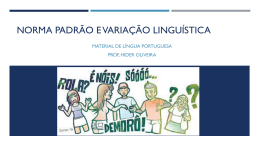
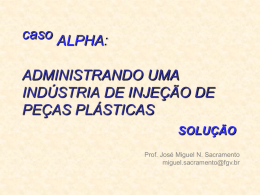
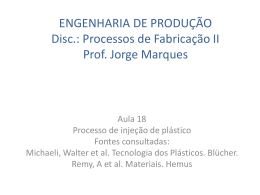
Guia de Moldagem DuPont Delrin ™ Resina de acetal ® Conteúdo Informações gerais.................................................................................................................... 03 Descrição.................................................................................................................................... 03 Grades........................................................................................................................................ 03 Precauções de segurança a serem observadas na moldagem das resinas de acetal Delrin®...... 04 Embalagem................................................................................................................................ 05 Esrutura do polímero e comportamento durante o processamento................................... 05 Transição vítrea e fusão............................................................................................................. 06 Diagramas PVT.......................................................................................................................... 06 Comportamento de aquecimento-resfriamento.......................................................................... 08 Viscosidade e comportamento reológico.................................................................................... 08 Máquina de moldagem por injeção........................................................................................ 09 Rosca...........................................................................................................................................10 Controle de temperatura do cilindro........................................................................................... 11 Adaptador.................................................................................................................................... 12 Anel de bloqueio.........................................................................................................................12 Bico............................................................................................................................................. 13 Avaliação da qualidade do fundido.............................................................................................13 Moldes........................................................................................................................................ 14 Facilidade de preenchimento..................................................................................................... 15 Pontos de injeção........................................................................................................................ 15 Sistema de canais de alimentação...............................................................................................17 Bico e bucha de injeção.............................................................................................................. 18 Molde de câmara quente para polímeros cristalinos.................................................................. 20 Saídas de gases........................................................................................................................... 21 Contrasaídas................................................................................................................................ 22 Cantos vivos................................................................................................................................22 Projeto de nervuras..................................................................................................................... 22 Linhas de emenda....................................................................................................................... 22 Manutenção do molde................................................................................................................ 23 Limpeza do molde..................................................................................................................... 23 Processo de injeção................................................................................................................... 23 Procedimentos de Partida e Parada.............................................................................................24 Condições de operação para o Delrin® - Ajustes de temperaturas............................................. 25 Condições de operação para o Delrin® - Ciclo de moldagem................................................... 27 Moldagem com Produtividade Ótima........................................................................................ 30 Condições de moldagem padrão para os corpos de prova de tração ISO.................................. 31 Tempo de recalque através da medida de pressão da cavidade................................................. 32 Considerações Dimensionais .................................................................................................. 32 Contração de moldagem............................................................................................................ 33 Fatores que afetam a contração de moldagem............................................................................33 Contração de moldagem para resinas reforçadas....................................................................... 35 Efeito dos pigmentos.................................................................................................................. 35 Contração Pós-Moldagem.......................................................................................................... 35 Moldagem com insertos............................................................................................................. 36 Procedimento de Recozimento................................................................................................... 36 Alterações Ambientais................................................................................................................ 37 Tolerâncias Dimensionais.......................................................................................................... 37 Operações Auxiliares ............................................................................................................... 38 Manuseio do material................................................................................................................. 38 Secagem...................................................................................................................................... 38 Moagem da Resina..................................................................................................................... 39 Coloração................................................................................................................................... 39 Descarte...................................................................................................................................... 39 Guia de Soluções de Problemas.............................................................................................. 40 2 moldagem por injeção, Delrin® 900P e 1700P, são normalmente indicadas para moldes de difícil preenchimento. O Delrin® 500P, com viscosidade intermediária, é utilizado para propósitos gerais. O grade de mais alta viscosidade, Delrin® 100P, é freqüentemente utilizado quando há necessidade de máxima tenacidade. Informações Gerais Apresentação Este manual apresenta uma descrição detalhada do processo de moldagem por injeção do Delrin®. O objetivo é o de fornecer informações que possibilitem o melhor entendimento da moldagem de um polímero semi-cristalino e fornecer as diretrizes de processamento. Além das informações contidas nos manuais de moldagem, a DuPont possui seu próprio sistema para Otimização e Diagnóstico da Moldagem Assistido por Computador (CAMDO®). Com o auxílio de seu representante DuPont, é possível otimizar todo o processo de moldagem de forma interativa. Para mais informações consulte seu representante DuPont. A Tabela 1 mostra um resumo dos principais grades. Tabela 1 Principais grades das resinas de acetal Delrin® Grades de baixa viscosidade: Delrin® 900 P POM Homopolímero. Características: Resina de baixa viscosidade e moldagem rápida. Aplicações típicas: Moldes de múltiplas cavidades e peças com seções delgadas. Ex. bens de consumo, componentes eletroeletrônicos, zíperes Delrin® 911 P Características: Delrin® 900P com cristalinidade superior Resistência ao creep e à fadiga superiores às do Delrin® 900P. Excelente resistência à gasolina, lubrificantes, solventes e outros produtos químicos neutros. Aplicações típicas: Moldes de múltiplas cavidades e peças com seções delgadas. Ex. bens de consumo, componentes eletroeletrônicos. Delrin® 1700 P POM Homopolímero Características: Viscosidade muito baixa/alta fluidez, fácil extração do molde. Aplicações: Moldes de múltiplas cavidades e peças com seções delgadas. Descrição As resinas de acetal Delrin® são polímeros termoplásticos obtidos a partir da polimerização do formaldeído. Estas resinas vêm sendo cada vez mais reconhecidas mundialmente pela sua confiabilidade. Desde sua introdução comercial em 1960, o Delrin® tem sido utilizado em diversos setores industriais, tais como automotivo, de consumo, de eletrodomésticos, de eletroeletrônicos entre outros. O Delrin® destaca-se devido às seguintes propriedades: Tenacidade sob baixas temperaturas (até -40°C) Alta resistência mecânica e rigidez Resistência à fadiga insuperável Alta resistência a impactos repetitivos Excelente resistência à umidade, gasolina, solventes e a muitos outros produtos químicos neutros. Excelente estabilidade dimensional Auto lubrificação Resiliência Bom isolamento elétrico Fácil processamento Ampla faixa de temperaturas de trabalho (-50 a +90°C em ar, com utilização intermitente até 140°C). Grades de média viscosidade: Delrin® 500 POM Homopolímero Resina para injeção, para propósitos gerais, com média viscosidade. Aplicações: Peças mecânicas em geral Delrin® 500P As mesmas características e aplicações do Delrin® 500, além de oferecer a melhor estabilidade de processamento para moldagem livre de depósitos em condições críticas (ex. moldes de câmaras quentes). Delrin® 507 As mesmas características do Delrin® 500 P, além de resistência à UV. Aplicações: Peças mecânicas como pedais de bicicletas e fixações para construção civil que requeiram boas propriedades mecânicas aliadas à boa resistência à UV. Delrin® 527 UV Características: Delrin® 500 P com resistência máxima à UV. Aplicações típicas: Peças automotivas com exigência de resistência máxima à UV. As resinas de acetal Delrin® encontram-se disponíveis em diversos grades para atender às diferentes exigências de uso e de processamento. Grades Os principais grades de Delrin® podem ser classificados em: a. Standard b. Tenazes c. Baixo atrito/Baixo desgaste d. Reforçados com fibras de vidro Delrin® 511 P Características: Delrin® 500 P com cristalinidade superior. Aplicações típicas: Componentes de sistema de combustível, engrenagens, fixações. Os grades standard abrangem uma grande série de viscosidades. As resinas de baixa viscosidade para 3 Tabela 1 (continuação) Principais grades das resinas de acetal Delrin® e ao desgaste. Aplicações: Peças que requeiram baixo coeficiente de atrito, alta resistência à abrasão e ao desgaste, como em mancais. Grades de alta viscosidade: Delrin® 500 CL POM Homopolímero lubrificado quimicamente. Resina de média viscosidade contendo lubrificante químico, para moldagem por injeção e extrusão. Aplicações: Peças que requeiram características de abrasão superior às do 500, com características mecânicas equivalentes, como em mancais para cargas pesadas. Delrin 100 POM Homopolímero Material de alta viscosidade para moldagem por injeção. Excelente resistência à tração e ao creep em uma ampla faixa de temperaturas, mesmo em ambientes úmidos. Alta resistência à fadiga e ao impacto. Aplicações: Engrenagens para altos esforços, mancais e encaixes de pressão. ® Grades reforçados com fibras de vidro Delrin® 100 P As mesmas características e aplicações do Delrin® 100, além de melhor estabilidade de processamento, para moldagem livre de depósitos sob condições críticas (ex. moldes de câmara quente). Delrin® 570 POM Homopolímero reforçado com 20% de fibras de vidro, para moldagem por injeção. Aplicações: Peças que requeiram alta rigidez e resistência ao creep. Delrin® 111 P Características: Delrin® 100 P com cristalinidade superior. Resistência ao creep e à fadiga superiores às do Delrin® 100P. Aplicações típicas: engrenagens para altos esforços, mancais e encaixes de pressão. Este resumo ilustra as informações contidas no Campus Precauções de segurança a serem observadas na moldagem das resinas de acetal Delrin® Delrin® 107 As mesmas características e aplicações do Delrin® 100, além de resistência à UV O Delrin®, assim como muitos outros polímeros termoplásticos, se decompõe em produtos gasosos quando aquecido por um tempo prolongado. Estes gases normalmente podem gerar altas pressões quando confinados. Se o bico estiver entupido, os gases podem ser expelidos violentamente pelo funil de alimentação. Delrin® 127 UV Características: Delrin® 100 P com resistência máxima à UV. Aplicações: Peças automotivas com exigência de resistência máxima à UV. Grades Tenazes Delrin® 100 ST POM Homopolímero, Super Tenaz. Alta viscosidade, material super tenaz, para moldagem por injeção, extrusão e sopro. Excelente combinação de tenacidade, resistência à fadiga por impacto, resistência ao desgaste e ao stress cracking, assim como alto alongamento sob baixas temperaturas. Aplicações: Principalmente utilizado em peças que exigem resistência a impactos e cargas repetitivas, tais como fixações automotivas, tubos e mangueiras. No caso do Delrin®, os produtos de decomposição são, em sua maioria, gasosos o que faz com que o aumento de pressão seja rápido. O gás liberado é o formaldeído. Durante a moldagem do Delrin®, é importante que o operador esteja familiarizado com os fatores que podem provocar a decomposição, com os sinais que alertam sobre este problema e com as medidas que devem ser tomadas. Estas informações devem ser apresentadas resumidamente em uma ficha a ser afixada na máquina. Delrin® 100 T Características: Resina tenaz de alta viscosidade, com baixo atrito contra o Delrin® 100/500 em engrenagens. Aplicações: Fixações, componentes de cintos de segurança, engrenagens. As informações aqui apresentadas são baseadas em nosso melhor conhecimento até o momento. Possivelmente não abordam todas as situações possíveis e não têm por objetivo substituir as qualificações do operador nem as informações de advertência a serem afixadas na máquina. Delrin 500 T POM Homopolímero, lubrificado. Resina de média viscosidade para moldagem por injeção, extrusão e sopro. Aplicações: Utilizado principalmente para peças sujeitas a cargas e impactos repetitivos, tais como fixações automotivas, tubos e mangueiras. ® Siga os procedimentos corretos de partida, operação e parada como descrito posteriormente neste manual. Grades de baixo atrito/baixo desgaste Delrin® 500 AF POM Homopolímero carregado com PTFE. Resina de média viscosidade, carregada com fibras de Teflon® PTFE, para moldagem por injeção e extrusão. Coeficiente de atrito muito baixo, alta resistência à abrasão 4 Desligue as resistências do cilindro. Verifique os controladores de temperatura. Opere em ciclo semi-automático até que o processo esteja sob controle. Providencie exaustão adequada em caso de explosões. Utilize sistemas de exaustão para reduzir o odor de formaldeído. Esteja ciente dos indicadores de problemas/ causas de decomposição Alta temperatura – mau funcionamento do controlador de temperatura, mau contato no termopar, leitura incorreta, resistências queimadas ou com superaquecimento localizado, pico de aquecimento na partida. Interrupção do ciclo. Pontos mortos (pontos de retenção) – no cilindro, adaptador, bico, ponta da rosca, câmara quente e anel de bloqueio. Bico entupido - com pedaços de metal, materiais de alto ponto de fusão ou emperramento da válvula (em bicos valvulados). Materiais estranhos. – Aditivos, cargas ou colorantes diferentes dos recomendados para utilização com o Delrin®. – Contaminantes (especialmente aqueles contendo cloro ou que liberam materiais ácidos) tais como resina de PVC ou retardantes de chama. – Cobre, latão, bronze ou outras ligas de cobre em contato com Delrin® fundido (exceto na cavidade). – Lubrificantes ou graxas a base de cobre. – Material moído contaminado – especialmente material moído ou resina reprocessada em fontes desconhecidas. Consulte a Ficha de Segurança do Material (MSDS), para informações sobre saúde e segurança. Para obter uma MSDS atualizada, entre em contato com seu representante da DuPont. Embalagem A resina de acetal Delrin®‚ é fornecida em pellets esféricos ou cilindricos com dimensões de aproximadamente 3 mm. São embaladas à granel, em caixas corrugadas, com peso líquido de 1000 kg ou em sacos de polietileno de 25 kg, resistentes a rasgos e protegidos contra umidade. A densidade aparente dos grânulos de resina sem reforço é de aproximadamente 0,8 g/cm3. Estrutura do polímero e comportamento durante o processamento Atenção aos sinais de perigo Escorrimento de material espumoso pelo bico Esguichamento pelo bico Odor pronunciado Alteração de cor da resina – formação de manchas marrons ou pretas. Depósitos – depósito esbranquiçado na peça ou no molde. Retrocesso da rosca devido à pressão do gás. Medidas a serem tomadas quando da ocorrência de sinais de perigo EVITE EXPOSIÇÃO PESSOAL – Quando os SINAIS DE PERIGO estiverem presentes, NÃO olhe diretamente para dentro do funil nem trabalhe próximo ao bico, pois pode haver expulsão violenta do polímero fundido. MINIMIZE A EXPOSIÇÃO PESSOALAOS GASES DE DECOMPOSIÇÃO utilizando ventilação geral e local. Se necessário, afaste-se da área da máquina até que a ventilação tenha reduzido a concentração de formaldeído a um nível aceitável. Pessoas sensíveis ao formaldeído ou com problemas pulmonares não devem se envolver na moldagem de Delrin®. DESOBSTRUA O BICO aquecendo-o com um maçarico. Caso isto não dê resultado, resfrie o cilindro, certifique-se de que a PRESSÃO FOI ALIVIADA, CUIDADOSAMENTE REMOVA O BICO e limpe-o. FAÇA VÁRIAS PURGAS para resfriar a resina – PURGUE COM POLIESTIRENO CRISTAL. JOGUE TODO O Delrin® FUNDIDO EM ÁGUA para reduzir o odor. 5 O comportamento de um polímero durante o processo de injeção e o comportamento de uma peça moldada durante toda sua vida útil dependem do tipo de estrutura que os polímeros tendem a formar durante a solidificação. Alguns polímeros apresentam, no estado sólido, aproximadamente a mesma disposição molecular que no estado fundido, ou seja, uma massa aleatória de moléculas emaranhadas sem qualquer ordem. Esta classe é chamada de “polímeros amorfos” e inclui por exemplo a resina ABS, o policarbonato e o poliestireno. Outros polímeros tendem a se solidificar de forma ordenada: as moléculas se dispõem em formas cristalinas (lamelas, esferolitos). Devido ao comprimento das macromoléculas, partes delas não podem pertencer aos cristais (devido à falta de espaço e mobilidade) e criam uma zona inter-cristalina amorfa. Estes polímeros são, portanto, “parcialmente cristalinos” ou “semi-cristalinos”; como