!#"$%"
&('*)+'-,.0/ 132045'7698;:<'1>=0,?80@040A+B-80C;406D@0/ E+F 80.089G-80H0,'3/ )JIK'*.0,1-A+B580L0=0,8JM?'NIN89'>G*4+GOIP'-)OIP1+H0/ F / @01+@0'
Foz do Iguaçu, PR, Brasil, 09 a 11 de outubro de 2007
ESTRUTURAÇÃO DO GERENCIAMENTO
E CONTROLE DA QUALIDADE EM UMA
EMPRESA DE PRODUTOS
TERMOELÉTRICOS E PLÁSTICOS
Rosemeri Rosa (UDESC)
[email protected]
Leandro Zvirtes (UDESC)
[email protected]
Este trabalho apresenta um estudo realizado em uma empresa fabricante
de produtos termoelétricos e plásticos, tendo como objetivo a estruturação
do gerenciamento e controle da melhoria da qualidade nas linhas de
montagem. O trabalho possibiilitou conhecer a empresa em sua estrutura
produtiva com suas deficiências e necessidades para a qualidade. Este
artigo aborda ainda as dificuldades encontradas na execução do estudo,
bem como a implantação e os resultados das primeiras etapas deste
processo de estruturação.
Palavras-chaves: Não qualidade. Gerenciamento e controle da qualidade.
Competitividade.
QQ#RS?SUTWVXYV[Z]\YV;^XS_Y`V[^acbded;f]g`dWfih`&jk &lb]demjn`b]o`p&n
q(rtstrvu w-x yz<{tr|}P~0ry<u }<<{*Jv}<*{*| <x J
}<w<}v}<<u rx sNrvwtu ytvv}<<-u }P?rK}#rv{<Krsy*x
x -yJ*r
Foz do Iguaçu, PR, Brasil, 09 a 11 de outubro de 2007
1. Introdução
A busca pela melhoria do desempenho e pelo aumento da competitividade tem se tornado cada
vez mais crescente no mercado mundial. A permanência das empresas nos mercados, depende da
sua capacidade em atender os requisitos dos clientes. Além disso, a recente globalização da
economia, vem obrigando as empresas a promover mudanças rápidas e progressivamente.
O mercado atual exige que as empresas forneçam produtos de qualidade. Para isso elas vêm
buscando implantar técnicas capazes de permitir um controle e gerenciamento da qualidade em
seus processos. Como resultado das ações de melhoria tem-se um produto com melhor qualidade
e um processo que busca a minimização dos desperdícios, otimização da produção e um
aprendizado constante em busca da identificação, análise e solução dos problemas.
O presente trabalho tem por objetivo apresentar ações de melhoria para a atividade de
gerenciamento e controle da qualidade nas linhas de montagem de uma empresa fabricante de
produtos termoelétricos e plásticos. Este trabalho surgiu da necessidade de monitorar a qualidade
dos produtos oferecidos pelas linhas de montagem, através de indicadores e apontamentos
eficientes, capazes de permitir o desenvolvimento de melhorias em processos e produtos quando
necessário.
2. Gerenciamento e Controle da Qualidade
A Gestão da Qualidade visa melhorar de modo contínuo o desempenho organizacional,
possibilitando alcançar vantagens competitivas e auxiliando na sobrevivência das empresas. Estes
resultados podem ser obtidos com o aumento da qualidade, com o crescimento da satisfação dos
clientes e viabilizando maior lucro e participação nos mercados (CAMPOS, 1999). Para o autor, a
principal preocupação de uma empresa deve ser a satisfação das necessidades das pessoas
afetadas pela sua existência, ou seja, este deve ser o seu objetivo principal.
Entre as formas como estas pessoas são afetadas, inclui-se a satisfação com a qualidade intrínseca
do produto ou o uso de um determinado serviço, o respeito ao ser humano e a lucratividade. Um
produto pode ter bom desempenho em algumas dimensões, porém não em outras. Para uma
melhor compreensão da qualidade dos produtos, Garvin (2002), propõe o uso de oito dimensões:
desempenho, características, confiabilidade, conformidade, durabilidade, atendimento, estética e
qualidade percebida. Assim, entender os anseios, as necessidades, e o relacionamento das
dimensões da qualidade sob a ótica do consumidor torna-se essencial.
