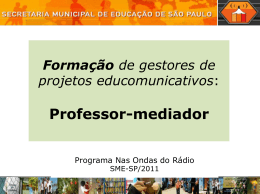
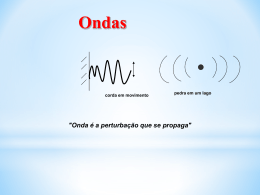
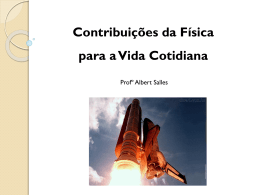
INFORMATIVO Trabalhando com mais inteligência com o que você tem Aumente a produtividade dos sistemas de distribuição existentes com quatro soluções que apresentam uma boa relação custo-benefício ™ 1 Trabalhando comresultados mais inteligência com o que você tem automação que traz www.intelligrated.com INFORMATIVO Trabalhando com mais inteligência com o que você tem Aumente a produtividade dos sistemas de distribuição existentes com quatro soluções que apresentam uma boa relação custo-benefício Por John Naylor, gerente de contas da Intelligrated Na economia atual, faminta por crédito, a obtenção um centro de distribuição, há um limite do quanto de um maior desempenho da infraestrutura e dos isso pode ser eficiente a longo prazo. Por fim, outras equipamentos existentes é uma estratégia-chave de limitações, como velocidade insuficiente do separador gerenciamento dos centros de distribuição. Através da ou muito poucos pontos para separação ou portas de otimização da eficiência e da utilidade dos prédios, carregamento, farão com que um aumento no número equipamentos e sistemas que já foram pagos, as de funcionários não seja mais uma solução adequada. empresas podem obter ganhos finais de aumento de Neste ponto, o tradicional “plano B” costumava ser produtividade sem grandes gastos de capital. comprar equipamento adicional, expandir a área ou Redefinir o uso da tecnologia existente também ambos. pode permitir ganhos de eficiência e aumentos de No entanto, o cenário da economia global está capacidade que permitam que centros de distribuição mudando esse paradigma. Hoje, quando o aumento mais antigos acomodem o crescimento do número de do número de funcionários não é mais a resposta, SKUs e aumentos no número de lojas ou se adaptem e grandes gastos de capital estão completamente a mudanças no perfil dos pedidos sem exigir grandes fora de questão, é hora de examinar a operação do expansões ou novas construções. Os aumentos de centro de distribuição e identificar oportunidades para eficiência também tornam as empresas mais ágeis, reconfigurar sistemas de manuseio, adotando novos dando a elas a flexibilidade necessária para se softwares e/ou modificando processos para aumentar a adaptarem com maior rapidez a mudanças internas e eficácia e a produtividade geral. no mercado. Produtividade = eficiência e utilização Aumentando o rendimento com o aproveitamento de toda a capacidade do sistema Produtividade é uma questão de eficiência e utilização. A resposta tradicional para lidar com demandas produtos de um lado do centro de distribuição para o de crescimento tem sido aumentar o número de outro é o despacho rápido. O processo de descarregar funcionários. Embora essa tática possa fornecer bens de consumo no recebimento e transportá-los pelo aumentos adicionais imediatos na capacidade de edifício, diretamente para outro carrinho, é totalmente Por exemplo, a forma mais eficiente de transportar 2 Trabalhando com mais inteligência com o que você tem www.intelligrated.com INFORMATIVO eficiente. Mas a eficiência é apenas uma parte da equação de produtividade. Mesmo que seja o processo mais eficiente possível, se você puder executar um Solução 1: Despacho rápido em duas etapas para reduzir pela metade o trabalho de separação despacho rápido em apenas 5% das vezes, ele é, na Posições de saída por ondas reduzem as necessidades de mão de obra, estoque circulante e espaço. verdade, apenas 5% produtivo (100% de eficiência x 5% É possível aumentar consideravelmente a produtividade de utilização = 5% de produtividade). A meta de 100% de produtividade por meio do despacho rápido só pode ser obtida em um ambiente verdadeiramente do tipo “uma loja por porta”, no qual há uma taxa de 1:1 de lojas atendidas pelo do abastecimento de pedidos no centro de distribuição implantando um processo de despacho rápido em duas etapas que capitaliza na eficiência do despacho rápido, aumentando expressivamente a utilização sem grandes gastos de capital. centro de distribuição para portas de expedição O despacho rápido em duas etapas aproveita ativos realmente “dinâmicas” com constante disponibilidade existentes para aumentar a eficiência do abastecimento (100% de eficiência x 100% de utilização = 100% de de pedidos. Quando produtos alocados, aqueles produtividade). No mundo real, poucas empresas têm que já fazem parte de um pedido existente a ser os recursos necessários para implantar completamente atendido, chegam sem que haja um carrinho de esse sistema, mas utilizar os princípios de despacho