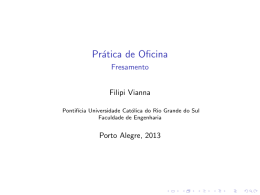
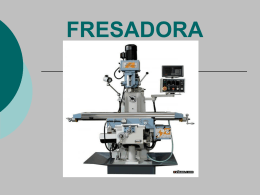
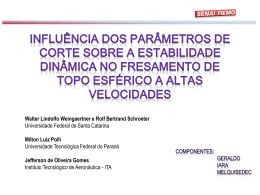
6º CONGRESSO BRASILEIRO DE ENGENHARIA DE FABRICAÇÃO 6th BRAZILIAN CONFERENCE ON MANUFACTURING ENGINEERING 11 a 15 de abril de 2011 – Caxias do Sul – RS - Brasil th th April 11 to 15 , 2011 – Caxias do Sul – RS – Brazil FRESAMENTO FRONTAL DO AÇO ABNT 1045 QUANDO UTILIZADA FRESA COM DIFERENTES NÚMEROS DE ARESTAS. Prof. Dr. Durval Uchôas Braga1 (Orientador, GRUFAB/DEMEC/UFSJ) Luís Guilherme Souza Parreiras1 (PIBIC/FAPEMIG/UFSJ) Prof. Dr. Frederico Ozanan Neves1 (GRUFAB/DEMEC/UFSJ) Prof. Dr. Alex Sander Chaves da Silva1 (GRUFAB/DEMEC/UFSJ) 1 Universidade federal de São João Del Rei Praça Frei Orlando, 170, Centro, São João del Rei – MG – CEP 36307- 352 Resumo: O fresamento frontal é um processo de fabricação com maior emprego na Indústria atual devido ao seu alto rendimento, além da precisão superficial e dimensional. Porém, as variáveis de influência, como o ângulo de posição da aresta principal de corte (χr), o avanço por dente (fz) e a velocidade de corte (vc) da ferramenta, são dependentes com geração de resultados imprevisíveis durante a usinagem. Assim, utilizando-se de planejamento experimental aleatorizado por níveis (PAN), com três replicações e 5% de significância, avaliou-se a interdependência dessas variáveis com os esforços de usinagem para um fresamento frontal assimétrico. Para a realização dos ensaios foi utilizado o fresamento frontal assimétrico em dois níveis de velocidades de corte, três diferentes números de arestas no corte e χr= 65°. Tanto a velocidade de avanço da mesa como a profundidade de corte (ap = 1 mm) foram mantidas constantes caracterizando um mesmo volume de cavaco removido por ensaio. Dos resultados encontrados, destaca-se uma maior influência do aumento do número de arestas simultâneas no corte se comparado ao aumento da velocidade de corte para o aumento da potência consumida no processo, Também, os esforços de usinagem não apresentam crescimentos proporcionais ao número de arestas simultâneas. Alem disso, pode-se dizer que todos os níveis das variações de dentes, velocidades de corte influenciam no processo de fresamento frontal assimétrico. Igualmente há interação entre as mesmas variáveis no processo. Dos resultados obtidos, pode-se concluir que o uso de valores médios de número de dentes em velocidades de corte maiores geram redução dos esforços na árvore da fresadora. Ainda, da análise das interações entre as variáveis, sugere-se a usinagem com velocidades de corte pequenas, passos médios, evitando-se o uso de baixas velocidades de corte. As forças na direção da velocidade de avanço não são superiores aquelas da direção transversal como se esperava. Por fim, todas as variáveis analisadas causam mudanças no processo, assim como há interação entre elas. Palavras-chave: Fresamento Frontal, Esforços de Corte, Usinagem. 1. INTRODUÇÃO De acordo com GROOVER (2002) citado por GUEZA (2008), A usinagem possui papel fundamental nos processos de fabricação dos mais variados ramos da indústria mecânica. Dentre os diversos processos de usinagem, o fresamento constitui um dos mais importantes pela sua produtividade e flexibilidade. Segundo MELO (2003), a investigação científica dos fenômenos ligados aos diversos processos de usinagem é de extrema importância para o avanço tecnológico desta área da fabricação mecânica. São muitas as pesquisas que visam obter subsídios que auxiliam na escolha dos parâmetros de corte ideais para uma dada situação de usinagem, pois como é sabido, estes exercem influência marcante em diversas variáveis do processo. Deste cenário a pesquisa foi motivada, para um mesmo volume de cavaco variou se a quantidade de dentes simultâneos no fresamento frontal assimétrico do aço ABNT 1045. Os resultados obtidos mostraram que a o aumento do número de dentes simultâneos no corte tem maior influência no aumento da potência consumida, porém as forças de usinagem não aumentaram proporcionalmente ao aumento de números de dentes simultâneos no corte. Finalmente, todas