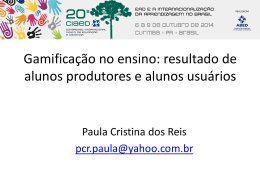
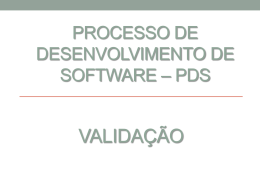
MODELAGEM DE COLUNAS DE DESTILAÇÃO ATRAVÉS DE MODELOS AUTO-REGRESSIVOS ADELSON SIQUEIRA CARVALHO UNIVERSIDADE ESTADUAL DO NORTE FLUMINENSE - UENF CAMPOS DOS GOYTACAZES – RJ MARÇO – 2008 ii MODELAGEM DE COLUNAS DE DESTILAÇÃO ATRAVÉS DE MODELOS AUTO-REGRESSIVOS ADELSON SIQUEIRA CARVALHO Tese apresentada ao Centro de Ciências e Tecnologia, da Universidade Estadual do Norte Fluminense, como parte das exigências para obtenção do titulo de Mestre em Engenharia de Produção. Orientador: Luís Humberto Guillermo Felipe, D.Sc. UENF/LEPROD CAMPOS DOS GOYTACAZES – RJ MARÇO – 2008 iii MODELAGEM DE COLUNAS DE DESTILAÇÃO ATRAVÉS DE MODELOS AUTO-REGRESSIVOS Autor: ADELSON SIQUEIRA CARVALHO Tese apresentada ao Centro de Ciências e Tecnologia, da Universidade Estadual do Norte Fluminense, como parte das exigências para obtenção do titulo de Mestre em Engenharia de Produção. Aprovado em ____ de ____________ de 2008 Comissão Examinadora: _________________________________________ Prof. Geraldo Galdino de Paula Júnior (Doutor, Engenharia de Sistemas e Computação) – UENF/LEPROD _________________________________________ Prof. José Ramón Arica Chávez (Doutor, Engenharia de Sistemas e Computação) – UENF/LEPROD _________________________________________ Prof. Carlos Antonio Abanto Valle (Doutor, Ciências Estatísticas) – UFRJ/IM _________________________________________ Prof. Luis Humberto Guillermo Felipe (Doutor, Ciências da Engenharia) – UENF/LEPROD (orientador) iv “Dedico este trabalho a meus pais e entes queridos” v AGRADECIMENTOS Agradeço em primeiro lugar a Deus por encaminhar a minha vida e por me permitir alcançar meus objetivos. A minha família e amigos por compreenderem minhas falhas e apoiarem as minhas escolhas. A Aline por ser uma grande companheira e inspiração para minha trajetória. Ao meu orientador, professor Luis Humberto Guillermo Felipe, por toda atenção e apoio. vi RESUMO Sistemas dinâmicos são em sua grande maioria não lineares e de dinâmica não totalmente conhecida, desta forma existe certa distância entre o sistema real e o gerado a partir da modelagem analítica. Modelos mais próximos da realidade podem ser obtidos a partir de métodos que utilizem um conjunto de dados oriundo do sistema real, dentre estes os modelos auto-regressivos merecem destaque. O presente trabalho apresenta a modelagem de uma coluna de destilação piloto com esta metodologia, destacando suas particularidades. Os modelos em questão são capazes de fornecer representação linear discreta do sistema dinâmico. Os modelos obtidos são validados com índices de desempenho e análise dos resíduos da modelagem. Os resultados indicam o potencial da metodologia aplicada para sistemas de porte industrial devido à fidelidade do sistema de aquisição de dados do objeto de estudo. Como principal contribuição, a validação do modelo com dados de outros quatro testes dinâmicos que não o utilizado para estimação dos parâmetros. vii ABSTRACT The most of dynamic systems are non-linear and it has dynamic that is not fully known, this way there is a distance between the real system and the generated from analytical modeling. Models closer to reality can be obtained from methods that use a set of data derived from real system, among these, auto-regressive can be emphasized. This work presents a modeling of a pilot distillation column using this methodology, highlighting its details. These models are able to provide linear discrete representation of dynamic system. Models gotten are validated with performance indexes and modeling residue analysis. Results indicate potential of the applied methodology to industrial systems due to accuracy of data acquisition system of object of research. Like main contribution, to validate the model with other four dynamic tests different from the dynamic test used to parameters estimation. viii LISTA DE SIGLAS E ABREVIATURAS AIC Akaike Information Criteria CEFET- Campos Centro Federal de Educação Tecnológica de Campos o Grau Gay Lussac GL DFI Device Fieldbus Interface MIMO Multiple-Input and Multiple-Output ARX Auto-Regressive with eXogenous input ARIMA Auto-Regressive Integrated Moving Average AR Auto-Regressive OE Output Error BJ Box-Jenkins ARMAX Auto-Regressive Moving Average with eXogenous input CC Continuous Current MATLAB MATrix LABoratory LABVIEW Laboratory Virtual Instrumentation Engineering Workbench PRBS Pseudo Random Binary Signal FF Foundation Fieldbus NARX Non linear Auto-Regressive with eXogenous input NARMAX Non linear Auto-Regressive Moving Average with eXogenous input FPE Final Prediction Error CCF Craquamento Catalítico em leito Fluidizado MRSE Mean Regularizated Square Error MSE Mean Square Error MAE Mean Absolute Error MAPE Mean Absolute Percentage Error ix LISTA DE FIGURAS Figura 1 - Esquemas com colunas A, B e C para os processos de destilação, retificação e desidratação (Rasovsky, 1973)........................................................7 Figura 2 - Fracionador de pratos – coluna ou torre fracionadora (Rasovsky, 1973)...8 Figura 3 - Coluna de destilação piloto (Crespo, 2000). ..............................................9 Figura 4 - Coluna de destilação piloto instalada (Naegele, 2000). ...........................10 Figura 5 - Instrumentos interligados em rede fieldbus.............................................11 Figura 6 - Coluna de destilação piloto com a instrumentação atual. .......................12 Figura 7 - Trocadores de calor da coluna de destilação...........................................13 Figura 8 - Base da coluna de destilação. .................................................................13 Figura 9 - Ponto de alimentação da coluna de destilação........................................14 Figura 10 - Sistema de armazenamento da mistura binária. ....................................15 Figura 11 - Método dos mínimos quadrados. ...........................................................26 Figura 12 - Ciclo de identificação com auxílio computacional. Os retângulos são de responsabilidade do computador e as elipses responsabilidade do usuário (Adaptado de Ljung (1994)). ..............................................................................30 Figura 13 - Covariância cruzada das temperaturas nos estágios e a composição (Zanata, 2005)....................................................................................................32 Figura 14 - Funções de correlação cruzada (a, b) entre a variável de saída e duas variáveis candidatas a serem entradas, (c) entre (outras) duas variáveis candidatas a serem entradas (Aguirre, 2000). ...................................................33 Figura 15 - Dados utilizados para a seleção das variáveis do modelo. ....................35 Figura 16 - Correlação cruzada entre a vazão e a temperatura no topo. .................36 Figura 17 - Correlação cruzada entre a temperatura na base e a temperatura no topo. ...................................................................................................................36 Figura 18 - Correlação cruzada entre a pressão no topo e a temperatura no topo. .37 Figura 19 - Correlação cruzada entre o nível da base e a temperatura no topo. .....37 Figura 20 - Correlação cruzada entre a vazão e a temperatura da base. ................38 Figura 21 - Correlação cruzada entre a pressão e a vazão......................................39 Figura 22 - Correlação cruzada entre a temperatura da base e a pressão. .............39 Figura 23 - Sinal aplicado na entrada do sistema para realizar a identificação linear, variável vazão de gás (Dallagnol, 2005). ...........................................................41 x Figura 24 - Estímulo na forma de degrau positivo na vazão de produto da coluna de destilação, para o primeiro teste dinâmico. ........................................................42 Figura 25 - Resposta da variável de saída (composição) a uma perturbação na variável de entrada do sistema. Resposta com menor constante de tempo (Zanata, 2005)....................................................................................................44 Figura 26 - Dados adequados para a nova taxa de amostragem.............................50 Figura 27 - Conjunto de estimação. .........................................................................56 Figura 28 - Primeiro conjunto de validação. .............................................................56 Figura 29 - Dados do segundo teste dinâmico utilizado para validação...................57 Figura 30 - Dados do terceiro teste dinâmico utilizado para validação.....................58 Figura 31 - Dados do quarto teste dinâmico utilizado para validação. .....................58 Figura 32 - Dados do quinto teste dinâmico utilizado para validação.......................59 Figura 33 - Valores do AIC calculado através das iterações da rotina. (Carvalho e Guillermo, 2007).................................................................................................60 Figura 34 - Curva do AIC calculado através das iterações da rotina atual. ..............61 Figura 35 - Saída do modelo comparada com a saída do sistema, para o primeiro conjunto de validação.........................................................................................64 Figura 36 - Saída do modelo comparada com a saída do sistema, para o segundo conjunto de validação.........................................................................................65 Figura 37 - Saída do modelo comparada com a saída do sistema, para o terceiro conjunto de validação.........................................................................................65 Figura 38 - Saída do modelo comparada com a saída do sistema, para o quarto conjunto de validação.........................................................................................66 Figura 39 - Saída do modelo comparada com a saída do sistema, para o quinto conjunto de validação.........................................................................................66 Figura 40 - Saída do modelo comparada com a saída do sistema, para o primeiro conjunto de validação.........................................................................................68 Figura 41 - Saída do modelo comparada com a saída do sistema, para o segundo conjunto de validação.........................................................................................69 Figura 42 - Saída do modelo comparada com a saída do sistema, para o terceiro conjunto de validação.........................................................................................69 Figura 43 - Saída do modelo comparada com a saída do sistema, para o quarto conjunto de validação.........................................................................................70 xi Figura 44 - Saída do modelo comparada com a saída do sistema, para o quinto conjunto de validação.........................................................................................70 Figura 45 - Saída do modelo comparada com a saída do sistema, para o primeiro conjunto de validação.........................................................................................72 Figura 46 - Saída do modelo comparada com a saída do sistema, para o segundo conjunto de validação.........................................................................................72 Figura 47 - Saída do modelo comparada com a saída do sistema, para o terceiro conjunto de validação.........................................................................................73 Figura 48 - Saída do modelo comparada com a saída do sistema, para o quarto conjunto de validação.........................................................................................73 Figura 49 - Saída do modelo comparada com a saída do sistema, para o quinto conjunto de validação.........................................................................................74 Figura 50 - MSE calculado para o erro de predição de k passos à frente para o primeiro conjunto de validação...........................................................................79 Figura 51 - Comparação entre saída do modelo e saída do sistema para a predição de 20 passos à frente para o primeiro conjunto de validação. ...........................79 Figura 52 - MSE calculado para o erro de predição de k passos à frente para o segundo conjunto de validação..........................................................................80 Figura 53 - Comparação entre saída do modelo e saída do sistema para a predição de 20 passos à frente para o segundo conjunto de validação. ..........................80 Figura 54 - MSE calculado para o erro de predição de k passos à frente para o terceiro conjunto de validação............................................................................81 Figura 55 - Comparação entre saída do modelo e saída do sistema para a predição de 20 passos à frente para o terceiro conjunto de validação. ............................81 Figura 56 - MSE calculado para o erro de predição de k passos à frente para o quarto conjunto de validação. ............................................................................82 Figura 57 - Comparação entre saída do modelo e saída do sistema para a predição de 20 passos à frente para o quarto conjunto de validação. ..............................82 Figura 58 - MSE calculado para o erro de predição de k passos à frente para o quinto conjunto de validação..............................................................................83 Figura 59 - Comparação entre saída do modelo e saída do sistema para a predição de 20 passos à frente para o quinto conjunto de validação. ..............................83 Figura 60 - Autocorrelação dos resíduos para o conjunto de estimação..................84 xii Figura 61 - Correlação cruzada entre os resíduos e a entrada para o conjunto de estimação...........................................................................................................85 Figura 62 - Autocorrelação dos resíduos para o primeiro conjunto de validação. ....85 Figura 63 - Correlação cruzada entre os resíduos e a entrada para o primeiro conjunto de validação.........................................................................................86 Figura 64 - Autocorrelação dos resíduos para o segundo conjunto de validação. ...86 Figura 65 - Correlação cruzada entre os resíduos e a entrada para o segundo conjunto de validação.........................................................................................87 Figura 66 - Autocorrelação dos resíduos para o terceiro conjunto de validação. .....87 Figura 67 - Correlação cruzada entre os resíduos e a entrada para o terceiro conjunto de validação.........................................................................................88 Figura 68 - Autocorrelação dos resíduos para o quarto conjunto de validação........88 Figura 69 - Correlação cruzada entre os resíduos e a entrada para o quarto conjunto de validação. ......................................................................................................89 Figura 70 - Autocorrelação dos resíduos para o quinto conjunto de validação. .......89 Figura 71 - Correlação cruzada entre os resíduos e a entrada para o quinto conjunto de validação. ......................................................................................................90 Figura 72 - Autocorrelação dos resíduos para o conjunto de estimação..................91 Figura 73 - Correlação cruzada entre os resíduos e a entrada para o conjunto de estimação...........................................................................................................91 Figura 74 - Autocorrelação dos resíduos para o primeiro conjunto de validação. ....92 Figura 75 - Correlação cruzada entre os resíduos e a entrada para o primeiro conjunto de validação.........................................................................................92 Figura 76 - Autocorrelação dos resíduos para o segundo conjunto de validação. ...93 Figura 77 - Correlação cruzada entre os resíduos e a entrada para o segundo conjunto de validação.........................................................................................93 Figura 78 - Autocorrelação dos resíduos para o terceiro conjunto de validação. .....94 Figura 79 - Correlação cruzada entre os resíduos e a entrada para o terceiro conjunto de validação.........................................................................................94 Figura 80 - Autocorrelação dos resíduos para o quarto conjunto de validação........95 Figura 81 - Correlação cruzada entre os resíduos e a entrada para o quarto conjunto de validação. ......................................................................................................95 Figura 82 - Autocorrelação dos resíduos para o quinto conjunto de validação. .......96 xiii Figura 83 - Correlação cruzada entre os resíduos e a entrada para o quinto conjunto de validação. ......................................................................................................96 xiv LISTA DE TABELAS Tabela 1 - Tabela de polinômios retirados do modelo geral......................................23 Tabela 2 - Tabela que relaciona os modelos ao tipo de situação a qual devem ser utilizados. ...........................................................................................................46 Tabela 3 – Valores calculados do AIC para modelos ARX de diferentes ordens. .....62 Tabela 4 - Índices calculados para os cinco conjuntos de validação referente ao modelo obtido com o AIC. ..................................................................................67 Tabela 5 - Índices calculados para os cinco conjuntos de validação referente ao primeiro modelo obtido com a validação cruzada. .............................................71 Tabela 6 - Índices calculados para os cinco conjuntos de validação