simplificação, neste texto estes materiais serão referidos como “cristalinos” (de forma contrária a amorfos). Tipicamente os materiais cristalinos são o Delrin® (resinas de acetal), Zytel®‚ (resinas de poliamida), Rynite®‚ PET e o Crastin®‚ PBT (resinas de poliéster termoplásticas), polietileno e polipropileno. A Tabela 2 resume algumas diferenças fundamentais entre os polímeros cristalinos e amorfos. Estes pontos encontram-se descritos mais detalhadamente nos parágrafos seguintes. Estas informações são essenciais uma vez que permitem compreender porque a otimização do processo de moldagem é substancialmente diferente em relação às duas classes de polímeros. Tabela 2 exemplo, com o Delrin® uma peça pode facilmente suportar temperaturas de 150°C acima da Tg). Fornecendo-se mais calor, o material alcança sua temperatura de fusão (Tm), quando suas estruturas cristalinas são destruídas. Com a alteração de alguns graus, o material passa de sólido para líquido e há uma alteração considerável em suas propriedades. Acima da Tm, os polímeros cristalinos se comportam como líquidos de alta viscosidade, podendo ser processados através de moldagem por injeção, tipicamente sob temperaturas de 40-60°C acima do ponto de fusão. Conseqüentemente, o fator predominante para a utilização de polímeros cristalinos não é a temperatura de transição vítrea Tg, mas sim a temperatura de fusão Tm. Para o Delrin®, a Tg é igual a -60°C*, a Tm é igual a 175°C e a faixa típica de processo é de 210-220°C. Comparação entre Polímeros Amorfos e Cristalinos Tipo de resina Amorfa Cristalina Tg Abaixo daTg Contínuo Alta dependência Tg,Tm Abaixo daTm Descontinuidade emTm Baixa dependência Solidificação Resfriamento abaixo deTg Cristalização abaixo deTm Pressão de recalque Diminui durante o resfriamento Constante durante a cristalização Fluxo através do ponto de injeção É interrompido após preenchimento dinâmico Super compactação, stress-cracking, rechupes Continua até o fim da cristalização Propriedades Parâmetros térmicos Temp. máxima em utilização* Volume específico xTemp. Viscosidade do fundido xTemp. Processamento Defeitos devido a processo deficiente Vazios, deformações, rechupes Diagramas PVT O diagrama PVT é uma apresentação condensada das interações das três variáveis que afetam o processamento de um polímero: Pressão, Volume e Temperatura. *Para aplicações típicas de engenharia Transição vítrea e fusão Polímeros amorfos O efeito da temperatura (T) ou volume (V) é ilustrado na Figura 1 para um polímero amorfo e outro cristalino.Quando a temperatura do material é aumentada, seu volume específico (o inverso da densidade) também aumenta devido à expansão térmica. A taxa de aumento torna-se mais alta após a temperatura de transição vítrea pois as moléculas têm mais liberdade de movimento e ocupam mais espaço. Esta alteração de inclinação é observada tanto com os polímeros amorfos como com os cristalinos. Sob temperaturas mais altas, a fusão dos polímeros cristalinos é marcada por um aumento repentino do volume específico, quando as zonas cristalinas bem ordenadas e rígidas tornam-se aleatoriamente orientadas e livres para se moverem. O volume específico é, portanto, uma indicação das alterações da estrutura do polímero em função da temperatura. O comportamento geral dos polímeros amorfos é, em grande parte, determinado por suas respectivas temperaturas de transição vítrea (Tg). Abaixo desta temperatura, as moléculas estão essencialmente bloqueadas na fase sólida. O material é rígido e possui uma alta resistência ao creep, mas também tende a ser quebradiço e sensível à fadiga. Quando a temperatura é aumentada acima da Tg, as moléculas podem se mover por rotação em torno das ligações químicas. A rigidez diminui gradualmente e o material passa a apresentar características elastoméricas, podendo então ser processado através de técnicas como termoformação, sopro e moldagem por injeção (sob temperaturas de 120 -150°C acima da Tg). Os polímeros amorfos utilizados em aplicações de engenharia possuem a Tg acima da temperatura ambiente. A temperatura máxima de trabalho deve ser inferior à Tg. Por exemplo, o poliestireno possui uma Tg = 90 -100°C e é moldado por injeção entre 210 e 250°C. O diagrama PVT é uma apresentação das curvas obtidas através da medição do volume específico em função da temperatura sob pressões distintas. A Figura 2 mostra o diagrama PVT de um polímero amorfo típico (poliestireno) e a Figura 3 mostra o diagrama PVT do Delrin®. Polímeros cristalinos No caso dos polímeros cristalinos, o início do movimento molecular no material também define a temperatura de transição vítrea Tg. Quando a temperatura é aumentada acima da Tg, os polímeros cristalinos mantêm uma alta rigidez, permitindo seu uso em aplicações de engenharia (por O processo de moldagem pode ser ilustrado por um ciclo de transições no diagrama PVT. Para simplificação, é presumido na descrição a seguir que o aquecimento ocorre sob pressão constante (ao longo das linhas isobáricas) e que a aplicação de pressão é isotérmica (linhas verticais). * Alguns autores atribuem o início do movimento molecular a -60°C no Delrin®, a uma rotação do eixo nas zonas cristalinas (envolvendo 2-3 unidades repetidoras) e utilizam o termo “transição vítrea” para o início do movimento coletivo de 20-80 unidades repetidoras em zonas amorfas, o que se acredita ocorrer a -13°C. Em peças típicas moldadas por injeção em Delrin®, a cristalinidade é tão alta que há poucos segmentos longos nas zonas amorfas, e a transição a -13°C é raramente observada. Entretanto, a transição a -60°C sempre aparece e o comportamento das peças a -30°C corresponde muito bem à mobilidade molecular. Desta forma, pode-se afirmar que o Delrin® tem uma Tg a –60°C. 6 Para um material amorfo o ciclo de moldagem é o seguinte (veja a Figura 2): A partir da temperatura ambiente e pressão de 1 MPa (ponto A) o material é aquecido no cilindro. O volume específico aumenta de acordo com a linha isobárica sob pressão de 1 MPa para alcançar a temperatura de moldagem (ponto B). O material é injetado na cavidade e é aplicada pressão. Este processo é praticamente isotérmico (para o ponto C) e o volume específico diminui para um valor próximo ao de 1 MPa e da Tg. A resina é resfriada no molde e a pressão de recalque é diminuída, seguindo uma linha horizontal no diagrama de PVT e alcançando o ponto D, em que a peça pode ser extraída quando estiver sob a pressão de 1 MPa e temperatura abaixo da Tg. O ideal seria a ausência de fluxo de material através do ponto de injeção durante o resfriamento, possibilitando a produção de uma peça livre de tensões. Figura 1 Volume específico em função da temperatura para polímeros amorfos e cristalinos Volume específico cm3/g AMORFO Tg Temperatura, °C CRISTALINO Fase “Líquida” Fase “Sólida” Tg Tm Temperatura, °C Figura 2 Diagrama de PVT (Pressão-Volume-Temperatura) para o poliestireno. Os pontos A, B, C e D se referem às diferentes fases do processo de moldagem (veja o texto) 1,10 Poliestireno Volume específico cm3/g Esta diferença em comportamento tem importantes implicações na moldagem por injeção. Durante o processo de solidificação (após o preenchimento dinâmico): A pressão de recalque diminui com o tempo para os polímeros amorfos, e se mantém constante para os polímeros cristalinos; O fluxo através do ponto de injeção após o preenchimento da cavidade deve ser interrompido para os polímeros amorfos e continuar até o fim da solidificação para os polímeros cristalinos. Isso implica em regras diferentes de projetos de peças, pontos de injeção, canais de distribuição e buchas para materiais cristalinos (veja a seção “Moldes”). Volume específico cm3/g Para um material cristalino, as condições são diferentes (veja a Figura 3): O material é aquecido sob a pressão de 1 MPa a partir da temperatura ambiente (ponto A) até a temperatura de processamento (ponto B). Isto resulta em uma grande alteração de volume (quase 25% para o Delrin‚); A resina é injetada e comprimida na cavidade. O volume específico diminui para o ponto C, onde seu valor é ainda bem maior do que a 1 MPa/23°C; A cristalização ocorre no molde sob pressão de recalque constante. Quando os cristais se formam na fase líquida, ocorre uma grande diferença de volume, que deve ser compensada pela injeção de mais resina fundida através do ponto de injeção (caso contrário são criados vazios dentro da peça); No final da cristalização (ponto D), a peça está no estado sólido e pode ser extraída imediatamente; a contração de moldagem é a diferença entre o volume específico na temperatura de cristalização (ponto D) e na temperatura ambiente (ponto A). B 1,05 20 40 60 1,00 C D A 100 160 0,95 P(MPa) 0,90 0 50 100 150 Temperatura, °C 7 1 200 250 300 Figura 3 Diagrama PVT (Pressão-Volume-Temperatura) para o Delrin® 500. Os pontos A, B, C e D se referem às diferentes fases do processo de moldagem (veja o texto). Figura 4 Calor específico em função da temperatura para Delrin® 500, PA66 e poliestireno Delrin®‚ 500 2,8 0,90 B 40 0,85 Volume específico, cm3/g PA66 1 Calor específico, kJ.kg-1.K-1 Delrin ‚ 500 ® C 0,80 80 120 140 180 P (MPa) 0,75 2,0 1,6 1,2 0,8 A 0,70 PS 0,4 D 0,65 2,4 0 0 50 100 150 200 250 0 100 200 300 400 Temperatura, °C Temperatura, °C Comportamento de aquecimentoresfriamento Influência da Temperatura A regra geral de que os líquidos tornam-se menos viscosos com a elevação da temperatura também é válida para os termoplásticos fundidos. Entretanto, os polímeros cristalinos e amorfos têm comportamentos diferentes, conforme mostra a Figura 5. As curvas para o Delrin® e para o poliestireno foram obtidas mediante a redução gradativa da temperatura dos materiais de 230 para 100°C. Duas diferenças merecem destaque. Sob temperaturas acima de 180°C, a variação da viscosidade em função da temperatura é mais pronunciada para o poliestireno que para o Delrin®. Deste modo, um aumento na temperatura do Delrin® fundido não aumenta consideravelmente a sua habilidade de preencher seções delgadas. Abaixo de 170°C a viscosidade do Delrin® aumenta bruscamente pois o material se cristaliza em uma faixa de temperaturas muito estreita. Para qualquer substância, a energia necessária para aumentar a temperatura de 1 g de material em 1°C é definida como calor específico. Esta quantidade de energia é geralmente determinada pela Calorimetria Diferencial de Varredura (DSC). O comportamento do Delrin®, do nylon 66 e do poliestireno é ilustrado na Figura 4. Os dois polímeros cristalinos, o Delrin® e o nylon 66, apresentam um pico alto que deve-se ao calor adicional necessário para fundir a fase cristalina (calor latente de fusão). O polímero amorfo não apresenta tal pico, mas exibe uma alteração de inclinação na Tg. A energia total para levar cada material a sua temperatura de moldagem é dada pela área sob a curva. A partir da Figura 4 fica claro que os polímeros cristalinos precisam de mais energia que os amorfos. Isto explica porque o perfil da rosca para um polímero cristalino como o Delrin® deve ser diferente (e normalmente mais crítico) do perfil de rosca para um polímero amorfo. Figura 5 Curvas de Viscosidade/Temperatura para o Delrin®‚ 500 e para o poliestireno sob uma taxa de cisalhamento constante de 1000s-1 (temperatura reduzida de 230° para 100°C). Viscosidade e comportamento reológico A viscosidade do polímero fundido determina em grande parte seu comportamento durante o preenchimento da cavidade do molde. Alta viscosidade implica em dificuldade de preenchimento de seções delgadas e altas pressões de injeção. A temperatura e a taxa de cisalhamento são parâmetros críticos na determinação da viscosidade de polímeros fundidos, devendo sempre acompanhar seu valor. Para polímeros compostos de moléculas lineares, como o Delrin®, a viscosidade também está diretamente relacionada com o peso molecular médio. Viscosidade aparente, Pa.s 600 Delrin®‚ 500 Termoformação 400 Poliestireno Extrusão 200 Moldagem por Injeção 0 0 120 140 160 180 Temperatura, °C 8 200 220 240 grades são mantidas sob altas taxas de cisalhamento, conforme mostra a Figura 8. Influência da taxa de cisalhamento A taxa de cisalhamento caracteriza a taxa de deformação do material e é definida como a derivada da velocidade sobre a direção perpendicular ao fluxo (veja a Figura 6); em outras palavras, a taxa de cisalhamento é proporcional à variação da velocidade dentro da espessura da peça. Portanto, ela depende da velocidade de fluxo e da geometria dos canais. Uma comparação mais direta da habilidade de preenchimento pode ser obtida utilizando-se um molde de fluxo em espiral de extremidade aberta. Os resultados para os diferentes grades de Delrin® são apresentados mais adiante. Tabela 3 Viscosidade, fluidez e peso molecular dos grades de Delrin® Para o Delrin®, a viscosidade do polímero fundido diminui consideravelmente com o aumento da taxa de cisalhamento, conforme mostra a Figura 7. Este efeito é mais importante do que as diferenças resultantes de variações de temperatura do fundido durante o processamento. Figura 6 Comprimento de fluxo IF (190°C / 2,16 kg) Grade 100 500 900 1700 Forma aproximada da distribuição de velocidade entre duas placas paralelas. A taxa de cisalhamento é a derivada dv(y)/dy em espiral Peso Facilidade de molecular, (215°C / 100 MPa / 2 mm) fluxo Tenacidade Temperatura do molde de 90°C 2,2 g/10m Mais baixa Mais alta 14 g/10m 25 g/10m 37 g/10m Mais alta Mais baixa 170 mm 295 mm 350 mm 400 mm Figura 8 Viscosidade em função da taxa de cisalhamento para vários grades de Delrin®‚ a temperatura constante de 215ºC (fonte: Campus). Y 1000 Viscosidade, Pa.s-1 100 V(Y) Figura 7 10 100 Viscosidade em função da taxa de cisalhamento do Delrin® 500 sob 3 temperaturas (fonte: Campus). Viscosidade, Pa.s-1 1 000 Taxa de cisalhamento, s- 1000 100 000 1 Máquina de moldagem por injeção 200°C 215°C 230°C As resinas de acetal Delrin®‚ são moldadas em uma grande variedade de tipos e modelos de equipamentos de injeção e extrusão. 100 10 102 100 500 900 1700 103 Taxa de cisalhamento, s- O objetivo principal de uma unidade de injeção para a moldagem de um material cristalino é suprir o molde com a quantidade necessária de polímero fundido homogêneo (sem a presença de partículas não fundidas ou material degradado). As regras de construção da unidade de injeção dependem, portanto, das características dos diferentes materiais a serem moldados em termos de comportamento térmico e calor necessário. O primeiro ponto a ser considerado para um material cristalino é a estabilidade térmica na temperatura de moldagem, para evitar a degradação. Então, a rosca, o bico, o anel de bloqueio e o adaptador, devem ser projetados para proporcionar a fusão e injeção eficientes de materiais cristalinos. 104 1 Influência do peso molecular O Delrin®‚ encontra-se disponível em quatro viscosidades básicas. Eles são codificados de acordo com sua fluidez (veja a Tabela 3). Valores altos significam um fácil fluxo e habilidade de preencher peças delgadas, enquanto valores baixos significam alta viscosidade, alto peso molecular e alta tenacidade (resistência ao impacto, alongamento na ruptura). Dois métodos simples de avaliação da presença de material não fundido ou degradado são apresentados em “Avaliação da Qualidade do Fundido” (pág.13). O Índice de Fluidez é medido sob uma baixa taxa de cisalhamento, mas as diferenças relativas entre os 9 Assim como apresentado na seção anterior, uma das diferenças entre os materiais amorfos e os cristalinos é o comportamento de “fusão”. O polímero amorfo começa a amolecer imediatamente após a Tg e apresenta uma alteração contínua de viscosidade. Isto permite uma grande faixa de temperaturas de processamento (porém, uma grande variação de viscosidade com a temperatura). Em contraste, o polímero cristalino permanece sólido até o ponto de fusão e se funde repentinamente sob alta temperatura. Isso limita a faixa de temperatura de processamento entre a de estado sólido e a de degradação térmica (especificamente para o Delrin®, de 190°C a 250°C). O segundo fator é o tempo em que o material permanece sob tal temperatura. Para todos os polímeros, as moléculas podem suportar um certo tempo sob uma temperatura antes que a degradação seja iniciada. Obviamente, este limite de tempo aceitável torna-se mais curto quando a temperatura for mais elevada. O comportamento típico do Delrin® é apresentado na Figura 9. A degradação do Delrin®‚ resulta na geração de gases que causam bolhas no material fundido, estrias prateadas na peça, depósitos sobre os moldes, manchas amarelas e marrons nas peças. O tempo de residência (TR) médio na unidade de injeção está diretamente relacionado com a quantidade de polímero no cilindro, o peso de injeção e o tempo de ciclo e pode ser calculado através da seguinte equação: TR médio = capacidade de injeção peso de injeção x tempo de ciclo Uma aproximação rápida pode ser feita através da seguinte equação: TR médio = curso máximo de dosagem x 2 curso de dosagem atual* Material aderido a partes metálicas superaquecidas. Devido à alta viscosidade dos polímeros, a velocidade próxima às paredes da unidade de injeção (rosca, anel de bloqueio, adaptador e bico) e dos canais das câmaras quentes é quase zero e o tempo de residência tende ao infinito (todo transformador sabe o tempo gasto para trocas de cores em uma unidade de injeção). Enquanto, no cilindro, o polímero fundido é limpo pela rosca e pelo anel de bloqueio, em outras áreas o material permanece aderido às paredes. Para suportar um tempo de residência muito longo, a temperatura do aço em contato com o material fundido deve ser controlada e mantida abaixo de 190°C (veja a Figura 9). Degradação química. Contaminantes (por exemplo, PVC, resinas com retardantes de chama ou que liberam gases ácidos), sistemas de coloração incompatíveis (pigmentos ácidos ou básicos), contato com cobre (puro, ligas, graxas) aceleram a degradação térmica do Delrin® fundido na unidade de injeção. Nota: componentes do molde em cobre ou ligas de cobre (tais como cobre-berílio) não causam qualquer degradação e têm sido utilizados por anos sem qualquer problema. Figura 9 Temperatura do fundido, °C Estabilidade térmica durante o processamento 250 240 230 220 210 200 190 Efeito da temperatura no Tempo de Residência do Delrin®500 Zona recomendada de operação Temperatura do fundido mínima recomendado 0 20 40 60 80 100 Tempo de residência (min) x tempo de ciclo * curso de dosagem atual = distância que a rosca percorre durante a rotação apenas. Rosca Com um curso de dosagem de 1 diâmetro (baixo peso de injeção) e um tempo de ciclo de 1 minuto (ciclo longo), o TR médio é igual a 8 minutos. De acordo com a curva de degradação mostrada na Figura 9, o Delrin® deve suportar este tempo com uma temperatura de fundido de 240°C. Alguns clientes têm moldado o Delrin® com sucesso a esta temperatura. O design deve levar em consideração o comportamento específico de fusão dos materiais cristalinos, isto é, alta necessidade de energia durante a fusão e baixa viscosidade do fundido. Sob a temperatura de fundido recomendada de 215°C, o TR máximo é superior a 30 minutos e os grades standard de Delrin® são estáveis termicamente mesmo sob estas condições extremas. Há 3 principais causas potenciais de degradação: Material aprisionado em pontos de retenção. Nestes pontos, o material permanece retido por um tempo excessivamente longo e se degrada. Desta forma, a unidade de injeção (cilindro, rosca, anel de bloqueio, adaptador e bico) e câmaras quentes devem ser projetadas evitando pontos de retenção (veja o projeto recomendado a seguir). 