas As propriedades físicas de blendas produzidas por simples mistura mecância têm valores ligeiramente menores do que os das blendas produzidas pela mistura dos polímeros no estado fundido comercialmente disponíveis, com as mesmas quantidades de fibras de vidro. Por exemplo, blendas mecânicas comparadas com blendas fundidas contendo, ambas, 13% de fibras de vidro, têm de 5 a 10% menos resistência à tração e módulo de flexão quando secas. Da mesma forma, as blendas mecânicas têm valores de 15 a 20% menores destas propriedades quando medidas a 100% de UR. Quando a blendagem é possível, a quantidade de fibras de vidro do Zytel® série 70G deve ser reduzida com a resina não reforçada apropriada (veja Tabela 1 ). Um guia conveniente para a blendagem da resina de nylon da série 70G com 43% de fibras de vidro, para diminuir a quantidade de fibras é apresentado na Figura 7. Guia de Blendagem 90 resina de nylon Zytel® reforçada com 43% de fibras de vidro em 100 kg de mistura Zytel® 70G33 600 316 580 304 560 293 540 282 520 271 500 260 Peso * , Kg por 100 Kg de mistura 70 60 0 5 10 15 20 25 30 35 % de Fibras de Vidro 50 Uso de material moído 40 As Figuras 9 e 10 mostram como o nível máximo recomendado (25%) de resina moída afeta as propriedades de resistência à tração e impacto Izod com entalhe do Zytel® 70G33, com relação à quantidade de processamentos. A queda nas propriedades é quase que desprezível. Porém, maiores porcentagens de resina moída (particularmente 100%) reduzem o comprimento das fibras de vidro na peça, o que resulta em grande perda da resistência. Portanto, para prevenir o dano das fibras e manter o máximo das propriedades físicas, é essencial que a adição da resina moída seja mantida em um mínimo possível, preferivelmente menos do que 25%. 30 (Nota: use resinas compatíveis, Veja a Tabela 1) 20 10 0 Temperatura do fundido, ° C 100 80 Moldagem por Injeção de Blendas Zytel® 101 Temperatura do fundido, ° F Figura 7. Figura 8. 0 5 10 15 20 25 30 35 40 45 % de Fibras de Vidro na Mistura Exemplo: Para o nylon 66 com 30% de fibras de vidro, misture 70 kg de Zytel® 70G43 com 30 kg de Zytel® 101. 13 Figura 9. Decréscimo na Resistência à Tração em função da Quantidade de Processamentos Resistência à Tração Inicial, % 100 98 Zytel® 70G33 96 25% de Resina Reciclada 75% de Resina Virgem 94 Secagem A secagem das resinas de nylon moídas é descrita em detalhe nos boletins mencionados anteriormente. As mesmas precauções se aplicam às resinas de nylon Zytel® reforçadas com fibras de vidro. Entretanto, as resinas de nylon Zytel® reforçadas com fibras de vidro moídas, devem ser secas para menos de 0,2% de umidade antes da moldagem, especialmente se a resina estiver exposta a condições ambientais com mais de 50% de UR por mais de duas horas. 92 90 1 2 3 4 5 Quantidade de Processamentos Figura 10. Decréscimo da Resistência ao Impacto Izod com Entalhe em função da Quantidade de Processamentos 100 Resistência Inicial ao Impacto Izod com Entalhe, % A moagem deve sempre ser feita a quente para minimizar a quebra das fibras de vidro. Além disso, as telas do moinho devem ter um tamanho de furo de pelo menos 8 mm ou maior, com lâminas de corte mantidas afiadas e ajustadas. A experiência limitada tem mostrado que as lâminas revestidas de carbeto apresentam bom desempenho e durabilidade. 