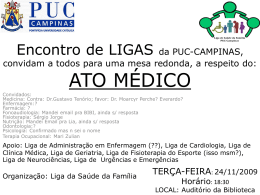
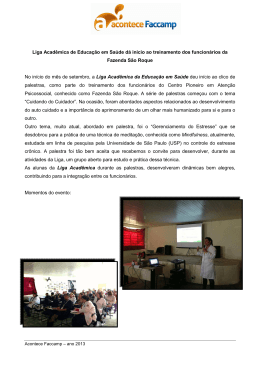
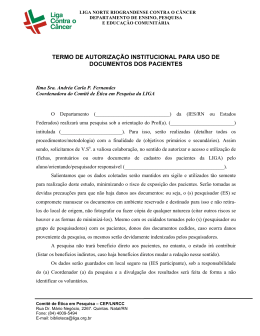
RELAÇÃO MICROESTRUTURAL/PROPRIEDADES MECÂNICAS DA LIGA DE ALUMÍNIO AA 8023 Tiziana Tavares Alves (1) Ricardo Artur Sanguinetti Ferreira (2) (1)Programa de Pós-gradução em Engenharia Mecânica – Área de Materiais e Fabricação da Universidade Federal de Pernambuco – UFPE, e-mail: [email protected] (2) Departamento de Engenharia Mecânica da Universidade Federal de Pernambuco – DEMEC / UFPE – Av. Acadêmico Hélio Ramos s/n Cidade Universitária 50.741-530, Recife-PE, E-Mail: [email protected]. Resumo A liga de alumínio AA 8023, pertence ao sistema Al-Fe-Mn, e tem como principal característica elevada resistência e formabilidade. É aplicada na produção de folhas finas para utilização em embalagens diversas e em sistemas de resfriamento, como aletas de radiadores automotivos. O objetivo deste trabalho é estabelecer seqüências térmicas para a obtenção de uma microestrutura que permita a adequação de propriedades conflitantes como formabilidade e resistência. Neste trabalho, a evolução microestrutural foi estudada em função de diferentes temperaturas para avaliação dos efeitos da decomposição sobre a morfologia. A liga foi tratada em diferentes temperaturas, com tempos variados que foram estimados com base num estudo feito em calorimetria diferencial de varredura-DSC. As microestruturas em evolução foram caracterizadas por Microscopia Eletrônica de VarreduraMEV. As propriedades mecânicas foram avaliadas por ensaios de tração uniaxial, segundo norma ASTM-E8M-89B. Os resultados mostraram que, dependendo da temperatura de tratamento, a estrutura dendrítica da liga bruta pode evoluir para uma estrutura de partículas sem que nenhuma deformação prévia seja imposta. As propriedades mecânicas mostraram-se sensíveis às condições de decomposição. Portanto, o compromisso entre formabilidade e resistência mecânica pode ser estabelecido durante uma decomposição isotérmica, devendose, para isso, controlar a fração volumétrica e o tamanho das partículas de segunda fase. Palavras-Chave: Ligas de alta formabilidade, Ligas Al-Fe-Mn CONGRESSO BRASILEIRO DE ENGENHARIA E CIÊNCIA DOS MATERIAIS, 14., 2000, São Pedro - SP. Anais 38001 1. INTRODUÇÃO O desenvolvimento de novas ligas de alumínio tem sido uma preocupação constante dos produtores mundiais que visam atender a demanda deste insumo nos mais variados segmentos industriais. A indústria automotiva e de embalagens, por exemplo, com demandas importantes no mercado, tem puxado o desenvolvimento destas ligas que têm mostrado uma grande capacidade de adequar-se aos mais exigentes processos de fabricação a partir de folhas finas. Para a produção de folhas finas, que sirva como matéria prima para produtos derivados, é necessária uma adequação de duas propriedades mecânicas conflitantes como a formabilidade e a resistência mecânica. O atendimento deste compromisso tem sido postulado por vários autores como Moris (1987), Clemente (1987) e Rodrigues et al. (1990), para diversos sistemas de ligas de alumínio. Os resultados, mesmo sendo quantitativos, já mostraram que a adequação é possível e depende fundamentalmente do entendimento dos mecanismos difusionais que interagem durante a decomposição da liga (Sanguinetti et al. 1998). As ligas eutéticas de alumínio com sistemas ternários obtidas pelo processo “Roll Caster” podem evoluir, segundo Li Ben Q. (1995) e Westengen et al. (1994), para uma microestrutura de grãos extremamente finos e com propriedades mecânicas bastante interessantes, do ponto de vista industrial. Durante tratamentos para decomposição isotérmica, uma nova fase pode ser nucleada em condições metaestáveis como conseqüência da redução do campo interno de deformação produzida no “caster”. Segundo Clemente (1987) e Moris (19977) estas finas partículas quando uniformemente dispersas tendem a estabelecer uma combinação perfeita entre a formabilidade e a alta resistência. Estudos recentes feitos na liga AA 8023 revelaram que a formabilidade tende a ser condicionada pelo rejeito de soluto da matriz (microsegregação), conduzindo a um ordenamento de curto alcance durante uma decomposição isotérmica. Por outro lado, a resistência tende a ser condicionada pela forma, dispersão e fração volumétrica das partículas de segunda fase, formadas a partir do ordenamento (Sanguinetti et al 1998). Neste trabalho será mostrado como a microestrutura pode ser controlada para que o compromisso entre formabilidade e resistência mecânica seja obtido. 