10 O design da rosca é um parâmetro chave para a produtividade, uma vez que, para materiais cristalinos o tempo de plastificação é parte integrante do ciclo total. Apesar das roscas para propósitos gerais ou “universais” serem amplamente utilizadas para processar o Delrin®, para obter máxima produtividade é necessário um design específico. Se a taxa de plastificação de uma rosca projetada inadequadamente for excedida, ocorre grande variação de temperatura e podem aparecer partículas não fundidas (algumas vezes, material não fundido e degradado podem ser observados ao mesmo tempo). Isto resulta em perda de tenacidade, variação na contração e nas dimensões, empenamento, defeitos superficiais, obstrução dos pontos de injeção (levando a peças incompletas) e outros problemas de moldagem. Devido às necessidades específicas do processo de fusão de um polímero cristalino, uma rosca projetada para processar Delrin® deve ter uma zona de homogeneização rasa e uma taxa de compressão levemente superior à de roscas para propósitos gerais. A Tabela 4 apresenta sugestões específicas para vários diâmetros de rosca e grades das resinas de acetal Delrin®. A taxa de compressão é a relação do volume de material contido numa volta da rosca na zona de alimentação e numa volta na zona de homogeneização (pode ser aproximado pela relação entre a profundidade dessas duas zonas). contrário, a velocidade de rotação da rosca deve ser reduzida no final do curso para garantir uma fusão homogênea, levando a uma perda de produtividade. Na prática, a otimização da produtividade é obtida com um curso de dosagem entre 1 e 2 diâmetros da rosca. O comprimento da rosca também tem efeito sobre a qualidade do fundido (um material isolante termicamente requer um tempo relativamente longo para receber a energia, mesmo quando o cisalhamento contribui para o aquecimento). Design da rosca para utilização de masterbatches Os ajustes de temperatura do cilindro dependem do tempo de residência e, portanto, do tempo de ciclo. As regras são apresentadas em “Processo de Injeção”. O fluxo do material na rosca é laminar em sua maior parte, dividido no anel de bloqueio (devido às alterações na direção de fluxo), e continua laminar no adaptador, bico, canal de alimentação, etc… Para obter um fundido de boa qualidade e para dispersar pigmentos e masterbatches, é altamente recomendada a utilização de uma ponta homogeneizadora. O propósito de uma ponta homogeneizadora adequadamente projetada não é de misturar o material por turbulência (fluxo turbulento não ocorre com polímeros fundidos altamente viscosos), mas através de alterações forçadas na direção de fluxo. Maiores detalhes sobre pontas homogeneizadoras podem ser obtidas com o seu representante DuPont. O comprimento ótimo é de aproximadamente 20 vezes o diâmetro da rosca ou 20 voltas quando o passo e o diâmetro forem iguais. A rosca deve ser dividida da seguinte forma: 30-40% (6-8 voltas) para a zona de alimentação, 35-45% (7-9 voltas) para a zona de compressão e 25% (5 voltas) para a zona de homogeneização. As roscas com 20 voltas são normalmente divididas em 7 voltas de alimentação, 8 de compressão e 5 de homogeneização. Em roscas com menos de 16 diâmetros de comprimento, é provável que se tenha que reduzir o passo para obter até 20 voltas. Definitivamente a seção de alimentação nunca deve ter menos de 6 voltas. As roscas com taxas de compressão mais altas sugeridas para o Delrin® são projetadas para fornecer maior quantidade de calor através do trabalho mecânico realizado na resina. Uma vez que a energia para tal fim vem do motor, deve-se ter disponível maior potência para o caso de aumento de taxa de plastificação. Tamanho da rosca O tamanho ideal da rosca é determinado pelo peso de injeção. A produtividade máxima é obtida quando o peso de injeção requer um curso de dosagem igual ou inferioror a 50% da capacidade de injeção. Caso Controle de temperatura do cilindro Este controle é determinado pelo fabricante da máquina, no entanto, duas observações devem ser feitas. O controle de temperatura deve ter pelo menos três zonas independentes, com termopares colocados próximos do centro de cada zona. A queima de uma ou mais resistências dentro de uma zona pode não ser imediatamente indicada pelos controladores de temperatura, sendo assim, alguns transformadores têm utilizado amperímetros em cada uma das zonas para detectar o mal funcionamento das resistências. Tabela 4 Design de rosca para as resinas de acetal Delrin® (relação comprimento/diâmetro de 20/1) ZONA DE COMPRESSÃO ZONA DE ALIMENTAÇÃO D nominal Passo t1 t2 Delrin®‚ 500, 900, 500 T, 1700 (incluindo os grades da série Delrin® P) Profundidade da zona de alimentação (T1) mm 30 45 60 90 120 ZONA DE HOMOGENEIZAÇÃO mm 5,5 7,0 8,0 11,0 13,5 Profundidade da zona de homogeneização (T2) mm 2,0 2,5 3,0 3,5 4,0 11 Delrin® 100, 100 ST Profundidade da zona de alimentação (T1) mm 5,0 6,5 7,5 9,0 Profundidade da zona de homogeneização (T2) mm 2,5 3,0 3,0 3,5 Normalmente para o Delrin®, não há a necessidade de resfriamento da base do funil, mas caso haja tal necessidade, o fluxo de água deve ser mantido no mínimo possível. O resfriamento excessivo da base do funil tem sido notado como um dos motivos principais de geração de pontos pretos. Eles são gerados no cilindro, entre a primeira e segunda zona de aquecimento, de acordo com o seguinte mecanismo (veja a Figura 10): O termopar TP1 é influenciado pela temperatura baixa devido ao resfriamento excessivo e o sistema responde LIGANDO as resistências R1 e R2. Isto não gera problemas na região da R1, mas resulta em um superaquecimento e degradação na área sob a R2. Para reduzir o risco de formação de pontos pretos, deve-se observar o seguinte: a) o resfriamento da base do funil de alimentação deve ser limitado a uma temperatura mínima de 80-90°C; b) a resistência R2 deve ser controlada pelo TP2 ou o TP1 deve ser posicionado no meio da R2 ou ainda, a R2 deve ter metade da potência da R1. cilindro, permitindo um controle mais preciso da temperatura do bico. Um adaptador separado, feito em aço mais macio que o utilizado para o cilindro, oferece maior facilidade e menor custo de reparos que o cilindro. Ele ainda protege o cilindro contra danos causados pela freqüente troca do bico. Com o adaptador parafusado, deve-se tomar um cuidado especial durante a montagem para garantir o paralelismo (não apertar excessivamente os parafusos de um lado apenas). Anel de Bloqueio O anel de bloqueio, conforme mostrado na Figura 11, impede o contrafluxo do material durante a injeção. Esta peça normalmente não é projetada adequadamente, apresentando pontos de retenção e restrições ao fluxo. O mal funcionamento, permitindo contrafluxo de resina, é também uma ocorrência comum, sendo normalmente provocado por um projeto ou manutenção deficiente. Um anel de bloqueio com vazamento aumenta o tempo de dosagem, o que pode afetar o tempo de ciclo e prejudicar o controle do recalque e das tolerâncias dimensionais. O anel de bloqueio deve atender às seguintes exigências: Não conter pontos de retenção Não criar restrições ao fluxo Prover boa vedação Ter boa resistência ao desgaste Figura 10 Formação de pontos pretos devido a resfriamento excessivo da base do funil (fonte: CAMDO) Estes requisitos estão presentes no anel de bloqueio representado na Figura 11. R8 R1 R2 TP1 Canais de resfriamento R3 R4 TP2 R5 R6 TP3 Figura 11 Design do adaptador e do anel de bloqueio R7 TP4 Fonte de contaminação Adaptador B A Adaptador D O adaptador mostrado na Figura 11 foi projetado para evitar pontos de retenção e restrições de fluxo, as duas causas principais de degradação e problemas ligados a esta área. Note que os requisitos são os mesmos para adaptadores roscados como o da figura (utilizados em roscas pequenas – diâmetro < 40 mm) e parafusados (utilizados para roscas maiores). O adaptador possui pequenas zonas cilindricas (A e B) onde se liga ao cilindro e ao bico, para assegurar um perfeito encaixe entre suas superfícies, mesmo após pequenas usinagens. As superfícies de encaixe (C) devem oferecer uma boa vedação quando o bico ou adaptador forem apertados e suficientemente resistentes para evitar deformações. Além de sua função mecânica de redução de diâmetro, o adaptador atua de modo a isolar o bico termicamente da parte frontal do E C H G F Bico As ranhuras (D) na ponta da rosca são generosamente dimensionadas e o espaço (E) entre o anel de bloqueio e a ponta da rosca é o suficiente para o fluxo de resina. O assento do anel é cilíndrico nos pontos onde se une tanto com a extremidade (F) como com a ponta da rosca (G) para permitir um encaixe preciso destes diâmetros e evitar pontos de retenção. 12 A ponta da rosca tem uma seção cilíndrica (H) que se ajusta em um furo para suporte e alinhamento da ponta rosca e do assento do anel. Não havendo a disponibilidade deste recurso, deve ser utilizado um design como o ilustrado na Figura 13. Apesar de os bicos valvulados serem ocasionalmente utilizados com o Delrin®, eles tendem a causar retenções de resina, o que resulta em manchas marrons ou gases, especialmente após a ocorrência de algum desgaste nas partes móveis do bico. Por motivos de segurança, estes bicos não são recomendados para o Delrin®. A ponta da rosca e o assento do anel devem ser mais duros (aproximadamente 52 Rc) do que o anel deslizante (44 Rc), pois é menos custoso substituir o anel na ocorrência de desgastes. Sugere-se um aço resistente à corrosão para a ponta da rosca. Bico Observação: Com um bico longo, o termopar B deve ser posicionado no centro do bico e não em sua parte traseira. Assim como com outros polímeros semi-cristalinos, o Delrin® pode apresentar escorrimento no bico entre os ciclos caso o bico esteja muito quente, ou pode se resfriar caso haja muita perda de calor para o molde. Figura 13 Bico de orifício cilíndrico, somente para máquinas sem descompressão. O design do bico mostrado na Figura 12 pode resolver estes problemas. Devem ser considerados os seguintes tópicos: Resistência 1. A resistência (A) deve se estender o máximo possível até à ponta do bico e cobrir, conforme possível, a maior parte da superfície exposta. Isto compensa qualquer perda de calor, especialmente perda de calor para o molde. 2. A localização do termopar é importante. A mesma figura mostra uma localização adequada (B). 3. É necessário que haja uma uniformidade de temperatura, de modo que seja evitado o superaquecimento local ou o resfriamento prematuro. 4. Para impedir a degradação do polímero a temperatura do aço não deve exceder 190°C. 5. A resistência do bico deve ter seu próprio controlador independente de temperatura. Poço do Termopar Avaliação da qualidade do fundido Apresentamos abaixo dois testes “rápidos e fáceis” para avaliação da qualidade do fundido produzido. Apesar de estar diretamente relacionado ao ajuste de temperaturas, o resultado depende em grande parte do design da unidade de injeção. Teste de formação de espuma O teste de formação de espuma é recomendado para a determinação da qualidade da resina após a plastificação, ou seja, testa a qualidade da resina e da unidade de injeção. A descompressão da rosca é freqüentemente utilizada para controlar o escorrimento de material ao utilizar bicos abertos. Este recurso encontra-se disponível na maioria das máquinas. Procedimento: 1. Quando a máquina estiver operando em seu ciclo normal, interrompa-a após a dosagem por 3 minutos para o Delrin® colorido (10 minutos para material natural). 2. Purgue em velocidade baixa (para evitar espirros de material quente) descarregando o material em um recipiente e observe o material fundido por 1 ou 2 minutos. Então coloque o material fundido em um balde com água. 3. Então recarregue a rosca e espere mais 2 minutos (10 minutos para o material natural) 4. Repita a operação 2. Figura 12 Bico de orifício cônico Resistência A Poço do Termopar B Um material fundido instável (espuma) surge durante a observação e flutua no balde. Um material 13 fundido estável permanece brilhante com uma tendência de encolher durante a observação e submerge no balde. Repita a operação até que seja possível detectar irregularidades no material purgado saindo pelo bico. Se tais irregularidades aparecerem após menos de 3 operações de purga, o risco de apresentar material não fundido é muito grande e deve ser solucionado mediante o aumento da temperatura do cilindro, redução do RPM da rosca ou do aumento da contrapressão. Se tais alterações aumentarem muito o tempo de duração do ciclo, deve ser utilizada uma rosca com um design mais adequado (veja a Tabela 4). Se as irregularidades aparecerem após 3 operações de purga, mas antes de 6, a situação é aceitável, porém não há uma margem de segurança muito ampla. Se aparecerem após 6 operações de purga, é uma indicação de que há muito pouco risco de apresentar material não fundido. A resina que forma espuma rapidamente causa depósitos no molde e acelera depósitos na rosca, o que pode levar à contaminação por pontos pretos. Esta técnica é útil para avaliar corantes não fornecidos pela DuPont (masterbatch, corantes líquidos). O teste de formação de espuma pode, ainda, ser utilizado para detectar algum problema da unidade de injeção (por exemplo, problemas de resfriamento na região do funil e conseqüente superaquecimento, temperatura excessiva do bico, pontos de retenção etc.). Teste de material não fundido O teste de material não fundido é recomendado para avaliar a homogeneidade do fundido: Moldes As resinas de acetal Delrin® têm sido utilizadas em muitos tipos de moldes, e geralmente os moldadores possuem um grande conhecimento a respeito do projeto mais adequado. Os moldes para o Delrin® são basicamente os mesmos que para outros termoplásticos. Os componentes típicos de um molde podem ser identificados na Figura 14. Quando a máquina estiver operando em seu ciclo normal, interrompa-a no final de um ciclo e purgue uma injetada; Carregue a rosca imediatamente com o volume de injeção utilizado e purgue novamente; Figura 14 Vista explodida do molde Anel de Centragem Bucha de injeção Placa de Fixação Superior Placa de Cavidade Parte Fixa (Placa “A”) Coluna Guia Bucha Guia Placa de Cavidade Parte Móvel (Placa “B”) Placa Suporte Cavidade Espaçador Placa Porta Extratores Pino de Retorno Placa Impulsora Pinos Extratores Placa de Fixação Inferior Extrator do Canal Suporte do Extrator Topes 14 Esta seção se concentra no projeto dos componentes do molde que merecem considerações especiais para a moldagem do Delrin® e podem levar a uma produtividade mais alta e custos mais baixos. Estes tópicos são os seguintes: Facilidade de preenchimento Contrasaídas Pontos de injeção Saída de gases Canais de alimentação Manutenção Câmaras quentes A contração e outros aspectos relacionados ao dimensionamento são abordados em: “Considerações Dimensionais”. Facilidade de preenchimento A viscosidade do fundido é o principal fator que controla a habilidade de uma resina preencher um molde. As resinas de acetal Delrin® variam com relação à fluidez/viscosidade a partir do Delrin® 1700, o de menor viscosidade, ou maior fluidez, ao Delrin® 100 com a mais alta viscosidade ou menor fluidez. A viscosidade do Delrin® não diminui significativamente à medida em que se eleva a temperatura, ao contrário das resinas termoplásticas amorfas, tais como a resina acrílica. O aumento da temperatura da massa não melhora a capacidade do Delrin® em preencher uma seção delgada. Além das propriedades da resina, as condições de moldagem e a espessura da peça determinam o comprimento de fluxo percorrido pelo fundido. A Figura 15 mostra os comprimentos máximos de fluxo que podem ser previstos em duas espessuras diferentes para as resinas de acetal Delrin® Figura 15 Comprimento máximo de fluxo das resinas de acetal Delrin® como função da pressão de injeção. Estas comparações foram efetuadas em um molde de fluxo em espiral de extremidade aberta sem restrição no ponto de injeção. Obstruções no percurso do fluxo, tais como alterações repentinas na direção ou machos, podem reduzir significativamente o comprimento de fluxo. Pontos de Injeção Os pontos de injeção em um molde exercem um papel muito importante no sucesso ou no fracasso da moldagem. A localização, o tipo e as dimensões do ponto de injeção são fatores importantes para que se tenha um recalque eficiente. Evidentemente, o design é diferente daquele utilizado para a moldagem de materiais amorfos. Neste caso o fluxo deve ser interrompido o mais rápido possível após o preenchimento da cavidade para evitar uma super-compactação e rechupes. Com materiais cristalinos, a localização, o design e as dimensões do ponto de injeção devem ser de tal forma a permitirem um fluxo contínuo durante TODA a fase de recalque (tempo de recalque – veja pág. 28). Localização do ponto de injeção Como regra geral, quando uma peça não apresentar espessuras de parede uniformes, o ponto de injeção deve estar localizado na seção mais espessa. A observação deste princípio básico é muito importante para a se obter um recalque eficiente e, portanto, peças com melhores propriedades mecânicas, estabilidade dimensional e aspecto superficial. Evidentemente, toda restrição ao fluxo do fundido deve ser evitada entre o ponto de injeção e as outras áreas da peça. O ponto de injeção tem o mesmo efeito que um entalhe, fragilizando a peça, e também pode acumular tensões residuais na região ao seu redor. Por este motivo o ponto de injeção não deve ser localizado em áreas sujeitas a impactos ou flexão. Da mesma forma a posição do ponto de injeção deve evitar a formação de linhas de emenda em zonas críticas. O ponto de injeção deve ser localizado de tal forma a permitir que o ar seja expulso em direção à linha de abertura do molde ou do pino extrator – onde possam estar localizadas as saídas de gases. Por exemplo, um tubo fechado tal como a tampa de uma caneta deve ter um ponto de injeção no centro da extremidade fechada, de modo que o ar possa ser expulso através da linha de abertura. Um ponto de injeção na base provoca o aprisionamento de gases no lado oposto, próximo à extremidade fechada. Quando linhas de emenda forem inevitáveis, por exemplo, ao redor de insertos, deve existir uma saída de gases de modo a evitar a fragilização da peça ou defeitos visuais. Recomendações específicas para saídas de gases são apresentadas posteriormente nesta seção. Outra consideração ao escolher a melhor localização do ponto de injeção para o Delrin® está relacionada à aparência superficial. Manchas ao redor do ponto de injeção ou linhas de fluxo são minimizadas localizando o ponto de injeção de tal forma que o material, ao entrar na cavidade, vá de encontro a uma parede ou um macho. Uma localização central do ponto de injeção é freqüentemente necessária para controlar a simetria de engrenagens e de outras peças circulares críticas. 