98 96 Zytel® 70G33 25% de Resina Reciclada 75% de Resina Virgem 94 92 90 1 2 3 4 5 Quantidade de Processamentos 14 Seção 5 - Projeto do Molde As resinas de nylon Zytel® reforçadas com fibras de vidro têm sido moldadas em uma variedade de moldes. Moldes isolados e com câmara quente são bastante apropriados para estes materiais. Os insertos de cavidade de aço ferramenta cromado e aço inoxidável (série .400) são eficazes (quando a superfície da peça é importante) na diminuição da velocidade de solidificação das resinas de nylon Zytel® reforçadas com fibras de vidro, produzindo menos embaçamento. As cavidades polidas melhoram o brilho de peças moldadas. Para facilitar as altas velocidades de injeção necessárias para boa aparência superficial da peça, os canais de alimentação não podem restringir o fluxo do polímero fundido. de gases também melhoram o preenchimento do molde e a resistência da linha de emenda. A formação de rebarbas é raramente um problema em razão da rápida solidificação e maior viscosidade do fundido das resinas de nylon reforçadas. Contrasaídas e Ângulo de Saída Em razão do baixo alongamento das resinas de nylon reforçadas com fibras de vidro, contra-saídas maiores de 3% devem ser evitados. Um ângulo de saída de 1/2 a 1º em nervuras, castelos, lados e canais é satisfatória. Tolerâncias As tolerâncias para as peças moldadas com as resinas de nylon Zytel® reforçadas com fibras de vidro variam de acordo com a complexidade e espessura de parede da peça. Apesar de a contração de moldagem para as resinas de nylon Zytel® reforçadas com fibras de vidro ser significativamente menor do que para as resinas de nylon não reforçadas, a previsão da uniformidade dimensional (Veja Seção 6) pode ser mais difícil. Isto depende em grande grau da orientação das fibras de vidro na peça. As tolerâncias das peças moldadas com as resinas de nylon Zytel® reforçadas com fibras de vidro tendem a ser um compromisso entre as tolerâncias comerciais e as tolerâncias precisas especificadas pela Sociedade da Indústria de Plásticos (SPI) de resinas de nylon não reforçado. Em razão da experiência até então limitada, a Figura 11 (com base no formato SPI) deve ser considerada apenas como um guia. Canais de Alimentação As buchas de injeção devem ser grandes: 7,0 a 8,5 mm. Os canais de alimentação devem ter uma seção transversal circular ou trapezoidal, com dimensão mínima de 8 mm. O comprimento deve ser o menor possível para minimizar a quantidade de material a ser moída. A disposição dos canais de alimentação deve ser balanceada e com raios grandes para um fluxo suave e uniforme. Pontos de Injeção Todos os tipos de pontos de injeção têm sido usados com sucesso com as resinas de nylon Zytel® reforçadas com fibras de vidro. O número, a localização e tamanho dos pontos de injeção são importantes. Pontos de injeção submarinos (de túnel) podem ser usados se seu diâmetro for maior do que 0,05 cm7. A extensão do ponto de injeção deve ser pequena e a espessura deve ser de pelo menos 1/2 da espessura da peça (2/3 é preferível). A localização do ponto de injeção é extremamente crítica para minimizar a distorção da peça após a moldagem, porque as fibras tendem a se orientar na direção do fluxo do material fundido. Pontos de injeção múltiplos podem ser usados efetivamente para minimizar a orientação das fibras de vidro nas peças moldadas assim como para reduzir a distância de fluxo. A resistência das linhas de emenda das resinas de nylon Zytel® reforçadas com fibras de vidro não apresenta problema particular ao se usar altas velocidades de injeção. Desgaste A experiência indica que o desgaste pode ser minimizado utilizando cavidades, núcleos, sistemas de canais de alimentação e buchas de injeção de aço endurecido. As cavidades devem possuir saídas de gases nas linhas de abertura para minimizar a possível corrosão conseqüente da retenção de gases a altas temperaturas. Também, os pontos de injeção estão sujeitos a considerável aumento de temperatura e perda de dureza como resultado das altas velocidades de injeção usadas no processamento das