referente ao segundo modelo obtido com a validação cruzada..............................................74 Tabela 7 - Coeficientes estimados para o modelo ARX [20 20 0]. ............................75 Tabela 8 - Coeficientes estimados para o modelo ARX [16 15 15]. ..........................76 Tabela 9- Coeficientes estimados para o modelo ARX [6 12 12]. .............................77 Tabela 10 - MSE calculado para o erro de predição de k passos à frente do modelo ARX [6 12 12] para os cinco conjuntos de validação. ........................................78 xv SUMÁRIO AGRADECIMENTOS.................................................................................................vi RESUMO...................................................................................................................vii ABSTRACT..............................................................................................................viii LISTA DE SIGLAS E ABREVIATURAS ....................................................................ix LISTA DE FIGURAS...................................................................................................x LISTA DE TABELAS ................................................................................................xv CAPÍTULO I ................................................................................................................1 INTRODUÇÃO ............................................................................................................1 1.1- APRESENTAÇÃO ............................................................................................1 1.2- MOTIVAÇÃO ....................................................................................................2 1.3- OBJETIVO ........................................................................................................3 1.4- ORGANIZAÇÃO ...............................................................................................4 CAPÍTULO II ...............................................................................................................6 DESTILAÇÃO: UM BREVE HISTÓRICO ...................................................................6 2.1- COLUNAS DE DESTILAÇÃO...........................................................................6 2.2 – OBJETO DE ESTUDO....................................................................................9 2.3 – CARACTERÍSTICAS FÍSICAS .....................................................................11 2.4 – O PROCESSO DE OBTENÇÃO DE ÁLCOOL HIDRATADO NA COLUNA PILOTO..................................................................................................................15 2.5 – ALGUNS PROBLEMAS DO SISTEMA.........................................................16 2.6 – MODELAGEM DE COLUNAS DE DESTILAÇÃO.........................................17 CAPÍTULO III ............................................................................................................21 FERRAMENTAL TEÓRICO......................................................................................21 3.1- MODELOS AUTO-REGRESSIVOS................................................................21 3.1.1- ESTADO DA ARTE DA APLICAÇÃO DE MODELOS AUTOREGRESSIVOS .................................................................................................24 3.2- ESTIMAÇÃO DE PARÂMETROS...................................................................25 3.2.1- MÉTODO DOS MÍNIMOS QUADRADOS................................................26 CAPÍTULO IV............................................................................................................29 METODOLOGIA .......................................................................................................29 4.1- INTRODUÇÃO................................................................................................29 xvi 4.2 – ESCOLHA DAS VARIÁVEIS DO MODELO..................................................30 4.3 – ESCOLHA DOS ESTÍMULOS DE ENTRADA ..............................................40 4.4 – ESCOLHA DO PERÍODO DE AMOSTRAGEM ............................................42 4.5 – SELEÇÃO DA ESTRUTURA DO MODELO .................................................45 4.6 – SELEÇÃO DA ORDEM DO MODELO ..........................................................46 4.7 – ESTIMAÇÃO E VALIDAÇÃO ........................................................................47 4.8 – ÍNDICES DE DESEMPENHO .......................................................................51 4.9 – ANÁLISE DE RESÍDUOS .............................................................................53 CAPÍTULO V.............................................................................................................55 RESULTADOS..........................................................................................................55 5.1- DADOS UTILIZADOS.....................................................................................55 5.2- MÉTODOS DE SELEÇÃO DA ORDEM DO MODELO...................................59 5.3- RESULTADOS GRÁFICOS E NUMÉRICOS DOS MODELOS OBTIDOS.....63 5.4- COEFICIENTES ESTIMADOS DOS MODELOS OBTIDOS...........................74 5.5- RESULTADOS DOS MODELOS VARIANDO O HORIZONTE DE PREDIÇÃO ...............................................................................................................................77 5.6- RESULTADOS DA ANÁLISE DOS RESÍDUOS .............................................84 CAPÍTULO VI............................................................................................................98 CONCLUSÃO ...........................................................................................................98 REFERÊNCIAS.......................................................................................................100 xvii 1 CAPÍTULO I INTRODUÇÃO 1.1- APRESENTAÇÃO O problema abordado neste trabalho decorre da dificuldade ao se modelar sistemas dinâmicos1 e não lineares para otimizá-los, haja vista que estes não possuem explicitadas as relações entre suas variáveis e as não linearidades destas relações. Os sistemas dinâmicos encontrados na prática são, em última análise, não lineares. É bem verdade que em alguns casos aproximações lineares são suficientes para aplicações práticas (Aguirre, 2000). Sistemas dinâmicos estão presentes na maioria dos processos de transformação, onde as variáveis que influenciam na qualidade do produto final são contínuas. Dentre as quais se destacam: temperatura, vazão, nível e pressão. As indústrias petroquímicas, álcool, celulose e de cimento se enquadram nesta classe. Nestas indústrias, cuja produção é contínua, e que possuem como essência a separação de componentes da matéria-prima, a destilação é um processo de predominância. Sobretudo nas indústrias petroquímica e do álcool é o principal processo de transformação de matéria prima em produto final. Colunas de destilação ou torres de destilação estão presentes em grande número nas usinas de produção de álcool e também em refinarias de petróleo, e unidades de processamento de gás-natural. Estes processos industriais são perfeitos exemplos de sistemas dinâmicos, multivariáveis e de comportamento não linear. Na indústria é comum que a matéria prima seja destilada inicialmente em uma coluna A (fracionadora) obtendo assim uma gama de derivados. Alguns destes por sua vez seguem para uma coluna B (retificadora) para a extração de derivados de 1 Sistemas dinâmicos são sistemas cujas variáveis possuem determinado comportamento que sofre influência do fator tempo. 2 maior valor agregado. Este procedimento está presente tanto na indústria do petróleo quanto na do álcool. As colunas de destilação industriais são sistemas dinâmicos, multivariáveis, e não lineares; a coluna de destilação existente no CEFET-Campos é um exemplo. Esses sistemas para serem otimizados primeiro devem ser modelados. O problema está, então, em encontrar uma classe de modelos para representá-los. Carvalho, et al. (2004) utilizaram redes neurais artificiais do tipo MLP (Multi Layer Perceptron) para modelar a coluna de destilação do CEFET-Campos. Os dados utilizados foram registrados por uma placa de aquisição de dados do tipo CIODAS08/jr-AO, com resolução de 12 bits. As variáveis com dados disponíveis são a vazão de alimentação e a temperatura de topo, únicas possíveis de mensuração. A rede neural MLP contém três entradas: vazão no instante atual, vazão no instante anterior, temperatura no instante anterior. A variável de saída selecionada foi a temperatura de topo no instante atual. Os resultados do trabalho foram registrados apenas de forma gráfica, comparando a saída do modelo com a saída observada do sistema. A proposta deste trabalho é utilizar modelos auto-regressivos para modelar a relação entre as principais variáveis da coluna de destilação: vazão de alimentação, temperatura da base, nível da base, temperatura de topo e pressão no topo, levando em consideração as restrições construtivas do equipamento e do sistema de medição. Os modelos auto-regressivos possuem vasto histórico de aplicações na modelagem de sistemas industriais e de séries temporais. 1.2- MOTIVAÇÃO Pesquisa operacional é o nome dado a um conjunto de modelos e algoritmos destinados a determinar o melhor curso das ações que visam garantir o funcionamento ótimo de sistemas, sob restrições de recursos escassos (Paula Junior, 1998). Neste processo de busca pelo “ótimo”, a pesquisa operacional passa a ser um método com duas etapas bem distintas, a modelagem do sistema como um 3 problema de otimização ou modelo de programação matemática, e a resolução deste modelo através de algum algoritmo. A modelagem dos sistemas ou processos que serão otimizados é um misto de arte e ciência; sua fundamentação é matemática, mas a visão do sistema varia de modelador para modelador, em suma, pode-se obter modelagens diferentes para o mesmo problema, e ambas estarem corretas. Modelagem caixa branca é também conhecida como modelagem pela física ou modelagem conceitual. Contudo, devido ao conhecimento e tempo necessário para modelar um sistema partindo do equacionamento dos fenômenos envolvidos, nem sempre é viável seguir este procedimento (Aguirre, 2000). Sistemas não lineares possuem descontinuidades, ou seja, diferentes relações entre as mesmas variáveis tratadas, à medida que se caminha pelas diferentes partes do domínio. Os modelos auto-regressivos podem ser ajustados aos dados amostrados de um sistema industrial, com o intuito de fornecer a representação matemática necessária para o objetivo do pesquisador. Tanto a otimização de colunas de destilação quanto o controle das variáveis de processo são de grande interesse do ponto de vista da produtividade. Considerando que as duas áreas trabalham em conjunto, os valores operacionais ideais para as variáveis de processo podem ser obtidos por ferramentas de pesquisa operacional e a garantia da manutenção destas variáveis nos valores ideais é fornecido pela teoria de controle. Nos dois casos a necessidade de modelagem do sistema em estudo é de primeira necessidade. A técnica proposta constitui-se como ferramenta para profissionais que necessitam modelar sistemas de natureza dinâmica, considerando o fato de que para tanto, não necessitam de modelo fenomenológico, mas sim um conjunto de dados representativos do comportamento deste. 1.3- OBJETIVO O objetivo principal deste trabalho é a modelagem da coluna de destilação do CEFET-Campos, suprindo a ausência de modelo matemático que reproduza seu comportamento dinâmico. Como objetivos intermediários podem-se destacar: 4 Domínio de ferramental teórico necessário, acerca dos modelos auto- regressivos, estes selecionados para representar a coluna de destilação; Documentação dos resultados dos modelos aplicados; O objetivo do trabalho não é encontrar a solução ótima para o problema de produção alcoólica da coluna de destilação, mas sim, obtenção de um modelo matemático que possa ser utilizado adiante para este e outros fins. 1.4- ORGANIZAÇÃO A dissertação está organizada da seguinte forma: Capitulo I – Introdução Esse capítulo fornece uma introdução a respeito dos assuntos que serão abordados ao longo da monografia, descrevendo de forma sucinta os objetivos, a motivação e como estão organizados os capítulos. Capítulo II – Destilação O segundo capítulo trata de questões relativas ao problema abordado, ou seja, o processo de destilação e a modelagem de colunas de destilação. Um breve histórico, técnicas utilizadas para a modelagem e descrição do objeto de estudo. Capítulo III – Ferramental Teórico No terceiro capítulo, são apresentados conceitos relativos aos modelos autoregressivos, classe de modelos escolhida para representar matematicamente o sistema. Este capítulo contém explanação sobre os pontos mais importantes de tal paradigma e também o estado-da-arte. Neste capítulo, é apresentada também a fundamentação do método dos estimadores mínimos quadrados. É também exposto o método quando aplicado ao problema de estimação dos coeficientes do modelo auto-regressivo. 5 Capítulo IV – Metodologia A partir do ferramental teórico apresentado nos capítulos anteriores, desenvolve-se neste a metodologia utilizada para aplicação do ferramental teórico aos dados do problema real. Os artifícios e detalhes técnicos são apresentados e os critérios utilizados nas etapas da metodologia para obtenção do modelo. Capítulo V – Resultados Obtidos Neste capítulo são apresentados os resultados obtidos por meio da aplicação da metodologia. O desempenho do modelo ajustado será verificado por índices de desempenho e seus resultados serão sumariados em tabelas e a aderência da predição do modelo aos dados observados do sistema será contemplada de forma gráfica. Os resíduos do modelo serão analisados. Capítulo VI – Conclusões e Recomendações O último capítulo apresenta as conclusões em relação ao trabalho desenvolvido. Sugestões de trabalhos futuros também são apresentadas. 6 CAPÍTULO II DESTILAÇÃO: UM BREVE HISTÓRICO 2.1- COLUNAS DE DESTILAÇÃO Os processos de separação de diversos líquidos tem origem no século II da era cristã, quando, no Egito, Zozime e Hermes foram considerados os mestres na arte da destilação. Dos séculos VII ao XII, os árabes dedicam-se ao processo de destilação nos chamados alambiques. A partir do século XVI o avanço foi maior e no século passado (XIX) conseguiram desenvolver o alambique e chegar ao ponto de partida dos equipamentos de destilação (colunas) que produzem álcool de forma contínua (Rasovsky, 1973). Para prosseguir no entendimento do processo de destilação e suas particularidades faz-se necessário definir a destilação. O princípio da destilação consta do fenômeno de fracionamento dos líquidos, onde os mais voláteis, com pontos de ebulição mais baixos separam-se em primeiro lugar, seguidos pelos outros componentes em seqüência correspondente às suas respectivas volatilidades (Rasovsky, 1973). O processo de destilação tem por objetivo a separação de componentes de uma fase líquida através de sua vaporização parcial. Estes vapores oriundos da vaporização são ricos de componentes mais voláteis do que o líquido, o que permite a separação (Gomide, 1988). As colunas de destilação são os mais importantes equipamentos para a separação de uma mistura de líquidos miscíveis em seus componentes na indústria química e petroquímica. Esta separação é realizada aproveitando-se o fato de os elementos constituintes da mistura terem diferentes temperaturas de ebulição. Assim através do fornecimento de calor à mistura consegue-se preferencialmente vaporizar as substâncias mais voláteis, que são condensadas no topo da coluna, enquanto as menos voláteis tendem a permanecer na fase líquida do fundo da coluna (Campos e Teixeira, 2006). As operações de destilação em geral baseiam-se no mesmo princípio, porém, difere entre si, principalmente pelo tipo de equipamento usado. 7 De todos os processos, é na destilação fracionada que se obtém um maior enriquecimento do vapor produzido, isto acontece em um equipamento chamado de coluna ou torre de fracionamento2. Esta coluna é composta por pratos ou bandejas horizontais perfuradas. Na Figura 1 podem ser visualizados os três tipos de colunas utilizadas na destilação do álcool. Figura 1 - Esquemas com colunas A, B e C para os processos de destilação, retificação e desidratação (Rasovsky, 1973). Ao ser aquecido no refervedor3 o vapor sobe pela coluna em contra-fluxo à mistura que desce pela mesma, através da vazão de refluxo. O refluxo estabelece, portanto uma corrente líquida que desce de prato em prato na coluna (Gomide, 1988). Na Figura 2 é apresentada o fracionador de pratos, uma representação gráfica para uma coluna de destilação contendo refluxo e refervedor. 2 3 Equipamento industrial capaz de separar por vaporização componentes de uma mistura. Trocador de calor situado na base da torre com a finalidade aquecer a mistura. 8 Figura 2 - Fracionador de pratos – coluna ou torre fracionadora (Rasovsky, 1973). O álcool produzido do vinho (oriundo do processo de fermentação do caldo da cana de açúcar) considerado um sistema multicomponente, é obtido usando-se as colunas de fracionamento. De acordo com sua graduação alcoólica dividem-se em álcool bruto ou fraco ( 52 a 92 o GL), álcool retificado ou hidratado (94 a 96 o GL) e álcool anidro ou absoluto (99,95 o GL). O álcool fraco é produzido em uma primeira coluna de fracionamento (coluna A); este é retificado em uma segunda coluna (coluna B) e finalmente para o processo de obtenção do álcool anidro (coluna C), que usa um terceiro agente chamado de arrastador4 ou outro elemento apropriado, eliminando-se do álcool retificado a parcela d’água nele contida que não se consegue separar mais pelo fracionamento (Rasovsky, 1973). 4 Tipo de equipamento utilizado para realizar destilação por arraste. 