UNIVERSIDADE PRESBITERIANA MACKENZIE
ESCOLA DE ENGENHARIA
ENGENHARIA DE MATERIAIS
ANDRÉ LUÍS TEIXEIRA MARTINS
ESTUDO COMPARATIVO DE PROPRIEDADES MECÂNICAS E TEXTURA DE
LAMINADOS DA LIGA DE ALUMÍNIO 3104-H19
São Paulo
2014
ANDRÉ LUÍS TEIXEIRA MARTINS
ESTUDO COMPARATIVO DE PROPIEDADES MECÂNICAS E TEXTURA DE
LAMINADOS DA LIGA DE ALUMINIO 3104-H19
Dissertação de Mestrado apresentada ao
Programa de Pós Graduação em Engenharia de
Materiais da Universidade Presbiteriana
Mackenzie, como requisito parcial para a
obtenção do título de Mestre Profissional em
Engenharia de Materiais.
ORIENTADOR: PROF. DR. ANTÔNIO A. COUTO
São Paulo
2014
M379e
Martins, André Luís Teixeira
Estudo comparativo de propriedades mecânicas e textura de
laminados da liga de alumínio 3104-H19. / André Luís Teixeira Martins –
São Paulo, 2014.
174 f.: il.; 30 cm.
Dissertação (Programa de Pós-Graduação (Stricto Sensu) em
Engenharia de Materiais) - Universidade Presbiteriana Mackenzie - São
Paulo, 2014.
Orientador: Prof. Dr. Antônio Augusto Couto
Bibliografia: f. 171-174.
ANDRÉ LUÍS TEIXEIRA MARTINS
ESTUDO COMPARATIVO DE PROPIEDADES MECÂNICAS E TEXTURA PARA
LAMINADOS DA LIGA DE ALUMINIO 3104
Dissertação de Mestrado apresentada ao
Programa de Pós Graduação em Engenharia de
Materiais da Universidade Presbiteriana
Mackenzie, como requisito parcial para a
obtenção do título de Mestre Profissional em
Engenharia de Materiais.
Aprovado em,
BANCA EXAMINADORA
________________________________________________
Prof. Dr. Antônio Augusto Couto
Universidade Presbiteriana Mackenzie
_________________________________________________
Prof. Dr. Waldemar Alfredo Monteiro
Universidade Presbiteriana Mackenzie
________________________________________________
Prof. Dr. Nelson Batista de Lima
Instituto de Pesquisas Energéticas e Nucleares
A todos meus professores, no sentido mais
amplo da palavra.
AGRADECIMENTOS
Agradeço a Deus.
Agradeço de forma especial ao Prof. Dr. Antônio Augusto Couto, orientador e
fonte de conhecimentos sem os quais o presente trabalho não seria concretizado.
Ao Prof. Dr. Nelson Batista de Lima pela indispensável ajuda na realização e
na análise da textura cristalográfica dos laminados objetos deste estudo.
Ao Prof. Dr. Jan Vatavuk pelo incentivo e pela ajuda nas análises
microscópicas.
Ao Prof. Dr. Waldemar Monteiro pela disponibilização de material didático
essencial ao progresso deste projeto.
Ao Lopes, Luis, e Liuba, por todo auxílio prestado na realização dos vários
ensaios nos laboratórios da Universidade Presbiteriana Mackenzie.
À minha família, base possibilitadora de crescimento.
À minha mulher, incentivadora constante e provedora de auxílio indispensável
na formatação do texto, de gráficos, e ilustrações.
À empresa Crown Embalagens S.A. pela disponibilização do material
estudado.
Portanto, enquanto o tangível possui
vantagens, é o intangível que o torna útil.
Tao Te Ching, capítulo 11.
RESUMO
A indústria de embalagens metálicas para bebidas se destaca como uma das mais importantes
no consumo mundial de alumínio. O conhecimento detalhado da matéria prima utilizada para
a produção de latas para bebidas é essencial para manter e melhorar os níveis de
produtividade impostos pelo mercado. O foco do presente trabalho encontra-se na
caracterização microestrutural e mecânica de três diferentes laminados da liga de alumínio
3104-H19, a fim de compará-los em busca de similaridades e discrepâncias. As suas
composições químicas foram avaliadas através de espectroscopia de dispersão de energia
(EDS-MEV) e de absorção atômica (AA). Suas microestruturas foram analisadas através de
microscopia óptica e microscopia eletrônica de varredura. Suas propriedades mecânicas foram
apuradas pelo uso de ensaios de tração uniaxiais, ensaios Erichsen, curvas limite de
conformação (CLC), microdureza Vickers, e rugosidade (Ra). O coeficiente de anisotropia, R
de Lankford, e o expoente de encruamento (n), foram calculados através dos resultados dos
ensaios de caracterização mecânica. Em adição, uma análise da textura cristalográfica dos
laminados foi realizada através do uso de funções de distribuição de orientação e figuras de
polo. Os resultados demostraram semelhança entre os três laminados, suas propriedades e
características diferindo apenas sutilmente. Na média o limite de escoamento dos três ficou
em 265 MPa e o limite de resistência a tração em 285 MPa. Os alongamentos percentuais
ficaram todos ao redor de 4,7%. O expoente de encruamento n ficou na média em 0,078, valor
) e planar
próximo a alguns encontrados na literatura. Os índices de anisotropia normal (
(∆R) ficaram próximos a 0,77 e -0,22, respectivamente, indicando uma leve tendência ao
orelhamento a 45º e boa conformabilidade em repuxo profundo. A análise microestrutural dos
três laminados revelou dois tipos de compostos intermetálicos com morfologia distinta,
Al6(Fe,Mn) e Al12(Fe,Mn)3Si, espalhados não homogeneamente, junto à dispersoides bem
distribuídos na matriz de alumínio. A textura cristalográfica dos três laminados também
exibiu similitudes, todas com as mesmas componentes dominantes em intensidades parecidas.
Nos três notou-se que a textura típica de deformação para ligas de alumínio, latão
{110}<112> e cobre {112}<111>, junto a textura Goss {110}<001>, estavam balanceadas
pela textura cubo {001}<100>, típica de recristalização. As diferenças encontradas
resumiram-se a propriedades mecânicas sutilmente superiores em um dos laminados e
compostos intermetálicos menores e em menor volume em outro.
Palavras Chave: Liga de Alumínio 3104, Caracterização mecânica, Caracterização
microestrutural, Anisotropia, Textura Cristalográfica.
ABSTRACT
The beverage metal packaging industry figures as one of the most important worldwide
aluminum consumer. A detailed knowledge of the raw material used in the beverage can body
production is essential to maintain and improve the productivity levels imposed by the
market. It is on this point that the present work focus, in the micro structural and mechanical
characterization of three different AA 3104-H19 rolled coils, to be able to compare them in
search of similarities and discrepancies. Their chemical compositions were analyzed by
energy dispersion (EDS), and atomic absorption (AA) spectrometry, their micro structures
were identified by optical microscopy and scanning electron microscopy. Their mechanical
properties were described by tensile tests, Erichsen tests, forming limit curves (FLC), micro
hardness Vickers tests, and surface roughness tests (Ra). The anisotropy coefficient R, also
known as Lankford´s R, and the strain hardening exponent n were calculated using the results
and specimens of the tensile tests. In addition, their crystallographic textures were analyzed
by orientation distribution functions and pole figures. The experiment’s results showed a
strong similarity among all three rolled sheets, their properties differing only subtly. On
average the yield strength of all three was found to be 265 MPa, their ultimate tensile strength
285 MPa. Elongation was very similar for all three, around 4.7%. The strain hardening
)
exponent n averaged 0.078, a value comparable to some found in literature. The normal (
and planar (∆R) anisotropy values were found to be 0.77 and – 0.22, respectively, indicating a
slight tendency to form ears at 45o and good deep drawing formability. The microstructure
analysis of all three sheets revealed two kinds of intermetallic compounds with distinct
morphology, Al6(Fe,Mn) and Al12(Fe,Mn)3Si, not scattered homogeneously, together with
well distributed dispersoids in the aluminum matrix. The crystallographic texture of the three
sheets also exhibited similarities; all had the same dominant components with comparable
intensities. On all three it was possible to notice that the typical strain hardening textures,
Brass {110}<112> and Copper {112}<111>, together with Goss {110}<001>, were balanced
by the Cube {001}<100> component, typical of recrystallization.
The notable differences
found could be summarized in slightly higher mechanical properties for one of the sheets and
smaller and less widespread intermetallic compounds for another.
Key Words: Aluminum Alloy 3104, Mechanical Characterization, Micro Structure
Characterization, Anisotropy, Crystallographic Texture.
LISTA DE ILUSTRAÇÕES
Figura 1
Porcentagem do consumo doméstico de produtos transformados por
setor......................................................................................................... 24
Figura 2
Representação esquemática da célula unitária cúbica de face centrada.. 30
Figura 3
Processo Bayer........................................................................................ 32
Figura 4
Esquema de um forno de redução (smelter)............................................ 33
Figura 5
Consumo de energia elétrica para produção de 1 kg de alumínio........... 33
Figura 6
Figura 7
Figura 8
Processos
industriais
comumente
utilizados
na
obtenção
de
semiacabados de alumínio....................................................................... 34
Limites de resistência à tração, limite de escoamento, e dureza em
função da pureza do alumínio.................................................................. 35
Morfologia dos compostos intermetálicos das ligas 3104 e
3004......................................................................................................... 45
Figura 9
Solubilidade do Cr, Mn, Si, Cu, Mg, e Zn no alumínio.......................... 47
Figura 10
Propriedades mecânicas em função da adição de manganês................... 48
Figura 11
Microestrutura da liga 3004, (a) depois do forno de homogeneização,
(b) depois da laminação a quente, e (c) depois da laminação a frio........ 51
Figura 12
Equipamento para ensaio de tração uniaxial........................................... 52
Figura 13
Curva de engenharia tensão deformação................................................. 58
Figura 14
Curva real tensão deformação................................................................. 59
Figura 15
Mecanismo Frank-Read de multiplicação de discordâncias................... 61
Figura 16
Figura 17
Figura 18
Figura 19
Figura 20
Figura 21
Figura 22
Micrografia do mecanismo de Frank-Read de multiplicação de
discordâncias em uma liga de alumínio com 4% Cu............................... 62
Log da tensão verdadeira versus Log da deformação verdadeira, e
coeficiente angular n................................................................................ 63
Diferentes valores de n e curvas representativas..................................... 64
........ 67
Corpos de prova e ângulos utilizados para o cálculo de R, ∆R, e R
Log-Log da razão crítica de diâmetros e da média da anisotropia
)................................................................................................ 68
normal (R
Efeito de orelhamento, (a) 0o e 90º, (b) 45º, (c) 0o, 45º, e 90º, (d)
isento........................................................................................................ 70
Tendências de orelhamento em função do índice de anisotropia planar. 70
Figura 23
Ferramental utilizado em ensaios tipo Erichsen...................................... 71
Figura 24
Diferentes marcações utilizadas como malha para obtenção da CLC..... 73
Figura 25
Corpos de prova deformados com (a) malha quadrada e (b) malha
circular..................................................................................................... 73
Figura 26
Diagrama limite de conformação............................................................ 74
Figura 27
Ferramental utilizado nos ensaios propostos por Nakazima................... 74
Figura 28
Deformações de embutimento profundo a estiramento biaxial no DLC. 75
Figura 29
Resistência à tração em função da dureza para o latão, aço, e ferro
fundido nodular........................................................................................ 77
Figura 30
Geometria do penetrador Vickers............................................................ 78
Figura 31
Desenhos das superfícies geométricas, real, e efetiva............................. 79
Figura 32
Perfil da superfície efetiva, perfil de rugosidade, ondulações, e desvio
de forma................................................................................................... 80
Figura 33
Especificação de comprimentos utilizados na medição da rugosidade... 80
Figura 34
Conceito da linha média utilizado na medição da rugosidade................. 81
Figura 35
Medida de Ra (roughness average)......................................................... 82
Figura 36
Figura 37
Métodos de medição da rugosidade, (a) com ponteira, (b) com feixe de
luz............................................................................................................ 82
(a) ortotetracaidecaedro, (b) compactação de grãos, (c) agregado
sólido....................................................................................................... 85
Figura 38
Materiais sem textura (a) e com textura (b)............................................. 86
Figura 39
Sistemas de coordenadas para amostra, XYZ, e para o cristal................ 87
Figura 40
Projeção estereográfica............................................................................ 87
Figura 41
Ângulos χ e η usados em projeções estereográficas................................ 88
Figura 42
Construção de uma figura de polo <100>............................................... 89
Figura 43
Figura 44
Figura de polo para material sem textura (a) e para material com
textura acentuada (b) .............................................................................. 90
Sequência de rotações φ1, Φ, e φ2, para os ângulos de Euler na notação
de Bunge.................................................................................................. 91
Figura 45
Espaço de Euler ...................................................................................... 92
Figura 46
Espaço de Euler e eixo φ2 seccionado em intervalos de 5º ................... 93
Figura 47
Figura de distribuição de orientação para metais CFC............................ 93
Figura 48
Fibras α e β típicas de metais CFC no espaço de Euler........................... 94
Função de distribuição de orientação da liga AA3105 após a
Figura 49
laminação a quente (a), redução por trabalho a frio em 50% (b), e 86%
(c)............................................................................................................. 96
Figura 50
Evolução das texturas em diferentes intensidades de trabalho a frio...... 97
Figura 51
Orelhamento em textura balanceada e textura típica de deformação...... 98
Figura 52
Processo de fabricação de bobinas de alumínio...................................... 99
Figura 53
Detalhes de um sistema de DC (direct chill casting).............................. 100
Figura 54
Figura 55
Figura 56
Diferencial de temperatura (Fo) do lingote no processo DC conforme a
velocidade do pistão................................................................................ 100
Esquema de funcionamento do vazamento com resfriamento direto
(DC)......................................................................................................... 101
Movimentação de lingote de alumínio fabricado por resfriamento
direto ....................................................................................................... 102
Figura 57
Operação de retirada da camada superficial dos lingotes de alumínio ... 102
Figura 58
Forno Pusher utilizado na homogeneização dos lingotes....................... 103
Figura 59
Laminador quádruo ................................................................................. 104
Figura 60
Laminador desbastador reversível .......................................................... 104
Figura 61
Laminador tandem................................................................................... 105
Figura 62
Laminação a frio e sistemas de controle.................................................. 106
Figura 63
Esquema do processo produtivo da fabricação do corpo da lata............. 107
Figura 64
Ferramentas de corte e repuxo utilizadas na conformação do copo........ 108
Figura 65
Componentes mecânicos básicos da bodymaker..................................... 109
Figura 66
Descrição das ferramentas de conformação utilizadas na bodymaker.... 109
Figura 67
Estojo de ferramentas e latas correspondentes........................................ 110
Figura 68
(a) Copo, (b) ferramenta de repuxo, (c) lata acaba com borda irregular,
(d) lata acabada com a apara retirada...................................................... 110
Figura 69
Decoradora............................................................................................... 111
Figura 70
Aplicação de verniz interno na lata......................................................... 111
Figura 71
Conformação do pescoço e do flange da lata.......................................... 112
Figura 72
Medidas do corpo de prova de acordo a NBR 7549................................ 115
Figura 73
Figura 74
Laminado II utilizado para confecção de corpos de prova para ensaio
de tração................................................................................................... 116
Corpos de prova para ensaio de conformabilidade Erichsen................... 117
Figura 75
Figura 76
Corpos de prova para ensaio Nakazima realizado para obtenção das
curvas limite de conformação.................................................................. 118
Etapas progressivas de conformação utilizadas na obtenção de figuras
de polo..................................................................................................... 119
Figura 77
Direções dos ângulos utilizados nas amostras das figuras de polo.......... 120
Figura 78
Amostras utilizadas nas análises microscópicas...................................... 120
Figura 79
Máquina universal de ensaios QTest DXL.............................................. 122
Figura 80
Figura 81
Figura 82
Figura 83
Figura 84
Pontos de medição da largura para obtenção de Wf média utilizado no
cálculo de R............................................................................................. 123
Ponto de medição da largura para obtenção de Wf
menor
utilizado no
cálculo de R............................................................................................. 123
Panambra R1 utilizado para realização de ensaios Erichsen................... 124
Prensa hidráulica Farex modelo BP200 utilizada para obtenção das
CLC......................................................................................................... 125
Ferramental utilizado para obtenção das CLC (a), e conjunto montado
com corpo de prova (b)............................................................................ 125
Figura 85
Corpos de prova para CLC ensaiados...................................................... 126
Figura 86
Pontos de medição tipo 1 e tipo 2 em um corpo de prova ensaiado........ 126
Figura 87
Medição em ensaio de microdureza LII................................................... 127
Figura 88
Equipamento MarSurf M 300 C.............................................................. 127
Figura 89
Figura 90
Figura 91
Figura 92
Figura 93
Figura 94
Comparativo de propriedades mecânicas por laminado por ângulo do
corpo de prova......................................................................................... 133
Comparativo do alongamento percentual por laminado por ângulo do
corpo de prova......................................................................................... 133
Curvas tensão deformação para corpos de prova a 0o, 23º, 45º, 68º, e
90º LII....................................................................................................... 135
Curvas tensão deformação para corpos de prova a 0o, 23º, 45º, 68º, e
90º LIV...................................................................................................... 136
Curvas tensão deformação para corpos de prova a 0o, 23º, 45º, 68º, e
90º LVI...................................................................................................... 136
Sobreposição das curvas de dois corpos de prova um a 23º e outro a
45º do LII.................................................................................................. 140
Figura 95
Figura 96
Sobreposição das curvas de dois corpos de prova um a 68º e outro a
90º do LIV................................................................................................. 140
Sobreposição das curvas de dois corpos de prova um a 0º e outro a 23º
do LVI....................................................................................................... 140
Figura 97
Falha paralela a direção de laminação, ensaio Erichsen.......................... 144
Figura 98
Curva limite de conformação laminado II............................................... 145
Figura 99
Curva limite de conformação laminado IV............................................. 145
Figura 100
Curva limite de conformação laminado VI............................................. 145
Sobreposição das curvas limite de conformação LII, LIV, e LVI.............. 146
Figura 101
Figura 102
Figura 103
Figura 104
Figura 105
Função de distribuição de orientação secções φ2 = 0o e φ2 = 45o para o
laminado II............................................................................................... 149
Função de distribuição de orientação secções φ2 = 0o e φ2 = 45o para o
laminado IV............................................................................................. 149
Função de distribuição de orientação secções φ2 = 0o e φ2 = 45o para o
laminado VI............................................................................................. 150
(a) FDO da liga 3104 H19, φ2 = 45o, 65º, e 90º, com orelhamento
balanceado, (b) perfil de orelhas em relação à direção de laminação..... 152
(a) FDO da liga 3104 H19, φ2 = 45o, 65º, e 90º, com orelhamento
Figura 106
desbalanceado, (b) perfil de orelhas em relação à direção de
laminação................................................................................................. 152
Figura 107
Figura 108
Figura 109
Figura 110
Figura 111
Figura 112
Comparação entre componentes e intensidades de textura nas seções
φ2 = 45º e φ2 = 0o e 90º............................................................................ 153
Figuras de polo de amostras dos 5 estágios de conformação a 0o no
plano (111)............................................................................................... 153
Figuras de polo de amostras dos 5 estágios de conformação a 45o no
plano (111)............................................................................................... 154
Figuras de polo de amostras dos 5 estágios de conformação a 90o no
plano (111)............................................................................................... 154
Figuras de polo de amostras dos 5 estágios de conformação a 0o no
plano (200)............................................................................................... 155
Figuras de polo de amostras dos 5 estágios de conformação a 45o no
plano (200)............................................................................................... 156
Figura 113
Figura 114
Figura 115
Figura 116
Figura 117
Figura 118
Figura 119
Figura 120
Figura 121
Figura 122
Figura 123
Figuras de polo de amostras dos 5 estágios de conformação a 90o no
plano (200)............................................................................................... 156
Figuras de polo de amostras dos 5 estágios de conformação a 0o no
plano (220)............................................................................................... 157
Figuras de polo de amostras dos 5 estágios de conformação a 45o no
plano (220)............................................................................................... 157
Figuras de polo de amostras dos 5 estágios de conformação a 90o no
plano (220)............................................................................................... 158
Figuras de polo de amostras dos 5 estágios de conformação a 0o no
plano (311)............................................................................................... 158
Figuras de polo de amostras dos 5 estágios de conformação a 45o no
plano (311)............................................................................................... 159
Figuras de polo de amostras dos 5 estágios de conformação a 90o no
plano (311)............................................................................................... 159
Laminado II – detalhamento da microestrutura....................................... 161
Sequência de imagens do laminado II, (a) 200x, (b) 500x, e (c)
1000x....................................................................................................... 162
Sequência de imagens do laminado IV, (a) 200x, (b) 500x, e (c)
1000x....................................................................................................... 162
Sequência de imagens do laminado VI, (a) 200x, (b) 500x, e (c)
1000x....................................................................................................... 163
Figura 124
Imagem do laminado II obtida pelo MEV............................................... 164
Figura 125
EDS do precipitado Al(Fe,Mn) do LVI.................................................... 165
Figura 126
Imagem do precipitado Al(Fe,Mn) utilizado para o EDS, LVI................ 165
Figura 127
EDS do precipitado Al(Fe,Mn)Si, LVI..................................................... 166
Figura 128
Imagem do precipitado Al(Fe,Mn)Si utilizado para o EDS, LVI............. 166
LISTA DE TABELAS
Tabela 1
Perfil da Indústria de alumínio no Brasil................................................ 23
Tabela 2
Produção de alumínio primário em 2012................................................ 24
Tabela 3
Consumo doméstico de produtos transformados de alumínio................ 24
Tabela 4
Dados de produção de alumínio por continente 2002 e 2012................. 27
Tabela 5
Características mecânicas e de condutividade de ligas de alumínio....... 28
Tabela 6
Características de algumas ligas de alumínio.......................................... 28
Tabela 7
Propriedades físicas do alumínio em variados graus de pureza.............. 29
Tabela 8
Porcentagens estimadas de diferentes elementos na crosta terrestre....... 29
Tabela 9
Minerais encontrados nas bauxitas e suas composições químicas.......... 31
Tabela 10
Comparação entre a gibbsita, a bohemita, e a diásporo.......................... 31
Tabela 11
Séries das ligas trabalháveis e seus respectivos elementos..................... 36
Tabela 12
Séries das ligas para fundição e seus respectivos elementos.................. 39
Tabela 13
Têmperas das ligas de alumínio.............................................................. 42
Tabela 14
Ligas trabalháveis e têmperas e suas aplicações típicas.......................... 43
Tabela 15
Ligas para fundição e suas aplicações típicas......................................... 44
Tabela 16
Parâmetro de trabalho a frio em função do soluto de Doherty................ 48
Tabela 17
Composição química das ligas 3104, 3004, e 3003 e seus limites de
adição...................................................................................................... 49
Tabela 18
Propriedades mecânicas para as ligas 3104, 3004, e 3003...................... 50
Tabela 19
Módulo de Elasticidade para alguns metais e o efeito da temperatura... 54
Tabela 20
Valores de n para diferentes ligas metálicas........................................... 64
Tabela 21
Valores de n para diferentes ligas de alumínio....................................... 65
Tabela 22
Índices de Miller e ângulos de Euler para as orientações mais
frequentes no alumínio e suas ligas......................................................... 95
Tabela 23
Fibras típicas em metais e ligas com estrutura cúbica de face centrada.. 95
Tabela 24
Laminados e nomenclaturas.................................................................... 113
Tabela 25
Composições químicas dos laminados e referências............................... 114
Tabela 26
Tabela 27
Tabela 28
Composições químicas adquiridas por espectrometria de absorção
atômica.................................................................................................... 114
Resultados para tensão de escoamento, limite de resistência à tração e
alongamento............................................................................................ 131
Detalhamento dos resultados das propriedades mecânicas..................... 132
Tabela 29
Tabela 30
Tabela 31
Tabela 32
Propriedades mecânicas em relação à direção de laminação.................. 134
Valores do expoente de encruamento n para os três laminados
(0o,45º,e 90º)........................................................................................... 137
Valores do expoente de encruamento n para os três laminados (23º e
68º).......................................................................................................... 138
Expoente de encruamento n para deformação plástica uniforme............ 139
Tabela 33
, para os três laminados, método Wf
Índices de anisotropia, R, ∆R e Tabela 34
, para os três laminados, método Wf
Índices de anisotropia, R, ∆R e Tabela 35
média..........................................................................................................
menor..........................................................................................................
143
143
Ensaio Erichsen, valores do deslocamento médio do punção antes da
falha......................................................................................................... 144
Tabela 36
Valores de microdureza Vickers HV200 para os três laminados............