2. MÉTODOS EXPERIMENTAIS A liga estudada neste trabalho foi produzida pela Alcoa Alumínio S.A. O material foi fornecido em forma de tiras, obtidas de chapas semi-acabadas, recém saídas do processo CONGRESSO BRASILEIRO DE ENGENHARIA E CIÊNCIA DOS MATERIAIS, 14., 2000, São Pedro - SP. Anais 38002 “Roll Caster”. Para estudo da decomposição, foi feita uma estimativa prévia dos tempos de transformação, com análise térmica diferencial. Para estas análises foi usado um equipamento do tipo DSC – 2010 TA, equipado com cadinhos de platina. Seguindo-se à análise térmica foram feitos tratamentos para decomposição da liga, em temperaturas entre 480° e 500°C e em tempos de tratamento de 3, 6 e 12 horas. Os tratamentos térmicos foram realizados ao ar em um forno do tipo mufla, equipado com termopares do tipo K e acuidade de ± 3°C. Os ensaios mecânicos foram feitos segundo a norma ASTM-E8M-89B, com a qual obtivemos os valores para o alongamento, limite de resistência mecânica e para o limite de escoamento. Para estes ensaios, duas diferentes condições termomecânicas foram utilizadas: Primeiramente, as propriedades foram levantadas com a liga tratada nas temperaturas de 480, 490 e 500°C em tempos de taratamento de 3, 6 e 12 horas. Em uma segunda situação, as propriedades foram obtidas com as mesmas condições anteriores, porém, a liga foi previamente laminada a frio com deformação da ordem de 80%. A laminação foi feita em um laminador tipo ourives, utilizando-se uma taxa de deformação média de 1,6 s-1 e passes sucessivos de 0,5mm, até chegar a espessura final de 1,0mm. Finalizados os tratamentos e os ensaios mecânicos, os materiais foram submetidos ao processamento metalográfico tradicional para caracterização microestrutural. Para caracterização microestrutural, os corpos de prova, após metalografia tradicional, receberam um polimento suplementar com sílica coloidal. Tanto a análise da morfologia quanto a microanálise química foram realizadas em um Microscópio Eletrônico de Varredura- MEV Leica S440Si, equipado com detector de elétrons retroespalhados e Espectrômetro a Dispersão de Energia-EDS. 3. RESULTADOS EXPERIMENTAIS 3.1 Estudo prévio da decomposição A análise térmica diferencial foi realizada utilizando a liga bruta não deformada e a liga bruta deformada a 80% (Fig. 1 e Fig.2). Para a liga não deformada, não foi observada nenhuma anomalia sobre a curva até temperaturas próximas a 420°C. A partir desta temperatura, um importante pico endotérmico é iniciado. Este acidente sobre a curva foi associado a uma transformação de fase por nucleação e crescimento. Para a liga com deformação um pequeno pico associado a recristalização foi observado em temperaturas próximas a 275°C. Um grande pico endotérmico é iniciado em CONGRESSO BRASILEIRO DE ENGENHARIA E CIÊNCIA DOS MATERIAIS, 14., 2000, São Pedro - SP. Anais 38003 temperaturas ligeiramente superiores a 350°C. Esta anomalia, característica das transformações de fase por nucleação e crescimento, foi antecipado em relação a liga sem deformação. 