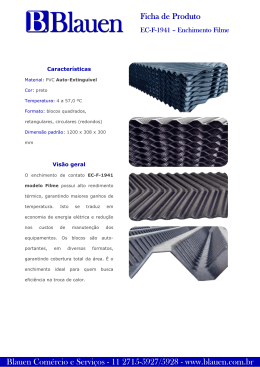
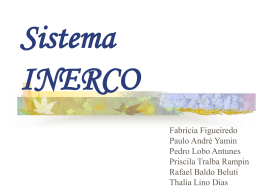
MESS-®ELTECHNIK P&APRODUKTE&LÖSUNGEN Desinfecção automatizada na indústria alimentícia Dr.Thomas Winkler Medição e controle específicos de ácido peracético em CIP e enchimento asséptico de alimentos Na indústria de alimentos e bebidas, tanto na limpeza CIP dos tanques e tubulações, quanto no enchimento asséptico dos produtos, devem ser aplicados agentes de desinfecção altamente eficazes, sem subprodutos nocivos e sem influência na qualidade do produto, processos que devem ser o máximo possível econômicos e automatizados. Além do dióxido de cloro, o ácido peracético possui muitas vantagens. Ideal para uma automatização eficiente é o uso de uma malha de controle com uma medição em linha do agente desinfetante de maneira confiável, específica e isenta de manutenção. Na empresa Ehrmann AG pôde ser comprovado, após um ano de testes, o processo de funcionamento confiável e econômico de duas malhas de controle, baseadas em ácido peracético. Nas malhas de controle foram utilizados componentes da ProMinent, compatíveis entre si. U Fig. 1: Na fabricação de iogurte, quark e sobremesas, devem ser aplicados agentes de desinfecção altamente eficazes com economia, sem produtos secundários nocivos e influência sobre a qualidade do produto, e se possível automatizar. C.03 Em utilizações em Cleaning in Place (CIP) na indústria de alimentos, são bombeados de grandes tanques de armazenagem, de modo seqüencial e automático, para uma rede de tubulações ramificada para produtos intermediários e finais, assim como tanques de armazenagem de produto a serem limpos, os seguintes agentes de limpeza e desinfecção: água de limpeza, soda cáustica diluída, ácido inorgânico diluído, assim como solução de desinfetante. Com isso ocorre respectivamente uma circulação em circuito fechado, com adição automatizada de agente químico de limpeza concentrado. Na solução de desinfetante, por outro lado, é necessária uma medição direta ou indireta em linha, para a restaurar a quantidade do agente desinfetante consumida, pela dosagem de um concentrado para a reposição da concentração desejada. No enchimento asséptico de alimentos os recipientes são conduzidos através de uma câmara de aspersão (rinser), para evitar uma contaminação antes do próprio enchimento, na qual são enxaguados com água fresca com agente desinfetante. Com isso uma parte do volume do agente de desinfecção é perdida por descarga com o transporte dos vasilhames. Esse volume parcial deve ser reposto com água fresca e a água então novamente ser adicionada de agente de desinfecção, para repor o valor original da concentração da solução. Na indústria alimentícia são utilizados como agentes desinfetantes, por causa de sua forte e ampla ação biocida, ao lado do dióxido de cloro, também o ácido peracético. A medição específica de ácido peracético para a reposição da concentração automática e econômica, certamente era difícil no passado pela falta de tecnologia confiável de sensores. O método de medição indireta com auxílio de sensores condutivos eletrolíticos pode ocorrer apenas com produtos de ácido peracético que contém o assim chamado ácido condutivo. Esse ácido peracético acidificado possui 1 certamente também algumas desvantagens, por exemplo, uma promoção mais forte da corrosão. E de modo geral, esse método de medição indireta oculta o perigo de interferências, porque a condutividade eletrolítica também pode ser influenciada por outros processos. Na planta principal da Ehrmann AG em Oberschönegg no Allgäu (Alemanha) está sendo efetuada já há mais de um ano, tanto para a aplicação CIP como para o enchimento asséptico, a reposição controlada do agente desinfetante ácido peracético. O controle é realizado baseado em um novo sensor de ácido peracético da ProMinent Dosiertechnik GmbH. Com isso a Ehrmann pode comparar bem as experiências dos processos anteriores com o método atualmente praticado. Fig. 2: A medição e controle do ácido peracético online no by-pass Fig. 3: Controle central do sistema CIP Cleaning in Place Os sistemas de armazenamento de produto e transporte abrangem um sistema de tubulações de aproximadamente 100 metros, vários tanques de maturação com capacidades de até 67.000 litros, assim como vários tanques de produto com um volume de armazenamento de até 160.000 litros. Todo o material utilizado é aço inox. Em ciclos dependentes da produção, os diversos agentes de limpeza são bombeados sucessivamente dos tanques de armazenagem de 12.000 litros, controlados por um CLP (controlador lógico programável). No início de um novo ciclo, os primeiros passos de enxágüe são descartados, enquanto que os passos seguintes são efetuados em circuito fechado. Na Ehrmann, nos processos anteriores ocorria uma desinfecção com água quente e vapor. Com isto, todo o local de armazenamento de produto e o sistema de transporte eram aquecidos a aproximadamente 85°C, e mantidos por 20 minutos a esta temperatura. Com isto, mais desvantagens ficaram claras: - Dificuldades em se obter uma distribuição homogênea de temperatura, principalmente nos grandes tanques de produto (160.000 litros), que estão instalados ao ar livre, fora do edifício. 