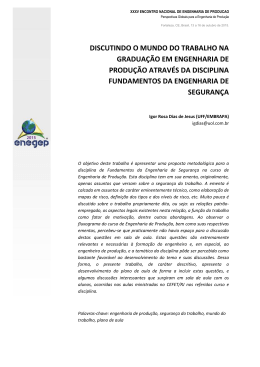
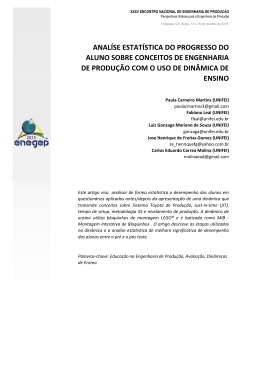
XXXV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Perspectivas Globais para a Engenharia de Produção Fortaleza, CE, Brasil, 13 a 16 de outubro de 2015. MINIMIZAÇÃO DO PASSIVO AMBIENTAL DE RESÍDUOS LÍQUIDOS DE POLIURETANOS EM INDÚSTRIA DA LAMINADOS SINTETICOS ATRAVES DA APLICAÇÃO SINÉRGICA DE FERRAMENTAS DA PRODUÇÃO MAIS LIMPA E LEAN MANUFACTURING Robson Kauer (Feevale) [email protected] Os laminados sintéticos surgiram na década de 60 como uma alternativa de substituição ao couro para aplicação em forros e cabedais de calçados. Pode ser considerado uma alternativa ecológica frente ao seu concorrente direto, uma vez que possui um processo mais fácil de ser controlado e principalmente por não necessitar um consumo excessivo de água na sua produção. Na busca por um programa de gestão que melhore a eficiência na utilização dos recursos, pretende-se aplicar em conjunto as metodologias da Produção mais Limpa (P+L) e do Lean Manufacturing, com o objetivo de aumentar a produtividade, melhorar a qualidade, otimizando fluxos de produção e eliminando desperdícios. Os resíduos de plastisol (PVC) são 100% reaproveitados dentro do próprio processo de fabricação do laminado, por outro lado, com os resíduos líquidos de PU, não se tem o mesmo aproveitamento quanto ao reprocessamento. Portanto o objetivo do presente trabalho é propor e avaliar a utilização das metodologias de Produção mais Limpa e Lean Manufacturing para a minimização do passivo ambiental de resíduos líquidos de poliuretanos (PU) em indústrias de laminados sintéticos. Através da análise dos balanços de massa, com posterior alterações no cadastro dos produtos, conseguiu-se reduzir a geração de resíduos de 910kg para 390 kg, ou seja, relacionando com a metragem produzida, passou-se de 10g por metro linear produzido para 3,5g por metro linear. Palavras-chave: Laminados sintéticos, Resíduos de Poliuretano, Produção mais Limpa, Lean Manufacturing. XXXV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Perspectivas Globais para a Engenharia de Produção Fortaleza, CE, Brasil, 13 a 16 de outubro de 2015. 1 Introdução Em tempos de oscilações na economia, com disputas mercadológicas altamente competitivas, e com a busca incessante de melhoria da produtividade e qualidade pelas empresas que pretendem se manter atuantes no mercado em que estão inseridas, surge também a preocupação e a necessidade de uma gestão eficiente dos resíduos, propiciando assim, a conquista de uma vantagem competitiva frente às demais concorrentes. A problemática da geração de resíduos industriais tem seu princípio concomitante com o desenvolvimento tecnológico advindo da Revolução Industrial, que propiciou mais conforto e bem estar à população em geral, com a manufatura de produtos descartáveis, porém, sem uma política apropriada para a reutilização e disposição final dos mesmos. Na busca por um programa de gestão que melhore a eficiência na utilização dos recursos, sugere-se a aplicação sinérgica de ações pontuais das metodologias de Produção mais Limpa (P+L) e de Lean Manufacturing, ou produção enxuta. Segundo o guia PmaisL (2015) o seu princípio básico é eliminar a poluição durante o processo de produção e não no final, pela simples razão de que todos os resíduos que a empresa gera custaram-lhe dinheiro, pois foram comprados a preço de matéria prima, consumiram insumos como água e energia, e continuam a consumir dinheiro, seja nos gastos com tratamento e armazenamento, ou através de multas pela falta desses cuidados. Já a metodologia Lean introduz melhorias como o aumento da produtividade e qualidade, otimizando fluxos de produção e eliminando desperdícios Dentro deste cenário, citam-se as empresas produtoras de laminados sintéticos, fornecedores de materiais substitutos ao couro natural às empresas calçadistas, podendo, inclusive, serem consideradas como uma alternativa ecológica frente ao seu concorrente direto, uma vez que possui um processo mais fácil de ser controlado e principalmente por não necessitar um consumo excessivo de água na sua produção. Por outro lado, sabe-se que como toda indústria de transformação, este processo também possui oportunidades de melhoria em questões relacionadas à sustentabilidade e responsabilidade ambiental, onde destacam-se a minimização da geração de resíduos, bem como seu reuso e reciclagem. 