146
Tabela 37
Valores de microdureza Vickers HV100 para os três laminados............
147
Tabela 38
Valores de microdureza Vickers HV50 para os três laminados.............. 147
Tabela 39
Medidas de rugosidade para os três laminados (DL – direção de
laminação e DT – direção transversal).................................................... 148
SUMÁRIO
20
1
INTRODUÇÃO...........................................................................................
1.1
OBJETIVO.................................................................................................... 22
1.2
JUSTIFICATIVA.......................................................................................... 22
2
REVISÃO DA LITERATURA.................................................................
26
2.1
A IMPORTÂNCIA DO ALUMÍNIO...........................................................
26
2.1.1
O Processo de Fabricação de Alumínio..................................................... 30
2.1.2
As Principais Ligas de Alumínio................................................................ 35
2.1.2.1
As Ligas de Alumínio Trabalháveis.............................................................. 36
2.1.2.2
As Ligas de Alumínio para Fundição............................................................ 39
2.1.2.3
Classificação de Têmperas para Ligas de Alumínio.....................................
41
2.1.3
A Série 3XXX e a Liga 3104 Têmpera H19..............................................
44
2.2
CARACTERIZAÇÃO MECÂNICA............................................................
51
2.2.1
Tração versus Deformação......................................................................... 52
2.2.2
Expoente de Encruamento n......................................................................
60
2.2.3
Anisotropia e o R de Lankford..................................................................
66
2.2.4
Ensaio Erichsen...........................................................................................
70
2.2.5
Curva Limite de Conformação (CLC)......................................................
72
2.2.6
Ensaio de Microdureza Vickers.................................................................
76
2.2.7
Rugosidade................................................................................................... 78
2.3
CARACTERIZAÇÃO MICROESTRUTURAL..........................................
83
2.3.1
Textura Cristalográfica..............................................................................
84
2.3.1.1
Figuras de Polo.............................................................................................. 87
2.3.1.2
Funções de Distribuição de Orientação (FDO).............................................
2.4
PROCESSOS DE MANUFATURA............................................................. 97
2.4.1
Processo de Fabricação de Bobinas da Liga 3104....................................
2.4.2
Processo de Fabricação de Latas para Bebidas........................................ 107
3
MATERIAIS E MÉTODOS....................................................................... 113
3.1
MATERIAIS.................................................................................................
90
98
113
3.1.1
Corpos de Prova Para Ensaios de Tração................................................. 114
3.1.2
Corpos de Prova para Ensaios Erichsen .................................................. 116
3.1.3
Corpos de Prova para Curvas Limite de Conformação..........................
3.1.4
Corpos de Prova para Ensaios de Dureza................................................. 118
3.1.5
Corpos de Prova para Rugosidade............................................................
118
3.1.6
Amostras para Figuras de Polo e FDOs....................................................
119
3.1.7
Amostras para Microscopia.......................................................................
120
3.2
MÉTODOS...................................................................................................
121
3.2.1
Caracterização Mecânica...........................................................................
121
3.2.1.1
Ensaio de Tração Uniaxial............................................................................
121
3.2.1.2
Ensaio de Conformabilidade Erichsen..........................................................
123
3.2.1.3
Ensaios para Curva Limite de Conformação................................................
124
3.2.1.4
Ensaio de Microdureza Vickers....................................................................
126
3.2.1.5
Teste de Rugosidade.....................................................................................
127
3.2.2
Análise de Textura Cristalográfica............................................................ 128
3.2.3
Caracterização Microestrutural................................................................
128
3.2.3.1
Microscopia Ótica.........................................................................................
128
3.2.3.2
Microscopia Eletrônica de Varredura...........................................................
129
4
RESULTADOS E DISCUSSÕES..............................................................
130
4.1
CARACTERIZAÇÃO MECÂNICA............................................................
130
4.2
TEXTURA CRISTALOGRÁFICA..............................................................
148
4.3
CARACTERIZAÇÃO MICROESTRUTURAL..........................................
160
5
CONCLUSÕES...........................................................................................
168
REFERÊNCIAS BIBLIOGRÁFICAS......................................................
171
117
20
1 INTRODUÇÃO
O alumínio e suas ligas são amplamente utilizados pela indústria como um
todo. Os segmentos de transporte, construção, e de embalagens, encontram-se entre os
principais consumidores deste material. No Brasil, que possui grandes reservas da matéria
prima necessária para a fabricação de alumínio comercial, a bauxita, a produção de alumínio
primário no ano de 2012 foi de 1.436.000 toneladas, registrando uma pequena queda em
relação ao ano anterior (ABAL, 2013). O alumínio tem sido utilizado para substituir vários
outros materiais, cada um por motivos específicos a sua aplicação (VASUDEVAN;
DOHERTY, 1989). Dentre estes motivos estão características apreciáveis de resistência
mecânica, resistência à corrosão, densidade, e condutividade térmica e elétrica (CALLISTER,
2006). Sua principal limitação encontra-se na sua baixa temperatura de fusão, ao redor de
660º C, que impede seu uso em ambientes de altas temperaturas. Os processos produtivos de
alumínio primário geram majoritariamente lingotes, chapas, e tarugos, que por sua vez são
utilizados por inúmeras companhias de manufatura na geração dos mais diversos bens.
Economicamente o alumínio possui relevância, em 2012 a indústria como um todo faturou R$
38 bilhões, realizou R$ 3,8 bilhões em investimento, e recolheu R$ 6,3 bilhões em impostos
(ABAL, 2013). O faturamento de 2012 representou 3,9% do produto interno bruto industrial,
além do fato de empregar 117 mil trabalhadores diretos e exportar (FOB) US$ 3,9 bilhões,
contribuindo assim para o desenvolvimento econômico nacional e para a manutenção da
balança comercial, apesar da queda em relação ao exercício anterior (ABAL, 2013).
As latas de alumínio para bebidas, produzidas no Brasil a partir de 1989 e nos
EUA desde 1959 além de fazer parte do cotidiano de grande parte dos brasileiros também são
responsáveis por uma parcela considerável do consumo do alumínio primário gerado no
Brasil. O setor de embalagens foi responsável por 28,8% do consumo do alumínio primário
produzido no Brasil em 2012, chegando a 411.100 toneladas, volume este que representou um
aumento de 5,5% em comparação ao ano de 2011 (ABAL, 2013). Também em 2012 foram
produzidas aproximadamente 21 bilhões de latas para bebidas, seguindo uma tendência de
aumento no consumo deste bem que vêm ganhando ímpeto nos últimos anos (ABRALATAS,
2012). As latas de alumínio são produzidas a partir de bobinas de laminados de diferentes
ligas deste metal. No caso específico de latas para bebidas a liga utilizada é a 3104 têmpera
H19, comercializada em bobinas que na parte final de seu processo produtivo são laminadas a
frio para chegar à espessura necessária e adquirir as propriedades mecânicas solicitadas por
21
diferentes linhas de produção dedicadas a produtos distintos. Este laminado, que foi encruado,
no processo de fabricação de latas é cortado, repuxado, estirado (drawn and wall ironing –
DWI), e conformado para chegar à geometria final do produto. No processo de transformação
de uma chapa plana até um objeto cilíndrico, as características de conformabilidade do metal
são muito importantes. Dentre as informações relacionadas à capacidade da liga em se
deformar plasticamente antes da ocorrência de falha, podem ser mencionados os índices de
anisotropia normal e planar, o efeito de orelhamento (earing) proveniente deste mesmo
índice, o expoente de encruamento n, e também as curvas limite de conformação (OTOMAR,
2010).
O presente trabalho objetiva estudar três laminados da liga de alumínio 3104 e
comparar suas características mecânicas, incluindo as de conformabilidade, e suas
especificidades microestruturais, incluindo análises de textura cristalográfica. O efeito de
orelhamento típico em ligas de alumínio laminadas pode causar transtornos consideráveis ao
processo de estampagem e repuxo, dentre eles o descarte de maior quantidade de material
(ENGLER, 2012). A sempre crescente necessidade de redução de uso de matérias primas
provê o impulso necessário à diminuição na espessura de embalagens e ao desenvolvimento
de processos que possam fornecer laminados com o mínimo possível de orelhamento (YU,
1993). A anisotropia característica de um laminado de alumínio, devido a uma direção
cristalográfica preferencial dos grãos, é também chamada de textura. A textura da liga
influencia o tipo e a intensidade do fenômeno de orelhamento e a comparação entre laminados
e suas propriedades pode fornecer informações para a melhoria de processos que influenciam
esta característica (ENGLER, 2012). No alumínio comumente utilizado na manufatura de
latas para bebidas vários fatores influenciam a textura do material. Dentre eles a estrutura do
lingote formado no processo de refusão com resfriamento direto (direct chill casting), o
tratamento térmico de homogeneização, a quantidade de passes e a redução na laminação a
quente nos rolos reversíveis, a redução e a quantidade de rolos utilizados na laminação
“tandem”, a quantidade de passes e a redução na laminação a frio, e as curvas do forno de
recozimento quando este é utilizado, principalmente a de aquecimento (YU, 1993). Todos
estes fatores influenciam a qualidade do material e no instante de uso são, para todos os
efeitos, imperceptíveis ao olho nu. Um estudo detalhado dos diferentes laminados pode
fornecer informações sobre o processo de fabricação do material. O presente trabalho visa
caracterizar minuciosamente três diferentes laminados da liga 3104 H19 e de posse dos
resultados compará-los, a fim de aferir se há alguma discrepância entre eles. Os resultados das
caracterizações
mecânicas,
microestruturais,
e
de
textura
cristalográfica
podem
22
posteriormente ser utilizados para estudos de correlação entre propriedades específicas e o
desempenho produtivo do material no chão de fábrica. Vale ser destacado que o estudo de
ligas de alumínio possui valor intrínseco, pois este material vem em um curto período de
tempo ganhando espaço e importância na sociedade contemporânea, impulsionado por fatores
econômicos, ambientais, e tecnológicos.
1.1 OBJETIVO
O presente trabalho busca caracterizar detalhadamente três laminados da liga
de alumínio 3104 têmpera H19. A caracterização destes três laminados pode ser subdividida
em propriedades mecânicas, características microestruturais, composição química, e textura
cristalográfica. É também objetivo deste estudo a comparação entre os laminados por meio
dos resultados obtidos nas caracterizações. Os limites de escoamento, limites de resistência à
tração, alongamentos percentuais, índices de anisotropia, expoentes de encruamento, índices
de conformabilidade, microdurezas, e rugosidades serão comparados com base nos resultados
das caracterizações mecânicas. Com base em imagens obtidas na caracterização
microestrutural objetiva-se comparar os tipos de compostos intermetálicos, seus respectivos
tamanhos e morfologia, assim como sua distribuição na matriz metálica. Pelo uso de funções
de distribuição de orientação busca-se comparar as componentes de textura presente nos
laminados e suas respectivas intensidades. Por fim, figuras de polo são utilizadas para analisar
as transformações de textura durante as diferentes etapas de deformação, da chapa até o
produto final.
1.2 JUSTIFICATIVA
O conhecimento detalhado de laminados da liga 3104 pode auxiliar a indústria
de embalagens a melhorar sua produtividade. Se for possível identificar lotes de matéria
prima, que em função de alguma característica perceptível, teriam seu desempenho diminuído
nos processos de corte e repuxo profundo evitar-se-ia desperdícios. O conhecimento da liga
pode ajudar na elaboração de ensaios ou testes de recebimento que possam detectar anomalias
23
que não são perceptíveis pela mera observação. Por outro lado, o estudo detalhado deste
material pode gerar propostas de melhoria da liga através de tentativas de modificação em
características específicas. A minimização de desperdiço acarretaria em um maior volume de
produção dado uma mesma quantidade de matéria prima. Este maior volume de produção
com o uso dos mesmos recursos caracteriza um ganho de produtividade, que por sua vez afeta
positivamente inúmeros indicadores comumente utilizados por empresas manufatureiras
(MARTINS, 2005). O volume de alumínio movimentado pela indústria de embalagens
justifica até ganhos de pequena proporção, já que somados se tornam consideráveis. Os dados
apresentados na Tabela 1 mostram o perfil da indústria de alumínio no Brasil. As Tabelas 2, e
3, mostram o volume de produção anual de alumínio primário e em qual forma ele foi
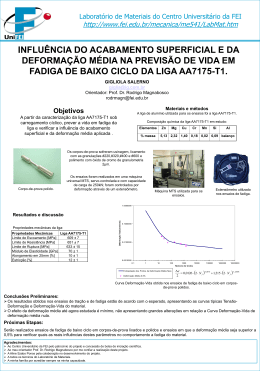
comercializado respectivamente. A Figura 1 apresenta a parcela de contribuição da indústria
de embalagens metálicas para o consumo de alumínio primário. Os dados foram extraídos do
último anuário estatístico da ABAL. Nota-se que mais de ¼ de todo o alumínio primário
gerado em 2012 foi consumido pela indústria de embalagens, chegando a 411,1 mil toneladas
(ABAL, 2013). Ganhos aparentemente pequenos na produtividade de um setor que
movimenta este volume de material geram economias apreciáveis ao longo do tempo. O
fomento da produtividade na indústria de alumínio ganha importância também em esferas
governamentais, com a criação do Grupo de Trabalho do Alumínio (GTA), que visa encontrar
soluções para melhorar a competitividade do setor, que disputa mercado com fornecedores
internacionais, especialmente na área de produtos beneficiados e equipamentos dedicados a
transformação (ABAL, 2012). Um dos laminados que será caracterizado neste estudo não é de
produção nacional. Presentemente um fator que demanda atenção se relaciona com os custos
da energia elétrica, insumo essencial para a produção de alumínio primário.
Tabela 1 – Perfil da Indústria de alumínio no Brasil
Perfil da Indústria Brasileira de Alumínio
Empregos Diretos
Faturamento (US$ bilhões)
Participação no PIB
Participação no PIB Industrial
Investimentos (US$ bilhões)
Impostos pagos (US$ bilhões)
Produção de alumínio primário (1000 t)
Consumo doméstico de transformados (1000 t)
Consumo per capita (Kg/hab./ano)
Exportação (1000 t)
Importação (1000 t)
Fonte: ABAL (2013).
2011
2012
113.724 117.607
19,6
19,5
0,8
0,9
3,2
3,9
1,9
1,9
3,1
3,2
1.440
1.436
1.452
1.428
7,4
7,4
656
646
412
326
24
Tabela 2 – Produção de alumínio primário em 2012.
Produção de Alumínio Primário (unidade: 1.000 t)
Empresa
2012 (Jan a Dez)
Albras (PA)
446,7
Alcoa Poços de Caldas (MG)
85,9
Alumar (MA)
402,4
Novelis (MG)
46,5
Votorantim Metais - CBA - (SP)
454,9
Total
1436,4
Fonte: ABAL (2013).
Tabela 3 – Consumo doméstico de produtos transformados de alumínio.
Consumo Domestico de Produtos Transformados
Tipos de Produtos
Chapas (planas, bobinas, discos, lâminas)
Folhas
Extrudados
Fios e Cabos
Fundidos e Forjados
Pó
Usos destrutivos
Outros
Total
(Unidade: 1000 t)
2011
2012
521
533,5
89,6
88,6
333,5
340,7
167,4
147,7
226,4
208
42,5
39,8
41,9
41,4
29,5
28,3
1428
1451,8
Fonte: ABAL (2013).
Consumo Doméstico de Produtos Transformados por Setor 2012
Embalagens
9,50%
10,30%
Transportes
28,80%
4,70%
Eletricidade
Construção Civil
15,60%
19,30%
11,80%
Máquinas e
Equipamentos
Bens de Consumo
Outros
Figura 1 – Porcentagem do consumo doméstico de produtos transformados por setor. Fonte: ABAL
(2013).
25
Outro ponto a ser mencionado é o da sustentabilidade. Quando problemas
ocorrem no processo produtivo há maior geração de refugo, desta forma, quanto melhor a
produtividade menor o volume de matéria prima descartada até a obtenção do bem final. Em
vista dos grandes volumes de matéria prima utilizados pela indústria pode-se afirmar que
ganhos de produtividade contribuem para o meio ambiente, já que todos os insumos, como
tintas e vernizes, dedicados à geração do bem final são descartados se há refugo. Vale ser
mencionado que todo o descarte ocorrido no processo de manufatura de latas retorna ao
fabricante da bobina para ser reciclado e o que efetivamente se perde são os insumos e os
custos de mão de obra que foram investidos na fabricação de uma unidade de produto acabado
que não se realizou. Este projeto pode ser justificado pelo conhecimento gerado da
caracterização detalhada dos laminados. Se for possível o uso destas caracterizações para
reduzir desperdícios, então ganhos econômicos e de sustentabilidade, angariados através de
possíveis melhorias na produtividade dos processos de corte, repuxo, e estiramento seriam
realizáveis. Outra justificativa para o presente trabalho se baseia na crescente importância do
alumínio para sociedade contemporânea, especialmente pela premente necessidade de
aumento de eficiência energética por motivos ambientais, área na qual as ligas de alumínio
são apreciadas pela sua baixa densidade relativa e boa resistência mecânica.
26
2 REVISÃO DA LITERATURA
Nesta seção a bibliografia utilizada neste estudo de caracterização de
laminados da liga de alumínio 3104 será abordada de forma ampla. Os tópicos utilizados para
a obtenção dos resultados, assim como equações e breves descrições teóricas, estão expostos
abaixo.
2.1 A IMPORTÂNCIA DO ALUMÍNIO
A existência do alumínio foi estabelecida em 1808 por Sir Humphry Davy na
Inglaterra. Treze anos depois o francês P. Berthier nomeia de Bauxita um minério
avermelhado que possui 52% de óxido de alumínio (Al2O3) encontrado na região de Les Baux
ao sul da França que ainda é o mais utilizado na obtenção do alumínio primário. O método
eletrolítico utilizado até a atualidade para redução do alumínio foi descoberto
simultaneamente por um americano, Charles Martin Hall, e por um francês, Paul L. T.
Heróult, em 1886. Dois anos depois as primeiras empresas dedicadas à obtenção de alumínio
aparecem nos EUA, na Suíça, e na França. Em 1889 o austríaco Karl Bayer inventa o
processo que leva seu sobrenome e é capaz de produzir alumina em escala industrial. Oitenta
e um anos depois da confirmação de sua existência o alumínio passa a ter potencial produtivo
em escala industrial e desde então sua produção anual e seus usos comerciais têm ganhado
espaço entre os outros metais já em uso comum.
O alumínio é relativamente jovem entre os metais largamente utilizados pela
indústria e pela população em geral. Em contraste com os metais ferrosos, e os metais nobres,
que contam com históricos de uso milenares, o alumínio iniciou a ser comercializado em
escala apreciável há aproximadamente 100 anos (VASUDEVAN; DOHERTY, 1989). A
indústria aeroespacial merece destaque como impulsionadora do desenvolvimento de ligas de
alumínio, sempre apreciadas pela sua baixa densidade relativa. O desenvolvimento de novas
ligas foi e continua a ser fomentado pela necessidade de combinação entre características de
alta resistência mecânica, resistência a fratura, a fadiga, e a corrosão, com baixas densidades,
em junção a fatores econômicos e produtivos. O uso deste metal abrange cada vez mais áreas,
desde simples embalagens de bebidas a partes complexas utilizadas nos mais modernos
27
equipamentos. Esta versatilidade de aplicação é proveniente da grande variedade de
propriedades exibidas pelas diferentes ligas deste metal, que são comumente fundidas,
forjadas,
extrudadas,
laminadas,
sinterizadas,
soldadas,
usinadas,
e
conformadas
mecanicamente de acordo a exigências funcionais. Atualmente mais de 300 ligas de alumínio
são comumente reconhecidas, sem contar outras inúmeras que são desenvolvidas para fins
específicos e comercializadas somente entre fabricante e cliente (ASM HANDBOOK
VOLUME 2, 1992). Esta flexibilidade confere ao alumínio o primeiro lugar no consumo
mundial de metais não ferrosos, de aproximadamente 45 milhões de toneladas em 2012
(ABAL, 2013). A prova de seu progresso como material de escolha pode ser notada ao se
comparar o histórico dos dados sobre consumo, somente entre 2011 e 2012 houve um
aumento de 6,9%. A Tabela 4, com dados obtidos do Anuário Estatístico da ABAL sobre
2012 que cita como fonte a World Bureal of Metal Statistics, mostra volumes de produção por
continente (ABAL, 2013). É possível notar uma tendência quase contínua de aumento no
volume produzido entre 2002 e 2012 (ABAL, 2013).
Tabela 4 – Dados de produção de alumínio por continente 2002 e 2012.
Continente
África
América
Ásia
Europa
Oceania
Total
Produção 2002
Produção 2012
(1000 t)
(1000 t)
1392
7641
6774
7770
2173
25750
1658
6901
26936
8606
2188
46289
Fonte: ABAL (2012).
O movimento contemporâneo de aumento de eficiência energética aliada à
sustentabilidade ambiental tem fornecido ao alumínio uma plataforma ideal de uso,
principalmente no ímpeto de redução de peso de veículos automotivos. Desde 1930 a
indústria aeronáutica e aeroespacial tem utilizado o alumínio para o desenvolvimento de suas
novas tecnologias, e hoje todo tipo de aeroplano, satélites, mísseis, entre outros produtos
usam ligas deste metal. Podem ser mencionadas também as indústrias de construção, que
utiliza o alumínio não só por suas características estruturais, mas também por motivos
estéticos, e de embalagens, que faz uso de variadas ligas para inúmeras aplicações,
especialmente para o ramo alimentício. A importância do alumínio fica evidente ao se
observar por um instante que este material esta presente no cotidiano das mais diversas
28
formas. A importância econômica do alumínio também merece ser menciona, em especial no
Brasil, que possui grandes reservas de bauxita nos estados do Pará e Minas Gerais, e foi em
2012 o oitavo maior produtor de alumínio primário no mundo, o terceiro maior em produção
de alumina, e o quarto maior na extração de bauxita (ABAL, 2013). Em 2012 3,9 % do
produto interno bruto industrial nacional foi relacionado à indústria do alumínio, que
contribuiu com US$ 3,9 bilhões em exportações Free On Board (FOB) para a balança
comercial (ABAL, 2013). Seja por razões econômicas, ambientais, ou técnicas, as ligas de
alumínio vêm ganhando espaço na indústria e seu uso se torna cada vez mais comum.
Algumas características das principais ligas de alumínio são mostradas nas Tabelas 5, 6, e 7
que seguem:
Tabela 5 – Características mecânicas e de condutividade de ligas de alumínio.
Liga Al
1100
2024
6061
7075
365.0
Limite de Escoamento
(MPa)
Recozido (O)
Encruado
Recozido (O)
Envelhecido T3
Envelhecido T351
Recozido (O)
Envelhecido T6
Recozido (O)
Envelhecido T6
Sem tratamento
Envelhecido T6
Limite de
Along.
Resistencia à
%
Tração (MPa)
34
117
75
345
325
55
276
103
505
124
164
90
124
185
485
470
124
310
228
572
164
228
40
15
20
18
20
30
17
17
11
6
3,5
Condutividade
Térmica W/m-K
222
190
180
130
151
Fonte: Callister (2006).
Tabela 6 – Características de algumas ligas de alumínio.
Liga
Al
Módulo
Densidade
de Young Poisson
(g/cm3)
E (GPa)
Coeficiente de
Expansão Térmica
(10-6(oC-1))
Resistividade
Elétrica Ω-m
1100
2,71
69
0,33
23,6
2,9 x 10-8
2024
2,77
72,4
0,33
22,9
3,4 x 10-8
6061
2,7
69
0,33
23,6
3,7 x 10-8
7075
2,8
71
0,33
23,4
5,22 x 10-8
365.0
2,69
72,4
0,33
21,5
4,42 x 10-8
Fonte: Callister (2006).
29
Tabela 7 – Propriedades físicas do alumínio em variados graus de pureza.
Propriedade
Ponto de fusão, o C
99.999
Ponto de Ebulição, o C
Calor latente de fusão, cal/gm
Calor específico a 100o C, cal/gm
Densidade a 20o C , g/cm3
o
Resistividade elétrica, µΩ-cm a 20 C
6
o
Coef. de expansão térmica x 10 (20-100 C)
Refletividade (total), %
Módulo de elasticidade (lb/in2 x 10 -6)
% Pureza
99.990 99.800 99.500
660.2
-
99.000
657
2480
-
-
-
94.6
0.2226
-
-
93
0.2297
2.7
2.7
2.71
2.71
2.63
2.68
2.74
2.8
2.87
23.86
90
9.9
23.5
89
-
23.5
86
-
23.5
10
Fonte: Totten e Mackenzie (2003)
O alumínio é o terceiro elemento em maior abundância na crosta terrestre,
precedido apenas pelo oxigênio e pelo silício. A Tabela 8 apresenta os principais elementos
disponíveis na superfície de nosso planeta e suas porcentagens estimadas.