30 30 DSC - Análise Dinâmica AA 8023 S/D 10 0 -10 -20 DSC - Análise dinâmica AA 8023 C/D 20 Fluxo de Calor [W/g] Fluxo de calor [W/g] 20 10 0 -10 -20 -30 -30 -40 -40 100 200 300 400 500 0 Temperatura [oC] Figura 1- DSC da liga sem deformação 100 200 300 400 500 Temperatura [oC] Figura 2–DSC da liga com deformação 3.2 Influência da temperatura e do tempo de tratamento A estrutura bruta de “Roll Caster” é constituída de células dendríticas, cujos contornos apresentam-se enriquecidos de microconstituintes, principalmente, ferro, manganês e traços de silício. A solidificação rápida no Caster, da ordem de 3000°C na superfície da chapa, não é suficiente para evitar a microsegregação, mantendo os microconstituintes em solução. (Figura 3) Figura 3- Microestrutura bruta de fusão CONGRESSO BRASILEIRO DE ENGENHARIA E CIÊNCIA DOS MATERIAIS, 14., 2000, São Pedro - SP. Anais 38004 A estrutura bruta da liga AA 8023 quando decomposta isotermicamente apresenta modificações na sua morfologia ao longo do tempo. Para temperaturas inferiores a 420°C, as modificações microestruturais não são muito significativas. Esta liga tratada durante 30 horas a 385°C apresenta o espaçamento interdendrítico enlarguecido que pode ser justificado pelo incremento do rejeito de soluto. Para temperaturas superiores a 420°C as modificações na microestrutura são significativas. A estrutura dendrítica evolui para uma estrutura de partículas quando a liga é tratada a 495°C durante 24 horas. b a 10 µm Figura 4-Microestruturas tratadas: a-) 385°C por 30 horas; b-) 495°C por 24 horas Quando decomposta isotermicamente durante 6 horas nas três diferentes temperaturas, apresenta modificações na morfologia, conforme está mostrado na figura 5, itens a, b e c. Nesta figura, vê-se uma tendência do volume de microsegregados crescer com a temperatura para formar partículas globulares. Na liga tratada a 500°C já se observa a tendência das zonas ricas em soluto transformarem-se em partículas. a b CONGRESSO BRASILEIRO DE ENGENHARIA E CIÊNCIA DOS MATERIAIS, 14., 2000, São Pedro - SP. Anais 38005 d c Figura 5 – Evolução microestrutural após tratamentos nas temperaturas de: a-) 480°C – 6 horas; b-) 490°C-6 horas, c-) 500°C-6 horas e d-) 500°C-12 horas. Para o tempo de 12 horas de tratamento (Fig. 5-d) esta tendência é ainda mais significativa. 3.3 Influência da temperatura, do tempo de tratamento e da deformação Quando a liga é deformada vemos claramente uma modificação na morfologia da estrutura sem tratamento. As partículas tendem a assumir um direcionamento ao longo da microestrutura (figura 6). A estrutura dendrítica original é substituída por uma estrutura de aspecto fibroso e direcional, onde o microsegregado se apresenta disperso, porém orientado no sentido da deformação. Figura 6 – Microestrutura deformada a 80% e sem tratamento térmico. Após um tratamento a 490°C durante 12 horas, a microestrutura se apresenta homogênea e as partículas ainda se mostram uniformemente distribuídas (figura 7). O CONGRESSO BRASILEIRO DE ENGENHARIA E CIÊNCIA DOS MATERIAIS, 14., 2000, São Pedro - SP. Anais 38006 fibramento tende a desaparecer com o tempo e a microestrutura recristalizada apresenta-se homogênea, com as partículas uniformemente distribuídas. O tamanho das partículas tende a crescer com o tempo. Figura 7– Microestrutura previamente deformada a 80% e tratada a 490°C por 12 horas 3.4 Efeito do tempo e da temperatura nas propriedades mecânicas Os ensaios mecânicos foram realizados utilizando-se três corpos de prova para cada temperatura de tratamento e os resultados foram plotados fazendo-se uma média das três medidas obtidas. Os resultados mostraram que, em relação ao estado bruto, o limite de escoamento diminui exponencialmente com o tempo, para qualquer que seja a temperatura de tratamento. Nos primeiros instantes de tratamento (0 < t <3 h) a redução é brusca, porém, a partir de três horas a diminuição torna-se menos acentuada. A dispersão entre os valores de escoamento a partir de três horas só se justifica pela imprecisão das medidas. Como anomalia (figura 8) destacaríamos o fato das ligas tratadas a 480°C e 500oC , apresentarem um comportamento diferente quando comparado com a liga tratada a 490o C. Nestas duas temperaturas, praticamente, não se observa amolecimento ao passar-se de 3 para 6 horas. Isso só se justifica pela dispersão das medidas. CONGRESSO BRASILEIRO