2 XXXV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Perspectivas Globais para a Engenharia de Produção Fortaleza, CE, Brasil, 13 a 16 de outubro de 2015. Atualmente dentro do processo de produção em indústrias de laminados sintéticos, têm-se dois resíduos principais, que são as sobras de “massas” de policloreto de vinila (PVC), também chamado de plastisol, e os resíduos líquidos de poliuretanos (PU). Ambos resíduos oriundos do processo de espalmagem do laminado sintético. Os resíduos de plastisol são 100% reaproveitados dentro do próprio processo de fabricação do laminado. Já, por outro lado, com os resíduos líquidos de PU, não se tem o mesmo aproveitamento quanto ao reprocessamento, salvo, em situações com sobras significativas de PU, de determinados produtos de linha, com produções futuras previstas. Considerando que no cluster coureiro-calçadista da região Sul do Brasil possui seis empresas fabricantes de laminados sintéticos, estima-se uma geração de 12 toneladas/ mês deste resíduo líquido de PU. Portanto o objetivo geral do presente trabalho é avaliar a utilização de ferramentas das metodologias de Produção mais Limpa e Lean Manufacturing para a minimização do passivo ambiental de resíduos líquidos de PU em indústrias de laminados sintéticos. 2. Poliuretanos (PU´s) Wiebeck e Harada (2005) e Mano e Mendes (2004) afirmam ainda que, em se tratando de polímeros sintéticos de alto desempenho, os poliuretanos destacam-se no mercado mundial, em função de sua alta flexibilidade na obtenção de diversos materiais como borrachas, plásticos ou fibras com distintas propriedades físicas e químicas, dependendo dos monômeros e do catalisador utilizados. Os PU’s foram desenvolvidos por Otto Bayer, em 1937 através da reação de poliadição de um poliisocianato (no mínimo bifuncional) com um poliol (Figura 1) e outros reagentes (contendo dois ou mais grupos de hidrogênio reativos) como: agentes de cura ou extensores de cadeia; catalisadores; agentes de expansão; surfactantes; cargas; agentes antienvelhecimento, corantes e pigmentos, retardantes de chama, desmoldantes, etc. Os isocianatos podem ser classificados em aromáticos, alifáticos, ciclo-alifáticos ou policíclicos (VILLAR, 2013; WIEBECK e HARADA, 2005). Figura 1 - Reação química da formação da Uretana. 3 XXXV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Perspectivas Globais para a Engenharia de Produção Fortaleza, CE, Brasil, 13 a 16 de outubro de 2015. Fonte: Adaptado de Villar (2013) Sobre as principais propriedades e características dos PU´s, Wiebeck e Harada (2005) e Mano e Mendes (2004) destacam a alta resistência a abrasão, tração e rasgamento, bem como boa flexibilidade a baixas temperaturas e baixo custo de processamento. Os autores citam ainda como principais aplicações: equipamentos industrias, espumas para estofamento, solados para calçados, material esportivo, roupas, filmes, revestimentos, tintas e etc. 3. Laminados sintéticos à base de poliuretanos (PU´s) Segundo Villar (2013), uma das aplicações do poliuretano está no campo dos revestimentos e recobrimentos, como na produção de tintas e laminados sintéticos. Uma definição para laminado sintéticos segundo Fung (2002), é de um material composto de duas ou mais camadas, sendo que uma é um tecido têxtil e, pelo menos uma, é uma camada polimérica contínua, onde ambas são ligadas por meio de um adesivo, conforme Figura 2. Figura 2 – Estrutura laminado sintético de poliuretano Fonte: Blos (2012) Nos últimos anos, os laminados sintéticos tiveram grandes avanços em sua