resinas de nylon reforçado com fibras de vidro. Os pontos de injeção submarinos podem mostrar evidência de enfraquecimento e devem ser inspecionados periodicamente quanto à corrosão que pode levar a extração defeituosa do canal de alimentação. O desgaste de materiais mais moles da construção do molde, por exemplo, as ligas de cobre berílio, magnésio, ou ligas com base em alumínio (metais usados para montagem de protótipos) parece ser adequado para suportar as pequenas produções de protótipos. Um revestimento de cromo duro de 0,003 - 0,005 cm geralmente melhora as características de desgaste da maioria dos aços de moldes, prevenindo também a oxidação. Saídas de Gases Os moldes devem possuir saídas de gases adequadas para evitar a queima localizada das peças. Em razão das altas velocidades de preenchimento, necessárias para o bom aspecto superficial, as profundidades das saídas de gases das cavidades devem estar entre 0,003 - 0,005 cm (e tão largas quanto possível). As saídas de gases devem ter pequena extensão, aproximadamente 0,76 mm, devendo ser aliviadas a uma profundidade de pelo menos 0,76 mm até a borda do molde. Boas saídas 7- Pontos de injeção maiores que 0,2 cm de diâmetro, em moldes de 3 placas, são difíceis de romper automaticamente devido à alta resistência das resinas Zytel® GRZ. 15 Figura 11. Um Guia para Tolerâncias de Peças Moldadas com Resinas Zytel® Reforçadas com Fibra de Vidro Código no Desenho Dimensões, mm A = Diâmetro (ver Notas No. 1 e 2 ) 12.500 Mais ou Menos em milésimos de milímetro 25 50 75 100 125 150 175 200 225 250 275 300 0.000 B = Profundidade (ver Nota No. 3) 25.000 50.000 75.000 100.000 C = Altura (ver Nota No. 3) 125.000 150.000 150 a 300 para cada mm adicional, acrescentar D = Parede Inferior (ver Nota No. 3) A 0,075 B 0,100 P E = Parede Lateral (ver Nota No. 4) F = Diâmetro do Furo (ver Nota No. 1) G = Profundidade do Furo (ver Nota No. 5) Ângulo de saída Permissível por Lado (ver Nota Nº. 6) 0,100 J E F C L F G D (0,0 a 3,2; 0,050 3,2 a 6,5; 0,075 6,5 a 12,5; 0,075 12,5 acima) 0,100 (0,0 a 6,5; 0,075 6,5 a 12,5; 0,100 12,5 a 25,0) 0,125 1. Estas tolerâncias não incluem compensação para as características de recozimento do material. 1/2 - 1° 2. Tolerâncias com base em parede de seção 3,2 mm. Notas de Referência 3. A linha de abertura deve ser levada em consideração. 4. O projeto da peça deve manter uma espessura de parede o mais constante possível. A uniformidade total nesta dimensão é impossível de se obter. 5. Estes valores devem ser aumentados sempre que compatível com o projeto em questão e a boa técnica de moldagem. 6. Entendimento entre o moldador e o cliente é necessário antes de construir o ferramental. 16 Seção 6 - Contração de Moldagem A contração de moldagem depende dos seguintes fatores: porcentagem de fibras de vidro na composição orientação das fibras de vidro espessura da peça condições de processamento Em geral, a contração linear de moldagem das resinas Zytel® reforçadas com fibras de vidro situa-se de 50 a 90 % menos do que a do Zytel® 101 não reforçado. As contrações das resinas comerciais de nylon Zytel® reforçadas com fibras de vidro são mostradas na Tabela 6. Os testes mostram que a contração de moldagem destas resinas é afetada pelas mesmas variáveis de processo que influenciam as resinas de nylon não reforçadas, exceto pelas diferenças mais anisotrópicas que geralmente ocorrem, isto é, mudanças de volume não uniformes em razão da orientação específica das fibras de vidro. A utilização de pontos de injeção múltiplos usualmente resulta na orientação mais aleatória das fibras, o que pode ser mais eficaz na obtenção de contração mais uniforme. De forma alternativa, escolhendo