DE ENGENHARIA E CIÊNCIA DOS MATERIAIS, 14., 2000, São Pedro - SP. Anais 38007 0 2 4 6 8 10 0 2 4 6 8 10 10 10 150 145 8 C480 C490 C500 140 6 135 4 130 8 24 Alongamento(%) Limite de Escoamento(MPA) 25 23 6 C480 C490 C500 22 4 21 2 125 2 20 0 120 0 2 4 6 8 10 12 0 19 0 Tempo(horas) 2 4 6 8 10 12 Tempo(horas) Figura 8– Variação do limite de escoamento em função do tempo Figura 9- Variação do alongamento em função do tempo Os resultados mostrados na figura 9 mostram que o alongamento cresce exponencialmente com o aumento da temperatura de tratamento. Para um tempo de 3 horas, quanto maior a temperatura, maior o alongamento. Para um tempo de 12 horas, a condição anterior é invertida. Quanto maior a temperatura, menor o alongamento. Para o tempo de tempo de 6 horas de tratamento, os resultados mostram um uma condição transitória entre os tempos de 3 e 12 horas. 3.5 Efeito da deformação nas propriedades mecânicas O efeito da deformação sobre as propriedades mecânicas foi avaliado para uma única temperatura de tratamento. Para a liga deformada previamente a 80% e depois tratada a 490oC, os resultados mostraram um comportamento análogo ao caso anterior, entretanto, uma significante anomalia foi observada para o tempo de três horas. Neste caso, o escoamento diminui bruscamente até o tempo de 3 horas de tratamento e depois volta a crescer, ligeiramente, para os tempos de 6 e 12 horas. Na figura 10, observamos um ponto de mínimo valor de escoamento, aproximadamente 80 MPa, para o tempo de três horas. O alongamento para a liga no seu estado bruto e deformada é pequeno, aproximadamente 5%. Após um tempo de tratamento de 3 horas, a liga sofre um aumento significativo no seu alongamento, chegando a atingir um valor de 32,5%. Para o tempo de 6 horas de tratamento, o alongamento diminui e volta a crescer ligeiramente num tempo de 12 horas (figura 11). CONGRESSO BRASILEIRO DE ENGENHARIA E CIÊNCIA DOS MATERIAIS, 14., 2000, São Pedro - SP. Anais 38008 0 2 4 6 8 0 10 2 4 6 8 10 10 10 280 35 260 240 30 8 deformado 200 6 180 160 4 140 120 Alongamento(%) Escoamento(mPA) 220 8 25 6 20 along.def. 15 4 10 2 2 100 5 80 0 60 0 2 4 6 8 10 12 Tempo(horas) Figura 10–Variação do limite de escoamento em função do tempo de tratamento após δ = 80% 0 0 0 2 4 6 8 10 12 Tempo(horas) Figura11-Variação do alongamento em função do tempo de tratamento após δ = 80% 4. DISCUSSÃO DOS RESULTADOS Em estudos anteriores Sanguinetti et al (1998) mostrou que as fases de equilíbrio, os intermetálicos FeAl3 e MnAl6, não são formadas em tempos inferiores a 66 horas. Em lugar destas fases de equilíbrio, foram observadas partículas de forma globo-lamelar ricas em elementos de soluto, principalmente ferro e manganês (figura 4). Estas partículas são nucleadas coerentemente com a matriz através do mecanismo difusional de “cluster”, cujos núcleos são formados a partir dos microconstituintes segregados nas regiões interdendríticas. Estes núcleos tendem a aumentar e coalescer com o tempo e a temperatura de tratamento. Estas partículas foram analisadas previamente e associadas à fase AlFe (Sanguinetti et al., 2000). Os nossos resultados em DSC mostraram que as modificações microestruturais em temperaturas inferiores a 420°C, na liga não deformada, e 385°C, na liga deformada, ocorrem sem o aporte de energia. Portanto, as transformações da matriz em zonas ricas e pobres em soluto ocorrem por decomposição spinodal. Os resultados em DSC mostraram também que a deformação modifica a cinética de decomposição. Isto se justifica pelo fato da deformação gerar defeitos na matriz, reduzindo as barreiras energéticas da nucleação. A cinética de amolecimento da liga AA 8023, caracterizada pelas propriedades mecânicas levantadas, pode ser justificada pela separação de soluto e pela formação da fase AlFe. Outro fator que contribui significativamente para o aumento da formabilidade é a redução do parâmetro de rede da célula da matriz, fato este que caracteriza a redução do CONGRESSO BRASILEIRO DE