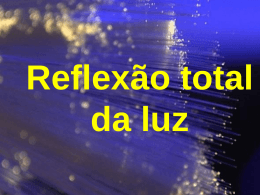
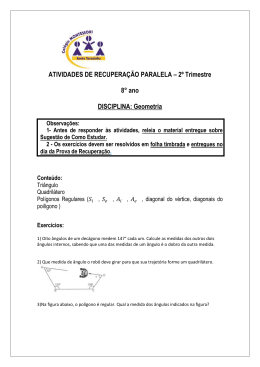
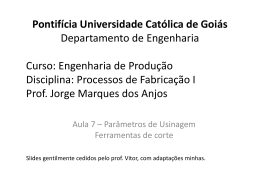
LAVRAS/MG – 25 a 28 de julho de 2010 Modelo (meramente ilustrativo) DETERMINAÇÃO DA GEOMETRIA DOS DENTES DA SERRA-FITA DE DESDOBRO DE MADEIRA, POR MEIO DE IMAGENS DIGITAIS José Reinaldo Moreira da Silva ([email protected]) - DCF/UFLA; Marisa Aparecida Pereira ([email protected]) - CTM/UFLA; Adriano Wagner Ballarin ([email protected]) FCA/UNESP; Edgar Vladimiro Mantilla Carrasco ([email protected]) - DEES/UFMG; Mariana Nogueira ([email protected]) – DCF/UFLA RESUMO: O desdobro das toras de madeira requer ferramentas de corte adequadas para atingir a produtividade desejada. Caso contrário, são observadas perdas de material, de insumos e da vida útil das máquinas, aumentando os preços finais de produtos. Seja no momento da aquisição da ferramenta ou depois de colocada em serviço, a serra-fita de desdobro não é avaliada quanto as especificações descriminadas pelo fabricante. Esse trabalho teve como objetivo apresentar metodologia prática, precisa e de baixo custo para dimensionar o passo dos dentes, a garganta e os ângulos básicos de corte da serra-fita para desdobro de madeiras. Foram capturadas imagens dos dentes da serra-fita de desdobro, nova, por meio de uma máquina fotográfica digital de 7.0 megapixels de resolução. Em cada imagem gerada registraram-se 3 dentes consecutivos. Mediante o alinhamento das pontas dos gumes de corte mediu-se o passo dos dentes, os ângulos básicos de corte (ataque, cunha e livre) e a área da garganta do dente, por meio do programa AutoCAD 2007. A metodologia empregada permitiu avaliar se as especificações de fábrica correspondem àquelas verificadas na própria serra-fita de desdobro, bem como a variação existente entre cada dente mensurado. Sugere-se utilizar essa metodologia para avaliação de serras-fita após uso e afiações. Neste caso, podem-se controlar os desgastes da serra-fita e a qualidade dos serviços de afiações. Obtêm-se assim o desdobro com qualidade, rendimento e produtividade. Palavras-chave: Ângulos de corte, ferramenta de corte, metodologia de medição DETERMINING THE GEOMETRY OF TOOTH OF BAND SAW FOR BREAKDOWN BY DIGITAL IMAGES ABSTRACT: Cutting wood requires specialized tools to be productive. Opposite case there are observed losses of material, production, reduction of quality and useful life of machines, increasing the final prices of the product. The band saw for breakdown is not evaluated by the manufacturing’s specifications when we buy that tool, neither after work with. This research has an objective: to show the practical, precise and low cost to measure the distance of teeth, the area gullet and the cutting angle of band saw for breakdown. We used a 7.0 megapixel resolution camera. Each image shows three consecutive teeth. We aligned the cutting edges. We used AUTOCAD 2007 to measure the pitch or tooth spacing, the angles of cut (hook or rake angle, sharpness angle and clearance angle) and the teeth’s area gullet. This method evaluated if the manufactures specifications is valid or not. We suggest to use this method to evaluate the band saw before and after sharpening, so we can to control the life time of band saw and the sharpening quality. Keywords: Cutting angle, tools of cut, methodology of measuring LAVRAS/MG – 25 a 28 de julho de 2010 1. INTRODUÇÃO É de conhecimento comum que a usinagem primária da madeira, conhecida como desdobro, é um processo de transformação de toras em peças prismáticas. É importante ressaltar que o desdobro deve produzir peças com qualidade e dimensões desejadas, de maneira econômica e totalmente segura para o operador. Para um desdobro com serra-fita, a escolha da ferramenta de corte deve ser feita em função do tipo de madeira a ser usinada, dos outros parâmetros de usinagem (velocidade de avanço e de corte), do material de confecção da ferramenta, das dimensões da garganta e passo por