O gerenciamento da rotina do trabalho do dia-a-dia vem em auxílio à qualidade, definido como
todas “as ações e verificações diárias conduzidas para que cada pessoa possa assumir as
responsabilidades no cumprimento das obrigações conferidas a cada indivíduo e a cada
organização” (CAMPOS, 2002). O gerenciamento da rotina do trabalho do dia-a-dia possibilita
às empresas melhorar sua organização por meio do cumprimento de padrões e implementação de
indicadores, entre outras ações, atuando nas causas dos desvios (INDG, 2007).
O gerenciamento da rotina pode ainda utilizar-se da metodologia MASP – Método de Análise e
Solução de Problemas. O MASP consiste na utilização do PDCA (Plan, Do, Check e Action) e
das ferramentas da qualidade para a solução dos problemas. Segundo Aguiar (2002), a utilização
2
QQ#RS?SUTWVXYV[Z]\YV;^XS_Y`V[^acbded;f]g`dWfih`&jk &lb]demjn`b]o`p&n
q(rtstrvu w-x yz<{tr|}P~0ry<u }<<{*Jv}<*{*| <x J
}<w<}v}<<u rx sNrvwtu ytvv}<<-u }P?rK}#rv{<Krsy*x
x -yJ*r
Foz do Iguaçu, PR, Brasil, 09 a 11 de outubro de 2007
do PDCA e das ferramentas da qualidade aliadas ao conhecimento técnico das pessoas permite
atingir as metas com maior eficácia e eficiência.
Logo, a qualidade está muito ligada ao produto e a sua capacidade de performance, de suprir as
expectativas do consumidor e gerar um diferencial competitivo (WANG, 2006).
A empresa onde se desenvolveu o estudo, no decorrer dos anos, chegou a implantar alguns
métodos de controle da qualidade para fornecedores, produtos e processos. Com o passar do
tempo, porém, esses métodos foram sendo esquecidos e deixaram de ser utilizados pelo grupo.
Atualmente com o mercado cada vez mais competitivo e clientes mais exigentes, a qualidade
começa a reconquistar sua importância dentro da empresa, através da percepção da necessidade
de se estruturar um sistema de controle e de melhoria na qualidade dos produtos e processos.
3. Materiais e métodos
A empresa estudada possui sede na cidade de Joinville, e atua no mercado de termoelétricos e
plásticos, na linha de acessórios para banheiro e cozinha. Conta com representantes espalhados
por diversas regiões do Brasil, além de exportar para o Oriente Médio, Mercosul e América
Central.
3.1 Fluxo do processo
Diante da necessidade de conhecer a estrutura produtiva da empresa, desenvolveu-se um fluxo
das atividades que envolvem esta estrutura desde o recebimento da matéria-prima pela mesma,
até a paletização dos produtos finais comercializados pela empresa.
Resistência
E
N
T
R
A
D
A
Caixa Elétrica
Estampagem
Diafragma
Abastecimento
linhas de
montagem
Matéria
Prima
Chuveiro
Torn. Elétrica
Injeção
Torn. Elétrica
Ducha
Ducha
Armário
Armário
Acessórios
S
A
Í
D
A
Chuveiro
Paletização
Acessórios
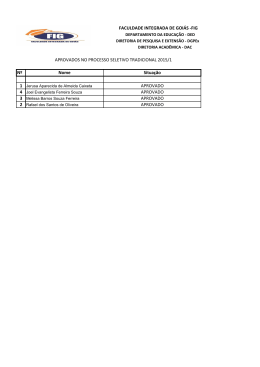
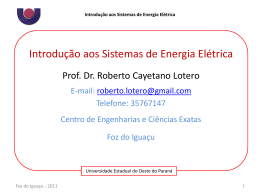
Figura 1 – Fluxo do abastecimento de matéria-prima à paletização dos produtos
Conforme apresentado na figura 1, a matéria-prima recebida de fornecedores externos abastece os
três setores produtivos da empresa: injeção, estampagem e linhas de montagem. O setor de
injeção é composto por doze máquinas injetoras que produzem somente para atender a demanda
da empresa. O setor de estampagem conta com três máquinas de prensagem, responsáveis pela
produção de itens estampados que compõem os produtos comercializados pela empresa. Já o
setor de montagem é composto por oito linhas de montagem: resistência, caixa elétrica,
diafragma, chuveiro, torneira elétrica, ducha, armário e acessórios.