saída correspondente aguardando em uma porta rápido em todas as outras operações aumentará de expedição, outras posições adicionais de saída a produtividade. É importante observar que esses são necessárias. Essas são criadas pela combinação princípios podem ser aplicados para abastecimento de de produtos em ondas conforme são recebidos. Em pedidos, manufatura e expedição para que seja possível seguida, as ondas são posicionadas em uma área de atingir uma maior produtividade e custos menores. espera consistindo em uma posição de piso, uma Embora uma produtividade de 100% continue a ser a posição de paletes, um Sistema de recuperação e meta, a primeira etapa para chegarmos a essa prática armazenamento automatizado (AS/RS) ou um carrinho. ideal é uma solução conhecida como despacho rápido Quando uma porta de expedição é disponibilizada, as em duas etapas. ondas que englobam o pedido são retiradas da área de armazenamento intermediário e carregadas no carrinho 3 Trabalhando com mais inteligência com o que você tem www.intelligrated.com INFORMATIVO alocadas destinadas a um sistema de abastecimento de Solução 2: Minimizar o espaçamento entre os produtos para aumentar o rendimento do separador pedidos por caixa com divisórias podem ser separadas Menor espaço entre os produtos gera um aumento de 40%. de saída apropriado. Esse processo também pode ser usado em outras operações; por exemplo, caixas inteiras por ondas e introduzidas na plataforma de inclinação, no despacho rápido ou em um sistema de separação por indicação luminosa quando a onda é ativada. Isso efetivamente elimina entradas em estoque e as separações de caixas por ondas. O despacho rápido de duas etapas pode reduzir o trabalho de separação em mais de 50%. Embora exija mais trabalho que um despacho rápido de uma única etapa, essa é uma solução viável que requer menos portas de expedição e é consideravelmente Para muitos centros de distribuição, o rendimento de um separador é um ponto de problemático que afeta negativamente a eficiência do abastecimento de pedidos. Embora os separadores de sapatas deslizantes tenham atingido a marca de 200 metros/min nos últimos anos, muitos sistemas separadores existentes estão limitados a velocidades iguais ou, em alguns casos, consideravelmente menores do que essa referência. menos trabalhoso do que o processo convencional A física do ângulo de desvio limita esses sistemas de manuseio de materiais (veja Figura 1). O exemplo existentes, impossibilitando a aceleração do separador de despacho rápido ilustrado na Figura 1 reduz os sem que haja mudanças importantes no sistema de requisitos de estoque circulante para oito unidades expedição. e os requisitos de bateria associados, e economiza 12 mil metros quadrados de espaço adicional ao eliminar a necessidade de uma esteira transportadora de separação, um módulo de separação e um rack associado. Felizmente, a velocidade não é o único parâmetro que afeta o rendimento do separador. Simplesmente reduzindo o espaço entre as caixas dos tradicionais 30 cm em média para 10 cm, é possível aumentar em 40% o rendimento do separador. Imagem 1: Comparação entre processos e taxas Processos e taxas atuais (3.280 por hora) Recepção Paletização manual 400 cph; 17 pessoas Armazenamento 36 paletes/hora; 6 pessoas Expedição Separação em módulos 400 chp; 17 pessoas Reabastecimento de módulos 36 paletes/hora; 6 pessoas Processos e taxas projetadas (3.280 por hora) Recepção Descarregamento direto 800 cph; 8 pessoas Separação/carregamento por onda 600 chp; 11 pessoas Expedição Descarregamento direto 900 cph; 8 pessoas Reboque; 2 pessoas 4 Trabalhando com mais inteligência com o que você tem www.intelligrated.com INFORMATIVO Os softwares inteligentes, disponibilizados por soluciona diretamente o problema. Quando a qualidade fornecedores de sistemas de manuseio de materiais, de pistas ativas não consegue atender a capacidade colocam esses aumentos de rendimento ao alcance máxima (100% de eficiência) do separador, isso passa a dos operadores dos centros de distribuição sem que ser um grande dreno de produtividade. haja a necessidade de investimento de capital em equipamento adicional. Quanto mais tempo o sistema operar (utilização) neste estado, menor será o rendimento geral (produtividade). Em muitos casos, um aumento de 40% no rendimento pode eliminar um turno inteiro de operação. Exemplo: um separador e uma junção 8:1 têm uma Solução 3: Equilibrando os pontos de junção para eficiência máxima de indução é capaz de liberar 50 cpm, e quatro linhas são O equilíbrio em tempo real das linhas de indução que os pontos de junção oferecem pode reduzir os intervalos