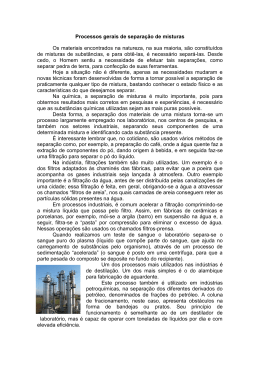
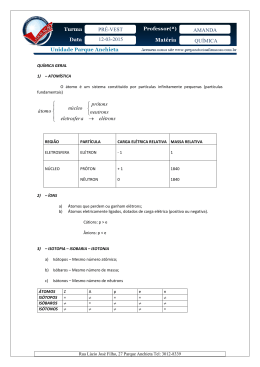
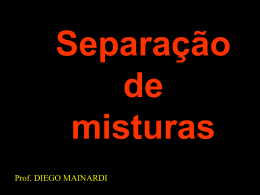
ESTUDO EXPERIMENTAL SOBRE O DESEMPENHO DE MISTURAS BETUMINOSAS TEMPERADAS José Neves1, Luís de Picado Santos1, Maria Cristina Alves1, Fernando Martinho1 e Fábio Barbosa1 1 Instituto Superior Técnico, Universidade Técnica de Lisboa, Avenida Rovisco Pais, 1049-001 Lisboa, Portugal email: [email protected] http://www.ist.utl.pt Sumário Este artigo tem como objetivo a análise comparativa do desempenho de misturas betuminosas produzidas a temperaturas convencionais, a quente (MBQ), e de misturas betuminosas temperadas (MBT) equivalentes produzidas com diferentes tecnologias, nomeadamente pela incorporação de aditivos. Para o efeito foi desenvolvido um estudo experimental que consistiu na realização de estudos Marshall e ensaios de sensibilidade à água, de fadiga e de deformação permanente. Os resultados experimentais permitiram concluir que o desempenho das MBT é análogo ao das MBQ, o que sugere a sua aplicação, e podem ser um importante contributo para a futura elaboração de especificações técnicas de formulação, aplicação e controlo de qualidade. Palavras-chave: pavimentos rodoviários; misturas betuminosas convencionais; misturas betuminosas temperadas; aditivos; desempenho. 1 INTRODUÇÃO A crescente preocupação com a redução do consumo de energia e de emissões de carbono tem conduzido ao desenvolvimento de novas tecnologias de pavimentação menos prejudiciais a nível ambiental e mais vantajosas a nível económico. Neste contexto surgiram as misturas betuminosas temperadas (MBT) que, devido à diminuição da temperatura na fase de produção e compactação, em comparação com as misturas betuminosas convencionais, a quente (MBQ), atenuam o seu impacto na poluição ambiental, no consumo energético e na exposição dos trabalhadores aos gases emitidos. Para que as MBT sejam cada vez mais aceites é necessário comprovar que o seu desempenho é adequado, pelo menos de forma equivalente ao das MBQ. Muito embora já tenham sido desenvolvidos muitos estudos experimentais neste sentido, o presente artigo constitui mais um contributo no contexto da experiência nacional com o objetivo de efetuar uma análise comparativa do desempenho, em laboratório, de uma mistura betuminosa produzida a temperaturas convencionais e de uma mistura betuminosa equivalente produzida a temperaturas inferiores, ou seja, entre 100 e 120 °C. Existem várias tecnologias passíveis de utilizar na produção de misturas betuminosas temperadas, as quais podem agrupar-se em três grupos distintos: aditivos orgânicos; aditivos químicos; processo de produção de espuma de betume, com minerais sintéticos ou naturais ou com injeção de água [1]. No estudo apresentado neste artigo, as misturas betuminosas temperadas foram produzidas com a adição de aditivos orgânicos e químicos, o Sasobit e o Rediset, respectivamente. Para além do estudo do efeito dos aditivos analisou-se, igualmente, o efeito da incorporação de fibras de celulose – Viatop – com a principal finalidade de garantir a estabilidade da mistura. O Sasobit, aditivo produzido pela Sasol Wax (ex-Schumann Sasol) da África do Sul, é uma cera sintética produzida através do processo de aquecimento do carvão ou gás natural com vapor de água, na presença de um catalisador. Este aditivo apresenta um ponto de amolecimento entre os 85 e os 115 °C e é completamente solúvel no betume para temperaturas superiores a 115 °C. A sua presença na mistura betuminosa faz diminuir a viscosidade do ligante modificado, tanto na fase de fabrico como na fase de aplicação, conferindo trabalhabilidade e permitindo reduzir a temperatura de fabrico, com a consequente diminuição da emissão de gases e do consumo de energia. Para além da redução da temperatura de fabrico da mistura betuminosa, o Sasobit permite, também, reduzir a