3
QQ#RS?SUTWVXYV[Z]\YV;^XS_Y`V[^acbded;f]g`dWfih`&jk &lb]demjn`b]o`p&n
q(rtstrvu w-x yz<{tr|}P~0ry<u }<<{*Jv}<*{*| <x J
}<w<}v}<<u rx sNrvwtu ytvv}<<-u }P?rK}#rv{<Krsy*x
x -yJ*r
Foz do Iguaçu, PR, Brasil, 09 a 11 de outubro de 2007
Observando a figura 1, é possível ainda identificar que o setor de injeção e estampagem também
são responsáveis pelo abastecimento das linhas de montagem, assim como três destas linhas,
resistência, caixa elétrica e diafragma também são responsáveis pelo abastecimento das demais.
As demais, linha torneira elétrica, armário, acessórios, chuveiro e ducha são responsáveis pela
montagem dos produtos finais comercializados pela empresa.
Este trabalho teve como foco as quatro linhas de montagem – chuveiro, caixa elétrica, diafragma
e resistência - consideradas mais críticas em termos de não qualidade pela empresa.
3.2 Principais dificuldades identificadas
Para identificação das principais dificuldades enfrentadas pela empresa em relação ao controle da
qualidade, foram utilizados dados provenientes de registros da empresa e também de entrevistas
realizadas com funcionários. Nesta etapa, buscou-se identificar alguns fatores relacionados à
qualidade nas linhas, tais como:
a)
b)
c)
d)
e)
f)
g)
os principais motivos de refugo por parte dos fornecedores;
índice de retrabalho na linha;
índice de refugo durante o processo de montagem;
padrões de referência utilizados para determinar se um produto está conforme ou não;
formulários para apontamento dos refugos;
os índices medidos até então (produtividade, eficiência, rendimento);
os responsáveis pela qualidade dos produtos.
A partir das informações obtidas detectou-se como maior problema nas linhas de montagem em
estudo, a presença significativa da não qualidade e a ausência de indicadores.
3.3 Avaliação da não-qualidade
A não qualidade opõe-se a qualidade e está presente em diferentes formas (refugo, retrabalho,
falta de padronização, entre outras), causando efeitos diversos (devoluções, insatisfação dos
clientes, custos da não-qualidade, rejeição da marca, entre outros).
Num primeiro momento, o processo de avaliação da não-qualidade buscou aprimorar a coleta de
dados sobre o apontamento dos refugos. O formulário utilizado pela empresa para os
apontamentos até então, não permitia uma estratificação eficaz dos dados coletados, além de não
permitir também o apontamento do retrabalho. Partindo da premissa que aquilo que não se
consegue medir, não se consegue controlar, a implementação de um novo formulário para coleta
de dados nas linhas de montagem fazia-se necessária.
Outro ponto que está diretamente relacionado à não qualidade, é a padronização dos processos.
As linhas de montagem em estudo não possuem padrões de processo, apenas fichas de instrução
de trabalho que têm um uso inadequado pelos operadores. Estas fichas são utilizadas pelos
operadores apenas como uma forma de aprender a fazer correto da primeira vez a atividade.
Depois disto, ela não é mais utilizada e o operador passa a realizar a atividade da forma que
melhor lhe convir.
Assim, os processos realizados nas linhas de montagem acontecem de forma diferenciada à
medida que o executor, a máquina e o procedimento utilizado são alterados. Este fator gera
4
QQ#RS?SUTWVXYV[Z]\YV;^XS_Y`V[^acbded;f]g`dWfih`&jk &lb]demjn`b]o`p&n
q(rtstrvu w-x yz<{tr|}P~0ry<u }<<{*Jv}<*{*| <x J
}<w<}v}<<u rx sNrvwtu ytvv}<<-u }P?rK}#rv{<Krsy*x
x -yJ*r
Foz do Iguaçu, PR, Brasil, 09 a 11 de outubro de 2007
dificuldades quando se tem a necessidade de identificar a causa de uma anomalia no processo,
pois o número de variáveis no processo cresce, e a identificação da causa passa a ser algo, de
certa forma, “impossível” para os responsáveis. É importante ressaltar que grande parte das fichas
de instrução de trabalho existente encontrava-se desatualizada.