9 2.2 – OBJETO DE ESTUDO A partir de um sistema real instalado no laboratório de pesquisa e automação do CEFET-Campos, podem-se coletar dados das variáveis: temperatura, pressão vazão e nível de uma coluna de destilação piloto, e a partir deles ajustar uma classe de modelos paramétricos que reproduza de maneira satisfatória o comportamento do sistema real. Visando o desenvolvimento de pesquisa e aprimoramento no processo de destilação, o professor Luiz Paulo Miranda Vaillant, do curso de Química da então Escola Técnica Federal de Campos, hoje CEFET-Campos, projetou uma coluna de destilação para fins didáticos. Em 1989, como resultado de um intercâmbio entre a Refinaria Nacional de Sal – Sal Cisne – localizada em Cabo Frio – RJ e a instituição, o curso técnico de Instrumentação recebeu como doação a coluna de destilação (Crespo, 2000). De um modo geral as destilações na prática industrial envolvem misturas multicomponentes, porém a compreensão dos princípios da destilação de misturas binárias é particularmente importante, pois ela constitui a base de operações mais complexas (Gomide, 1988). Para efeito didático usa-se neste trabalho uma mistura binária composta por água e etanol comercial (álcool hidratado) a uma graduação em torno de 6 a 10o GL. A coluna de destilação, em questão neste trabalho, é composta das colunas A e B sobrepostas, diferenciando-a das destilarias industriais convencionais (Figura 3). Figura 3 - Coluna de destilação piloto (Crespo, 2000). 10 Diferente dos sistemas industriais a coluna de destilação em questão não apresenta subsistemas como referverdor e refluxo de topo5. A fonte térmica é uma resistência elétrica de 1000W, alojada no interior da base da coluna. Todo o destilado obtido se condensa e é coletado em uma proveta, portanto a temperatura de topo é controlada totalmente através da vazão na entrada, uma vez que a resistência elétrica não varia. Na Figura 4 é apresentada a coluna de destilação piloto instalada e com a sua instrumentação. Figura 4 - Coluna de destilação piloto instalada (Naegele, 2000). Como forma de reproduzir em laboratório o ambiente encontrado na indústria, a coluna de destilação possui um sistema de aquisição de dados de porte industrial. Os instrumentos de medição das variáveis do processo são interligados em uma rede Foundation Fieldbus6 - vide Figura 5. Através de uma DFI (Device Fieldbus Interface) a rede de instrumentos se integra a uma rede ponto-a-ponto com o computador, onde são disponibilizadas as informações oriundas do processo e estas podem ser monitoradas e modificadas através do Syscon®7. 5 Retorno de parte do produto destilado, para favorecer a produção de álcool e controlar a temperatura. 6 Sistema de comunicação de instrumentos em rede, aplicação industrial. 7 Software de configuração da rede fieldbus. 11 Figura 5 - Instrumentos interligados em rede fieldbus. Através de uma integração entre os seguintes softwares: Syscon®, OPC link® e InTouch 6.0®8, um programa foi criado para registrar os valores numéricos das variáveis ao longo do tempo em arquivo texto. Este arquivo é manipulado posteriormente para que seja montada a matriz de dados para formar os conjuntos de estimação e validação utilizados na modelagem. Existem duas diferenças importantes entre, a coluna didática e uma coluna industria: a primeira está no sistema de aquecimento da mistura. Em colunas industriais o aquecimento faz-se em um equipamento chamado de refervedor, cuja função é vaporizar a mistura oriunda do fundo da coluna através de transferência de calor, realizada por vapor de água que passa através dos tubos. O aquecimento da mistura é realizado no interior da base, através de uma resistência elétrica de aço inoxidável e potência máxima de 1000 W sob uma tensão de 127 V; A segunda está no sistema de retorno do destilado à coluna, chamado de refluxo, cuja finalidade é enriquecer a composição do destilado de forma a obter-se um álcool entre 92 a 96º GL. A coluna didática também não dispõe deste sistema. 2.3 – CARACTERÍSTICAS FÍSICAS A coluna de destilação é constituída de 5 gomos de 150 mm de altura e 150 mm de diâmetro cada e 10 pratos perfurados sem calotas, funcionando como coluna de destilação e uma coluna de retificação, sobreposta à primeira, com 5 8 Software de supervisão de plantas de processo na indústria, propriedade da Invensys Systems, Inc. 12 gomos de 80 mm de altura e 150 mm de diâmetro cada e 10 pratos perfurados sem calotas, funcionando como coluna de retificação e uma base, também chamada de panela, com 200 mm de altura, perfazendo 1370 mm de altura total e 150 mm de diâmetro, trocadores de calor, instrumentos industriais para a medição e atuação do processo, tubulações, tanques de preparação e armazenamento da mistura binária e sistema digital de aquisição de dados. O sistema de instrumentação atual, instalado na coluna de destilação pode ser visto na Figura 6. Figura 6 - Coluna de destilação piloto com a instrumentação atual. Os trocadores de calor tipo “casco e tubo”, projetados e construídos em aço inoxidável 316, possuem, cada um, 300 mm de comprimento e 60 mm de diâmetro do casco e 6 mm de diâmetro do tubo, foram projetados para serem utilizados como aquecedores da mistura que será destilada e como condensadores dos vapores alcoólicos que saem do topo da torre e podem ser vistos na Figura 7. 13 Figura 7 - Trocadores de calor da coluna de destilação. As conexões, tanto da torre quanto dos trocadores de calor, são de ¼ de polegada. Por esse motivo, o diâmetro de ¼ de polegada foi adotado como medida padrão de todas as tubulações metálicas. A base da coluna de destilação é onde ser deposita a mistura a ser destilada – vide Figura 8. Figura 8 - Base da coluna de destilação. 14 Na Figura 9 é mostrado o ponto de alimentação da coluna de destilação, e sua válvula de controle de vazão. Figura 9 - Ponto de alimentação da coluna de destilação. O sistema de aquecimento da mistura é feito na base da coluna através de uma resistência de 1000W de potência (2X500W) em 127V de tensão alternada. A resistência foi fabricada em aço inoxidável para evitar a corrosão devido à presença de álcool na mistura e da temperatura de uso. Para a preparação e armazenamento de mistura foram utilizadas bombonas plásticas de 50 litros cada – vide Figura 10. São interligadas duas a duas através de tubos e conexões plásticas, e a graduação alcoólica desejada obtida através do acréscimo de água ou álcool na mistura. Ao lado da parte inferior de uma delas foi instalada uma bomba elétrica de corpo plástico, similar às utilizadas em máquinas de lavar roupas, com a função de transferir toda a mistura para o tanque de armazenamento da mistura, construído da mesma forma que o outro. Este tanque foi instalado num suporte em madeira e com uma altura de 800 mm acima do ponto de alimentação, de forma a permitir o fluxo da mistura por gravidade do tanque para coluna. 15 Figura 10 - Sistema de armazenamento da mistura binária. O processo de destilação possui dois circuitos líquidos distintos: um constituído de mistura hidroalcoólica, tanto com graduação baixa (no caso da mistura e do refugo) como graduação alta (no caso do destilado) e outro de água para refrigeração. Desta forma, utilizou-se tubos e conexões em aço inoxidável para o primeiro caso, principalmente devido ao alto poder de corrosão e da temperatura do álcool, e tubos e conexões de cobre, para o segundo caso. 2.4 – O PROCESSO DE OBTENÇÃO DE ÁLCOOL HIDRATADO NA COLUNA PILOTO O processo de obtenção de álcool hidratado na coluna de destilação pode ser descrito da seguinte forma: a) A mistura binária a ser destilada é produzida no tanque de preparo de mistura, com percentual de álcool que se deseja obter. Tal percentual é medido através de análise química da mistura; b) A mistura é bombeada para os tanques de armazenamento de mistura binária; c) A mistura é então enviada para coluna através de uma tubulação. Os tanques de armazenamento estão instalados numa plataforma 800 mm acima do ponto de entrada na coluna. Portanto, a entrada da mistura é feita por gravidade. 16 Antes de ser admitida na coluna, porém, a mistura é aquecida nos tubos internos de dois pré-aquecedores, que recebem o refugo que será descartado. Esse refugo, na mesma temperatura da base, funciona como meio quente no processo. A mistura passa pelo medidor magnético de vazão; d) A mistura pré-aquecida entra na coluna através da entrada do prato número 10, equivalente ao topo da coluna de destilação. Neste instante inicia-se o processo da destilação, pois na base da torre está instalada a resistência elétrica para gerar calor e permitir que a temperatura na base fique em torno de 99 ºC. Dois fluxos internos são estabelecidos: um, partindo da base da coluna em forma de vapores que vão sendo enriquecidos na medida em que ascendem até o topo e outro em forma de líquido que, iniciado no topo, devido à temperatura do topo não ser suficiente para a vaporização do componente água, desce tornando-se cada vez mais pobre do componente álcool e aumentando o ponto de ebulição, até que chega à base, praticamente isenta de álcool. O álcool inicialmente destilado na coluna de destilação é desidratado na coluna de retificação, saindo sob forma de vapor rico em álcool no topo, este é enviado através da tubulação ao condensador. Esse condensador recebe no casco, em contra-fluxo, água na temperatura ambiente. Dessa forma, o álcool é condensado e enviado ao recipiente de destilado. O nível desejado para a base da coluna é de 75% da faixa de medição, sendo de grande importância este controle que objetiva evitar que a resistência elétrica fique fora do meio líquido, o que provocaria seu rompimento. O valor desejado descoberto empiricamente para a temperatura de topo é de 78 ºC. 2.5 – ALGUNS PROBLEMAS DO SISTEMA Segundo Crespo (2000): a) A pressão no topo da coluna foi extremamente crítica quanto à regularidade. Observou-se uma variação muito rápida, de uma pressão relativa positiva de 200 mm H2O a uma pressão relativa negativa em torno de 80 mm H2O. Este fato foi resultante das interrupções da fonte térmica, que causaram a condensação do álcool em forma de vapor no último prato (topo da torre, prato número 20), fazendo-o descer para os pratos anteriores e conseqüentemente causando vácuo; 17 b) A vazão de entrada, por conseguinte, variou de acordo com a pressão interna da coluna, visto que a alimentação foi feita por gravidade; c) A temperatura na base da coluna manteve-se num valor abaixo de 99,5 ºC durante a fase em que a temperatura da vazão de entrada equilibrou-se num valor em torno de 55 ºC. Isso é explicável pela mistura ter entrado no processo já aquecida. Assim, o refervedor e o refluxo são de grande importância na destilação em processos contínuos. O primeiro, responsável pela maior capacidade volumétrica da mistura na base, permitindo um tempo maior de vaporização do álcool, resultando em um rendimento maior e em um menor teor de álcool no refugo. O segundo, responsável pelo aumento da concentração do álcool e pela regularidade da temperatura no topo da coluna. Os problemas acima mencionados foram solucionados durante a pesquisa de Crespo (2000). Quanto ao item C, a injeção da mistura passou a ser feita em temperatura ambiente. 2.6 – MODELAGEM DE COLUNAS DE DESTILAÇÃO O modelo matemático de um sistema é definido como um conjunto de equações usado para representar o sistema físico (Phillips e Harbor, 19969, apud Crespo, 2000). Do ponto de vista da Engenharia de Controle, define-se modelagem como: A atividade de representação dos principais fenômenos que ocorrem no processo, por equações e correlações entre suas variáveis mais significativas e que tenham um papel importante nos projetos de suas malhas de controle (Valdman, 199910, apud Crespo, 2000). A modelagem fenomenológica usa leis físicas e correlações para descrever o sistema. Um processo pode ser caracterizado por suas variáveis de estado que descrevem a quantidade de massa, energia e momento linear do sistema. As variáveis típicas que são escolhidas são: posições e velocidades (sistemas mecânicos), tensões e correntes (sistemas elétricos), níveis e vazões (sistemas 9 Phillips, C. L., Harbor, R. D. (1996) Sistemas de controle e Realimentação. São Paulo: Makron Books, 558p. 10 Valdman, B. (1999) Dinâmica e Controle de Processos. 1. ed. Santiago: Belkis valdman, 216p. 18 hidráulicos), e temperaturas, pressões e concentrações (sistemas químicos, térmicos e de reações). A relação entre os estados é determinada usando-se balanços (princípios de conservação) de momento linear, massa, energia e também outras equações constitutivas (correlações) (Seborg e Mellichamp, 198911, apud Campos e Teixeira, 2006). Como alternativa para modelagem de sistemas sem a exigência da modelagem analítica, surge a identificação de sistemas. A identificação de sistemas se propõe a obter um modelo matemático que explique, pelo menos em parte e de forma aproximada, a relação de causa e efeito presente nos dados (Aguirre, 2000). Em linhas gerais existem duas metodologias para a identificação de modelos em sistemas físicos e químicos. 1-Metodologia Empírica Conhecida como identificação experimental de processos, consiste em submeter à entrada do processo a uma perturbação de um dos tipos: a) degrau12 b) pulso13 c) senoidal14 analisar as respostas ao teste escolhido, determinando as equações e correlações do modelo. 2-Metodologia Analítica É baseada no levantamento de equações diferenciais e algébricas que compõem o modelo, é fundamentada nas leis da física, química e físico-química. Esta metodologia analítica também é denominada de modelo matemático ou fenomenológico do sistema. Segundo Campos e Teixeira (2006), a identificação do processo inclui os seguintes passos: Planejamento e execução experimental; Seleção da estrutura do modelo (linear ou não); Estimação dos parâmetros do modelo e Validação do modelo. 11 Seborg, Melichamp (1989) Process Dynamics and Control, Wiley. Variação de amplitude de um sinal entre patamares e de forma abrupta. 13 Variação de amplitude de um sinal partindo de um patamar, alcançando outro e retornando de forma imediata. 14 Variação de amplitude de um sinal descrevendo trajetória semelhante a do gráfico da função seno. 12 19 Aguirre (2000) é mais completo e apresenta a identificação de sistemas com mais uma etapa: Testes dinâmicos e coleta de dados; Escolha da representação matemática; Determinação da estrutura do modelo; Estimação dos parâmetros e Validação do modelo. Sistemas e colunas de destilação são foco de pesquisas na área de modelagem e identificação de sistemas. A motivação vem do fato de serem sistemas multivariáveis e não lineares, o que requisita do modelador capacidade técnica e metodologia aprimorada. Hovd, et al. (1997) projetam e desenvolvem uma estratégia de controle preditivo baseada em modelo para uma coluna de destilação a vácuo. Para a modelagem escolhem uma representação no espaço de estados, considerado semirigoroso, pois as restrições do sistema real inviabilizam uma modelagem mais rigorosa, sobretudo pela gama variável de produtos produzidos pela unidade de refino. Schneider, et al. (2001) realizam a modelagem dinâmica e simulação de uma coluna de destilação reativa de lotes. As relações dinâmicas das equações de transporte foram modeladas através de equações diferenciais, e incluem a transferência de massa, calor e da reação química. Foram utilizados para validação do modelo dados de uma coluna de destilação piloto. Doma, et al. (2001) utilizam uma metodologia de modelagem em malha fechada, ou seja, a dinâmica do sistema é modelada enquanto o mesmo é controlado. As vantagens são significativas uma vez que a perturbação na forma de degrau em malha aberta leva o sistema a condições operacionais improdutivas. O modelo identificado é do tipo MIMO (Multiple-Input and Multiple-Output), e foi utilizado como base para um controlador preditivo para controle de uma coluna de destilação de uma refinaria de petróleo. Belincanta (2004) realizou testes dinâmicos em uma coluna de destilação do tipo etanol-água com o objetivo de modelar as relações existentes entre velocidade superficial do vapor, a fração de área livre do escoamento e a concentração de etanol nas condições hidrodinâmicas e de eficiência do prato. Seus resultados demonstram que a velocidade superficial é muito influenciada pela fração de área 20 livre do escoamento e apresenta uma correlação empírica para a predição da altura da dispersão em função das propriedades físicas e operacionais da planta. Moraes (2004) apresenta uma abordagem com modelos auto-regressivos lineares com variáveis exógenas (ARX) para modelar os diversos subsistemas de uma unidade de fracionamento de Nafta, que grosso modo, nada mais é que uma coluna de destilação. Marangoni (2005) estudou o comportamento de uma coluna de destilação e realizou testes dinâmicos para levantamento do modelo em regime estacionário da planta. A partir de uma perturbação na composição da mistura de alimentação da planta, foram calculados os parâmetros de funções de transferência contínuas para sistema de primeira ordem com tempo morto. A partir destes modelos uma estratégia de controle distribuída foi implementada e seus resultados expostos. Zanata (2005) realizou testes dinâmicos em uma coluna de destilação de petróleo para obtenção de um modelo dinâmico que relacionasse temperatura nos pratos com a composição do produto de topo da coluna. O modelo utilizado para ajuste aos dados foi uma rede neural artificial. 