as variáveis interferem nos esforços de usinagem e que todas elas interagem entre si. 2. FRESAMENTO FRONTAL DROZDA (1983) at al, citado por POLLI (2005), comenta que no fresamento frontal a superfície usinada resulta da ação combinada dos gumes localizados na periferia e na face frontal da fresa, esta geralmente em ângulo reto ao eixo da ferramenta. Normalmente a superfície fresada é plana, e não corresponde ao contorno dos gumes. © Associação Brasileira de Engenharia e Ciências Mecânicas 2011 6 º C O N G R E S S O B R A S I L E I R O DE E N G E N H A RI A D E F A B R I C A Ç Ã O 1 1 a 1 5 d e A b r i l d e 2 0 1 1 . C a x i a s d o S u l - R S AMORIN (2003) at al, comenta, ainda, que o fresamento frontal pode ser assimétrico, quando o corte não se dá sobre o eixo de simetria da peça e simétrico quando o deslocamento do eixo da fresa se dá sobre o eixo de simetria da peça. AMORIN (2003) comenta que o corte assimétrico permite melhores condições de trabalho, reduzindo dentre outros, as vibrações, os esforços por dente e o impacto na entrada da aresta na peça. Para minimizar o efeito do choque mecânico da aresta de corte com a peça, DINIZ (2006) cita FILHO (1998), recomendando utilizar um valor de J Fig. (1) pequeno, pois a espessura do cavaco (hd) na entrada do dente da ferramenta diminui resultando em menor impacto na entrada da ferramenta. Figura 1. Fresamento Frontal assimétrico. 2.1. Posicionamento da Pastilha no corte Alguns elementos relativos ao posicionamento relativo fresa-peça como: entrada da aresta de corte, saída da aresta de corte, comprimento de corte, quantidade de arestas simultaneamente no corte e esforços de corte, tem grande influência no resultado da usinagem, concordam FILHO (1998) at al. De acordo com SANTOS (2001) a correta determinação do número de arestas a serem utilizadas tem influência direta sobre o acabamento da superfície gerada, a força e a potência de corte, a vida da ferramenta e o tempo de corte, e, também, a potência consumida no processo. Para condições de corte constantes, um aumento no número de arestas da fresa resulta em maior energia específica de remoção de material. Fresas de passo fino são mais vantajosas na usinagem de materiais frágeis. Fresas de passo largo, resultam em um acabamento superficial mais grosseiro e em um maior esforço por aresta de corte. Essa condição de usinagem é favorável em operações onde um número excessivo de dentes, cortando simultaneamente, possa causar vibrações ou em casos onde a baixa potência da máquina é um fator limitador das taxas de remoção do cavaco. POLLI (2005) cita que durante o fresamento cada dente ou inserto da fresa está sujeito a uma carga de impacto quando entra na região de corte. A magnitude desta carga depende do material da peça, da posição da ferramenta, dos parâmetros de usinagem e da geometria da ferramenta. As forças no fresamento são cíclicas e fortemente proporcionais à espessura de corte em cada posição Destas forças, somente a força ativa consome potência, por estar no plano de trabalho e ser formada pela soma vetorial das forças de corte e força de avanço, porém, outras ações não relacionadas a essas forças como a flambagem no porta ferramentas dependem diretamente da força passiva, exercendo influência no desgaste e na força efetiva de corte. Muitos autores desenvolveram modelos de previsão da força admitida de corte (Fc), mas o modelo mais conhecido e utilizado foi o de KIENZLE, conforme a equação1 (SILVEIRA e ARAUJO, 2003). Fc = Ks*ap *fz (1) Considerando as variações da força de corte, da espessura do cavaco (h) e do número de arestas em contato com a peça (z), tem-se potência consumida durante a operação de fresamento também variável.. Por esta razão, utiliza-se um valor médio de Ks (Ksm) para uma espessura média de corte (hm). A potência média de corte é dada pela equação 2. Pc = Ksm * hm * b * vc (2) 3. Metodologia Durante o planejamento experimental os experimentos foram distribuídos segundo a Tabela 1) e pelos índices i e j respectivamente, sendo o nível (i) correspondendo às três condições de arestas