Em todo o processo estudado não há um padrão, nem mesmo para os itens considerados críticos
para cada produto, itens estes que deveriam ser verificados e tratados de forma especial pelos
responsáveis pelo processo para a garantia da qualidade do produto. Os produtos montados e
considerados não-conformes não possuem nenhum tipo de plano de ação padrão para seu
tratamento, ou seja, eles são desmontados e retrabalhados pelos próprios operadores, e suas nãoconformidades não são registradas, e o histórico da linha é assim perdido.
Além desses aspectos, o controle da qualidade dos insumos provenientes dos fornecedores
externos é outro fator que gera a não-qualidade. A empresa não tinha, até então, conhecimento do
controle de qualidade praticado por seus fornecedores externos, o que acabava muitas vezes por
justificar o freqüente recebimento de lotes não-conformes. A constatação de que o lote recebido
estava não-conforme acontecia apenas nas linhas de montagem, o que acabava gerando retrabalho
e redução na produtividade. Quando se fazia necessária a devolução destes materiais, não havia
nenhum procedimento padrão.
Da mesma forma, quando se trata de procedimento para inspeção e controle de qualidade nas
linhas de montagem em estudo, destaca-se que estas não possuem nenhum procedimento para
inspeção e controle da qualidade dos produtos por elas montados. Algumas das linhas possuem
apenas dispositivos que auxiliam na inspeção de alguns itens do produto considerados críticos
para seu funcionamento e segurança do consumidor. Porém, o fato destes dispositivos estarem
presentes na seqüência de montagem do produto, impossibilita uma inspeção confiável final do
produto, onde todos os itens considerados críticos para o produto devem ser testados e seus
resultados registrados.
Outro fator gerado pela falta desta inspeção e controle da qualidade nas linhas são as nãoconformidades dos produtos identificadas apenas quando as reclamações, por parte dos clientes e
consumidores, chegam à empresa. A partir desta informação é que a empresa traça um plano de
ação para identificação e bloqueio da causa da não-conformidade. O resultado disto é a
insatisfação dos clientes e consumidores e a conseqüente geração de retrabalho.
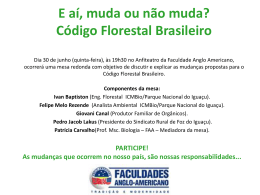
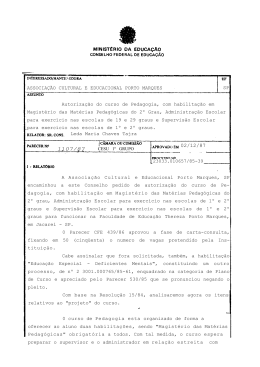
Esta insatisfação dos clientes e consumidores pode ser melhor observada no Gráfico 1. O
montante de devoluções apresentado no gráfico, referente aos meses de janeiro à abril de 2007,
representa o comprometimento de 10% do faturamento da empresa através de cartas de créditos
geradas aos clientes. A empresa absorve ainda, os custos de transporte destas mercadorias.
Diante da análise destes pontos relacionados à não-qualidade, sentiu-se a necessidade da
estruturação de ações de melhorias, capazes de atuar nas principais dificuldades encontradas, bem
como nos pontos analisados.
5
QQ#RS?SUTWVXYV[Z]\YV;^XS_Y`V[^acbded;f]g`dWfih`&jk &lb]demjn`b]o`p&n
q(rtstrvu w-x yz<{tr|}P~0ry<u }<<{*Jv}<*{*| <x J
}<w<}v}<<u rx sNrvwtu ytvv}<<-u }P?rK}#rv{<Krsy*x
x -yJ*r
Foz do Iguaçu, PR, Brasil, 09 a 11 de outubro de 2007
Devolução
10%
Faturam ento
90%
Gráfico 1 – Porcentagem de créditos gerados pelas devoluções em relação ao faturamento
3.4 Ações de Melhoria
As ações de melhoria são resultados do problema localizado nas linhas em estudo – a não
qualidade. Este problema pode ser melhor explicitado, através dos problemas localizados e
interfuncionais:
a) Problemas localizados: elevado número de refugos e de retrabalho;
b) Problemas interfuncionais: devolução de mercadorias.