disponibilidade, qualidade e propriedades físicas tornando-os, materiais cada vez mais comuns na fabricação de quase todo tipo de calçado. Os laminados sintéticos de poliuretano são classificados como polímeros termofixos ou termorrígidos, onde sob ação do calor os mesmos endurecem, e após seu processamento 4 XXXV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Perspectivas Globais para a Engenharia de Produção Fortaleza, CE, Brasil, 13 a 16 de outubro de 2015. quando submetidos ao calor novamente entram em decomposição antes do seu ponto de fusão. Segundo Rodolfo Júnior, Nunes e Ormanji (2006), o processo de cura dos polímeros termorrígidos consiste em uma série de reações químicas que promovem a formação de ligações químicas primárias (ligações covalentes) entre as macromoléculas da resina termofixa, mediante o uso de calor, pressão, radiação ou catalisadores, tornando-a rígida e insolúvel. Trein (2014) comenta que os laminados sintéticos a base de poliuretano, possuem boas propriedades de resistência à tração, alongamento e ao rasgamento, dependendo das características dos substratos utilizados. Os laminados que fazem uso de malhanormalmente possuem uma maior resistência ao alongamento, porém tendem a sofrer hidrólise com a ação do tempo. Outras características importantes no laminado de PU, são a excelente resistência a abrasão, à colagem (utilizando adesivo adequado) e ao flexionamento contínuo, todas estas de grande importância no segmento esportivo. Em se tratando de forros destaca-se a capacidade de permeabilidade do suor, proporcionando a transpiração do pé. Trein (2014) destaca que o sistema produtivo do laminado sintético é considerado ambientalmente correto, pois utiliza menos água e proporciona um baixo desperdício de material e uma maior produtividade em comparação com o processo do couro, pois produz uma área de corte mais homogênea, permitindo inclusive um melhor aproveitamento. 3.1. Processo de espalmagem por transferência O processo de produção do laminado sintético é um exemplo de espalmagem por transferência, que consiste na deposição de até 4 camadas, que podem ser PVC, PU ou ambos, onde as camadas depositadas sobre o papel siliconado com relevo (gravação), passam por um processo de gelificação (PVC) ou secagem (PU), para posterior deposição das camadas seguintes, a fim de proporcionar características de toque e/ou espessura. E por fim é feita a adesão conforme Figura 5 ao substrato (tecido ou base coagulada de PU) com uma camada fina de adesivo (RODOLFO JUNIOR, NUNES e ORMANJI, 2006). O revestimento por transferência utiliza um transportador temporário, usualmente feito de papel gravado revestido com silicone. O papel é revestido através de faca ou rolo reverso com 5 XXXV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Perspectivas Globais para a Engenharia de Produção Fortaleza, CE, Brasil, 13 a 16 de outubro de 2015. uma ou mais camadas de elastômeros. O solvente é removido do revestimento por aquecimento antes do contato com o substrato têxtil, num rolo aquecido. O papel é então removido e reutilizado. As máquinas de revestimentosão normalmente equipadas com até quatro cabeçotes de revestimento para permitir a aplicação de até quatro camadas em uma só passagem (FUNG, 2002). Rodolfo Júnior, Nunes e Ormanji (2006) relacionamcomo equipamentos básicos de espalmagem por transferência, conforme Figura 3, as seções de aplicação (também conhecido como cabeça ou cabeçote de revestimento) e fornos de secagem com suas respectivas unidades de resfriamento. Figura 3- Linha de espalmagem Fonte: Blos (2012) Essa configuração, conta ainda com dispositivos para rebobinar e tencionar o papel, reservatório para pasta em cada cabeçote de revestimento e sistema para rebobinar o laminado. 