e eliminar interrupções no fluxo, o que aumenta a produtividade do sistema. capacidade total de 200 caixas por minuto (cpm). Cada linha necessárias para sustentar 200 cpm. Devido ao desequilíbrio, as últimas quatro pistas acabam em momentos diferentes. No momento quando as pistas 1 a 4 concluem, ainda restam quatro pistas e o separador está operando com total eficiência. Qualquer valor inferior representa uma grande perda na eficiência do sistema, como mostrado abaixo. A maioria dos centros de distribuição que operam em Conforme a duração aumenta, perde-se produtividade. Com um ambiente de ‘onda’ ou têm um tempo de corte três pistas x 50 cpm = 150 cpm (75% de eficiência); com duas rigoroso em uma configuração de “armazenamento por porta” sofre de falta de equilíbrio na operação. É natural que os vários recursos em diversas áreas de separação, desde o módulo até o despacho rápido e as linhas de tiras de paletes, operem em taxas diferentes e também variem individualmente ao longo do dia. Um fator que contribui para a falta de equilíbrio é a simples matemática da carga de trabalho. Como resultado da alocação, um módulo de separação pode ter 50% mais volumes de caixas para uma onda específica do que todos os outros modelos. Um sistema de indução convencional não leva em consideração a progressão em tempo real da onda das linhas de alimentação. Em vez disso, simplesmente libera as linhas com base em um único conjunto de algoritmos — rodízio, “primeiro a entrar, primeiro a sair” etc. O efeito é sentido no final da onda/do lote. Conforme as áreas são concluídas e as bolsas de ondas chegam no ponto de junção, a linha é desativada até todas as pistas terem sido concluídas com sucesso. Para fornecer uma solução temporária, alguns sistemas são equipados com pistas de sobreposição de ondas; no entanto, isso não pistas x 50 cpm = 100 cpm (50% de eficiência); com uma pista x 50 cpm = 50 cpm (25% de eficiência). É comum que um sistema de lotes convencionais tenha um rendimento de cerca de 75% de capacidade mecânica. Os combinadores tradicionais, que fecham caixas no ponto de junção, produzem intervalos relativamente maiores entre os produtos e são limitados normalmente a um máximo de quatro linhas de entrada. Eles também são susceptíveis à perda de produtividade devido à falta de cargas de trabalho equilibradas. As junções em cunha estão se tornando uma alternativa cada vez mais popular para combinadores, já que ajudam a maximizar a utilização do separador. Com melhor controle de fluxo de lotes e uma capacidade de junção superior a 16:1, as junções em cunha oferecem mais flexibilidade e menos exposição à perda de produtividade. Os controles de sistemas inteligentes e de software estão disponíveis para ampliar essas configurações de junção/indução e podem tornar um centro de distribuição mais produtivo. Definindo as prioridades lógicas de liberação de junção com base nos volumes previstos 5 Trabalhando com mais inteligência com o que você tem www.intelligrated.com INFORMATIVO Imagem 2 – Angular: equilíbrio da carga de trabalho separação de maior velocidade ter maior volume devido à alocação dos transportadores de SKUs de Pista 1: 20% do tempo de liberação Pista 2: 10% do tempo de liberação maior velocidade. Conforme eles avançam em taxas diferentes, cada um exigiria diferentes prioridades de liberação de junção em tempos diferentes na Pista 3: 20% do tempo de liberação Pista 4: 20% do tempo de liberação onda. Converter ou habilitar a junção e os controles de sistema e software para monitorar o progresso permite uma separação precisamente balanceada, Pista 5: 30% do tempo de liberação proporcionando um rendimento bem superior (produtividade) do sistema. Onda de 10.000 de caixas: Pistas não balanceadas liberadas por porcentagem Solução 4: Plano de onda por compensação para equilibrar cargas e otimizar os níveis de pessoal Pista 1: 2.000 caixas Pista 4: 2.000 caixas A previsibilidade garante que as cargas sejam concluídas com minutos de diferença entre elas. Pista 2: 1.000 caixas Pista 5: 3.000 caixas A previsibilidade garante que as cargas sejam Pista 3: 2.000 caixas concluídas com minutos de diferença entre elas. O modelo de parada/carga, um plano convencional para porta de varejo, em que as ondas de pedidos para cada linha de indução (a área ocupada pela caixa, e não a contagem de caixas, é uma medição mais precisa), o sistema pode melhor organizar a carga de trabalho em todo o sistema. Para manter um maior são montadas em uma série de paradas por toda a instalação, permite que os centros de distribuição carreguem mais pedidos por um número limitado de portas. equilíbrio, as linhas