O problema interfuncional pode ser desdobrado em problemas localizados, como por exemplo, a
falta de padronização dos processos, de inspeção e controle dos produtos. Com os problemas
identificados e definidos, o próximo passo é buscar a sua eliminação. Para que isto aconteça,
foram implantadas as seguintes ações visando melhorar o gerenciamento e o controle da
qualidade da empresa: formação de um comitê da qualidade, organização do gerenciamento da
rotina e formação de grupos de trabalho.
3.4.1 Formação do comitê da qualidade
Foi proposto para a alta administração, a nomeação de uma equipe responsável para coordenar e
desenvolver a cultura da qualidade na empresa. Esta equipe será responsável por sensibilizar os
funcionários envolvidos no projeto, bem como pelo monitoramento e implementação do controle
de qualidade nas tarefas desenvolvidas.
3.4.2 Organização do Gerenciamento da Rotina
Esta etapa terá início com as atividades do comitê da qualidade e estará dividida em:
a) Elaboração do fluxograma de cada processo das linhas: esta etapa contempla a elaboração do
fluxograma do processo de montagem das linhas, incluindo a análise da movimentação de
materiais na linha. Com a elaboração deste fluxograma será possível estabelecer uma análise
crítica sobre o processo perguntando se: cada etapa do processo é necessária, se é possível
simplificar e, ainda, se for possível adotar novas tecnologias em todo ele ou em parte dele.
Após a elaboração do fluxograma, propõe-se a explicitação das tarefas de cada processo.
Além disso, deve ser montado um manual de treinamento, que posteriormente deve ter suas
informações repassadas aos operadores de forma clara e objetiva. A proposta coloca a criação
de um grupo de trabalho autodirigido, que deverá ser treinado e orientado, para a realização
desta etapa em todas as linhas em estudo;
6
QQ#RS?SUTWVXYV[Z]\YV;^XS_Y`V[^acbded;f]g`dWfih`&jk &lb]demjn`b]o`p&n
q(rtstrvu w-x yz<{tr|}P~0ry<u }<<{*Jv}<*{*| <x J
}<w<}v}<<u rx sNrvwtu ytvv}<<-u }P?rK}#rv{<Krsy*x
x -yJ*r
Foz do Iguaçu, PR, Brasil, 09 a 11 de outubro de 2007
b) Elaboração e atualização das Fichas de Instrução de Trabalho (FIT): devem ser elaboradas e
atualizadas a partir da verificação de como cada operador realiza sua(s) tarefa(s). Está
verificação pode ser realizada através de um check-list, ou até mesmo de uma câmera de
vídeo. Após a realização desta verificação deve-se discutir com os líderes das linhas e o
supervisor da produção as discrepâncias encontradas, e a seqüência correta deve ser definida
pelo grupo. Com a seqüência correta definida, os operadores devem ser treinados, por um
grupo capacitado, responsável pela disseminação do conhecimento adquirido na pesquisa nas
linhas, e se deve garantir que todos os que executam esta tarefa estão fazendo-a da mesma
maneira. Uma FIT então deve ser desenvolvida, buscando levar ao operador, da forma mais
clara possível, como deve executar a tarefa, e figuras devem ser incluídas para facilitar a
visualização das etapas críticas;
c) Definição dos itens de controle: os itens de controle serão resultado dos check-lists
implementados nas linhas pelo comitê da qualidade, com o objetivo de identificar o número
de refugo produzido por cada linha, bem como o número de retrabalho resultante em cada
uma das linhas. Outro importante item de controle a ser implementado é o de devoluções,
item este, que será acompanhado pelo setor de análise de devolução proposto. O grupo deve
então, estabelecer uma meta para cada item de controle, e estas metas devem se originar no
mercado e provocar um melhoramento contínuo na empresa.