dente e da magnitude de seus ângulos básicos de corte. BONDUELLE et al. (2002) afirma que em uma usinagem vários são os condicionantes da superfície final, tais como: a madeira a ser processada, o tipo de máquina utilizada, o desgaste da ferramenta, vibrações indesejadas, a metodologia empregada e a mão-de-obra. É importante ressaltar que a metodologia de usinagem empregada define as ferramentas, incluindo o material de sua constituição, o número de dentes, seus ângulos básicos, além de definir velocidades de avanço, rotação e quantidade de material a ser desbastado por passada. A escolha e o uso correto das ferramentas de corte devem ser considerados com muita atenção, pois podem representar um ganho no custo final. Ferramentas não adaptadas ou com condições de corte não otimizadas, podem exigir manutenções e afiações freqüentes e trocas prematuras, o que eleva o custo final da usinagem (BONDUELLE, 2001). Os ângulos básicos de corte de uma serra-fita são denominados de ângulo livre (α), de cunha (β) e de ataque (γ) (Figura 1), segundo FREUD (1998) a soma dos ângulos básicos de corte é igual a 90º. Passo do dente α β γ Garganta do dente Fonte: Pesquisa de campo LAVRAS/MG – 25 a 28 de julho de 2010 Figura 1. Esquema da garganta e passo do dente e dos ângulos básicos da usinagem, em que α é o ângulo livre, β é o ângulo de cunha e γ é o ângulo de ataque. O ângulo livre (α) representa o ângulo formado entre a projeção das costas do dente da ferramenta e a reta imaginária entre os gumes de dois dentes. Ele impede o contato das costas do dente com a superfície da madeira recém usinada, evitando atritos que aumentariam os esforços de usinagem e reduziriam sua qualidade. O ângulo de cunha (β) representa o dente propriamente dito, pois é formado entre as projeções do peito e das costas do dente. Este ângulo está relacionado à resistência da ferramenta ao choque e à abrasão. Quanto menor o seu valor, menor será o esforço necessário para usinar a madeira. Contudo, aumenta-se o risco de quebra do dente. O ângulo de ataque (γ) é delimitado pela projeção do peito do dente e a reta perpendicular à reta imaginária entre os gumes de dois dentes. Segundo SANTOS (1999), o ângulo de ataque (γ) define, juntamente com a resistência da matéria e com a espessura de corte, o tipo de cavaco formado. Tendo em vista que vários são os fatores que influenciam a intensidade da força e a qualidade da superfície usinada, para cada espécie haverá uma faixa ótima para o ângulo de ataque (γ). O passo do dente é a distância entre a ponta de dois dentes consecutivos. Sua magnitude é muito mais dependente da altura de corte a ser efetuada que da natureza da madeira. É preciso escolher uma forma de dente mais resistente possível, e só então definir o passo do dente (PIPINO, 2001). Ainda segundo essa autora, a garganta do dente é a área entre o peito do dente com as costas do dente seguinte. Ela deve ter uma área suficiente para armazenar o cavaco produzido até poder evacuá-lo na saída do corte, pois quando o dente penetrar na madeira, o cavaco obtido deverá alojar-se no corpo da lamina até que possa ser livremente evacuado. Segundo SILVA (2007), a simples aceitação dos valores dos ângulos básicos das ferramentas de corte fornecidos pelos fabricantes pode apresentar grande fonte de erro. Esses erros podem causar desvios na usinagem, dependendo de sua magnitude. Sendo assim, inspeções de conferência dos ângulos e do desgaste das ferramentas feitas pelas indústrias madeireiras são necessárias e fundamentais. Sabe-se que os ângulos básicos das ferramentas de corte não são facilmente mensuráveis, uma vez que o ângulo livre (α) e de ataque (γ) apresentam apenas uma de suas arestas materializadas na ferramenta. Para a medição do ângulo de cunha (β) podem-se utilizar goniômetros ou projetores de perfil. Entretanto, esses métodos apresentaram reduzida precisão e custo extremamente elevado, respectivamente (MARTINS, 2007). Outras alternativas para a medição dos ângulos básicos de corte, desenvolvidas para fresas, consistem na utilização de imagens digitais, apresentada por SILVA et al. (2007) e na utilização de imagens vetorizadas, apresentada por SILVA et al. (2006). LAVRAS/MG – 25 a 28 de julho de 2010 O presente trabalho teve como objetivo testar uma metodologia de fotografia digital para dimensionar o passo dos dentes, a garganta e os ângulos básicos de corte de uma serra-fita para desdobro e avaliar a sua geometria. 