21 CAPÍTULO III FERRAMENTAL TEÓRICO 3.1- MODELOS AUTO-REGRESSIVOS A metodologia proposta neste trabalho faz uso de representações lineares, para a modelagem de sistemas dinâmicos, através de equações de recorrência conhecidas como modelos auto-regressivos. Estes modelos foram utilizados inicialmente por pesquisadores da área de modelagem de séries temporais tendo como principais divulgadores Box e Jenkins (1994) que apresentaram o modelo ARIMA. Eles utilizaram os modelos ARIMA para solução de problemas de previsão de séries temporais e controle. Os pesquisadores da área de identificação de sistemas passaram a utilizar variações dos modelos auto-regressivos para modelagem de sistemas dinâmicos da indústria. Dando origem a novas configurações de modelos auto-regressivos que incluíam no modelo séries temporais de diversas variáveis, componentes para modelagem de não linearidades do sistema e outras variações. Estes modelos são também conhecidos como modelos de predição de erro, devido ao critério de seleção baseado no erro de predição do modelo obtido. Estes modelos são aplicados sobre seqüências de observações de uma ou mais variáveis do sistema em estudo. Este conjunto de observações da variável pode ser representado por um sinal yt y t , yt 1 , , y t k . Onde t é o instante referente a um dado valor de y e k é o valor do atraso considerado para o sinal. Os modelos auto-regressivos possuem diversas variações e formatos em que podem ser apresentados. Abaixo são apresentadas algumas destas variações em sua forma polinomial compacta e estendida. O modelo auto-regressivo AR é o mais comum destes modelos paramétricos e sua formulação é a seguinte: A(q 1 ) y (t ) e(t ) O operador q na toma o valor da função y t em um instante anterior yt n a . Ao selecionar a ordem n a do operador é determinado o número de valores 22 atrasados de y t serão utilizados para determinar o valor no instante atual. O erro cometido ao se tentar modelar yt em função dos seus valores atrasados é dado por et . Desta forma: q 1 y t y t 1 q 2 y t y t 2 q na yt yt n a O termo A(q 1 ) é um polinômio na variável q e possui a seguinte representação: A( q 1 ) 1 a1 q 1 ... a na q na Sendo assim a versão expandida do modelo AR fica sendo: y(t ) a1 y (t 1) ... a na y (t na ) e(t ) Se, ao modelo AR for acrescentado uma entrada externa u (t ) , que nada mais é que uma série temporal de uma variável tida como entrada que também deve ser admitida como parte que explica o comportamento de y(t ) , ou seja, o valor de y(t ) não pode ser explicado somente pelos seus valores atrasados, mas também pelos valores atrasados de outra variável. Chega-se ao seguinte modelo ARX: A( q 1 ) y(t ) B ( q 1 )u (t nk ) e(t ) , onde: B(q 1 ) b1 b2 q 1 ... bnb q nb 1 O modelo ARX expandido seria: y (t ) a1 y(t 1) ... a na y (t n a ) b1u (t n k ) b2 u (t n k 1) ... bnb u (t nk nb 1) e(t ) onde na e nb são as ordens dos polinômios A( q 1 ) e B ( q 1 ) , enquanto que nk é o número de atrasos da saída para a entrada. Se acrescentada uma componente de média móvel (MA) ao modelo passamos a um modelo ARMAX, descrito por: A( q 1 ) y (t ) B ( q 1 )u (t n k ) C (q 1 )e(t ) , onde: C (q 1 ) 1 c1q 1 ... cnc q nc , é possível notar que o polinômio C (q 1 ) é similar ao polinômio A( q 1 ) . Aplicando os polinômios expandidos no modelo ARMAX, tem-se: y(t ) a1 y (t 1) ... a na y (t na ) b1u (t n k ) b2 u (t n k 1) ... bnb u (t n k nb 1) e(t ) c1e(t 1) ... c nc e(t n c ) 23 Existem ainda outras variações dos modelos auto-regressivos que possuem denominações próprias tais como os modelos OE (Output Error) e BJ (Box & Jenkins). A estrutura do modelo OE é a seguinte: y (t ) B(q 1 ) u (t nk ) e(t ) , onde: F (q 1 ) F (q 1 ) 1 f 1q 1 ... f n f q n f , similar ao polinômio A( q 1 ) , a estrutura do modelo BJ é a seguinte: y (t ) B(q 1 ) C (q 1 ) u ( t nk ) e(t ) , onde: F (q 1 ) D(q 1 ) D( q 1 ) 1 d 1q 1 ... d nd q nd , similar ao polinômio A( q 1 ) De uma forma geral, existe um modelo que representa qualquer um dos modelos auto-regressivos anteriormente mencionados, ou seja, qualquer modelo linear e discreto no tempo. A(q 1 ) y (t ) B(q 1 ) C (q 1 ) u ( t nk ) e(t ) , podendo ser utilizado para todos os F (q 1 ) D(q 1 ) casos anteriores, sendo que estes seriam casos especiais onde, as ordens dos polinômios desnecessários seriam zeradas da seguinte forma: Tabela 1 - Tabela de polinômios retirados do modelo geral. Modelo Grau do polinômio a ser zero AR B ( q 1 ), F (q 1 ), C ( q 1 ), D (q 1 ) ou seja, nb , n f , nc e nd 0 ARX F ( q 1 ), C ( q 1 ), D( q 1 ) ou seja, n f , nc e nd 0 ARMAX F ( q 1 ), D( q 1 ) ou seja, n f e n d 0 OE A(q 1 ), C (q 1 ), D(q 1 ) ou seja, n a , nc e n d 0 BJ A(q 1 ) ou seja, na 0 Dependendo do sistema a ser modelado ele pode possuir mais de uma entrada externa gerando a seguinte estrutura: Bnu (q 1 ) B1 (q 1 ) C (q 1 ) A(q ) y (t ) u ( t n ) ... u ( t nk ) e(t ) 1 k1 n nu F1 (q 1 ) Fnu (q 1 ) u D (q 1 ) 1 Demais estruturas podem ser encontradas na literatura, mas para este trabalho explanar sobre estas, é o suficiente. 24 3.1.1- ESTADO DA ARTE DA APLICAÇÃO DE MODELOS AUTO-REGRESSIVOS A modelagem de colunas de destilação através de modelos auto-regressivos é consolidada sobre pesquisas relacionadas a diversas áreas de conhecimento, tais como: sistemas dinâmicos, engenharia de controle e processamento de sinais, sempre com intuito de obtenção do modelo dinâmico do processo para fundamentar análises e projetos que venham a melhorar seu desempenho em operação. Sob a ótica da pesquisa operacional, uma coluna de destilação pode ser enxergada como um problema de otimização, dotado de função objetivo e restrições. Encontrar as relações implícitas aos dados oriundos deste sistema é dar suporte para a modelagem da função-objetivo do problema. A técnica se sustenta no potencial dos modelos auto-regressivos propostos para a modelagem de sistemas dinâmicos multivariáveis. Aguirre et al. (1998) aplicam modelos NARMAX (Non linear Auto-Regressive Moving Average with eXogenous inputs), para modelar um forno elétrico com elemento de aquecimento interno de 200 watts. Barroso et al. (2002) apresentam a identificação de um conversor CC-CC 15 BUCK , que possuía faixa restrita para os valores de entrada. Furtado et al. (2002) experimentam modelos NARMAX para identificação de um forno a arco elétrico, modelados e gerados os dados através de simulação, apenas para verificação da eficácia do método. Jurado e Carpio (2003) aplicam os modelos NARX para identificação de uma micro-turbina composta pelos demais subsistemas: combustível, controle de velocidade e de temperatura. Moraes (2004) apresenta uma abordagem com modelos auto-regressivos lineares com variáveis exógenas (ARX) para modelar os diversos subsistemas de uma unidade de fracionamento de Nafta, que grosso modo, nada mais é que uma coluna de destilação. Bravo (2006) utiliza modelos ARX para identificação da resposta dinâmica de um motor DC, utilizando dois softwares distintos: MATLAB®16 e LABVIEW®17. Júnior e Barbabela (2006) utilizam modelos auto-regressivos para predição de valores futuros dos preços de derivados de petróleo, onde modelavam séries 15 Dispositivo eletrônico utilizado para reduzir a tensão aplicada na entrada. MATrix LABoratory – software proprietário da THE MATWORKS INC. 17 Software de simulação computacional, propriedade da National Instruments. 16 25 temporais com histórico superior a dez anos e através de correlação cruzada, definiram a ordem dos modelos auto-regressivos. Carvalho e Guillermo (2007) ajustam um modelo auto-regressivo do tipo ARX a partir de dados de uma coluna de destilação piloto do CEFET-Campos e validam o modelo com dados de cinco testes dinâmicos realizados no sistema real. 3.2- ESTIMAÇÃO DE PARÂMETROS Os modelos auto-regressivos devem ter seus coeficientes estimados a partir de métodos específicos de estimação de parâmetros, pois somente depois de estimados os coeficientes do modelo a partir dos dados é que se tem o modelo capaz de representar o comportamento do sistema identificado. Estimação pode ser definida como a forma de obtenção do provável valor de determinado parâmetro, coeficiente ou variável. Todo valor estimado possui um erro implícito. A estimação de parâmetros é utilizada em diversas áreas de pesquisa, mas em todas há necessidade de obtenção de modelos mais próximos do sistema real. Para distribuição de probabilidades de variáveis aleatórias utiliza-se a estimação para obtenção de seus coeficientes. Exemplos destas distribuições são a normal, weibull, exponencial, etc. Modelos baseados nas relações físicas que governam os sistemas podem ter coeficientes estimados. No presente trabalho os coeficientes estimados pertencem a uma classe de modelos pré-formatados e os valores destes coeficientes determinam o quanto este modelo pode explicar o sistema modelado. 26 3.2.1- MÉTODO DOS MÍNIMOS QUADRADOS Figura 11 - Método dos mínimos quadrados. O método dos mínimos quadrados baseia-se na estimação de parâmetros de um modelo a partir da minimização da função de erro existente entre o valor da saída do modelo f xi para um dado valor de entrada xi e o valor da saída observada yi obtida por amostragem do sistema real. É aplicado tipicamente quando se deseja aproximar um modelo padrão devido ao desconhecimento da função real. Trata-se de obter valores para a e b que façam com que f xi y i seja o menor possível para todo xi . Isto é conseguido através da minimização da função f xi y i 2 sendo que esta é uma função que depende de a e b , a, b axi b y i 2 . Para minimizar a função , faz-se: 0 e 0 a b É provável que a reta não consiga passar por todos os pontos, portanto o método não garante que seja zero, mas que seja o menor possível. Dos modelos auto-regressivos apresentados na seção anterior, o escolhido para ajustar-se aos dados do sistema foi o ARX (auto-regressivo com entradas externas). 27 O modelo ARX da seção anterior pode ser visto como um sistema de equações e ter seus coeficientes estimados através do método dos mínimos quadrados. O método pode ser resumido da seguinte forma. A( q 1 ) y(t ) B (q 1 )u (t n k ) e(t ) , onde: A(q 1 ) 1 a1q 1 ... ana q na B ( q 1 ) b1 b2 q 1 ... bnb q nb 1 O modelo ARX expandido seria: y (t ) a1 y (t 1) ... a na y (t n a ) b1u (t n k ) b2 u (t n k 1) ... bnb u (t n k nb 1) e(t ) Modificando sua forma para aplicação do método dos mínimos quadrados: y(t ) T (t 1) e(t ) T (t 1) y(t 1), , y (t n a ), u (t 1),, u (t 1 nb ) T a1 , , a na , b0 , , bnb Onde T (t 1) é a matriz linha de valores coletados do processo para as variáveis envolvidas no modelo, neste caso considera-se um modelo relacionando uma variável de saída y(t ) com uma variável de entrada u (t ) . A matriz coluna de coeficientes a serem estimados através do método dos mínimos quadrados . Um erro obtido na modelagem é representado por e(t ) . O método de mínimos quadrados é largamente utilizado para estimação de parâmetros do modelo de sistemas lineares discretos no tempo. De início será assumido que se conhece o valor estimado do vetor de parâmetros, , e que é cometido um erro e ao se tentar explicar o valor observado de y a partir do vetor de regressores T e de , ou seja, y T e A partir daí o que se tem a fazer é determinar o índice de desempenho do método, sendo que J MQ é a função custo dependente de a ser minimizada: N J MQ (i ) 2 T 2 i 1 J MQ quantifica a qualidade de ajuste de T ao vetor de dados y . Portanto é tido como vantajoso que o valor estimado de minimize J MQ . 28 Determinando-se e N em y T e e substituindo-se o resultado em 2 J MQ e(i) 2 e T e e , tem-se: i 1 J MQ ( y T ) T ( y ) y T y y T T T y T T A fim de minimizar a função custo J MQ com respeito à , é necessário resolver J MQ / 0 . Fazendo-se isso, tem-se: J MQ ( y T ) T T y ( T T ) T y T y 2 T Igualando-se a última equação a zero tem-se: [ T ]1 T y Para que seja o único ponto de mínimo, é necessário verificar que: 2 J MQ 2 2 T 0 A inequação é verdadeira, pois 2 T é positiva definida por construção (Aguirre, 2000). Portanto, a equação [ T ] 1 T y é o estimador que fornece o valor de que minimiza o somatório dos quadrados dos erros. Resumindo: MQ arg min J MQ [ T ] 1 T y Caso o estimador de mínimos quadrados seja adequado, o vetor de erros e será do tipo ruído branco, com média nula e variância e2 . 29 CAPÍTULO IV METODOLOGIA 4.1- INTRODUÇÃO Segundo Box e Jenkins (1994) a metodologia para a identificação de sistemas através de modelos auto-regressivos passa pelas seguintes etapas: Identificação: é a etapa de definição dos filtros mais adequados para a série analisada. Utilizar filtros em excesso na descrição de uma série não promove previsões melhores, além de complicar desnecessariamente seu processamento matemático. Estimação: escolhidos os filtros, estimam-se as ordens e os parâmetros que compõem os modelos. Novamente, é importante manter o modelo em sua forma mais simples, com a menor ordem em cada filtro. Elevar a ordem, ou seja, usar dados referentes ao passado distante que não exercem influencia sobre o comportamento presente não melhora o desempenho do modelo. Diagnóstico: determinar a acurácia do modelo estimado através da comparação dos dados previstos com os dados obtidos a partir da série real. Nessa etapa é realizada avaliação para verificar se o modelo é capaz de prever de forma segura o comportamento futuro do mercado. Caso não seja obtido sucesso no seu uso como “preditor”, retornam-se as etapas anteriores para a busca de um novo modelo. Aplicação: após as etapas anteriores terem obtido êxito, a ferramenta é colocada em uso. Ljung (1994) sugere o ciclo necessário para realizar a identificação de sistemas dinâmicos através de ready-made models, que são a classe à qual pertencem os modelos auto-regressivos – vide Figura 12. 30 Figura 12 - Ciclo de identificação com auxílio computacional. Os retângulos são de responsabilidade do computador e as elipses responsabilidade do usuário (Adaptado de Ljung (1994)). Para aplicação desta metodologia a um sistema real faz-se necessário um maior detalhamento, e explicitar as etapas seguidas por pesquisadores que utilizaram-na para identificação de sistemas similares. 4.2 – ESCOLHA DAS VARIÁVEIS DO MODELO Como primeiro passo para a modelagem da coluna de destilação, pode-se considerar a escolha das variáveis do modelo. Existem diversos critérios utilizados para esta etapa, mas em todos os casos por se tratar de um sistema real, deve-se verificar a viabilidade da medição destas variáveis ao longo do tempo, ou seja, estes valores devem ser amostrados, através de algum sistema de aquisição de dados. Neste ponto surge a primeira forma de seleção das variáveis envolvidas no modelo, pois se a modelagem será realizada a partir de dados obtidos do sistema, só faz sentido selecionar as variáveis que podem ter seus valores amostrados pelo sistema de aquisição de dados da planta. São elas: vazão de entrada, nível da base, temperatura da base, pressão do topo e temperatura do topo. Portanto, o modelo a 31 ser ajustado deve conter no máximo estas cinco variáveis cujas medições estão disponíveis. Esta restrição do processo a ser modelado, é uma primeira seleção das variáveis do modelo, porém é considerada mais como restrição do sistema do que como critério de seleção. Diversos métodos de seleção das variáveis a serem consideradas na modelagem tem sido propostos em trabalhos científicos. A fim de se reduzir o número de variáveis selecionadas para o treinamento da rede, fez-se um estudo comparativo baseado na covariância das temperaturas de cada prato com relação à variável de saída que se quer estimar (composição na saída da torre) (Zanata, 2005). Esta é uma outra forma de selecionar as variáveis para o modelo, chama-se covariância cruzada e pode ser obtida através da equação: Cov x, y k 1 N xt x y t k y N t 1 onde: N é o número de elementos dos vetores; x e y são respectivamente os vetores de entrada e saída; x e y são os valores médios dos respectivos vetores; k é o número de atrasos analisados para o sinal. A figura 13 apresenta o gráfico da covariância cruzada entre as temperaturas dos estágios (pratos) e a composição na saída da torre. 32 Figura 13 - Covariância cruzada das temperaturas nos estágios e a composição (Zanata, 2005). Uma das formas mais difundidas é a utilização da função correlação cruzada. A função de correlação cruzada apresenta-se como uma ferramenta capaz de determinar se há correlação significativa entre duas variáveis candidatas a compor um modelo (Aguirre, 2000). Segundo Lara (2005) a função de correlação cruzada discreta entre dois sinais x t e yt com a mesma propriedade é definida por: 1 N N Rxy k lim N xt yt k t 1 onde: N é o número de elementos dos vetores; x e y são respectivamente os vetores de entrada e saída; k é o número de atrasos analisados para o sinal. Sendo assim as variáveis possíveis de mensuração pelo sistema de aquisição de dados do processo podem ser selecionadas pela significância da correlação que exista entre elas. Um método bem prático da utilização deste critério de seleção é visto em Aguirre (2000). Neste exemplo foram utilizados dados reais coletados na unidade de águas ácidas de uma refinaria de petróleo. Para a seleção das variáveis envolvidas na modelagem, um primeiro critério foi utilizado para selecionar a variável de saída do 33 modelo. Este critério foi o objetivo da modelagem. Desejava-se obter um modelo matemático que explicasse a temperatura no topo da torre de águas ácidas, portanto ela foi selecionada para a modelagem como sendo a única variável de saída do modelo. Restavam então outras sete variáveis do processo as quais deveriam ser selecionadas ou descartadas para integrar o modelo como variáveis de entrada. Após a seleção da variável de saída as demais foram selecionadas como variáveis de entrada de acordo com a significância da correlação que possuíam com a variável de saída. Para medir esta significância foi utilizado o correlograma gerado a partir da utilização da função correlação cruzada. Além da investigação da correlação entre cada uma das candidatas a variáveis de entrada e a variável de saída, também foi investigada a correlação entre elas com o intuito de evitar a inclusão de variáveis redundantes no modelo, o que aumentaria de maneira desnecessária a complexidade. Na Figura 14 (a) (b) e (c) são apresentados os gráficos das funções de correlação cruzada para os casos relatados. Figura 14 - Funções de correlação cruzada (a, b) entre a variável de saída e duas variáveis candidatas a serem entradas, (c) entre (outras) duas variáveis candidatas a serem entradas (Aguirre, 2000). A utilização de procedimento puramente matemático para a seleção de variáveis de um modelo sem sentido e de difícil interpretação (Silva, 2006). 