3.4.3 Formação de grupos de trabalho
O gerenciamento da rotina é aquele realizado no dia-a-dia, em todas as tarefas e processos, de
forma sistêmica, com a participação de todos os funcionários envolvidos. A forma sistêmica se
dará através do uso da metodologia do PDCA/MASP. Esta metodologia será utilizada pelos
grupos para seqüenciamento de suas atividades. Assim, a realização de cada uma das etapas será
sistematizada, de forma que, o sucesso destas dependerá do conhecimento, integração e
comprometimento do grupo em desenvolvê-las da melhor forma. Para contemplar os principais
fatores que geram o problema deste estudo, propõe-se a criação de três grupos de trabalho,
multifuncionais, com diferentes objetivos: Grupo – Implantação dos 5S’s, Grupo – Inspeção da
qualidade e o Grupo – Padronização de processos.
A composição dos grupos será definida pela gerência e pelo comitê da qualidade. Os grupos
serão formados por 4 a 6 pessoas. Os encontros serão realizados através de reuniões quinzenais e
de no máximo 45 a 60 min. de duração, sendo preferencialmente realizados no horário comercial
de trabalho, conforme agenda previamente combinada com as áreas.
4 Resultados
Diante do estudo realizado, bem como das ações de melhorias propostas e já implementadas é
possível apresentar alguns resultados.
4.1 Formação do comitê da qualidade
O comitê da qualidade foi formado por uma equipe multifuncional de 6 colaboradores, oriundos
das seguintes áreas: supervisão de fábrica, desenvolvimento de produtos, inspeção da qualidade,
recebimento e compras.
7
QQ#RS?SUTWVXYV[Z]\YV;^XS_Y`V[^acbded;f]g`dWfih`&jk &lb]demjn`b]o`p&n
q(rtstrvu w-x yz<{tr|}P~0ry<u }<<{*Jv}<*{*| <x J
}<w<}v}<<u rx sNrvwtu ytvv}<<-u }P?rK}#rv{<Krsy*x
x -yJ*r
Foz do Iguaçu, PR, Brasil, 09 a 11 de outubro de 2007
O trabalho do comitê teve início com a elaboração de um sistema da qualidade que contempla as
oito linhas de montagem, além de um acompanhamento das informações trazidas dos setores de
recebimento, estampagem e injeção.
As atividades deste sistema da qualidade estão subdivida em:
- treinamento sobre os produtos da empresa aos colaboradores da injeção, estampagem e linhas
de montagem;
- elaboração dos PQs (Padrões de Qualidade), onde é estabelecido o padrão de qualidade mínimo
aceitável para a garantia da qualidade do produto, para todas as linhas de montagem;
- atualização das FITs, através da elaboração do fluxograma de processo das linhas;
- elaboração de check-lists, de acordo com a linha de montagem, que coletarão informações sobre
a quantidade de defeitos x horas trabalhadas x quantidade de peças produzidas. Através destas
informações objetiva-se identificar os defeitos críticos e suas possíveis causas, a fim de elaborar
um plano de ação para eliminar estas possíveis causas e gerar um processo de melhoria
contínua. Outro objetivo destes check-lists é criar indicadores de controle para o número de
refugos por linha. Os colaboradores terão acesso a estes indicadores diariamente através dos
quadros de gestão a vista localizados em cada linha.
- treinamento sobre o sistema da qualidade, seus objetivos e atividades, para os líderes de
produção;
- treinamento aos colaboradores das linhas que iniciarão as atividades propostas pelo sistema da
qualidade;
- acompanhamento das atividades e resultados através de reuniões quinzenais do comitê da
qualidade, onde se utiliza o MASP como metodologia para manutenção e melhoria do sistema.
4.2 Controle de qualidade dos fornecedores externos
Foi estruturado no setor de recebimento procedimentos para inspeção e controle da qualidade dos
produtos recebidos de fornecedores externos. O primeiro passo para a implementação destes
novos procedimentos foi a atualização dos desenhos dos produtos fornecidos pelos terceiros,
além do envio destas cópias atualizadas para os fornecedores. Desta forma, sempre que um novo
lote de matéria-prima chega ao recebimento é inspecionado, de acordo com o estabelecido.
Quando aprovado, é armazenado e, quando detectado alguma não-conformidade o fornecedor é
comunicado através de um relatório de não-conformidade e o lote é devidamente tratado
conforme pré-estabelecido pelo comitê da qualidade.