4. Sustentabilidade organizacional A sustentabilidade de uma organização é a busca equilibrada e permanente em manter saudáveis todos os processos envolvidos: a tecnologia, os relacionamentos, as finanças, a qualidade dos serviços, os recursos naturais, financeiros, a cultura local e o resultado social. Há sempre uma vertente interna à organização e outra externa. A arte em equilibrar esses dois lados da organização gera formas de planejamento que atendam a ambos (FREITAS, 2005 apud ZOTTIS, RUSSO E ARAÚJO, 2009, p.59). 6 XXXV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Perspectivas Globais para a Engenharia de Produção Fortaleza, CE, Brasil, 13 a 16 de outubro de 2015. Dias (2004) comenta que o desenvolvimento econômico e o cuidado com o meio ambiente são compatíveis, interdependentes e necessários, e que a alta produtividade, a tecnologia moderna e o desenvolvimento econômico podem e devem coexistir com um meio ambiente saudável. A chave para o desenvolvimento é a participação, a organização, a educação e o fortalecimento das pessoas, onde o desenvolvimento sustentado é centrado nas pessoas e não na produção. A ideia da sustentabilidade coloca-se como contraponto ao caráter desperdiçador do atual momento, na medida em que a economia, por um lado, está baseada no desperdício da matéria-prima fornecida pela natureza num consumo descompassado como sua capacidade de fornecimento e, por outro, tratado a natureza como um depósito de resíduos, sem considerar sua capacidade de absorção e reciclagem (FREITAS, 2005 apud ZOTTIS, RUSSO E ARAÚJO, 2009, p.59). 5. Gestão de Resíduos Na busca pela diminuição da geração de resíduos, as empresas tem investido fortemente em processos de reutilização, reciclagem e em ações voltadas a redução, com treinamento, aquisição de máquinas com novas tecnologias, desenvolvimento de novas matérias primas e no trabalho da engenharia de processo. Robinson (2009) comenta que as empresas do setor coureiro calçadista ainda não avaliaram com a devida importância as iniciativas de minimização na geração de resíduos, reutilização de materiais e a reciclagem após o fim do ciclo de vida do produto. Trein (2014) corrobora com a ideia afirmando que com as pressões econômicas sofridas em especial pelo entrante China, as indústrias nacionais de componentes já começam a tomar providências na seleção de insumos e fornecedores, implantando contínuas melhorias em seus processos de fabricação, necessitando ainda uma atenção especial quanto a redução dos desperdícios e um maior aproveitamento das matérias-primas. Mano, Pacheco e Bonelli (2005), comentam que o gerenciamento dos resíduos é um conjunto de ações normativas, operacionais, financeiras e de planejamento para a disposição dos mesmos de forma ambientalmente segura, utilizando tecnologias compatíveis com a realidade 7 XXXV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Perspectivas Globais para a Engenharia de Produção Fortaleza, CE, Brasil, 13 a 16 de outubro de 2015. local. Comentam ainda que para atingir tal objetivo uma das filosofias utilizadas é denominada de 3R’s, que significa Reduzir, Reutilizar e Reciclar. Dentre as abordagens desenvolvidas para facilitar a redução do uso de recursos, o mais conhecido é o Design for the Environment (DfE). Esta abordagem aplica o conceito Life Cycle Assessment (LCA) como uma ferramenta para permitir a concepção de produtos, não só para minimizar o uso de recursos, mas também para facilitar a reutilização e reciclagem. Um exemplo da aplicação dos princípios do DfE em polímeros, é a redução média do peso das embalagens plásticas em cerca de 28% nos últimos 10 anos (AZAPAGIC, EMSLEY e HAMERTON, 2003). No entanto existem alguns obstáculos enfrentados para a inclusão deste processo na rotina das empresas. O primeiro obstáculo está ligado a uma logística reversa mais eficiente, em segundo, questões referentes a uma visão de concepção e desenvolvimento projetando uma viabilidade de reutilização dos materiais desde sua produção, até o final do ciclo de vida do produto. E o terceiro obstáculo para a reutilização é a dificuldade do cliente em aceitar produtos que não são novos, porque acreditam que produtos reutilizados terão