cuidadosamente a localização do ponto de injeção, pode-se utilizar os efeitos de orientação das fibras de vidro, como vantagem no controle dimensional. A orientação das fibras de vidro produz menos contração na direção do fluxo do que na direção transversal (perpendicular ao fluxo). Isto é exatamente o oposto da condição anisotrópica para as resinas de nylon nucleado não reforçado. As contrações listadas na Tabela 6 valem como guias aproximados para a estimativa da contração de moldagem, nas direções especificadas. Os efeitos da espessura da peça e da temperatura no molde na contração de moldagem são mostradas nas Figuras 12, 13, 14 e 15. Para peças de precisão complexas, os protótipos de moldes (cavidades) devem ser utilizados para se obter dados dimensionais mais precisos. Tabela 6 Contração de Moldagem, % Barra com Ponto de Injeção na Extremidade 127 X 13 X 3,2 mm Disco com Ponto de Injeção Central 51 X 3,2 mm Comprimento Diâmetro Comprimento do Fluxo Zytel® 70G13L Zytel® 70G33L Zytel® 70G43L 0,4–0,5 0,1–0,2 0,1–0,2 0,8 0,4 0,3 0,6 0,4 0,3 1,3 1,1 0,8 Zytel® 71G13L Zytel® 71G33L 0,5–0,6 0,2–0,3 1,1 0,6 0,7 0,4 1,4 1,2 Zytel® 72G33L Zytel® 72G43L — — — — 0,3 0,2 1,0 0,8 Zytel® Zytel® Zytel® Zytel® 73G15L 73G30L 73G33L 73G45L — — — — — — — — 0,4 0,2 0,2 0,2 1,2 1,0 1,0 0,9 Zytel® 74G33L — — 0,2 1,0 Zytel® 77G33L Zytel® 77G43L 0,1–0,2 <0,1 0,3 0,2 0,2 0,1 1,1 1,1 Zytel® 8018 Zytel® 80G33L — — — — 0,9 0,4 1,3 1,2 Zytel® 82G33L — — 0,2 0,9 Zytel 84G33 — — 0,3 1,1 Zytel® 101L 1,5 1,7 1,7 1,8 Grade ® 17 Placa com Ponto de Injeção na Extremidade 152 X 76 X 3,2 mm Largura Transversal Figura 12. Figura 14. Contração de Moldagem em Função da Porcentagem de Fibras de Vidro espessura de 3,2 mm Temperatura do fundido, 290°C Temperatura do molde, 30°C Molde, Placa de 76 X 152 X 1,9 mm Temperatura do fundido, 290°C Temperatura do molde, 100°C Molde, Placa de 76 X 152 X 3,2 mm 0,7 1,2 Zyt el ® 77G 0,8 0,6 Zyte ® l 70G 0,4 Zyt el ® 77G 0,2 } } Zytel® 70G 0,4 Zyte ® l 71 G 0,3 Zyte ® l 70 G } 0,2 0,1 10 15 20 25 30 35 % de Fibras de Vidro na Resina Contração de Moldagem em Função da Porcentagem de Fibras de Vidro espessura de 1,9 mm Figura 15. Temperatura do fundido, 290°C Temperatura do molde, 100°C Molde, Placa de 76 X 152 X 1,9 mm Contração de Moldagem em Função da Porcentagem de Fibras de Vidro espessura de 0,64 mm Temperatura do fundido, 290°C Temperatura do molde, 100°C Molde, Placa de 76 X 152 X 0,64 mm 0,7 } 0,5 Zytel® 70G 0,4 0,3 Zyt el ® 71G } Zyte ® l 70 G 0,1 10 15 20 Direção do Fluxo 0,2 25 30 0,6 Zytel® 71G 0,5 Zytel® 70G 0,3 Zyt el ® 71G 0,2 Zytel® 70G 35 } 0,4 0,1 10 % de Fibras de Vidro na Resina } Direção do Fluxo Zytel® 71G Direção Transversal 0,6 Contração de Moldagem, % 0,7 Direção Transversal Contração de Moldagem, % } 0,5 10 15 20 25 30 35 40 45 % de Fibras de Vidro na Resina Figura 13. Zytel® 71G Direção do Fluxo Zy tel ® 71 G 0,6 Direção Transversal 1,0 Direção do Fluxo Zyte ® l 70 G Contração de Moldagem, % Zyte ® l 71 G Direção Transversal Contração de Moldagem, % 1,4 Contração de Moldagem em Função da Porcentagem de Fibras de Vidro espessura de 1,9 mm 15 20 25 30 35 % de Fibras de Vidro na Resina 18 Seção 7 - Empenamento O controle da temperatura do molde e a uniformidade térmica da cavidade são muito importantes para minimizar o resfriamento desigual da peça antes da extração. O projeto cuidadoso da geometria da peça também é essencial, especialmente com relação à uniformidade da espessura da parede. Formas complexas devem ser capazes de contrair sem restrição. Nervuras em projeções assim como uniformização de seções espessas devem sempre ser consideradas para minimizar a deformação local. O projeto ótimo do molde inclui a colocação