para o corte (número de dentes da fresa) z1 = 2, z2 = 4 e z3 = 8 arestas e O nível (j) correspondendo as duas velocidades de corte vc1 = 360m/min e vc2 = 440 6 º C O N G R E S S O B R A S I L E I R O DE E N G E N H A RI A D E F A B R I C A Ç Ã O 1 1 a 1 5 d e A b r i l d e 2 0 1 1 . C a x i a s d o S u l - R S m/min. Para uma condição de ângulo de posição da ferramenta χr = 65° e profundidade de corte constante igual a 1mm. Os mesmos foram aleatorizados por ocasião de suas realizações. Tabela 1. Distribuição dos ensaios segundo planejamento experimental. z1=2 z2=4 ᵡr=65˚ z3=8 vc1=360m/min vc2 = 440 m/min vc1=360m/min vc2 = 440 m/min vc1=360m/min vc2 = 440 m/min 111a 111b 111c 121a 121b 121c 211a 211b 211c 221a 221b 221c 311a 311b 311c 321a 321b 321c Para a realização dos ensaios foram utilizados: uma fresadora Romi modelo Interact IV, com motor de corrente contínua e equipada com comando numérico computadorizado (CNC). Para o monitoramento das componentes da força foi utilizado uma plataforma dinamométrica Kistler 9265B.A aquisição da potência foi feita através do monitoramento da corrente elétrica do motor, utilizando-se de um sensor de corrente por efeito Hall, modelo NW-SCD-50-R. Montados de acordo com o esquema da Fig. (2). Os sinais, tanto de força quanto de potência, são convertidos de analógico para digital (A/D) e capitados pelo sistema PowerDAQ modelo PD2-MFS-8-500/14. Para análise destes sinais foram utilizados um microcomputador e o software Labview 8.1 da National Instruments. Figura 2. Disposição dos equipamentos e posicionamento do corpo de prova para a realização experimental. 4. Resultados. Para cada ensaio realizado, em uma condição específica, foram monitorados doze sinais de forças e potências cujas médias serviram de referências para a análise comparativa com os demais resultados dos ensaios, conforme mostrados na Tab. (2) abaixo. Tabela 2. Resultados médios para os esforços e potência consumida. Z2 vc1 = 360 m/min Fx Fy Fz Pc vc2 = 440 m/min Fx Fy Fz Pc 954 797 323 4077 839 616 289 3877 Z4 vc1 = 360 m/min Xr2 = 65° Fx Fy Fz Pc vc2 = 440 m/min Fx Fy Fz Pc 683 466 394 4491 594 393 359 4351 Z8 vc1 = 360 m/min vc2 = 440 m/min Fx Fy Fz Pc Fx Fy Fz Pc 786 533 535 5069 682 477 503 5117 As variáveis de respostas da tabela acima foram comparadas utilizado um gráfico de barra, conforme Fig. (3) e Fig. (4) respectivamente. 6 º C O N G R E S S O B R A S I L E I R O DE E N G E N H A RI A D E F A B R I C A Ç Ã O 1 1 a 1 5 d e A b r i l d e 2 0 1 1 . C a x i a s d o S u l - R S Figura 3. Esforços de corte versus velocidade de corte e arestas de corte. Figura 4. Potência de corte versus velocidade de corte e arestas de corte. 5. CONCLUSÃO Dos resultados acima apresentados pode se dizer que para a condição de contraste com confiabilidades menores a 95% deve-se optar por usinar com velocidades de corte pequenas, passos médios, devendo-se evitar valores baixos de velocidade de corte. Da mesma forma para o caso de menor caso de flexão da árvore, procura-se usar Zi médio e maiores velocidades de corte. Isoladamente para a condição de compressão da árvore ou maior efeito da aresta sob a superfície usinada (força passiva Fz), o pior caso é para passos pequenos. As forças de avanço na direção da velocidade de avanço não são superiores aquelas da direção transversal como se esperava. Com o aumento do número de dentes (Z), da velocidade de corte (Vc) percebe-se uma aproximação dos valores das forças de avanço (fy) e passiva (fz). Para o fresamento com fresas de passo largo recomenda-se trabalhar com maiores velocidade de corte para menor reação nos mancais, ou seja, reduzir as forças de usinagem. A redução do passo aumentou as forças de usinagem independente do aumento da velocidade de corte. Para um mesmo passo o aumento da velocidade de corte minimiza os esforços no fresamento. Existe uma tendência de esforço de avanço (Fx,y,z) mínimo para as condições médias de Zi. 6 º C O N G R E S S O B R A S I L E I R O DE E N G E N H A RI A D E F A B R I C A Ç Ã O 1 1 a 1 5 d e A b r i l d e 2 0 1 1 . C a x i a s d o S u l - R S 6. AGRADECIMENTOS Os autores desse trabalho agradessem aos pesquisadores do LEPU/ UFU pelo apoio na realização dos experimentos e a FAPEMIG por financiar o programa PIBIC/UFSJ. 7. REFERÊNCIAS AMORIM, HERALDO. (2003). “Fresamento- 2° Parte”. Notas de aula. DEMEC; Universidade Federal Do Rio Grande do Sul. Porto Alegre. DINIZ, A. E.; MARCONDES, F. C. & COPPINI, N. L.