uma performance inferior (AZAPAGIC, EMSLEY e HAMERTON, 2003). A prioridade da P+L conforme Figura 4, é minimizar a geração de resíduos e emissões na fonte geradora (nível 1). Os resíduos que não podem serevitados devem ser reaproveitados, reutilizados ou reciclados, preferencialmente, internamente (nível 2). Na impossibilidade do reaproveitamento, podem ser realizados estudos de reciclagem externamente à organização(nível 3) (SEIFFERT, 2011). Figura 4 - Fluxograma de estratégia de priorização na Produção mais Limpa 8 XXXV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Perspectivas Globais para a Engenharia de Produção Fortaleza, CE, Brasil, 13 a 16 de outubro de 2015. Fonte: Seiffert (2011) Seiffert (2011) comenta que a adoção de tecnologias para a redução da carga poluente deve ser considerada como última opção dentre uma série de medidas preventivas que podem ser tomadas no gerenciamento de resíduos. O funcionamento de um processo dentro da ótica de redução na geração deve fazer parte do dia a dia da organização. Cabe ressaltar ainda que tais 9 XXXV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Perspectivas Globais para a Engenharia de Produção Fortaleza, CE, Brasil, 13 a 16 de outubro de 2015. medidas podem ser implantadas isoladamente ou em conjunto, sempre considerando a disposição final de resíduos como alternativasomente após descartadas as demais. Segundo o guia PmaisL (2015) a redução na fonte é realizada através de balanços de massa e energia, avaliando processos, produtos e serviços e identificando as oportunidades de melhoria que levam em conta aspectos técnicos, ambientais e econômicos. São definidos e implantados indicadores para monitoramento com o objetivo de trazer benefícios ambientais e econômicos para as empresas graças à redução dos impactos ambientais e do aumento da eficiência do processo. 6. Lean Manufacturing A produção Lean representa fazer mais com menos – menos tempo, menos espaço, menos esforço humano, menos maquinaria, menos material – e ao mesmo tempo, dar aos clientes o que eles querem (DENNIS, 2008). Dennis (2008) comenta que nos dias atuais, na maioria das indústrias o preço é fixo ou está em queda, e o consumidor com acesso irrestrito a informação e com uma variedade de escolhas, está cada vez mais exigente quanto a qualidade e preço. A Figura 5 elucida esse novo conceito. Figura 5 - A meta é a redução de custos. Fonte: Adaptado de Dennis (2008) 10 XXXV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Perspectivas Globais para a Engenharia de Produção Fortaleza, CE, Brasil, 13 a 16 de outubro de 2015. De acordo com Shingo (1996) a teoria do Sistema Toyota de Produção (STP) baseia-se na priorização das melhorias na função processo via a eliminação contínua e sistemática das perdas nos sistemas produtivos. Ohno (1997), afirma que o objetivo principal do STP é aumentar a eficiência através da redução de custos, e para se atingir tal objetivo é absolutamente necessário que as quantidades produzidas sejam iguais às quantidades necessárias, eliminando assim a superprodução. 6.1. Kaizen A diferença entre o desempenho atual de um processo e o desempenho desejado é o direcionador fundamental de uma iniciativa de melhorias. A melhoria de desempenho é o objetivo final do gerenciamento de processos e operações. (SLACK et al, 2008) Gaither e Frazier (2002), apontam como vantagens, por exemplo, o fato de que como os resultados iniciais são modestos, evita-se a frustração e abandono, e que o progresso gradativo e contínuo, significa que as empresas não podem nunca aceitar que o que são é o melhor que podem ser. Conforme Shingo (1996) o processamento e as operações essenciais devem ser examinados cuidadosamente na busca de possíveis melhorias, analisando formas de aumentar o valor agregado dos produtos, reexaminando materiais, métodos e os próprios produtos. Segundo Campos (2004) o ciclo PDCA (Planejar, Fazer, Verificar, Agir), pode ser utilizado para manter e melhorar as diretrizes