de pontos de injeção centrais em peças redondas, pontos de injeção em toda a aresta de peças delgadas retangulares ou quadradas (menos que 0,16 cm de espessura), e pontos de injeção nas extremidades de peças de fluxo longo. Use pontos de injeção maiores (aproximadamente 50% maiores) do que para as resinas de nylon não reforçadas. Em casos de empenamento extremamente difíceis, consulte o seu representante local da DuPont, para assistência técnica ou seleção de resina alternativa. Em muitas situações, a mistura mecânica com resinas de porcentagem de fibras de vidro menor (quando possível do ponto de vista de uso final/projeto), pode reduzir as tendências de empenamento. O empenamento de peças moldadas com as resinas de nylon Zytel® reforçadas com fibras de vidro é usualmente causado pela contração não uniforme devido às mudanças na espessura da peça e da orientação das fibras de vidro. O 1º motivo pode ocorrer também nas resinas de nylon não reforçadas. O 2º motivo se deve à tendência das fibras em se alinharem com a direção principal de fluxo do polímero fundido. Esta orientação das fibras resulta em contração anisotrópica, ou seja, as diferenças de contração nas direções do fluxo e transversal, o que induz ao empenamento da peça durante o resfriamento. As contrações de moldagem, como mostrado na Tabela 6, são sempre menores na direção do fluxo e aproximadamente as mesmas das resinas de nylon não reforçadas, na direção transversal ao fluxo. As mudanças abruptas no fluxo do fundido que ocorrem no preenchimento da cavidade do molde, geralmente tornam a orientação das fibras suficientemente aleatórias para reduzir qualquer tendência ao empenamento. Para situações em que isto não é possível, o uso de pontos de injeção múltiplos para quebrar o padrão de fluxo, com um posicionamento seletivo (para provocar o choque do polímero fundido contra paredes), tem se mostrado em geral, uma ação corretiva simples e eficaz. As variáveis de processamento para reduzir o empenamento estão listadas no Guia de Solução de Problemas na Seção 8. 19 Seção 8 - Guia de Solução de Problemas Problema Soluções Sugeridas * Aumentar a Pressão de Injeção Diminuir a Pressão de Injeção Aumentar Temperatura do Material no Cilindro Diminuir Temperatura do Material no Cilindro Aumentar a Pressão e o Tempo de Recalque Aumentar a Velocidade de Injeção Diminuir a Velocidade de Injeção Aumentar o Orifício do Bico Aumentar a Temperatura do Molde Balancear a Temperatura do Molde Diminuir a Temperatura do Molde Aumentar o Tamanho dos Pontos de Injeção Aumentar as Saídas de Gases do Molde Secar o Material Aumentar a Dosagem Balancear o Preenchimento do Molde Reduzir a Dosagem Usar Pontos de Injeção Múltiplos Polir o Molde Peças Incompletas Queima 2 Acabamento Superficial Deficiente Resistência das Linhas de Emenda Empenamento Bolhas Deficiente 3 3 5 5 3 2 6 4 5 2 2 4 1 3 3 5 6 5 1 6 4 2 4 2** 4 1 8 7 5 3 6 4 7 1 1 7 6 1 9 6 * Devem ser adotados na ordem numérica indicada. **Aparência Superficial piora. 20 Seção 9 - Resumo das Variáveis para Minimizar o Desgaste da Rosca, Molde e Cilindro Molde Para reduzir o desgaste do equipamento durante o processamento das resinas de nylon reforçadas com fibras de vidro, siga as seguintes recomendações: Aços resistentes à abrasão são recomendados: AISI Tipos A-2, D-2, etc. Para pontos de injeção submarinos, insertos destes materiais são recomendados se a cavidade é do tipo H13, L6, etc. Todo o aço deve ser adequadamente endurecido, podendo ser nitretado ou revestido com cromo para manter alta qualidade de acabamento. Cilindro É necessário revestimento bimetálico: por exemplo, “Xaloy” 8 101 ou equivalente (Xaloy 100 e 900 são satisfatórios). Cilindros recondicionados devem ser revestidos completamente contra a abrasão. Processamento 1. Use as temperaturas da zona traseira sugeridas (altas) para reduzir o atrito da resina no cilindro. Rosca e Ponta da Rosca Aço 4140 AISI revenido. Superfície dos filetes endurecida com “Stellite”9 (Liga No. 6) ou equivalente. Revestimento da rosca inteira com cromo duro após usinagem de 0,003 - 0,004 cm. 2. Use a menor velocidade de rotação da rosca possível, consistente com a duração do ciclo. 