Tabela 8 – Porcentagens estimadas de diferentes elementos na crosta terrestre.
Elemento Símbolo Porcentagem
Oxigênio
O
46,60%
Silício
Si
27,72%
Alumínio
Al
8,13%
Ferro
Fe
5,00%
Cálcio
Ca
3,63%
Sódio
Na
2,83%
Potássio
K
2,59%
Magnésio
Mg
2,09%
Titânio
Ti
0,44%
Hidrogênio
H
0,14%
Fósforo
P
0,11%
Manganês
Mn
0,10%
Enxofre
Sn
0,05%
Carbono
C
0,03%
Fonte: Fleischer (1963).
A estrutura cristalina do alumínio possui a célula unitária cúbica de face
centrada (CFC), com aresta medindo aproximadamente 4,049 , fator de empacotamento
30
atômico de 0,74, e número de coordenação de 12. O símbolo que representa o alumínio na
tabela periódica é o Al, seu número atômico é 13, e seu raio atômico mede 0,143 nm
(CALLISTER, 2006). A Figura 2 ilustra a célula unitária cúbica de face centrada, comum a
vários metais, com os átomos representados pelo uso de esferas rígidas (a), esferas reduzidas
(b), e em conjunto a outras células unitárias na formação de um sólido (c).
Figura 2 – Representação esquemática da célula unitária cúbica de face centrada.
Fonte: Callister (2006).
2.1.1 O Processo de Fabricação de Alumínio
O processo de fabricação de alumínio tem seu inicio na mineração da bauxita.
Existem vários tipos de bauxita e dependendo de sua composição química e características os
processos subsequentes de beneficiamento devem ser ajustados. As bauxitas mais comumente
processadas são a gibbsita, a boehmita, e a diásporo. A Tabela 9 apresenta os principais
minerais encontrados nas bauxitas e suas composições químicas e a Tabela 10 faz uma
comparação entre as principais bauxitas.
Todas as bauxitas apresentam impurezas,
principalmente o ferro e o silício, no entanto, outras como o cromo, o magnésio, o titânio, e o
manganês também podem estar presentes em menores porcentagens. No final do processo de
beneficiamento estas impurezas também se fazem presente.
31
Tabela 9 – Minerais encontrados nas bauxitas e suas composições químicas.
Mineral
Composição Química
Gibsita
α-Al2O3.3H2O
Boehmita
α-Al2O3.H2O
Diásporo
β-Al2O3.H2O
Hematita
α-Fe2O3
Goetita
α-FeOOH
Magnetita
Fe2O4
Siderita
FeCO3
Ilmenita
FeTiO3
Anatase
TiO2
Rutile
TiO2
Brookite
Al2O3.2SiO2.3H2O
Caolinita
Al2O3.2SiO2.3H2O
Quartzo
SiO2
Fonte: Totten e Mackenzie (2003).
Tabela 10 – Comparação entre a gibbsita, a bohemita, e a diásporo.
Tipo de Bauxita
Gibbsita
Diásporo
α-Al2O3.3H2O α-Al2O3.H2O β-Al2O3.H2O
Composição
Porcentagem máxima de alumina (wt %)
Célula unitária
Densidade, g/cm
Boehmita
65,4
85
85
Monoclínica Ortorrômbica Ortorrômbica
3
o
Temp. para desidratação rápida ( C)
Solubilidade do Al2O3 em 100 g/l
de solução aquosa de Na2O a 125o C
2,42
3,01
3,44
150
350
450
105
45
Insolúvel
Fonte: Totten e Mackenzie (2003).
O processo utilizado na transformação da bauxita em alumina foi desenvolvido
em 1889 pelo austríaco Bayer (patente alemã 43.977), e para todos os fins práticos é o único
utilizado atualmente apesar de haver outros métodos propostos (TOTTEN; MACKENZIE,
2003). A Figura 3 ilustra de forma simplificada o processo Bayer e faz referência aos
diferentes equipamentos e suas funções até a obtenção da alumina. O processo Bayer tem seu
começo na mistura da bauxita com uma solução de lixiviação pré-aquecida que normalmente
é reutilizada do próprio processo. Depois cal é adicionada para aumentar a solubilidade da
alumina, resultando em uma mistura metade sólida metade liquida. Esta solução pastosa é
32
bombeada junto a uma adição de solução de lixiviação cáustica para digestores onde a
temperatura é aumentada pelo uso de vapor pressurizado. Nesta parte do processo a alumina e
a sílica são dissolvidas e uma solução de aluminato de sódio é formada (TOTTEN;
MACKENZIE, 2003). Após a obtenção do aluminato de sódio a solução é bombeada para os
precipitadores onde trihidrato de alumínio é adicionado como inoculante. A solução é então
resfriada e o precipitado (trihidrato de alumínio) é separado do restante da solução por
filtragem. Este alumínio hidratado é então calcinado (fornos calcinadores) para a eliminação
de umidade e obtenção da alumina (OTOMAR, 2010).
Figura 3 – Processo Bayer.
Fonte: ABAL (2012)
O processo de redução da alumina (Al2O3), desenvolvido por Hall e Heróult
simultaneamente nos Estados Unidos e na França, hoje é realizado nos chamados “smelters”.
O desenho esquemático e um “smelter” pode ser visualizado na Figura 4. As capacidades
produtivas destas cubas (electrolytic cell) variam conforme seu projeto e evoluíram de 90
Kg/dia obtidos nos anos 20 até 1.000 Kg/dia nas mais modernas (TOTTEN; MACKENZIE,
2003). Neste processo a alumina é adicionada a um eletrólito fundido, composto por criolita e
fluoreto de alumínio, e correntes que chegam à ordem de 300.000 amperes são utilizadas para
que alumínio puro “decante” para fundo do aparato de redução. A reação eletroquímica
realizada na redução do alumínio é a seguinte:
Al2O3 + C 4 Al + 3 CO2
A alumina (Al2O3) dissolve no eletrólito fundido (Na3AlF6) apenas em altas
temperaturas, ao redor de 950o C, e a redução ocorre pelo descarregamento de cátions de
alumínio no catodo, e de íons de oxigênio no anodo. Esta redução consome quantidades
33
apreciáveis de energia elétrica, o que gera uma constante preocupação por parte dos
fabricantes com a diminuição desta necessidade e com os custos por ela gerados. Com o
passar do tempo e com a utilização de novas tecnologias a quantidade de energia necessária
para fabricar 1 kg de alumínio vem diminuindo. O consumo médio de energia para redução
de 1 kg de alumio é de 15.18 kWh, com os mais modernos smelters atingindo 13.0 kWh
(TOTTEN; MACKENZIE, 2003). A Figura 5 apresenta a evolução no consumo de energia ao
longo dos anos e inclui o limite teórico necessário para a redução de 1 kg de alumínio.
Figura 4 – Esquema de um forno de redução (smelter).
Fonte ABAL (2007).
Figura 5 – Consumo de energia elétrica para produção de 1 kg de alumínio.
Fonte: Adaptado de Totten e Mackenzie (2003).
34
Uma vez em estado liquido o alumínio comercialmente puro é retirado da cuba
e transportado para processos produtivos que darão forma ao metal sólido. O alumínio é
comumente comercializado em lingotes, tarugos, vergalhões, placas, e rolos (bobinas).
Posteriormente neste trabalho os processos de laminação, corte, repuxo, e DWI (drawn and
wall ironing), relacionados à manufatura das latas para bebidas serão descritos em maior
detalhe. A Figura 6 ilustra os processos produtivos mais utilizados na transformação do
alumínio. Um dos grandes atrativos do alumínio como material de escolha é justamente a
flexibilidade deste elemento em se adaptar ao mais variados processos de manufatura, desde
forjas e extrusão as mais diferentes técnicas de fundição e conformação mecânica.
Figura 6 – Processos industriais comumente utilizados na obtenção de semiacabados de alumínio.
Fonte ABAL (2007).
35
2.1.2 As Principais Ligas de Alumínio
Assim como outros metais o alumínio tem suas propriedades mecânicas
melhoradas com a adição de impurezas. O alumínio comercialmente puro (99%) possui limite
de resistência à tração ao redor de 100 MPa. Com o aumento da pureza a resistência mecânica
cai consideravelmente assim como demonstra a Figura 7. As primeiras ligas de alumínio, que
possuíam o cobre como principal impureza, buscavam justamente melhorar suas propriedades
mecânicas mantendo suas outras propriedades intrínsecas, como a baixa densidade e a
resistência à corrosão.
Figura 7 – Limites de resistência à tração, limite de escoamento, e dureza em função da pureza do
alumínio.
Fonte: ASM Metals Handbook Volume 2 (1992).
As ligas de alumínio podem ser divididas em dois grandes grupos. O primeiro,
chamado de ligas trabalháveis (wrought alloys), faz referência às ligas que podem ser
trabalhadas mecanicamente a frio ou a quente. O segundo grupo, chamado de ligas para
fundição (cast alloys), faz referência aquelas ligas que em função de suas propriedades não
podem ser trabalhadas e se adaptam apenas a processos de fundição. Em adição, as ligas de
alumínio podem ser subdivididas em ligas tratáveis termicamente e ligas não tratáveis
termicamente. As ligas que respondem a tratamentos térmicos e são endurecíveis por
36
precipitação (solubilização e envelhecimento) são denominadas como tratáveis termicamente.
Já as ligas que aumentam suas propriedades mecânicas principalmente pelo mecanismo de
encruamento são classificadas como ligas não tratáveis termicamente. A nomenclatura
utilizada para as ligas trabalháveis é composta por quatro dígitos. Já a nomenclatura para ligas
de fundição é estruturada com três dígitos e um decimal. Nas seções que seguem as ligas
trabalháveis e de fundição terão suas nomenclaturas detalhadas e seus principais grupos,
baseados nos elementos ligantes em maior porcentagem, explanados.
2.1.2.1 As Ligas de Alumínio Trabalháveis
As ligas de alumínio trabalháveis são especificadas pelo uso de quatro dígitos.
O primeiro dígito faz referência ao principal elemento de impureza que compõe a liga e faz
alusão ao grupo que a liga pertence. Para o grupo de alumínio puro, 1XXX, o segundo dígito
(de 1 a 9) indica controles especiais para certas impurezas e os últimos dois dígitos se referem
à pureza mínima do alumínio duas casas depois do ponto decimal (0,01%). Por exemplo, a
liga de alumínio 1085 possui 99,85% de alumínio e apenas 0,15% de impurezas. O segundo
dígito para os grupos 2XXX ao 8XXX indica modificações na liga, sendo o número 0
representativo da liga original e os números de 1 a 9 as respectivas modificações. Os últimos
dois dígitos não possuem significância especial a não ser diferenciar ligas do mesmo grupo
(ASM METALS HANDBOOK VOLUME 2, 1992). A Tabela 11 apresenta os diferentes grupos
das ligas trabalháveis e seus respectivos elementos.
Tabela 11 – Séries das ligas trabalháveis e seus respectivos elementos.
Ligas Trabalháveis Mecanicamente
Série
Principal Elemento Ligante
1XXX
Alumínio puro, pureza > 99%
2XXX
Cobre (Cu)
3XXX
Manganês (Mn)
4XXX
Silício (Si)
5XXX
Magnésio (Mg)
6XXX
Magnésio (Mg) e Silício (Si)
7XXX
Zinco (Zn)
8XXX
Outros elementos
9XXX
Série não utilizada
Fonte: ASM Metals Handbook Volume 2 (1992).
37
Cada combinação de elementos de impureza afeta a microestrutura de uma
forma particular e por consequência as propriedades e características da liga. Por isso cada
série têm aplicações específicas às suas qualidades mais acentuadas. Uma breve explicação
das principais características e usos das diferentes séries segue abaixo.
As ligas da série 1XXX são de alumínio puro, e por este motivo não são
endurecíveis por tratamento térmico. O alumínio puro exibe boa ductilidade e é muito
utilizado em processos que requerem deformação a frio. Os limites de resistência mecânica
desta série variam de 70 a 185 MPa. Vários produtos usam ligas da série 1XXX entre eles
utensílios domésticos, trocadores de calor, barramentos, peças para as indústrias alimentícias,
químicas, e de bebidas (KAUFMAN, 2000).
As ligas da série 2XXX são tratáveis termicamente (endurecíveis por
precipitação / envelhecimento), e fazem parte das primeiras ligas de alumínio desenvolvidas
(duralumínio). As ligas alumínio-cobre exibem boa resistência mecânica sem comprometer de
forma muito impactante a ductilidade do material, possuem boa usinabilidade, mas perdem
um pouco a resistência à corrosão em relação ao Al puro. Os limites de resistência para a série
2XXX chegam a 430 MPa. Dentre os produtos que usam esta liga estão peças forjadas, e
peças para as indústrias aeronáutica, de transporte, e de máquinas e equipamentos
(KAUFMAN, 2000) .
As ligas da série 3XXX, que possuem o manganês como seu principal
elemento ligante, não são tratáveis termicamente. Para endurecê-las é necessário o trabalho a
frio. As ligas desta série possuem excelente resistência à corrosão, boa conformabilidade, e
resistência mecânica apreciável. Os limites de resistência mecânica desta série chegam a 285
MPa. Dentre as ligas com maior volume de comercialização figura a 3104, utilizada na
fabricação do corpo de latas para bebidas e responsável por grande parte do volume de
alumínio reciclado em todo o mundo. Outras ligas desta série são utilizadas em carrocerias
para veículos de carga, utensílios domésticos, telhas, forros, produtos para construção civil, e
para trocadores de calor e radiadores (KAUFMAN, 2000).
As ligas da série 4XXX possuem o silício como principal elemento ligante. O
silício abaixa a temperatura de fusão do alumínio e pode ser adicionado em até 12% (wt), por
isso as ligas de alumínio silício são muito utilizadas para soldagem e brazagem de outras
ligas, como as da série 1XXX, 3XXX, e 6XXX. As ligas desta série são tratáveis
termicamente. Algumas ligas, como a 4032, possuem baixo coeficiente de expansão térmica e
boa resistência ao desgaste, tornando-a útil na manufatura de pistões para a indústria
aeronáutica. Outras aplicações incluem arame de solda, e peças estruturais (anodizadas) para
38
construção civil. A resistência mecânica das ligas desta série chega a 380 MPa (KAUFMAN,
2000).
As ligas da série 5XXX não são tratáveis termicamente, no entanto, o
magnésio é um elemento que confere ao alumínio grande potencial de endurecimento por
encruamento, proporcional a seu teor na liga. As ligas alumínio magnésio possuem excelente
resistência à corrosão e chegam a ter resistência mecânica de 350 MPa. As aplicações para
esta série de ligas são inúmeras, e incluem carrocerias de veículos de transporte, vagões
ferroviários, elementos estruturais, e fachadas para construção civil (KAUFMAN, 2000). .
As ligas da série 6XXX são tratáveis termicamente, e são muito utilizadas em
processos de extrusão. Possuem boa resistência à corrosão, podem ter resistência mecânica de
até 400 MPa, e são muito utilizadas para extrusão porque o silício aumenta sua fluidez (abaixa
o ponto de fusão). Estas ligas são comumente endurecidas por solubilização e
envelhecimento. Nas aplicações para esta série de ligas estão os perfis extrudados para as
indústrias automobilísticas, de construção civil, e utensílios domésticos (KAUFMAN, 2000).
As ligas da série 7XXX são tratáveis termicamente e possuem boa resistência à
corrosão e boa conformabilidade. Esta série, com zinco e magnésio, possui boa soldabilidade
e chega a limites de resistência à tração de 610 MPa. Suas aplicações estão em utilizações que
requerem grande resistência mecânica como peças para a indústria aeronáutica e militar,
moldes para injeção de plásticos, e para fabricação de máquinas e equipamentos. A resistência
à corrosão desta série não é tão boa quanto à das séries 5XXX e 6XXX e por este motivo ligas
7XXX são muitas vezes submetidas a tratamentos superficiais caso seu uso seja necessário em
ambientes agressivos (KAUFMAN, 2000).
As ligas da série 8XXX geralmente possuem como elementos ligantes o ferro
(Fe) e o manganês (Mn), e quando este é o caso, não são tratáveis termicamente. Esta série é
recente e seus principais desenvolvimentos foram voltados a aplicações de fundição contínua
na fabricação de folhas de alumínio. Quando os principais elementos da liga são o Fe e o Mn
a liga se torna endurecível por encruamento. A principal aplicação desta série esta em
embalagens e em ligas como a 8090 cujo principal elemento é o Lítio e é usada em aplicações
aeroespaciais. Valores típicos de resistência mecânica de até 240 MPa são encontrado para
esta série de ligas (KAUFMAN, 2000).
39
2.1.2.2 As Ligas de Alumínio para Fundição
As ligas de alumínio utilizadas para a fundição são identificadas com quatro
dígitos, sendo o último precedido por um ponto. Da mesma forma que para as ligas
trabalháveis o primeiro dígito indica a série da liga em função do elemento de impureza em
maior porcentagem. O segundo e o terceiro dígito para a série 1XX.X representam a
porcentagem, depois da casa decimal, de pureza do alumínio, de maneira análoga aos últimos
dois dígitos da série 1XXX para ligas trabalháveis. O dígito depois do ponto representa o
formato depois da solidificação do metal, 0 indica formato de molde (blocos de motor,
rotores, etc), e 1 representa lingotes. Para as séries 2XX.X a 8XX.X o segundo e o terceiro
dígito não possuem função especial a não ser diferenciar ligas da mesma série. O dígito
depois do ponto decimal é utilizado para indicar o formato da peça, 0 representa formato de
moldes, 1 representa lingotes padrão, e 2 representa lingotes que possuem limites de
composição mais restritos mas ainda assim dentro dos parâmetros do lingote padrão.
Alterações na liga são indicadas através de uma letra maiúscula que precede os quatro dígitos
a iniciar pela letra A com exclusão das letras I, O, Q, e X (ASM METALS HANDBOOK
VOLUME 2, 1992). A Tabela 12 apresenta os diferentes grupos das ligas para fundição e seus
respectivos elementos.
Tabela 12 – Séries das ligas para fundição e seus respectivos elementos.
Série
1XX.X
2XX.X
3XX.X
4XX.X
5XX.X
6XX.X
7XX.X
8XX.X
9XX.X
Ligas para Fundição
Principal Elemento Ligante
Alumínio puro, pureza > 99%
Cobre (Cu)
Silício (Si) e Cobre (Cu) ou Magnésio (Mg)
Silício (Si)
Magnésio (Mg)
Não utilizada
Zinco (Zn)
Estanho (Sn)
Série não utilizada
Fonte: ASM Metals Handbook Volume 2 (1992).
Apesar das inúmeras ligas que são utilizadas para fundição existem seis grupos
que podem ser considerados como os principais. Eles são os sistemas alumínio-cobre,
40
alumínio-cobre-silício, alumínio-silício, alumínio-magnésio, alumínio-zinco-magnésio, e
alumínio-estanho. Abaixo se encontra uma sucinta descrição das diferentes séries de ligas
para fundição.
As ligas da série 2XX.X (Al-Cu) possuem elevada resistência mecânica e boa
usinabilidade. A adição de cobre reduz a resistência à corrosão em comparação ao alumínio
puro. As peças fundidas com esta liga possuem tendência à formação de microporos. As
utilizações mais comuns a este tipo de liga são peças estruturais, carcaças e pistões (diesel), e
blocos de cilindro. Esta série de ligas é geralmente fundida em moldes de areia devido à baixa
fluidez do metal fundido se não houver adição de silício.
As ligas da série 3XX.X (Al-Cu-Si) são bastante utilizadas pela fluidez que a
adição de silício confere ao sistema, possibilitando seu uso em moldes complexos. As
variações de porcentagem entre o silício e o cobre podem mudar consideravelmente. O cobre
auxilia no aumento da resistência mecânica, e o silício na fluidez e dependendo da
porcentagem na resistência ao desgaste. Desta forma, ligas com porcentagens variadas podem
ser desenvolvidas para aplicações específicas. As ligas hipereutéticas contendo mais de 10%
de silício são usadas em blocos de motores e em pistões em função de sua resistência ao
desgaste.
As ligas da série 4XX.X (Al-Si) são utilizadas quando a resistência à corrosão
é de importância e quando a fluidez é essencial (moldes complexos). A composição eutética
para está série esta próxima de 12% de silício.
As ligas da série 5XX.X (Al-Mg) são especialmente resistentes à corrosão em
ambiente marítimos, possuem boa usinabilidade, e podem ser anodizadas para fins estéticos.
Como o manuseio desta série é mais dificultoso, pela tendência de oxidação devido ao
magnésio, o processamento deste material deve ser mais cuidadoso e por consequência seus
custos são maiores.
As ligas da série 7XX.X (Al-Zn) quando contém magnésio em sua composição
envelhecem naturalmente. Esta série possui boas propriedades mecânicas já na saída da
fundição e tratamentos térmicos como o recozimento conferem boa estabilidade dimensional.
A fundição desta série de ligas é mais dificultosa e controles mais rígidos de resfriamento são
necessários além de seu uso não ser recomendado para ambientes em alta temperatura.
As ligas da série 8XX.X (Al-Sn) geralmente contêm também cobre ou níquel
para melhorar suas propriedades mecânicas e são comumente utilizadas para fabricação de
buchas devido ao aumento de lubricidade conferida a liga pela presença do estanho.
41
2.1.2.3 Classificação de Têmperas para Ligas de Alumínio
Para as ligas de alumínio, diferentemente das ligas de ferro, não se utiliza a
palavra têmpera como sinônimo de tratamento térmico. Têmpera para as ligas de alumínio
faz referência a todo e qualquer processo pelo qual o material tenha passado para lhe conferir
suas características finais. A classificação das têmperas segue um sistema que utiliza uma
letra e dígitos que são agregados aos códigos utilizados na especificação das ligas. Abaixo se
encontra uma breve descrição do sistema utilizado para designar as diferentes têmperas
comuns às ligas de alumínio.
As letras indicam por qual processo o material passou. A letra F quer dizer que
o material está assim como foi fabricado. Depois de trabalhado ou após a fundição não houve
nenhum processo adicional. A letra O significa que o material foi recozido. A letra H quer
dizer que houve trabalho a frio para o endurecimento da liga de alumínio. A letra H é sempre
seguida de dois dígitos, o primeiro faz referência às sequências específicas dos processos
utilizados, e o segundo dígito indica a severidade do encruamento. Um terceiro dígito pode
ser adicionado em função de variações na têmpera indicada, geralmente este último dígito é
utilizado quando há diferenças no controle do processo de têmpera e no controle das
propriedades mecânicas em relação ao sistema de dois dígitos. A letra W significa que o
material foi solubilizado. A letra T quer dizer que houve tratamento térmico e o dígito que
segue indica a sequência dos processos utilizados. Quando for conveniente diferenciar
variações nos tratamentos térmicos que vão de 1 a 10 outros dígitos podem ser adicionados,
excluindo-se o 0. Na Tabela 13 é possível visualizar os significados das letras e dos números
das diferentes têmperas das ligas de alumínio.
42
Tabela 13 – Têmperas das ligas de alumínio.
Letra
F Como Fabricado
Recozido
O
H
Deformado a
Frio
W
Solubilizado
1
2
3
4
1
2
3
T
Tratado
Termicamente
Peças
Trabalháveis
4
5
6
7
8
9
1
T
Tratado
Termicamente
Peças para
Fundição
2
4
5
6
Primeiro Dígito
N/A
N/A
Somente deformado a frio
Deformado a frio e parcialmente recozido
Deformado a frio e estabilizado
Deformado a frio e pintado ou envernizado
N/A
Solubilização Parcial + Envelhecimento
Natural
Solubilização Parcial + Trabalho a Frio +
Envelhecimento Natural
Solubilização + Trabalho a Frio +
Envelhecimento Natural
Solubilização + Envelhecimento Natural
Envelhecimento Artificial Apenas
Solubilização + Envelhecimento Artificial
Solubilização + Estabilização (sobre
envelhecimento)
Solubilização + Trabalho a Frio +
Envelhecimento Artificial
Solubilização + Envelhecimento Artificial +
Trabalho a Frio
Solubilização Parcial + Trabalho a Frio +
Envelhecimento Artificial
Alívio de Tensões
Solubilização
Envelhecimento Artificial
Solubilização + Envelhecimento Artificial
7 Solubilização + Estabilização (sobre
envelhecimento)
Segundo Dígito
N/A
N/A
2
1/4 duro
4
1/2 duro
6
3/4 duro
8
Duro
9 Extra Duro
N/A
N/A
N/A
N/A
N/A
N/A
N/A
N/A
N/A
N/A
N/A
N/A
N/A
N/A
N/A
N/A
Fonte: ASM Metals Handbook Volume 2 (1992).