temperatura de compactação. O Rediset é um aditivo químico baseado na WMA Technology da Akzo Nobel, constituído por uma combinação de surfactantes químicos e orgânicos que modificam a reologia do ligante. Trata-se de um aditivo que não contem água, sendo que os surfactantes incrementam o envolvimento da superfície dos agregados pelo ligante através de uma “adesão ativa”, e os restantes componentes do aditivo reduzem a viscosidade do ligante. A adição de Rediset permite a redução da temperatura de fabrico e de compactação da mistura. As fibras Viatop são constituídas por fibras de celulose, revestidas com betume através de um processo de produção especial. O betume funciona como uma ajuda no processo de granulação, na medida em que controla as forças de granulação que atuam nas fibras durante este processo. O betume assume, igualmente, uma função de separador entre as fibras de forma a garantir a dispersão destas durante a fase de mistura. A adição de Viatop permite a estabilização da mistura. A adição de fibras de celulose não provoca qualquer reação química no betume, apenas reforça as propriedades físicas do produto final. As fibras tendem a adensar o betume de forma a que este envolva bem os agregados garantindo uma boa adesividade agregado-ligante antes da compactação. O presente artigo constitui uma síntese dos principais resultados experimentais obtidos por duas dissertações de mestrado em Engenharia Civil desenvolvidas no Instituto Superior Técnico [2,3]. Para além da caracterização das misturas betuminosas estudadas apresenta, ainda, os resultados dos ensaios laboratoriais realizados: o ensaio Marshall, o ensaio de sensibilidade à água (resistência conservada em tração indireta), o ensaio de pista (resistência à deformação permanente), o ensaio de deformabilidade e o ensaio de resistência à fadiga (ensaio de flexão em quatro pontos). Estes permitiram analisar o desempenho das MBT comparativamente com o desempenho evidenciado pelas MBQ e com as especificações técnicas nacionais para elas estabelecidas. 2 MISTURAS BETUMINOSAS Para além das misturas betuminosas temperadas com a presença de aditivos e de fibras (MBT), foram também estudadas as correspondentes misturas betuminosas convencionais de referência (MBQ). O estudo desenvolvido teve com objetivo principal avaliar , com base em ensaios laboratoriais, o desempenho de misturas betuminosas do tipo AC 20 base 35/50. Foram consideradas misturas betuminosas fabricadas em laboratório (MBT_L e MBQ_L) e fabricadas em central (MBT_C e MBQ_C), no contexto da realização de trechos experimentais. Para o efeito, foram estudadas, na totalidade, sete misturas betuminosas, conforme descrito no Quadro 1: • • No âmbito do trabalho referido em [2], foram estudadas quatro misturas betuminosas preparadas em laboratório, tendo sido estudadas a mistura betuminosa convencional de referência – MBQ_L_0 – e as misturas betuminosas temperadas com a presença de aditivos e de fibras – 2 % de aditivo Rediset (MBT_L_2R), 4,0 % de aditivo Sasobit (MBT_L_4S) e 1,5 % de aditivo Rediset e 5 % de fibras Viatop (MBT_L_1.5R+5.0V). Relativamente ao trabalho mencionado em [3], em que foram consideradas três misturas betuminosas fabricadas em central, foram estudadas a mistura betuminosa convencional de referência – MBQ_C_0 – e as misturas betuminosas temperadas com a presença de aditivos e de fibras – 2 % de aditivo Rediset (MBT_C_2R) e 2,4 % de aditivo Sasobit e 3,6 % de fibras Viatop (MBT_C_2.4S+3.6V). A combinação dos aditivos Rediset e Sasobit com as fibras Viatop teve como principal objetivo melhorar a trabalhabilidade da mistura. As percentagens dos aditivos e das fibras referem-se à massa de betume presente na mistura betuminosa e basearam-se em recomendações dos fornecedores respectivos. As misturas de agregados utilizadas no fabrico das misturas betuminosas de laboratório resultaram da combinação de três frações de agregado calcário: 10/20 mm; 4/10 mm e 0/4 mm. Com base nas granulometrias destas frações, foram determinadas as proporções de modo a obter uma mistura de agregados que se ajustasse, tão bem quanto possível, ao fuso granulométrico constante da norma EN 13108-1 [4]: 32% de brita 10/20; 20% de brita 4/10 e 48% de areão 0/4. Na figura 1 pode observar-se a curva granulométrica da mistura de agregados comum a todas as misturas betuminosas produzidas em laboratório (MBQ_L e MBT_L). 