de controle de um processo, onde cada melhoria corresponde ao estabelecimento de um novo nível de controle. Tubino (2009), cita uma forma de organizar os itens de controle, através da montagem de uma tabela de verificação a partir de sete questões a serem respondidas, conhecidas com 5W2H (Why, What, How, Who, When, Where, How much). Esta é uma ferramenta muito útil para auxiliar o PDCA, na etapa do planejamento, onde traduzindo, as perguntas a serem respondidas temos: Por que será feito? (Justificativa), O que será feito? (Etapas), Como será feito? (Método), Por quem será feito? (Responsabilidade), Quando será feito (prazo), Onde será feito? (Local) e Quanto custará para fazer (Custo). 11 XXXV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Perspectivas Globais para a Engenharia de Produção Fortaleza, CE, Brasil, 13 a 16 de outubro de 2015. 6.2. Kanban O sistema Kanban funciona através da criação de um estoque intermediário entre fornecedor e cliente, onde os itens são colocados em lotes padrão sinalizados com um cartão, onde no momento em que o cliente utiliza um item, surge a necessidade de fabricação do mesmo, através da indicação de reposição pelo cartão (TUBINO, 2009). Uma forma de gerenciar um sistema através do mesmo conceito de sinalizações para ativar a produção é o Quadrado Kanban, que segundo Tubino (2009) consiste em identificar no chão de fábrica um espaço ao lado do centro de trabalho, com capacidade para um número prédeterminado de itens. A reposição se dará no momento em que esse espaço ficar vazio, sendo então, preenchido com novos itens. Segundo Ohno (1997) o sistema Kanban, através da lógica do supermercado dentro do chão de fábrica, aumenta o giro de lotes, otimiza os tempos de movimentação dentro da produção, evita a superprodução, que é a maior perda na produção, reduzindo os estoques e desperdícios em um movimento de melhoria continua. 7 Setor de Preparação na indústria de laminados sintéticos O setor de Preparação na indústria de laminados sintéticos é o responsável pela fabricação das “massas” de PVC e PU que compõem as diversas formulações dos laminados sintéticos que podem ser classificados como PVC, PU ou Misto (PU/PVC). As etapas, apresentadas na Figura 6, que constituem esse processo são: impressão da ordem de produção, preparação das “massas”, moagem, pesagem das formulações, acerto de cor (matização), filtragem, envio para máquina de espalmagem, reaproveitamento e descarte de resíduos. 12 XXXV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Perspectivas Globais para a Engenharia de Produção Fortaleza, CE, Brasil, 13 a 16 de outubro de 2015. Figura 6 - Fluxo de processos do setor de Preparação 7.1 Preparação de poliuretanos (PU´s) Os PU´s são preparados, conforme ficha de pesagem, necessidade da programação e necessidade da máquina de espalmagem, que utiliza fórmulas padrão (transparentes), em diversos produtos de linha. A preparação consiste em pesar as resinas de PU conforme a fórmula requisitada, pesar o solvente (normalmente Dimetilformamida), e aditivos. Após feita a mistura, o poliuretano é colocado em um espaço da área da produtiva, que utiliza-os conforme necessidade do produto a ser produzido. Com o objetivo da padronização dos PU’s utilizados e aprimoramento do fluxo de processo, organizando o espaço e facilitando a visualização da necessidade de reposição foi feita uma ação de melhoria, tomando como exemplo o Quadrado Kanban, conforme Figura 7. 