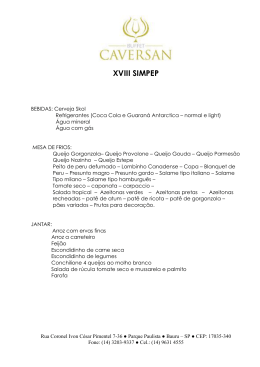
ADEQUAÇÃO DA TECNOLOGIA DE FABRICAÇÃO DO QUEIJO TIPO MUSSARELA NOZINHO NO SETOR DE AGROINDÚSTRIA DO CEFET-UBERABA AZEVEDO, K.P.1; GONÇALVES, C.A.2; CIABOTTI, S.3; CIABOTTI, E.D.,4JERÔNIMO, M.5 . 1 Estudante 4° período do Curso Superior de Tecnologia de Alimentos no CEFET Uberaba – MG, bolsista da FAPEMIG, e-mail: [email protected]. 2 Prof. CEFET Uberaba – MG, Dr. Ciência dos Alimentos, e-mail: [email protected]. 3 Profª. CEFET Uberaba – MG Dr. Ciência dos Alimentos, e-mail: [email protected]. 4 Profª. CEFET Uberaba – MG, Ms. Armazenamento e processamento de produtos agrícolas, e-mail: [email protected]. 5 Prof. CEFET Uberaba – MG, Ms. Educação agrícola, e-mail: [email protected]. RESUMO O presente projeto foi iniciado em março de 2008, no Laticínio do setor de Agroindústria e no Laboratório de Microbiologia do CEFET Uberaba. As amostras utilizadas foram acondicionadas em embalagens a vácuo de 250g (plástico de polietileno de média densidade) e estocadas sob refrigeração, à temperatura de 5oC. Utilizou-se o delineamento experimental inteiramente casualizado (DIC) com 3 repetições em esquema fatorial (5X2), tendo como fatores a tecnologia de fabricação (tradicional e adapatada) e tempos de estocagem (0,7,14,21 e 28 dias) para análises microbiológicas. Até o presente momento, já foram feitas as avaliações microbiológicas de Bactérias Psicotróficas, Contagem Global de Bolores e Leveduras, Coliformes Fecais, Sthaphylococcus aureus, Salmonella nos tempos de 0, 7, 14, 21 e 28 dias para o sistema tradicional de fabricação de queijo tipo “Mussarela”. O produto pode ser considerado de má qualidade sanitária, pois em todas as análises resultou em altas contagens microbianas, justificando desta forma uma correção no método de fabricação deste produto. Palavras-chave: microbiologia, mussarela, vida de prateleira, tecnologia. INTRODUÇÃO A qualidade do leite como alimento e matéria prima para a indústria de laticínios dependem da sua composição nutritiva e qualidade microbiológica, características que nos países de pecuária 129 leiteira desenvolvida são critério comum de pagamento, o que também vem sendo adotado de modo gradativo em nosso meio. A fabricação de queijos em todo o mundo é uma das maneiras de conservação do leite, objetivando, segundo MAGALHÃES (2002), a conversão de seus constituintes, num produto mais estável, palatável e cujas qualidades são mantidas. Só na França existem 400 diferentes tipos de queijo, sendo o país de maior consumo dessa preciosidade. Cada francês consume em média 22 kg de queijo anualmente, seguidos dos gregos e franceses. Já no Brasil o consumo anual per capta de queijo é estimado em 3 kg por habitante e comparado com a França é bem pequeno (http://correiogourmand.com.br/index.htm). A Mussarela é um dos queijos mais consumidos no mundo, com 30% de vendas. É um queijo de massa filada sendo caracterizado como um queijo macio, não-maturado, levemente salgado, de coloração branca ou levemente amarelada, com uma superfície brilhante, podendo ser encontrado em formatos variados, pesando desde poucas gramas até vários quilos (JANA, 1991). No Brasil, é um queijo que não possui padrão de fabricação, consequentemente sua qualidade pode variar muito. Segundo Costa Júnior (2006), a obtenção de um produto padronizado, não só dentro da unidade de fabricação, mas também em diferentes regiões e épocas do ano, é um dos objetivos da indústria laticinista, uma vez que satisfaz ainda mais o consumidor, revertendo em aumento de venda e maior faturamento. O queijo tipo mussarela segue procedimentos na produção que envolve a utilização do leite cru, que pode trazer uma melhor característica ao queijo em função da não desnaturação das proteínas do soro e da presença das lípases naturais, por ser leite cru, dando um produto firme, com maior consistência e mais sabor. Mas também podem trazer grandes riscos de contaminação, como o estufamento por coliformes e de contaminação por patogênicos, que