15 Pontos de injeção múltiplos, normalmente dois ou quatro, são utilizados quando há um orifício central e se quer evitar um ponto de injeção em diafragma de difícil remoção. Figura 16 Vista esquemática dos tipos mais comuns de ponto de injeção Ponto de injeção em diafragma Design do ponto de injeção Conforme mencionado acima, para os materiais cristalinos tal como o Delrin®, a espessura do ponto de injeção ou seu diâmetro (para pontos de injeção capilares ou submarinos) determina o tempo de solidificação e, portanto, se é possível recalcar a peça (compensar a redução de volume devido à cristalização) e manter a pressãodurante a solidificação.Para um material específico, o ponto de injeção deve permanecer aberto até que a densidade da peça seja máxima. A espessura (ou diâmetro) do ponto de injeção deve ser de 50-60% a espessura da parede adjacente ao ponto de injeção. A largura do ponto de injeção deve sempre ser igual ou maior que a espessura do mesmo e seu comprimento deve ser o menor possível, nunca excedendo 0,8 mm. A área do ponto de injeção da peça não deve estar sujeita a tensões de flexão durante a sua utilização. Geralmente os impactos são responsáveis pela ocorrência de quebras na área do ponto de injeção. Ponto de injeção em leque Ponto de injeção direto Ponto de injeção capilar Ponto de injeção na extremidade Ponto de injeção em anel Ponto de injeção em lâmina Ponto de injeção submarino Os tipos mais comuns de ponto de injeção encontram-se resumidos na Figura 16. PONTO DE INJEÇÃO EM DIAFRAGMA: Ponto de injeção circular utilizado para preencher uma única cavidade simétrica. As vantagens são a redução da formação de linha de emenda e melhor preenchimento. Entretanto para a remoção do canal a peça deve ser usinada. PONTO DE INJEÇÃO DIRETO: O ponto de injeção alimenta diretamente a cavidade do molde sem canais de alimentação. Este design pode freqüentemente levar a defeitos superficiais provenientes do bico (resfriamento prematuro, material frio, casca de laranja, ar preso, etc..) PONTO DE INJEÇÃO NA EXTREMIDADE: Tipo usual de ponto de injeção com molde de duas placas. Este canal não é auto extraível. PONTO DE INJEÇÃO EM LEQUE: Utilizado para aumentar a frente de fluxo. Normalmente se utiliza este design para reduzir a concentração de tensões na área do ponto de injeção. Pode-se prever um menor empenamento das peças ao utilizar este tipo de ponto de injeção. PONTO DE INJEÇÃO CAPILAR: Utilizado com moldes de três placas. A peça é separada automaticamente. PONTO DE INJEÇÃO EM ANEL: Veja PONTO DE INJEÇÃO EM DIAFRAGMA. PONTO DE INJEÇÃO SUBMARINO: Um tipo de ponto de injeção na extremidade onde a entrada para a cavidade não se encontra localizada na linha de fechamento do molde. Utilizada para separar o canal da peça em um molde de duas placas. Figura 17 Detalhes de ponto de injeção na extremidade típico para o Delrin® Vista Lateral Canal de alimentação 1,2 T Z = Máx. 0,8 mm x=0,5T T Detalhes de ponto de injeção na extremidade típico para o Delrin®, veja na Figura 17. 16 T = Espessura da Peça A Figura 18 mostra detalhes de ponto de injeção submarino adequado para o Delrin® (lado esquerdo). O design do lado direito não é adequado para polímeros cristalinos e causaria problemas com o Delrin®. Critérios de projeto: Localizar o ponto de injeção na seção mais espessa da peça. O diâmetro do ponto de injeção “d” deve ser de, pelo menos, metade da espessura da peça. O comprimento deve ser inferior a 0,8 mm para impedir uma solidificação prematura do ponto de injeção durante a fase de recalque. O diâmetro inscrito “D” do canal adjacente ao ponto de injeção deve ser de, no mínimo, 1,2 vezes a espessura da peça. Para que as peças moldadas com o Delrin® possam apresentar as melhores propriedades físicas, os canais de alimentação próximos ao ponto de injeção devem ter, pelo menos, um diâmetro inscrito de 1,2 vezes a espessura “T” da peça. Figura 18 Detalhes de projeto de ponto de injeção submarino adequado para o Delrin® (esquerda). O da direita não é adequado para polímeros cristalinos como o Delrin®. D1 30° d O ponto de injeção mostrado ao lado direito da Figura 18 não é recomendado para materiais cristalinos tais como o Delrin®, porque uma seção cônica leva a cristalização antes da completa atuação da pressão de recalque na peça. Isto resulta em baixa performance mecânica e contração descontrolada. D T A Figura 19 mostra os detalhes de um projeto de ponto de injeção para um molde de “três placas”, adequado para o Delrin® (à esquerda), em comparação com um tipo similar não recomendado para materiais cristalinos. Os critérios de projeto descritos acima também são aplicáveis para este tipo de ponto de injeção. Observação: As restrições ao redor do extrator do canal podem levar a uma compactação incompleta da peça. Assim sendo, o diâmetro “D1” na Figura 19 deve ser, pelo menos, igual ao diâmetro “D”. Figura 19 Detalhes de projeto de ponto de injeção para moldes de “três placas” adequado para o Delrin® (lado esquerdo). O do lado direito não é adequado para polímeros cristalinos e causaria problemas com o Delrin®. *O comprimento do canal deve ser <0,8 mm. 2° D1 * D Sistema de canais de alimentação d Diretrizes As diretrizes chave a serem observadas ao projetar um de canal de alimentação são as seguintes: a. os canais devem permanecer abertos até que as cavidades estejam completamente preenchidas e compactadas; b. os canais devem ser suficientemente grandes para se atingir um fluxo adequado e perda mínima de pressão sem superaquecimento; c. o tamanho e comprimento dos canais devem ser mantidos no mínimo necessário para atender as diretrizes anteriores. Para o caso de peças muito delgadas, este canal não pode ter uma espessura menor que 1,5 mm. A espessura do canal de alimentação normalmente aumenta a cada mudança na direção de fluxo a partir da cavidade, conforme mostra o exemplo na Figura 20. Figura 20 Espessura correta do canal de alimentação para um molde de oito cavidades Cada um destes fatores pode afetar a qualidade e custo das peças moldadas. O item (a) deve ser considerado como o mais crítico. A seção transversal dos canais de alimentação é, em muitos casos, trapezoidal o que representa uma compensação prática em relação à seção ideal (totalmente circular). A seção transversal efetiva do canal de alimentação é, neste caso, o diâmetro completo de um círculo inscrito. T ø3= D1 ø2= D1 + 0,5 mm ø1= D1 + 1 mm 17 No caso de moldes com múltiplas cavidades (≥ 16 cavidades) o chamado “efeito espiral” pode ocorrer nas cavidades “internas” do layout (veja, por exemplo, a Figura 24), devido ao superaquecimento do material fundido nos canais de alimentação, causado por cisalhamento localizado. Para minimizar efeitos negativos tais como defeitos superficiais ou depósito de resíduos no molde, o cisalhamento deve ser reduzido pela utilização de dimensões adequadas nos canais. Molde de uma cavidade A configuração mais simples de um canal para um molde de cavidade simples é o ponto de injeção direto (veja a Figura 21, lado esquerdo). Neste caso, entretanto, é necessário ter um “poço frio”, diretamente na peça o que acarreta problemas superficiais e baixas propriedades mecânicas nesta região. A solução ideal é então “interromper o fluxo” conforme o indicado na Figura 21, à direita. Layout do canal de alimentação Para moldes com múltiplas cavidades, tratando-se de peças com pequena espessura (≤ 1 mm), o projeto de canais de alimentação deve ser realizado detalhadamente incluindo a execução de uma análise do fluxo de material. Um layout perfeitamente balanceado (com o mesmo comprimento de fluxo entre a bucha de injeção e cada uma das cavidades) pode ser obtido mais facilmente se a quantidade de cavidades for um número par. Veja o exemplo de um molde com 16 cavidades na Figura 22 com canal de alimentação balanceado (à esquerda) e não balanceado. Um layout perfeitamente balanceado pode ser impraticável e caro. Bico e bucha de injeção Os diâmetros do bico e da bucha de injeção estão diretamente ligados com as dimensões da peça e dos canais de alimentação. O projetista deve primeiro decidir se há ou não necessidade da bucha. Caso a bucha seja necessária, pode ser selecionado um design tal como o mostrado na Figura 25, o qual por inúmeras vezes comprovou ser o mais eficaz com materiais cristalinos tal como o Delrin®. Devido à sua forma cilíndrica é fácil de ser usinado e polido, permite buchas com grandes diâmetros e é de fácil extração devido à alta contração. As diretrizes para as dimensões são as seguintes: um diâmetro de bucha Ø1 pelo menos igual ao diâmetro de um círculo inscrito no canal de alimentação principal; um diâmetro do bico “DN1” igual a Ø1 menos 1 mm. Quando um sistema de canal de alimentação não balanceado for selecionado, o layout mostrado na Figura 23 (à esquerda) pode apresentar mais riscos de problemas de qualidade. O fluxo tende a parar ao atingir os primeiros pontos de injeção devido à restrição e o material começa a se cristalizar. Então, à medida em que o canal for sendo preenchido a pressão aumenta e a frente de fluxo fria, que começou a se acumular, é empurrada para dentro da cavidade. Para reduzir este risco, a solução mostrada na Figura 23 (à direita) é recomendada. Nesta configuração a frente fria de fluxo tende a permanecer confinada em cada um dos poços frios. Figura 23 Exemplos de molde de 16 cavidades não balanceado. A solução à direita dispõe de poços frios para coletar as frentes frias de fluxo. Figura 21 Ponto de injeção direto (à esquerda) e ponto de injeção indireto para interromper o fluxo (à direita), em molde de uma cavidade Figura 24 Exemplo do “efeito espiral” em um molde de 32 cavidades. As cavidades 11, 14, 19 e 22 são preenchidas primeiro e podem apresentar defeitos superficiais e depósitos no molde. Figura 22 Sistemas de canal de alimentação balanceado (à esquerda) e não balanceado (à direita) em um molde com 16 cavidades 8 1 16 14 11 9 17 19 22 24 32 18 25 Caso o projetista selecione um design sem bucha, é possível que seja necessário um bico longo, conforme o mostrado na Figura 26 para um equipamento de 2 placas, e na Figura 27 para um equipamento de 3 placas. Novamente, as dimensões são proporcionais às dimensões da peça e dos canais de alimentação (diretriz: diâmetro do bico “DN1” igual ao diâmetro de um círculo inscrito no canal de alimentação principal menos 1 mm). Figura 25 Design da bucha e bico normalmente utilizados com o Delrin®. As dimensões são proporcionais às dimensões da peça e dos canais de alimentação. D N2 D N1 Ø1 Figura 26 Exemplo de um design para bico sem bucha utilizado com moldes de 2 placas. Lembre-se de que para o Delrin® a temperatura do bico não deve exceder 190°C. D N2 A seguir é apresentada uma revisão das recomendações chave correlacionadas com o sistema de bucha e canais de alimentação. Esta revisão pode ser utilizada como um checklist para verificação rápida de seus respectivos projetos. 1. Preferência pela bucha cilíndrica: veja a Figura 25 e Figura 28-1. 2. Retentor do canal para molde de 2 placas: veja a Figura 28-2. 3. Poço frio para molde de 3 placas: veja a Figura 28-3. 4. Divisores de fluxo perpendiculares com poços frios a cada divisor, veja a Figura 28-4. 5. Em moldes de 3 placas o retentor do canal não deve causar restrições do fluxo, veja a Figura 28-5. 6. Dimensões do canal de alimentação: – Para peças com espessura > 1,5 mm, siga as regras gerais para os polímeros cristalinos (Figura 20); – Para peças mais delgadas e moldes com diversas cavidades, deve ser realizada uma análise de fluxo para selecionar dimensões que evitem um cisalhamento acentuado. 7. Os canais de alimentação devem ser adequadamente providos de saídas de gases, consulte a Figura 28-6 e 30. 8. Recomenda-se canais balanceados (veja a Figura 24). 9. Para peças delgadas e múltiplas cavidades, os canais de alimentação não balanceados podem ser aceitáveis. Entretanto, as peças nunca devem ser diretamente alimentadas pelo canal principal (veja a Figura 23). D N1 Figura 28 Regras chave para o design da bucha de injeção e canais de alimentação para um molde de 2 placas (parte superior) e um molde de 3 placas (parte inferior). 5 mm 1 Figura 27 Exemplo de um design para bico sem bucha utilizado com moldes de 3 placas. Lembre-se de que para o Delrin® a temperatura do bico não deve exceder 190°C. 4 2 6 Saída de Gases D N2 DSP 1 2° D N1 3 5 mm 19 5 6 Este comportamento de um material cristalino pode envolver o risco de: Escorrimento no ponto de injeção, com conseqüentes problemas de acabamento superficial e deformação. Molde de câmara quente para polímeros cristalinos Comentários preliminares Esta seção inclui todos os tipos de câmaras quentes, buchas quentes, e moldes sem canais. A descrição não tem por objetivo recomendar nenhuma marca comercial ou sistema, mas apenas mostrar o comportamento e necessidades dos polímeros cristalinos em tais equipamentos. Entupimento do ponto de injeção por material solidificado, partículas sólidas que são empurradas para dentro das cavidades, com conseqüentes problemas de defeitos superficiais e menor desempenho mecânico. A melhor maneira de se prevenir contra estes problemas é a utilização de SUB-CANAIS FRIOS. Uma dúvida que freqüentemente aparece é a de quando utilizar moldes de câmara quente com polímeros cristalinos tal como o Delrin®. Este é um assunto muito controverso. A escolha depende de muitos fatores e, particularmente, da qualidade necessária, ou seja, do desempenho mecânico, aspecto superficial, porcentagem de refugo. Figura 29 Comportamento de amolecimento/fusão de polímeros amorfos e cristalinos. Status Todos estes moldes oferecem a vantagem óbvia de necessitarem de menos material fundido, sem (ou muito pouco) material a ser recuperado e ciclos mais curtos. Por outro lado são mais dispendiosos e mais pesados; precisam de mais manutenção e operadores mais qualificados que os moldes convencionais. Além disto, se não forem projetados adequadamente o aquecimento necessário para operá-los poderia se espalhar para todas as partes do molde podendo, de fato, causar um aumento no tempo de ciclo. Um método é avaliar o aumento previsto de produtividade comparado a moldes convencionais. Se for menor que 25%, é mais interessante selecionar um molde de 3 placas pois este é mais barato quanto à construção, preparação e operação. O ponto de equilíbrio de aproximadamente 25% aplica-se a sistemas completos de câmara quente; para outros moldes (com bucha aquecida e subcanais frios) o ponto de equilíbrio é muito mais baixo. Controle térmico de moldes de câmara quente O controle térmico e o caminho do fluxo são muito importantes para os moldes com câmara quente. Deve ser verificado se um ajuste relativamente baixo de temperatura (≤190°C) permite um fluxo livre do material, sem pontos de retenção. O motivo é que, devido à viscosidade do polímero, seu fluxo é sempre laminar. Isto significa que o material permanece em contato com o aço da parede da câmara quente, e o tempo de residência é muito longo. No caso do Delrin®, para se evitar a degradação térmica com tempos prolongados, a temperatura do aço nunca deve exceder os 190°C. Se o material se solidificar na câmara quente nesta temperatura, então o sistema deve ser modificado no sentido de melhorar o isolamento térmico e a distribuição de calor, possibilitando a eliminação de pontos frios. A degradação pode resultar em problemas superficiais, odor, pintas negras e depósito no molde. Injeção direta versus subcanais frios para polímeros cristalinos Ao projetar um molde de câmara quente para polímeros cristalinos, deve ser previsto que a injeção direta com câmaras quentes é mais difícil com polímeros cristalinos do que com amorfos. A diferença está do comportamento do fundido destes dois tipos de polímeros. Um material amorfo apresenta um amolecimento gradual acima da Tg do estado sólido para o estado fundido, permitindo uma ampla faixa de temperaturas e viscosidades de processamento. De fato, à medida em que a temperatura aumenta acima da Tg (veja a Figura 29) um polímero amorfo (curva “A”) seria mais adequado primeiramente à termoformação (“T”), em seguida moldagem por sopro (“BM”) e finalmente à moldagem por injeção (“IM”). Conclusões Com os polímeros cristalinos tal como o Delrin®, recomendamos o seguinte: Uma diminuição mínima de 25% de custo teórico deve ser prevista antes de se considerar uma câmara quente. Deve haver a disponibilidade de operadores e ferramenteiros altamente qualificados para manutenção de moldes. De forma contrária, a Tg normalmente exerce um efeito limitado ou desprezível sobre a estrutura dos polímeros cristalinos que permanecem no estado sólido acima da Tg. Após a temperatura Tm, os polímeros cristalinos amolecem rapidamente e passam para o estado fundido (curva “C”). 20 Utilizar subcanais frios, nunca injeção direta. Utilizar Delrin® da série P. Qualquer temperatura na câmara quente não deve exceder os 190°C. Evitar a utilização de moldes de câmara quente se não forem aceitos defeitos superficiais e for necessário um alto desempenho mecânico da peça. Evitar a utilização de câmaras quentes para grades tenazes. Saídas de gases O sistema de saídas de gases para a moldagem do Delrin® é especificamente importante, e uma atenção especial deve ser dedicada a este ponto durante o projeto do molde e seu tryout inicial. Esta atenção é necessária porque a queima das peças causada por uma saída de gases inadequada não é facilmente observada com o Delrin®. Com outras resinas, a saída de gases deficiente resulta em um ponto escurecido e queimado na peça. Com o Delrin®, entretanto, pode não haver qualquer marca visível ou apenas uma marca branca imperceptível. Os problemas de saída de gases com as resinas de acetal Delrin® podem se tornar mais evidentes pulverizando a cavidade com hidrocarbonetos (querosene) imediatamente antes da injeção. Se a saída de gases for deficiente, os hidrocarbonetos causam marcas pretas onde o ar estiver confinado. Esta técnica é especificamente útil para a detecção de saídas de gases deficientes em moldes com múltiplas cavidades. Uma fonte eficiente de pulverização de hidrocarbonetos é um protetivo contra oxidação. no cilindro de injeção, que geram quantidades de gás além do normal. Uma alta velocidade de injeção também pode agravar estes problemas. As medidas corretivas para os problemas de depósito em moldes encontram-se relacionadas no “Guia de Solução de Problemas”. A saída de gases normalmente ocorre através da linha de abertura do molde, sendo possibilitada por canais usinados na placa da cavidade e insertos. Em alguns casos, as saídas de gases podem ser localizadas ao redor de um pino extrator. Este tipo de saída de gás também pode ser melhorado pela usinagem de faces planas no pino e aliviando a saída após uma pequena distância. Saídas de gases localizadas em pinos que não se movem com o sistema de extração tendem a entupir e deixam de funcionar adequadamente após um curto período de tempo. A saída de gases nos canais de alimentação é útil para a redução da quantidade de ar que deve ser eliminada pelas cavidades. Como as rebarbas não são críticas no canal de alimentação, estas saídas de gases podem ser levemente mais profundas que as saídas de gases das cavidades, por exemplo, 0,06 mm. Os desenhos na Figura 30 mostram as dimensões recomendadas para as saídas de gases em moldes para o Delrin®. Observação: Durante a manutenção do molde, a profundidade e/ou deformação das saídas de gases devem ser cuidadosamente verificadas. As saídas de gases devem ser modificadas se sua profundidade for menor que 0,01-0,015 mm. Figura 30 Disposição de saídas de gases recomendada para peça e sistema de alimentação. As saídas de gases devem estar localizadas nos seguintes pontos: na extremidade de qualquer canal de alimentação; qualquer união de frentes de fluxo, onde o ar possa estar confinado, resultando em uma linha de emenda. Somente a AUSÊNCIA de saída de gases, juntamente com velocidades de injeção excessivas, causam a corrosão do molde na região das linhas de emenda com o Delrin® (efeito Diesel). As saídas de gases inadequadas dos moldes para Delrin® podem causar um acúmulo gradual de depósito no molde onde as saídas deveriam estar localizadas e em fendas do molde através das quais ocorre uma saída de gases