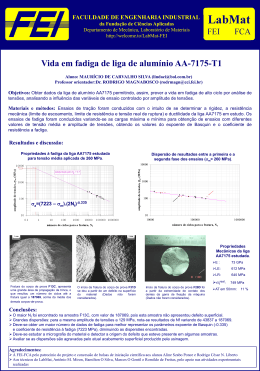
Sair 6ª Conferência sobre Tecnologia de Equipamentos AVALIAÇÃO DO SISTEMA DE VAPOR DE SUPERALTA PRESSÃO Antônio Fernando Burkert Bueno UNIVERSIDADE FEDERAL DO RGS Telmo Roberto Strohaecker UNIVERSIDADE FEDERAL DO RGS Rubens Manoel Braga UNIVERSIDADE FEDERAL DO RGS Luís Carlos Greggianin COPESUL Trabalho apresentado no 6º COTEQ Salvador, agosto de 2002. As informações e opiniões contidas neste trabalho são de exclusiva responsabilidade do(s) autor(es). 1 Sair 6ª Conferência sobre Tecnologia de Equipamentos SINÓPSE Em parada de manutenção foram detectadas trincas junto a soldas de componentes forjados (Weldolets). Procedeu-se então uma análise detalhada do sistema com ênfase junto aos mesmos. Primeiramente um modelo de tubulação foi construído tanto para propiciar a avaliação do sistema pelos critérios do código ASME/ANSI B 31, como também para inserir-se os modelos sólidos com os componentes forjados como superelementos, através da técnica de sub-estruturação. Com esta seqüência obteve-se uma detalhada distribuição de tensões na região de interesse, procedendo-se então uma análise de tensões conforme o ASME VIII div.2 e o ASME Code Case N-47-28. Com base nesta análise recomendou-se uma modificação em alguns daqueles componentes visando a extensão da vida útil. Para os demais componentes, o estudo deverá prosseguir visando obter alternativas de solução/minimização do problema. 1. INTRODUÇÃO Na parada de manutenção de 1996, foram detectadas trincas junto aos weldolets dos tubos de saída da radiação com o coletor. Isto gerou a necessidade de uma análise detalhada daquela região. Foi conduzida uma análise de tensões com auxílio do Método dos Elementos Finitos. O objetivo deste trabalho foi avaliar estruturalmente os weldolets do sistema de vapor de superalta pressão, caracterizando-se as regiões mais suceptíveis a defeitos. 2. PROCEDIMENTO ADOTADO O procedimento adotado no presente trabalho foi o seguinte: -Análise de flexibilidade do sistema desde o teto da radiação dos 11 F 12/13 até o weldolet de intersecção com a linha 53001(Header de VS). -Análise de tensões nos weldolets -Comparação dos resultados obtidos com os da parada de 1996. A análise de flexibilidade da tubulação do sistema foi feita sob o critério do código ASME/ANSI B 31.3. Além da avaliação conforme o código, esta análise serviu para obtermos o carregamento atuante nos weldolets. Gerou-se os modelos sólidos dos weldolets e aplicou-se então os carregamentos atuantes sobre o mesmo, quais sejam: pressão interna e deslocamentos da tubulação. Procedemos então a análise de tensões nestes componentes. A partir dos resultados obtidos nos itens anteriores, fizemos a comparação com os resultados da inspeção da parada de 1996. 3. ANÁLISE DE FLEXIBILIDADE Para esta análise empregamos o modelamento com elementos de tubulação no mesmo software baseado no Método dos Elementos Finitos empregado no modelamento sólido. Apresentamos a seguir imagens capturadas do pós-processador na conclusão deste item. 3 Sair 6ª Conferência sobre Tecnologia de Equipamentos Na figura 1 temos a vista parcial dos componentes do sistema com ênfase no coletor de saída da radiação dos fornos. Na figura 2 vemos a distribuição da intensidade de tensões secundárias considerando os fatores de intensidade de tensão e de flexibilidade dos weldolets como sendo os de um te soldado. Desta figura vemos em detalhe a coletor de saída de vapor onde a intensidade de tensões máxima tem o valor de 171.38 Mpa(17.47 Kgf/mm2). Na figura 3 vemos que a intensidade de tensões primárias máxima tem o valor de 75.24 Mpa(7.67 Kgf/mm2)e ocorre na saída para o silenciador que opera em baixa temperatura. 