geralmente não são eliminados pela filagem. Por isso, é importante que todas as etapas de fabricação do queijo tipo mussarela obedeçam as normas operacionais pré-estabelecidas, desde a recepção do leite utilizado como matéria-prima até o produto final, de modo a impedir que falhas técnicas ou negligência propiciem a contaminação do produto ou alterações em sua composição normal. Entre os problemas tecnológicos mais freqüentes, decorrentes destas falhas, destacam-se as variações que podem ocorrer nos percentuais de umidade e gordura do queijo, as quais determinam alterações significativas no rendimento industrial e no valor nutritivo dos produtos (http://www.bichoonline.com.br/artigos/ha0002.htm). Portanto, o presente trabalho teve por objetivo promover a adequação das condições tecnológicas de obtenção do queijo tipo mussarela nozinho processado no laticínio do 130 Setor de Agroindústria, através de análises físico-químicas e microbiológias no intuito de melhorar sua qualidade. MATERIAL E MÉTODOS O leite utilizado no projeto foi obtido na Unidade de Extensão, Pesquisa e Produção de Bovinocultura de Leite do CEFET – Uberaba – MG. Os ensaios e análises do trabalho foram conduzidos no Laticínio e Laboratórios de Microbiologia do CEFET Uberaba – MG. O fluxograma dos procedimentos gerais do trabalho encontra-se na Figura 1. Utilizou-se para elaboração do queijo tipo mussarela nozinho a tecnologia tradicional (artesanal) e tecnologia adequada, segundo Jerônimo (2001). Para a determinação do teste do Alizarol, baseou-se no mesmo fundamento do teste do álcool, porém com um indicador (alizarina) que permite estimar o pH da amostra, auxiliando a diferenciação entre o desequilíbrio salino e a acidez excessiva. A alizarina torna-se amarela no pH 5,8 e violeta no pH 7,2. Juntou-se no tubo de ensaio 2ml de leite com 2 ml de alizarol e misturou-se bem observando-se a coloração. Coloração violeta (leite suspeito de fraudes com alcalinos ou água), rosa e salmão (normal) e amarelo-pardo (leite ácido) (JERÔNIMO, 2001). A acidez titulável foi analisada pelo método titrimétrico Dornic com solução de NaOH 0,111 mol/L, até a alteração da coloração de branco para róseo claro (BRASIL, 2003). Para as análises microbiológicas durante a vida de prateleira, as amostras da mussarela foram embaladas em pacotes de 250g (plástico de polietileno de média densidade) e estocadas sob refrigeração, à temperatura entre 5o e 8ºC, durante 28 dias e submetidos às análises microbiológicas, nos tempos 0, 7, 14, 21, 28 dias de estocagem. Foram homogeneizadas 10 g de amostra em 90 mL de solução citrato 2%, e realizadas as diluições decimais de 10-1, 10-2, 10-3, 10-4 e 10-5 para proceder às análises microbiológicas. Para as contagens totais de bactérias psicrotróficas a 35ºC/48h, utilizou-se ágar padrão para contagem (PCA), contagem total de fungos e leveduras a 25ºC/3 a 5 dias pelo plaqueamento em ágar batata dextrose (PDA), determinação do número mais provável (NMP) de coliformes fecais 35ºC/24 a 48h, utilizando séries de tubos de lauryl sulfato triptose (LST), seguidas de repicagem em caldo E. coli (EC) 45,5ºC/24h respectivamente; contagem de unidade formadora de colônia (UFC) de estafilococos coagulase positiva por plaqueamento em meio ágar Baird-Park (BP), (SILVA, JUNQUEIRA e SILVEIRA,1997). Para estabelecer as condições higiênico-sanitárias de fabricação dos produtos, os resultados foram comparados aos padrões microbiológicos para alimentos, da Agência Nacional de Vigilância Sanitária (ANVISA, 2001), estabelecidos na Resolução RDC nº 12. Foi 131 utilizado o delineamento experimental inteiramente casualizado (DIC) com 3 repetições, para as análises microbiológicas. Os efeitos de tratamentos foram comparados pelo teste F e análise de regressão durantes os períodos de estocagem da mussarela, utilizando-se o software Sisvar (FERREIRA, 2000).Os tratamentos foram representados pelo período de estocagem 0,7,14,21 e 28 dias no sistema tradicional e com adequação de tecnologia