A grande versatilidade das ligas de alumínio, combinada com as diferentes
têmperas, produz uma gama apreciável de materiais para inúmeras aplicações. As Tabelas 14,
para as ligas trabalháveis, e a 15, para as ligas de fundição, mostram esta adaptabilidade.
43
Tabela 14 – Ligas trabalháveis e têmperas e suas aplicações típicas.
Liga
Têmpera
1050
H12 a H18
1100
O a H18
1199
O a H18
1350
O
2014
O, T3, T4
2124
2218
2219
2618
3003
3104
4032
4034
O, T3, T4,
T6
T851
T61
O e TXX
T61
O
H19
T6
F
5005
O a HXX
5083
O a HXX
5182
O a HXX
5356
F
6005
T5
6066
6101
7049
7075
O
T6
TXX
O a TXX
2024
Aplicação Típica
Equipamento para indústria química, tanques caminhão
pipa.
Utensílios domésticos, chapas.
Folha para capacitores eletrolíticos, equipamento para
indústria química, tanques.
Condutores elétricos.
Chassi para veículos, partes estruturais para indústria
aeronáutica.
Rodas, partes estruturais para indústria aeronáutica.
Aviões de uso militar.
Partes utilizadas em turbinas a jato.
Partes estruturais utilizadas em altas temperaturas (315 oC).
Motores.
Utensílios domésticos, tanques de armazenamento.
Latas de para bebidas.
Pistões.
Eletrodo de solda.
Partes utilizadas na construção civil / arquitetura,
utensílios eletrodomésticos, tubos para refrigeração.
Vasos de pressão, equipamento utilizado em água
marítima, componentes utilizados em mísseis, torres.
Partes para indústria automobilística, tampa para latas de
bebidas.
Eletrodo de solda.
Estrutura de uso pesado com resistência à corrosão,
vagões de trens, móveis, tubulação de transporte
(pipelines).
Forjados e extrudados.
Condutores elétricos.
Partes estruturais para indústria aeronáutica.
Partes estruturais para indústria aeronáutica.
Fonte: ASM Metals Handbook Volume 2 (1992).
44
Tabela 15 – Ligas para fundição e suas aplicações típicas.
Liga
380.0
Aplicação Típica
Alojamentos, cabeças de cilindros para motores resfriados a ar.
Alojamento de lâmpadas para postes, estruturas de máquinas de
A380.0
escrever, equipamento dentário.
Frigideiras, tampas, porta-instrumento, partes com necessidades de
360.0
resistência a corrosão.
413.0 Pistões, bielas, buchas e alojamentos.
Partes utilizadas em escadas rolantes, componentes de esteiras de
518.0
transporte, pequenas peças para aviões e barcos.
366.0 Pistões automotivos.
Engrenagens de sincronismo, rotores, compressores, peças para indústria
355.0
aeronáutica e bélica que requerem altas resistências.
Partes para máquinas operatrizes, rodas de avião, partes para bombas,
356.0
corpo de válvulas.
B443.0 Carburadores, utensílios domésticos.
Ornamentos e partes utilizadas esteticamente em construção civil
513.0
(arquitetura).
357.0 Blocos de cilindro para motores resfriados a água.
Conexões para tubulação, utensílios para cozinha, ornamentos, conexões
443.0
utilizadas em ambiente marinho.
Conexões para aviões, componentes para chassis automotivos,
520.0
alavancas.
Fonte: ASM Metals Handbook Volume 2 (1992).
2.1.3 A Série 3XXX e a Liga 3104 Têmpera H19
A liga de alumínio 3104 é uma variação da liga 3004, que foi originalmente
introduzida como 4S nos anos 20, fabricada pela empresa Alcoa. A liga 4S consistia na adição
de 1% de Mg à liga 3003 (1,25% Mn, 0,13% Cu), que foi a liga precursora da série 3XXX. Os
estudos do Dr. Earl Blough em 1906 levaram a criação da liga 3S, hoje denominada 3003 que
continua a ser utilizada em larga escala para aplicações que requerem folhas de alumínio com
pequenas espessuras. Suas pesquisas buscavam gerar uma liga resistente a corrosão para
utilização em câmeras fotográficas e os resultados demonstraram que adições de Mn ao
alumínio propiciavam uma liga com boa conformabilidade e excelente resistência à corrosão.
Em função de suas propriedades a liga 3004 foi o material de escolha para fabricação do
corpo de latas para embalagens de bebidas como cerveja, refrigerantes, sucos, e afins, e por
45
este motivo foi a liga de alumínio com o maior volume de produção no final dos anos 80
(VASUDEVAN; DOHERTY, 1989). Atualmente ambas as ligas 3004 e 3104 são utilizadas
na fabricação do corpo da lata para bebidas. A liga 3104 possui uma tendência de
orelhamento a 90º mais acentuada no estado recristalizado e uma transição para orelhas a 45º
após reduções de espessura mais intensas na laminação a frio, acima de 80%, quando
comparada com a liga 3004, e por estes motivos vêm sendo cada vez mais utilizada na
indústria. Os compostos intermetálicos da liga 3104 são ligeiramente maiores do que os
encontrados nas liga 3004, levando em consideração os mesmos parâmetros de
processamento, e supõe-se que este seja um dos motivos da maior facilidade desta liga em
desenvolver a textura cúbica, necessária para o balanceamento do orelhamento após as
intensas reduções de espessura as quais o material é submetido durante a laminação frio para
chegar à espessura final (CHENG, 2000). A Figura 8 mostra uma micrografia das duas ligas
na qual é possível notar uma pequena diferença no tamanho dos compostos intermetálicos.
Figura 8 – Morfologia dos compostos intermetálicos das ligas 3104 e 3004.
Fonte: Cheng (2000).
O Mn faz parte do grupo de elementos que formam precipitados de segunda
fase nas ligas de alumínio em função de sua baixa solubilidade e geralmente em sistemas
quaternários que também possuem Fe e Si encontra-se o intermetálico Al12(Fe,Mn)3Si. A
solubilidade do Mn é mais limitada do que a do Mg no alumínio, chegando a
aproximadamente 2%. A Figura 9 apresenta a solubilidade de alguns elementos no alumínio.
As ligas da série 3XXX geralmente possuem este sistema quaternário Al-Fe-Mn-Si como
base, e neste sistema as duas principais fases intermetálicas são a ortorrômbica Al6(Fe,Mn), e
a cúbica Al12(Fe,Mn)3Si. Os volumes relativos destas duas fases são dependentes da
composição química da liga, das taxas de solidificação, e dos parâmetros utilizados no forno
de homogeneização. Quando falamos da influência da composição química nos dispersoides
46
ou precipitados o Fe possui papel preponderante, já que sua solubilidade no alumínio de
0,05% é limitada e auxilia na formação destes compostos intermetálicos. O Fe influencia
fortemente ligas Al-Mn-Si, aumentando o volume de compostos intermetálicos mesmo
quando seu volume na liga é pequeno, auxiliando na precipitação do Mn em solução sólida
supersaturada, e impedindo a formação de fases ternárias metaestáveis, como a AlxMnyFez
(GANDHI, 1994). Em processos nos quais a taxa de solidificação é alta há predominância da
fase A12(Fe,Mn)3Si, em taxas mais amenas a fração volumétrica da fase A6(Fe,Mn) é maior
(VASUDEVAN; DOHERTY, 1989). O Si também influencia na proporção da fase
A12(Fe,Mn)3Si presente na liga, quanto maior seu contento mais compostos intermetálicos
com esta composição serão formados e mais facilmente se realizará a transformação da fase
Al6(Fe,Mn) durante o processo de homogeneização do lingote (GANHDI, 1994). O Ti,
presente em pequenas quantidades na liga 3104, atua como um refinador de grão, adicionado
momentos antes da fundição do lingote, geralmente na composição de liga 5% Titânio 0,3%
Boro, e proporciona inúmeros pontos para nucleação (ALUMINUM ASSOCIATION, 2007).
O Mn proporciona endurecimento por solução sólida, mas é menos eficaz individualmente no
endurecimento por encruamento se comparado ao Mg. O efeito de endurecimento em função
da adição de Mn no Al pode ser visualizado na Figura 10, onde as linhas superiores
representam a têmpera H19 e as inferiores a têmpera O. Nota-se que na liga que foi somente
recozida a diferença nos limites de escoamento e resistência a tração são significativos, já no
material altamente encruado esta diferença é reduzida drasticamente (VASUDEVAN;
DOHERTY, 1989). Em ligas binárias nas quais o Mn se mantém em solução sua adição é
eficaz tanto no endurecimento por solução sólida quanto por trabalho a frio. O Mn apresenta
um efeito positivo na alteração da morfologia acicular dos constituintes intermetálicos
gerados pelo Fe presente na liga, que fragilizam o material além de funcionar como um
retardador do crescimento de grão durante tratamentos térmicos de lingotes. Em adição, o Mn
é eficaz em aumentar a temperatura de recristalização e em retardar a recuperação. (ASM
METALS HANDBOOK VOLUME 2, 1992).
A solubilidade máxima do Mg no alumínio chega a aproximadamente 16%,
mas nas ligas de uso comercial não é comum haver mais do que 5% deste elemento. O Mg
proporciona resultados de endurecimento por trabalho a frio mais significativos nas ligas de
Al do que o Mn e por esta razão grande parte das ligas comerciais, como a 3104, possui
adições deste elemento, as vezes excedendo a porcentagem de Mn. Tratando-se de
porcentagem em peso o Mn proporciona aproximadamente 35 MPa de aumento no limite de
escoamento em têmpera H19 a cada 1% de adição em contraste com 70MPa de aumento com
47
a adição de 1% Mg. Com a adição de Mg a densidade de discordâncias em ligas trabalhadas a
frio aumenta e não há uma tendência de formação de subgrãos que possuem interiores livres
de discordâncias como ocorre com ligas binárias Al-Mn têmpera H19 (VASUDEVAN;
DOHERTY, 1989). Dentre as formas que átomos de soluto influenciam no endurecimento do
material, como pela precipitação durante a deformação, aumentando a taxa da multiplicação
de discordâncias, ou retardando a recuperação, o Mg é mais atuante na segunda, apesar de
retardar a recuperação também (TOTTEN; MACKENZIE, 2003). O parâmetro de trabalho a
frio em função do soluto de Doherty (H), que usa valores da equação de Hollomon, pode ser
utilizado, levando-se em conta certa variabilidade, para indicar qual o soluto mais eficaz no
aumento da resistência do alumínio após trabalho a frio. A Tabela 16 mostra valores
aproximados para H, representativos da eficácia de diferentes elementos no endurecimento
por trabalho a frio. É possível notar pela observação desta tabela que o Cu é o elemento mais
capaz de auxiliar no encruamento do alumínio, seguido pelo Si e pelo Mg, sendo o Zn o
menos eficaz.
Figura 9 – Solubilidade do Cr, Mn, Si, Cu, Mg, e Zn no alumínio.
Fonte: ASM Metals Handbook Volume 2 (1992).
48
Figura 10 – Propriedades mecânicas em função da adição de manganês.
Fonte: Vasudevan e Doherty (1989).
Tabela 16 – Parâmetro de trabalho a frio em função do soluto de Doherty.
Elemento
Cu
Si
Mg
Mn
Zn
H (GPa)
3,38 +/- 0,20
1,56 +/- 0,05
1,52 +/- 0,14
1,03 +/- 0,17
0,27
Fonte: Adaptado de Totten e Mackenzie (2003).
A liga 3104 têmpera H19 é largamente utilizada na fabricação do corpo de
latas para bebidas e é a esta aplicação que se destina seu maior volume. A Tabela 17 apresenta
a composição química e suas tolerâncias para a liga 3104, 3004, e para a liga original 3003 de
acordo ao segundo volume do Metals Handbook da ASM. É possível notar que a porcentagem
de Mg é maior do que na liga original para que haja um bom resultado de endurecimento por
trabalho a frio em adição ao que ocorre por solução sólida (Mn). A Tabela 18 apresenta as
propriedades mecânicas para as mesmas ligas. Em seus estudos da liga 3104 T. M. Yu, R.
49
Brooks, e S. Goodrich encontraram valores próximos a 300 MPa para o limite de resistência a
tração e alongamento percentual próximo a 3% no material com redução de 88% na
laminação a frio. Diferentes fontes especificam o limite de resistência a tração da liga 3104
H19 ao redor de 290 MPa, limite de escoamento próximo a 260 MPa, e alongamento
percentual em cerca de 4%. A eficácia do Mn no endurecimento por solução sólida e do Mg
no endurecimento pela multiplicação de discordâncias no trabalho a frio trabalham em
conjunto para fazer da liga 3104 o material de escolha na fabricação de embalagens para
bebidas que requerem resistência mecânica e a corrosão. Em função de sua utilização no
mercado de embalagens e de todo sistema de reciclagem montado ao seu redor a liga 3104
H19 é uma das ligas de alumínio com o maior volume de produção no mundo (KAUFMAN,
2000).
Tabela 17 – Composição química das ligas 3104, 3004, e 3003 e seus limites de adição.
Elemento
Si
Fe
Cu
Mn
Mg
Cr
Ni
Zn
Ga
V
Ti
Outros
Elementos
- Total
Al
Porcentagem em peso
3104
3004
3003
0,6
0,3
0,3
0,8
0,7
0,7
0,05-0,25
0,25
0,05-0,20
0,8-1,4
1,0-1,5
1,0-1,5
0,8-1,3
0,8-1,3
...
...
...
...
...
...
...
0,25
0,25
0,01
0,05
...
...
0,05
...
...
0,1
...
...
0,15
0,15
0,15
Restante
Restante
Restante
Fonte: ASM Metals Handbook Volume 2 (1992).
50
Tabela 18 – Propriedades mecânicas para as ligas 3104, 3004, e 3003.
Liga
3003
3003
3004
3004
3104
L.R.T. L.E.
Têmpera
MPa MPa
O
H18
O
H38
H19
110
200
180
285
290
40
185
70
250
260
Resistência
Along.
Módulo de
Dureza
ao
%
Elasticidade
HB
Cisalhamento
(50mm)
GPa
MPa
30
4
20
5
4
28
55
45
77
78
75
110
110
145
175
69
69
69
69
69
Fonte: ASM Metals Handbook Volume 2 (1990) e www.matweb.com.
As características microestruturais da liga 3004 e seu desenvolvimento durante
o processo de laminação podem ser visualizadas na Figura 11 (TOTTEN; MACKENZIE,
2003). A figura (a) exibe a liga depois do pré-aquecimento na homogeneização em um lingote
de 500 mm de espessura, a figura (b) depois da laminação a quente em uma chapa de 47 mm,
e a figura (c) depois da laminação a frio já em formato de folha com 0,33 mm de espessura. É
possível notar que a homogeneidade microestrutural aumenta com o trabalho a quente e
posteriormente a frio do material. Assim como mencionado anteriormente os principais
compostos intermetálicos das ligas 3XXX são o Al6(Fe,Mn), e o Al12(Fe, Mn)3Si, e apesar dos
efeitos negativos de intermetálicos em ligas de alta resistência a boa conformabilidade da liga
3104 H19 é dependente do controle do tamanho, da fração volumétrica, e da distribuição
destas partículas na matriz (TOTTEN; MACKENZIE, 2003). O composto intermetálico
Al12(Fe, Mn)3Si é mais duro do que o composto e Al6(Fe, Mn) e auxilia na prevenção de
acúmulo de escória, geralmente óxido de alumínio, nas ferramentas de conformação durante o
processo de repuxo profundo (GANDHI, 1999). Uma das principais finalidades da
homogeneização dos lingotes em altas temperaturas antes do processo de laminação é
justamente a redução no volume do composto intermetálico β-Al6(Fe,Mn) e a propagação do
α-Al12(Fe,Mn)3Si.
51
Figura 11 – Microestrutura da liga 3004, (a) depois do forno de homogeneização, (b) depois da
laminação a quente, e (c) depois da laminação a frio.
Fonte: Totten e Mackenzie (2003).
2.2. CARACTERIZAÇÃO MECÂNICA
É comum a utilização das palavras propriedade e característica para significar a
resposta de um dado material a um estímulo externo. Dependendo das diferenças em sua
estrutura, ou arranjo, desde o nível subatômico ao macroscópico, materiais distintos
demonstrarão diferentes intensidades e tipos de respostas a um mesmo estímulo. Dentre as
principais propriedades dos materiais é possível mencionar as mecânicas, elétricas, térmicas,
ópticas, magnéticas, e de degradação. As propriedades mecânicas geralmente correlacionam
deformação com forças ou tensões aplicadas (CALLISTER, 2006). Neste estudo da liga 3104
H19 foram obtidos por meio de ensaios de tração os valores do limite de resistência à tração,
limite de escoamento, e alongamento percentual. Com os dados das curvas de engenharia a
curva real foi calculada e por meio dela o expoente de encruamento n foi obtido. Por meio dos
corpos de prova utilizados no ensaio de tração o índice de anisotropia R de Lankford foi
). Em adição,
calculado, e em função deste índice os de anisotropia planar (∆R) e normal (
foram realizados ensaios de embutimento Enrichsen, que podem ser utilizados
comparativamente como indicativos da conformabilidade do material, Nakazima, para a
obtenção de curvas limite de conformação (CLC), de microdureza Vickers, e de rugosidade
superficial (Ra). A rugosidade dos laminados fez parte deste estudo porque que diferentes
artigos correlacionam este fator ao desempenho do material em repuxo profundo. As seções
abaixo descrevem estes tópicos embasados na bibliografia utilizada.
52
2.2.1 Tração versus Deformação
O comportamento mecânico dos materiais é estudado pela aplicação de
tensões, compressões, ou forças multiaxiais e observação concomitante de sua deformação até
a falha. Para a obtenção de valores indicativos das características mecânicas de um material é
comum o uso de ensaios de tração uniaxial, que utilizam equipamentos especialmente
desenhados para esta função. O teste de tração ocorre por meio de um dispositivo que possui
uma parte fixa e outra parte móvel, a qual sujeita o corpo de prova a uma carga uniaxial
crescente até a sua ruptura. Durante a aplicação de força as medidas geométricas do corpo de
prova são registradas de forma que é possível, com estes dois dados, traçar uma curva
comumente chamada de curva tensão deformação. A Figura 12 ilustra um equipamento de
ensaio de tração. Esta curva, que se assemelha a chamada curva de engenharia, dispõe de
forma gráfica os dados da força e do alongamento ao qual o corpo de prova foi sujeitado. A
geometria do corpo de prova influencia o resultado destes dados, já que quanto maior sua
secção transversal maior será a carga necessária para deformá-lo a uma dada porcentagem de
alongamento. Para eliminar este problema a força e o alongamento foram normalizados. As
Equações 1 e 2 representam a tensão de engenharia (s) e a deformação de engenharia (e) que
compõe a curva de engenharia acima mencionada (ASM METALS HANDBOOK VOLUME 8,
2000).
Figura 12 – Equipamento para ensaio de tração uniaxial.
Fonte: Callister (2006).
53
=
(1)
Onde:
s = tensão de engenharia (MPa)
P = força (N)
A0 = área original da secção transversal do corpo de prova (mm2)
e =
=
=
(2)
Onde:
e = deformação de engenharia (mm/mm)
δ = alongamento linear do extensômetro (mm)
L0 = comprimento linear original da secção útil do corpo de prova (mm)
L = comprimento linear final (mm)
Vários fatores influenciam o formato e a magnitude da curva de engenharia.
Tipos de materiais diferentes terão respostas distintas às tensões impostas ao corpo de prova.
Para os metais a composição da liga, a têmpera ou o tratamento térmico, o histórico de
deformação, a taxa de deformação, a temperatura, e os tipos de tensões aplicadas
influenciarão a forma da curva. A nomenclatura utilizada na descrição da curva de engenharia
tensão deformação faz alusão a propriedades mecânicas como o limite de resistência à tração
e limite de escoamento, ambos medidas da rigidez do material, alongamento percentual e
porcentagem de redução da área da secção transversal, estes dois últimos medidas de
ductilidade (ASM METALS HANDBOOK VOLUME 8, 2000).
Cabe aqui fazer uma explanação sobre alguns termos utilizados na
caracterização mecânica dos materiais. As medidas de rigidez de um material se relacionam a
sua capacidade de evitar deformações e estão intrinsecamente ligadas a forças atômicas. O
módulo de elasticidade E, também chamado de módulo de Young, representa esta rigidez e é
o componente angular da parcela retilínea da curva tensão deformação. Para os metais o
módulo de elasticidade varia de 45 GPa para o magnésio até 407 GPa para o tungstênio
(CALLISTER, 2006). A temperatura afeta o módulo de elasticidade e por consequência os
valores do limite de resistência à tração e o limite de escoamento. A Tabela 19 apresenta o
efeito da temperatura no módulo de elasticidade de alguns metais.
54
Tabela 19 – Módulo de Elasticidade para alguns metais e o efeito da temperatura.
Módulo de elasticidade (GPa) nas temperaturas:
Material
Aço Carbono
Aço Inox
Austenítico
Ligas de Titânio
Ligas de Alumínio
Temperatura
Ambiente
207
250o C
186
155
134
124
193
176
159
155
145
114
72
96.5
65.5
74
54
70
425o C 540o C 650o C
Fonte: ASM Metals Handbook Volume 8 (2000).
O limite de escoamento é ponto no qual ocorre a transição do regime de
deformação elástico para o plástico, e como este fenômeno ocorre gradualmente para a
maioria dos materiais é difícil precisar com exatidão este ponto (ASM METALS HANDBOOK
VOLUME 8, 2000). A deformação elástica é homogênea e reversível, o que significa que
quando as tensões aplicadas são retiradas o objeto volta ao seu formato original. A
deformação elástica possui proporcionalidade definida entre a tensão e a deformação, e na
curva de engenharia é a parte retilínea. A lei de Hooke é utilizada para representar a
deformação elástica e pode ser vista na Equação 3.
s = Ee
(3)
Onde:
s = tensão (MPa)
E = Módulo de elasticidade (GPa)
e = deformação (mm/mm)
De uma perspectiva atômica a deformação elástica pode ser entendida como a
mudança entre o espaçamento dos átomos sem que haja rompimento de suas ligações
originais (CALLISTER, 2006). O limite de escoamento proporcional (off set yield), as vezes
chamado de limite de proporcionalidade, é convencionado como a tensão equivalente ao
ponto de intersecção de uma linha paralela à porção elástica da curva iniciada no ponto 0,2%
de deformação e representa a tensão máxima suportada pelo material antes da deformação
plástica. Uma vez ultrapassado o limite de escoamento já não há mais proporcionalidade entre
a tensão e a deformação e a lei de Hooke deixa de ser aplicável. Para o limite de
55
proporcionalidade a Equação 4 pode ser seguida (ASM METALS HANDBOOK VOLUME 8,
2000).
= ,
(4)
Onde:
s0 = Limite de proporcionalidade (MPa)
Pproporcionalidade
= 0,002
= Tensão de engenharia correspondente à intersecção da reta paralela
iniciada no ponto de 0,2% de deformação (N)
A0 = área original da secção transversal do corpo de prova (mm2)
Para os materiais que não possuem uma parcela linear bem definida na curva
tensão deformação o limite de escoamento proporcional, convencionado em 0,2% de
deformação, não deve ser utilizado e nestes casos a prática comum é utilizar uma técnica
similar iniciada a 0,5% de deformação (ASM METALS HANDBOOK VOLUME 8, 2000).
O limite de resistência à tração é a maior tensão aplicada antes da ruptura do
corpo de prova. Depois de sair do regime elástico o material começa a deformar
plasticamente. A deformação plástica é irreversível, o que quer dizer que quando a tensão
aplicada é retirada o objeto já não volta mais ao seu formato original. A deformação plástica é
heterogênea, tanto macroscopicamente quanto microscopicamente. A curva de engenharia
tensão deformação não leva em consideração a diminuição da área da secção transversal do
corpo de prova durante a deformação plástica e por este motivo ascende até o limite de
resistência à tração e depois começa a cair até o ponto da falha. O limite de resistência à
tração pode ser expresso pela Equação 5 (ASM METALS HANDBOOK VOLUME 8, 2000).
= !