34 No objeto de estudo deste trabalho existem restrições quanto ao número de variáveis monitoradas e possíveis de amostragem, o que influencia na seleção das variáveis do modelo. Além disto é comum nos sistemas industriais considerar como variáveis de entrada aquelas que podem ser manipuladas, e que provocam modificação no estado das demais variáveis e influem diretamente no comportamento da variável de saída. Também é comum serem consideradas como variáveis de saída do sistema, as variáveis que se deseja controlar, com o objetivo da continuidade operacional e produtiva do sistema. No caso específico deste trabalho estas considerações levam a inclusão das variáveis: vazão de entrada e temperatura de topo, respectivamente como entrada e saída do modelo. Desta forma cabe salientar que restrições operacionais, o objetivo da modelagem e heurística devem nortear a formulação de modelos matemáticos que serão utilizados em sistemas de qualquer natureza inclusive os processos industriais. O método de utilização da correlação cruzada entre as variáveis mesuradas foi utilizado para determinação das variáveis que devem fazer parte do modelo. Os dados utilizados para o método são referentes ao primeiro teste dinâmico realizado na planta e que será usado para a estimação de parâmetros do modelo, e podem ser vistos na Figura 15. 35 Comportamento das variáveis ao longo do tempo 100 90 80 Valores das variáveis 70 60 50 40 temp topo vazao temp base pressao nivel base 30 20 10 0 0 500 1000 1500 2000 2500 Tempo em segundos 3000 3500 4000 Figura 15 - Dados utilizados para a seleção das variáveis do modelo. Baseado no objetivo da modelagem, a temperatura de topo foi definida como variável de saída do modelo, ou seja, ela será determinada em função das demais variáveis consideradas como entradas do sistema. Partindo desta prerrogativa, o método de seleção das variáveis para compor o modelo segue o mesmo que em Aguirre (2000), verificação da correlação cruzada entre as variáveis de entrada e a de saída e também entre as de entrada para verificação de redundâncias. Nas Figuras 16, 17, 18 e 19 são apresentados os gráficos para a correlação cruzadas das variáveis de entrada (vazão, temperatura da base, pressão e nível respectivamente) com a variável de saída temperatura de topo. 36 Correlação cruzada entre vazão e temperatura de topo 0.6 Valor de correlação cruzada 0.4 0.2 0 -0.2 -0.4 -0.6 -0.8 -400 -300 -200 -100 0 Atrasos 100 200 300 400 Figura 16 - Correlação cruzada entre a vazão e a temperatura no topo. Correlação cruzada entre a temperatura da base e a temperatura de topo Valor de correlação cruzada 1 0.5 0 -0.5 -400 -300 -200 -100 0 Atrasos 100 200 300 Figura 17 - Correlação cruzada entre a temperatura na base e a temperatura no topo. 400 37 Correlação cruzada entre pressão e temperatura de topo 0.4 0.3 Valor de correlação cruzada 0.2 0.1 0 -0.1 -0.2 -0.3 -0.4 -0.5 -400 -300 -200 -100 0 Atrasos 100 200 300 400 300 400 Figura 18 - Correlação cruzada entre a pressão no topo e a temperatura no topo. Correlação cruzada entre nivel e temperatura de topo 0.15 Valor de correlação cruzada 0.1 0.05 0 -0.05 -0.1 -0.15 -0.2 -400 -300 -200 -100 0 Atrasos 100 200 Figura 19 - Correlação cruzada entre o nível da base e a temperatura no topo. 38 Através da contemplação das correlações existentes entre as variáveis candidatas a entrada e a variável de saída pode-se perceber que a única que não possui correlação significativa – valor de correlação acima de 0,3 – com a temperatura de topo é o nível da base, portanto esta variável não compõe o modelo. Nas Figuras 20, 21 e 22 têm-se os gráficos da função correlação cruzada entre as variáveis de entrada restantes. Correlação cruzada entre vazão e temperatura da base 0.6 0.5 Valor de correlação cruzada 0.4 0.3 0.2 0.1 0 -0.1 -0.2 -0.3 -0.4 -400 -300 -200 -100 0 Atrasos 100 Figura 20 - Correlação cruzada entre a vazão e a temperatura da base. 200 300 400 39 Correlação cruzada entre pressão e vazão 0.4 Valor de correlação cruzada 0.2 0 -0.2 -0.4 -0.6 -0.8 -1 -400 -300 -200 -100 0 Atrasos 100 200 300 400 Figura 21 - Correlação cruzada entre a pressão e a vazão. Correlação cruzada entre temperatura da base e pressão 0.5 0.4 Valor de correlação cruzada 0.3 0.2 0.1 0 -0.1 -0.2 -0.3 -0.4 -0.5 -400 -300 -200 -100 0 Atrasos 100 200 Figura 22 - Correlação cruzada entre a temperatura da base e a pressão. 300 400 40 De acordo com as correlações cruzadas entre as candidatas a variáveis de entrada do sistema, pode-se verificar que todas possuem correlação significativa entre si, indicando redundância. Desta forma, foi escolhida a vazão como variável de entrada do sistema, e as variáveis, temperatura da base, e pressão foram descartadas do modelo. Esta decisão tomou como base o fato de a vazão ser uma variável diretamente manipulada pela abertura da válvula, e as demais serem conseqüência de variações dela e de outras variáveis. Em diversos tipos de aplicações a que possa ser submetido o modelo obtido neste trabalho, a possibilidade de intervenção direta na variável de entrada do sistema é de grande valia. 4.3 – ESCOLHA DOS ESTÍMULOS DE ENTRADA Uma parte importante da elaboração do experimento para coleta de dados é a escolha dos sinais que serão utilizados para estimular as dinâmicas do sistema. Trata-se de selecionar o tipo de variação realizada nas variáveis de entrada do sistema de forma a produzir algum efeito na variável de saída. Através da observação do comportamento da variável de saída às variações na entrada, é possível subsidiar algumas decisões posteriores para a modelagem do sistema. Na literatura sobre identificação de sistemas dinâmicos na indústria três testes são muito utilizados como estímulos de entrada para o sistema: impulso, degrau, rampa e PRBS (Pseudo Random Binary Signal). Segundo Aguirre (2000) os sinais de entrada devem possuir as seguintes características: A persistência de excitação tem interpretações numéricas e dinâmicas; Sinais aleatórios e pseudo-aleatórios são comuns; No caso de sistemas com múltiplas entradas, além de tais entradas precisarem ser persistentemente excitantes, não devem estar correlacionadas entre si; Na identificação de dinâmica linear o importante é a largura do espectro do sinal de entrada; Na identificação de sistemas não lineares o perfil de amplitude torna-se importante também. 41 O sucesso do método de identificação depende do estímulo de entrada ser persistentemente excitante (Ljung, 1994). Um sinal PRBS é considerado persistentemente excitante, pelo fato de levantar as dinâmicas ocultas do sistema. Zanata (2005) utiliza estímulos do tipo degrau e rampa, de 10 e 20 % na quantidade de calor fornecido à coluna de destilação. Para a seleção das variáveis do modelo foram selecionados estímulos de entrada aleatórios com amplitude de 5% em cinco variáveis de entrada do sistema e manipuláveis. Dallagnol (2005) utiliza um sinal PRBS constante como estímulo de entrada para realizar a identificação linear. Ele comenta que o sinal deve ser suficientemente pequeno para não excitar as dinâmicas não lineares presentes no sistema, conforme o gráfico da Figura 23. Figura 23 - Sinal aplicado na entrada do sistema para realizar a identificação linear, variável vazão de gás (Dallagnol, 2005). Neste trabalho a utilização de testes como rampa e PRBS foram inviáveis do ponto de vista operacional. O sistema de manipulação da variável de entrada, vazão de produto para a coluna, é realizado através de uma válvula de controle que recebe o sinal de controle de um conversor de sinal FF (Foundation Fieldbus) para sinal de corrente elétrica padronizado 4 a 20 mA. Devido a restrições técnicas do equipamento com operação em manual os testes realizados foram do tipo degrau (Figura 24), que corresponde a uma mudança entre dois patamares de vazão de produto em função da abertura da válvula. 42 Vazão ao longo do tempo 13 Valor de vazão em litros por hora 12 11 10 9 8 7 6 5 4 0 500 1000 1500 2000 2500 Tempo em segundos 3000 3500 4000 Figura 24 - Estímulo na forma de degrau positivo na vazão de produto da coluna de destilação, para o primeiro teste dinâmico. Apesar de não ser um sinal tão persistentemente excitante quanto o PRBS, o degrau é utilizado em identificação de sistemas por diversos trabalhos científicos, vide Zanata (2005). 4.4 – ESCOLHA DO PERÍODO DE AMOSTRAGEM A taxa de amostragem utilizada para o registro dos valores das variáveis do sistema, é um importante parâmetro a ser definido para a execução dos testes dinâmicos realizados. Existem diversos métodos para definição da taxa de amostragem a partir do período ou intervalo de amostragem e alguns deles estão relacionados com a constante de tempo do sistema. A constante de tempo é determinada a partir da reação da variável de saída a uma perturbação na forma de degrau na variável de entrada. Considera-se o instante em que a variável de saída começa a reagir ao estímulo até o instante em que a mesma atinge 63% da amplitude de sua variação total. 43 Primeiro método Aguirre (2000) propõe o seguinte método: Assume-se que o sinal original y * t foi registrado utilizando-se um tempo de amostragem muito pequeno, ou seja, muito menor do que necessário. A questão passa a ser a definição de uma taxa pela qual o sinal observado y * t será decimado de forma a gerar o sinal de trabalho y t , devidamente amostrado. Deseja-se determinar de forma que yt y * t . Determinam-se as seguintes funções: k E y ry* k E y * t y * t y * t k y * t r y * 2 *2 t y *2 t y *2 t k y *2 t e seus primeiros mínimos, k y* k y*2 , respectivamente. O menor desses mínimos passará a ser o valor de trabalho, ou seja, k m* min k y* k y*2 . Deseja-se escolher de forma que as funções de autocovariância do sinal decimado yt y * t satisfaçam 10 k m 20 (Aguirre, 2000). Sendo que os limites, inferior e superior podem ser relaxados para 5 e 25, respectivamente. Zanata (2005) aplica o método e obtém um dos três períodos de amostragem obtidos em seu trabalho, os outros dois períodos foram encontrados através de outros dois métodos distintos. Segundo método Zanata (2005) apresenta um método para a escolha da taxa de amostragem baseado em estimativa, realizando o período de amostragem como sendo um décimo da menor constante de tempo do sistema. Para tal, realiza estímulos na forma de degrau de +5% e -5% nas variáveis selecionadas como entrada do sistema e observa o comportamento da variável de saída a cada uma destas perturbações. 44 A menor constante de tempo do sistema é obtida na reação mais rápida da variável de saída, ou seja, é aquela na qual a variável de saída se estabiliza mais rapidamente. A resposta da variável de saída pode ser vista na Figura 25. Figura 25 - Resposta da variável de saída (composição) a uma perturbação na variável de entrada do sistema. Resposta com menor constante de tempo (Zanata, 2005). Antes da aplicação do degrau: x 2 0,500 0,98245 Estabilização após o degrau: x 2 0,515 0,98365 x 2 0,515 x 2 0,500 0,0012 Temos que 63% do 0,000756 No gráfico corresponde ao valor de 0,98321, o instante de tempo de 0,5035h. Logo a menor constante de tempo é: m 0,0035 h. Finalmente, o período de amostragem escolhido é: T 0,0004 h ou 1,5s (Zanata, 2005). Neste trabalho o período de amostragem foi escolhido de acordo com o segundo método exposto – (Zanata, 2005). A constante de tempo utilizada para o cálculo do período de amostragem foi escolhida a partir dos trabalhos realizados por Naegele (2000), eles encontraram duas constantes de tempo diferentes, uma para a reação da temperatura de todo a uma perturbação na forma de degrau negativo na vazão. Outra constante foi encontrada a partir de uma perturbação na forma de degrau positivo. Seus valores são respectivamente 436 e 475 segundos. Para evitar que o período escolhido deixasse escapar alguma dinâmica importante do sistema, 45 foi escolhida uma constante de tempo de 400 segundos e aplicando o segundo método, o período de amostragem escolhido foi 40 segundos. Este passo foi utilizado em uma rotina elaborada no software MATLAB®, cujo objetivo é montar o novo conjunto de dados a partir do original que possuía registros das variáveis com período de amostragem de 1 segundo. 4.5 – SELEÇÃO DA ESTRUTURA DO MODELO Identificação é a etapa de definição dos filtros mais adequados para a série analisada. Utilizar filtros em excesso na descrição de uma série não promove previsões melhores, além de complicar desnecessariamente seu processamento matemático (Box e Jenkins, 1994). Os filtros citados se referem às componentes do modelo auto-regressivo que será utilizado para a modelagem das séries temporais referentes às variáveis do sistema. A estrutura do modelo auto-regressivo a ser utilizado vai depender da necessidade de inclusão destas componentes. Por exemplo, se o objetivo da modelagem é identificar a relação existente entre a variável de saída do modelo, e as demais variáveis tidas como entradas do sistema, este modelo auto-regressivo selecionado deve conter a componente X que se refere a entradas exógenas ou entradas externas. Série(s) temporal (ais) da(s) variável (eis) de entrada que explica o comportamento da variável de saída, neste caso temperatura de topo. Outra componente a ser acrescentada no modelo é a MA que se refere à média móvel. É utilizada quando existe dinâmica relevante no ruído presente na série temporal, quando o ruído possuir as características de ruído branco gaussiano, tais dinâmicas devem ser desconsideradas e a componentes MA é descartada, o ruído será acrescido como erro na equação. A Tabela 2 resume para os principais modelos as circunstâncias para a inclusão de componentes. A principal característica do modelo ARX é utilizar a entrada do sistema para modelar a saída do mesmo. Já, o modelo ARMAX utiliza a média móvel do erro para predizer o estado futuro (Cruz, 2006). 46 Tabela 2 - Tabela que relaciona os modelos ao tipo de situação a qual devem ser utilizados. Modelo Denominação AR ARX Auto-Regressive Uma única variável Auto-Regressive with Outras variáveis devem eXogenous inputs ser consideradas Auto-Regressive Moving ARMAX Circunstância Average with eXogenous inputs Dinâmicas relevantes no ruído NARX Non linear ARX Modelo não linear NARMAX Non linear ARMAX Modelo não linear 4.6 – SELEÇÃO DA ORDEM DO MODELO Além de selecionar a estrutura do modelo auto-regressivo faz-se necessário determinar a ordem de tal modelo, ou seja, quantos e quais valores atrasados das variáveis devem ser incluídos na modelagem. A regra mais utilizada em séries temporais é o chamado critério de informação de Akaike (Akaike, 1974), denotado por AIC. A definição mais comumente utilizada é: 2 n 2 n , AIC n N ln erro 2 n é a variância do erro de sendo que N é o número de dados, erro modelagem (erro de predição de um passo a frente ou resíduos) e n é o número de parâmetros do modelo (Aguirre, 2000). O uso do AIC pressupõe que existe uma ordem predefinida para inclusão dos termos candidatos seqüencialmente no modelo. Primeiramente, assume-se que o número de termos do ruído é fixo, portanto, com os termos do ruído no modelo, uma ordem de inclusão dos demais termos seria: y(t 1), u (t 1), y (t 2), u (t 2), e assim por diante. Quando AIC passar por um mínimo o procedimento pode ser terminado e a ordem terá sido determinada (Aguirre, 2000). O índice AIC n normalmente atinge um mínimo para um determinado número de parâmetros do modelo n* . Do ponto de vista do critério usado, esse número é ótimo. Deve ser lembrado que tal critério é fundamentalmente estatístico e 47 não garante necessariamente que o modelo com o número “ótimo” de termos seja um modelo válido (Aguirre, 2000). Logo se pode inferir que apesar de utilizado o critério de informação de Akaike, a etapa de validação do mesmo não deve ser descartada, sob pena de utilização de um modelo que não possua uma boa resposta para novos dados. Ljung (1994) apresenta não só o AIC como método estatístico seleção da ordem min d , do 1 d / N 1 1 d / N N modelo, mas também o FPE (Final Prediction Error). N t, 2 t 1 Onde N é o número de dados utilizados para a estimação, d é a dimensão do vetor de parâmetros e 2 é a variância do erro de predição. Os modelos resultantes de métodos estatísticos para seleção da ordem são encontrados em diversos trabalhos científicos. 4.7 – ESTIMAÇÃO E VALIDAÇÃO Segundo Souza e Camargo (1996), a análise de séries temporais – e conseqüentemente os sistemas geradores – são realizadas normalmente com quatro objetivos possíveis: a) Descrição: inicia-se a análise de séries temporais com a construção de um gráfico mostrando como o fenômeno evolui no tempo. Obtém-se também medidas descritivas simples de suas principais características. b) Explicação: tendo-se um conjunto de observações de duas ou mais variáveis, pode ser possível explicar o comportamento de uma em função das demais. c) Previsão: a previsão do comportamento futuro da variável constitui um dos principais objetivos da análise de séries temporais. d) Controle: quando uma série temporal mede qualidade, o objetivo da análise pode ser de controlar o processo gerador. Uma estratégia de controle sofisticada é ajustar um modelo à série de dados, previsões e, então, tomar, medidas corretivas nas séries de entrada para evitar que a qualidade se afaste de um nível estabelecido. 