do queijo tipo mussarela. RESULTADOS E DISCUSSÃO Conforme os resultados da multiplicação de estafilococos coagulase positivo, aeróbios psicotróficos e fungos e leveduras apresentados na figura 2, as equações que se ajustaram melhor durante o crescimento microbiano do queijo tipo mussarela nozinho durante período de 0 a 28 dias de armazenamento refrigerado a 5ºC foram cúbicas. Para coliformes totais e termotolerantes não houve ajuste de equação (N.S.). Em relação à multiplicação de microorganismos aeróbios psicotróficos, observa-se uma evolução cúbica dos mesmos (figura 2), partindo-se de uma média de 5,56x105 UFC/g na data de fabricação e chegandose a 1,7x108 UFC/g aos vinte e um dias de refrigeração. Tal comportamento justifica-se pela natureza dos microrganismos terem encontrado condições propícias para seu desenvolvimento, em termos de atividade de água, composição química, pH e condições de aerobiose, visto que a embalagem de polietileno de baixa densidade, permite a troca gasosa do interior da embalagem com a atmosfera externa ao produto. A alta contagem inicial justifica-se pelas condições de fabricação do produto, de forma artesanal e utilizando-se soro de mussarela, ou seja, sem nenhum tipo de seleção microbiana artificial. A utilização de embalagem resistente ao vácuo poderia melhorar consideravelmente o controle do crescimento desses microorganismos (nylon ou cloreto de polivinilideno). Conforme tabela 2, à presença e multiplicação de fungos e leveduras, partiu-se de uma média de 2,15x105UFC/g de produto na data de fabricação do produto, atingindo-se 1,86x108 UFC/g aos 28 dias de refrigeração. Sabe-se que fungos se multiplicam, preferencialmente, na ausência de bactérias e observa-se na figura 2 que aos vinte e oito dias ocorreu a maior contagem desses microrganismos. Tal fato pode estar relacionado à redução da contagem de alguns grupos de bactérias, como por exemplo, as do grupo de coliformes totais e termotolerantes, que reduziram sua multiplicação a partir de 14 e 7 dias de refrigeração, respectivamente. A alta contaminação inicial não era apenas de coliformes totais (2,13 x 103NMP/g), mas estes são os indicadores de qualidade higiêncica da fabricação do produto. Aos vinte e oito dias de refrigeração este número foi reduzido praticamente à 132 metade (1,16 x 103 NMP/g). Explica-se tal comportamento pela própria concorrência microbiana. Sabe-se que quando as bactérias estão em grande número, a concorrência entre elas impossibilitam o avanço na multiplicação. Nota-se uma indicação de concorrência ainda mais forte com os coliformes termotolerantes, que inicialmente atingiram uma contaminação de 5 NMP/g, alcançando o pico da multiplicação aos sete dias (76 NMP/g), reduzindo drasticamente para 9 NMP/g aos 14 dias. A multiplicação de Estafilococos coagulase positivo foi inversa à multiplicação de coliformes termotolerantes. Comparandose as figuras as curvas de multiplicação, observa-se que ao sete dias houve uma drástica redução na contagem dos mesmos, partindo-se de 1,91x105NMP/g na data de fabricação e atingindo 5,67x102 NMP/g aos sete dias, quando passou a aumentar, chegando a 4,7x105 NMP/g aos 28 dias de refrigeração, indicando-se que houve um forte antagonismo entre coliformes termotolerantes e Estafilococos coagulase positivo nesse produto. CONCLUSÕES - O produto pode ser considerado de má qualidade sanitária, pois em todas as análises resultou em altas contagens microbianas. - A refrigeração e a interação microbiana possibilitou a multiplicação de psicotrófilos, fungos e S. aureus. - A interação microbiana foi negativa para coliformes totais e termotolerantes ao longo do período de refrigeração. - Faz-se necessário uma correção no método de fabricação desse produto, no que diz respeito à higienização, como por exemplo a pasteurização do leite, o tipo de soro utilizado para a fermentação da massa do queijo dos métodos utilizados na manipulação desse queijo. - Os cuidados na higiene pessoal dos manipuladores deverão ser redobrados, principalmente em relação ao uso de máscaras na hora da filagem e empacotamento e a higienização das mãos, pois a contagem de Estafilococos coagulase positiva denotou a falha nesses cuidados. - A água utilizada na filagem deverá ser tratada, pois a presença de coliformes fecais e totais pode estar relacionada à qualidade da água. - As condições de higiene do local de processamento devem ser avaliadas para se detectar possíveis focos de contaminação microorgânica. 