(5)
Onde:
Su = Limite de resistência à tração (MPa)
Pmax = Carga Máxima (N)
A0 = área original da secção transversal do corpo de prova (mm2)
De uma perspectiva atômica a deformação plástica pode ser entendida como o
rompimento das ligações originais que havia entre átomos vizinhos e após a movimentação o
56
reatamento de ligações com novos vizinhos (CALLISTER, 2006). Por este motivo, mesmo
que a tensão causadora da deformação seja eliminada o formato do objeto ficará
permanentemente alterado. A deformação plástica nos metais ocorre por meio de sistemas de
escorregamento, compostos por planos e direções de escorregamentos onde há maior
compactação atômica. Inúmeros estudos foram dedicados a este fenômeno de deformação
plástica já que as tensões observadas empiricamente para que ocorresse o escorregamento
eram às vezes várias ordens de grandeza menores do que as tensões teóricas. Esta grande
diferença foi explicada pela teoria das discordâncias proposta originalmente em 1934 por
Orowan, Polyani e Taylor (REED HILL, 1982).
Junto às medidas de rigidez já explanadas, figuram também a tenacidade e a
resiliência. A tenacidade é a capacidade do material de absorver energia até que ocorra a falha
e no gráfico tensão deformação pode ser representada pela área total abaixo da curva. A
resiliência é a capacidade do material de absorver energia dentro do regime elástico de
deformação e na curva de engenharia é representado pela área abaixo da porção da curva até o
ponto do limite de proporcionalidade.
Em adição às medidas de rigidez há também as medidas de ductilidade. A
ductilidade é considerada como uma propriedade subjetiva, ou qualitativa, dos materiais
(ASM METALS HANDBOOK VOLUME 8, 2000). As medidas de ductilidade são o
alongamento percentual e a redução de área percentual. Estas medidas são obtidas durante o
ensaio de tração por medições do corpo de prova fraturado. As Equações 6 e 7 representam o
alongamento percentual e a redução de área respectivamente.
"# = $ (6)
Onde:
ef = Alongamento percentual
Lo = Comprimento original do corpo de prova (mm)
Lf = Comprimento final do corpo de prova (mm)
% =
$
Onde:
q = redução percentual da área da secção transversal do corpo de prova
Ao = Área original da secção transversal do corpo de prova (mm2)
(7)
57
Af = Área final da secção transversal do corpo de prova (mm2)
As medidas de ductilidade são importantes porque indicam quanto um material
irá deformar antes que ocorra a falha. Para muitas aplicações isto é importante, pois há algum
tipo de aviso antes que ocorra a ruptura. Os materiais são geralmente classificados como
dúcteis ou frágeis, os primeiros deformam plasticamente antes da falha, os últimos falham
catastroficamente, sem deformação plástica apreciável. Consideram-se materiais que fraturam
de forma frágil aqueles cuja deformação não chega a 5% antes da falha (CALLISTER, 2006).
É possível observar na Figura 13, que representa a curva de engenharia tensão
deformação típica para materiais metálicos, a porção linear que demonstra a deformação
elástica, o limite de proporcionalidade indicado pela linha pontilhada, que aponta a transição
da deformação elástica para a plástica, o limite de resistência à tração, no ponto mais alto da
curva, e a tensão de ruptura, na qual o corpo de prova falha. É possível observar pelo gráfico
que para a deformação plástica iniciada após o limite de escoamento continuar é necessário
que haja um aumento da tensão aplicada. Isso ocorre pelo endurecimento por trabalho a frio,
também chamado de encruamento. Até o ponto de maior tensão na curva, denominado limite
de resistência à tração, encontra-se a porção de deformação plástica “uniforme” do corpo de
prova, isto é, o espécime alonga em sua área útil como um todo, e por consequência deste
alongamento ocorre um afinamento de sua seção transversal para que o volume seja mantido.
Este afinamento que até certo ponto é uniforme, em função de alguma falha ou ponto fraco
pré-existente no material, concentra-se em uma área de estricção após o limite de resistência a
tração comumente chamada de pescoço. Uma vez iniciado o pescoço toda a deformação
plástica irá se concentrar neste ponto, por este motivo o endurecimento por encruamento, que
gerava a necessidade de aumento de tensão aplicada não mais compensará pela diminuição na
área da seção transversal, e a curva começa a cair. O desenho do corpo de prova na Figura 13,
entre o limite de resistência a tração e a tensão de ruptura ilustra o aparecimento do pescoço
no corpo de prova. (CALLISTER, 2006).
58
Figura 13 – Curva de engenharia tensão deformação.
Fonte: ASM Metals Handbook Volume 8 (2000).
Por isso, após o limite de resistência à tração ser atingindo a tensão necessária
para continuar a deformação, agora localizada no pescoço, até a falha do corpo de prova
diminui. Esta diminuição da tensão até a falha ocorre porque a área da secção transversal
instantânea não é considerada, e sim a área original. Conforme o “empescoçamento” progride
até a ruptura a área da secção transversal diminui, e o que ocorre na realidade é que o material
continua a endurecer por trabalho a frio até a falha, dificultando e não facilitando a
deformação. Por este motivo muitas vezes a curva real tensão deformação é utilizada em lugar
da curva de engenharia. A Figura 14 exibe a curva real tensão deformação.
59
Figura 14 – Curva real tensão deformação.
Fonte: ASM Metals Handbook Volume 8 (2000)
A tensão real pode ser calculada, de acordo a G.E.Dieter, pelo uso da equação
8 até o ponto onde se inicia o “empescoçamento”. Depois deste ponto medidas empíricas
devem ser coletadas levando em consideração a área instantânea da secção transversal do
pescoço e a carga aplicada naquele instante.
& =
'" + 1* = '" + 1*
(8)
Onde:
σ = Tensão verdadeira (MPa)
e = Deformação de engenharia (mm/mm)
s = Tensão de engenharia (MPa)
Da mesma forma, a deformação verdadeira pode ser calculada pelo uso da
Equação 9, também até o ponto de “empescoçamento”. Depois do inicio a estricção a
Equação 10, que leva em consideração os diâmetros instantâneos deve ser utilizada (ASM
METALS HANDBOOK VOLUME 8, 2000).
60
+ = ln'" + 1* = ./
(9)
Onde:
ε = Deformação verdadeira
e = Deformação de engenharia
+ = ./
2
3
2
1 3 45
1 45
= ./ 0
6 = 2./
5
5
(10)
Onde:
ε = Deformação verdadeira
A = Área final (mm2)
Ao = Área original (mm2)
D = Diâmetro final (mm)
Do = Diâmetro original (mm)
Pela quantidade significativa de informações disponibilizadas sobre um
material o teste de tração é um dos mais utilizados, e mais importantes, na caracterização de
metais. Em adição, com os dados coletados da curva de engenharia é possível traçar a curva
real tensão deformação, da qual mais informações importantes podem ser adquiridas. Dentre
as medidas de interesse que podem ser calculadas pelo uso da curva real estão o expoente de
encruamento, n, e o coeficiente de resistência K. A seção abaixo discorrerá sobre estes
tópicos.
2.2.2 Expoente de Encruamento n
Os mecanismos para o aumento da resistência dos metais incluem o
endurecimento por solução sólida, pela diminuição do tamanho de grão, pela precipitação de
outras fases, e pelo trabalho a frio. Todos estes mecanismos estão relacionados à mobilidade e
a densidade das discordâncias. Quando esta mobilidade é prejudicada mais energia será
necessária para fazer o material deformar plasticamente. O encruamento, ou endurecimento
por trabalho a frio, aumenta a resistência dos metais pelo aumento na densidade de
discordâncias. A energia para gerar deformação plástica à temperatura ambiente é em sua
61
maioria despendida na geração de calor. Dependendo da taxa de geração de calor e da taxa de
perda de calor, metais como o cobre, o titânio, e certas ligas de alumínio podem chegar a 90o
C durante o trabalho a frio, e aços de baixo carbono laminados a frio com altas taxas de
deformação podem chegar a 100o C. Nem toda energia é perdida na forma de calor, ao redor
de 2 a 10% da energia empregada na deformação plástica é armazenada no material na forma
de defeitos na rede cristalina. Em adição, a forma, a densidade, e a distribuição dos defeitos
são dependentes do tipo da estrutura cristalina do metal, da temperatura em que ocorre o
trabalho a frio, e das taxas de deformação utilizadas. A microestrutura do material encruado
terá características peculiares em função da energia de defeito de empilhamento (EDE), dos
átomos de soluto presentes na liga, do tamanho médio inicial dos grãos, e dos parâmetros
utilizados no processamento, como a temperatura e a velocidade de deformação (PADILHA;
SICILIANO, 2005).
Um dos modelos propostos mais aceitos para a multiplicação de
discordâncias é o de Frank-Read, exposto pela primeira vez em 1950. Neste modelo,
conforme a deformação a frio ocorre, anéis de discordância se multiplicam como ilustrado na
Figura 15 em função de uma discordância que foi travada por dois obstáculos. A Figura 16
apresenta uma micrografia de uma liga de alumínio com 4% Cu que exemplifica o mecanismo
esquematizado abaixo.
Figura 15 – Mecanismo Frank-Read de multiplicação de discordâncias.
Fonte: Padilha (2000)
62
Figura 16 – Micrografia do mecanismo de Frank-Read de multiplicação de discordâncias em uma liga
de alumínio com 4% Cu.
Fonte: Totten e Mackenzie (2003).
O enrijecimento do material pode ser entendido como um efeito da interação
das discordâncias e dos campos de tensões gerados por elas. Conforme a densidade de
discordâncias aumenta, a distância média entre elas diminui, levando em consideração que na
média as interações discordância-discordância são repulsivas este aumento de densidade
atrapalha deslocamentos, aumentando a resistência do material à deformação (CALLISTER,
2006).
Na curva de engenharia é possível observar este fenômeno de encruamento na
porção de deformação plástica uniforme, onde fica claro que para que a deformação continue
aumentando deve haver um aumento da tensão aplicada. Utilizando-se as equações 8 e 9 é
possível traçar a curva tensão deformação verdadeira com os dados obtidos de ensaios de
tração. A equação de Hollomon, também chamada de equação de conservação da energia,
descrita abaixo na Equação 11, é comumente utilizada para aproximar curvas tensão
deformação verdadeira. Vale ressaltar que a equação de Hollomon não é aplicável para todos
os casos e variações são comuns para casos específicos (ASM METALS HANDBOOK
VOLUME 8, 2000).
σ = Kεn
Onde:
σ = tensão verdadeira
(11)
63
ε = deformação verdadeira
K = coeficiente de resistência
n = expoente de encruamento
O n, ou expoente de encruamento, define o aumento de tensão necessária para
cada acréscimo de deformação, e desta forma, quanto maior seu valor mais resistente será o
material (OTOMAR, 2010). O expoente de encruamento pode ser entendido também como a
capacidade intrínseca do material de endurecer pelo trabalho a frio. Valores altos de n são um
bom indicativo da capacidade do material de resistir à estricção, e por consequência podem
ser utilizados para avaliar a conformabilidade de um material. Para a obtenção de n o método
mais utilizado consiste na geração de um gráfico Log-Log da equação 11, na forma descrita
na Equação 12 (ASM METALS HANDBOOK VOLUME 08, 2000)
Log(σ) = Log(K) + nLog(ε)
(12)
Com a utilização da Equação 12 a equação de Hollomon assumirá a forma de
uma linha reta y = a + nx, sendo a representativo de K na tensão equivalente a deformação
igual a um (ε = 1), e n, que representa a constante do expoente de encruamento, sendo o
coeficiente angular da reta (slope). A Figura 17 mostra a reta gerada a partir do Log da tensão
8
verdadeira e do Log da deformação verdadeira junto ao coeficiente angular / = 9.
Figura 17 – Log da tensão verdadeira versus Log da deformação verdadeira, e coeficiente angular n.
Fonte: ASM Metals Handbook Volume 8 (2000).
64
Para a grande maioria dos metais os valores de n variam entre 0,10 e 0,50.
Sendo que n = 0 representa um sólido plástico perfeito, e n = 1 representa um sólido elástico
perfeito, assim como ilustrado na Figura 18 (ASM METALS HANDBOOK VOLUME 8, 2000).
A Tabela 20 apresenta valores de n para algumas ligas metálicas e a Tabela 21 mostra estes
mesmos parâmetros para ligas de alumínio.
Figura 18 - Diferentes valores de n e curvas representativas.
Fonte: ASM Metals Handbook Volume 8 (2000).
Tabela 20 – Valores de n para diferentes ligas metálicas.
Liga
Aço Carbono 0,05%
Aço SAE 4340
Têmpera
Recozido
Recozido
n
0,26
0,15
K (Mpa)
530
641
Aço Carbono 0,6%
Revenido e Temperado a 540o C
0,10
1572
Aço Carbono 0,6%
Cobre
Latão 70/30
Revenido e Temperado a 705o C
Recozido
Recozido
0,19
0,54
0,49
1227
320
896
Fonte: ASM Metals Handbook Volume 8 (2000)
65
Tabela 21 – Valores de n para diferentes ligas de alumínio.
Liga e Têmpera
1100 - O
3003 - O
6061 - O
5052 - O
5054 - O
5086 - O
5456 - O
n
0,242
0,242
0,209
0,198
0,189
0,193
0,178
K (Mpa)
146
188
224
281
340
368
479
Fonte: Totten e Mackenzie (2003)
Para o calculo de n neste trabalho a norma SEW 1125 foi utilizada. Esta
fórmula guarda estreita semelhança com fórmulas relacionadas à regressão linear. Por este
motivo o coeficiente de Pearson também foi utilizado para verificação da correlação linear
entre os dados. Como n é calculado sendo a constante angular da reta do gráfico Log(σ)
versus Log(ε) a Equação 13 foi utilizada.
n=
A
A
: ∑A
BC'<='>*∗<='@**'∑BC <='>**∗'∑BC <='@**
A
: ∑A
DC'<='>** '∑BC <='>**
(13)
Onde:
n = Expoente de encruamento (slope)
N = Tamanho da amostra (número de pontos na curva tensão deformação verdadeira)
σ = Tensão verdadeira
ε = Deformação Verdadeira
O coeficiente de Pearson indica a correlação linear entre dados e seus valores
encontram-se entre -1 e 1. Valores próximo a 0 indicam que não há correlação linear entre os
dados. Valores próximos de -1 ou de 1 indicam forte correlação linear negativa, ou positiva,
respectivamente. Todos os valores encontrados para os dados utilizados no calculo de n do
presente trabalho indicaram correlação linear positiva.
66
2.2.3 Anisotropia e o R de Lankford
As propriedades de um monocristal podem variar de acordo com a direção
cristalográfica analisada, e a este fenômeno dá-se o nome de anisotropia. Quando as
propriedades são independentes da direção avaliada diz-se que o material é isotrópico.
Portanto, materiais anisotrópicos exibem propriedades mecânicas, elétricas, e magnéticas
dependentes da direção cristalográfica. Muitas vezes estas diferenças são anuladas pela
policristalinidade dos materiais, já que diferentes grãos distribuídos ao acaso anulam as
discrepâncias entre eles. No entanto, devido a características dos processos produtivos
comumente utilizados no beneficiamento de metais, como a laminação, criam-se tendências
de orientação cristalográfica para os grãos, usualmente chamada de textura (CALLISTER,
2006). A anisotropia influencia a conformabilidade e muitas vezes para materiais com
texturas acentuadas os limites de escoamento, de resistência à tração, e alongamentos
percentuais, variam de acordo com o ângulo em relação à direção de laminação. O índice de
anisotropia plástica R, chamado também de R de Lankford é utilizado para medir a variação
na deformação plástica em diferentes orientações. Este índice pode ser calculado como a
razão entre deformação verdadeira na largura (εw) e a deformação verdadeira na espessura (εt)
de um corpo de prova em um ponto pré-definido de seu alongamento percentual. No entanto,
como a medição da variação na espessura de uma chapa é muitas vezes imprecisa, opta-se por
alterar a fórmula de maneira que os valores da variação no comprimento (εl) sejam utilizados
no lugar dos valores da espessura. Esta alteração é possível pelo fato do volume do material se
manter constante após a deformação. A Equação 14 é normalmente utilizada para calcular o
índice de anisotropia R e pode ser reescrita para utilizar as larguras e comprimentos do corpo
de prova antes e depois do ensaio (ASM METALS HANDBOOK VOLUME 8, 2000).
E =
FG
FH
=−
FG
FG JF
=
M
KL0 6
KLN
M$
O$ ∗M$
O ∗M
P
Onde:
R = Índice de anisotropia de Lankford
εw = Deformação verdadeira na largura do corpo de prova
εt = Deformação verdadeira na espessura do corpo de prova
εl = Deformação verdadeira no comprimento do corpo de prova
(14)
67
Wo = Largura original do corpo de prova
Wf = Largura final do corpo de prova
Lo = Comprimento original do corpo de prova
Lf = Comprimento final do corpo de prova
Da Equação 14 pode-se inferir que quanto maior R, ou quanto menor a
deformação na espessura εt em relação à deformação na largura εw mais propício é o material
para a estampagem, pois resiste mais ao afinamento do que a deformação no plano da chapa,
postergando a estricção. É comum que o índice de anisotropia seja calculado para diferentes
orientações em relação à direção de laminação. Processos termomecânicos, como a laminação
a quente ou a frio, tendem a influenciar a disposição dos grãos, que se alinham com a direção
de laminação. Geralmente retiram-se corpos de prova a 45º, 90º, e na própria direção de
laminação, a 0o. Os diferentes valores de R encontrados para os três ângulos são indicativos
de discrepâncias no comportamento mecânico em função da direção e juntos fornecem
informações sobre a anisotropia planar e normal de um laminado. A Figura 19 apresenta as
medidas de importância em um corpo de prova para o cálculo de R e os ângulos dos quais os
corpos de prova são normalmente retirados para obtenção dos índices de anisotropia (R),
).
anisotropia planar (∆R), e anisotropia normal (
.
Figura 19 – Corpos de prova e ângulos utilizados para o cálculo de R, ∆R, e Fonte: Chemin Filho (2004).
Estudos sobre o repuxo profundo de metais demonstram que as taxas limite de
repuxo, chamadas também de razão críticas do diâmetro (LDR – limiting drawing ratio), e os
68
) são parâmetros significativos da conformabilidade do
índices de anisotropia normal (
material a este tipo de processamento (ASM METALS HANDBOOK VOLUME 08, 2000).
As taxas limite de repuxo indicam a razão entre o tamanho máximo do esboço (blank) e o
diâmetro do punção para que na conformação de repuxo profundo não ocorra fratura no copo
e tampouco rugas nas paredes ou outros defeitos. Em essência, o LDR é o resultado da divisão
do diâmetro do máximo do esboço (blank) (Do max) pelo diâmetro do punção (do) de forma que
a peça final esteja isenta de defeitos. Quanto maior o LDR de um material mais propício o
mesmo será para operações de repuxo profundo. Os índices de anisotropia planar (∆R)
também são de importância, pois indicam tendências de “orelhamento” no copo. Os índices de
anisotropia normal, que podem ser entendidos como as diferenças de propriedades na direção
ortogonal ao plano da chapa, não tiveram sua importância reconhecida até recentemente. Isto
se deu devido à dificuldade de medição das propriedades na direção da espessura e porque as
consequências da anisotropia nesta direção não são visualizáveis (OTOMAR, 2010). A
estreita correlação entre os índices de anisotropia normal e as razões críticas do diâmetro pode
ser visualizada na Figura 20 que dispõe os dados dos dois parâmetros em formato logarítmico,
formando uma linha reta. É possível observar a correlação linear positiva entre os índices de
) e os valores de LDR, indicando materiais cada vez mais favoráveis ao
anisotropia normal (
repuxo profundo conforme estes valores aumentam.
).
Figura 20 – Log-Log da razão crítica de diâmetros e da média da anisotropia normal (
Fonte: ASM Metals Handbook Volume 08 (2000).
Como é prática comum a retirada de corpos de prova a 0o, 45º, e 90º, em
relação à direção de laminação em função da anisotropia planar, acentuada por
69
processamentos como a laminação e a trefilação, os valores de R calculados nestas direções
podem ser usados para a obtenção do índice de anisotropia normal de acordo a Equação 15
(ASM METALS HANDBOOK VOLUME 08, 2000). Levando em consideração a Equação 14
altos indicam uma tendência do material de resistir à
pode-se afirmar que valores de deformação em sua espessura, já que o denominador εt deve ser relativamente menor que o
de um metal, e menor
numerador εw para que valores altos sejam obtidos. Quanto maior o seu ∆R, mais propício ele será para a conformação, pois resistirá ao afinamento da espessura
postergando com isso a estricção além de não apresentar “orelhamento” acentuado.
R JSR3T JRU
EQ = V
(15)
Onde:
= Índice de anisotropia normal
R0 = Índice de anisotropia de Lankford a 0o
R45 = Índice de anisotropia de Lankford a 45o
R90 = Índice de anisotropia de Lankford a 90o
O índice de anisotropia planar pode ser calculado pela Equação 16, e é de
importância na avaliação do fenômeno de orelhamento, que pode ser visualizado na Figura
21. Índices de ∆R igual a zero indicam que as propriedades são as mesmas em todas as
direções no plano da chapa e por isso representam materiais isotrópicos. Materiais
= 1 e ∆R = 0 (ASM METALS
completamente isotrópicos apresentariam valores de HANDBOOK VOLUME 14, 1998). Valores de ∆R maiores do que zero indicam a formação
de orelhas a 0o e a 90º, já que a predominância dos componentes R0 e R90 apontam as direções
nas quais o material resistirá ao afinamento, permitindo com isso uma altura maior da parede
do copo repuxado. Pelos mesmos motivos valores menores que zero indicam a tendência ao
orelhamento a 45º e 135º. A Figura 22 exibe esta correlação.
ΔR = Onde:
E0 −2E45 +E90
2
∆R = Índice de anisotropia planar
R0 = Índice de anisotropia de Lankford a 0o
R45 = Índice de anisotropia de Lankford a 45o
(16)
70
R90 = Índice de anisotropia de Lankford a 90o
Figura 21 – Efeito de “orelhamento” (a) 0o e 90º; (b) 45º; (c) 0o, 45º e 90º; (d) isento.
Fonte: Hosford e Caddell (1993).
Figura 22 – Tendências de orelhamento em função do índice de anisotropia planar.
Fonte: Hosford e Caddell (1993).
2.2.4. Ensaio Erichsen
Ensaios de estiramento são utilizados para avaliar a conformabilidade de
chapas. Hoje as técnicas mais modernas para este tipo de ensaio se relacionam a estudos
elaborados por Nakazima (1968) e Marciniak (1967) e seus resultados geram as chamadas
71
curvas limite de conformação (CLC). Métodos mais tradicionais, como ensaios Erichsen,
Swift, Olsen, e Fukui, continuam a ser empregados pela abundância de trabalhos existentes e
pela sua reprodutibilidade,
produtibilidade, em adição à simplicidade e rapidez
ez de realização. O ensaio
Erichsen consiste em submeter um esboço, geralmente quadrado ou circular, com largura
entre 90 e 100 mm,, a um estado biaxial de tensões gerado pelo avanço de um punção esférico
contra o metal fixo por um prensa chapa sem entalhe. O resultado do ensaio será a distância
percorrida pelo punção, em milímetros,
milímetros até o inicio da fratura na chapa.
chapa É comum que algum
tipo de lubrificação seja utilizado entre o punção e a chapa para evitar que atritos superficiais
influenciem o teste. Os valores obtidos pelo ensaio geralmente podem ser correlacionados
com o expoente de encruamento n apesar de não ser possível estimar o comportamento do
material em repuxo profundo por estes valores (CHEMIM FILHO, 2004). Um dos problemas
deste tipo de teste
este é que o resultado é dependente da espessura da chapa, não sendo possível a
obtenção de um valor que caracterizaria o material em si (OTOMAR, 2010).
2010) No entanto, para
fins de estimativa e comparação de conformabilidade os ensaios Erichsen são muito úteis
útei
além de serem largamente utilizados
utilizado na indústria metal/mecânica, especialmente na avaliação
de chapas soldadas para verificação de homogeneidade de propriedades na área da junção
(CRIVELARO, 2003). A Figura 23 mostra as dimensões e geometria do ferramental
ferrament utilizado
na realização do ensaio Erichsen,
Erichsen, 1 representa o punção, 2 o prensa chapa, 3 a matriz, e 4 o
esboço.
Figura 23 – Ferramental utilizado em ensaios tipo Erichsen.
Fonte Chemin Filho (2004).
72
2.2.5 Curvas Limite de Conformação
A capacidade de um material de deformar-se plasticamente sem a ocorrência
de estricção durante processos de conformação é de grande importância já que inúmeros
processos produtivos dedicam-se a este tipo de atividade. O conceito de gerar
experimentalmente diagramas de limite de conformação (DLC) para chapas metálicas foi
originalmente desenvolvido por S.P. Keeler e G.M. Goodwin nos anos 60 e permitiu a
representação gráfica dos limites da maior deformação verdadeira (ε1) em relação a menor
deformação verdadeira (ε2), ou o seu equivalente nas deformações de engenharia (e1 e e2).