(2006). “Tecnologia da Usinagem dos Materiais”. 6. Ed. São Paulo: Artliber Editora, 6. 244p. FILHO, J. C. (1998). .Estudo e Monitoramento do Processo de Fresamento Frontal com Fresas de Insertos Intercambiáveis. Faculdade de Engenharia Mecânica, Universidade Estadual de Campinas. Campinas. GUENZA, J. E. 2008, “Análise do Desempenho do Fresamento em Altas Velocidades de Corte do Ferro Fundido GG25 em Aplicação Industrial”, Dissertação (Mestrado em Engenharia) - Programa de Pós-graduação em Engenharia Mecânica e de Materiais, Universidade Tecnológica Federal do Paraná, Curitiba, 134 p. MELO, A. C. A.; VIANA, R.; BARBOSA, F. Q. & MACHADO, A. R (2003). “Investigação experimental da temperatura de usinagem no fresamento de topo com a variação da velocidade de corte e da penetração de trabalho”. Faculdade de Engenharia Mecânica, Universidade Federal de Uberlândia. Uberlândia. POLLI, M. L. (2005); “Análise da estabilidade dinâmica do processo de fresamento a altas velocidades de corte”. Universidade Federal de Santa Catarina. Florianópolis. SANTOS, ANDRÉ LUIS BELONI DOS.(2001). “ Metodologia Via Redes Neurais Para a Estimativa da Rugosidade e do Desgaste de Ferramentas de Corte no Processo de Fresamento Frontal”. Universidade Federal de Uberlândia. Uberlândia. SILVEIRA, J. L. AND ARAUJO, A. C. ARAUJO (2003). “Force Prediction in Thread Milling”. Uberlândia, Presented at COBEF 2003 – II Brazilian Manufacturing Congress, Department of Mechanical Engineering ,EE & COPPE – UFRJ. 8. DIREITOS AUTORAIS Os autores são os únicos responsáveis pelo conteúdo do material impresso incluídos no seu trabalho. EXPERIMENTAL PERFORMANCE EVALUATION OF THE PROCESS OF FACEMILLING STEEL ABNT 1045 FOR MILL WITH DIFFERING NUMBERS OF TEETH. Luís Guilherme Souza Parreiras1 (PIBIC/FAPEMIG/UFSJ) Prof. Dr. Durval Uchôas Braga1 (Orientador, GRUFAB/DEMEC/UFSJ) Prof. Dr. Frederico Ozanan Neves1 (GRUFAB/DEMEC/UFSJ) Prof. Dr. Alex Sander Chaves da Silva1 (GRUFAB/DEMEC/UFSJ) 1 Universidade federal de São João Del Rei Praça Frei Orlando, 170, Centro, São João del Rei – MG – CEP 36307- 352 Abstract: The milling is the machining operation with high employment in industry due to high current rate of removal of material and production of surfaces with surface accuracy and dimensional, and has high flexibility. Scientific research of the phenomena related to various machining processes is very important for the technological advancement of this area of manufacturing engineering. Knowledge of the variables of answers, as the forces generated in the milling are important for the determination of various machining and wear mechanisms, which are decisive factors for the efficiency of the planning process of machining. The objective is to evaluate trends for strength and cutting power consumption in the operation of facemilling steel ABNT 1045, when used different numbers of teeth, entering angle and cutting speeds. For this, a plan was drawn up by randomized experimental levels, the fixed effect model. For tests using a ROMI CNC milling machine, model IV Interact, a Kistler 9265B dynamometer platform and a sensor for the current Hall effect, model NW-SCD-50-R. The monitored signals were controlled by LabView software. Analysis of the results, we concluded that, regardless of the angle of position and speed of cutting, cutting efforts are minimized when the average number of teeth used in the mill. Keywords: facemilling; machining; monitoring. 6 º C O N G R E S S O B R A S I L E I R O DE E N G E N H A RI A D E F A B R I C A Ç Ã O 1 1 a 1 5 d e A b r i l d e 2 0 1 1 . C a x i a s d o S u l - R S 1. RESPONSIBILITY NOTICE The authors are the only responsible for the printed material included in this paper.
Baixar