48 A modelagem ou identificação de sistemas utilizando modelos autoregressivos se inspira na análise de séries temporais. Todavia, diferem nas características das variáveis envolvidas. Na maioria das vezes a modelagem das séries temporais se utiliza de apenas uma série de valores de apenas uma variável, o modelo que utiliza observações anteriores desta variável são aplicados à previsão do valor futuro desta para um dado horizonte de predição k . Já a identificação de sistemas não se restringe a modelagem de uma série temporal, mas sim das relações entre as séries temporais das variáveis entrada e variáveis de saída de um dado sistema. E nem sempre o objetivo da modelagem é a previsão. Sobretudo os modelos auto-regressivos são aplicados com sucesso nos dois casos o que sugere que a mesma metodologia pode ser aplicada para ambos os casos, considerando as devidas adequações. É necessário saber como o modelo será utilizado de forma a poder julgar se ele incorpora, ou não, as características requeridas. Essa necessidade advém do fato que nenhum modelo, por definição, representará o sistema real em todos os aspectos (Aguirre, 2000). A validação do modelo está então associada ao objetivo do mesmo e as características do sistema modelado que se deseja reproduzir. Em outras palavras, o modelo é tão bom quanto for sua capacidade de reproduzir a característica mais importante do sistema para o objetivo do mesmo. Comparar a simulação do modelo obtido com dados medidos é provavelmente a forma mais usual de se validar um modelo. Nesse caso, deseja-se saber se o modelo reproduz ao longo do tempo os dados observados. Em outras palavras, deseja-se saber se o modelo serve para explicar um outro conjunto de dados observado do mesmo sistema. É comum, portanto, referir-se à capacidade de generalização do modelo (Aguirre, 2000). A característica em questão é a reconstrução dinâmica da saída do sistema pelo modelo, com o intuito de utilizar o modelo para simulação do sistema real. A simulação de um sistema real através de modelos é conveniente para diversas áreas de pesquisa, tais como: controle, detecção de falhas, otimização, etc. A vantagem destes modelos em sistemas complexos é que este pode ser o método mais rápido e prático de se obter um modelo da dinâmica do processo, A 49 desvantagem é que este modelo tem uma validade apenas local, isto é em torno de um ponto de operação, não permitindo grandes extrapolações. (Campos e Teixeira, 2006). Como praticamente todos os sistemas reais são não-lineares, é importante que os dois testes sejam efetuados com o sistema operando em condições semelhantes, principalmente se os modelos identificados forem lineares. (Aguirre, 2000). Portanto, modelos obtidos a partir de dados coincidem com o sistema na faixa de valores utilizadas para se realizar a estimação de seus parâmetros. E caso seja possível realizar-se dois testes dinâmicos no sistema, um deve ser utilizado para estimação e outro para validação do modelo. Caso isso não seja possível o mesmo lote de dados do teste realizado será dividido para a formação dos conjuntos de estimação e validação. Neste trabalho ambos as formas de validação foram utilizadas. O dados coletados do primeiro teste dinâmico realizado foram separados em conjunto de estimação e validação. Em um segundo momento novos testes dinâmicos foram realizados, com diferentes estímulos de entrada, mas na mesma faixa de operação e foram utilizados também para validação do modelo. Cruz (2006) realiza uma identificação dinâmica de uma microturbina a gás, utilizando modelos auto-regressivos lineares e não lineares. Para validação dos modelos utiliza dados de vários testes dinâmicos realizados no sistema. Os índices de desempenho são calculados para predições de um passo a frente e também de mais passos. Dallagnol (2005) utiliza também modelos lineares e não lineares para a modelagem de um sistema de injeção de gás em um poço de petróleo, realizam testes dinâmicos em um simulador em diferentes pontos de operação do processo. Validaram o modelo com um conjunto de dados de validação também gerado pelo simulador. Lara (2005) valida os modelos auto-regressivos através de dados de um conjunto de validação em malha aberta. Também realiza a validação do modelo em malha fechada comparando sua resposta com a do sistema ambos submetidos a perturbações na entrada. Um controlador preditivo foi utilizado no sistema de controle em malha fechada. 50 Carvalho e Guillermo (2007) utilizaram para validação do modelo, quatro testes dinâmicos realizados no sistema (coluna de destilação), e também 33% do número de amostras do primeiro teste dinâmico, os outros 66% foram utilizados para estimação dos parâmetros do modelo. Neste trabalho os dados utilizados para compor os conjuntos de estimação e validação foram registrados com período de amostragem de 40 segundos entre observações resultando em uma matriz de dados de dimensão 89x5, e podem ser vistos na Figura 26. Valor das variáveis ao longo do tempo 100 90 80 Valores das variáveis 70 60 50 temp topo vazao temp base pressao nivel base 40 30 20 10 0 0 10 20 30 40 50 60 Tempo em segundos 70 80 90 Figura 26 - Dados adequados para a nova taxa de amostragem. O conjunto de estimação foi montado com as primeiras 63 amostras da matriz, e o conjunto de validação com as últimas 26 amostras. Resultando em uma divisão de 70% dos dados para estimação e 30% para validação, uma divisão sugerida em trabalhos científicos sobre modelos e validação. 51 4.8 – ÍNDICES DE DESEMPENHO A validação dos modelos obtidos através da estimação de parâmetros de modelos auto-regressivos possui um grande número de índices de desempenho citados em trabalhos da área. São índices que não possuem sua utilidade associada somente a modelos auto-regressivos, mas sim a todos os tipos de modelos que visam realizar a reconstrução dinâmica do sistema modelado. Fazem parte desta classe não só os modelos auto-regressivos, mas também as redes neurais artificiais, modelos de wiener, splines, e outros. Os modelos mencionados possuem a característica de reproduzir a saída do sistema a partir de dados de entrada sua validação através dos índices é obtida a partir da comparação entre a saída calculada pelo modelo e a saída real observada do sistema. Durante a etapa de estimação dos parâmetros destes tipos de modelo, muitas vezes, o desvio entre estas “duas saídas” é minimizado e serve de critério para obtenção de parâmetros ótimos dos modelos. É ideal, portanto que para a validação do modelo os índices sejam calculados a partir da comparação entre a saída real do sistema e a obtida pelo modelo para os dados de validação e não para os de estimação. Os índices na sua maioria visam medir a capacidade preditiva dos modelos para um horizonte de k passos adiante, onde k 1, , . Uma forma de fazer predição é, no instante t 1 , montar um vetor de regressores com observações obtidas do conjunto de dados e simplesmente calcular yˆ (t ) T (t 1)ˆ . O valor predito para o instante seguinte, ou seja, k , é yˆ (t ) . Por esta razão, tal predição é denominada de predição de um passo à frente, sendo que T (t 1)ˆ é o preditor de um passo à frente. Uma outra forma de simular um modelo é reutilizar predições passadas para compor o vetor de regressores a fim de continuar fazendo predição. O sinal simulado desta maneira é chamado de simulação livre ou predição de infinitos passos à frente (Aguirre, 2000). A validação do modelo pode ser então determinada a partir da seqüência de valores calculados com determinado índice de desempenho à medida que se faz predições de mais passos à frente. 52 Neste trabalho a validade do modelo sob este critério será verificada, depois de definida a ordem do modelo a partir de dois métodos de seleção: AIC e validação cruzada. Os modelos resultantes serão submetidos à validação com os demais testes dinâmicos e seu desempenho calculado variando o horizonte de predição. Borjas e Garcia (2004) apresentam a modelagem de uma unidade de CCF (Craquamento Catalítico em leito Fluidizado), sistema multivariável e não linear, através de identificação por sub-espaços e o método de predição de erro. Os dados utilizados para a identificação foram obtidos através da excitação com sinais pseudoaleatórios multinível, o desempenho dos modelos encontrados são verificados através de dois índices: média relativa do erro quadrático (MRSE) e média da variância relativa (MVAF). N n MRSE(%) 1 n k 1 y yˆ 2 t 1 N 100 y 2 t 1 MVAF (%) 1 n var iânciay yˆ 100 1 n k 1 var iânciay Os índices calculados são o R2, MAE (mean absolute error), MSE (mean square error). Todos são índices de desempenho de modelos citados em literatura. O R2 é um índice que mede o quanto o modelo encontrado se ajusta aos dados observados do sistema varia entre 0 e 1. O MAE retorna a média dos valores absolutos dos erros encontrados quando se compara saída do modelo e saída do sistema. O MSE é semelhante ao MAE, porém é mais preciso, pois não mascara a variância, ao utilizar o quadrado dos erros, problema ocorrido no MAE por utilizar a função modular. N R2 1 y(t) yˆ (t ) 2 t 1 N y(t) y(t ) 2 t 1 N y (t ) yˆ (t ) MAE t 1 N 53 N 2 y(t) yˆ(t) MSE t 1 N Sendo y(t ) os valores observados da saída do sistema, yˆ (t ) os valores calculados na saída do modelo e N o número de amostras utilizadas (Carvalho e Guillermo, 2007). Trautwein (2004) utiliza redes neurais artificiais do tipo multicamadas para previsão do consumo de água em curtíssimo prazo. Para verificação do desempenho dos modelos obtidos são usados os seguintes índices: MSE, MAE, MAPE, MRSE, VAR e R2. Zanata (2005) desenvolve um sensor virtual para medição por inferência da composição do produto de uma coluna de destilação, utiliza redes neurais artificiais, e para medir o ajuste utiliza os índices: MSE, MAE e erro máximo. Uma forma de validar a capacidade preditiva dos modelos preditores é utilizar a relação que compara o desempenho do preditor de k-passos à frente com o desempenho do preditor de 1 passo à frente, i.e., calculando os erros de predição dos diferentes modelos com os dados medidos até o instante t : N 2 yˆ t / t k yt k Rk t 1 N yˆ t / t 1 yt 2 1 t 1 Note que quando Rk 1 o erro de predição k passos à frente será menor que o erro de predição um passo à frente, implicando que o modelo preditor possui melhor precisão e que este pode ser considerado como um preditor candidato (Lara, 2005). 4.9 – ANÁLISE DE RESÍDUOS Uma outra forma de validação de modelos bastante utilizada é a análise dos resíduos do modelo sob critérios estatísticos. Os testes de simulação não indicam se o modelo possui falhas corrigíveis. A análise de resíduos designa um conjunto de testes que são efetuados para verificar se os resíduos são aleatórios ou não (Aguirre, 2000). 54 Logo se faz necessário realizar a análise de resíduos nos modelos obtidos por este trabalho, com o intuito de encontrar um modelo que seja válido sob dois métodos: índices de desempenho e análise dos resíduos, e que ainda assim possua baixa complexidade, ou seja, número reduzido de parâmetros. Esta última característica é encontrada nos textos como parcimônia. Ao se testar um vetor de resíduos for verificado que se trata de uma variável aleatória branca, isso significa que não há informação útil nos resíduos, ou seja, o modelo explicou tudo que era possível explicar. Infelizmente isso não quer dizer que a simulação livre do modelo será boa, mas simplesmente que a simulação de um passo a frente do modelo será boa. Um vetor de valores e(t ) é branco se a sua função de autocorrelação for nula para todos os valores de atraso maiores ou iguais a um (Aguirre, 2000). Portanto, a metodologia utilizada para a validação dos modelos encontrados caminhará no sentido de realizar testes que venham verificar se os resíduos da modelagem se comportam como ruído branco. Mesmo que a autocorrelação dos resíduos seja nula para todo t 0 , este resultado é obtido a partir de um conjunto de dados específico, e o que se deseja do modelo é que seu desempenho seja o mesmo para outras situações. De forma a verificar o quão geral é o modelo procede-se como a utilização da correlação cruzada entre a entrada e o vetor de resíduos do modelo para diferentes conjuntos de dados. A implicação deste resultado é que as predições de um passo à frente do modelo terão características semelhantes se calculadas para um outro conjunto de dados (Aguirre, 2000). Dallagnol (2005) utiliza a análise de resíduos através da autocorrelação, de maneira intercalada com a estimação de parâmetros dos modelos. Desta forma ele define a ordem da componente MA dos modelos ARMAX e NARMAX utilizados para a modelagem do sistema. Os resultados da validação pela análise dos resíduos são apresentados no capítulo V. 55 CAPÍTULO V RESULTADOS Os resultados deste trabalho serão apresentados de forma numérica e gráfica e seguirão uma seqüência de apresentação semelhante à seqüência das etapas da metodologia aplicada. Em cada etapa da aplicação da metodologia, resultados intermediários são obtidos, até que se alcance os resultados finais que estão associados à etapa de validação dos modelos obtidos. 5.1- DADOS UTILIZADOS Já foi mencionado no capítulo de metodologia que os dados utilizados para formar o conjunto de estimação e o primeiro conjunto de validação foram originados do primeiro teste dinâmico realizado na coluna de destilação. Os dados podem ser vistos na sua forma original (período de amostragem de 1 segundo) na Figura 15 e adequados ao novo período de amostragem na Figura 26. Para a divisão dos dados em conjuntos de estimação e validação, foram selecionadas as primeiras 63 amostras da matriz de dados adequada para compor o conjunto de estimação e as 26 últimas para o conjunto de validação. Os valores percentuais dos dois conjuntos são respectivamente 70% e 30%. Nas Figuras 27 e 28 são apresentados os dados referentes aos conjuntos de estimação e validação respectivamente. 56 Valores das variáveis ao longo do tempo 100 90 80 Valores das variáveis 70 60 50 temp topo vazao temp base pressao nivel base 40 30 20 10 0 0 10 20 30 40 Tempo em segundos 50 60 70 Figura 27 - Conjunto de estimação. Valores das variáveis ao longo do tempo 90 80 Valores das variáveis 70 60 50 40 temp topo vazao temp base pressao nivel base 30 20 10 0 0 5 Figura 28 - Primeiro conjunto de validação. 10 15 20 Tempos em segundos 25 30 57 Apesar de apresentadas nas figuras 27 e 28 todas as variáveis disponíveis para a modelagem, através da correlação cruzada apenas a temperatura de topo e a vazão foram selecionadas. Isto é válido para os demais conjuntos de dados utilizados para validação do modelo. Como praticamente todos os sistemas reais são não-lineares, é importante que os dois testes sejam efetuados com o sistema operando em condições semelhantes, principalmente se os modelos identificados forem lineares. (AGUIRRE, 2000). Os demais conjuntos serão utilizados com a amostragem original para a validação dos modelos obtidos, e originam-se de outros quatro testes dinâmicos realizados na coluna de destilação, sob condições operacionais semelhantes às do primeiro teste. Nas Figuras 29, 30, 31 e 32 são apresentados os dados do segundo, terceiro, quarto e quinto testes dinâmicos. Valores das variáveis ao longo do tempo 100 90 80 Valores das variáveis 70 60 50 temp topo vazao temp base pressao nivel topo 40 30 20 10 0 0 500 1000 1500 Tempo em segundos Figura 29 - Dados do segundo teste dinâmico utilizado para validação. 2000 2500 58 Vaores das variáveis ao longo do tempo 100 90 80 Valores das variáveis 70 60 50 temp topo vazao temp base pressao nivel base 40 30 20 10 0 0 200 400 600 800 Tempo em segundos 1000 1200 1400 Figura 30 - Dados do terceiro teste dinâmico utilizado para validação. Valores das variáveis ao longo do tempo 120 Valores das variáveis 100 80 60 temp topo vazao temp base pressao nivel base 40 20 0 0 200 400 600 800 1000 1200 Tempo em segundos Figura 31 - Dados do quarto teste dinâmico utilizado para validação. 1400 1600 1800 2000 59 Valores das variáveis ao longo do tempo 100 90 80 Valores das variáveis 70 60 temp topo vazao temp base pressao nivel base 50 40 30 20 10 0 0 200 400 600 800 Tempo em segundos 1000 1200 1400 Figura 32 - Dados do quinto teste dinâmico utilizado para validação. 5.2- MÉTODOS DE SELEÇÃO DA ORDEM DO MODELO Os métodos utilizados para seleção da ordem do modelo, foram o AIC, e validação cruzada (duas formas). Em um primeiro instante foi elaborada uma rotina no MATLAB® que testasse todas as possibilidades de combinações dos parâmetros n a , nb e n k para estimação dos coeficientes an e bn de um modelo ARX – vide capítulo 3 seção 3.1. Os parâmetros mencionados representam respectivamente o número de atrasos na saída, número de atrasos na entrada e número de atrasos da saída para a entrada, que serão utilizados como sinais de entrada do modelo. A rotina acima citada realiza um processo iterativo de estimação dos coeficientes do modelo ARX tendo como argumento de entrada os valores de n a , nb e nk e também os dados do conjunto de estimação. Os valores dos parâmetros são elevados gradualmente, na seguinte seqüência: primeiro na , depois nb e por último nk , com isso todas as possibilidades de combinações destes parâmetros foram 60 percorridas e para comparar a eficiência dos modelos gerados foi utilizado o MSE sobre o erro de predição do modelo quando comparado ao conjunto de estimação e também o primeiro conjunto de validação ambos com amostragem de 40 segundos. Este método de verificação do MSE tanto para o conjunto de estimação quanto para o de validação é conhecido como validação cruzada e é utilizado para verificar em que ponto o modelo deixa de ser geral para se tornar específico aos dados de estimação. Os valores selecionados para as ordens estavam compreendidos nos seguintes intervalos: na 1, , 16 , nb 0, , 15 e nk 0, , 15 . O segundo método, AIC, foi utilizado testando apenas modelos com ordem n k 0 . E as demais ordens foram elevadas da mesma forma que no método anterior da validação cruzada. A comparação entre os modelos gerados foi feita através do AIC calculado para cada um deles. Segundo Aguirre (2000) o critério de informação de Akaike possui um valor mínimo que quando alcançado, indica que o aumento da ordem do modelo não mais implica em melhoria significativa do ajuste. Carvalho e Guillermo (2007) utilizaram o AIC seguindo este mesmo procedimento e obtiveram para os mesmos conjuntos de dados aqui apresentados, o gráfico apresentado na Figura 33: Valores de AIC variando a ordem dos modelos 0 -0.5 Valores de AIC calculados -1 -1.5 -2 -2.5 -3 -3.5 -4 1 1.5 2 2.5 3 3.5 Ordem dos modelos 4 4.5 5 Figura 33 - Valores do AIC calculado através das iterações da rotina. (Carvalho e Guillermo, 2007). 