2. MATERIAL E MÉTODOS Uma serra-fita larga, de desdobro, modelo Baukus, nova, foi fixada em uma mesa de afiação, de modo que o plano dos dentes ficasse paralelo ao plano de registro de imagem de uma câmera fotográfica. Foram capturadas as imagens de 10 dentes de uma mesma serra-fita de desdobro, com uma câmera digital de 7.0 megapixels de resolução. Em cada imagem gerada registraram-se 3 dentes consecutivos. Posteriormente, as imagens foram inseridas no AUTOCAD 2004 onde criada uma linha entre o alinhamento das pontas dos gumes de corte, para que se medisse o passo dos dentes e os ângulos básicos de corte. Para a medição da área da garganta, delimitouse essa área com um polígono (Figura 2). mm 412,5 mm2 Figura 2. Mensuração da garganta e passo por dente e dos ângulos básicos da serra-fita de desdobro no AUTOCAD 2007. Foram criadas duas linhas sobre as arestas do dente da serra-fita de desdobro obtendo-se o valor do ângulo de cunha (β). O ângulo livre (α) foi calculado entre a linha que liga a ponta dos gumes e a projeção das costas do dente. Para o desenho da aresta que forma o ângulo de LAVRAS/MG – 25 a 28 de julho de 2010 ataque (γ) com o peito do dente, e tornar possível o seu cálculo, foi criada uma linha perpendicular à reta que liga a ponta dos gumes. Na análise estatística foi calculado o valor médio, máximo, mínimo e coeficiente de variação dos ângulos básicos de corte, da garganta e passo por dente da serra-fita de desdobro. 3. RESULTADOS E DISCUSSÃO A metodologia empregada permitiu avaliar se as especificações do fabricante, ângulo livre (α) 25°, ângulo de cunha (β) 60° e ângulo de ataque (γ) 5°, sobre a serra-fita de desdobro correspondem àquelas verificadas na própria, bem como a variação existente entre cada dente mensurado. De acordo com a Tabela 1 os valores encontrados para o ângulo de cunha (β) mostraram-se mais confiáveis. Este fato pode ser comprovado devido menor coeficiente de variação apresentado, que foi de 0,69%, quando comparado com os coeficientes de variação dos ângulos de ataque (γ) e livre (α). Este fato pode ser explicado pelo método de produção da serra-fita de desdobro. Quando o a serra-fita é produzida, todos os dentes tem seu ângulo de cunha (β) produzidos por meio de recalque, isso possibilita com que esse ângulo seja mais preciso, devido a relativa facilidade de produzir recalques com ângulos pré-determinados. Qualquer desvio no ângulo da ferramenta de recalque haverá alterações nos ângulos de ataque (γ) e livre (α), mas não afetará o ângulo de cunha (β). Os valores médio, máximo e mínimo, para o ângulo de cunha (β) foram de 58,96º, 59,59º e 58,16º, respectivamente. Tabela 1 - Valores dos ângulos livres (α), de cunha (β) e de ataque (γ) obtidos para a serra-fita de desdobro. Valores Médio Máximo Mínimo Coeficiente de Variação (%) Ângulo (o) alfa (α) 24,7 25,1 24,3 beta (β) 59,0 59,6 58,2 1,1 0,7 Área da garganta do dente (mm2) gama (γ) 6,3 406,5 6,9 412,9 5,5 397,5 6,5 1,2 Passo por dente (mm) 45,1 45,5 44,6 0,6 As medições do ângulo de ataque (γ) apresentaram maiores fontes de erros cujo coeficiente de variação apresentado foi de 6,5%. Esse fato tem origem da forma de fabricação da serra-fita de desdobro e pela maneira de mensuração do ângulo de ataque (γ), que necessita da criação de uma linha perpendicular à reta que liga a ponta dos gumes, dessa forma o ângulo de ataque pode apresentar um erro acumulado das outras medições, por ele ter sido o último a ser mensurado. Seus