2 No caso das misturas betuminosas produzidas em central, procedeu-se à determinação da granulometria de cada uma das misturas, as quais se encontram igualmente representadas na figura 1, tal como as curvas granulométricas inferior e superior respeitantes ao fuso granulométrico definido para este tipo de mistura (AC 20 base 35/50) na norma EN 13108-1 [4]. Quadro 1. Misturas betuminosas Mistura betuminosa Convencional Temperada Designação Aditivos e fibras 1 MBQ_L_0 - 2 MBQ_C_0 - 3 MBT_L_2R Rediset (2,0 %) 4 MBT_C_2R Rediset (2,0 %) 5 MBT_L_4S Sasobit (4,0 %) 6 MBT_L_1.5R+5.0V Rediset (1,5 %) e Viatop (5,0 %) 7 MBT_C_2.4S+3.6V Sasobit (2,4 %) e Viatop (3,6 %) 100 90 % acumulada que passa 80 70 MBQ_L e MBT_L 60 MBQ_C_0 50 MBT_C_2R 40 MBT_C_2.4S+3.6V Fuso - Limite inferior 30 Fuso - Limite superior 20 10 0 0.001 0.01 0.1 1 Dimensão (mm) 10 100 Fig. 1. Curvas granulométricas No que diz respeito ao ligante betuminoso, utilizou-se o betume 35/50, conforme as exigências da norma EN 12591 [5]. A composição de todas as misturas betuminosas foi avaliada com base no método Marshall tendo sido utilizados provetes preparados de acordo com o procedimento preconizado na norma NP EN 12697-30 [6]. Em [2] e [3] são apresentados, detalhadamente, todos os resultados dos estudos efetuados. Particularmente, em [2] constatouse que os valores de algumas grandezas obtidas no ensaio Marshall, para as MBT, não seguiam a tendência normal, dificultando a indicação da percentagem ótima de betume com base naqueles valores. Desta forma, optou-se por prosseguir os estudos adotando a percentagem ótima de betume definida para a MBQ, ou seja, 4,5 %, dado que as MBT apresentavam resultados de estabilidade consistentes para esse valor. Pelo exposto anteriormente, adotou-se uma percentagem de betume de 4,5 %. A preparação laboratorial dos provetes de ensaio relativos às MBT iniciou-se com o aquecimento dos agregados, em estufa, à temperatura de 120 °C. Posteriormente procedeu-se à incorporação do aditivo, à temperatura ambiente, e do ligante a uma temperatura de 160 °C. A mistura foi realizada manualmente durante o tempo necessário até que o agregado estivesse completamente envolvido pelo ligante. Os provetes foram compactados à temperatura de 100 °C. Salienta-se que, previamente à introdução das fibras Viatop na mistura, foi necessário 3 esmagá-las com o auxílio de um almofariz, dado que a dimensão dos seus grânulos era excessiva, o que poderia dificultar o seu envolvimento pelo betume. No caso dos provetes de MBQ, adotou-se os procedimentos correntes para este tipo de misturas. Os provetes das misturas betuminosas fabricadas em central (MBQ_C e MBT_C) foram extraídos, directamente, dos respectivos trechos experimentais. Procedeu-se à determinação da baridade aparente dos provetes, em todos os ensaios, com base no método B da norma NP EN 12697-6 [7]. De acordo com [2], os provetes dos vários ensaios apresentaram baridades semelhantes, o que demonstra a coerência dos resultados que foram sendo obtidos ao longo deste estudo, em todas as misturas analisadas. De um modo geral, a baridade das MBT foi inferior à baridade das MBQ, o que se considera estar associado à diminuição da temperatura nas fases de fabrico e de compactação dos provetes. 