61 Percebe-se que o ponto no qual o AIC passa por um mínimo é onde as ordens na e nb eram iguais a quatro. A rotina utilizada elevava ambas as ordens ao mesmo tempo. Já a curva do AIC calculada neste trabalho, é apresentada na Figura 34. Valores de AIC ao longo das iterações 1 0 Valores de AIC calculados -1 -2 -3 -4 -5 -6 -7 -8 -9 0 5 10 15 20 25 Iterações da rotina 30 35 40 Figura 34 - Curva do AIC calculado através das iterações da rotina atual. É possível notar que diferente do gráfico da figura 33, o AIC atinge o mínimo na última iteração de sua rotina, e sugere que seu decréscimo é possível com o aumento da ordem do modelo que neste ponto é na 20 e nb 20 . A rotina atual aumenta as ordens do modelo de forma separada, conforme mencionado. Desta forma é percebido que o AIC sugere um modelo sobre-parametrizado se comparado ao modelo sugerido no trabalho de Carvalho e Guillermo (2007). 62 Tabela 3 – Valores calculados do AIC para modelos ARX de diferentes ordens. Ordem na Ordem nb 1 1 2 2 3 3 4 4 5 5 6 6 7 7 8 8 9 9 10 10 11 11 12 12 13 13 14 14 15 15 16 16 17 17 18 18 19 19 20 20 0 1 1 2 2 3 3 4 4 5 5 6 6 7 7 8 8 9 9 10 10 11 11 12 12 13 13 14 14 15 15 16 16 17 17 18 18 19 19 20 AIC 0.418 0.4375 0.4684 -2.2217 -3.7464 -3.8239 -3.9802 -4.3563 -4.3692 -4.3582 -4.5619 -4.5455 -4.5337 -4.5432 -4.5659 -4.5497 -4.524 -4.4957 -4.6346 -4.6616 -4.646 -4.6265 -4.6706 -4.6476 -4.9032 -4.8753 -4.9984 -4.9687 -4.9811 -4.9761 -5.2085 -5.2723 -5.3663 -5.4002 -5.4755 -5.9752 -6.7593 -6.7823 -7.5572 -8.0313 No primeiro método que utiliza a validação cruzada o índice de desempenho para comparação dos modelos foi o MSE, calculado para o erro de predição de um passo a frente, sobre o conjunto de estimação e sobre o primeiro conjunto de validação. 63 As variações testadas da ordem do modelo incluíam a variação de nk , portanto o número de combinações possíveis foi bem maior que no método que utilizou o AIC, mesmo que o limite superior para as ordens tenha sido menor. Os resultados conseguidos por este método sugerem um modelo também sobreparametrizado, em especial o modelo ARX com as seguintes ordens: n a 16 , nb 15 e nk 15 , o que possui ordem mais elevada entre os testados, foi o modelo que obteve menor MSE tanto para o conjunto de estimação quanto validação. Algumas diferenças existem em relação aos resultados obtidos no trabalho de Carvalho e Guillermo (2007) e o presente trabalho, logo, serão relacionadas: O número de amostras presentes nos conjuntos de estimação e validação neste trabalho são inferiores devido à escolha de um novo período de amostragem. A rotina utilizada neste trabalho eleva as ordens do modelo de forma separada, conforme sugerido em Aguirre (2000). O número de variáveis de entrada utilizadas na modelagem atual é menor. Apenas a variável vazão foi selecionada como entrada do modelo, devido às funções de correlação cruzada, calculadas durante a aplicação da metodologia, enquanto que no trabalho anterior foram utilizadas todas as variáveis medidas como entradas do sistema, com exceção da temperatura de topo que é saída do modelo nos dois casos. As diferenças pesam, sobretudo no modelo sugerido pelo AIC obtido que neste trabalho encontra-se sobre-parametrizado. Os modelos obtidos pelos dois métodos apresentaram um bom ajuste para o conjunto de estimação e o primeiro conjunto de validação considerando o MSE e os demais índices de desempenho, porém para os outros quatro conjuntos de validação o desempenho não foi o mesmo. 5.3- RESULTADOS GRÁFICOS E NUMÉRICOS DOS MODELOS OBTIDOS A seguir serão apresentados os resultados gráficos obtidos com o modelo resultante do método que utiliza o AIC. Trata-se de um modelo ARX com as ordens n a 20 , nb 20 e n k 0 . 64 Os resultados do modelo ARX [20 20 0] para o primeiro, segundo, terceiro, quarto e quinto conjuntos de validação são apresentados nas Figuras 35, 36, 37, 38 e 39 respectivamente. Temperatura de topo ao longo do tempo 53 sistema modelo Valores da temperatura de topo 52 51 50 49 48 47 46 0 5 10 15 20 Tempo em segundos 25 30 Figura 35 - Saída do modelo comparada com a saída do sistema, para o primeiro conjunto de validação. 65 Temperatura de topo ao longo do tempo 80 sistema modelo Valores da temperatura de topo 75 70 65 60 55 50 45 0 500 1000 1500 Tempo em segundos 2000 2500 Figura 36 - Saída do modelo comparada com a saída do sistema, para o segundo conjunto de validação. Temperatura de topo ao longo do tempo 80 sistema modelo Valores da temperatura de topo 78 76 74 72 70 68 66 64 62 0 200 400 600 800 Tempo em segundos 1000 1200 1400 Figura 37 - Saída do modelo comparada com a saída do sistema, para o terceiro conjunto de validação. 66 Temperatura de topo ao longo do tempo 81 Valores da temperatura de topo 80 79 sistema modelo 78 77 76 75 74 73 72 Figura 0 200 400 600 800 1000 1200 Tempo em segundos 1400 1600 1800 2000 38 - Saída do modelo comparada com a saída do sistema, para o quarto conjunto de validação. Temperatura de topo ao longo do tempo 80 sistema modelo Valores da temperatura de topo 79 78 77 76 75 74 73 0 Figura 200 400 600 800 Tempo em segundos 1000 1200 1400 39 - Saída do modelo comparada com a saída do sistema, para o quinto conjunto de validação. 67 Tabela 4 - Índices calculados para os cinco conjuntos de validação referente ao modelo obtido com o AIC. 2 Validação MSE MSE(%) MAE MAE(%) MSE(R) ERRO(%) AMPVAR DISCREP R 1 0.0456 4.5635 0.0987 9.8657 0.0411 0.1997 0.1316 0.0022 0.9841 2 8.8615 886.1522 2.8710 287.0999 7.9754 -4.5629 0.1549 0.0240 0.8058 3 18.6094 1860.9 4.2364 423.6439 16.7485 -5.7198 0.2051 0.0299 -0.241 4 33.6543 3365.4 5.7669 576.6855 30.2888 -7.2510 1.3196 0.0378 -96.94 5 29.5411 2954.1 5.3887 538.8742 26.5870 -6.7709 46.6130 0.0353 -62.18 A Tabela 4 resume os resultados numéricos do modelo obtido através do método que utiliza o AIC. Os valores dos índices foram calculados sobre o erro de predição de um passo a frente do modelo para os cinco conjuntos de validação. Os índices de desempenho anteriormente citados constam na tabela 4 bem como outros índices: MSE percentual, MAE percentual, MSE regularizado ou normalizado, erro percentual, amplitude da variância, coeficiente de discrepância. erro % yˆ t y t y t 100 Onde ŷ t é a média dos dados da saída do modelo e yt é a média dos dados da saída observados no sistema. Amp var ˆ Onde ˆ é a variância dos dados da saída do modelo e é a variância dos dados da saída observados no sistema. N 2 yˆ (t ) y(t ) Discrep t 1 N yˆ (t) t 1 2 N y(t ) 2 t 1 Desta forma, os demais índices de desempenho são apenas variações dos anteriormente explicados como os índices MSE e MAE percentuais e o MSE(R) ou MSE normalizado apresentado na seção 4.8 como MRSE. A partir de agora os resultados gráficos apresentados são referentes ao modelo obtido com a primeira rotina de validação cruzada, que utilizava apenas o conjunto de estimação e o primeiro conjunto de validação. O modelo obtido foi o ARX com as ordens na 16 , nb 15 e nk 15 . 68 Os resultados do modelo ARX [16 15 15] para o primeiro, segundo, terceiro, quarto e quinto conjuntos de validação são apresentados nas Figuras 40, 41, 42, 43 e 44 respectivamente. Temperatura de topo ao longo do tempo 53 sistema modelo Valores da temperatura de topo 52 51 50 49 48 47 46 0 5 10 15 20 Tempo em segundos 25 30 Figura 40 - Saída do modelo comparada com a saída do sistema, para o primeiro conjunto de validação. 69 Temperatura de topo ao longo do tempo 85 sistema modelo Valores da temperatura de topo 80 75 70 65 60 55 50 0 500 1000 1500 Tempo em segundos 2000 2500 Figura 41 - Saída do modelo comparada com a saída do sistema, para o segundo conjunto de validação. Temperatura de topo ao longo do tempo 80 sistema modelo Valores da temperatura de topo 78 76 74 72 70 68 66 0 200 400 600 800 Tempo em segundos 1000 1200 1400 Figura 42 - Saída do modelo comparada com a saída do sistema, para o terceiro conjunto de validação. 70 Temperatura de topo ao longo do tempo 80.5 Valores da temperatura de topo 80 79.5 sistema modelo 79 78.5 78 77.5 77 76.5 76 Figura 0 200 400 600 800 1000 1200 Tempo em segundos 1400 1600 1800 2000 43 - Saída do modelo comparada com a saída do sistema, para o quarto conjunto de validação. Temperatura de topo ao longo do tempo 80 Valores da temperatura de topo 79.5 sistema modelo 79 78.5 78 77.5 77 76.5 0 Figura 200 400 600 800 Tempo em segundos 1000 1200 1400 44 - Saída do modelo comparada com a saída do sistema, para o quinto conjunto de validação. 71 Na Tabela 5, são apresentados os resultados do modelo ARX [16 15 15] para diversos índices de desempenho, considerando os cinco conjuntos de validação. Tabela 5 - Índices calculados para os cinco conjuntos de validação referente ao primeiro modelo obtido com a validação cruzada. 2 Validação MSE MSE(%) MAE MAE(%) MSE(R) ERRO(%) AMPVAR DISCREP R 1 0.0000 0.0000 0.0000 0.0000 0.0000 0.0000 0.0000 0.0000 1.0000 2 0.8240 82.3957 0.8733 87.0 0.7416 -1.3720 0.0245 0.0072 0.9844 3 1.2488 124.8753 1.0936 109.0 1.1239 -1.4755 0.0301 0.0076 0.9317 4 1.7455 174.5510 1.3096 131.0 1.5710 -1.6467 0.0736 0.0084 -11.72 5 1.6535 165.3549 1.2701 13096.0 1.4882 -1.5958 3.4752 0.0081 -36.63 Visando a obtenção de um modelo mais parcimonioso – relação número de parâmetros/ajuste razoável – e com melhores resultados para todos os conjuntos de validação, foi elaborada uma nova rotina para a validação cruzada. Desta vez, o critério para escolha do modelo foi a manutenção do MSE dentro de uma dada tolerância para os cinco conjuntos de validação. E por último são apresentados os resultados gráficos do segundo modelo obtido pelo método que utiliza a validação cruzada, selecionado pelo MSE calculado para os cinco conjuntos de validação. O modelo sugerido foi o ARX com as ordens n a 6 , nb 12 e n k 12 . Os resultados do modelo ARX [6 12 12] para o primeiro, segundo, terceiro, quarto e quinto conjuntos de validação são apresentados nas Figuras 45, 46, 47, 48 e 49 respectivamente. 72 Temperatura de topo ao longo do tempo 53 sistema modelo Valores da temperatura de topo 52 51 50 49 48 47 46 0 5 10 15 20 Tempo em segundos 25 30 Figura 45 - Saída do modelo comparada com a saída do sistema, para o primeiro conjunto de validação. Temperatura de topo ao longo do tempo 80 sistema modelo Valores da temperatura de topo 75 70 65 60 55 50 0 500 1000 1500 Tempo em segundos 2000 2500 Figura 46 - Saída do modelo comparada com a saída do sistema, para o segundo conjunto de validação. 73 Temperatura de topo ao longo do tempo 80 sistema modelo Valores da temperatura de topo 78 76 74 72 70 68 66 0 200 400 600 800 Tempo em segundos 1000 1200 1400 Figura 47 - Saída do modelo comparada com a saída do sistema, para o terceiro conjunto de validação. Temperatura de topo ao longo do tempo 80.4 Valores da temperatura de topo 80.2 80 79.8 79.6 sistema modelo 79.4 79.2 79 78.8 78.6 Figura 0 200 400 600 800 1000 1200 Tempo em segundos 1400 1600 1800 2000 48 - Saída do modelo comparada com a saída do sistema, para o quarto conjunto de validação. 74 Temperatura de topo ao longo do tempo 80.1 sistema modelo 80 Valores da temperatura de topo 79.9 79.8 79.7 79.6 79.5 79.4 79.3 79.2 79.1 Figura 0 200 400 600 800 Tempo em segundos 1000 1200 1400 49 - Saída do modelo comparada com a saída do sistema, para o quinto conjunto de validação. Na Tabela 6, são apresentados os resultados do modelo ARX [6 12 12] para diversos índices de desempenho, considerando os cinco conjuntos de validação. Tabela 6 - Índices calculados para os cinco conjuntos de validação referente ao segundo modelo obtido com a validação cruzada. 2 Validação MSE MSE(%) MAE MAE(%) MSE(R) ERRO(%) AMPVAR DISCREP R 1 0.0002 0.0242 0.0042 0.4 0.0002 0.0085 0.0065 0.0002 0.9999 2 0.0252 2.5227 0.0418 4.2 0.0227 0.0143 0.0073 0.0013 0.9995 3 0.0130 1.2956 0.0799 8.0 0.0117 0.0944 0.0120 0.0008 0.9993 4 0.0243 2.4275 0.1540 15.4 0.0218 0.1933 0.0701 0.0010 0.8469 5 0.0171 1.7096 0.1285 540.4 0.0154 0.1610 0.3458 0.0008 -0.293 5.4- COEFICIENTES ESTIMADOS DOS MODELOS OBTIDOS Os três modelos ARX comparados através de seus resultados gráficos e numéricos são apresentados na sua forma compacta e os coeficientes dos polinômios estimados através do método dos mínimos quadrados. Nas Tabelas 7, 8 e 9 são sumariados os valores dos coeficientes dos três modelos ARX obtidos. 75 A(q 1 ) y (t ) B(q 1 )u (t ) e(t ) 20 A(q 1 ) 1 a n q n n 1 19 B1(q 1 ) b1 bn q n 1 n 2 Tabela 7 - Coeficientes estimados para o modelo ARX [20 20 0]. A q 1 B q 1 a1 - 0.6562 b1 -0.1057 a2 0.06746 b2 - 1.197 a3 - 0.5522 b3 2.066 a4 0.07402 b4 - 1.302 a5 0.3253 b5 1.233 a6 - 0.2144 b6 - 0.9118 a7 0.3787 b7 1.233 a8 - 0.4303 b8 - 2.201 a9 0.1074 b9 0.8053 a10 0.1076 b10 0.8458 a11 0.1171 b11 - 0.1641 a12 - 0.3068 b12 - 0.1804 a13 0.6003 b13 0.4141 a14 - 0.08385 b14 - 0.7116 a15 - 0.6896 b15 - 0.06598 a16 0.303 b16 1.031 a17 0.1898 b17 - 0.2554 a18 - 0.3674 b18 - 0.4943 a19 0.1941 b19 0.4668 a 20 - 0.082 b20 - 0.175 76 A(q 1 ) y (t ) B (q 1 )u (t 15) e(t ) 16 A(q 1 ) 1 a n q n n 1 15 B1(q 1 ) bn q n1 n 1 Tabela 8 - Coeficientes estimados para o modelo ARX [16 15 15]. A q 1 B q 1 a1 - 1.173 b1 1.656 a2 0.9362 b2 - 2.148 a3 - 0.6055 b3 1.436 a4 - 0.5531 b4 - 0.4922 a5 0.7945 b5 - 0.4431 a6 - 0.5493 b6 0.005149 a7 0.4292 b7 - 0.04209 a8 - 0.4666 b8 0.03544 a9 0.5344 b9 - 0.01602 a10 - 0.3969 b10 - 0.01787 a11 0.09228 b11 0.06666 a12 0.09135 b12 - 0.0748 a13 0.0936 b13 0.06738 a14 - 0.3927 b14 - 0.03392 a15 0.4539 b15 0.03034 a16 - 0.2713 77 A(q 1 ) y (t ) B (q 1 )u (t 12) e(t ) 6 A(q 1 ) 1 a n q n n 1 12 B1(q 1 ) bn q n1 n 1 Tabela 9- Coeficientes estimados para o modelo ARX [6 12 12]. A q 1 B q 1 a1 - 1.021 b1 0.4096 a2 0.003319 b2 - 0.4365 a3 - 0.2333 b3 - 0.01006 a4 0.03998 b4 0.03309 a5 0.133 b5 - 0.004944 a6 0.07535 b6 - 0.02207 b7 0.003886 b8 - 0.03118 b9 0.009069 b10 - 0.02352 b11 0.03605 b12 0.01308 5.5- RESULTADOS DOS MODELOS VARIANDO O HORIZONTE DE PREDIÇÃO Os modelos obtidos pelos métodos expostos, serão validados quanto ao sua capacidade de predição de k passos à frente, para os cinco conjuntos de validação. O MSE será calculado para k 1, , 20 . O resumo dos valores de MSE calculados são apresentados na Tabela 10. 78 Tabela 10 - MSE calculado para o erro de predição de k passos à frente do modelo ARX [6 12 12] para os cinco conjuntos de validação. k passos 1º conjunto 2º conjunto 3º conjunto 4º conjunto 5º conjunto 1 0.0002 0.0252 0.0130 0.0243 0.0171 2 0.0006 0.0539 0.0391 0.0988 0.0694 3 0.0010 0.0758 0.0773 0.2262 0.1589 4 0.0010 0.0973 0.1386 0.4568 0.3207 5 0.0010 0.1361 0.2318 0.8289 0.5817 6 0.0010 0.1876 0.3606 1.3452 0.9437 7 0.0010 0.2438 0.5279 2.0194 1.4163 8 0.0010 0.2920 0.7447 2.8905 2.0268 9 0.0010 0.3385 1.0154 3.9768 2.7878 10 0.0010 0.4157 1.3358 5.2811 3.7012 11 0.0010 0.5201 1.7097 6.8179 4.7770 12 0.0010 0.6367 2.1429 8.6056 6.0280 13 0.0010 0.7431 2.6410 10.6533 7.4606 14 0.0010 0.8700 3.2045 12.9665 9.0783 15 0.0010 1.0236 3.8367 15.5543 10.8878 16 0.0010 1.1874 4.5375 18.4258 12.8951 17 0.0010 1.3540 5.3043 21.5873 15.1042 18 0.0010 1.5233 6.1385 25.0440 17.5188 19 0.0010 1.7046 7.0448 28.8021 20.1431 20 0.0010 1.9154 8.0267 32.8676 22.9811 Nas Figuras 50, 52, 54, 56 e 58 são apresentados os gráficos do MSE para um horizonte de predição variando de 0 a 20 passos à frente, para os cinco conjuntos de validação. Nas Figuras 51, 53, 55, 57 e 59 são apresentados os gráficos de comparação da saída do modelo com a saída do sistema para um horizonte de predição de 20 passos à frente, para os cinco conjuntos de validação. 79 -4 12 MSE calculado variando o horizonte de predição x 10 MSE 11 10 MSE calculado 9 8 7 6 5 4 3 2 0 2 4 6 8 10 12 Horizonte de predição 14 16 18 20 Figura 50 - MSE calculado para o erro de predição de k passos à frente para o primeiro conjunto de validação. Temperatura de topo ao longo do tempo 53 sistema modelo Valores da temperatura de topo 52 51 50 49 48 47 46 0 5 10 15 20 Tempo em segundos 25 30 Figura 51 - Comparação entre saída do modelo e saída do sistema para a predição de 20 passos à frente para o primeiro conjunto de validação. 80 MSE calculado variando o horizonte de predição 2 MSE 1.8 1.6 MSE calculado 1.4 1.2 1 0.8 0.6 0.4 0.2 0 0 2 4 6 8 10 12 Horizonte de predição 14 16 18 20 Figura 52 - MSE calculado para o erro de predição de k passos à frente para o segundo conjunto de validação. Temperatura de topo ao longo do tempo 85 sistema modelo Valores da temperatura de topo 80 75 70 65 60 55 50 0 500 1000 1500 Tempo em segundos 2000 2500 Figura 53 - Comparação entre saída do modelo e saída do sistema para a predição de 20 passos à frente para o segundo conjunto de validação. 81 MSE calculado variando o horizonte de predição 9 MSE 8 7 MSE calculado 6 5 4 3 2 1 0 0 2 4 6 8 10 12 Horizonte de predição 14 16 18 20 Figura 54 - MSE calculado para o erro de predição de k passos à frente para o terceiro conjunto de validação. Temperatura de topo ao longo do tempo 84 sistema modelo Valores da temperatura de topo 82 80 78 76 74 72 70 68 66 0 200 400 600 800 Tempo em segundos 1000 1200 1400 Figura 55 - Comparação entre saída do modelo e saída do sistema para a predição de 20 passos à frente para o terceiro conjunto de validação. 82 MSE calculado variando o horizonte de predição 35 MSE 30 MSE calculado 25 20 15 10 5 0 0 2 4 6 8 10 12 Horizonte de predição 14 16 18 20 Figura 56 - MSE calculado para o erro de predição de k passos à frente para o quarto conjunto de validação. Temperatura de topo ao longo do tempo 87 sistema modelo Valores de temperatura de topo 86 85 84 83 82 81 80 79 78 0 200 400 600 800 1000 1200 Tempo em segundos 1400 1600 1800 2000 Figura 57 - Comparação entre saída do modelo e saída do sistema para a predição de 20 passos à frente para o quarto conjunto de validação. 