2 A forte influência da temperatura externa coloca elevadas exigências ao controle de temperatura e influencia com isso a qualidade da esterilização; - Elevado consumo de energia pela radiação (emissão) dos tanques, apesar da existência do correspondente isolamento térmico; - O tempo de aquecimento e resfriamento atrasa o andamento da produção. A interrupção prematura do tempo de resfriamento dos tanques de armazenagem leva, além disso, ao aquecimento do produto e ao consumo de energia adicional no armazém refrigerado de produto acabado. Essas desvantagens levaram a uma nova concepção do passo de desinfecção no procedimento CIP. Após uma análise das condições do processo, decidiu-se finalmente pelo desinfetante ácido peracético (Fig. 2). Decisivas para isso foram a elevada e rápida ação biocida sobre todos os microrganismos relevantes – também com temperaturas e valores de pH variáveis –, a completa decomposição biológica do agente desinfetante, assim como a não interferência na qualidade do produto. Adicionalmente surgem conhecidas desvantagens no manuseio e utilização do ácido peracético, por exemplo, inconveniência de odor, autodecomposição e tendência à explosão – apenas em concentração elevada (maior que 30 porcento) e não são relevantes para a presente aplicação: o concentrado aqui utilizado para a preparação do meio desinfetante contém apenas 15 porcento de ácido peracético. Também não tem relevância a promoção de corrosão por ácido peracético, com a concentração controlada de 1.000 ppm, na instalação de aço inox em questão. Enchimento asséptico de iogurte As fábricas da Ehrmann oferecem como vasilhames para produtos à base de iogurte, além de copos descartáveis, também garrafas de vidro retornáveis. Em uma parte da área de envase de iogurte, as garrafas de vidro retornáveis de 500 g que voltam são lavadas e desinfetadas. A desinfecção final ocorre em um rinser, no qual as garrafas são totalmente emborcadas e são enxaguadas por baixo por meio de um aspersor com agente desinfetante. A produção é de aproximadamente 12.000 garrafas por hora. A água de 3 enxágüe que flui do rinser é direcionada de volta a um tanque de armazenagem de 2,5 m . O volume de água de enxágüe descartado pelas garrafas de vidro é reposto por água fresca com dureza parcialmente reduzida (em torno de 370 µS). Pela diluição que com isto ocorre, é necessária uma reposição automática do agente desinfetante no tanque de armazenagem da solução CIP. O objetivo do enchimento asséptico é impedir uma rápida contaminação das garrafas lavadas também através dos esporos de fungos transportados pelo ar antes do próprio enchimento. Para isso, em primeiro lugar deve-se minimizar tecnicamente os percursos dos transportadores e intervalos de tempo entre a rinsagem de desinfecção e o enchimento. Fig.4: Tratamento dos vidros com ácido peracético no rinser antes do enchimento asséptico A escolha do agente desinfetante e as condições de utilização como concentração, tempo de ação, temperatura e valor do pH decidem então sobre o sucesso do processo. Para isso, os principais critérios são os testes microbiológicos por amostragem, que são efetuados na superfície interna do vidro das garrafas diretamente antes do enchimento (exemplo: SWAB). No passado foram testados diversos métodos em diferentes condições de processo – entre eles também um método com uma solução aquosa de 100 ppm de peróxido de hidrogênio, levada a 80°C. Esses métodos mostraram, entretanto, sempre novamente uma contaminação gradual das garrafas antes do enchimento e por isso, desde lá, não foram mais seguidos. Finalmente chegou-se à utilização em um teste piloto de ácido peracético com uma concentração de 1.000 ppm à temperatura ambiente e um valor de pH 3 entre 3 e 4,5. Isso levou a uma desinfecção completa e permanente das garrafas de vidro até o enchimento (Fig. 3). A malha de controle Para a implementação