3 3.1 ENSAIOS E ANÁLISE DO DESEMPENHO Ensaio Marshall O ensaio de compressão Marshall permitiu determinar a estabilidade e a deformação das misturas betuminosas estudadas. O ensaio foi realizado com base na norma NP EN 12697-34 [8] sobre séries de 4 provetes preparados segundo a norma NP EN 12697-30 [6]. Os resultados relativos à estabilidade e deformação obtidos em [2] e [3] são apresentados de forma resumida nas figuras 2 e 3. No que diz respeito à deformação, os valores apresentados em [2] não são corrigidos, em virtude do equipamento utilizado não ter permitido ter um registo para essa análise. Concluiu-se que os valores de estabilidade obtidos para as MBT são ligeiramente inferiores às MBQ. Já no que diz respeito à deformação, constatou-se que não existe uma tendência comum: nas misturas betuminosas de laboratório, as MBT apresentaram maior deformação; ao invês, para as misturas betuminosas de central, registaram-se menores deformações nas MBT. MBT_L_1.5R+5.0V 11.3 MBT_L_4S 10.8 MBT_L_2R 11.1 MBQ_L_0 2 4 6 8 10 12 11.9 MBT_C_2.4S+3.6V 11.9 MBQ_C_0 12.2 0 MBT_C_2R 14 16 13.5 0 2 4 6 8 10 12 14 16 Fig. 2. Estabilidade Marshall MBT_L_1.5R+5.0V 5.1 MBT_L_4S 4.6 MBT_L_2R 4.3 MBQ_L_0 1 2 3 4 2.6 MBT_C_2.4S+3.6V 2.6 MBQ_C_0 3.7 0 MBT_C_2R 5 6 Fig. 3. Deformação 4 3.1 0 1 2 3 4 5 6 3.2 Ensaio de sensibilidade à água O estudo realizado por Alves [2] contemplou o ensaio de sensibilidade à água, realizado segundo a norma EN 12697-12 [9]. Este ensaio permite obter o índice de tração indireta (ITSR), que é a razão entre a resistência à tração indireta média do grupo de provetes “molhados” e do grupo de provetes “secos”. Os provetes para este ensaio foram preparados igualmente segundo a norma NP EN 12697-30 [6]. Os resultados obtidos para a resistência conservada em tração indireta encontram-se na figura 4. De um modo geral constatou-se que o ITSR das MBT é relativamente inferior ao da MBQ de referência neste estudo, o que significa que nas misturas temperadas houve uma diminuição na resistência à ação da água. Isto deveu-se, provavelmente, às pequenas dimensões dos provetes fabricados e às baixas temperaturas de fabrico e compactação, portanto a menor densidade do que no caso da convencional e outra configuração dos vazios, para além do eventual algum insucesso na ligação agregado-betume. Adicionalmente, após o fenómeno de rotura dos provetes de ensaio, em todas as misturas analisadas, verificou-se ainda que os agregados no grupo dos provetes “secos” se encontravam mais fraturados do que no grupo dos provetes “molhados”, o que significa que o condicionamento do grupo dos provetes “molhados” fez com que a ligação agregado betume não fosse tão eficaz, o que resulta numa menor fraturação dos agregados nos provetes “molhados”. Na figura 5 observa-se, em particular, este fenómeno para o caso dos provetes fabricados com as misturas MBQ_L_0 e MBQ_L_1.5R+5.0V, após rotura e para os provetes com a percentagem ótima de betume. Nesta figura, na fiada superior observa-se o grupo dos provetes “secos” e na, fiada inferior, o grupo dos provetes “molhados”. MBT_L_1.5R+5.0V 47.6 MBT_L_4S 49.0 MBT_L_2R 42.4 MBQ_L_0 73.8 0 10 20 30 40 50 60 70 80 Fig. 4. Indice de tração indireta a) Mistura MBQ_L_0 b) Mistura MBQ_L_1.5R+5.0V Fig. 5. Provetes após a rotura no ensaio de sensibilidade à água 5 3.3 Ensaio de resistência à deformação permanente Os ensaios de resistencia à deformação permanente foram realizados no âmbito dos trabalhos [2] e [3], de acordo com o especificado na norma EN 12697-22 [10]. Os provetes, na forma de lajes com 300×400×60 mm, foram preparados conforme o estipulado na norma EN 12697-33 [11], utilizando-se o equipamento Roller Compacter. A avaliação da suscetibilidade à deformação dos materiais betuminosos foi feita medindo a profundidade de rodeira formada após sucessivas passagens de uma roda sobre o provete, a temperatura constante. Foi adotado o procedimento B (mais usual) no qual é utilizado um equipamento pequeno realizando-se