83 MSE calculado variando o horizonte de predição 25 MSE MSE calculado 20 15 10 5 0 0 2 4 6 8 10 12 Horizonte de predição 14 16 18 20 Figura 58 - MSE calculado para o erro de predição de k passos à frente para o quinto conjunto de validação. Temperatura de topo ao longo do tempo 86 Valores da temperatura de topo 85 sistema modelo 84 83 82 81 80 79 0 200 400 600 800 Tempo em segundos 1000 1200 1400 Figura 59 - Comparação entre saída do modelo e saída do sistema para a predição de 20 passos à frente para o quinto conjunto de validação. 84 5.6- RESULTADOS DA ANÁLISE DOS RESÍDUOS Os modelos serão agora submetidos aos testes de análise de resíduos para verificar se existe correlação significativa – duas vezes o desvio padrão – nos resíduos e também entre os resíduos e a entrada. Serão comparados dois dos modelos obtidos utilizando o conjunto de estimação e os cinco conjuntos de validação. Nas Figuras 60, 62, 64, 66, 68 e 70 são apresentados os gráficos da função de autocorrelação dos resíduos do modelo ARX [20 20 0], para o conjunto de estimação e para os cinco conjuntos de validação. Já nas Figuras 61, 63, 65, 67, 69 e 71 são apresentados os gráficos da função correlação cruzada entre a entrada e os resíduos do modelo ARX [20 20 0], para o conjunto de estimação e para os cinco conjuntos de validação. Autocorrelação dos resíduos do modelo Valor de autocorrelação calculado 1 0.5 0 -0.5 0 2 4 6 8 10 Atrasos 12 14 Figura 60 - Autocorrelação dos resíduos para o conjunto de estimação. 16 18 20 85 Correlação cruzada entre entrada e resíduos 0.3 Valor de correlação cruzada calculado 0.2 0.1 0 -0.1 -0.2 -0.3 -0.4 -20 -15 -10 -5 0 Atrasos 5 10 15 20 Figura 61 - Correlação cruzada entre os resíduos e a entrada para o conjunto de estimação. Autocorrelação dos resíduos do modelo 1 Valor de autocorrelação calculado 0.8 0.6 0.4 0.2 0 -0.2 -0.4 0 2 4 6 8 10 Atrasos 12 14 16 Figura 62 - Autocorrelação dos resíduos para o primeiro conjunto de validação. 18 20 86 Correlação cruzada entre entrada e resíduos 1 Valor de correlação cruzada calculado 0.8 0.6 0.4 0.2 0 -0.2 -0.4 -20 -15 -10 -5 0 Atrasos 5 10 15 20 Figura 63 - Correlação cruzada entre os resíduos e a entrada para o primeiro conjunto de validação. Autocorrelação dos resíduos do modelo Valor de autocorrelação calculado 0.8 0.6 0.4 0.2 0 -0.2 0 2 4 6 8 10 Atrasos 12 14 16 Figura 64 - Autocorrelação dos resíduos para o segundo conjunto de validação. 18 20 87 Correlação cruzada entre entrada e resíduos 0.1 Valor de correlação cruzada calculado 0 -0.1 -0.2 -0.3 -0.4 -0.5 -0.6 -20 -15 -10 -5 0 Atrasos 5 10 15 20 Figura 65 - Correlação cruzada entre os resíduos e a entrada para o segundo conjunto de validação. Autocorrelação dos resíduos do modelo Valor de autocorrelação calculado 0.8 0.6 0.4 0.2 0 -0.2 0 2 4 6 8 10 Atrasos 12 14 16 Figura 66 - Autocorrelação dos resíduos para o terceiro conjunto de validação. 18 20 88 Correlação cruzada entre entrada e resíduos 0.1 Valor de correlação cruzada calculado 0 -0.1 -0.2 -0.3 -0.4 -0.5 -0.6 -0.7 -0.8 -20 -15 -10 -5 0 Atrasos 5 10 15 20 Figura 67 - Correlação cruzada entre os resíduos e a entrada para o terceiro conjunto de validação. Autocorrelação dos resíduos do modelo Valor de autocorrelação calculado 0.8 0.6 0.4 0.2 0 -0.2 0 2 4 6 8 10 Atrasos 12 14 16 Figura 68 - Autocorrelação dos resíduos para o quarto conjunto de validação. 18 20 89 Correlação cruzada entre entrada e resíduos 0.1 Valor de correlação cruzada calculado 0 -0.1 -0.2 -0.3 -0.4 -0.5 -0.6 -20 -15 -10 -5 0 Atrasos 5 10 15 20 Figura 69 - Correlação cruzada entre os resíduos e a entrada para o quarto conjunto de validação. Autocorrelação dos resíduos do modelo Valor de autocorrelação calculado 0.8 0.6 0.4 0.2 0 -0.2 0 2 4 6 8 10 Atrasos 12 14 Figura 70 - Autocorrelação dos resíduos para o quinto conjunto de validação. 16 18 20 90 Correlação cruzada entre entrada e resíduos 0.2 Valor de correlação cruzada calculado 0.1 0 -0.1 -0.2 -0.3 -0.4 -0.5 -20 -15 -10 -5 0 Atrasos 5 10 15 20 Figura 71 - Correlação cruzada entre os resíduos e a entrada para o quinto conjunto de validação. Nas Figuras 72, 74, 76, 78, 80 e 82 são apresentados os gráficos da função de autocorrelação dos resíduos do modelo ARX [6 12 12], para o conjunto de estimação e para os cinco conjuntos de validação. Nas Figuras 73, 75, 77, 79, 81 e 83 são apresentados os gráficos da função correlação cruzada entre a entrada e os resíduos do modelo ARX [6 12 12], para o conjunto de estimação e para os cinco conjuntos de validação. 91 Autocorrelação dos resíduos do modelo 1 Valor de autocorrelação calculado 0.8 0.6 0.4 0.2 0 -0.2 -0.4 0 2 4 6 8 10 Atrasos 12 14 16 18 20 Figura 72 - Autocorrelação dos resíduos para o conjunto de estimação. Correlação cruzada entre entrada e resíduos 0.3 Valor de correlação cruzada calculado 0.2 0.1 0 -0.1 -0.2 -0.3 -0.4 -20 -15 -10 -5 0 Atrasos 5 10 15 20 Figura 73 - Correlação cruzada entre os resíduos e a entrada para o conjunto de estimação. 92 Autocorrelação dos resíduos do modelo 1 Valor de autocorrelação calculado 0.8 0.6 0.4 0.2 0 -0.2 -0.4 0 2 4 6 8 10 Atrasos 12 14 16 18 20 Figura 74 - Autocorrelação dos resíduos para o primeiro conjunto de validação. Correlação cruzada entre entrada e resíduos 0.4 Valor de correlação cruzada calculado 0.3 0.2 0.1 0 -0.1 -0.2 -0.3 -0.4 -0.5 -20 -15 -10 -5 0 Atrasos 5 10 15 20 Figura 75 - Correlação cruzada entre os resíduos e a entrada para o primeiro conjunto de validação. 93 Autocorrelação dos resíduos do modelo 1 Valor de autocorrelação calculado 0.8 0.6 0.4 0.2 0 -0.2 -0.4 0 2 4 6 8 10 Atrasos 12 14 16 18 20 Figura 76 - Autocorrelação dos resíduos para o segundo conjunto de validação. Correlação cruzada entre entrada e resíduos 0.16 Valor de correlação cruzada calculado 0.14 0.12 0.1 0.08 0.06 0.04 0.02 0 -0.02 -0.04 -20 -15 -10 -5 0 Atrasos 5 10 15 20 Figura 77 - Correlação cruzada entre os resíduos e a entrada para o segundo conjunto de validação. 94 Autocorrelação dos resíduos do modelo Valor de autocorrelação calculado 0.8 0.6 0.4 0.2 0 -0.2 0 2 4 6 8 10 Atrasos 12 14 16 18 20 Figura 78 - Autocorrelação dos resíduos para o terceiro conjunto de validação. Correlação cruzada entre entrada e resíduos 0.3 Valor de correlação cruzada calculado 0.25 0.2 0.15 0.1 0.05 0 -0.05 -0.1 -20 -15 -10 -5 0 Atrasos 5 10 15 20 Figura 79 - Correlação cruzada entre os resíduos e a entrada para o terceiro conjunto de validação. 95 Autocorrelação dos resíduos do modelo Valor de autocorrelação calculado 0.8 0.6 0.4 0.2 0 -0.2 0 2 4 6 8 10 Atrasos 12 14 16 18 20 Figura 80 - Autocorrelação dos resíduos para o quarto conjunto de validação. Correlação cruzada entre entrada e resíduos 0.7 Valor de correlação cruzada calculado 0.6 0.5 0.4 0.3 0.2 0.1 0 -0.1 -20 -15 -10 -5 0 Atrasos 5 10 15 20 Figura 81 - Correlação cruzada entre os resíduos e a entrada para o quarto conjunto de validação. 96 Autocorrelação dos resíduos do modelo Valor de autocorrelação calculado 0.8 0.6 0.4 0.2 0 -0.2 0 2 4 6 8 10 Atrasos 12 14 16 18 20 Figura 82 - Autocorrelação dos resíduos para o quinto conjunto de validação. Correlação cruzada entre entrada e resíduos 0.7 Valor de correlação cruzada calculado 0.6 0.5 0.4 0.3 0.2 0.1 0 -0.1 -20 -15 -10 -5 0 Atrasos 5 10 15 20 Figura 83 - Correlação cruzada entre os resíduos e a entrada para o quinto conjunto de validação. 97 A partir dos gráficos obtidos, é possível perceber que na maioria dos casos as funções de autocorrelação dos resíduos não apresentam o comportamento desejado. Em contrapartida os resíduos gerados pelo modelo se distribuem normalmente com média nula e variância e2 . 98 CAPÍTULO VI CONCLUSÃO A partir dos resultados expostos neste trabalho foi possível concluir que a modelagem de colunas de destilação, bem como a de outros sistemas industriais, pode ser efetuada a contento através de modelos auto-regressivos. Os modelos aqui obtidos não utilizam os recursos e técnicas mais avançadas dentro da teoria de identificação de sistemas, mas mesmo com modelos lineares reproduz de forma bastante aproximada o comportamento dinâmico do sistema pesquisado. Estes modelos são representações discretas lineares do sistema dinâmico em estudo. As amostras utilizadas para o ajuste destes modelos representam o funcionamento do sistema em condições normais de operação. Portanto os modelos aqui expostos visam representar de maneira fiel o sistema próximo a este ponto operacional. A metodologia utilizada segue passos comuns aos mencionados em trabalhos científicos da área. A partir de sua aplicação foram obtidos três modelos através de dois métodos distintos – o critério de informação de Akaike (AIC) e a validação cruzada – sendo eles: ARX [20 20 0], ARX [16 15 15] e ARX [6 12 12], tendo este último atingido melhor desempenho em termos de minimização do MSE para os cinco conjuntos de validação. Tanto o modelo ARX [20 20 0] como o ARX [16 15 15] coincidiram em ser os modelos de ordem mais elevada nas possíveis combinações. Apesar de ambos obterem bons resultados, em termos de ajuste, para os dados de estimação e um primeiro conjunto de dados de validação, não obtiveram o mesmo desempenho para os demais conjuntos de validação, além de irem contra o princípio da parcimônia, que orienta a escolha do modelo não só na sua capacidade de ajuste, como também na quantidade reduzida de parâmetros. O modelo que se mostrou mais eficiente em minimizar o índice MSE para os cinco conjuntos de validação, foi o ARX [6 12 12]. O desempenho deste modelo foi superior aos outros dois e além de ser o que possuía um menor número de parâmetros, atendendo o princípio da parcimônia. 99 Os modelos obtidos foram ainda analisados através do cálculo de outros índices de desempenhos como o MAE, MAPE, R2, etc. O desempenho dos modelos foi semelhante à comparação com o MSE. O desempenho preditivo dos modelos foi avaliado com o índice MSE para um horizonte de predição variável. A análise destes resultados mostra que, à medida que o horizonte de predição aumenta o MSE também aumenta, e mais uma vez os melhores resultados são conseguidos pelo segundo modelo obtido pela validação cruzada. Os resíduos do modelo foram analisados com o artifício das funções de autocorrelação para os resíduos e correlação cruzada entre os resíduos e a variável de entrada. É sabido que uma boa modelagem gera resíduos com comportamento de ruído branco, ou seja, a autocorrelação é nula para os atrasos superiores ou iguais a um. Apesar de na maioria dos casos as funções de autocorrelação dos resíduos não apresentam o comportamento desejado, os resíduos gerados pelo modelo se distribuem normalmente com média nula e variância e2 . A contribuição deste trabalho foi a aplicação de uma metodologia já consolidada para obtenção de um modelo matemático que represente de forma pelo menos parcial o comportamento dinâmico do sistema estudado. E também a utilização de cinco diferentes conjuntos de dados para a validação do modelo. Colunas de destilação são equipamentos industriais que influenciam a produção de diversos derivados necessários para a sociedade. Usinas de refino de álcool combustível e álcool hidratado, usinas de refino de petróleo, ou seja, as principais indústrias do setor energético e de combustíveis, indústrias que fundamentam o processamento da matéria-prima em separação de seus componentes e comercialização dos componentes de maior valor agregado. Dentre as sugestões para trabalhos futuros fica a modelagem do sistema utilizando modelos não lineares (NARX e NARMAX) e validação da capacidade preditiva destes modelos para o mesmo horizonte utilizado neste trabalho. Cabe destacar também a utilização dos modelos obtidos para subsidiar o desenvolvimento de técnicas e métodos para a otimização e controle do sistema, como por exemplo, desenvolvimento de controladores preditivos. Modelos matemáticos dinâmicos, como os obtidos neste trabalho, podem ser utilizados como base para outros estudos, que objetivem controle, estabilidade, otimização e simulação de sistemas industriais. 100 REFERÊNCIAS Aguirre, L. A. (2000) Introdução à identificação de sistemas: técnicas lineares e não lineares aplicadas a sistemas reais. 1. ed. Belo Horizonte-MG: Editora UFMG, 554p. Akaike, H. (1974) A new look at the statistical model identification. IEEE Transactions on Automatic Control. 19:6 716-723. Barroso, M. F. S., Saldanha R. R., Aguirre, L. A. (2002) Comparação de métodos mono-objetivo em identificação caixa-cinza, TEMA – Tendências em Matemática Aplicada e Computacional, publicação da Sociedade Brasileira de Matemática Aplicada e Computacional. 3(2):43-52. Belicanta, J. (2004) Coluna de para-destilação: análise das características hidrodinâmicas e de eficiência de Murprhree. Dissertação (Mestrado em Engenharia Química) – Campinas-SP - Universidade Estadual de Campinas – UNICAMP, 124p. Borjas, S. D. M., Garcia, C. (2004) Modelagem de FCC usando métodos de identificação por predição de erro e por sub-espaços. IEEE Latin America Transactions. 2. Box, G. E. P., Jenkins, G. M., Reinsel, G. C. (1994) Time Series Analysis: Forecasting and Control. 3. ed. New Jersey: Prentice Hall, 592p. Bravo, M. A. S. (2006) Métodos Matemáticos de Sistemas mediante Identificación Paramétrica. III Seminario Internacional de Aplicaciones de la Matemática, Lima, Peru. Campos, M. C. M. M., Teixeira, H. C. G (2006) Controles típicos de equipamentos e processos industriais. 1. ed. São Paulo-SP: Blücher, 416 p. Carvalho, A. S., Guillermo, L. H. F. (2007) Modelagem de colunas de destilação através de modelos auto-regressivos. IV Simpósio de Excelência em Gestão e Tecnologia – SEGeT. Resende-RJ: AEDB. 101 Carvalho, A. S., Braga, A. G., Figueiredo, H. A. de (2004) Identificação por RNA da relação vazão de alimentação por temperatura de topo de uma coluna de destilação didática. Monografia (Graduação de Tecnologia em Automação Industrial) – Campos-RJ – Centro Federal de Educação Tecnológica de Campos – CEFETCampos, 82p. Crespo, L. S. (2000) Montagem, verificação de comportamento dinâmico e teste de operacionalidade de uma torre de destilação piloto. Dissertação (Mestrado em Engenharia Elétrica) – Vitória-ES – Universidade Federal do Espírito Santo – UFES, 120p. Cruz, T. V. G. (2006) Identificação experimental de um modelo dinâmico de uma microturbina a gás com câmara de combustão com baixa emissão de NOx. Dissertação (Mestrado em Engenharia Mecânica) - Brasília-DF - Faculdade de Tecnologia da Universidade de Brasília, 152p. Dallagnol, V. A. F. (2005) Identificação de modelos ARMAX e NARMAX para um poço de petróleo operando com por injeção contínua de gás. Dissertação (Mestrado em Engenharia Elétrica) - Florianópolis-SC - Universidade Federal de Santa Catarina - UFSC, 138p. Doma, M. J., Taylor, P. A., Vermeer, P. J. (1996) Closed loop identification of MPC models for MIMO processes using genetic algorithms and dithering one variable at a time: application to an industrial distillation tower. Computers Chemical. Engineering. 20: SI035-SI040. Furtado, E. C., Mendes, E. M. A. M., Nepomuceno, E. G., Silva, V. V. R. E. (2002) Identificação de sistemas dinâmicos não-lineares contínuos utilizando modelos NARMAX: estudo de caso de um forno a arco elétrico. Anais do XIV Congresso Brasileiro de Automática, Natal-RN. Gomide, R. (1988) Operações Unitárias Volume IV. 1. ed. São Paulo-SP: Edição do Autor,187p. 102 Hovd, M., Michaelsen, R., Montin, T. (1997) Model Predictive Control of a Crude Oil Distillation Column. Computers & Chemical Engineering. 21:S893-S897. Júnior, C. A. V., Barbabela, B. A., (2006) Análise exploratória da aplicação de modelos auto-regressivos na previsão do comportamento dos preços de derivados de petróleo. Anais do IX SEMEAD – Seminários em Administração FEA-USP. São Paulo:USP. Jurado, F., Carpio, J. (2003) Modelado de la micro-turbina em el sistema de distribución mediante estructuras NARX. Revista IEEE América Latina, 1(1). Lara, J. M. V. (2005) Identificação de modelos para controle preditivo: aplicação a uma planta de lodos ativados. Tese (Doutorado em Engenharia Elétrica) – Campinas-SP - Universidade Estadual de Campinas - UNICAMP, 215p. Ljung, L., Glad, T. (1994) Modeling of dynamic systems. 1. ed. New Jersey: Prentice Hall, 368p. Marangoni, C. (2005) Implementação de uma estratégia de controle com ação distribuída em uma coluna de destilação. Tese (Doutorado em Engenharia Química) – Florianópolis-SC – Universidade Federal de Santa Catarina - UFSC, 151p. Moraes, C. A. S. (2004) Modelagem, controle e minimização do consumo de energia de uma unidade de fracionamento de nafta. Dissertação (Mestrado em Engenharia Elétrica) – Campinas-SP – Universidade Estadual de Campinas – UNICAMP, 193p. Naegele, E. F. da S. (2000) Proposta para uma coluna de destilação didática: mistura etanol-água. Dissertação (Mestrado em Engenharia Elétrica) – Vitória-ES – Universidade Federal do Espírito Santo – UFES, 135p. Rasovsky, E. M. (1973) Álcool: Destilarias. 1. ed. Rio de Janeiro-RJ: MIC, 384p. Schneider, R., Noeres, C., Kreul, L.U., Górak, A. (2001) Dynamic modeling and simulation of reactive batch distillation. Computers & Chemical Engineering. 25:169176. 103 Silva, C. A. M. (2006) Exploração de métodos de seleção de variáveis pela técnica de regressão logística para análises de dados epidemiológicos. Dissertação (Mestrado em Ciência Médicas) – Campinas-SP – Universidade Estadual de Campinas – UNICAMP, 66p. Souza, R. C., Camargo, M. E. (1996) Análise e previsão de séries temporais: os modelos ARIMA. 1. ed. Santa Maria: Edição do autor, 242p. Trautwein, B. J. (2004) Avaliação de métodos para previsão de consumo de água para curtíssimo prazo: um estudo de caso em empresa de saneamento. Dissertação (Mestrado em Engenharia de Produção e Sistemas) - Curitiba-PR - Universidade Católica do Paraná, 123p. Zanata, D. R. P. (2005) Desenvolvimento de um sensor virtual empregando redes neurais para a medição da composição em uma coluna de destilação. Dissertação (Mestrado em Engenharia) – São Paulo-SP - Escola Politécnica da Universidade de São Paulo, 245p.
Download