limitada. Estes depósitos são compostos por um material sólido branco formado a partir do gás gerado durante a moldagem normal. Um bom sistema de saídas de gases permite que este gás escape juntamente com o ar das cavidades. A saída de gases deficiente pode, ainda, reduzir as propriedades físicas nas linhas de emenda. Os problemas relacionados com saídas de gases podem se agravar pela alta temperatura do fundido, tempo de residência longo, ou por áreas de retenção (pontos mortos) 21 L ≤ 0.8 mm W > 2 mm D < 0.03 mm * = 0.3 mm Contrasaídas Cantos Vivos As sugestões gerais para a extração de peças com contrasaídas em resinas de acetal Delrin® são: A peça com contrasaída deve poder dilatar-se ou contrair-se, ou seja, a parede da peça oposta à contrasaída deve estar solta do molde ou macho antes da extração. A contrasaída deve ser arredondada e com arestas que permitam o deslizamento fácil sobre a superfície do molde, para minimizar a concentração de tensões durante a ação de extração. Deve-se proporcionar uma área de contato adequada entre o extrator e a peça para evitar a penetração da peça ou a deformação de seções de paredes delgadas durante a extração. A duração do ciclo de moldagem e, especificamente, o tempo de recalque deve ser otimizado para evitar a contração excessiva nas contrasaídas internas. A peça deve ser suficientemente rígida, porém sem causar emperramento em função de contração excessiva em torno dos pinos que formam uma contrasaída interna. A extração de peças com contrasaídas no diâmetro externo é facilitada pela contração de moldagem. Temperatura do molde maior, que mantém a peça mais quente e mais flexível, pode facilitar a extração de uma peça com contrasaídas. Geralmente, as peças de acetal Delrin® podem ser moldadas com contrasaída máxima de 5%. O cálculo de contrasaídas é ilustrado na Figura 31. A dimensão permissível para contrasaídas varia tanto com a espessura como com o diâmetro. Uma das maiores causas de falha das peças de plástico são os cantos vivos internos. Um canto vivo em uma peça atua como um entalhe, cuja ruptura se inicia com pouca energia. O gráfico na Figura 32 mostra o efeito do raio do entalhe na resistência ao impacto de corpos de prova moldados em dois grades de Delrin®. Observe que os entalhes foram moldados (simulação de vida real e não usinado como requerido pelo método Izod). A partir deste gráfico pode-se observar que um aumento do raio interno de curvatura de 0,01 (aproximadamente um canto vivo) para 0,2 mm dobra a resistência ao impacto. Observe também que os cantos vivos não são desejáveis em peças plásticas porque são um fator de contribuição importante no empenamento. Projeto de Nervuras Muito freqüentemente, as peças nervuradas têm melhor desempenho em termos de tempo de ciclo, propriedades mecânicas e empenamento do que peças muito espessas, inadequadamente compactadas. É economicamente impossível compactar seções acima de 6 – 8 mm de espessura durante todo o período de cristalização (solidificação: consulte a Figura 40 para tempo de recalque em função da espessura da peça). Entretanto, uma nervura mal projetada também pode causar defeitos, como rechupes. As dimensões recomendadas para nervuras são mostradas na Figura 33. Observe que o raio na base da nervura não deve ser muito pequeno para preservar a tenacidade da peça (consulte a Figura 32). Linhas de emenda Linhas de emenda ocorrem onde duas frentes de fluxo de material fundido se encontram. A posição da linha de emenda pode ser definida por injeções incompletas, ou por simulações de fluxo (se o molde ainda não existe). Se o molde possui saídas de gases adequadas (consulte a página 21), a resistência da linha de emenda deve ser de pelo menos 80 – 90% do valor de resistência nominal da resina. Figura 31 Cálculos para % de contrasaídas (B – A) / B ≤ 5% Dois parâmetros são importantes para otimizar a resistência da linha de emenda: 1- Tempo de recalque otimizado, para garantir a soldagem das frentes de fluxo sob pressão (para o tempo de recalque correto, consulte a pág 28); 2- Taxa de preenchimento (velocidade de injeção) otimizada, que depende da espessura da peça (aproxi madamente 1 segundo por mm de espessura de peça). Rebaixos internos A Figura 34 mostra a resistência da linha de emenda de um corpo de prova de 4 mm de espessura em Delrin® 100, com pontos de injeção em ambas as extremidades. Tanto a resistência à tração como a tenacidade são seriamente afetadas se o tempo de preenchimento não é otimizado. Rebaixos externos 22 Figura 32 Manutenção do Molde Resistência ao impacto em função do raio do entalhe moldado Como regra geral, os moldes para o processamento de Delrin® exigem o mesmo cuidado que os utilizados para o processamento de outros materiais termoplásticos. A limpeza do molde e a aplicação de uma solução antioxidante é geralmente adequada após a produção. Manutenção das saídas de gases Em razão da natureza crítica das saídas de gases, suas dimensões devem ser verificadas durante a manutenção de rotina. Sua profundidade e/ou deformação devem ser cuidadosamente verificadas. As saídas de gases devem ser modificadas se as profundidades forem menores do que 0,01 mm a 0,015 mm. Qualquer deformação que bloqueie as saídas deve ser retificada. Limpeza do Molde Figura 33 Figura 34 Dimensões de nervuras sugeridas conforme a espessura da parede Resistência à tração (escala esquerda) e impacto Izod sem entalhe (escala direita) do corpo de prova de Delrin® 100, 4 mm de espessura, com pontos de injeção em ambas as extremidades com tempos de preenchimento diferentes Dependendo do tipo de depósito, o procedimento de limpeza é o seguinte: Depósito branco O depósito branco é conhecido como “depósito P”, que ocorre em razão do acúmulo de paraformaldeído. Este depósito pode ser removido com o álcool benzílico ou isopropanol. A limpeza freqüente da ferramenta com estes solventes, durante a moldagem, previne o acúmulo do depósito P. Depósito translúcido ou colorido Este depósito é conhecido como “depósito S”. É normalmente observado próximo do ponto de injeção (no caso de cisalhamento excessivo do material), nos pinos ou próximo de pontos quentes. O uso de pontos de injeção com menor “cisalhamento” (consulte as recomendações de projeto para pontos de injeção) ou temperatura do molde mais uniforme elimina ou reduz tremendamente a formação deste depósito. Pode ser removido com limpadores químicos alcalinos comerciais. A eficiência do agente de limpeza pode ser melhorada com banho ultra-sônico. Processo de Injeção A moldagem por injeção da resina de acetal Delrin® é similar à moldagem de outras resinas termoplásticas. As aplicações de engenharia para as quais o Delrin® é usado, contudo, freqüentemente exigem rígidas especificações quanto à resistência, dimensões e aspecto superficial, de tal forma que o controle da operação de injeção se torna mais crítico. Os assuntos discutidos nesta seção incluem sugestões para: Procedimentos de partida e parada, precauções de manuseio. Condições de operação para o Delrin®. Técnicas para a ótima produtividade por injeção. 23 rosca na posição avançada e, então, desligar as resistências. Para máquinas pequenas deixe a rosca na posição avançada e desligue as resistências. Procedimentos de Partida e Parada Partida com mudança da resina O procedimento de partida sugerido para o Delrin® é destinado a evitar o superaquecimento da resina e a contaminação da unidade de injeção com material de produções anteriores. Parada quando uma nova partida com uma outra resina está planejada Corte a alimentação e continue injetando até que o cilindro esteja vazio. Faça a purga com poliestireno cristal, deixe a rosca na posição avançada e desligue as resistências. Para partir uma máquina que contenha uma outra resina, a unidade de injeção deve ser purgada com poliestireno cristal até que o cilindro e outras zonas de alta temperatura tenham sido limpas. Isto pode, normalmente, ser feito com temperaturas do cilindro na faixa de 210 - 250º C, desde que apropriado para o material anterior. O bico é bastante difícil de se limpar com a purga, porque o fluxo laminar nesta área leva à formação de uma camada de polímero no metal (o que também é verdade para as câmaras quentes). É recomendado, portanto, que se desligue a resistência do bico, remova-o e que o mesmo seja limpo para a remoção de todos os traços do polímero anterior e, somente então, o bico deve ser remontado. A temperatura do cilindro deve ser ajustada para aproximadamente 215º C, e a temperatura do bico para 190º C. Quando tanto a temperatura do cilindro como a do bico atingirem as temperaturas especificadas, o Delrin® pode ser carregado no funil de alimentação. Interrupção temporária Uma máquina de moldagem com Delrin® no cilindro, sob temperaturas de moldagem, não pode permanecer inativa. O tempo máximo de residência no cilindro, sob condições normais de moldagem, é 10 minutos para material colorido e 20 minutos para material natural. Após estes períodos, pode ocorrer a degradação da resina. Se, durante a interrupção temporária, o tempo de residência no cilindro atingir os limites acima, corte a alimentação, esvazie o cilindro e deixe a rosca na posição avançada. A temperatura do cilindro deve ser reduzida para aproximadamente 150º C (nesta temperatura o Delrin® permanece estável até mesmo por uma parada de fim de semana). Como agir quando as resistênicas do bico falham Afaste a unidade de injeção e corte a alimentação. Se o bico ainda está aberto, siga os procedimentos normais de parada. Se o bico está entupido, aqueça-o com um maçarico para fundir o material solidificado internamente e em seguida, faça a purga. Nota de segurança: Embora o poliestireno seja quimicamente compatível com o Delrin®, o Policloreto de vinila (PVC), mesmo que em baixíssimas quantidades, não é. Contaminação do Delrin® com este material causa um odor desagradável ou mesmo um escape violento de gases do cilindro. Partida após parada de emergência Um procedimento diferente deve ser seguido após uma parada de emergência devido a queda de energia ou outras causas. Nessa situação, a rosca pode estar carregada com Delrin® resfriado lentamente e exposto a altas temperaturas por tempo prolongado. A rosca pode, inclusive, estar recuada, com uma grande quantidade de Delrin® na parte frontal. Para eliminar os gases de resina que pode estar degradada, é essencial que o bico seja aberto e aquecido à temperatura de operação e que o material nesta área seja totalmente fundido antes que o cilíndro atinja as temperaturas de trabalho. As zonas do cilíndro devem ser aquecidas a uma temperatura intermediárea, abaixo do ponto de fusão do Delrin® e a máquina deve estabilizar-se nesta temperatura. Temperaturas de 150°C - 175°C são recomendadas. Depois que todas as zonas tenham se estabilizado nesta temperatura por 30 minutos, as temperaturas do cilindro devem ser aumentadas para 195°C. Tão logo o Delrin® seja fundido, deve ser realizada a purga com Delrin® “novo”. A resina purgada degradada deve ser colocada em um recipiente com água, ainda quente, caso seja exalado odor. Após esta purga, as temperaturas do cilindro podem ser ajustadas para os valores normais de processo. Partida com o cilindro contendo Delrin® Após um procedimento de parada seguro, a rosca e o cilindro devem estar essencialmente vazios. Para a nova partida, as temperaturas do bico e do cilindro devem ser ajustadas em 190º C para pré-aquecer o cilindro e a resina. Quando o cilindro atingir a temperatura ajustada, certifique-se de que o bico está aberto e aumente a temperatura do cilindro para os valores normais de operação. Quando todas as temperaturas estiverem na faixa de operação, o funil de alimentação pode ser aberto e a moldagem pode ser iniciada, após uma breve purga com Delrin®. Parada quando uma nova partida com Delrin® está planejada Corte a alimentação e continue injetando até que o cilindro esteja vazio. Para máquinas grandes (com diâmetro de rosca acima de 40 mm) é recomendado purgar o cilindro com poliestireno cristal, deixar a 24 Condições de operação para o Delrin® - Ajustes de temperaturas Figura 35 Introdução O propósito básico da unidade de injeção é fornecer ao molde a quantidade necessária de material fundido homogêneo (sem material não fundido ou degradado). As regras para a construção da unidade de injeção para a moldagem de um material cristalino foram apresentadas em“Máquina de Moldagem por Injeção”. As regras para os ajustes são apresentadas a seguir. Perfil de temperaturas do cilindro em função do tempo de residência para determinada temperatura recomendada do fundido.A temperatura do bico recomendada é 190º C para todos os grades de Delrin® Tempo de residência < 3 min 225 220 Temperatura recomendada do fundido 3 ÷ 5 min 215 195 Nota: Dois métodos aproximados, mas práticos, para avaliar a presença de material não fundido e degradado foram descritos na pág. 13 e podem ser usados aqui. > 5 min 180 A resina de acetal Delrin® é um polímero cristalino com um ponto de fusão de 177ºC. Para a maioria dos tipos de Delrin® a faixa de temperatura mais adequada é de 215º C ± 5º C*, medida com pirômetro de agulha no material fundido. A quantidade de calor necessária para aquecer e fundir o Delrin® é fornecida pelo cisalhamento (devido à rotação da rosca) e a manutenção da temperatura por condução no cilindro aquecido (transferência de calor lenta em razão das características isolantes dos polímeros). Zona frontal Funil de alimentação Zona central Zona traseira Sem resfriamento ou mínimo de 80 - 90º C Notas: 1. Como a temperatura do fundido adequada para o Delrin® 100 ST e Delrin® 500 T é aproximadamente 10º C menor, os ajustes por zona devem ser 10º C menores do que os mostrados na Figura 35. 2. O resfriamento do funil de alimentação não é necessário e não deve ser usado para o Delrin®. Como descrito anteriormente, o resfriamento excessivo do funil de alimentação pode criar problemas de depósitos no molde e manchas pretas. 3. Para as unidades de injeção pequenas e/ou tempos de residência baixos, o pré-aquecimento dos grânulos (por exemplo com um funil aquecido) pode ajudar na obtenção de um fundido homogêneo. Temperatura do cilindro O principal parâmetro de influência no perfil de temperaturas do cilindro é o tempo de residência do polímero na unidade de plastificação (consulte a pág.10 para calcular o tempo de residência). Com tempo de residência pequeno (< que 3 minutos, duração do ciclo curta, alta vazão), temperaturas do cilindro maiores que o normal são necessárias. Com tempo de residência longo (> 5 minutos, duração do ciclo longa, baixa vazão), temperaturas do cilindro mais baixas, especialmente na zona traseira, podem ser usadas. Já que a generalização dos ajustes de temperatura do cilindro é difícil, geralmente é razoável iniciar com um determinado perfil e realizar os ajustes conforme necessário. O diagrama mostrado na Figura 35 pode ser usado como orientação para os ajustes de temperatura iniciais. Temperatura do Bico A temperatura do bico é ajustada para controlar o escorrimento e a solidificação (consulte a página 13), mas não deve nunca ultrapassar 190º C, para evitar a degradação do polímero (o fluxo laminar e a alta viscosidade do fundido resultam em tempo de contato muito longo com a parede de metal). Se a resina se solidificar no bico com o ajuste de 190º C, a isolação térmica no contato com o molde deve ser melhorada, ou o diâmetro interno deve ser aumentado, se possível. * A temperatura do fundido recomendada para o Delrin® 100ST e Delrin® 500T é aproximadamente 10º C menor. Notas: 1. Na prática, é sempre mais fácil controlar a temperatura do bico usando o afastamento do canhão. A unidade de injeção é recuada após a dosagem isolando o bico do molde frio. Isto permite que o calor “flua” para a ponta do bico sem que seja necessário o ajuste de uma temperatura muito alta, reduzindo o risco de fiapos. 25 O uso de uma rosca inadequada pode exigir uma contrapressão para aumentar o trabalho feito pela rosca sobre o fundido, e aumentar sua temperatura e uniformidade. Altas contrapressões podem ser usadas para eliminar as partículas não fundidas e melhorar a mistura de cores quando forem utilizados masterbatches. O aumento da contrapressão, contudo, tende a reduzir o comprimento das fibras de vidro e mudar as propriedades das resinas reforçadas como o Delrin® 570. Mais importante ainda,é que ao aumentar a contrapressão sempre há diminuição na vazão de material, provocando ciclos de maior duração e menor produtividade. Isto aumenta a formação de depósitos na rosca, provocando contaminação e baixo desempenho da peça. 2. Câmaras quentes. Por analogia, um sistema de câmara quente é um bico transferindo a resina fundida da unidade de injeção para a peça. Dessa forma, os princípios e recomendações para os bicos também são válidos para as câmaras quentes. Em particular, o fluxo laminar e a alta viscosidade do fundido resultam em tempo de contato muito longo com a parede de metal e, assim, a temperatura do metal na câmara quente não deve nunca exceder 190º C, para evitar a degradação do polímero. Rotação da Rosca A rotação da rosca atua como um “ajuste térmico” porque “cisalha” o material e fornece cerca de metade da quantidade de calor necessária para fundir e aquecer o Delrin® até a faixa de temperatura recomendada de 215º C ± 5º C (205º C ± 5º C para Delrin® T e ST). Como para todos os polímeros, o Delrin® é sensível ao cisalhamento e um máximo de 0,2 a 0,3 m/s de velocidade periférica da rosca é recomendada. A Figura 36 mostra a velocidade de rotação da rosca ótima para o Delrin® de alta viscosidade (100 P) e de baixa viscosidade (500 P a 1700 P) como função do diâmetro da rosca. Para todos os materiais, a contrapressão usada (específica ou inerente à unidade de injeção) cria pressão no fundido na frente da rosca. Para controlar o escorrimento no final da dosagem, é necessária a descompressão. Isto deve ser mantido no mínimo possível. Rotação máxima em função do diâmetro da rosca. A curva para o Delrin® 500 também é válida para os grades de baixa viscosidade, Delrin® 900 e 1700 Temperatura do molde A temperatura de molde ideal para o melhor desempenho da peça a longo prazo deve estar logo abaixo da temperatura de cristalização do Delrin®, isto é, 155º C. Esta temperatura permite a obtenção de uma alta cristalinidade na peça, o que elimina a contração pós-moldagem. Porém, isto é economicamente impossível pois o tempo de cristalização seria quase infinito, assim como o tempo de ciclo. Na prática, uma temperatura do molde mais baixa é usada, provocando um tempo de cristalização menor, e assim uma duração do ciclo menor, menor contração de moldagem, mas maior contração pósmoldagem (especialmente se as peças são, em seguida, expostas à temperaturas elevadas). Deve-se encontrar um ponto de equilíbrio entre a temperatura a ser usada e a precisão dimensional exigida da peça moldada, tanto a curto como longo prazo. Rotação máxima da rosca, rpm Figura 36 Portanto, a contrapressão só deve ser usada quando o aumento da temperatura do cilindro ou quando outras mudanças não são efetivas ou possíveis. Diâmetro da rosca, mm Para os grades de Delrin® padrão, uma temperatura do molde de 80 - 100º C é um bom valor para o uso normal, permitindo um tempo de cristalização relativamente curto, alta contração de moldagem, mas baixa contração pós-moldagem (consulte “Considerações Dimensionais”). Uma temperatura do molde mais alta provoca mais contração de moldagem, maior duração do ciclo, mas menor contração pós-moldagem. Isto é especialmente recomendado para peças de alta precisão usadas sob alta temperatura. Uma temperatura do molde menor reduz a duração do ciclo, provoca menor contração de moldagem, mas maior contração pós-moldagem o que pode causar tensões e distorções. Para resinas tenazes como o Delrin® 100 ST e 500 T, o uso de uma temperatura do molde menor (50 º C ± 10) é aceitável sem afetar o desempenho de longo prazo da peça. Contrapressão A contrapressão também se comporta como um ajuste térmico. Aumentando a contrapressão, aumenta o trabalho realizado pela rosca sobre o fundido. O projeto ideal da rosca para materiais cristalinos, como o Delrin®, deve resultar no fornecimento do trabalho necessário para fundir e levar o Delrin® até a temperatura de fundido recomendada com um mínimo de contrapressão. Apenas na fusão do Delrin® de alta viscosidade como o Delrin® 100 pode ser necessária alguma contrapressão para evitar o recuo da rosca (evitando diferenças de dosagem e volume de injeção). 