valores médio, máximo e mínimo foram de 6,3º, 6,9º e 5,5º, respectivamente. As medições do ângulo livre (α) apresentou coeficiente de variação de 1,1%, valor maior que o coeficiente de variação do ângulo de cunha (β) e menor que o coeficiente de variação do ângulo de ataque (γ). Esse aumento do coeficiente de variação em relação ao ângulo de cunha LAVRAS/MG – 25 a 28 de julho de 2010 (β) está ligado ao fato de que o ângulo livre (α) pelo método de construção da serra-fita, como já foi apresentado acima. Seus valores médio, máximo e mínimo foram de 24,7º, 25,1º e 24,3º, respectivamente. A área da garganta do dente e o passo por dente apresentaram coeficientes de variação de 1,2% e 0,6%, respectivamente. Seus valores médio, máximo e mínimo para a área da garganta do dente foram de 406,5 mm2, 412,9 mm2 e 397,5 mm2, respectivamente. Já para o passo por dente os valores médio, máximo e mínimo foram de 45,1 mm, 45,5 mm e 44,6 mm, respectivamente. É importante ressaltar que todos os coeficientes de variação apresentados são menores que 10%, portanto a variação dentro de cada parâmetro avaliado é classificada como aceitável o que implica que a geometria da serra-fita de desdobro nova apresenta pequenas variações em sua geometria, que são consideradas insignificantes. Por meio das fotos dos dentes da serra-fita de desdobro foi possível visualizar pequenas imperfeições nas pontas dos seus dentes (Figura 3). Tais imperfeições provavelmente têm origem do processo de fabricação ou de transporte da serra-fita, o que pode ocasionar em pequenos desvios durante o desdobro de toras de madeira. Imperfeição Figura 2. Imperfeições encontradas nas pontas dos gumes dos dentes da serra-fita de desdobro. 4. CONCLUSÕES E SUGESTÕES A metodologia da fotografia digital mostrou-se eficiente com baixos coeficientes de variação, prática, rápida, reprodutiva e com caráter econômico. Todos os coeficientes de variação apresentados foram classificados como aceitáveis. A serra-fita de desdobro nova apresenta pequenas variações em sua geometria, que são consideradas insignificantes. A serra-fita de desdobro apresenta pequenas imperfeições nas pontas dos seus dentes. LAVRAS/MG – 25 a 28 de julho de 2010 Sugere-se utilizar essa metodologia para avaliação de serras-fitas após uso e afiações. Neste caso, os desgastes da serra-fita podem ser controlados. 5. AGRADECIMENTOS Aos órgãos CAPES, CNPq e a FAPEMIG pelo financiamento de projetos e concessões de bolsas de estudo. 6. REFERÊNCIAS BIBLIOGRÁFICAS BONDUELLE, A. (2001). Usinagem, material de corte e desgaste do gume, Revista da Madeira n, 64, p, 80-86. CETMAM/SENAI. (1996). Fundamentos teóricos da afiação e manutenção de ferramentas para a indústria moveleira e madeireira. São José dos Pinhais: 1996. 73p. FREUD. (1998). Catálogo generale. 18, ed, [S,l,], 207p. MARTINS, M. (2007). Metodologia alternativa para medição dos ângulos básicos das ferramentas de corte. 32p. Monografia – Universidade Federal de Lavras, Lavras. PIPINO, N, O. (2001). Madeira serrada pode ter melhor aproveitamento. Revista da madeira, Curitiba, n.60, p. 54-56. SANTOS, J.C. (1999). Análise do comportamento das forças em função dos parâmetros de corte na usinagem de madeiras. Campinas, 136p. Dissertação (Mestrado)- Universidade Estadual de Campinas, Faculdade de Engenharia Agrícola. SENAI. (1995). Acabador de móveis. Ubá: CFP/JAGS, 29p. SILVA, J. R. M. ; LIMA, J. T. ; MARTINS, M. ; KLINKE NETO, G. (2006). Metodologia alternativa para medição dos ângulos nas ferramentas de corte. In: 10 Encontro brasileiro de madeiras e em estruturas de madeira, São Pedro/SP. Anais do 10 EBRAMEM. São Carlos: IBRAMEM, v. CD. p. 1-10. SILVA, J. R. M.; MARTINS, M.; LIMA, J. T.; TRUGILHO, P. F. (2007). Medição de ângulos das ferramentas de corte por meio de imagens digitais. In: III congresso Iberoamericano de productos forestales (madereros y no madereros), Buenos Aires. Actas do Concordia: Inta Concordia, v. cd. p. 1-9.
Download