o acondicionamento ao ar. Seguindo-se a norma, foram aplicados 10 000 ciclos de carga a um minimo de 2 provetes (procedimento B), dando-se o ensaio por terminado quando se atingiu este valor ou quando a profundidade da rodeira atingiu 20 mm. No caso de provetes acondicionados ao ar, os principais resultados que é possivel retirar no ensaio de pista são a média da variação da deformacao permanente ao ar – Wheel Tracking Slope in air (WTSAIR), a média proporcional da profundidade da rodeira nos dois provetes ensaiados – Mean Proportional Rut Depth in air (PRDAIR) e a profundidade média da rodeira – Mean Rut Depth in air (RDAIR). Em relação às misturas fabricadas na central [3], foram adotadas duas temperaturas de ensaio, ou seja, foram ensaiadas lajes para cada mistura a 50 oC e a 60 oC. Optou-se por ensaiar a 60 oC pois é a temperatura especificada na norma EN 12697-22 [10]. No entanto, tendo em conta que se utilizou o betume 35/50 (Tab inferior a 60 oC), optou-se por realizar ensaios a temperatura de 50 oC, uma vez que a 60 oC a deformação de misturas do tipo AC 20 é previsível ser elevada. Desta forma, foi possivel fazer uma comparação de resultados. Para a mistura convencional fabricada em central [3], só foram realizados ensaios a 60 °C, pelo que só será possivel comparar os resultados obtidos para esta temperatura. No caso das misturas fabricadas em laboratório [2], todos os ensaios foram realizados à temperatura de 60 oC. Importa referir que a temperatura de 60 oC não se pode considerar representativa da realidade Portuguesa, ou seja, não é habitual que as camadas de base, camadas onde se podem aplicar as misturas ensaiadas, estejam sujeitas em média a temperaturas tão elevadas. De qualquer modo, há ocasiões em que o pavimento pode estar sujeito a temperaturas elevadas mas, mesmo nessas situações, uma camada representada pelo ponto a 10 cm da superfície muito raramente em Portugal apresenta temperaturas superiores a 50 oC. Admitindo que se deve utilizar a situação mais gravosa para avaliar a resistência à deformação permanente em Portugal, então os ensaios de pista com os provetes condicionados a 50 oC são mais apropriados. Acresce ainda que, estando a temperatura de amolecimento do betume usado (35/50) entre os 50 e os 58 oC, quando se ensaia a 60 oC a resposta vai depender muito da disposição do esqueleto de agregado dos provetes e, portanto, os resultados são menos consistentes com o comportamento que efetivamente se verifica na realidade. As figuras 6 e 7 mostram de forma comparativa os resultados obtidos em cada um dos estudos para os parâmetros WTSAIR e PRDAIR, respetivamente, sendo que cada valor representado é a média dos resultados obtidos em dois provetes. Para as misturas betuminosas de laboratório (MBQ_L e MBT_L), constata-se que o fenómeno da redução da deformação é bastante evidente, ou seja, as MBT registaram sempre valores de WTSAIR e PRDAIR inferiores, por vezes com bastante significado. No caso das misturas fabricadas em central (MBQ_C e MBT_C), esta tendência não é tão óbvia. No entanto, a análise dos resultados obtidos permite concluir que a mistura MBT_C_2.4S+3.6V (Viatop + SasobitR) deforma-se menos que a mistura MBT_C_2R (RedisetR WMX). As deformações verificadas nos ensaios a 60 oC são, tal como se esperava, superiores às deformações obtidas nos ensaios a 50 oC. No caso da mistura MBT_C_2R, as diferenças são muito mais pronunciadas. 3.4 Ensaio de deformabilidade O ensaio de deformabilidade foi realizado no âmbito do trabalho [3], envolvendo as misturas betuminosas produzidas em central, de acordo com o especificado na norma EN 12697-26 [12]. Os provetes de ensaio, prismáticos, foram obtidos de lajes preparadas segundo o segundo a norma EN 12697-33 [11], utilizando-se igualmente o equipamento Roller Compacter. Os ensaios foram realizados à temperatura de 20 °C. Esta temperatura para além de estar dentro do intervalo estipulado pela norma, tem a vantagem de ser semelhante à temperatura muitas vezes utilizada para fazer esta caracterização. 