4 Sair 6ª Conferência sobre Tecnologia de Equipamentos Figura 1. Detalhe do coletor de saída da .radiação. Figura 2. Distribuição da intensidade de tensões secundárias. Figura 3. Distribuição das tensões primárias. Tabela 1. Resumo dos resultados CARREGAMENT TENSÃO ATUANTE TENSÃO ADMISSÍVEL 2 2 O MPa(Kgf/mm ) MPa(Kgf/mm ) Primário tubo de 4” de saída 62.20(6,34) 63.27(6,45) CONCLUSÃO OK 5 Sair 6ª Conferência sobre Tecnologia de Equipamentos 4” de saída Secundário tubo de 4” de saída 171.38(17,47) 187.17(19,08) OK 4. ANÁLISE DE TENSÕES NOS WELDOLETS A análise de flexibilidade tem como característica o emprego de elementos de tubos tridimensionais de 2 nós com 6 gl/nó. Quando necessitamos obter informações detalhadas de determinado componente(s) temos de recorrer ao modelamento sólido, onde são empregados elementos sólidos tridimensionais com 8 nós e 3 ou 6 gl/nó. Outra questão é que na análise de flexibilidade empregamos no lugar dos weldolets, Tes com fatores de flexibilidade e intensificação de tensões tabelados para estes componentes comerciais. O software empregado permite a alteração destes fatores, porém a princípio os desconhecemos. Para contornar tal problema e empregarmos os weldolets com a sua rigidez real, fizemos uso da técnica de substruturação. Através desta, foi possível inserirmos os weldolets sólidos reais no modelo de tubulação, obtendo-se assim o comportamento do sistema o mais próximo possível da realidade. 4.1 WELDOLETS 10”x4” Na figura 4 temos o superelemento ligando os tubos de saída da radiação ao coletor usado no modelo de tubulação. Figura 4. Vista do superelemento empregado para o weldolet 10”x4”. Na figura 5 temos o superelemento ligando os tubos de saída da radiação ao coletor usado no modelo de tubulação. Mostra-se o coletor de saída da radiação com os superelementos posicionados onde tínhamos antes os tês soldados. Pode-se perceber que foram adicionados os superelementos em apenas um coletor, mantendo-se o outro como usado na análise de flexibilidade do sistema. 6 Sair 6ª Conferência sobre Tecnologia de Equipamentos Figura 5. Vista do coletor com os superelementos. Figura 6. Intensidade de tensões com carregamento total vista externa. As figuras 6 e 7 mostram a intensidade de tensão para o carregamento total na vista externa e interna do weldolet. As figuras 8 apresenta o coeficiente de segurança para a iniciação de trincas para 7 Sair 6ª Conferência sobre Tecnologia de Equipamentos Figura 7. Intensidade de tensões vista interna carregamento total 100000 hs e 515ºC . As tensões consideradas foram as obtidas da API 530 para o A 335 Gr P11. Nesta figura temos que em todas as regiões coloridas temos um coeficiente de segurança menor do que 1, indicando que para aquele determinado número de horas de serviço é previsível o surgimento de trincas de fluência nas mesmas. Temos também que os menores fatores de segurança estão localizados na parede interna da intersecção do weldolet com o coletor 8 Sair 6ª Conferência sobre Tecnologia de Equipamentos Figura 8. Fator de segurança p/ iniciação com 515ºC 1 100000 hs. Procedeu-se também a avaliação conforme o ASME para as duas seções mais representativas da peça. Figura 9. Linearização de tensões na seção transversal. Figura 10. Linearização de tensões na seção longitudinal. Abaixo apresentamos a tabela 2 com o resumo dos resultados obtidos da análise 9 Sair 6ª Conferência sobre Tecnologia de Equipamentos conforme o ASME. Tabela 2. Resultados para o Weldolet de A-335 P 11 na condição de Projeto LOCAL Pl ATUANTE Pl ADMISSÍVEL CONCLUSÃO MPa(Kgf/mm²) Mpa(Kgf/mm²) COTOVELO 85.05(8,67) 80.64(8,22) REJEITADO SEÇÃO TRANSVERSAL 50.91(5,19) 80.64(8,22) APROVADO A única análise possível é da condição de projeto na qual dispõe-se de informações para o material atualmente empregado neste weldolet. Estes resultados são apresentados na tabela 2. Para a condição operacional o código não fornece as informações para o material A335 P11 porém, para a região do cotovelo mesmo considerando-se o material A-335 P 22 a mesma não atende os requisitos de tensão local de membrana e os de deformação. Tabela 3. Estimativa para a condição operacional LOCAL Pl ATUANTE Pl ADMISSÍVEL(P22) Pl ADMISSÍVEL(P11)* MPa(Kgf/mm²) Mpa(Kgf/mm²) Mpa(Kgf/mm²) COTOVELO 75.24(7,67) 55.33(5,64) 47.09(4,8) SEÇÃO TRANSVERSAL 45.03(4,59) 55.33(5,64) 47.09(4,8) *valor estimado baseado na relação da tensão admissível