26 Nota 2: Fluido de refrigeração: Circuitos de refrigeração fechados são os tipos mais comuns usados atualmente. Os fluidos de refrigeração para os circuitos fechados devem resistir ao calor, congelamento, pressão e vácuo. Não podem formar depósitos no circuito nem corroer os canais de refrigeração e mangueiras (as mangueiras podem ser em aço, cobre, plástico, borracha, etc.). Por analogia, a situação é similar aos sistemas de refrigeração dos motores automotivos, sendo recomendado o mesmo fluído (anti-congelante + inibidor de corrosão), porém em menor concentração. A princípio a troca térmica é menos eficiente do que com água, porque o fluído é mais viscoso em razão do glicol (maior energia é necessária para fluxo turbulento). Contudo, para uso à longo prazo, um fluído de refrigeração é a solução mais efetiva (como os usados em veículos sem formação de depósitos ou corrosão). No caso dos fluidos de refrigeração para os circuitos abertos, como torre de refrigeração, há a necessidade de tratamento químico para evitar a formação de organismos micro-biológicos que possam causar doenças e problemas respiratórios. Condições de operação para o Delrin® - Ciclo de moldagem Introdução Como mencionado anteriormente, o fato de o Delrin® ser um material cristalino, leva a um ciclo de moldagem diferente do aplicado para os polímeros amorfos. Para o Delrin®, um ciclo de moldagem geralmente consiste das seguintes fases (consulte a Figura 37): A = Tempo de Molde Aberto. Isto inclui o tempo de abertura, o tempo de extração e o tempo de fechamento. B = Tempo de Preenchimento ou Tempo de Injeção. A resina fundida é introduzida no molde na “fase de preenchimento dinâmico”. C = Tempo de recalque. Durante esta “fase de compactação”, a resina é solidificada sob pressão, enquanto que resina adicional é introduzida no molde para compensar a redução do volume causada pela contração que ocorre no molde. D = Tempo de Dosagem. A rosca gira e prepara novo material fundido para a próxima injeção. 27 E = Tempo de Resfriamento. Uma vez que a peça esteja cristalizada (sólida) e pronta para ser extraída ao final do tempo de recalque, não há necessidade de um tempo de resfriamento; portanto o tempo de resfriamento é somente o tempo de dosagem mais um pequeno intervalo de segurança. O Tempo Total do Ciclo (TTC) para o Delrin® é a soma dos vários tempos ajustados para cada fase da moldagem. Figura 37 O ciclo de injeção para Delrin® A. Molde aberto B. Tempo de preenchimento E. Tempo de resfriamento C. Tempo de recalque D. Tempo de dosagem Nota: a classificação acima reflete a terminologia usada na Otimização e Diagnóstico de Moldagem Assistido por Computador (CAMDO) para o Delrin®. Freqüentemente a soma do tempo de preenchimento (injeção) e do tempo de recalque é definida como Tempo de Avanço da Rosca, como geralmente estabelecido na literatura anterior do Delrin®. O gráfico de estimativa do ciclo na Figura 38 mostra uma faixa de tempos totais de ciclo que têm sido usados para moldagem com boa qualidade do Delrin® em peças de diversas espessuras. O ciclo real é próximo do limite inferior quando se usa uma resina de alta produtividade como o Delrin® 1700 e quando os requisitos de uso final são menos restritivos. Figura 38 Tempo total do ciclo TTC, s Nota 1: “Temperatura do Molde” é sempre o termo usado, mas o parâmetro importante é a temperatura da superfície da cavidade. Com operações de ciclos rápidos, pode ser necessário o uso de temperaturas do fluido de refrigeração mais baixas, de modo a manter a temperatura da superfície do molde na faixa recomendada. Água fria é geralmente usada para ciclos muito curtos para resfriar pinos e outras seções do molde que tendem a aquecer demais durante a operação. Estimativa do tempo total do ciclo para moldagem de alta qualidade de peças de Delrin® Riscos de porosidade, vazios e empenamento nesta área Espessura da parede da peça, mm não tem efeito no desempenho da peça. A análise do fluxo só deve ser feita para verificar o cisalhamento no ponto de injeção, para a moldagem de peças muito grandes. Fase de Preenchimento Tempo de Injeção A taxa de preenchimento (velocidade de injeção) ideal para um molde depende da geometria da peça e sua espessura, das dimensões do canal de alimentação e das dimensões e localização do ponto de injeção. Pressão de Injeção Como regra prática, uma velocidade de 1 segundo por mm de espessura de peça é um bom ponto de partida para o ajuste da velocidade de injeção. O aspecto superficial determina este ajuste. Mais brilho uniforme da superfície pode ser obtido se a velocidade de injeção é alta o suficiente para encher a cavidade antes que a resina comece a solidificar. Por outro lado, defeitos superficiais localizados, tais como linhas de fluxo e queimaduras no ponto de injeção, só se reduzem pela diminuição da velocidade de injeção. Se for exigida a máxima tenacidade da peça, o cisalhamento aplicado ao material nos canais de alimentação e na cavidade deve ser verificado para garantir ótimo desempenho de moldagem e propriedades da peça. A Figura 39 mostra a resistência ao impacto de uma peça de 2 mm em função do cisalhamento durante o preenchimento. Se necessário, contate o seu representante DuPont para analisar seu caso específico. Este é o ponto de comutação V-P. A pressão de recalque é então aplicada em toda a cavidade durante toda a fase de compactação. Para um material cristalino, mais material (~ 14% para o Delrin®) deve ser adicionado à peça para “compensar” a cristalização, produzindo um pequeno movimento à frente da rosca durante o tempo de recalque). Com esta definição, a pressão de injeção pode ser ajustada para qualquer valor exigido pela geometria do molde (incluindo os canais de alimentação), desde que a velocidade de injeção seja adequada para o desempenho da peça. Nota: A minimização do cisalhamento no ponto de injeção pode também ser um importante fator no sentido de otimizar o desempenho da peça. Figura 39 Esta terminologia geralmente provoca mal entendidos. A assim chamada “pressão de injeção” serve para mover a rosca e empurrar o material para dentro do molde. Durante esta fase de preenchimento dinâmico, a pressão exercida na frente da rosca é igual à queda de pressão no molde, do bico até a frente de fluxo. Não há pressão na frente de fluxo durante esta fase de preenchimento dinâmico. Antes que a frente de fluxo atinja o final do molde (quando aproximadamente 95 % do volume da peça está completo), a máquina deve mudar do preenchimento dinâmico (sob controle de velocidade) para preenchimento quase estático (controlada pela pressão de “RECALQUE”). Se a comutação V-P é incorretamente ajustada (sem mudança ou mudança tardia), a inércia do sistema cria um pico de pressão ao final do preenchimento, produzindo rebarbas e tensões no moldado. Por esta razão, na maioria dos casos práticos, é mais seguro ajustar o ponto de comutação V-P por posição do que por pressão (como é normalmente feito para um material amorfo). Taxa de cisalhamento na parede (segundo-1) e resistência de impacto (J/m2) como função do tempo de preenchimento. Estes dados foram obtidos com a amostra da figura (180 por 27 mm com 2 mm de espessura). Para a resistência ao impacto, a peça é presa sob a nervura e sofre o impacto de um pêndulo Fase de Compactação Tempo de Recalque O tempo de recalque recomendado para o Delrin® é o tempo para o polímero fundido cristalizar na cavidade do molde. Tempo de preenchimento, segundo Com o projeto de pontos de injeção não otimizados (conicidade, comprimento excessivo), o cisalhamento no ponto de injeção pode se tornar um fator de limitação importante para o desempenho da peça. Com o projeto ótimo do ponto de injeção apresentado na seção “Projeto do Molde” (dimensões que permitem ótima compactação durante a cristalização, comprimento do ponto < 0,8 mm), na maioria dos casos o cisalhamento nesta região 28 Como a cristalização (solidificação) provoca uma redução de volume (~ 14%, consulte a pág. 6), mais material fundido tem que ser pressionado para dentro da cavidade durante todo o este tempo. Isto conduz a regras de projeto especiais para o canal e pontos de injeção, como discutido em “Moldes”, de forma que não ocorra solidificação no ponto de injeção antes que a cavidade seja adequadamente compactada. O tempo de recalque é, obviamente, uma função da espessura da peça. A Figura 40 mostra o tempo de recalque ótimo para o Delrin® 500 em função da espessura da peça com a pressão de recalque recomendada de 85 Mpa e temperatura do molde recomendada de 90º C. Nota: Para as resinas da Série Onze, a maior cristalinidade reduz o tempo de recalque em até 10%. Outra técnica para definir o tempo de recalque ótimo, usando moldes instrumentados, foi desenvolvida e é apresentada como um apêndice no final do manual. Para verificar a eficiência do tempo de recalque para uma dada geometria de peça, o método tradicional é fazer um gráfico do peso da peça em função deste tempo. O peso máximo da peça deve ser obtido com o tempo de recalque ideal lido na Figura 40 em função da espessura da peça. Neste momento, a peça está solidificada e não é possível adicionar mais material. Como um exemplo, a Figura 41 mostra o efeito do tempo de recalque no peso da peça para um corpo de prova ISO de 4 mm de espessura. A Figura 41 também mostra a evolução da contração da peça com o tempo de recalque, que é discutido em mais detalhe em “Considerações Dimensionais”. Todas as considerações acima sobre o tempo de recalque e seus efeitos, pressupõem que o anel de bloqueio funciona corretamente e mantém uma camada de material fundido (almofada ou colchão) na frente da rosca, como discutido anteriormente. Um tempo de recalque muito curto ou ineficiente conduz à uma contração não controlada e maior que a normal. Efeitos adicionais como vazios, porosidade, empenamento e rechupes podem ser esperados (consulte “Considerações Dimensionais”). Pressão de recalque As pressões de recalque ideais para as resinas de acetal se situam na faixa de 60 - 110 Mpa, para se obter uma cristalização homogênea. Se pressões maiores ou menores são usadas em condições especiais, há a tendência de menor desempenho da peça. A tabela seguinte mostra a faixa de pressões de recalque recomendadas para vários grades de Delrin®. Figura 40 Tempo de recalque em função da espessura da peça do Delrin® 500 7 Espessura da peça, mm 6 Tipo de Resina Alta viscosidade Média e baixa viscosidade Tenazes 5 4 100, 100 P, 111P 500,500P, 511P, 900 P, 911P, 1700P 100ST, 500 MT, 500T Pressão de recalque (MPa) 90-110 75-100 60-80 3 Para obter uma cristalização homogênea, a pressão de recalque deve se manter constante até que a peça esteja totalmente compactada (solidificada). 2 1 0 20 40 60 80 Força de Fechamento 100 Isto realmente não pertence à descrição do ciclo de moldagem, mas está diretamente correlacionado com a pressão de recalque e por esta razão é discutida aqui. Tempo de recalque para a cristalizaçã o da peça, segundo Temperatura do molde, 90º C A força de fechamento é a força exigida para manter o molde fechado durante o preenchimento e o tempo de recalque. Esta força é calculada multiplicando-se a área projetada da cavidade (cavidades), incluindo o sistema de canais de alimentação, pela máxima pressão interna (pressão de recalque). Figura 41 Tempo de recalque versus peso da peça e contração de moldagem do Delrin® 500 17,2 3,2 17,0 3,0 16,8 2,8 16,6 2,6 16,4 2,4 16,2 2,2 16,0 2,0 15,8 0 10 20 30 40 50 Contração no molde, % 17,4 Peso da peça, grama Grade de Delrin® Comumente, os moldes são instalados com a máxima força de fechamento da máquina de injeção. Contudo em muitos casos, a máquina em uso tem uma força de fechamento muito maior do que a realmente necessária. 60 Tempo de recalque, segundo Espessura do corpo de prova, 4mm 29 Nestas condições, é recomendado diminuir a força de fechamento para o valor realmente necessário para o molde (veja cálculo abaixo). Isto evita a pressão excessiva na linha de abertura (compressão das saídas de gases, deformação da linha de abertura, deformação dos componentes do molde), resultando em maior vida útil do molde e manutenção do molde menos dispendiosa. A estimativa da pressão interna máxima pode ser feita através da análise de fluxo. Contudo, para peças com relação de comprimento de fluxo para a espessura menor do que 100 para 1, normalmente a pressão interna é igual à pressão de recalque. As seguintes diretrizes podem ser usadas: 1. Para peças que necessitem de ótimas propriedades mecânicas, a pressão de fechamento específica deve ser de 1 tonelada/cm2 para o Delrin® 100 e 0,85 tonelada/cm2 para outros grades de Delrin®. Exemplo de cálculo: área projetada da peça (ou peças), incluindo o sistema de canais = 115 cm2 material = Delrin® 500. força de fechamento da máquina requerida = 115 X 0,85 = 98 toneladas. 2. Para peças que não necessitam de ótimas propriedades mecânicas, é possível moldar peças aceitáveis com pressões de recalque menores (e forças de fechamento menores). o tempo de dosagem mais uma pequena margem de segurança. Uma exceção é o caso das máquinas com bicos valvulados, em que a extração da peça pode ser feita com a rosca em rotação. Isto teoricamente se traduz em ciclos mais curtos, mas outros problemas práticos podem surgir, limitando a produtividade (consulte a pág.13 para maiores detalhes sobre bicos valvulados). Moldagem com produtividade ótima As restrições econômicas pressionam por peças com custos mais baixos, que podem ser obtidas pela melhoria da qualidade e/ou diminuindo o tempo total de ciclo (TTC). Este guia recomenda os parâmetros para se obter peças com propriedades otimizadas a curto e longo prazos, levando a um tempo total de ciclo ideal. Fase de plastificação Tempo de dosagem Qualquer modificação do ciclo só pode ser feita após avaliação realista do desempenho da peça a curto e longo prazos. A diminuição exagerada do ciclo pode levar a: a) diminuição das propriedades da peça e outros problemas de qualidade (especialmente contração, empenamento e contração pós-moldagem). b) processo não “estável”, podendo conduzir à diminuição da qualidade e custos maiores. É crucial que se certifique que a rotação da rosca aplicada é baixa o suficiente para evitar o cisalhamento excessivo da resina no cilindro (o que pode levar à degradação), mas alta o suficiente para proporcionar uma fusão uniforme (sem partículas de material não fundido). Isto pode ser feito com dois testes práticos quanto à presença de material não fundido e material degradado, como descrito na pág.13. Antes de tentar diminuir o TTC atual, os seguintes itens devem ser analisados: O projeto da peça pode não ser ideal, ou seja, a peça pode ser muito espessa. As mudanças no projeto (adição de nervuras, uso de pinos) são dispendiosas mas podem permitir significante redução no tempo do ciclo. As condições da unidade de injeção podem não ser ideais. Com o Delrin® o tempo de resfriamento pode ser minimizado para o tempo de dosagem. O perfil e o tamanho da rosca adequados facilitam esta tarefa. Dada uma quantidade fixa de resina a plastificar para o próximo ciclo, o tempo de dosagem é diretamente dependente da velocidade de rotação da rosca. Nota: já que o Delrin® é um polímero altamente cristalino, seus requisitos térmicos são diferentes do que para os materiais amorfos. Roscas especificamente projetadas para o Delrin® e uma relação apropriada entre o peso de moldagem e a capacidade da máquina produzem uma plastificação eficiente. Maiores detalhes sobre dimensões de rosca nas págs.10-11. Tendo dicidido diminuir o TTC, as seguintes ações devem ser executadas (pela ordem crescente de risco) Investigue os gargalos óbvios no ciclo. Minimize o curso de abertura do molde. Minimize o tempo de Abertura do Molde, aumentando as velocidades de abertura/fechamento. Batentes de borracha ou molas podem ser usadas para evitar impacto das placas flutuantes nos moldes de 3 placas, não interferindo na qualidade da peça. Minimize o tempo entre a parada da rosca e a abertura do molde. Sem efeito na qualidade da peça. Minimize o Tempo de Injeção (injeção mais rápida). Pode resultar em cisalhamento excessivo e menor resistência da linha de emenda. Bico e canais de alimentação maiores, assim como saída de gases melhorada podem ser necessários. Tempo de Resfriamento O tempo de resfriamento é um parâmetro importante para a moldagem por injeção dos polímeros amorfos. A situação é completamente diferente com o Delrin® (consulte também nas págs.7-8). No final de um tempo de recalque corretamente ajustado e eficiente, a peça de Delrin® está cristalizada e sólida. Não há necessidade para mais tempo de resfriamento, e a peça pode ser, em princípio, extraída do molde imediatamente. Isto pode ser demonstrado com o término do ciclo no final do tempo de recalque e com a extração imediata da peça. Na maioria dos casos práticos a peça é extraída após o tempo de dosagem, de forma que o tempo de resfriamento (como definido na Figura 37) é simplesmente 30 Diminua o tempo de dosagem: 1. Use uma rosca maior e limite o curso entre 1 e 2 diâmetros, sem efeito na qualidade da peça. 2. Utilize um perfil de rosca otimizado para Delrin® (rosca para polímeros cristalinos com a profundidade correta da zona de homogeneização, cabeça de mistura). Isto assegura um material fundido homogêneo, mesmo com altas rotações da rosca e, portanto, não há efeito na qualidade da peça. O uso de rotações da rosca maiores, com uma rosca para uso geral reduz o tempo de dosagem, mas com o risco de baixa qualidade do fundido e falha da peça. Diminuição do tempo de recalque. Com um tempo de recalque menor que o ideal, ocorre maior contração de moldagem e deformação, levando ao empenamento. Vazios também se formam no centro da peça, resultando em propriedades mecânicas inferiores (menor alongamento na quebra), com necessidade de controle da qualidade em maiores lotes. Se a temperatura do molde for diminuída como uma tentativa de compensar pelo tempo de recalque menor, esta ação resulta em menor contração de moldagem, mas leva a uma contração pós-moldagem muito alta, deformação e empenamento. Condições de moldagem padrão para os corpos de prova de tração ISO Nota: como não há necessidade de tempo de resfriamento, os bicos valvulados (em que a rosca pode girar durante a abertura do molde) têm sido utilizados. Infelizmente os problemas como desgaste, contaminação, pontos de retenção etc. têm sido observados, não tendo sido encontrada solução de longo prazo satisfatória. Os parâmetros de processo padronizados para injetar corpos de prova de tração, conforme ISO 294-1, em Delrin® são mostradas na