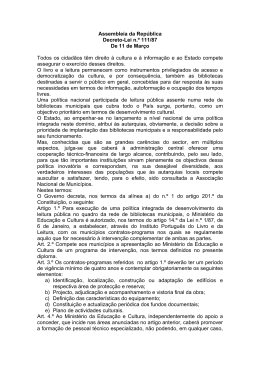
Movimentos e Grandezas nos Processos de Usinagem Velocidade de Corte m/min p Vc Profundidade de Corte mm Avanço mm/rot f Diâmetro Usinado mm Prof. Wanderley do Prado ap O que é Velocidade de Corte ? Da física temos que: Onde: V=Velocidade E E=Espaço V T=Tempo T Ou seja, significa o espaço percorrido por um objeto num determinado tempo. Por exemplo: Quando dizemos: O carro está a 80 km/h isto significa que o carro percorre 80 kilometros em 1(uma) hora. Assim sendo Velocidade de Corte (Vc) significa o espaço percorrido pela pastilha (em metros) em 1 (um) minuto. A diferença em relação ao ex. do carro é que o espaço percorrido pela pastilha descreve uma circunferência, ou seja, precisamos saber qual é o seu comprimento (C) que é dado por: Onde: C = Comprimento da circunferência C D = Constante 3,1416... D = Diâmetro da circunferência Fazendo C=E e efetuando a substituição na fórmula da velocidade, então temos: Vc D T Como a peça está está girando em torno do seu próprio eixo com um determinado número de rotações por minuto (RPM=n) então T=1 e o espaço total percorrido pela pastilha então será: Vc d n 1 Devido ao diâmetro d das peças usinadas ser dado em milímetros (mm) e queremos que o resultado da fórmula seja em metros (m) temos, então, que dividir por 1000 para transformar milímetros em (mm) em metros (m) ou seja: d n Vc 1000 Prof. Wanderley do Prado O que é Avanço de Corte ? Vc Define o deslocamento da ferramenta, em direção axial ou radial, a cada rotação da peça. ap f ap f ap f f V f (mm/rot) n V Torneamento Longitudinal Torneamento Radial Prof. Wanderley do Prado f f n (mm/min) Warm-up do primeiro trabalho? 09-03-2006 Analisar material/ discutir divisão de tarefas e sequência de apresentação considerando: Descrever o(s) processo(s) ; Exemplos de aplicações; Máquinas e/ou ferramentas utilizadas; Vantagens e desvantagens do(s) Processo(s); etc... Prof. Wanderley do Prado Fases de Formação do Cavaco Recalque = Ocorre a deformação plástica e elástica do futuro cavaco ; Deslizamento = Movimento relativo entre a parte recalcada e a peça; Ruptura = Ocorre a ruptura , parcial ou total, por cisalhamento; Escorregamento = O cavaco se desloca sobre a superfície de saída da ferramenta; É um fenômeno periódico. As fases são mais nítidas para materiais dúcteis. Prof. Wanderley do Prado Interface Cavaco-Ferramenta Zona de Aderência = alta taxa de compressão. O contato cavaco ferramenta é total. Para grandes zonas de aderência,temos maior temperatura de corte e força de usinagem; Zona de escorregamento = Contato intermitente, nos picos das irregularidades das duas superfícies em contato; Prof. Wanderley do Prado Interface Cavaco-Ferramenta Zona de Fluxo = zona de cisalhamento intenso. A velocidade do cavaco aumenta à medida que nos afastamos da zona de aderência. A velocidade de saída do cavaco se estabiliza após a zona de fluxo; A zona de fluxo pode medir de 0,01 a 0,08 mm (em média) de espessura; Prof. Wanderley do Prado Classificação das Formas do Cavaco Os cavacos podem ser classificados de várias formas, dentre elas: Segundo Ferraresi(1977) = cavaco contínuo , cavaco de cisalhamento e cavaco de ruptura. Segundo a norma ISO 3625 : cavaco em fita, cavaco helicoidal,cavaco espiral e cavaco em lascas ou pedaços. Prof. Wanderley do Prado Controle das Formas do Cavaco A forma dos cavacos devem ser controlados, pois representam risco para: A segurança do operador e sua produtividade ; A peça = quando o cavaco se enrola na peça, pode danificar o acabamento da peça; A ferramenta = dano,quebra ; Prof. Wanderley do Prado Como alterar a forma do cavaco Os cavacos se quebram segundo a inequação: Er = Deformação limite na ruptura do material; x hD = distância entre a linha neutra e a superfície do cavaco; Ro = raio de curvatura do cavaco; R1 = menor valor de Ro,que evite o choque do cavaco contra um obstáculo Prof. Wanderley do Prado Como alterar a forma do cavaco Diminuir Er = tratamento térmico, elementos de liga,operação a frio antes da usinagem; Aumentar R1 = pequenas paradas no programa CNC, colocar um anteparo abaixo da ferramenta; Diminuir Ro = diminuir âng.saída ou o de inclinação, colocar quebra cavaco; Aumentar hD= aumentar o avanço ou alterar o ângulo de posição ; Aumentar = quebra-cavaco. Prof. Wanderley do Prado Temperatura de Corte Geração de calor = deformação e cisalhamento no plano de cisalhamento,atrito cavaco-ferramenta, atrito ferramenta-peça; Malefícios = ferramenta (desgaste), peça ( dilatação,danifica as propriedades metalúrgicas, dificulta a obtenção de tolerâncias apertadas); Dissipação do calor =cavaco,peça,ferramenta (fluido de corte) ; O calor aumenta quando aumentam Vc, f, e ap; Como reduzir o calor = matéria-prima com melhor usinabilidade,ferramenta mais resistente ao calor,fluido de corte com efeito lubrificante (reduzir o atrito). Prof. Wanderley do Prado This document was created with Win2PDF available at http://www.daneprairie.com. The unregistered version of Win2PDF is for evaluation or non-commercial use only.
Baixar