Com os dados obtidos experimentalmente traça-se uma curva limite de conformação (CLC)
que demarca áreas ou zonas de segurança, nas quais provavelmente não ocorrerá falha no
material conformado, e zonas críticas, que marcam o inicio da estricção na chapa. Por meio
deste método é possível projetar ferramentas de conformação que obterão bons resultados
produtivos já que estricções e fraturas podem ser analisadas em função das deformações
localizadas e propostas de alterações geradas em função destas análises (ASM METALS
HANDBOOK VOLUME 14, 1998). A capacidade de uma chapa metálica em ser deformada
sem a ocorrência de falha depende de vários fatores dentre os quais podem ser mencionados
as propriedades de material, as condições superficiais da peça e das ferramentas, as condições
de lubrificação, a geometria da matriz e do punção, o formato e a pressão do prensa chapas, a
velocidade de estampagem, além de outros (CHEMIM FILHO, 2004). Para a elaboração de
um diagrama limite de conformação a chapa é demarcada por uma malha de círculos ou linhas
retas cujas dimensões originais são conhecidas e depois da solicitação da chapa são
mensuradas novamente para que as maiores e menores deformações sejam obtidas. O
tamanho dos círculos ou a distância entre as linhas é de grande importância para o calculo das
deformações já que são a referência utilizada e quaisquer deformações ocorridas entre as
marcações será perceptível somente pela distorção da malha original. Os métodos mais
comumente utilizados para a marcação da chapa são o ataque eletroquímico e a serigrafia. A
Figura 24 mostra alguns dos tipos de malha utilizados para marcação de corpos de prova
usados na obtenção das curvas limite de conformação. Os diferentes tipos de testes utilizados
para a obtenção da curva limite de conformação incluem ensaios de tração, Swift, Fukui, e
Erichsen, que individualmente ou em conjunto permitem que a curva seja traçada (CHEMIM
FILHO, 2004). A Figura 25 mostra corpos de prova (a) com a malha quadrada e (b) circular
que foram submetidos a ensaios Erichen, é possível visualizar também nesta figura a
73
deformação ocorrida na malha no local da fratura e em áreas adjacentes.. Atualmente a maioria
das curvas limite de conformação
conform
são geradas por meio de ensaios propostos por Nakazima
Nakaz
(1968) e Marciniak (1967) que utilizam ferramentais simples e corpos de prova com
diferentes larguras que são impedidos de se movimentarem pela presença de entalhes no
prensa chapa (CHEMIN FILHO, 2004). Os diferentes corpos de prova simulam condições de
deformação que vão de tensões de tração uniaxiais, para os corpos de prova com menor
largura, até tensões biaxiais para os corpos de prova quadrados e as medições realizadas na
malha deformada geram as porcentagens de ε1 e ε2 ou e1 e e2 que serão marcadas no diagrama
limite de conformação (ASM
ASM METALS HANDBOOK VOLUME 14, 1998).
Figura 24 – Diferentes marcações utilizadas como malha para obtenção
obtenção da CLC.
Fonte: Orzturk et. al. (2009)
Figura 25 – Corpos de prova deformados com (a) malha quadrada e (b) malha circular.
Fonte: Orzturk et. al. (2009)
Um diagrama limite de conformação típico pode ser visualizado na Figura 26.
No presente trabalho o método proposto por Nakazima, com ferramental composto por um
74
punção hemisférico, uma matriz, e um prensa chapas com entalhe, e corpos de prova com
larguras variadas foi utilizado. Detalhes da geometria do ferramental podem ser visualizados
na Figura 27.
Figura 26 – Diagrama limite de conformação.
Fonte: ASM Metals Handbook Volume 14, (1998).
Figura 27 – Ferramental utilizado nos ensaios propostos por Nakazima.
Fonte: Chemim Filho, (2004).
75
As medidas utilizadas para gerar o diagrama podem ser calculadas pelas
Equações 6 e 9, gerando respectivamente as deformações de engenharia (e) e as deformações
verdadeiras (ε). As maiores deformações (ε1) são sempre positivas enquanto as menores
deformações (ε2) podem ser negativas também, isto ocorre porque na conformação de uma
chapa sempre há pelo menos uma direção na qual o material é estirado (ASM METALS
HANDBOOK VOLUME 8, 2000). As diferentes relações da maior deformação com a menor
deformação, representando os distintos tipos de tensões aplicados aos corpos de prova podem
ser visualizadas na Figura 28. As aplicações industriais para curvas limite de conformação são
inúmeras e incluem a visualização de problemas causados por restrições, variações na folga
entre punção matriz, raios muito acentuados, geometria do esboço, entre outros. A
comparação de peças fabricadas no inicio e no fim da produção com auxílio da marcação da
malha na chapa pode apontar para desgastes nas ferramentas e ajudar nos ajustes dos
parâmetros de conformação como a lubrificação da peça e a velocidade da prensa (ASM
METALS HANDBOOK VOLUME 14, 1998). Diagramas limite de conformação também são
úteis na comparação entre diferentes materiais para a escolha do mais apropriado a um tipo
específico de processo.
Figura 28 – Deformações de embutimento profundo a estiramento biaxial no DLC.
Fonte: Adaptado de ASM Metals Handbook Volume 14 (1998).
76
2.2.6 Ensaio de Microdureza Vickers
A dureza de um material pode ser definida como a capacidade de resistir à
deformação plástica localizada e há vários métodos de ensaios para definição desta
propriedade. Praticamente todos os testes usam um penetrador que é forçado em condições
controladas contra a superfície do material a ser estudado. Este penetrador irá marcar o corpo
de prova e por meio da área de impressão ou pela profundidade da penetração valores
representativos da dureza do material são calculados (CALLISTER, 2006). Como o
penetrador é forçado contra a superfície dos corpos de prova, os testes de dureza podem ser
interpretados também como a habilidade do material em resistir a cargas compressivas.
Dentre os métodos mais comuns que levam em consideração a área da impressão estão os
ensaios Brinell, Vickers, e Knoop, já os ensaios Rockwell, muito utilizados na indústria como
um todo, consideram a profundidade alcançada para o calculo do valor de dureza. Estudos
teóricos e empíricos correlacionam com apreciável precisão outras propriedades mecânicas,
como o limite de resistência à tração, limite de escoamento, expoente de encruamento n,
resistência à fadiga, e fluência, com valores de dureza (ASM METALS HANDBOOK
VOLUME 08, 2000). A Figura 29 mostra a correlação entre a dureza e o limite de resistência
à tração para alguns metais, ambos estes valores são relacionados à capacidade de resistir à
deformação plástica.
Os testes de dureza são muito utilizados porque dependendo da peça analisada
não inutilizam a mesma, gerando a possibilidade de medição direta. Em adição, estes testes
são bastante difundidos porque corpos de prova sofisticados não são necessários. Muitas
vezes a dureza é a única propriedade mecânica de uma peça acabada que pode ser mensurada
sem comprometer a qualidade do produto, e este é outro motivo de sua extensa utilização.
O ensaio de dureza Vickers foi originalmente concebido por R. Smith e G.
Sandland na Inglaterra em 1925, e leva este nome até hoje devido a empresa que
primeiramente manufaturou um equipamento para a utilização do conceito, a VickersArmstrong Limited. Assim como outros testes de dureza o teste de microdureza Vickers usa
um penetrador com formato predefinido para ser pressionado contra o material com forças
que variam de 1 a 1000 gf. A divisão da força utilizada no ensaio pela área da superfície
marcada deixada pelo penetrador gera o valor de dureza Vickers. A Equação 17 demonstra
como o cálculo é feito (ASM METALS HANDBOOK VOLUME 08, 2000)
77
Figura 29 – Resistência à tração em função da dureza para o latão, aço, e ferro fundido nodular.
Fonte: Callister (2006).
\] =
a
S^_`L1 4b
c
=
defV.V
c
(17)
Onde:
HV = Microdureza Vickers (gf/µm2)
α = Ângulo da face (136º)
P = Carga utilizada (gf)
d = comprimento médio da diagonal impressa (µm)
A área é calculada pela multiplicação das diagonais deixadas pelo penetrador.
A Figura 30 exibe a geometria do dispositivo. A forma recomendada de expressão dos
resultados de acordo a ASME E 384 é composta pelo número calculado, o sufixo HV e a
força utilizada. Por exemplo, uma dureza Vickers de 300 calculada pelo uso de 100 gf deverá
78
ser expressa como 300 HV100. Caso o tempo de aplicação seja diferente do padrão de 10
segundos pode haver menção do tempo utilizado também (ASM METALS HANDBOOK
VOLUME 08, 2000).
Figura 30 – Geometria do penetrador Vickers.
Fonte: ASM Metals Handbook Volume 08 (2000).
2.2.7 Rugosidade
A rugosidade é uma medida de defeitos microgeométricos na superfície dos
materiais, já que a rigor não há processamento capaz de produzir uma superfície isenta de
irregularidades. Macroscopicamente a superfície pode aparentar ser completamente lisa, sem
defeitos ou irregularidades, no entanto, microscopicamente existem saliências e reentrâncias
formados pelos processos produtivos e de acabamento utilizados no material. A rugosidade é
um fator de importância no processamento de matérias já que influencia o coeficiente de
fricção (µ) e por consequência afeta o desgaste, o escoamento de lubrificantes, a aderência de
camadas superficiais protetoras, a corrosão, e a estética das superfícies. Os diferentes valores
de rugosidade são gerados por imperfeições nos mecânicos de máquinas operatrizes,
vibrações, desgastes das ferramentas de corte, entre outros motivos, quando se trata de
processos de usinagem. Na laminação de chapas planas a rugosidade é definida pelo
79
acabamento do rolo de trabalho, que essencialmente imprime as imperfeições de seu
acabamento no metal conformado. As normas NBR 6405/1988 e NBR ISSO 4278/2002
tratam do assunto de rugosidade e citam alguns conceitos necessários para um melhor
entendimento deste tipo de medida. A chamada superfície geométrica é tida como referência e
representa a superfície perfeita, isenta de defeitos. A superfície real é resultante do método de
processamento pelo qual o material passou e possui as irregularidades e imperfeições
provenientes do método de fabricação da peça. A superfície efetiva é a aproximação da real
condição da superfície avaliada pela medição de parte da peça. A Figura 31 mostra as
representações das superfícies acima mencionadas.
Figura 31 – Desenhos das superfícies geométricas, real, e efetiva.
Fonte: Agostinho, 1995.
Pelo perfil efetivo de uma peça é possível medir a rugosidade, ondulações, ou desvios
de maior magnitude. A Figura 32 mostra um perfil efetivo com indicações de altura e
comprimento, junto aos três tipos de defeitos mencionados acima. Os valores de rugosidade
são obtidos após a aplicação de filtros que eliminam o efeito da ondulação e do desvio de
forma no resultado, fazendo com que apenas as irregularidades microgeométricas sejam
consideradas.
80
Figura 32 – Perfil da superfície efetiva, perfil de rugosidade, ondulações, e desvio de forma.
Fonte: Agostinho, 1995.
Para medição dos valores de rugosidade, geralmente expressos em µm ou em
µpol, utiliza-se uma amostra da superfície estudada, descrita como lt ou comprimento total. A
norma especifica que sejam realizadas cinco medições, ou cinco amostragens de rugosidade,
dentro do comprimento total realizado, descritas como le. O comprimento total de medição
abrange também a distância necessária para o equipamento chegar a velocidade correta para a
coleta de dados e a distância até a parada do dispositivo, a soma dos comprimentos de
amostragem (le) é chamada de comprimento de medição (lm). O comprimento de amostragem
serve também para minimizar os efeitos de outros desvios na medição da rugosidade. A
Figura 33 ilustra os diferentes comprimentos especificados acima.
Figura 33 – Especificação de comprimentos utilizados na medição da rugosidade.
Fonte: Agostinho, 1995.
81
Existem dois sistemas para a medição da rugosidade, um chamado de sistema
médio e outro chamado de sistema de linhas envoltórias. As NBRs supracitadas utilizam o
sistema médio, no qual uma linha imaginária é traçada de forma que a soma das áreas dos
perfis acima e abaixo desta marcação sejam iguais. A Figura 34 ilustra o conceito da linha
média. As medidas de rugosidade podem ser divididas em parâmetros de amplitude,
espaçamento, e uma mistura dos dois. No presente trabalho uma medida de amplitude,
chamada de rugosidade média ou Ra (roughness average), foi utilizada.
Figura 34 – Conceito da linha média utilizado na medição da rugosidade.
Fonte: Agostinho, 1995.
A medida Ra é a média aritmética dos pontos mais altos e mais baixos em
relação à linha média. O Ra é calculado como a média de todos os dados obtidos no percurso
de medição (lm), e geralmente é expresso em µm. A Equação 18 mostra o cálculo da média
das distâncias e a Figura 35 mostra a linha média, as distâncias yi, entre as saliências e
reentrâncias e a linha média, o comprimento de medição lm, e uma linha tracejada que
representa o valor obtido de Ra.
E8 = hC Jh Jhi J…h
L
Onde:
Ra = Rugosidade media (roughness average)
yi = distância entre pontos mais altos e mais baixos em relação a linha média
n = número de pontos coletados no comprimento de medição
(18)
82
Figura 35 – Medida de Ra (roughness average).
Fonte: Agostinho, 1995.
Existem outros indicadores de rugosidade, como o Ry, ou rugosidade máxima,
que leva em conta a maior amplitude entre um pico e um vale dentre os cinco comprimentos
de amostragem (le), ou ainda o Rt, ou rugosidade total, que leva em consideração o maior
comprimento entre o topo de uma saliência e o limite de uma reentrância em todo o percurso
de medição (lm). Dentre os vários indicadores um dos mais comumente utilizados para
especificação de superfícies é o Ra. A NBR 8404/1984 sobre estados de superfícies em
desenhos técnicos identifica diferentes classes de rugosidade baseada em valores médios. A
medição da rugosidade é possível pelo uso de equipamentos especificamente desenvolvidos
para esta finalidade, são dois os principais tipos utilizados, um cujo contato com a superfície
estudada é físico e outro que utiliza um feixe de luz. A Figura 36 mostra desenhos dos dois
métodos atualmente empregados para medição de rugosidade.
Figura 36 – Métodos de medição da rugosidade, (a) com ponteira, (b) com feixe de luz.
Fonte: WWW.olympus-ims.com
A importância da rugosidade no bom desempenho do processo de drawn and
wall ironing foi estudada por Kang e por Sun. O termo DFR (diferencial friction ratio) é
83
utilizado para representar a razão entre o coeficiente de fricção da interface punção-metal (µp)
com a interface matriz-metal (µd). Quanto menor for o resultado maior será a tensão na
parede da lata, o que pode causar microtrincas e levar a falha (KANG, 2009). Em outras
palavras, quanto maior o coeficiente de fricção do ironing die (matriz), que logo após a
reafiação chega a ter rugosidade de 0,02 µm, em relação ao punção, que na forma texturizada
(microtexture) possui rugosidade entre 0,15 e 0,30 µm, maior será a tensão exercida na parede
da lata em conformação, aumentando a probabilidade de falha. Como a rugosidade dos
laminados varia de acordo a condição do rolo de trabalho e dos parâmetros de lubrificação
utilizados no processamento do material quanto maior o DFR (µp > µd) maior será a janela
operacional proporcionada para que haja um bom desempenho (KANG, 2009). A rugosidade
do laminado também influencia a dificuldade da remoção da peça conformada do punção,
alterando com isso parâmetros de ajustes nos equipamentos e consequentemente janelas de
operação.
2.3 CARACTERIZAÇÃO MICROESTRUTURAL
A caracterização microestrutural dos materiais é de grande importância já que
reconhecidamente as propriedades, essenciais à aplicação e ao desempenho do material em
uso, são dependentes de suas particularidades microscópicas. A dependência intrínseca entre o
processamento, a estrutura, as propriedades, e por fim, o desempenho do material é objeto de
inúmeros estudos e de muitos livros didáticos. Tecnologias atuais permitem a inversão da
abordagem tradicional de entender e explicar as propriedades dos materiais através da análise
microestrutural e tornam possível projetar propriedades, muitas vezes inéditas, por meio da
manipulação a nível atômico. Atualmente a microestrutura dos metais pode ser estudada por
vários meios, dentre os mais utilizados podem ser mencionados as análises metalográficas,
análises de difrações, e as análises de textura. No entanto, abundam vários outros métodos,
como os de ressonância, espectrometria, cromatografia, espalhamento, e outros mais.
Análises metalográficas são amplamente utilizadas para correlacionar
propriedades e microestruturas, além de serem muito úteis na investigação de falhas e na
proposição de melhorias para ligas metálicas. Estas análises podem ser divididas em três
categorias distintas, a primeira usa luz visível para o estudo da microestrutura e é
abrangentemente chamada de microscopia óptica. A segunda categoria, especialmente útil no
84
estudo da superfície dos metais, utiliza um feixe de elétrons para bombardear a área de
interesse e produzir uma imagem gerada por computador, é chamada de microscopia
eletrônica de varredura (MEV). A terceira categoria que possui a capacidade de identificar
defeitos cristalinos e segundas fases imperceptíveis para outras técnicas usa um feixe de
elétrons que passa através de um finíssimo corpo de prova para gerar imagens estruturais dos
metais é chamada de microscopia eletrônica de transmissão (MET) (ASM METALS
HANDBOOK VOLUME 10, 1998). A microscopia ótica continua a ser a mais utilizada na
caracterização dos materiais, mas as relativamente novas tecnologias de MEV e MET são
responsáveis por grandes descobertas recentes e constatações de teorias já amplamente
difundidas.
Neste estudo da liga de alumínio 3104 a microscopia ótica foi utilizada para
identificação de compostos intermetálicos e seus tamanhos, a microscopia eletrônica de
varredura para o mesmo fim e para análise qualitativa da composição química destes
precipitados, e a análise de textura do metal com têmpera H19 para verificação de orientações
cristalográficas preferenciais, tendências de orelhamento, e mudanças conforme a deformação
progride da chapa até a geometria final da lata. A seção que segue dedica-se a revisão
bibliográfica relacionada à textura de metais já que mesmo uma breve explicação sobre
microscopia ótica e de varredura seria demasiadamente extensa e não é o foco do presente
trabalho.
2.3.1 Textura Cristalográfica
Materiais policristalinos são compostos por inúmeros grãos que também são
chamados de cristais. Os contornos de grão são a fronteira entre cristais com orientações
cristalográficas diferentes. Existem algumas teorias relativas ao contorno de grão, a que
atualmente é a mais aceita foi elaborada por H. Gleiter e usa um modelo de degraus para
representar áreas de baixa adaptação entre contornos de alto ângulo. Os grãos de um
policristal preenchem todo espaço ocupado pelo sólido além de satisfazer outras exigências
como manter o equilíbrio das tensões superficiais (contornos de grão), e encaixarem-se uns
aos outros de forma que haja equilíbrio também no número de faces, vértices, e arestas. O
poliedro com vinte e quatro vértices, trinta e seis arestas, e quatorze faces, chamado de
ortotetracaidecaedro, é o que melhor se adapta a estas exigências (PADILHA, 2000). É
85
importante ser mencionado que este é um poliedro ideal, e que empiricamente os grãos dos
sólidos cristalinos possuem geometrias variadas, muitas vezes similares ao modelo teórico. A
Figura 37 ilustra o poliedro acima mencionado, sua provável compactação tridimensional, e o
agregado sólido.
Figura 37 – (a) ortotetracaidecaedro, (b) compactação de grãos, (c) agregado sólido.
Fonte: Padilha (2000).
A orientação cristalográfica dos grãos nos sólidos policristalinos raramente é
completamente aleatória, como ocorre com sólidos gerados através de tecnologias de
metalurgia do pó, e geralmente possui uma tendência ou uma orientação preferencial. A esta
tendência de orientação preferencial, que para muitos materiais ocorre naturalmente e é ainda
mais acentuada por alguns tipos de processos termomecânicos, dá-se o nome de textura.
Análises de textura são de grande importância porque muitos materiais possuem propriedades
dependentes desta orientação preferencial. Certas propriedades em alguns materiais chegam a
variar até 50% influenciadas pela textura, que por sua vez esta relacionada à anisotropia.
Algumas das propriedades que são reconhecidamente afetadas pela textura incluem o módulo
de Young, o coeficiente de Poisson, a resistência mecânica, a tenacidade, a ductilidade, a
permeabilidade magnética, a condutividade elétrica, e a expansão térmica para materiais que
não possuem a célula unitária do tipo cúbica. A correlação entre a textura e o comportamento
do material em processos de conformação, como o repuxo profundo e o estiramento, aumenta
ainda mais a importância de estudos nesta área. As texturas são alteradas consideravelmente
após o material passar por processos de deformação, recristalização, ou mudanças de fase. O
estudo sobre a textura dos materiais cresce em duas frentes, uma preocupada com o controle
tecnológico do processamento de materiais e suas propriedades finais e a outra voltada para
aspectos técnicos e acadêmicos da ciência dos materiais. O método mais utilizado para
mensuração de textura é a difração de raios-X com auxílio de um goniômetro. Este método
permite que a fração volumétrica de uma amostra, para uma família específica de planos
86
cristalográficos como {111} ou o {001}, seja identificada em relação a sua orientação
preferencial (O. ENGLER, V. RANDLE, 2010).
Os processos de laminação e de trefilação estão entre os que mais exacerbam a
textura das ligas de alumínio, influenciando consideravelmente suas propriedades. A Figura
38 apresenta duas chapas, uma das quais possui tendência de orientação aleatória (a) e outra
com textura acentuada (b), as iniciais DL, DT, e DN representam respectivamente a direção
de laminação, a direção transversal, e a direção normal.
Figura 38 – Materiais sem textura (a) e com textura (b).
Fonte: Freitas (2003)
Para que uma análise de textura seja realizada é necessário haver medidas de
referência, ou sistemas de coordenadas. Pelo menos dois sistemas são indispensáveis na
medição de orientações preferenciais, um ligado ao sólido nas suas medidas macroscópicas e
outro relacionado ao cristal, ou grãos unitários. Geralmente opta-se pelo uso de sistemas
cartesianos e no sistema que faz referência a amostra é comum que os eixos sejam
emparelhados com superfícies e direções significativas para o sólido estudado. Para amostras
fabricadas os eixos podem ser escolhidos em relação à geometria final da peça e para
laminados é comum que os eixos coincidam com a direção de laminação, direção transversal,
e direção normal da amostra. No sistema de coordenadas do cristal as direções cristalográficas
são geralmente utilizadas e para cristais ortogonais, como os cúbicos, tetragonais, e
ortorrômbicos, as direções [100], [010], e [001], são comumente elegidas. A Figura 39
apresenta os sistemas de coordenadas XYZ para a amostra macroscópica e para o cristal, que
utiliza as direções [100], [010], [001] como eixos. Esforços significativos foram dedicados à
criação de sistemas padronizados para exibir dados sobre texturas e atualmente as figuras de
polo (FP) e as funções de distribuição de orientação (FDO) são os meios mais utilizados (O.
ENGLER, V. RANDLE, 2010).
87
Figura 39 – Sistemas de coordenadas para amostra, XYZ, e para o cristal.
Fonte: Engler e Randle (2010).
2.3.1.1 Figuras de Polo
A orientação de um cristal unitário pode ser representada pela sua posição no
espaço em referência a um sistema de coordenadas. Projeções estereográficas, nas quais uma
esfera de referencia é centrada na origem do sistema de coordenadas, podem ser utilizadas
para a construção das figuras de polo. A Figura 40 ilustra a esfera de referência e o plano de
projeção.
Figura 40 – Projeção estereográfica.
Fonte: ASM Metals Handbook Volume 10 (1998).
88
É possível definir a posição de um polo através de dois ângulos, χ e η. O
ângulo χ pode ser referenciado em relação ao polo norte, se χ é igual a zero então a posição do
polo é o norte na esfera. O ângulo η pode ser referenciado em relação ao plano de projeção
dado um ponto qualquer de referência (ASM METALS HANDBOOK, VOLUME 10, 1998).
A Figura 41 mostra os ângulos χ e η. As figuras de polo usam esta mesma técnica e notações
para definir as orientações de um cristal unitário. A construção de uma figura de polo pode ser
visualizada na Figura 42 que exibe o cristal unitário e a esfera de referência ao seu redor.
Nesta sequência as direções <100> foram utilizadas para construção da figura de polo.
Figura 41 – Ângulos χ e η usados em projeções estereográficas.
Fonte: ASM Metals Handbook Volume 10 (1998).
89
Figura 42 – Construção de uma figura de polo <100>.
Fonte: ALLUMATTER website (aluminium.matter.org.uk.).