ENGENHARIA E CIÊNCIA DOS MATERIAIS, 14., 2000, São Pedro - SP. Anais 38009 campo interno de deformação produzida no “caster”. Portanto, o fato do limite de escoamento diminuir com a temperatura pode ser justificado pela separação de soluto da matriz; uma vez que as partículas de segunda fase, em pequenas frações de volume não incrementam significativamente a dureza do material durante a decomposição. Em princípio, uma matriz menos saturada pode tornar-se menos rígida (dura) e o escoamento pode ser iniciado em tensões de menor valor. Entretanto, os resultados mostraram que a redução no limite de escoamento tende a ser menor na temperatura mais elevada pelo fato da segregação dos microconstituintes ser mais intensa nesta temperatura. Conforme pode ser visto na figura 5, itens a, b e c, para um tratamento de 6 horas, os elementos segregados nas regiões interdendríticas apresentam uma tendência à formação de partículas que cresce com a temperatura de tratamento. Então a matriz dendrítica, apesar de menos saturada, pode tornarse mais rígida pela presença destas partículas em seus contornos. Os resultados obtidos com a liga AA 8023 estão coerentes com Moris (1997), Clemente (1987) e Rodrigues et al (1990) que sugerem que quanto maior for o volume e o tamanho das partículas maior será a resistência à deformação. O limite de resistência à tração apresenta um comportamento semelhante ao limite de escoamento e, portanto, os resultados se justificam da mesma forma. O alongamento apresenta um comportamento aparentemente anômalo (figura 9) mas que pode ser justificado através dos mecanismos difusionais. Para a temperatura de 480o C, os efeitos difusionais não são tão intensos quanto para as outras temperaturas mais elevadas. Assim, o alongamento cresce continuamente com o tempo de tratamento, uma vez que as partículas formadas não atingem um tamanho que venha a comprometer a plasticidade do material. Entretanto, para as temperaturas mais elevadas, 490 e 500oC, onde os efeitos difusionais são mais intensos, o alongamento só é superior, devido ao rejeito de soluto, até o momento em que as partículas ainda não estão suficientemente grandes para enrijecer (endurecer) a matriz pelos contornos. Para liga deformada, podemos justificar o aumento brusco do alongamento pela modificação da cinética de decomposição da liga e, pela homogeneidade e uniformidade na distribuição das partículas (Figuras 10 e 11). A deformação incrementa a separação de soluto, em relação à liga não deformada, desde os primeiros instantes de tratamento. Então, a 3 horas de tratamento, a matriz menos saturada torna-se mais dúctil e pode iniciar o escoamento com tensões inferiores ao caso da liga não deformada. Para tempos maiores, o soluto rejeitado se ordena, e as partículas tendem a crescer à medida que o tempo cresce. CONGRESSO BRASILEIRO DE ENGENHARIA E CIÊNCIA DOS MATERIAIS, 14., 2000, São Pedro - SP. Anais 38010 5. CONCLUSÕES As propriedades mecânicas da liga AA 8023 dependem, portanto, das condições de supersaturação da matriz dendrítica e de seu enrijecimento (endurecimento) pelos contornos. O enrijecimento pode ser obtido pelo crescimento das partículas de segunda fase (AlFe), produzidas a partir do ordenamento dos microconstituintes segregados da matriz para as regiões interdendríticas; principalmente ferro e manganês. A temperatura influencia a segregação destes microconstituintes que se ordenam e formam pequenos núcleos de uma nova fase (AlFe) que crescem, coalescem e se dispersam nas regiões interdendríticas. Para o dado período de tempo de tratamento, quanto maior for a temperatura, maior será a tendência ao crescimento e coalescimento destas partículas e, como conseqüência, maior será o volume da fração transformada. Para qualquer que seja o produto final é possível, portanto, a partir destes resultados, determinar-se uma seqüência termomecânica em escala industrial, onde a adequação do compromisso formabilidade x resistência seja feita em função dos parâmetros como a temperatura, associada à determinação da fração volumétrica das partículas de segunda fase (AlFe). 