13 XXXV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Perspectivas Globais para a Engenharia de Produção Fortaleza, CE, Brasil, 13 a 16 de outubro de 2015. Figura 7 - Armazenagem das fórmulas de PU na área produtiva (A) antes e (B) depois da aplicação dos conceitos de Kanban A B 7.2 Resíduos Como pode se observar no fluxo de processo do setor de mistura (Figura 6), os resíduos de PU gerados são destinados para descarte, enquanto que o resíduo de PVC é recuperado 100%. Afim de minimizar a geração dos resíduos de PU, foi elaborado um Plano de Ação, através da ferramenta 5W2H, conforme Quadro 1. Quadro 1 - Plano de ação 5W2H redução sobras PU OBJETIVO: REDUÇÃO SOBRAS DE PU Por que O que Coletar dados para Pesagem das mensuração do sobras PU projeto Atualizar sistema Calcular com gramatura gramatura úmida úmida real real Atualizar sistema Redução de PU com gramatura para descarte úmida real Controle da Verificar eficácia geração mensal do plano de ação de resíduo PU Como Após a produção, realizar pesagem das sobras, se ocorreram Através de planilha com controle de consumo versus metragem produzida Modificar no sistema RUANSA gramatura úmida nas formulações Realizar pesagem de toda sobra de PU do mês transcorrido RESPONSÁVEL: Robson Quem Ivane Quando Início Fim Onde Quanto 13/08/2014 12/11/2014 Setor Mistura R$ - Robson 13/08/2014 12/11/2014 Setor Mistura R$ - Robson 13/08/2014 12/11/2014 Setor Mistura R$ Robson 13/08/2014 12/11/2014 Setor Mistura R$ Ivane O objetivo era coletar dados da quantidade de PU utilizada em cada artigo (Figura 8), e através da metragem produzida, calcular o depósito úmido real (balanço de massa) de PU, já que os artigos são cadastrados com um depósito úmido teórico, muitas vezes difícil de 14 XXXV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Perspectivas Globais para a Engenharia de Produção Fortaleza, CE, Brasil, 13 a 16 de outubro de 2015. mensurar, em função de vários fatores, como abertura da faca, teor de sólidos da resina, teor de sólidos dos pigmentos e configurações de máquina distintas em relação a máquina piloto. Figura 8 - Controle de depósito PU (Balanço de massa) Na medida em que se obtinham as gramaturas “reais”, estes dados eram corrigidos no sistema de produção, com o objetivo de, na próxima ordem de produção pesar a quantidade correta de PU, minimizando as sobras. A fim de verificar o resultado do plano de ação, ao final de cada mês, foram pesados os totais de resíduos gerados, relacionando-os com a metragem produzida no período, conforme Tabela 1. Tabela 1 - Controle resíduo PU mensal CONTROLE RESÍDUO PU MENSAL Metragem Produzida Total Resíduo Resíduo X Metragem (metros lineares) (Kg) Produzida (Kg/metro linear) Agosto 90.683 910 0,0100 Setembro 91.222 583 0,0064 Outubro 110.281 390 0,0035 Mês Pode-se observar no Gráfico 1 a redução, tanto na geração de resíduos, como na relação dos mesmos em função da metragem produzida. 15 XXXV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Perspectivas Globais para a Engenharia de Produção Fortaleza, CE, Brasil, 13 a 16 de outubro de 2015. Gráfico 1 – Geração resíduos mensal Observou-se que uma ação simples promoveu uma redução significativa na geração de resíduos de PU, onde inicialmente se tinha uma geração de 10 gramas a cada metro de laminado sintético produzido, e após os 3 meses do plano de ação, passamos para 3,5 gramas a cada metro produzido. 8. Considerações Finais Pode-se observar no Gráfico 1 que a continuidade do processo de gestão proposto no sentido da redução na fonte com a realização constante de balanços de massas (processo advindo da Produção mais Limpa) com o subsídio do 5W2H como ferramenta para auxiliar o ciclo PDCA, pautado pela melhoria continua através do Kaizen pode trazer ainda mais benefícios, pois têm-se uma tendência decrescente na geração dos resíduos. Destacam-se ainda outros aspectos positivos que podem ser alcançados com a implantação das metodologias propostas, como, o reuso/reaproveitamento de resíduos de PU dentro do próprio processo de espalmagem, através da segregação dos mesmos por distintas categorias de aplicação;a reciclagem de resíduos de PU como matéria-prima de novos produtos; a recuperaçãodo solvente DMF (Dimetilformamida) presente nos resíduos, através de destilação; e padronização de formulações para diversas aplicações. 