6 MBQ_L_1.5R+5.0V MBT_C_2R MBQ_L_4S 60 60 MBT_C_2.4S+3.6V 50 MBQ_L_2R MBQ_C_0 MBQ_L_0 0.00 0.20 0.40 0.60 0.80 1.00 0.00 (a) Misturas MBQ_L e MBT_L 0.20 0.40 0.60 0.80 1.00 (b) Misturas MBQ_C e MBT_C 3 Fig. 6. WTSAIR (mm/10 ciclos) MBQ_L_1.5R+5.0V MBT_C_2R MBQ_L_4S 60 60 MBT_C_2.4S+3.6V 50 MBQ_L_2R MBQ_C_0 MBQ_L_0 0 5 10 15 20 25 30 (a) Misturas MBQ_L e MBT_L 0 5 10 15 20 25 30 (b) Misturas MBQ_C e MBT_C Fig. 6. PRDAIR (%) Relativamente à frequência, os ensaios foram realizados para frequências de 1 Hz, 3 Hz, 5 Hz, 10 Hz, 20 Hz, 30 Hz, tendo-se efetuado 100 repetições para cada frequência, o que perfaz um total de 600 ciclos, valor inferior a 3000 que, segundo a norma EN 12697-24 [13], podem causar danos por fadiga prematuros. A decisão de não utilizar frequências extremas foi tomada com o intuito de evitar fenómenos de ressonância a altas frequências e a destruição dos provetes. Acresce ainda o facto destas não representarem convenientemente as velocidades de circulação do veículos pesados. No que diz respeito aos modos de carregamento, o software do equipamento utilizado possibilitava escolher entre ensaios a extensão controlada e a tensão controlada. No ensaio a extensão controlada é fixada a amplitude do deslocamento que dá a extensão desejada, diminuindo a tensão no decorrer do ensaio. No ensaio a tensão controlada é fixada a amplitude da carga que dá a tensão desejada, aumentando a extensão durante o ensaio. Neste trabalho foi escolhido o modo de carregamento de extensão controlada com uma amplitude máxima de deformação de 50 µm/m, de acordo com o que é proposto na norma. Segundo a norma, amplitudes iguais ou inferiores à utilizada não causam danos nos provetes, dai a utilização da amplitude de 50 µm/m. Foi importante garantir que os provetes se encontravam em condições após o ensaio de deformabilidade, uma vez que estes seriam sujeitos posteriormente aos ensaios de fadiga, daí a opção de realizar os ensaios a extensão controlada, uma vez que a tensão controlada verifica-se a rotura dos provetes. Tendo em conta o facto de se efetuarem 100 repetições para cada frequência, os módulos foram obtidos fazendo a média dos últimos 50 valores para cada uma das frequências. Os valores dos primeiros ciclos são dispersos, dai que se tenham excluído da média os primeiros 50 valores. Na figura 7 mostram-se os resultados médios obtidos para cada uma das misturas fabricadas em central. Analisando os resultados de cada material, verifica-se, tal como seria de esperar, o aumento do módulo de deformabilidade com o incremento da frequência de carregamento. Comparando os resultados entre misturas betuminosas, constata-se que as misturas MBT 7 (MBT_C_2R e MBT_C_2.4S+3.6V) apresentaram módulos de deformabilidade significativamente superiores ao da mistura MBQ convencional (MBQ_C_0). Os resultados obtidos estão dentro do que seria expéctavel para as mesmas condições de ensaio (por exemplo sao correntes, a 20 °C e a frequência de 10 Hz, valores situados entre 4000 e 6000 MPa para este tipo de materiais). 8000 Módulo de deformabilidade (MPa) 7000 6000 5000 MBT_C_2R 4000 MBT_C_2.4S+3.6V 3000 MBQ_C_0 2000 1000 0 0 5 10 15 20 25 Frequência de ensaio (Hz) 30 35 Fig. 7. Módulos de deformabilidade 3.5 Ensaio de resistência à fadiga O ensaio de resistência à fadiga também foi realizado no âmbito do trabalho [3], de acordo com o especificado na norma EN 12697-24 [13]. Os provetes de ensaio, prismáticos, foram os utilizados nos ensaios de deformabilidade. A resistencia a fadiga das misturas betuminosas foi avaliada através do ensaio de flexão em quatro pontos, a extensão controlada. Os ensaios decorreram a 20 °C, com uma frequência de aplicação da carga de 10 Hz. Esta frequência foi