6. BIBLIOGRAFIA • Bray Jack W., 1989, “Aluminium Mill and Engineered wrought products” Metals Handbook Properties and selection of nonferrous alloys – Vol 2, 10ª Edição, ASM International • Li Ben Q., 1995 “Producing thin strips by twin-Roll Casting – Part I: Process aspects and qualify issues”. Journal of metals, may, pp 29-33. • Moris L. R., 1977 “Structure of continuously cast eutectics used in manufacture of finegrained aluminium sheet – Solidifications and casting of metals “Proceedings of an international conference on solidification, Sheffield, july. • Rodrigues P. M. B. and Furrer P., 1990 “On the tensile behavior of heterogeneous AlFeMn fine grained alloys” – Proceedings of Aluminum Alloys – Physical and Mechanical properties. • Sanguinetti Ferreira, R.A.; Ribeiro Freitas, F.G. and Rocha Lima, E. P., 2000 – Study of decomposition in AA 8023 aluminium alloy: Kinetic and morphological aspects – In publication. CONGRESSO BRASILEIRO DE ENGENHARIA E CIÊNCIA DOS MATERIAIS, 14., 2000, São Pedro - SP. Anais 38011 • Takuda H.; Yamazaki N.; Kituchi S., 1995, “Influence of cold-rolling and annealing conditions on formability of aluminium alloys sheet”, Journal of Materials Science. • Westengen H. and Nes K., 1984 “Twin roll casting of aluminum. The occurrence of structure inhomogeneites and defects in as cast strip” Light Metals, ed. By J. P. McGreer, Warrendale, PA: TMS, pp. 1111-1127. 7. AGRADECIMENTOS Agradecemos a Capes pela bolsa de Mestrado. Agradecemos igualmente a Alcoa Alumínio S. A. pelo suporte dado a este projeto e aos seus técnicos Hermes Lima pelos ensaios mecânicos e pela laminação do material. MICROESTRUCTURE/ MECHANICAL PROPERTIES RELATIONSHIP OF THE AA 8023 ALUMINIUM ALLOY Tiziana Tavares Alves (1) e Ricardo Artur Sanguinetti Ferreira (2) (1)Programa de Pós-gradução em Engenharia Mecânica – Área de Materiais e Fabricação da Universidade Federal de Pernambuco – UFPE, e-mail: [email protected] (2) Departamento de Engenharia Mecânica da Universidade Federal de Pernambuco – DEMEC / UFPE – Av. Acadêmico Hélio Ramos s/n Cidade Universitária 50.741-530, Recife-PE, E-Mail: [email protected]. Abstract AA 8023 is an Al-Fe-Mn aluminum alloy system, which combines a high resistance with a good formability. Because these characteristics, it is applied in fine sheets for use in packing and cooling systems, as fin-cool for automotive industries. The objective of this work is to establish the thermmechanical sequences in order to control a microstructural evolution, which allows establishing a good compromise between formability and resistance. For this, the microestrutural evolution was accomplished in different temperatures for evaluation of the effects of the decomposition on the mechanical properties and their associated morphology. Based on the dynamic analysis in DSC, the time of decomposition was estimated. The microstructural evolution and its associated morphologies were characterized by Differential Scanning Calorimeter-DSC, Scanning Electron Microscopy-SEM, Energy the Dispersion Spectrometer-EDS and x-ray diffraction pattern. After heat treatments, uniaxial tensile test were accomplished following ASTM-E8M-89B standard. The results showed that, CONGRESSO BRASILEIRO DE ENGENHARIA E CIÊNCIA DOS MATERIAIS, 14., 2000, São Pedro - SP. Anais 38012 depending on the treatment temperature, the dendritic structure of the alloy can become a structure of particles without previous deformation. The mechanical properties are sensitives to the decomposition conditions. Therefore, the compromise between formability and mechanical resistance can be established during an isothermal by control of size, form and volumetric fractions of these particles. Keyword: Aluminum alloys, AlFeMn system, High formability. CONGRESSO BRASILEIRO DE ENGENHARIA E CIÊNCIA DOS MATERIAIS, 14., 2000, São Pedro - SP. Anais 38013
Download