No primeiro mês de implementação teve-se um número de nove relatórios de não-conformidade
emitidos aos fornecedores, já no segundo mês este número caiu para quatro relatórios. De acordo
com as informações repassadas pelo setor de recebimento, neste terceiro mês este número tende a
cair novamente.
4.3 Implementação do setor de análise de devolução
Conforme relatado, a empresa em estudo possui grande índice de devolução de produtos, o que
acaba comprometendo uma parcela significativa de seu faturamento. Diante desta situação,
implementou-se um setor para análise de devolução. O setor terá como atividades a quantificação
das peças devolvidas por produto e motivo de devolução, a emissão de um relatório para o setor
8
QQ#RS?SUTWVXYV[Z]\YV;^XS_Y`V[^acbded;f]g`dWfih`&jk &lb]demjn`b]o`p&n
q(rtstrvu w-x yz<{tr|}P~0ry<u }<<{*Jv}<*{*| <x J
}<w<}v}<<u rx sNrvwtu ytvv}<<-u }P?rK}#rv{<Krsy*x
x -yJ*r
Foz do Iguaçu, PR, Brasil, 09 a 11 de outubro de 2007
da assistência técnica informando a quantidade de peças devolvida fora e dentro do prazo de
garantia por cliente.
As peças fora do prazo de garantia poderão ser consertadas e reenviadas para o cliente mediante
aprovação prévia de orçamento. Caso o orçamento não seja aprovado, as peças serão devolvidas
ao cliente.
As peças dentro do prazo de garantia serão analisadas e as que permitirem conserto serão
consertadas e enviadas à expedição para venda e as demais serão desmontadas e suas peças
encaminhadas ao moinho ou para venda como sucata.
O setor está em seu primeiro mês de implementação, porém já é possível observar a redução dos
custos com o conserto das peças e com o trabalho de conscientização dos clientes.
5 Conclusão
A realização deste trabalho permitiu identificar as principais causas da não qualidade no produto
final oferecido aos clientes da empresa, através do mapeamento dos processos das linhas de
montagem. Desta forma, foi possível propor ações de melhorias que envolvem a padronização
dos processos, o controle da qualidade, e por conseqüência a garantia da qualidade, a implantação
do Gerenciamento da Rotina do Trabalho do Dia-a-Dia e do MASP (Método de Análise e
Solução de Problemas). O resultado disto será uma empresa com produtos de qualidade,
colaboradores motivados, competitiva no mercado, com maior lucro e inovações.
Dificuldades foram encontradas no levantamento de informações, pois a empresa não possuia
registros e históricos de várias das informações utilizadas neste trabalho, além de não possuir
também um sistema de coleta de dados eficaz.
Hoje, a empresa busca com o comitê da qualidade, disseminar entre seus colaboradores uma nova
cultura da qualidade, substituindo a cultura existente, onde a quantidade estava em primeiro
lugar. Reflexos deste trabalho já podem ser vistos nos primeiros resultados apresentados pelo
grupo e pela empresa, e principalmente na satisfação do cliente.
Referências
AGUIAR, S. Integração das Ferramentas da Qualidade ao PDCA e ao Programa Seis Sigma. vol. 1. Belo
Horizonte: Editora de Desenvolvimento Gerencial, 2002.
CAMPOS, V.F. TQC – Controle da Qualidade Total (no estilo japonês). Belo Horizonte, MG: Editora de
Desenvolvimento Gerencial, 1999.
CAMPOS, V. F. Gerenciamento da Rotina do Trabalho do Dia-a-Dia. 8. ed. Belo Horizonte: Fundação Christiano
Ottoni, 2002.
GARVIN, D. A. Gerenciando a qualidade: a visão estratégica e competitiva. 3. ed. Rio de Janeiro: Qualitymark,
2002.
INSTITUTO DE DESENVOLVIMENTO GERENCIAL
<http://www.indg.com.br/info/glossario/>. Acesso em 05 mai. 2007.
-
INDG.
Glossário.
Disponível
em:
PALADINI, E. P. Gestão da Qualidade: teoria e prática. São Paulo: Atlas, 2000.
WANG, J. X. Engineering Robust Design with Six Sigma. Upper Saddle River: Prentice Hall, 2005.
9
Baixar