desequilibradas são liberadas com Este método é altamente sensível ao desequilíbrio, base em porcentagem e em atualizações e status em já que uma desaceleração em um único módulo de tempo real. A Figura 2 ilustra os diferentes tempos de separação ou carrinho de expedição pode interromper liberação associados com uma junção sem equilíbrio de o fluxo inteiro e reduzir consideravelmente a cinco linhas de uma onda de 10.000 caixas. produtividade, atrasando a conclusão das ondas. O progresso em tempo real deve ser medido através da junção, enquanto são feitos ajustes imediatos e baseados no status atual da onda. Normalmente, existem áreas de separação de maior velocidade em um sistema: despacho rápido versus módulo. Embora essas áreas tenham a mesma quantidade de caixas atribuídas para uma onda, é possível concluir em metade do tempo, mesmo com a mesma quantidade de recursos aplicados devido à natureza da operação de separação. Não é comum ver uma área de Essas variações imprevisíveis nos tempos das ondas e volumes inerentes ao plano de parada/carga criam intervalos entre as ondas que reduzem a eficiência. Ao transformar ligeiramente o paradigma da onda, um plano de onda por compensação (veja a Figura 3) melhora com base no modelo de parada/carga, eliminando sua imprevisibilidade. O plano de ondas por compensação não apenas aumenta o número de portas ativas em comparação a um plano de doca parada/carga padrão (ímpar - par), mas também 6 Trabalhando com mais inteligência com o que você tem www.intelligrated.com INFORMATIVO Imagem 3: Plano por ondas deslocadas Portas de 41 a 44 Portas de 1 a 4 Portas de 5 a 8 Portas de 9 a 12 Portas de 12 a 16 Portas de 17 a 20 Portas de 21 a 24 Portas de 25 a 28 Ondas de 8 a 17 Ondas de 12 a 21 Ondas de 1 a 10 Ondas de 23 a 32 Ondas de 13 a 22 Ondas de 2 a 11 Ondas de 24 a 33 Ondas de 14 a 23 Ondas de 3 a 12 Ondas de 25 a 34 Ondas de 15 a 24 Ondas de 4 a 13 Ondas de 16 a 25 Ondas de 5 a 14 Ondas de 31 a 40 Ondas de 19 a 28 Ondas de 9 a 18 Ondas de 32 a 41 Ondas de 20 a 29 Ondas de 10 a 19 Portas de 37 a 40 Ondas de 30 a 39 Ondas de 18 a 27 Ondas de 7 a 16 Portas de 33 a 36 Ondas de 29 a 38 Ondas de 17 a 26 Ondas de 6 a 15 Portas de 29 a 32 Ondas de 28 a 37 Ondas de 33 a 42 Ondas de 21 a 30 Ondas de 11 a 20 Ondas de 26 a 35 Ondas de 22 a 31 Ondas de 27 a 36 elimina a aleatoriedade que torna impossível prever excedente do produto para recirculação — imagine quantas portas serão empurradas. Em um exemplo 200 caixas por minuto sendo distribuídas para quatro de 44 portas, 40 portas estão ativas, das quais quatro portas como resultado do planejamento de ondas — e estão sendo empurradas a qualquer momento. A desativação da junção. Veja a Solução 3 para exemplos previsibilidade deste modelo torna mais fácil implantar que ilustram os efeitos da ineficiência da junção. Nos níveis de equipe ótimos e fornecer maior controle dois casos, a utilização do sistema é extremamente sobre a carga mínima/máxima por porta, por onda. prejudicada. O plano de ondas por compensação Cada seção de todos os carrinhos obtém uma quantidade praticamente igual de produto ao garante que a junção e o separador tenham um maior rendimento por mais tempo. mesmo tempo. Embora o plano de ondas por Conclusão compensação possa adicionar algumas novas ondas Ao aproveitar um bom sistema de controle de ao dia, comparado ao modelo de parada/carga, armazém, processos adequados e seu espaço e o balanceamento de cargas garante que todas as equipamento existentes, você pode aumentar a cargas sejam concluídas em apenas alguns minutos de produtividade sem grandes despesas, enquanto diferença entre elas. dimensiona novamente suas operações para atender às O plano de ondas efetivamente equilibra toda a operação de expedição. A carga de trabalho é distribuída igualmente entre todas as portas e todo o pessoal, permitindo níveis previsíveis de pessoal e movimentação de recursos. Isso ajuda a eliminar o necessidades de mudança. Os integradores de sistema, os provedores do software ou os fornecedores de equipamentos de manuseio de materiais podem ajudar a definir que opções seriam mais indicadas para a sua operação. cenário onde a expedição está aguardando que um pequeno número de portas seja concluído de forma Para mais informações, entre em contato com a que a junção possa liberar a próxima onda. Isso Intelligrated pelo e-mail [email protected], também garante que a quantidade de portas ativas pelo telefone (866) 936-7300 ou acesse em uma onda seja grande o bastante para evitar fluxo www.intelligrated.com. WSWWP02 11.13 © Intelligrated. Todos os direitos reservados. www.intelligrated.com
Download