É possível notar que vetores normais (na direção <100>) as faces do cubo são
projetados no hemisfério norte da esfera de referência e depois estes pontos são todos
conectados ao polo sul. O plano de projeção passa então a ser o plano equatorial e os pontos
aonde as linhas trespassam este plano se tornam a figura de polo representativa destas faces da
célula unitária. Da mesma forma que um cristal unitário pode ser representado por uma figura
de polo a sobreposição de várias figuras mostra a textura de um sólido policristalino. A Figura
43 apresenta uma figura de polo para um uma textura aleatória (a), o mesmo que uma textura
sem uma orientação preferencial, e uma figura de polo para uma textura acentuada (b).
90
.
Figura 43 – Figura de polo para material sem textura (a) e para material com textura acentuada (b).
Fonte: ALLUMATTER website (aluminium.matter.org.uk.).
As figuras de polo podem ser entendidas como sistemas de referência que
levam em consideração dois sistemas de coordenadas, um relacionado ao objeto estudado por
meio dos eixos {S1S2S3}, e outro pertinente às orientações cristalográficas pelos eixos
{C1C2C3} que é projetado no sistema S. Desta forma, as figuras de polo, assim como as
funções de distribuição de orientação, atendem a necessidade de haver dois sistemas de
referencia para a correta interpretação da tendência de orientação preferencial (O. ENGLER,
V. RANDLE, 2010).
2.3.1.2 Funções de Distribuição de Orientação (FDO)
As funções de distribuição de orientação são muito utilizadas para a
interpretação da textura em metais. Para que as FDOs sejam empregadas é necessário o uso
dos ângulos de Euler, que são rotações ao redor de eixos que na sequencia correta normalizam
o sistema de coordenadas do objeto estudado (S) com o sistema de orientações cristalográficas
(C). Existem algumas variações nas notações usadas para representar os ângulos de Euler, a
formulada por R. J. Roe é bastante utilizada na Inglaterra e nos Estados Unidos, enquanto a
desenvolvida por H. J. Bunge é comumente empregada nos países Europeus (ASM METALS
HANDBOOK VOLUME 10, 1998). As texturas estudadas no presente trabalho seguiram as
notações de Bunge, que podem ser obtidas pela a metodologia explanada abaixo.
91
Os ângulos de Euler conforme a definição de Bunge seguem a seguinte
sequencia de rotações, primeiro φ1 ao redor do eixo da direção normal (DN) que transforma o
eixo da direção transversal (DT) em DT’ e o eixo da direção de laminação (DL) em DL’.
Segundo Φ, que gira ao redor da nova orientação da direção de laminação DL’ transformando
a direção normal (DN) em DN’’. E por último φ2, que rotaciona ao redor da nova orientação
da direção normal DN’’. A Figura 44 demonstra esta sequência (O. ENGLER, V. RANDLE,
2010).
Figura 44 – Sequência de rotações φ1, Φ, e φ2, para os ângulos de Euler na notação de Bunge.
Fonte: Engler e Randle (2010).
Uma vez que esta sequencia é seguida ocorre o alinhamento entre o sistema de
coordenadas do espécime (S) e das orientações cristalográficas (C), o que permite a
interpretação das FDOs pelo uso dos ângulos φ1, Φ, e φ2. As orientações definidas pelos
ângulos de Euler podem ser representadas de forma precisa tridimensionalmente pelo
chamado espaço de Euler. Diferentes redes cristalinas possuem simetrias variadas e por este
motivo para que haja uma representação inequívoca da textura os ângulos de Euler que
formam os eixos do espaço tridimensional abrangem, dependendo da simetria do cristal, de 0o
a 360º. Para cristais cúbicos ângulos que abrangem de 0o a 90º para Φ e φ2, e de 0o a 360º para
φ1 são suficientes para representar tendências de orientação e para o método mais utilizado
que assume simetria ortonormal com a amostra ângulos que vão de 0o a 90º para os três eixos
são suficientes (O. ENGLER, V. RANDLE, 2010). A Figura 45 mostra o espaço
92
tridimensional definido pelos ângulos de Euler φ1, Φ, e φ2, que permite que qualquer
orientação cristalográfica seja expressa em termos das coordenadas dos eixos.
Figura 45 – Espaço de Euler.
Fonte: Engler e Randle (2010).
As funções de distribuição de orientação utilizam o espaço e os ângulos de
Euler para representar as diferentes texturas cristalográficas. Por motivos de conveniência de
visualização e facilidade de interpretação é prática comum que a representação tridimensional
das tendências de orientação seja subdividida em seções e as distribuições de intensidade
destas seções individuais sejam representadas por diferentes cores, tonalidades de cinza, ou
linhas de isointensidade. É comum na literatura corrente que metais com rede cristalina cúbica
de face centrada sejam representados por seções de φ2, como as Figuras 46 e 47. Na Figura 46
é possível observar as orientações {011}<100>, representada pelo círculo branco (Goss), e
{011}<112>, representada pelo círculo negro (Latão) ao lado do espaço tridimensional de
Euler. Na Figura 47 os componentes de texturas comumente encontradas em metais CFC
estão representadas por suas nomenclaturas nas diferentes seções de φ2. Metais com estrutura
cúbica de corpo centrado são tradicionalmente representados por seções de φ1, assim como os
metais hexagonais compactos por seções dos dois eixos φ1 e φ2. É raro que seções de Φ
sejam utilizadas (O. ENGLER, V. RANDLE, 2010).
93
Figura 46 – Espaço de Euler e eixo φ2 seccionado em intervalos de 5o.
Fonte: ALLUMATTER website (aluminium.matter.org.uk.).
Figura 47 – Figura de distribuição de orientação para metais CFC.
Fonte: Ren (1994)
94
Texturas típicas de recristalização e de deformação ocorrem para metais de
estrutura cúbica de face centrada e cúbica de corpo centrado. Para o alumínio as texturas de
recristalização e deformação ocorrem ao longo das seções de φ2 de maneira que formam uma
fibra. As chamadas fibras α e β são características para metais cúbicos de face centrada e
podem ser visualizadas na Figura 48. Para metais CFC que sofreram baixas deformações a
frio a fibra α pode ser observada e vai da textura Goss (G) {011}<100> até a textura latão
(Bs) {011}<211>. Para materiais CFC que sofreram deformação a frio mais intensa as
tendências de orientação se encontram ao longo da fibra β, que vai da textura cobre (Cu)
{112}<111> ao encontro da textura latão passando por S {123}<634>. Por causa desta
tendência exibida por metais como o alumínio e o cobre é conveniente diferenciar texturas de
laminação pelas distribuições de intensidade ao longo das fibras α e β. Vale ser mencionado
que a fibra β não é fixa no espaço de Euler e se forma pela conexão entre as intensidades
máximas das diferentes seções de φ2 representadas nas FDO, fazendo sua análise ser de
grande valor no estudo de mecanismos de deformação (O. ENGLER, V. RANDLE, 2010). A
Tabela 22 apresenta os índices de Miller e ângulos de Euler para as orientações
cristalográficas mais importantes do alumínio e suas ligas e a Tabela 23 faz referência às
fibras que são tipicamente encontradas em metais cúbicos de face centrada.
Figura 48 – Fibras α e β típicas de metais CFC no espaço de Euler.
Fonte: Engler e Randle (2010).
95
Tabela 22 – Índices de Miller e ângulos de Euler para as orientações mais frequentes no alumínio e
suas ligas.
Índices de
Denominação
Miller
{hkl}<uvw>
Ângulos de Euler
φ1φφ2
Cobre (Cu)
{112}<111>
90o 30o 45o
S
{123}<634>
59o 34o 65o
Latão (Bs)
{011}<211>
35o 45o 0o/90o
Goss
{011}<100>
0o 45o 0o/90o
Fonte: Engler e Randle (2010).
Tabela 23 – Fibras típicas em metais e ligas com estrutura cúbica de face centrada.
Fibra
Eixo da Fibra
Ângulos de Euler φ1φφ2
α
<011>//DN
0o, 45o, 0o -- 90o, 45o, 0o
γ
<111>//DN
60o, 54.7o, 45o -- 90o, 54.7o, 45o
τ
<011>//DT
Definida pelas intensidades
máximas
90o, 0o, 45o -- 90o, 90o, 45o
β
90o, 35o, 45o -- 35o, 45o, 90o
Fonte: Engler e Randle (2010).
Um exemplo de função de distribuição de orientação pode ser visualizado na
Figura 49, que mostra o resultado de uma análise realizada na liga de alumínio 3105 depois da
laminação a quente (a), depois da redução na espessura por trabalho a frio em 50% (b), e em
86% (c) (ENGLER, 2012).
96
Figura 49 – Função de distribuição de orientação da liga AA3105 após a laminação a quente (a),
redução por trabalho a frio em 50% (b), e 86% (c).
Fonte: Engler (2012).
Nestas FDOs é possível notar que com o progresso do trabalho a frio durante a
laminação a textura típica de recristalização, cubo {001}<100>, vai perdendo intensidade
conforme as texturas de deformação cobre (Cu) {112}<111> e latão (Bs) {011}<211> vão se
tornando mais presentes (ENGLER, 2012). A progressão de intensidade das diferentes
texturas em função da deformação a frio, que leva ao balanceamento entre as componentes
cúbicas, latão, e cobre pode ser visualizada na Figura 50, adaptada de um artigo escrito por O.
Engler sobre a liga 3105 (ENGLER, 2012). Neste gráfico é possível notar a intensificação das
componentes cobre e latão conforme aumenta o trabalho a frio em detrimento a componente
cúbica que perde intensidade. Esta alteração da textura em função de um processo
termomecânico é referenciada como se uma componente consumisse a outra. No caso
especifico da figura abaixo as componentes da fibra β, ou as texturas de deformação latão e
cobre, consomem a componente cubo gerada durante a recristalização do metal nos fornos de
homogeneização. É comum que este tipo de textura, que possui componentes de deformação e
recristalização em intensidades similares seja chamada de textura balanceada, já que as
diferentes componentes causam uma tendência de orelhamento a 0o, 45º, 135º, 180º, 225º, e
315º, fazendo com que a liga assemelhe-se a um material isotrópico que deforma
97
plasticamente igual em quase todas as direções em relação a direção de laminação (ENGLER;
HIRSCH, 2006). Um desbalanceamento na textura causa o orelhamento mais severo em uma
direção específica, 0o e 90º no caso de uma textura cúbica mais intensa, e 45º no caso de uma
componente de deformação mais forte. Estes pontos com orelhamento mais intenso podem ser
prejudiciais ao desempenho do material em repuxo profundo, uma vez que as orelhas se
rompem e criam cavacos (pinched ou clipped off ear) durante a conformação da lata,
impedindo a operação subsequente (ENGLER, 2011).
Figura 50 – Evolução das texturas em diferentes intensidades de trabalho a frio.
Fonte: Engler (2012).
2.4 PROCESSOS DE MANUFATURA
Os principais processos de manufatura ligados à liga de alumínio 3104 estão
relacionados à fabricação de embalagens para bebidas. O processo de laminação, que produz
bobinas com tolerâncias dimensionais restritas, o processo de fabricação do corpo, que utiliza
a liga 3104 ou 3004, em adição ao processo de fabricação da tampa da lata, são responsáveis
pelo consumo de quantidades consideráveis de alumínio. Como a tampa da lata utiliza a liga
de alumínio 5182, que não faz parte do escopo deste trabalho, as secções abaixo descreverão
os processo de fabricação da bobina da liga 3104 H19 e as etapas envolvidas na fabricação do
98
corpo da lata para bebidas. Da mesma forma que processos de fabricação influenciam as
estruturas dos materiais, que por sua vez alteram suas propriedades e definem seus usos,
alguns materiais são desenvolvidos tendo em vista processos produtivos. Este é o caso de
algumas ligas de alumínio utilizadas em processos de manufatura em massa que são
desenvolvidas com o intuito de gerar texturas específicas que minimizam transtornos em
processos de repuxo profundo e estiramento. A liga 3104, objeto de estudo do presente
trabalho, possui uma textura balanceada a fim de minimizar o efeito de “orelhamento” que
influencia na homogeneidade da espessura da parede durante o processo de ironing além de
causar maior refugo de aparas no processo de corte (O. ENGLER, V. RANDLE, 2010). A
Figura 51 (a) mostra o efeito de “orelhamento” em uma textura balanceada, que possui
componentes da orientação cubo {001}<100> para contrabalancear a tendência de orelhas a
45º em relação a direção de laminação, típicas de materiais com maior intensidade de textura
de deformação (fibra β), e a Figura 45 (b) mostra um copo repuxado com orelhas acentuadas a
45º.
Figura 51 – Orelhamento em textura balanceada e textura típica de deformação.
Fonte: Website Allumatter.
2.4.1 Processo de Fabricação de Bobinas da Liga 3104
As etapas do processo de fabricação das bobinas de alumínio podem ser
visualizadas na Figura 52 (ENGLER , 2012).
99
Figura 52 – Processo de fabricação de bobinas de alumínio.
Fonte: O. Engler (2012).
Depois de ajustada a composição da liga, garantida a limpeza do metal pela
remoção de hidrogênio e inclusões, e adicionados refinadores de grãos, os lingotes são
fabricados pelo processo de resfriamento direto, comumente denominado processo DC, do
Inglês direct chill casting. Lingotes individuais podem pesar até 20 toneladas e suas
dimensões chegam a ter 600 mm de espessura, 2000 mm de largura, e 8000 mm de
comprimento. As dimensões do lingote dependerão do molde e do curso do pistão de suporte
da base móvel utilizada no processo DC. Detalhes de um sistema DC podem ser visualizados
na Figura 53. Neste dispositivo o metal liquido é vazado em um molde que define o formato
do lingote e que resfria rapidamente o metal através de jatos d’água, o comprimento é
definido pelo curso do pistão e a largura e espessura pela geometria do molde. Sensores
controlam a taxa de injeção de água, os níveis de metal líquido adicionado, e a velocidade de
recuo do pistão. As velocidades de lingotamento variam entre 37 e 100 mm/minuto e
influenciam no diferencial de temperatura ilustrado na Figura 54 (ALUMINUM
ASSOCIATION, 2007). A Figura 55 ilustra o funcionamento do equipamento utilizado no
vazamento por resfriamento direto.
100
Figura 53 – Detalhes de um sistema de DC (direct chill casting).
Fonte: Aluminum Association, 2007.
Figura 54 – Diferencial de temperatura (o F) do lingote no processo DC conforme a velocidade do
pistão.
Fonte: Aluminum Association, 2007.
101
Figura 55 – Esquema de funcionamento do vazamento com resfriamento direto (DC).
Fonte: www.wagstaff.com
No processo DC o fluxo do metal liquido, a velocidade do pistão, e o fluxo do
jato d’água são todos parâmetros de importância para as características microestruturais do
lingote (J. HIRSCH, 2007). Depois de prontos os lingotes são movimentados por pontes
rolantes e resfriados. A Figura 56 retirada do web site da Novelis mostra esta movimentação.
O próximo passo no processo consiste na retirada da camada superficial do lingote e é
comumente chamado de faceamento ou scalping em Inglês. O intuito desta etapa é eliminar
irregularidades na superfície do lingote além de garantir a remoção da camada superficial que
pode conter óxidos ou concentrações indesejadas de elementos ligantes formadas durante o
processo de fundição. O faceamento ocorre antes da laminação a quente e o equipamento que
realiza esta tarefa se assemelha a uma grande fresa que geralmente utiliza pastilhas de carbeto
de tungstênio e chegam a ter diâmetros de 1,5m (ALUMINUM ASSOCIATION, 2007). A
Figura 57 ilustra a operação de faceamento dos lingotes. Depois de faceados os lingotes
passam por fornos de homogeneização que funcionam entre 400 e 600o C. A homogeneização
102
possui várias finalidades, entre elas estão o alívio de tensões internas, a precipitação de
elementos que estavam em solução sólida supersaturada, e a mudança de propriedades
mecânicas antes da laminação a quente (HIRSCH, 2007).
Figura 56 – Movimentação de lingote de alumínio fabricado por resfriamento direto.
Fonte: www.novelis.com
Figura 57 – Operação de retirada da camada superficial dos lingotes de alumínio.
Fonte: www.aimlaser.com
103
O controle de temperatura no forno de homogeneização é de grande
importância porque as características microestruturais do lingote influenciam os mecanismos
de recristalização. Também nesta etapa a transformação dos compostos intermetálicos
A6(Fe,Mn) em α-Al12(Fe,Mn)3Si, importante para a capacidade da liga de limpar as
ferramentas de conformação de óxido de alumínio, se realiza (ALEXANDER, 2002). Depois
dos fornos de homogeneização os lingotes são resfriados até a temperatura de trabalho do
laminador a quente e antes desta etapa passam por uma limpeza superficial. A Figura 58
mostra um forno de homogeneização comumente chamado de pusher por movimentar o
lingote em toda sua extensão.
Figura 58 – Forno Pusher utilizado na homogeneização dos lingotes.
Fonte: www.logan-aluminum.com
No laminador desbastador reversível o lingote terá sua espessura original
reduzida de forma intensa, chegando a 50% de redução por passe. A quantidade de passes e
suas reduções percentuais mais a temperatura de trabalho do laminador devem ser
cuidadosamente estabelecidas para garantir as propriedades do metal. Geralmente a
temperatura de trabalho do laminador a quente possui como limite inferior a temperatura de
recristalização do material. Existem vários tipos diferentes de laminadores a quente, alguns
possuem apenas os rolos de trabalho enquanto outros, como o laminador Sendzimir, possuem
vários rolos de apoio. Na laminação a quente de ligas de alumínio o laminador quádruo,
mostrado na Figura 59 é um dos mais utilizados, e a espessura final da chapa bobinada pode
104
chegar ao redor de 6 mm (ABAL, 2007). A Figura 60 ilustra um laminador desbastador
reversível.
Figura 59 – Laminador quádruo.
Fonte: Aluminum Association, 2007.
Figura 60 – Laminador desbastador reversível.
Fonte: Aluminum Association, 2007.
105
Depois do laminador desbastador reversível a chapa que foi bobinada com
espessura aproximada de 6 mm passa pelo laminador Tandem. Este laminador possui mais de
uma cadeira (conjunto de rolos de trabalho e rolos de apoio) e sua função é reduzir ainda mais
a espessura do metal em um fluxo contínuo mantendo um controle mais rígido da variação de
espessura e da tensão de bobinamento. A espessura da folha na saída do laminador tandem
pode chegar ao redor de 2 mm (ABAL, 2007). A Figura 61 exibe um laminador deste tipo. No
laminador Tandem, levando em consideração que o volume de material se mantém inalterado,
cada conjunto de rolos de trabalho possuirá uma velocidade diferente que deve ser ajustada
em função da redução de espessura realizada no rolo anterior para manter a tensão apropriada,
já que o comprimento da chapa aumentará em função destas reduções. A laminação a quente
altera metalurgicamente o material de duas formas. Primeiro, pela deformação mecânica a
quente poros provenientes do processo de fundição são preenchidos, aumentando a resistência
da chapa. Segundo, os rolos quebram e distribuem os compostos intermetálicos presentes na
liga, aumentando a conformabilidade do material (ALUMINUM ASSOCIATION, 2007).
Figura 61 – Laminador tandem.
Fonte: Aluminum Association, 2007.
A etapa do processo que sucede a laminação no tandem é a laminação a frio. A
laminação a frio define a variação da espessura final do produto, tanto na direção transversal
(largura) quanto na direção de laminação (comprimento), além de ser responsável pelas
características mecânicas finais, alteradas durante o trabalho a frio que causa o encruamento
do material. Além destes dois fatores que são de grande importância a laminação a frio
106
também define a planicidade e a qualidade superficial da chapa, que influenciam os processos
posteriores encontrados na fabricação do corpo da lata. Pequenas variações na espessura da
bobina, assim como na sua planicidade e na sua rugosidade, podem causar transtornos no
processo de fabricação de latas. Por este motivo equipamentos sofisticados de controle são
empregados na laminação de bobinas da liga 3104, que é trabalhada a frio até a têmpera H19
para adquirir as propriedades mecânicas exigidas. Mesmo sendo denominada laminação a frio
as temperaturas de trabalho podem chegar a 150o C nesta etapa do processo. A Figura 62
ilustra o processo de laminação a frio junto ao sistema de controle composto por um rolete
medidor (stressometer roll) que possui transdutores de pressão ao longo de sua largura, sprays
de emulsão (coolant) utilizados para ajuste fino da temperatura que altera o diâmetro dos
rolos, e medidores de espessura que em sua maioria utilizam raios-X para esta finalidade.
Figura 62 – Laminação a frio e sistemas de controle.
Fonte: www.csd.newcastle.edu
Depois da laminação a frio a bobina parte para o acabamento. Na linha de
acabamento a bobina recebe uma camada de lubrificação, rotineiramente chamada de post
lube, as laterais são refiladas, e são realizadas inspeções visuais e coleta de amostras para
ensaios de propriedades mecânicas. A última parte do processo antes da expedição é a
embalagem do produto acabado.
107
2.4.2 Processo de Fabricação de Latas para Bebidas
Um esquema do processo produtivo de fabricação do corpo da lata pode ser
visualizado na Figura 63. O processo tem inicio com a movimentação das bobinas que por
motivos de segurança no transporte chegam na posição vertical. O peso das bobinas é limitado
em função da capacidade dos equipamentos de movimentação, processos atuais utilizam
bobinas que variam entre dez e doze toneladas. O mesmo se aplica as outras especificações da
bobina que tem sua largura definida em função do ferramental utilizado no primeiro processo
de conformação, e sua espessura em função do desenho do ferramental e das especificações
do produto final. A primeira etapa do processo consiste em posicionar a bobina
horizontalmente para que nesta posição ela seja alimentada no desbobinador.
Figura 63 – Esquema do processo produtivo da fabricação do corpo da lata.
Uma vez posicionada no desbobinador a folha é alimentada por um
equipamento cuja finalidade é aplicar uma fina camada de óleo no metal para auxiliar no
processo de corte e repuxo. A primeira operação que efetivamente altera o formato da folha é
a formação do copo que se dá pelo uso de uma prensa mecânica de dupla ação que
primeiramente corta o esboço e depois repuxa o copo utilizando ferramentas de conformação.
Os tipos de prensas que realizam esta operação são variados, as mais atuais possuem
conjuntos de ferramenta que permitem a conformação de mais de 12 copos por ciclo. As
108
prensas de copo mais modernas chegam a velocidades superiores a 230 ciclos por minuto. As
ferramentas utilizadas no corte e repuxo do copo podem ser visualizadas na Figura 64.
Figura 64 – Ferramentas de corte e repuxo utilizadas na conformação do copo.
Fonte: adaptado de www.stollemachinery.com
Uma vez pronto o copo o próximo equipamento no processo de conformação é
comumente chamado de bodymaker. Este equipamento é essencialmente uma prensa
horizontal que faz o repuxo profundo e o afinamento da parede do copo, a este processo dá-se
o nome de ironing em Inglês. Por esta etapa o processo de fabricação de latas de duas peças é
comumente referido como DWI, do Inglês drawn and wall ironed. A conformação do perfil
do fundo lata também é realizado neste mesmo equipamento. Este é o processo mais sensível
às propriedades do material. Valores como o limite de escoamento, limite de resistência à
tração, e alongamento percentual, junto às progressões das ferramentas de conformação, que
geralmente são fabricadas de carbeto de tungstênio (metal duro) e as condições da máquina
em si, em adição ao regime de lubrificação utilizado, definem janelas de operação que são
muito importantes para o bom desempenho do processo. O funcionamento mecânico básico
de uma bodymaker pode ser visualizado na Figura 65 e uma breve descrição das ferramentas
utilizadas neste equipamento encontra-se na Figura 66. Durante a conformação nas
bodymakers óleo em emulsão é utilizado para controlar a temperatura do conjunto de
ferramentas e aumentar a lubricidade. Um típico estojo de ferramentas, chamado de tool pack
em Inglês, pode ser visualizado na Figura 67. Os orifícios que permitem a entrada do óleo
refrigerante podem ser vistos na mesma fotografia entre os suportes das ferramentas. Devido à
anisotropia dos laminados de alumínio a borda das latas fica irregular depois do repuxo
109
profundo e deve ser cortada antes que a lata continue no processo produtivo. Este efeito, junto
à progressão da deformação plástica realizada no copo pode ser visualizado na Figura 68.
Figura 65 – Componentes mecânicos básicos da bodymaker.
Fonte: Adaptado de www.intpacsol.com
Figura 66 – Descrição das ferramentas de conformação utilizadas na bodymaker.
Fonte: Adaptado de www.pridecan.com
110
Figura 67 - Estojo de ferramentas e latas correspondentes.
Fonte: www.gz-denuo.com
Figura 68 – (a) Copo, (b) ferramenta de repuxo, (c) lata acaba com borda irregular, (d) lata acabada
com a apara retirada.