adotada por ser um valor usual neste tipo de estudos, já que corresponde aproximadamente a uma velocidade real de rolamento do veículo que aplica a carga de 60 km/h, considerando-se assim como adequada para avaliar a resistência à fadiga. O ensaio de fadiga consistiu na aplicação de cargas sinusoidais até se atingir a rotura por fadiga dos provetes. Assim sendo e contrariamente aos ensaios de deformabilidade, os ensaios de fadiga são ensaios destrutivos. O objetivo do ensaio e determinar o número de ciclos de aplicacao de carga até que o provete atinja a rotura mediante um critério escolhido. O critério adotado foi a diminuição do módulo de deformabilidade para 50 % do seu valor inicial. O ensaio começa com a determinação do módulo de deformabilidade inicial sendo que, para o efeito, o equipamento efetua inicialmente cerca de 100 ciclos. A norma EN 12697-24 define que, para dadas frequência e temperatura, o ensaio de fadiga deve ser realizado com pelo menos 3 níveis no modo de carregamento (3 extensões diferentes) com um mnimo de 6 repetições por nivel, dai a necessidade de dispor de 18 provetes por mistura. Tendo em conta o referido, foram escolhidos 3 niveis de extensão: 150 µm/m, 250 µm/m e 350 µm/m. Na figura 8 são representadas as leis de fadiga ajustadas aos resultados obtidos para as três misturas betuminosas ensaiadas em [3]. As leis de fadiga são normalmente representadas por expressões do tipo da seguinte equação: ߝ = ܽܰ (1) sendo ε a extensão de tração, N o número de ciclos de carregamento e a e b são constantes adimensionais. No quadro 2 são apresentados os valores das constantes para cada uma das leis de fadiga. Para além dos gráficos com as leis de fadiga, a norma EN 12697-24 [13] propõe que se apresente o ε6. O ε6 é definido como sendo a deformação inicial correspondente a uma vida à fadiga de 106 ciclos para o critério de rotura e conjunto das 8 condições de ensaio escolhidos. Os resultados obtidos para este parâmetro permitem inferir sobre a qualidade de uma mistura betuminosa. Quanto maior o valor de ε6, mais extensão de tração pode ser induzida para o mesmo milhão de ciclos o que significa uma maior resistência à fadiga da mistura. Se assim for, também se pode dizer que, para a mesma extensão induzida, uma mistura com maior ε6 necessita de mais ciclos para atingir a rotura, ou seja, apresenta uma maior resistência à fadiga. Os valores de ε6 são apresentados também no quadro 2 e deles se pode inferir que o comportamento é semelhante para todas as misturas, nomeadamente quando se compara o desempenho das misturas MBT com a mistura convencional MBQ. Extensão (x10-6) 1000 MBT_C_2R MBT_C_2.4S+3.6V MBQ_C_0 100 1000 10000 100000 Número de ciclos 1000000 Fig. 8. Leis de fadiga Quadro 2. Parâmetros das leis de fadiga 4 Mistura a b ε6 (µm/m) MBT_C_2R 2774,3 -0,220 133 MBT_C_2.4S+3.6V 2904,2 -0,227 126 MBQ_C_0 2120,1 -0,198 138 CONCLUSÕES Neste artigo apresentou-se uma síntese de resultados de trabalhos experimentais desenvolvidos com o objetivo de um melhor conhecimento das misturas betuminosas temperadas, pretendendo-se dar mais um contributo para o incremento da sua aplicação futura. Existem diversas tecnologias de produção de misturas betuminosas temperadas que permitem reduzir as temperaturas de produção e de compactação, sendo que algumas são mais complexas do que outras (não exigem alterações nos equipamentos e nos processos em central). Neste estudo, optou-se por utilizar técnicas mais simples tais como a incorporação de aditivos orgânicos e químicos na etapa da misturadora. Os aditivos utilizados foram o RedisetR WMX (aditivo quimico) e o SasobitR (aditivo orgânico). Foi estudada ainda a influência da adição de fibras celulósicas Viatop. A análise do desempenho mecânico de cada uma das misturas betuminosas estudadas baseou-se nos resultados laboratoriais dos ensaios Marshall, de sensibilidade à água (resistência conservada em tração indireta – ITSR), de pista (resistência à deformação permanente), de deformabilidade e de resistência à fadiga (ensaio de flexão em quatro pontos). 