do processo de ácido peracético, para ambas as utilizações foi montada uma malha de controle para a reposição da concentração do ácido peracético. O objetivo é minimizar os custos para o ácido peracético com total segurança higiênica. Os reservatórios de armazenagem para ácido peracético contém 12.000 litros na aplicação CIP e no enchimento asséptico, 2.500 litros. Como resultado são necessários por dia no CIP aproximadamente 20 kg e para o enchimento asséptico em torno de 10 kg de ácido peracético. A malha de controle consiste dos seguintes componentes (Fig. 5): Fig. 5: Esquema da malha de controle para reposição da concentração de dióxido de cloro. Legenda: 1 Meio do processo 2 By-pass para medição/controle 3 Controlador: DULCOMETER D1C 4 Sensor: DULCOTEST PAA 1 5 Alojamento de sensores: DLG III 6 Sinal de entrada 7 Bomba dosadora Sigma 8 Ácido peracético concentrado 9 Ponto de injeção 10 Reservatório armazenagem 1.000 ppm 11 Meio para o processo 12 Valor medido como 4-20 mA para supervisório - Sensor (tipo PAA 1) para a medição online do ácido peracético na faixa de 100 até 2.000 ppm – um sensor amperométrico de dois eletrodos, coberto com membrana, que pode ser utilizado na faixa de pH de 1 até 9, assim como até 45°C. O sensor contém, ao lado do transformador de 4-20 mA, simultaneamente a compensação de temperatura do sinal primário. O sinal de saída é um sinal de 4-20mA não calibrado passivo, com compensação de temperatura. O material da membrana é repelente de sujidade e resistente a obstrução, o que possibilita o funcionamento confiável e livre de manutenção, também em águas poluídas (como o retorno da solução do CIP). Especialmente importante é que é possível uma medição seletiva de ácido peracético em concentrações variáveis de peróxido de hidrogênio, já que em ácido peracético fresco estão presentes maiores concentrações de peróxido de hidrogênio. No curso das diferentes decomposições ainda podem ser modificadas as relações de quantidade. E também os tensoativos não interferem, que são adicionados como substâncias auxiliares em muitos produtos de ácido peracético. O sensor é montado ao lado de um eletrodo de pH e um sensor de temperatura em um alojamento de passagem, que facilita uma visualização dos sensores e permite o enchimento de uma solução padrão para a calibração do sensor de ácido peracético. - Controlador (ProMinent tipo Dulcometer D1C), que permite a calibração do sensor, que mostra o valor medido no local e emite um sinal de saída para a bomba dosadora, baseado em um comparativo de valor programado/real. Adicionalmente a concentração de ácido peracético medida é enviada adiante como sinal calibrado ativo de 4-20mA para um CLP superordenado, onde outros critérios para a inicialização e controle do processo CIP estão programados. - Bomba dosadora como atuador, que dependendo de uma variável de controle, dosa uma determinada quantidade de ácido peracético a 15% do tanque de armazenagem no ponto de injeção no retorno do tanque de armazenagem, que é equipado com um agitador. No funcionamento contínuo por um ano, do 4 processo de desinfecção na empresa Ehrmann, de acordo com o usuário, não houve nenhum problema. Deve-se ressaltar que não houve a necessidade de manutenção, nesse período de tempo, do sensor de ácido peracético – comumente necessária para este componente mais susceptível à manutenção em uma malha de controle. Apenas uma vez foi necessário efetuar uma recalibração. Os valores de medição corresponderam aos valores comparativos do laboratório, que resultavam dos controles de qualidade diários. Resumo A desinfecção com ácido peracético oferece, assim como o tratamento com dióxido de cloro, vantagens higiênicas, ecológicas e econômicas, nas aplicações típicas das indústrias de alimentos e bebidas como CIP e enchimento asséptico. A economia do processo depende principalmente da montagem de uma malha de controle, que minimiza os custos para o agente desinfetante, mantendo a segurança higiênica e simultaneamente possibilita a automatização do processo. No processo aqui descrito, é decisiva a possibilidade de uma medição contínua, específica, confiável e sem manutenção do ácido peracético, porque o ácido peracético é comparativamente um agente desinfetante caro. O novo sensor Dulcotest PAA 1 da ProMinent preenche essas exigências de forma ideal, o que pôde ser comprovado no uso contínuo na Ehrmann. Autor: Dr.Thomas Winkler Gerente de produto ProMinent Dosiertechnik GmbH Heidelberg - Alemanha Traduzido e adaptado por Matthias R. Reinold. C.03 5
Baixar