P11/P22 p/ 100000 hs 5. DISCUSSÃO DOS RESULTADOS P/ OS WELDOLETS DE 10”x4” No weldolet de 10” x 4” de entrada de vapor no coletor de saída dos superaquecedores, tem-se que a avaliação pelo ASME não é completa pois, o material A–335 P11 não tem os valores admissíveis disponíveis para uma avaliação como realizada para os demais. Para esta peça procedeu-se também uma avaliação conforme a API 530 baseados nas curvas de fluência para vários intervalos de tempo e temperaturas de serviço. Tal avaliação baseia-se na condição de iniciação de trincas de fluência e, sob tal enfoque constatou-se a possibilidade de surgimento de trincas na região externa da seção transversal do tronco, conforme detectadas em inspeção de campo na parada de 1996. Salienta-se que para a região do cotovelo estima-se um dano maior por fluência do que para a seção transversal do tronco. Assim considera-se procedente a recomendação de inspeção para substituição do coletor e dos tubos de 4” de saída da radiação, o que possibilitará pelo corte e inspeção direta uma avaliação mais detalhada da região do cotovelo, dando subsídio para uma decisão bem embasada sobre as demais peças forjadas do sistema de VS como um todo. 10 Sair 6ª Conferência sobre Tecnologia de Equipamentos 6. ALTERNATIVA DE MELHORIA: Devido a já mencionada pressa em fabricar o coletor de saída de vapor dos Fornos, buscou-se alternativas de melhoria estrutural para os weldolets de 10”x4”. Foram criados vários modelos sólidos de conexões visando reduzir as tensões atuantes tanto no ramal como no tronco. A alternativa que maior redução provocou foi um bocal inserido no tronco o qual representa a inserção de um reforço não externamente mas internamente ao tronco, da qual apresentam-se os resultados. Figura 11. Croquis com a alteração proposta. Tabela 4. Resumo para a condição operacional LOCAL PL ATUANTE* PL ADM. CRITÉRIO DE MPa(Kgf/mm2) Mpa(Kgf/mm2) DEFORMAÇÃ O** 33.35(3.4) 55.33(5.64) APROVADO COTOVELO 43.16(4.4) 55.33(5.64) APROVADO TRANSVERSAL ** Considerando 100000 hs RESULTADO APROVADO APROVADO Tabela 5. Resumo para a condição de Projeto LOCAL PL ATUANTE* PL ADM. RESULTADO MPa (Kgf/mm2) MPa (Kgf/mm2) 37.96(3.87) 97.32(9.92) APROVADO COTOVELO 49.15(5.01) 97.32(9.92) APROVADO TRANSVERSAL 11 Sair 6ª Conferência sobre Tecnologia de Equipamentos Figura 12. Intensidade de tensão com o carregamento total. Das tabelas 4 e 5 percebe-se que este bocal penetrante esta conforme os requisitos do ASME para operar nas condições avaliadas. 7. CONFIGURAÇÃO PROVÁVEL DAS TRINCAS: Nas duas figuras abaixo, apresenta-se a geometria provável do surgimento de trincas nas peças existentes. 12 Sair 6ª Conferência sobre Tecnologia de Equipamentos Figura 13. Geometria Provável de trinca na superfície externa das peças existentes. Figura 14. Geometria Provável de trinca no cotovelo interno das peças existentes. 8. CONCLUSÕES O carregamento mais crítico dos weldolets é a pressão interna sendo só esta, capaz de causar danos por fluência tanto na região interna do cotovelo como na externa da seção transversal para todas as peças avaliadas, alterando apenas a proporção do dano de peça para peça. As peças foram avaliadas quanto a iniciação de trincas usando as tensões da API 530, mostrando que no tempo atual de operação é previsível a existência de trincas em todas as peças avaliadas. O restante da tubulação avaliado, apresenta-se satisfatório sob o enfoque da análise de tensões. As conexões de 4” dos coletores de saída dos superaquecedores, com a alteração proposta, contemplam os requisitos do código ASME para as duas seções mais críticas avaliadas. O presente trabalho deve ter continuidade, avaliando-se estes componentes sob o enfoque da mecânica da fratura e buscando alternativas viáveis para os componentes forjados de maiores dimensões. 9.REFERÊNCIAS BIBLIOGRÁFICAS (1) ASME, “ASME Boiler and pressure vessel code VIII div.2”, New York, ASME, 1995, apêndices 4 e 5. (2) ASME, “ASME Boiler and pressure vessel code III – Nuclear Code Cases”, New York, ASME, 1989, N 47-28. 13
Baixar