9 Na generalidade, a análise comparativa dos resultados obtidos entre as misturas betuminosas produzidas a temperaturas convencionais e as misturas equivalentes produzidas com tecnologias para produção de MBT, permitiu concluir que estas misturas apresentam potencial para substituir as MBQ nas camadas de base. A conformidade dos resultados alcançados nos estudos experimentais deste artigo com as especificações aplicáveis, nomeadamente o Caderno de Encargos Tipo-Obra da Estradas de Portugal [14], bem como outros trabalhos relevantes que já foram realizados no contexto da investigação nacional, foi bastante desenvolvida em [2] e [3] Concluiu-se, na generalidade, que os valores associados ao desempenho das MBT estão muito bem enquadrados nos valores especificados não obstante, naturalmente, a existência de situações que deverão merecer, futuramente, confirmação mais fidedigna, cuja natureza dos trabalhos não permitiu. Considera-se que os resultados obtidos demonstraram que o desempenho das MBT é idêntico ao das misturas betuminosas convencionais. Não obstante todas as vantagens que se procuraram evidenciar neste artigo, salientase o facto das tecnologias utilizadas, na produção de MBT, serem relativamente recentes sendo, por isso, necessária uma maior validação destes resultados, nomeadamente do comportamento destas misturas a médio/ longo prazo, para ter certezas quanto à sua consistência e durabilidade. 5 REFERÊNCIAS 1. EAPA. The Use of Warm Mix Asphalt - Position Paper. European Asphalt Pavement Association, 2010. 2. M. Alves. Estudo do desempenho de materiais alternativos na construção rodoviária. O caso das misturas betuminosas temperadas. Dissertação de Mestrado. Instituto Superior Técnico, Universidade Técnica de Lisboa, 2012. 3. F. Barbosa. Contribuição para o estudo do desempenho de misturas betuminosas temperadas. Dissertação de Mestrado. Instituto Superior Técnico, Universidade Técnica de Lisboa, 2012. 4. IPQ. NP EN 13108. Misturas betuminosas. Especificações dos materiais. Parte 1: Betão betuminoso. Instituto Português da Qualidade, 2008. 5. CEN. EN 12591. Bitumen and bituminous binders. Specifications for paving grade bitumens. Comité Européen de Normalisation, 2009. 6. IPQ. NP EN 12697-30 Misturas betuminosas. Métodos de ensaio para misturas betuminosas a quente. Parte 30: Preparação de provetes por compactador de impacto. Instituto Português da Qualidade, 2004. 7. IPQ. NP EN 12697-6. Misturas betuminosas. Métodos de ensaio para misturas betuminosas a quente. Parte 6: Determinação da baridade de provetes betuminosos. Instituto Português da Qualidade, 2003. 8. IPQ. NP EN 12697-34. Misturas betuminosas. Métodos de ensaio para misturas betuminosas a quente. Parte 34: Ensaio Marshall. Instituto Português da Qualidade, 2004. 9. CEN. EN 12697-12. Bituminous mixtures. Test methods for hot mix asphalt. Part 12: Determination of the water sensivity of bituminous specimens. Comité Européen de Normalisation, 2008. 10. CEN. EN 12697-22. Bituminous mixtures. Test methods for hot mix asphalt. Part 22: Wheel tracking. Comité Européen de Normalisation, 2003. 11. CEN. EN 12697-33. Bituminous mixtures. Test methods for hot mix asphalt. Part 33: Specimen prepared by roller compactor. Comité Européen de Normalisation, 2003. 12. CEN. EN 12697-26. Bituminous mixtures. Test methods for hot mix asphalt, Part 26: Stiffness. Comité Européen de Normalisation, 2004. 13. CEN. EN 12697-24. Bituminous mixtures. Test methods for hot mix asphalt, Part 24: Resistance to fatigue. Comité Européen de Normalisation, 2004. 14. EP. Caderno de Encargos Tipo-Obra. 14.03 - Pavimentação. Características dos Materiais. Estradas de Portugal, S.A., 2009. 10
Baixar