Tabela 5. Elas podem ajudar os moldadores no estabelecimento dos parâmetros de moldagem ao processar as resinas de acetal Delrin®. Contudo, deve ser enfatizado que para peças de formato e dimensões diferentes estes parâmetros devem ser modificados, usando a informação apresentada nas págs. 32-37. Tabela 5 Condições de processamento para um molde ISO 294 (inserto tipo A) Grade Derlrin® 100, 100P, 111P Derlrin® 500,500P, 511P, 900, 900P,911P Derlrin® 100 ST Derlrin® 500 T Características Poliacetal homopolímero de alta viscosidade Poliacetal homopolímero de média e baixa viscosidade Poliacetal homopolímero de alta viscosidade, super tenaz Poliacetal homopolímero de média viscosidade, tenaz Pré - tratamento Nível de umidade para processamento Temperatura de secagem (º C) Tempo de secagem (h) <0,2% 80 2 <0,2% 80 2 <0,05% 80 4 <0,05% 80 4 rosca de alta compressão 0,2 215 ± 5 90 ± 10 90-110 <1,0 rosca de alta compressão 0,3 215 ± 5 90 ± 10 75-100 <0,25 rosca de alta compressão 0,15 205 ± 5 50 ± 10 60-80 <1,0 rosca de alta compressão 0,3 205 ± 5 50 ± 10 60-80 <0,25 1-5 40-200 35-45 40-60 0,5-2 100-400 35-45 40-60 0-5 40-200 25-35 35-50 0,5-2 100-400 25-35 35-50 Parâmetro geral Tipo de rosca Máxima velocidade tangencial da rosca (m/s) Temperatura do fundido (º C) Temperatura do molde (º C) Pressão de recalque (MPa) Contrapressão (MPa) Parâmetros específicos (inserto A): Tempo de injeção (s) Velocidade da frente de fluxo (mm/s) Tempo de recalque (s) Tempo do ciclo (s) 31 Tempo de recalque através da medida de pressão na cavidade Considerações dimensionais As resinas Delrin® têm boa estabilidade dimensional, comparada com outros polímeros, em uma ampla faixa de temperaturas e na presença de umidade, lubrificantes ou solventes. Em razão da combinação exclusiva de estabilidade dimensional com outras propriedades, como resistência à fadiga e resistência à tração, estas resinas são usadas extensivamente na indústria para a fabricação de engrenagens de precisão, rolamentos, alojamentos e dispositivos similares. Contudo, como com todos os materiais de construção, há fatores que afetam a estabilidade dimensional do Delrin®, que devem ser considerados quando tolerâncias rígidas são essenciais. Esta técnica foi desenvolvida durante os últimos anos, particularmente para as resinas amorfas. O principal objetivo é otimizar o controle do perfil de pressão de recalque, para reduzir as tensões internas, que têm sido uma causa freqüente para a falha dos artigos moldados em polímeros amorfos. Mesmo que tais problemas de tensões internas não se apliquem a um polímero cristalino como o Delrin®, esta técnica está demonstrando ser um método efetivo para determinar o tempo de cristalização de uma peça moldada, com um tipo específico de polímero e com determinados parâmetros de processamento. As dimensões de uma peça moldada são determinadas primeiramente pelas dimensões da cavidade e, de forma secundária, por todas as variáveis que afetam a compactação e cristalinidade da resina (por exemplo a pressão e tempo de recalque, temperatura do molde). Parece óbvio mencionar as dimensões da cavidade como principal fator para as dimensões da peça porém, a experiência tem demonstrado que os problemas dimensionais são comumente atacados com alterações das condições de moldagem e, geralmente não apresentam bons resultados. Os problemas dimensionais isotrópicos podem, em princípio, ser corrigidos por alterações na pressão de recalque. Nos casos mais freqüentes, em que poucas dimensões estão fora de especificação, as tentativas de alteração dos parâmetros de moldagem, em geral, reduzem muito a flexibilidade do processo, aumentando os riscos de geração de refugo. Um sistema de obtenção de dados foi desenvolvido pela DuPont. Ele consiste de um computador com um cartão de obtenção de dados e um software patenteado CAVAN (CAVity ANalysis - Análise de cavidade), que permite a obtenção, apresentação e análise de todos os sinais analógicos disponíveis (p. ex. velocidade de injeção, pressão hidráulica, etc.). O sistema mede o tempo de cristalização de cada ciclo com uma precisão menor do que 0,1 segundo, dependendo da localização do transdutor. Normalmente um transdutor de pressão simples junto do ponto de injeção, é suficiente para determinar o tempo e cristalização da peça de Delrin®. Isto é feito em um ciclo de moldagem simples, através da análise das mudanças de pressão durante a fase de compactação. A Figura 42 mostra uma curva de CAVAN típica a partir da qual o tempo de recalque de uma peça de Delrin® com 2 mm de espessura pode ser determinado. Pressão na cavidade em MPa Figura 42 A contração de moldagem e a contração pós-moldagem ocorrem como conseqüência natural do processo de injeção. Elas influenciam nas tolerâncias que podem ser obtidas para peças moldadas. Os dados sobre estes efeitos são apresentados nesta seção. Outras variações dimensionais em peças moldadas com Delrin® podem ser causadas por alterações de temperatura ou da natureza do ambiente. As variações reversíveis resultam da expansão térmica ou pela absorção de água ou outros solventes. Isto é discutido mais adiante nesta seção, em “Alterações Ambientais”. Pressão da Cavidade medida durante o preenchimento e a compactação (1 transdutor) 1 Transdutor de pressão Delrin® 500 Espessura da parede: 2 mm As variações dimensionais irreversíveis ocorrem quando as moléculas do polímero, solidificadas em uma condição instável, se movem para um estado mais estável. Um exemplo é quando as peças moldadas em um molde com temperatura baixa, são expostas à temperatura elevadas. Estas mudanças são discutidas em “Contração PósMoldagem” e “Recozimento”. Tempo de preenchimento dinâmico Tempo de pressão de recalque Tempo, segundo 32 Fatores que afetam a contração de moldagem Contração de Moldagem A contração de moldagem é aquela que ocorre dentro do prazo de 24 horas após a moldagem. É definida como a diferença entre as dimensões da cavidade e as dimensões reais da peça, ambas medidas à temperatura ambiente. Isto se deve à diferença entre o volume específico do Delrin® à temperatura de cristalização e seu volume específico à temperatura ambiente (consulte a pág 6, diagramas PVT). A contração de moldagem depende dos fatores que afetam a cristalinidade do Delrin®. Isto inclui: Pressão de recalque; Tempo de recalque; Temperatura do molde Espessura da peça; Dimensões do ponto de injeção. A contração de moldagem típica das resinas Delrin® está entre 1,8 e 2,2%, exceto para os grades super-tenazes e reforçados com fibras (Delrin® 100ST, 500 AF, 570 e 577) que apresentam menor contração. A Tabela 6 resume a contração de moldagem média de uma peça de 4 mm de espessura moldada nas condições recomendadas. Estes valores devem ser considerados apenas como um guia aproximado, pois a contração para uma peça real depende da sua geometria e das reais condições de moldagem, como descrito com mais detalhes abaixo. A Tabela 7 resume o efeito destes parâmetros na contração de moldagem. Estes são discutidos com mais detalhes abaixo. Além disso, a contração de moldagem também é muito dependente da geometria da peça e do padrão de fluxo da resina. Foram realizados experimentos em placas de 180 x 27 mm, com espessura de 1,5 a 6 mm, medindo as contrações em 4 pontos: próximo e afastado do ponto de injeção, paralelo e perpendicular ao fluxo. Para a maioria dos grades de Delrin®, observa-se que a contração é maior quando afastado do ponto de injeção (normalmente 0,1 a 0,3%), e que a contração na direção do fluxo é aproximadamente 0,1% maior do que na direção transversal ao mesmo. Tabela 6 Contração de moldagem média para vários grades de Delrin® Contração de moldagem média Grade de Delrin ® Na direção do fluxo (% ± 0,2 %) 100, 100P, 127 UV 500, 500P, 527 UV 511P, 911P 900, 900P, 927 UV 1700P 1727 UV Cores * 500T 500 MT 100 ST 500 TL 500 AF 500 CL, 500 AL 570, 577 510 GR 525 GR 2,1 2,1 1,9 2,1 1,9 1,7 1,8-2,1 1,8 1,4 1,3 1,9 2,1 1,9 1,2 1,0 0,5 Pressão de recalque A pressão de injeção tem duas funções no processo de moldagem: 1. Transferir o polímero fundido da unidade de injeção para o molde. Esta “pressão de injeção” é necessária apenas para se superar a resistência ao fluxo do polímero da unidade de injeção para a cavidade. Normalmente este é um processo de alta velocidade (fase dinâmica da rosca). 2. Controlar a compactação e o processo de cristalização. A pressão de recalque pressiona mais material para dentro da cavidade para compensar a redução de volume que ocorre no polímero durante a cristalização. Este é um processo de baixa velocidade (movimento lento da rosca). Esta fase é mais importante para a estabilidade dimensional, já que ajuda a manter Transversal (% ± 0,2 %) 1,9 2,0 1,8 2,0 1,8 1,7 1,7-2,0 1,7 1,5 1,4 1,9 1,5 1,9 2,1 1,4 1,2 * depende dos pigmentos Tabela 7 Parâmetros básicos que afetam a contração de moldagem Parâmetro Efeito na contração Tempo de recalque Pressão de recalque Temperatura do molde (cavidade) Espessura da peça Espessura do ponto de injeção Temperatura do fundido O símbolo O símbolo Observações Até seu valor ideal, em seguida não há efeito Mas a pós-contração Se todos os ajustes forem otimizados Até a espessura ideal, em seguida não há efeito Se a temperatura do molde for mantida constante e o tempo de recalque otimizado ou significa que a contração aumenta quando o valor do parâmetro aumenta, e o oposto para o símbolo . significa que não há efeito na contração, desde que as condições listadas em “Observações” estejam satisfeitas. 33 cristalização gradual e uniforme. Quando uma pressão de recalque mais baixa é utilizada, há menos compactação de material na cavidade e a contração é maior. Isto é mostrado na Figura 43 para três temperaturas de molde. Figura 44 3,4 Contração no molde, % Efeito da pressão de recalque na contração de moldagem em três temperaturas do molde, para Delrin® 500. A pressão de recalque pode ser usada para pequenos ajustes das dimensões da peça, uma vez que tem efeitos desprezíveis na contração pós-moldagem. 2,8 Condições de moldagem: Pressão de recalque 90 Mpa Temperatura do molde 90º C Temperatura do fundido 215º C 1,5 mm 2,6 2,4 2,2 2 1,8 0 10 20 30 40 50 60 70 80 90 Tempo de recalque, s Temperatura do molde 2.3 A temperatura do molde influi na contração pois tem efeito na taxa de resfriamento e temperatura de cristalização do polímero fundido. O efeito da temperatura do molde na contração também é mostrado na Figura 43. Espessura da peça 4mm Temperatura do fundido 215º C Tempo de recalque otimizado para a espessura e temperatura do molde 2.2 2.1 Contração no molde, % 4 mm 3 Note que a pressão de recalque deve ser constante durante todo intervalo de compactação. Sob altas temperaturas de molde, o polímero cristaliza lentamente. Nestas condições a contração de moldagem é alta, mas como a cristalização é mais completa, as peças moldadas apresentam melhor estabilidade dimensional a longo prazo (menor contração pós-moldagem). 2 1.9 Temperatura do molde = 100°C Tempo de recalque = 43s 1.8 Temperatura do molde = 90°C Tempo de recalque = 39s 1.7 Baixas temperaturas do molde, por outro lado, tendem a resfriar o polímero rapidamente. Isto resulta em menor contração de moldagem e melhor tenacidade. Contudo, a longo prazo, ocorrem maiores variações dimensionais que conduzem à formação de tensões internas, particularmente se a peça for exposta, durante a sua vida útil, a temperaturas maiores do que a temperatura do molde no qual a peça foi moldada. Temperatura do molde = 80°C Tempo de recalque = 36s 1.6 1.5 Tempo de recalque ideal 1,5 mm 10 segundos 4 mm 40 segundos 6 mm 80 segundos 6 mm 3,2 Pequenas alterações da pressão de recalque podem ser usadas para ajudar no ajuste fino das dimensões da peça, porque este parâmetro é essencialmente independente e tem efeitos adversos relativamente pequenos. Figura 43 Efeito do tempo de recalque na contração de moldagem do Delrin® 500 P 80 100 120 140 Pressão de recalque, MPa Tempo de recalque O tempo de recalque é aquele durante o qual a pressão de recalque é aplicada. O tempo de recalque é importante para o valor da contração e sua uniformidade na peça. Espessura da peça Como mostrado na Figura 44 para o Delrin® 500, a espessura tem uma influência mínima na contração de moldagem, desde que as dimensões do ponto de injeção e o tempo (pressão) de recalque estejam adequados para cada espessura. A Figura 45 mostra a contração de vários grades de Delrin® em função da espessura da peça, medida com o tempo de recalque adequado. Note que, para otimizar a tenacidade, a temperatura do molde é reduzida dos 90° C, para grades padrão, aos 50° C para grades tenazes (sem levar a uma alta contração pós-moldagem). A Figura 44 mostra o efeito do tempo de recalque na contração de moldagem para o Delrin®. Quando o tempo de recalque está abaixo do valor ideal para uma peça específica (como determinado nas págs 28-29), o processo de compactação é interrompido antes de estar completo e a contração de moldagem é maior. Os efeitos adicionais de um tempo de recalque curto são a porosidade, vazios, empenamento, rechupes e propriedades mecânicas inferiores. Para peças com espessura de parede uniforme, a contração de moldagem tende a ser uniforme. No caso de espessura variável, a contração tende a ser aproximadamente uniforme, se: o ponto de injeção se localiza na seção mais espessa da peça, o ponto Por outro lado, qualquer aumento do tempo de recalque acima do seu valor ideal, não faz efeito na contração, porque a peça (e o ponto de injeção) já estão solidificados. 34 de injeção está dimensionado apropriadamente e o tempo de recalque é igual ou maior do que o tempo de solidificação do ponto de injeção. Quando estes critérios não são satisfeitos, a contração de moldagem tende a ser maior nas seções mais espessas, com possíveis problemas de vazios, empenamento, rechupes e propriedades mecânicas inferiores. Figura 45 Contração de moldagem média em função da espessura, para vários grades de Delrin® Em geral, a contração de moldagem do Delrin® 500 AF na direção do fluxo é similar à do Delrin® 500. A contração de moldagem na direção transversal, contudo, chega a 50 % da contração do Delrin® 500. Em contraste, a contração de moldagem do Delrin® 570 na direção do fluxo é aproximadamente a metade da contração do Delrin® 500. Na direção transversal, a contração de moldagem do Delrin® 570 se aproxima à do Delrin® 500. Efeito dos pigmentos A presença de núcleos de cristalização no fundido como pigmentos e resina reciclada pode ter influência na cristalização e consequentemente na contração de moldagem. Um estudo exaustivo foi feito para avaliar o efeito de vários tipos de pigmentos na contração de moldagem do Delrin®. Aparentemente, como representado na Figura 46, os sistemas de pigmentação que resultam na mesma cor de resina podem provocar efeitos diferentes na contração de moldagem, assim como nas dimensões da peça. Dimensões do ponto de injeção Dimensões adequadas do ponto de injeção são necessárias para assegurar a boa compactação da peça (consulte a pág.15). Quando a espessura do ponto de injeção é menor do que o seu valor ideal, a contração de moldagem aumenta em razão da solidificação prematura da resina no ponto de injeção. Esta situação é equivalente a um tempo de recalque curto, e o efeito aproximado na contração pode ser observado na Figura 44. Nesta faixa, a contração de moldagem não é estável sendo de difícil controle. O empenamento resultante pode até mesmo dificultar a medida de certas dimensões da peça. Nota: Este estudo foi realizado com corpos de prova e em condições de moldagem ideais. Os valores de contração mostrados aqui não devem ser considerados válidos para todas as peças de geometria diferente e/ou moldadas em condições diferentes. Temperatura do fundido A temperatura do fundido tem efeito na contração de moldagem. Porém, está limitada a uma faixa estreita de temperaturas necessárias para manter uma qualidade consistente da peça moldada. Consequentemente, a temperatura do fundido não deve ser considerada como uma variável para ajustar a contração de moldagem. Contração de moldagem para resinas reforçadas Contração Pós-Moldagem A contração pós-moldagem é definida como a contração que se manifesta após 24 horas da moldagem. É uma conseqüência da cristalização continuada e do relaxamento das tensões do moldado, em que a resina passa para um estado mais estável. Isto acontece porque a temperatura de transição vítrea do Delrin® está bem abaixo da temperatura ambiente. A contração de moldagem para grades reforçados com cargas fibrosas, como o Delrin® 570 (vidro) e o Delrin® 500 AF (Teflon®), é menos previsível em A contração pós-moldagem das peças moldadas em conseqüência dos efeitos de orientação das fibras. Delrin® pode ser estimada da Figura 47. A contração na direção do fluxo tende a ser significativamente diferente do que na direção transversal (consulte a Tabela 6). 