133 ANEXOS TABELA 1 - Resultados do NMP/g de coliformes totais e termotolerantes no queijo tipo mussarela nozinho durante período de 0 a 28 dias de armazenamento refrigerado a 5ºC, CEFET-UBERABA, Uberaba, MG, 2008. Dias após fabricação 0 7 14 21 28 Coliformes totais (NMP/g) 2,13 x 103 1,90 x 103 1,90 x 103 1,63 x 103 1,16 x 103 Coliformes termotolerantes (NMP/g) 5 76 9 4 6 TABELA 2 Resultados do UFC/g de estafilococos coagulase positivo, aeróbios psicotróficos e fungos e leveduras no queijo tipo mussarela nozinho durante período de 0 a 28 dias de armazenamento refrigerado a 5ºC, CEFET-UBERABA, Uberaba, MG, 2008. Dias após fabricação 0 7 14 21 28 Estafilococos coagulase positivo (NMP/g) 1,91 x 105 5,67 x 105 6,06 x 104 2,30 x 105 4,73 x 105 Aeróbios psicotróficos Fungos e leveduras (NMP/g) 5,56 x 105 4,15 x 107 9,46 x 107 1,74 x 108 1,38 x 108 (NMP/g) 2,15 x 105 3,13 x 107 7,98 x 107 7,43 x 107 1,86 x 108 ↨↨ LEITE ↨ Obtenção do queijo tipo “Mussarela” ↨ Análises microbiológicas (Bactérias Psicotróficas, Contagem Global de Bolores e Leveduras, Coliformes Fecais, Sthaphylococcus aureus, Salmonella) Figura 1- Fluxograma geral da produção e análises microbiológicas do queijo tipo “Mussarela”. 134 2 3 2 Y1= 2,201 + 4,583X - 1,157X + 0,0953X R = 0,98 2 3 2 Y2= -1,324 + 8,834X - 2,751X + 0,2734X R = 0,99 Y3= N.S. 2 3 2 Y4= -2,4238 +4,677X -1,702X +0,1792X R = 0,87 Y5= N.S. Log (UFC/g) 10 8 6 4 2 0 0 7 14 21 28 Dias após a elaboração da mussarela Psicotróficos (Y1) Fungos e Leveduras (Y2) Colif. Totais (Y3) Colif. Fecais (Y4) Staphilococcus (Y5) Figura 2- Crescimento microbiano no queijo tipo Mussarela Nozinho durante período de 0 a 28 dias de armazenamento refrigerado a 5ºC, CFET-UBERABA, Uberaba, MG. REFERÊNCIAS BIBLIOGRÁFICAS AGÊNCIA NACIONAL DE VIGILÂNCIA SANITÁRIA. Resolução nº 12 de 2 de janeiro de 2001. Regulamento técnico sobre padrões microbiológicos para alimentos. D.O.U. - Diário Oficial da União; Poder Executivo, de 10 de janeiro de 2001. BRASIL. Ministério da Agricultura Pecuária e Abastecimento. Métodos analíticos oficiais físico-químicos para controle de leite e produtos lácteos. Instrução Normativa SDA Nº22, de abr. de 2003. COSTA JÚNIOR, L. C. G. Uso de extensores na fabricação de queijo Minas frescal. 2006. 76 p. Tese (Doutorado em Ciências dos Alimentos) - Universidade Federal de Lavras, Lavras. FERREIRA, D. F. Análise estatística por meio do SISVAR para Windows versão 4. 0. In: REUNIAO ANUAL DA REGIÃO BRASILEIRA DA SOCIEDADE INTERNACIONAL DE BIOMETRIA. UFSCar, 45., 2000, São Carlos. Anais... São Carlos, SP: UFSCar, 2000. p. 255-258. JANA, A.H. Mozzarella Cheese: A Review. Indian Journal of Dairy Science, v. 44, n. 2, p. 167175, 1991. JERÔNIMO, M. Apostila de aulas práticas de Laticícios, 104p., 2001. MAGALHÃES, F. A. R. Correlação entre medidas físico-química e sensoriais na avaliação de qualidade do queijo tipo Gorgonzola. 2002. 89 p. Tese (Doutorado em Ciência dos Alimentos) – Universidade Federal de Lavras, Lavras, MG. SILVA, N.; JUNQUEIRA, V. C. A.; SILVEIRA, N. F. A. Manual de métodos de análise microbiológica de alimentos. São Paulo: Livraria Varela, 1997. 295p. 135 OLIVER, C. A. F; MORENO, J. F. G; MISTIER, L; GERMAN, P. M. L. Características físicoquimicas emicrobiológicas de queijos minas frescal e mussarela, produzidos em algumas fábricas de laticínios do estado de São Paulo. Revista Higiene Alimentar. Disponível em:* , <http://www.bichoonline.com.br/artigos/ha0002.htm> <http://correiogourmand.com.br/index.htm> > 136
Download