3. Não use contrapressão. 4. Inspecione o desempenho do anel de bloqueio freqüentemente. Se não for possível manter o colchão (almofada) durante a injeção, repare ou substitua o anel e o assento imediatamente. Desgaste intenso da rosca geralmente ocorre devido a anel de bloqueio com vazamento. Anel de Bloqueio “Nitralloy” 135 M 0,04 - 0,51 cm no anel e encosto para aumentar a vida útil. 8 Marca registrada, Xaloy Inc. 9 Stellite Division, Cabot Corporation 5. Para reduzir o desgaste nos pontos de injeção submarinos ou pontos de injeção de aresta muito pequenos, use pontos de injeção postiços de materiais resistentes à abrasão. Resumo das Variáveis de Processo que Afetam o Comprimento das Fibras de Vidro baixa ou nenhuma contrapressão Para manter o máximo de comprimento das fibras de vidro e ótimas propriedades físicas na peça moldada, as seguintes condições de moldagem são recomendadas: uso de resina moída mantido abaixo de 25% alta temperatura na zona traseira do cilindro mínima velocidade de rotação da rosca, consistente com o ciclo de moldagem 21 22 Frontal Central Traseira Número de Lote Resina Número do Ciclo Comentários sobre a Operação de Moldagem, Partida etc. Hora Data Bico Fixo Molde Temperaturas, º C Móvel Máq. Nº Pressões, MPa Tempos de Ciclo, s Nº. do Bico Abertura Engenheiros Total Rosca Usada Booster Operadores Primeiro Estágio de Injeção Segundo Estágio de Injeção Toneladas de Fechamento Instruções de Regulagem da Máquina Movimentação Descrição do Molde Dosagem Peça Nº. da Página Observações Verificação de Segurança Instrumentação Especial Pesos, g Peso Total Recalque Injeção Contrapressão Material Fundido Registro de Dados de Processo Peso Peça RPM Almofada, cm Para mais informações sobre os Polímeros de Engenharia: DuPont do Brasil S.A. Alameda Itapecuru, 506 - Alphaville 06454-080 Barueri - São Paulo TeleSolutions: 0800 17 17 15 Suporte Técnico e Qualidade Tel: +55 (11) 4166-8787 E-mail: [email protected] Serviço ao Cliente Tel: +55 (11) 4166-8530 / 8531 / 8647 Fax: +55 (11) 4166-8513 Web Site: plasticos.dupont.com.br Os dados aqui listados se encontram dentro da faixa normal de propriedades, porém não devem ser utilizados individualmente para estabelecer limites de especificações nem como base para projeto. A DuPont não assume nenhuma obrigação ou responsabilidade por quaisquer recomendações apresentadas ou resultados obtidos a partir destas informações. Estas recomendações são apresentadas e aceitas por conta e risco do comprador. A divulgação destas informações não constitui uma autorização de operação ou para infração de nenhuma patente da DuPont ou de outras empresas. A DuPont garante que o uso ou venda de qualquer material aqui apresentado e comercializado pela DuPont não infringe nenhuma patente que cubra o próprio material, porém não garante contra violações causadas por sua utilização conjunta com outros materiais ou na operação de qualquer processo. ATENÇÃO: Não utilize este material em aplicações médicas que envolvam implantes permanentes no corpo humano. Para outras aplicações médicas, consulte o manual “Declaração de Cuidados Médicos da DuPont”, H5010 H-7455ø (R 99.1) Impresso no Brasil ® Marca Registrada da DuPont
Baixar