16 XXXV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Perspectivas Globais para a Engenharia de Produção Fortaleza, CE, Brasil, 13 a 16 de outubro de 2015. Para corroborar no atingimento destes resultados propõem-se um novo estudo com ações voltadas para o planejamento e controle de produção (PCP), no desenvolvimento de novos produtos, propondo controles para cadastro das formulações no sistema de produção, e a inclusão do setor Comercial, através de venda de laminados sintéticos de cor preta, produzidos com os resíduos. Por fim, estima-se que a aplicação conjunta das metodologias de Produção mais Limpa e Lean Manufacturing tendem a proporcionar um ganho competitivo real para qualquer organização, uma vez que neste caso, com a utilização sinérgica de alguns conceitos e ferramentas de ambas metodologias, num período curto de tempo (3 meses), surtiu um resultado expressivo quanto a minimização dos resíduos líquidos de PU. Referências AZAPAGIC, A.; EMSLEY, A.; HAMERTON, I. Polymers: the Environment and Sustainnable Development. West Sussex, England :Wiley, 2003. BLOS, S. F. Acabamento poliuretânico nanoparticulado aplicado a laminados sintéticos de poliuretano. 2012. 57 f. Dissertação (MestradoProfissional em Tecnologias de Materiais e Processos Industriais) – Universidade Feevale, Novo Hamburgo, RS, 2012. CAMPOS, V. F. TQC: Controle da Qualidade Total no estilo japonês.8 ed. Nova Lima - MG: INDG Tecnologia e Serviços Ltda, 2004. DENNIS, P. Produção Lean Simplificada: um guia para entender o sistema de produção mais poderoso do mundo. 2 ed. Porto Alegre: Bookman, 2008. DIAS, G. F. Educação Ambiental: Princípios e práticas. 9 ed. São Paulo: Editora Gaia, 2004. FUNG, Walter. Coated and laminated textiles. 1 ed. England: Woodhead Publishing Ltd, 2002. GAITHER, N.; FRAZIER, G. Administração da Produção e Operações. 8 ed. Brasil: Cengage Learning Edições Ltda, 2002. GUIA DA PRODUÇÃO MAIS LIMPA: Faça você mesmo. Disponível em: <http://www.gerenciamento.ufba.br/Downloads/guia-da-pmaisl.pdf. >Acesso em 10/04/2015 JARDIM, A.; YOSHIDA, C.; MACHADO FILHO, J.V. Política Nacional, Gestão e Gerenciamento de Resíduos Sólidos. 1 ed. Barueri: Manole, 2012. MANO, E. B.; MENDES, L. C. Introdução a Polímeros: 2ª edição revista e ampliada. 2 ed. São Paulo: Edgard Blücher, 2004. MANO, E. B.; PACHECO, E. B.; BONELLI, C. M. Meio ambiente, poluição e reciclagem. 2 ed. São Paulo: Edgard Blücher, 2010. OHNO, T. O Sistema Toyota de Produção: Além da produção em larga escala. 1 ed. Porto Alegre: Bookman, 1997. ROBINSON, L. C. Estudo sobre o nível de evolução da indústria calçadista para o desenvolvimento de calçados ecológicos. 2009. 86 f. Dissertação (Mestrado em Qualidade Ambiental) – Feevale, Novo Hamburgo, RS, 2009. 17 XXXV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Perspectivas Globais para a Engenharia de Produção Fortaleza, CE, Brasil, 13 a 16 de outubro de 2015. RODOLFO JÚNIOR, A.; NUNES, L. R.; ORMANJI, W. Tecnologia do PVC. 2. ed. São Paulo: Pro-Editores/ Braskem, 2006. SEIFFERT, M. E. Sistemas de Gestão Ambiental (SGA-ISO 14001): Melhoria continua e produção mais limpa na prática e experiência de 24 empresas brasileiras. 1 ed. São Paulo: Atlas, 2011. SHINGO, S. O Sistema Toyota de Produção do ponto de vista da Engenharia de Produção. 2 ed. Porto Alegre: Bookman, 1996. SLACK, N. et al. Gerenciamento de Operações e de Processos: Princípios e Pratica de Impacto Estratégico. 1 ed. Porto Alegre: Bookman, 2008. TREIN, F. A. Evaluation of the Mechanical and Environmental Behavior of Alkali-Activated Mortars Containing PU/EVA-Based Waste. Congresso Luso-brasileiro de Materiais de Construção Sustentáveis - CLBMCS. Guimarães, Portugal. 2014. TUBINO, D. F.. Planejamento e Controle da Produção: Teoria e Prática. 2 ed. São Paulo: Atlas, 2007. VILAR, Walter. Química e Tecnologia dos Poliuretanos. Disponível em:<http://www.poliuretanos.com.br >Acesso em: 10 Março 2015. WIEBECK, H.; HARADA, J. Plásticos de Engenharia: Tecnologia e aplicações. 1 ed. São Paulo: Artliber Editora, 2005. ZOTTIS, A.; RUSSO, D.; ARAUJO, M. P. Sustentabilidade: uma abordagem social. Novo Hamburgo: Feevale, 2009. 18
Baixar