35 As peças moldadas na temperatura do molde recomendada (90º C) ou mais alta, apresentam menor contração pós-moldagem, o que assegura boa estabilidade dimensional durante a vida da peça. Figura 47 Contração pós-moldagem das resinas de acetal Delrin® Contudo, as peças moldadas em um molde frio (< 80º C) apresentam maior contração pós-moldagem, porque o resfriamento rápido deixa o Delrin® em um estado instável de cristalização, resultando em recristalização mais significativa. Se estas peças de Delrin® são, em seguida, expostas à altas temperaturas, a recristalização causa contração pós-moldagem alta e rápida. Observações: 1. Para peças que exijam tolerâncias rígidas e exposição a temperaturas elevadas por períodos de tempo prolongados, é extremamente recomendado o uso de altas temperaturas de molde (até 120º C). Isto proporciona uma solução mais efetiva do que o recozimento de uma peça moldada em molde frio. 2. Com o uso de temperatura do molde de 90º C, pode-se obter um bom desempenho da peça e boa estabilidade dimensional quando da exposição a temperaturas moderadas. Temperatura de exposição,°C Moldagem com insertos Quase todos os problemas da moldagem com insertos estão ligados com a contração ao redor do inserto, contração de moldagem e contração pós-moldagem. Para minimizar a contração total, deve-se levar em consideração: Altas temperaturas do molde devem ser usadas (90º C ou acima) para minimizar a contração total (soma da contração de moldagem e da contração pós-moldagem). Sob temperaturas mais baixas a contração de moldagem é realmente menor, mas a contração pós-moldagem é muito maior. Tempo de recalque ideal para a espessura da peça, para minimizar a contração da peça. A contração aumenta dramaticamente com tempo de recalque menor (consulte a Figura 44). Os insertos devem ser pré-aquecidos para a mesma temperatura do molde. Isto é muito importante para insertos grandes. Os insertos não devem ter cantos vivos e contaminação. Para minimizar as rachaduras, o Delrin® de alta viscosidade é recomendado, em razão de seu maior alongamento. Nota: Se um problema de rachaduras não pode ser resolvido pela adoção das medidas acima, outras técnicas de inserção devem ser analisadas, como a inserção por pressão após a moldagem, inserção por energia sônica, etc. Temperatura de exposição,°C Temperatura de exposição,°C Tempo de exposição= 1000 horas Recozimento O recozimento é usado ocasionalmente para acelerar o relaxamento de tensões e a estabilização dimensional das peças. É um processo complexo e só deve ser usado quando as peças moldadas 36 exigem tolerâncias muito rígidas e exposição à altas temperaturas por períodos prolongados. O recozimento também pode ser utilizado como um teste no ajuste das condições de moldagem de um molde novo, para se avaliar a contração pós-moldagem e as tensões nas peças. As alterações nas dimensões durante o recozimento representam com boa aproximação da alteração dimensional da peça em uso. Quando a precisão dimensional é o requisito principal, o uso de uma alta temperatura de molde (90 - 120º C) é extremamente recomendado. As tentativas de obter boa estabilidade dimensional pelo recozimento de peças moldadas em um molde frio (< 80 º C ), levam a alta contração pós-moldagem e podem gerar tensões durante os processos de recristalização, resultando em deformação descontrolada. Procedimento de Recozimento O recozimento deve ser executado em ar ou óleos minerais inertes a 160 ± 3º C, por 30 minutos + 5 minutos por mm de espessura de parede. O superaquecimento e os pontos quentes devem ser evitados e as peças não devem entrar em contato umas com as outras ou com as paredes do forno/banho. As peças devem ser deixadas no forno para esfriarem lentamente até que se atinja 80º C. O empilhamento ou a embalagem, que podem deformar as peças enquanto estão quentes, devem ser retardados até que as peças estejam frias ao toque. Este procedimento foi usado para obter os resultados mostrados na Figura 47, permitindo a avaliação das alterações dimensionais mais comuns que a peça experimenta em uso normal. Para simplesmente estabilizar peças para uso contínuo sob altas temperaturas (< 90º C), as peças podem ser aquecidas até 90º C por até 24 horas. Pode ocorrer contração pós-moldagem em torno de 0,1 a 0,2 % se as peças são moldadas em um molde a 90º C ± 10º C. Alterações Ambientais As dimensões das peças de resina de acetal Delrin® podem ser alteradas com a temperatura ambiente e com a absorção de pequenas quantidades de água. Dados relativos às dimensões para várias resinas de acetal Delrin® estão representados na Figura 48, que combina os efeitos do teor de umidade e temperatura. O gráfico mostra diversas linhas representando condições de exposição diferentes com relação à umidade ( 50 % UR, 80 % UR, 100 % UR e imersão). Tolerâncias dimensionais Geral Levando em conta as dimensões do molde e a variação de processo, a experiência indica que as seguintes tolerâncias dimensionais são possíveis de obter com a boa prática de moldagem: dimensões até 150 mm: 0,15 % para moldagem de precisão 0,3 % para moldagem técnica 37 dimensões acima de 150 mm: ± 0,25 % para moldagem de precisão ± 0,4 % para moldagem técnica Moldes Para moldes de cavidades múltiplas, as tolerâncias de construção do molde são importantes. Elas têm um efeito direto na tolerância dimensional da peça. Como um exemplo, para uma dimensão de molde de 30 mm fabricado com tolerância de ± 0,01 mm, a experiência tem mostrado que não se pode esperar uma consistência dimensional melhor do que ± 0,03 - 0,04 mm, para peças de cavidades diferentes em um mesmo ciclo. Condições de moldagem As peças moldadas sob as condições recomendadas (bico, ponto de injeção, rosca, parâmetros da máquina) como definido no guia de moldagem, estão sujeitas a pequenas variações dimensionais, ciclo a ciclo. Qualquer alteração nos parâmetros da máquina ou condições afetam a tolerância dimensional. Por exemplo, um molde mais frio leva à maior contração pós-moldagem, tempo de recalque muito curto resulta em contração inconsistente, deformação e maior variação dimensional da peça. Figura 48 Alteração dimensional do Delrin® 100 e 500 devido às condições ambientais desumidificador (consulte o comportamento de secagem do Delrin® 100 ST na Figura 50). A 23º C e 50 % U.R., o Delrin® 100 ST absorve 0,1% de umidade em 4 horas. A 30º C e 85% U. R., absorve 0,3 % de umidade em 2 horas. Por esta razão os galhos devem ser moídos e reutilizados o mais rápido possível. Operações auxiliares Diversas operações auxiliares associadas com a moldagem das resinas de acetal Delrin®, são discutidas nesta seção. Elas incluem os seguintes assuntos: Manuseio do material. Secagem. Moagem da resina. Coloração. Descarte. Figura 49 Taxa de absorção de umidade em várias condições Figura 50 Comportamento de secagem do Delrin® 100 ST Manuseio do material A resina de acetal Delrin® é fornecida seca e não precisa de secagem antes da moldagem. A resina que foi estocada em um armazém frio deve ser equilibrada até a temperatura ambiente antes da moldagem. Isto evita a condensação da umidade e variações no calor necessário para fundir a resina e, portanto, variações na temperatura do fundido. Cuidado especial é necessário com os grades tenazes de Delrin®. Os sacos de Delrin® 500 T, 100 T e 100 ST não devem ser abertos até que estejam prontos para o uso. Se um saco foi aberto por um período de tempo significativo e a resina absorveu umidade, o material deve ser seco antes da moldagem (veja abaixo). Os grânulos de Delrin® têm a superfície lubrificada com etileno diestearamida. Maior lubrificação destes grades não é necessária. Secagem Como regra geral, o Delrin® não exige secagem. Contudo, a secagem é recomendada em alguns casos. Grades padrão: Quando uma embalagem de resina fica aberta por um longo tempo, a secagem a 80º C pode melhorar a qualidade do fundido. A taxa de absorção de água das resinas de acetal Delrin® em vários índices de umidade relativa é mostrada na Figura 49. Quando se usa mais do que 50 % de capacidade da máquina, o pré-aquecimento da resina a 80º C por duas horas pode melhorar a homogeneidade do fundido e diminuir o torque necessário na rosca. Quando a estabilidade térmica é uma preocupação (por exemplo, com algumas cores problemáticas), a insuflação de ar a 80º C através do Delrin® pode ajudar. Isto resulta em menos depósito no molde e melhor acabamento superficial. Grades tenazes: A moldagem dos grades tenazes de Delrin®, com excesso de umidade (> 0,05 %), tem um efeito negativo na tenacidade. Por essa razão, é recomendado que a resina seja seca por 4 horas a 80º C em um 38 Moagem da Resina Recomendações para moagem do Delrin® Tabela 8 Efeito do número de passagens nas propriedades físicas selecionadas do Delrin® 500 O uso do Delrin® uniformemente moído e sem contaminação, não causa efeito nas propriedades mecânicas e desempenho de moldagem dos grades padrão (veja os detalhes abaixo). Para a moagem adequada do material, deve-se considerar: Não moer peças moldadas ou galhos que estejam descoloridos ou com defeitos superficiais. Estas condições podem indicar que a resina degradadou-se durante o processamento. Evitar o acúmulo de resina moída sempre que possível por uso de um sistema de alimentação contínua. O ideal é fazer a moagem próxima à máquina de moldagem e realimentar imediatamente, usando um sistema de circuito fechado para evitar qualquer contaminação. Se a moagem for feita em um processo de lote, separado da máquina de moldagem, deve-se tomar cuidado para evitar a contaminação do material. Proteja a resina moída contra a contaminação, com a armazenagem em embalagens limpas, secas e claramente identificadas. 10 vezes 100% 10 vezes 50 % Fluidez aumenta menos do que 10 % aumenta menos do que 2 % Resistência à tração no escoamento sem variação sem variação Resistência ao impacto Charpy entalhado diminuição de 20% diminuição de 2% Coloração O Delrin® está disponível em uma gama de cores padrão e especiais. Ao moldar Delrin® natural com um sistema de coloração de outro fabricante que não a DuPont, o seguinte deve ser observado: Devem ser aplicados os procedimentos de segurança indicados pelo fabricante do pigmento ou masterbatch. Um teste de pequena escala deve ser operado inicialmente para verificar a estabilidade do material fundido (consulte a página 13, teste de formação de espuma), já que pigmentos ácidos, metálicos ou básicos decompõem o Delrin®. Diferentes sistemas de coloração (mesmo aqueles que fornecem a mesma cor) podem causar contrações diferentes, como pode ser visto na Figura 46. As dimensões da peça devem ser verificadas nos testes de pequena escala. O fluxo na unidade de injeção é laminar e a dispersão de cores pode ser insatisfatória. Uma ponta homogeneizadora deve ser usada (consulte a página 11). A concentração de pigmento deve ser a mais baixa possível para manter as propriedades da resina. Manter uma proporção constante de resina virgem para resina moída, e misturar adequadamente antes da moldagem. Uma proporção adequada depende da qualidade da resina moída e dos requisitos da peça. Uma proporção de 3 para 1 de resina virgem para resina moída é comum, apesar de que maiores quantidades de resina moída podem ser usadas com sucesso. Um moinho de baixa velocidade é ideal, mas os moinhos de velocidade mais alta são aceitáveis se as facas estiverem bem afiadas e os furos da tela forem grandes (4 mm) o suficiente para evitar os "finos". O moinho deve ser completamente limpo antes da moagem de um material diferente. O excesso de partículas deve ser removido. Evite o uso de resina reprocessada de fontes externas. Para ótimas propriedades dos grades tenazes, os galhos devem ser moídos o mais rápido possível, já que a absorção de umidade é mais rápida para estas resinas (consulte o parágrafo anterior). A fração de moído para estes grades não deve exceder 25 % na alimentação, e deve ser utilizado imediatamente. Descarte O descarte de refugos deve ser feito de acordo com os regulamentos aplicáveis. As opções preferidas para descarte são: 1. reciclagem 2. incineração com recuperação de energia, e 3. disposição em aterro. A reciclagem de galhos é mais eficiente quando realizada diretamente na máquina de moldagem (consulte “Moagem da Resina” moída acima). A reciclagem mecânica de peças já utilizadas pelo consumidor é raramente atrativa. Uma vez que a estabilidade da resina e as propriedades mecânicas podem ser extremamente afetadas pela contaminação, a logística de limpeza e separação se torna complicada e dispendiosa. A reciclagem química é tecnicamente possível, mas novamente é atualmente limitada pela coleta de refugo e separação. Efeito nas propriedades mecânicas A Tabela 8 mostra os resultados de um estudo de 10 passagens de material moído, feitas usando 100 % ou 50 % de Delrin® 500 moído. Um estudo de 10 passagens com adição de 50 % de resina moída é equivalente a moldar continuamente com 50 % do peso do ciclo em resina moída. Uma excelente manutenção das propriedades mecânicas é observada nestas condições. No. de passagens Efeito nas propriedades O alto valor como combustível das resinas de acetal torna a opção (2) bastante desejável para material que não pode ser reciclado. Contudo, as peças ou a moagem de resinas contendo Teflon® (como o Delrin® 500 AF) não devem ser incinerados. 39 Guia de Solução de Problemas Além da lista seguinte de problemas e soluções, um guia computadorizado de diagnóstico e solução de falhas, mais aprofundado, está disponível na Otimização e Diagnóstico de Moldagem Assistido por Computador (CAMDO) da DuPont. Problema Problemas Dimensionais Variações dimensionais de ciclo a ciclo Empenamento Problemas de extração Peças prendendo no molde Canal de alimentação preso ao molde Problemas de preenchimento Peças incompletas Soluções sugeridas (listadas em ordem de conveniência) Aumente a pressão de recalque Mantenha um colchão uniforme Elimine o vazamento do anel de bloqueio se o colchão não pode ser mantido Aumente o tempo de recalque Aumente a espessura e/ou mude a posição do ponto de injeção Mantenha um ciclo uniforme Elimine as partículas de material não fundido (veja abaixo) Use uma máquina maior ou perfil de rosca adequado para o Delrin® Equilibre as temperaturas do molde Localize o ponto de injeção na área mais espessa Aumente o tempo de recalque Aumente a espessura e/ou mude a posição do ponto de injeção Arredonde os cantos vivos Limpe os canais de água no molde; melhore o sistema de refrigeração Melhore o projeto da peça (por exemplo, evite gargalos no fluxo do fundido) Mude as localizações dos pinos extratores ou adicione mais pinos Aumente o tempo de recalque Corrija os defeitos do molde (rebaixos e ângulos de saída) Mude as localizações dos pinos extratores ou adicione mais pinos Diminua a pressão de recalque Diminua a velocidade de injeção Aumente o ciclo (possivelmente apenas temporariamente) Use temporariamente um desmoldante Remova as rebarbas do canal Corrija o alinhamento entre a bucha e o bico de injeção Arredonde os cantos vivos onde o canal de alimentação encontra os canais secundários (ou a peça) Aumente o tempo de recalque Aumente a temperatura do bico Aumente o tempo de resfriamento Use orifício do bico menor do que o da bucha de injeção Melhore o extrator do canal Aumente a conicidade da bucha Use temporariamente um desmoldante Mantenha um colchão uniforme Elimine o vazamento do anel de bloqueio se o colchão não pode ser mantido Aumente a pressão de injeção Aumente a velocidade de injeção Aumente a temperatura do fundido Aumente a temperatura do molde Aumente as saídas de gases Mude a localização das saídas de gases Aumente a duração do ciclo Use perfil de rosca adequado para o Delrin® Use máquina ou unidade de injeção maior Nota: Minimize o comprimento do bico quando operar próximo ao limite da pressão de injeção da máquina. Isto é particularmente verdadeiro para as resinas Delrin® 100, com alta viscosidade do fundido. Vazios na peças Aumente a pressão de recalque Aumente tempo de recalque Localize o ponto de injeção em área mais espessa Diminua a velocidade de injeção Diminua a temperatura do fundido; melhore a uniformidade do fundido Elimine o vazamento do anel de bloqueio se o colchão não pode ser mantido Aumente as saídas de gases Melhore a espessura ou a localização do ponto de injeção Elimine qualquer restrição no canal de alimentação ou bico Linhas de emenda fracas Aumente a pressão de recalque Ajuste a velocidade de injeção (ao redor de 1 segundo por mm de espessura de peça) Aumente a temperatura do fundido, mas evite temperatura excessiva Aumente as saídas de gases Aumente a temperatura do molde Evite o uso de desmoldantes em spray Mude as saídas de gases ou a localização do ponto de injeção Use uma máquina ou unidade de injeção maiores 40 Problema Problemas de qualidade do fundido Depósito no molde Soluções sugeridas (listadas em ordem de conveniência) Diminua a velocidade de injeção Diminua a temperatura do fundido Evite a contaminação da resina Corrija os pontos de retenção no cilindro, rosca e conjunto do bico Aumente as dimensões do ponto de injeção Aumente as saídas de gases Mude a localização das saídas de gases Use um secador para melhorar a estabilidade térmica da resina em casos extremos Odor Observe a aparência do fundido (gases) e meça a sua temperatura Reduza as temperaturas do cilindro se a temperatura do fundido está alta Evite a contaminação da resina Diminua a duração do ciclo para diminuir o tempo de residência Corrija os pontos de retenção no cilindro, adaptador, bico, ponta da rosca e verifique o conjunto do anel de bloqueio Use uma unidade de injeção menor Partículas de material não fundido Aumente as temperaturas do cilindro Aumente a contrapressão Reduza a rotação da rosca (rpm) Use um secador para pré-aquecer a resina Aumente a duração do ciclo Use perfil de rosca adequado para o Delrin® Use máquina ou unidade de injeção maiores Depósito na rosca Diminua o atrito na rosca Evite o super-resfriamento da base do funil Verifique a % de alimentação/compressão/homogeneização - com as recomendações Problemas de superfície Pontos negros ou estrias marrons Diminua o tempo de residência na unidade de injeção (rosca menor) Evite a contaminação da resina Corrija os pontos de retenção no cilindro, rosca, conjunto do bico Verifique o resfriamento do funil (80 - 90º C) Branqueamento, embaçamento e enrugamento Diminua a velocidade de injeção Aumente a temperatura do molde Mude a localização do ponto de injeção Desgaste do ponto de injeção Diminua a velocidade de injeção Aumente o tamanho do ponto de injeção Mude a localização do ponto de injeção Esguichamento Aumente ou diminua a velocidade de injeção Aumente as dimensões do ponto de injeção Aumente a temperatura do molde Mude a localização do ponto de injeção Perfurações, descamação, rugosidades Aumente Aumente Aumente Aumente Aumente Aumente Aumente Rechupes Elimine o vazamento do anel de bloqueio se o colchão não pode ser mantido Aumente a pressão de recalque Aumente o tempo de recalque Aumente as dimensões do ponto de injeção Mude a localização do ponto de injeção Diminua a temperatura do fundido se estiver muito alta Má aparência Evite a contaminação da resina Diminua a velocidade de injeção Corrija os pontos de retenção na rosca, no cilindro e conjunto do bico. Aumente as dimensões do ponto de injeção (caso seja pequeno) Degradação no ponto de injeção Diminua a velocidade de injeção Aumente as dimensões do ponto de injeção Mude a localização do ponto de injeção Olhos, casca de laranja Aumentar Aumentar Aumentar Aumentar Aumentar Aumentar Aumentar Queimaduras, pontos frios e rugosidades Diminuir a velocidade de injeção Aumentar a temperatura do molde Mudar a localização do ponto de injeção a pressão de recalque a velocidade de injeção o tempo de recalque a temperatura do molde a temperatura do material fundido as saídas de gases as dimensões do ponto de injeção a pressão de recalque a velocidade de injeção o tempo de recalque a temperatura do molde a temperatura do fundido as saídas de gases as dimensões do ponto de injeção 41 Frontal Central Traseira Número de Lote Resina Número do Ciclo Comentários sobre a Operação de Moldagem, Partida etc. Hora Data Bico Fixo Molde Temperaturas, º C Móvel Máq. Nº Pressões, MPa Tempos de Ciclo, s Nº. do Bico Abertura Engenheiros Total Rosca Usada Booster Operadores Primeiro Estágio de Injeção Segundo Estágio de Injeção Toneladas de Fechamento Instruções de Regulagem da Máquina Movimentação Descrição do Molde Dosagem Peça Nº. da Página Observações Verificação de Segurança Instrumentação Especial Pesos, g Peso Total Recalque Injeção Contrapressão Material Fundido Registro de Dados de Processo Peso Peça RPM Almofada, cm Para mais informações sobre os Polímeros de Engenharia: DuPont do Brasil S.A. Alameda Itapecuru, 506 - Alphaville 06454-080 Barueri - São Paulo TeleSolutions: 0800 17 17 15 Suporte Técnico e Qualidade Tel: +55 (11) 4166-8787 E-mail: [email protected] Serviço ao Cliente Tel: +55 (11) 4166-8530 / 8531 / 8647 Fax: +55 (11) 4166-8513 Web Site: plasticos.dupont.com.br Os dados aqui listados se encontram dentro da faixa normal de propriedades, porém não devem ser utilizados individualmente para estabelecer limites de especificações nem como base para projeto. A DuPont não assume nenhuma obrigação ou responsabilidade por quaisquer recomendações apresentadas ou resultados obtidos a partir destas informações. Estas recomendações são apresentadas e aceitas por conta e risco do comprador. A divulgação destas informações não constitui uma autorização de operação ou para infração de nenhuma patente da DuPont ou de outras empresas. A DuPont garante que o uso ou venda de qualquer material aqui apresentado e comercializado pela DuPont não infringe nenhuma patente que cubra o próprio material, porém não garante contra violações causadas por sua utilização conjunta com outros materiais ou na operação de qualquer processo. ATENÇÃO: Não utilize este material em aplicações médicas que envolvam implantes permanentes no corpo humano. Para outras aplicações médicas, consulte o manual “Declaração de Cuidados Médicos da DuPont”, H5010 H-811øø Impresso no Brasil ® Marca Registrada da DuPont
Baixar