Fonte: Adaptado de www.sankvik.com
A próxima etapa é a limpeza da lata para retirada de óleos e finos de alumínio
acumulados durante a conformação. O equipamento utilizado para este fim é chamado de
lavadora e é compartimentado em diferentes estágios cada um com uma função distinta de
limpeza. Depois de lavada, uma fina camada de verniz é adicionada ao fundo da lata, a fim de
diminuir o coeficiente de fricção entre o alumínio e as superfícies por onde desliza. Neste
ponto o produto esta pronto para ser diferenciado pelo rótulo. A decoração da lata ocorre pelo
processo de litografia e os equipamentos mais modernos chegam a utilizar oito cores na
pintura da lata. Logo depois da pintura uma camada de verniz externo é adicionada e a lata é
seca em um forno que a movimenta por uma corrente de pinos. A Figura 69 é de um modelo
bastante utilizado de decoradora.
111
Figura 69 – Decoradora.
Fonte: www.stollemachinery.com
A próxima etapa do processo consiste na aplicação de uma camada de verniz
no interior da lata e tem a função de evitar o contato do produto líquido com o alumínio. Os
equipamentos que realizam esta tarefa são comumente chamados de LSM, do Inglês lacquer
spray machine. Diferentes camadas de verniz podem ser aplicadas de acordo a especificações
do produto a ser envasado. Diferentes conjuntos, alguns com uma pistola de aplicação e
outros com duas, são de uso comum. A Figura 70 retirada da página da Nordson na internet
demonstra a aplicação de verniz em uma lata.
Figura 70 – Aplicação de verniz interno em lata.
Fonte: www.nordson.com
112
O verniz interno é curado em um forno chamado de IBO, do Inglês internal
baking oven. Até este instante as paredes da lata estão paralelas e o próximo passo no
processo é a conformação do pescoço e do flange. O equipamento que realiza esta
conformação é chamado de necker e o faz através de ferramentas progressivas que vão
gradativamente conformando o raio do pescoço da lata. A quantidade de estações de
conformação varia e para algumas aplicações mais de 20 estações são utilizadas (garrafas de
alumínio). Duas estações distintas, uma chamada de flangeadora, e outra chamada de light
tester, realizam respectivamente a conformação do flange e a inspeção por micro furos na lata
por meio de sensores de luz. Depois que a etapa de flangeamento é terminada a lata esta
pronta. A Figura 71 ilustra a conformação do pescoço e do flange da lata. A etapa do teste de
luz e as duas etapas subsequentes que inspecionam o interior e o exterior da lata servem para
assegurar a qualidade do produto e já não alteram mais suas características. Vale ser
mencionado que as inspeções não são realizadas por amostragem e que todas as latas
produzidas que vão para a embalagem final são checadas. Por fim as latas são embaladas em
uma paletizadora para serem expedidas para diversos clientes.
Figura 71 – Conformação do pescoço e do flange da lata.
113
3 MATERIAIS E MÉTODOS
As secções abaixo descrevem os materiais escolhidos, os métodos, e os
equipamentos utilizados nas caracterizações realizadas no presente trabalho.
3.1 MATERIAIS
O material objeto de estudo do presente trabalho é a liga de alumínio 3104
têmpera H19. O escopo abrange a caracterização mecânica e microestrutural para fins de
comparação entre três diferentes laminados desta liga. Os laminados todos possuem as
mesmas dimensões já que são utilizados para o mesmo fim, a produção do corpo da lata para
bebidas. Para diferenciar os laminados foi escolhida a nomenclatura LII, LIV, e LVI, que
representam uma numeração arbitrária das chapas selecionadas para o estudo. Os laminados II
e IV são fabricados nacionalmente pela mesma empresa e diferenciam-se um do outro apenas
pela etapa de laminação a frio. O laminado II é fabricado em um laminador a frio já em uso há
anos, que por meio de repetidos passes chega à espessura final de especificação. O laminado
IV é fabricado em um laminador a frio de ultima geração que pelo uso de mais de um
conjunto de rolos atinge a espessura final em uma etapa. O laminado VI é importado e não se
sabe detalhes de seu processo de fabricação. Todas as chapas obtidas para o presente estudo
foram retiradas de bobinas que foram utilizadas no processo produtivo. As bobinas variam em
seu comprimento e as larguras são definidas pelo conjunto de ferramentas instalado na prensa
de copos. A espessura média de todos os laminados é 0,270 mm. A Tabela 24 apresenta os
materiais utilizados e suas diferenciações. Todas as chapas utilizadas no estudo foram
retiradas do inicio das bobinas.
Tabela 24 – Laminados e nomenclaturas.
Nomenclatura
LII
LIV
LVI
Laminado
Laminado II
Laminado IV
Laminado VI
Fabricação Laminador
Nacional
Antigo
Nacional
Novo
Importado Desconhecido
Liga
3104
3104
3104
Têmpera
H19
H19
H19
114
Todos os laminados possuem a composição química padrão para a liga 3104.
Os dois laminados nacionais possuem fichas técnicas com a composição esperada. Na ficha
técnica do laminado importado não constava a informação (N/I) detalhada da composição
química. A Tabela 25 apresenta a composição química dos laminados objeto do presente
estudo e algumas referências, incluindo a composição da mesma liga exposta no artigo escrito
por A.S. Korhonen (2013). A Tabela 26 mostra o resultado da composição química dos três
laminados adquirida pela técnica de espectrometria de absorção atômica realizada em um
equipamento fabricado pela Perkin Elmer modelo Aanalist 200. Os elementos Si e Ti não
foram analisados e por este motivo constam como N/I na tabela. É possível notar que os
resultados encontrados se mostraram um pouco diferente daqueles informados na ficha
técnica, especialmente no contento de magnésio. Os demais elementos tiveram resultados
bastante similares
Tabela 25 - Composições químicas dos laminados e referências.
Laminado Liga Si
NBR6834 3104 0,6
ASM Vol 2 3104 0,6
Fe
0,8
0,8
Cu
0,05-0,25
0,05-0,25
Mn
0,8-1,4
0,8-1,4
Mg
0,8-1,3
0,8-1,3
Zn
0,25
0,25
Ti
0,1
0,1
Ga V
0,05 0,05
0,05 0,05
LII
3104 0,19 0,5
0,10 -0,18 0,80-0,90 1,10-1,20 0,05 0,015 N/I
N/I
LIV
3104 0,19 0,5
0,10-0,18
N/I
LVI
Artigo *
3104 N/I N/I
3104 0,16 0,47
N/I
0,17
0,80-0,90 1,10-1,20 0,04 0,014 N/I
N/I
0,95
N/I
1,2
N/I N/I N/I
0,01 <0,01 -
N/I
-
Fonte: ABAL (2008), ASM Handbook Volume 2 (1992), e Korhonen (2013).
Tabela 26 - Composições químicas adquiridas por espectrometria de absorção atômica.
Laminado
LII
LIV
LVI
Cu
0,26
0,29
0,22
Mn
0,85
0,87
0,85
Mg
0,72
0,70
0,67
Fe
0,44
0,42
0,42
Zn
0,06
0,08
0,07
Si
N/I
N/I
N/I
Ti
N/I
N/I
N/I
3.1.1 Corpos de Prova para Ensaios de Tração
Os ensaios de tração foram realizados com corpos de prova confeccionados nas
medidas estipuladas pela NBR 7549: 2001 (ABAL, 2008). Ao todo foram ensaiados sessenta
corpos de prova, quatro para cada direção distinta em relação à direção de laminação (0o, 23º,
115
45º, 68º, e 90º), somando vinte por chapa, para cada um dos três laminados estudados. A
Figura 72 mostra o corpo de prova utilizado e suas medidas de acordo a NBR acima
mencionada. A espessura de todos é a mesma do laminado, 0,270 mm, e para o presente
estudo apenas corpos de prova padrão foram utilizados. O comprimento útil U usado foi de 80
mm. A Figura 73 mostra uma das chapas utilizadas para a confecção dos corpos de prova. O
método usado para obtenção dos corpos de prova foi o corte a laser, o equipamento
empregado foi o Cutlite modelo Blade 1000. A precisão da geometria e o bom acabamento
das bordas obtidas pelo método de corte a laser permitiram que os corpos de prova fossem
utilizados sem a necessidade de processamento adicional.
Medida
M - Comprimento entre marcas
L - Largura
E - Espessura
R - Raio de concordância mínimo
T - Comprimento total mínimo
U - Comprimento útil mínimo
C - Comprimento das cabeças
mínimo
G - Largura das cabeças
aproximada
50,00 ± 0,10
12,50 ± 0,25
Espessura do material
12,5
200
57
Corpo de prova
reduzido (largura
6,00mm)
25,00 ± 0,10
6,00 ± 0,05
Espessura do material
6
100
32
50
30
20
10
Corpo de prova padrão
(largura 12,50mm)
Figura 72 – Medidas do corpo de prova de acordo a NBR 7549.
Fonte: ABAL (2012).
116
Figura 73 – Laminado II utilizado para confecção de corpos de prova para ensaio de tração.
3.1.2 Corpos de Prova para Ensaios Erichsen
Para os ensaios Erichsen esboços quadrados com 90 mm de lado foram
cortados dos três laminados. Para cada laminado nove corpos de prova foram confeccionados,
ao todo 27 ensaios foram realizados. A espessura para todas as amostras é a mesma que a das
chapas, 0,270 mm. A Figura 74 mostra os corpos de prova utilizados nos ensaios Erichsen. A
confecção dos corpos de prova levou em consideração a direção de laminação e três esboços
foram produzidos para cada uma das três principais direções estudadas, a 0o, 45º, e 90º. Estes
ângulos tiveram como referência a direção de introdução no equipamento, e foram fixados
com a direção de laminação paralela, perpendicular, e em ângulo dado um ponto de referência
escolhido arbitrariamente no equipamento.
117
Figura 74 – Corpos de prova para ensaio de conformabilidade Erichsen.
3.1.3 Corpos de Prova para Curvas Limite de Conformação
Os corpos de prova utilizados nos ensaios Nakazima para obtenção das curvas
limite de conformação foram cortados das chapas dos três laminados, LII, LIV, e LVI, e a malha
foi manualmente pintada em cada um deles. Assim como todos os outros corpos de prova
retirados diretamente dos laminados a espessura de todos eles é de 0,270 mm. Para cada
laminado seis corpos de prova foram confeccionados com malha quadrada de 5 mm de lado.
Todos os corpos de prova possuíam 200 mm de comprimento e suas larguras variaram de 40
mm a 200 mm como pode ser visualizado na Figura 75.
118
Figura 75 – Corpos de prova para ensaio Nakazima realizado para obtenção das curvas limite de
conformação.
3.1.4 Corpos de Prova Ensaios de Dureza
As amostras utilizadas para realização dos testes de microdureza Vickers foram
retiradas das chapas dos três laminados. Esboços retangulares de 20mm x 90mm foram
cortados das chapas. A espessura de todas as amostras é de 0,270 mm.
3.1.5 Corpos de Prova para Rugosidade
Os corpos de prova utilizados para medição de rugosidade foram cortados das
chapas com dimensões de 70 mm x 100 mm e não tiveram nenhuma outra modificação
realizada.
119
3.1.6 Amostras para Figuras de Polo e FDOs
As amostras utilizadas para geração das funções de distribuição de orientação
foram retiradas dos três laminados, LII, LIV, e LVI, nas medidas de 20 mm x 20 mm e não
passaram por nenhum tratamento superficial antes de serem analisadas.
A fim de entender mais detalhadamente as mudanças na textura do material
conforme a deformação plástica progride no processo de DWI (drawn and wall ironing)
amostras do laminado II foram coletadas em diferentes etapas de conformação para geração
de figuras de polo. As amostras foram retiradas das diferentes etapas a 0o, 45º, e 90º, em
relação à direção de laminação que pode ser determinada pela observação do copo e do fundo
da lata que mantem as características da chapa laminada por não passarem por grandes
deformações. A Figura 76 mostra as diferentes etapas de conformação das quais amostras
foram retiradas. As etapas numeradas sequencialmente de 1 a 5 representam as diferentes
conformações sofridas pelo laminado até a obtenção do produto final e representam o repuxo
sofrido na transformação da chapa em copo, o repuxo do copo até o diâmetro da lata, e os três
processos de afinamento da parede (ironing). A Figura 77 mostra as direções estabelecidas
pelo fundo da lata e do copo e indica os ângulos dos quais as amostras utilizadas na geração
das figuras de polo foram retiradas. De cada uma das cinco etapas de conformação foram
retiradas três amostras de 2,5 mm x 2.0 mm nos ângulos referidos acima.
Figura 76 – Etapas progressivas de conformação utilizadas na obtenção de figuras de polo.
120
Figura 77 – Direções dos ângulos utilizados nas amostras das figuras de polo.
3.1.7 Amostras para Microscopia
As amostras para microscopia foram retiradas das mesmas chapas utilizadas
para confecção dos corpos de prova para os ensaios de tração uniaxial. Pedaços de
aproximadamente 10 mm x 10 mm foram retirados da chapa e embutidos em baquelite. Para
verificação da lateral da chapa (sua espessura) tiras de 50 mm x 10 mm foram cortadas,
dobradas, e embutidas lateralmente em baquelite. Todas as amostras foram lixadas com lixas
d’agua grana 200, 400, e 800, e posteriormente polidos em uma politriz metalográfica de pano
sintético junto a solução de MgO. Um ataque final, de ácido fluorídrico a 1,5% de
concentração, por 120 segundos foi realizado antes das análises microscópicas. A Figura 78
exibe as amostras embutidas e preparadas para serem utilizadas no MEV e uma antes do
polimento.
Figura 78 – Amostras utilizadas nas análises microscópicas.
121
3.2 MÉTODOS
As secções abaixo descrevem os métodos e os equipamentos utilizados na
caracterização dos laminados objeto do presente estudo.
3.2.1 Caracterização Mecânica
A caracterização mecânica foi composta pelos testes de tração uniaxial,
conformabilidade, dureza, e rugosidade. Pelos resultados do teste de tração uniaxial os limites
de escoamento, limites de resistência à tração, e alongamento percentual foram obtidos para
os sessenta corpos de prova. Com os dados da curva de engenharia calculou-se a curva
verdadeira por meio da qual os expoentes de encruamento n foram obtidos. Os índices de
anisotropia foram obtidos por meio de medidas retiradas dos corpos de prova ensaiados. Os
testes de embutimento Erichsen geraram valores representativos da distância percorrida por
um punção até a ruptura do corpo de prova e podem ser utilizados como uma medida de
conformabilidade do material. Ensaios Nakazima foram realizados e as medidas de maior
deformação e1 e menor deformação e2 foram utilizadas na elaboração de curvas limite de
conformação (CLC). Os valores de microdureza obtidos representam a capacidade de um
material de resistir à deformação plástica localizada e podem ser correlacionados com outras
características mecânicas do material. Os testes de rugosidade realizados mediram os defeitos
microgeométricos presentes na superfície do material.
3.2.1.1 Ensaio de Tração Uniaxial
Os ensaios de tração uniaxiais foram realizados em um equipamento universal
de ensaios mecânicos QTest modelo DXL. Os sessenta corpos de prova foram ensaiados neste
equipamento com o uso de extensômetros a 80 mm de distância a uma velocidade de 2 mm
por minuto. A partir dos resultados dos testes foi elaborada a curva de engenharia tensão
deformação para cada um dos corpos de prova. A análise da curva de engenharia e os dados
122
coletados pelos extensômetros permitiram que o limite de resistência à tração, limite de
escoamento, e o alongamento percentual de cada corpo de prova fosse obtido. A norma
utilizada para a realização dos testes foi a NBR 7549:2001 – Alumínio e suas ligas – Ensaio
de tração de produtos dúcteis e fundidos. A Figura 79 mostra o equipamento universal de
ensaios mecânicos.
Figura 79 – Máquina universal de ensaios QTest DXL.
A curva de engenharia obtida pelo ensaio dos corpos de prova permitiu o
cálculo da curva real de tensão versus deformação pelo uso das equações 8 e 9, que por sua
vez geraram valores de tensão (σ) e deformação (ε) real, com os quais o expoente de
encruamento n foi calculado pelo uso da Equação 13.
) e planar (∆R) foram obtidos por meio das
Os índices de anisotropia normal (
equações 15 e 16. Ambas as equações usam o R de Lankford calculado para cada corpo de
prova pelo uso da equação 14, levando em consideração seus respectivos ângulos em relação
à direção de laminação. Para a medição dos corpos de prova depois de ensaiados, usados na
obtenção de R, foi utilizado um paquímetro digital Mitutoyo modelo Absolute CD-6 PS. A
largura final (Wf) foi calculada de duas formas para fins de comparação. Em um dos métodos,
referenciado como Wf média, utilizou-se a média de cinco pontos equidistantes dentro da área
útil do corpo de prova. A Figura 80 mostra os pontos medidos nos corpos de prova
123
tracionados para o calculo do R de Lankford neste método. No outro método, referenciado
como Wf
menor,
somente o ponto com o menor valor, adjacente ao local da fratura e aonde
houve empescoçamento, foi considerado. A Figura 81 mostra o local nos corpos de prova
utilizado para medição de Wf menor. Optou-se pela utilização de dois métodos para facilitação
na comparação com valores encontrados na literatura, já que nem sempre os métodos de
medição dos corpos de prova ensaiados são descritos em detalhe.
Figura 80 – Pontos de medição da largura para obtenção de Wf média utilizado no cálculo de R.
Figura 81 – Ponto de medição da largura em para obtenção de Wf menor utilizado no cálculo de R.
3.2.1.2 Ensaio de Conformabilidade Erichsen
O teste de embutimento Erichen foi realizado em um equipamento Panambra
modelo R1. O teste em si consiste em um punção esférico que avança sobre a chapa que é
presa por um prensa chapa que simula uma operação de estiramento. Vários fatores
influenciam o resultado do teste, entre eles estão condições de lubrificação e velocidade de
avanço do punção (CRIVELARO, 2003). Nos ensaios realizados uma fina camada de graxa
SKF LGMT 2/0.2 foi utilizada. O avanço do punção é acionado por meio de manivela
manual, a velocidade estimada foi de 6 mm por minuto. A Figura 82 mostra o equipamento
utilizado na realização dos testes de embutimento.
124
Figura 82 – Panambra R1 utilizado para realização de ensaios Erichsen.
3.2.1.3 Ensaios para Curva Limite de Conformação
Os ensaios utilizados na obtenção das curvas limite de conformação foram
realizados em uma prensa hidráulica Farex modelo BP200. Esta prensa possuía acionamento
manual e pode ser visualizada na Figura 83. Nesta prensa o ferramental, que pode ser visto na
Figura 84, foi fixado de forma que o punção hemisférico fosse movido pelo pistão e a matriz e
o prensa chapa ficassem fixos na base. Uma fina camada de graxa, marca Karter, tipo MP-2,
foi utilizada entre o ferramental e os corpos de prova a fim de minimizar o efeito da fricção
superficial na deformação localizada. A prensa era acionada até que o primeiro sinal de
ruptura do material fosse detectado. Os corpos de prova eram então retirados e a malha na
qual ocorreu a fratura, assim como nas áreas adjacentes eram medidas para realização do
cálculo de deformação de engenharia, seguindo a Equação 6. A Figura 85 mostra os corpos de
prova depois de ensaiados. A quantidade de medições de cada corpo de prova variou de
acordo com a extensão da fratura e os pontos utilizados para um dos corpos de prova podem
ser visualizados na Figura 86. Os pontos de medição que estavam na área fraturada foram
classificado como tipo 1 (em azul na Figura 86), e os pontos adjacentes como tipo 2 (em
vermelho na Figura 86), a fim de definir mais detalhadamente as zonas de falha e as zonas
afetadas. No total 18 corpos de prova foram ensaiados e 493 pontos foram medidos para
obtenção das curvas limite de conformação. Um paquímetro Mitutoyo, modelo Absolute CD-
125
6 PS, foi utilizado na medição da deformação da malha dos corpos de prova usados no ensaio
Nakazima.
Figura 83 – Prensa hidráulica Farex modelo BP200 utilizada para obtenção das CLC.
Figura 84 – Ferramental utilizado para obtenção das CLC (a), e conjunto montado com corpo de prova
(b).
126
Figura 85 – Corpos de prova para CLC ensaiados.
Figura 86 – Pontos de medição tipo 1 e tipo 2 em um corpo de prova ensaiado.
3.2.1.4 Ensaio de Microdureza Vickers
O ensaio de microdureza Vickers foi realizado em um durômetro MicroVickers
HXD 1000 TM da fabricante Panambra. As cargas utilizadas foram de 50 g, 100 g, e 200g e o
tempo de aplicação foi de 10 segundos para todas as medições. Cinco pontos foram medidos
para cada corpo de prova em cada uma das diferentes cargas, gerando um total de quarenta e
cinco medições nos nove corpos de prova (três para cada laminado para cada carga). As
127
medições foram realizadas a 10 mm de distância umas das outras. A Figura 87 mostra uma
das medições utilizadas no cálculo da microdureza Vickers para o laminado II. Os valores de
microdureza foram obtidos pelo uso da equação 17.
Figura 87 – Medição em ensaio de microdureza LII.
3.2.1.5 Testes de Rugosidade
Os testes de rugosidade foram realizados com um equipamento fabricado pela Mahr,
modelo MarSurf M 300 C, mostrado na Figura 88. As medições utilizaram lt de 5,6 mm e le
de 0,8 mm. Foram realizadas cinco medidas na direção de laminação e cinco na direção
transversal para cada laminado, totalizando 30. Cada medição (DL) respeitou a distância de
15 mm entre seus pontos de inicio, verticalmente ou horizontalmente, e as medições na
direção transversal foram realizadas diretamente abaixo do final da medição na direção de
laminação. As médias para as duas direções de cada laminado também foram calculadas.
Figura 88 – Equipamento MarSurf M 300 C.
128
3.2.2 Análise de Textura Cristalográfica
Para análise da textura cristalográfica utilizou-se um goniômetro automático de
textura acoplado a um difratômetro Rigaku modelo Dmax 2000. A radiação utilizada foi o
Mokα1 (λ = 0,7093 Ǻ) passo angular de 5° e tempo de contagem de 5 s. Os planos
cristalográficos escolhidos para a obtenção das figuras de polo foram (111), (200), (220) e
(311). Com os dados gerados das figuras de polo foram obtidas as funções de distribuição de
orientações (FDOs).
Para a análise das alterações na textura cristalográfica durante o processo de
DWI as amostras de LII retiradas dos cinco diferentes estágios progressivos de conformação,
nos três ângulos ilustrados na seção 3.1.6, foram utilizadas na obtenção das figuras de polo.
Os planos cristalográficos escolhidos foram (111), (200), (220), e (311). No total sessenta
figuras de polo foram geradas, uma para cada estágio de conformação, em cada plano, em
cada um dos três ângulos escolhidos em relação à direção de laminação. A direção de
laminação foi visualmente determinada pelo fundo da lata e do copo, e os diferentes ângulos
foram avaliados para verificação de diferenças de textura após a deformação inicial da chapa.
3.2.3 Caracterização Microestrutural
Na caracterização microestrutural os laminados foram submetidos à análise em
microscópio ótico e eletrônico. No primeiro identificaram-se compostos intermetálicos
(precipitados) na matriz, no segundo foi possível, por meio da técnica de espectroscopia de
dispersão de energia, identificar qualitativamente os elementos presentes nestes compostos.
3.2.3.1 Microscopia Óptica
Um microscópio Olympus modelo BX60M acoplado a um sistema de
digitalização de imagens foi utilizado para gerar as imagens de microscopia óptica. Para cada
laminado uma amostra do plano da chapa e uma da lateral foi confeccionada. Desta forma,
129
seis amostras foram polidas e atacadas conforme descrito na seção 3.1.2 e imagens foram
obtidas em ampliações de 200, 500, e 1000 vezes.
3.2.3.2 Microscopia Eletrônica de Varredura
Um microscópio eletrônico de varredura Jeol, modelo JSM-6510 foi utilizado
para geração de imagens e para realização de análise qualitativa de composição química pela
técnica EDS (energy dispersive spectroscopy). As amostras utilizadas no MEV foram as
mesmas utilizadas para geração de imagens por microscopia ótica.
130
4 RESULTADOS E DISCUSSÕES
As secções que seguem dedicam-se a mostrar os resultados das caracterizações
realizadas nos três laminados da liga 3104-H19 e a compará-los com outros estudos
relacionados a este material. Primeiramente as propriedades mecânicas, de encruamento, e de
anisotropia serão descritas e discutidas, seguidas pela análise de textura cristalográfica, e por
fim as características microestruturais.
4.1 CARACTERIZAÇÃO MECÂNICA
A caracterização mecânica dos três laminados foi realizada por meio de ensaios
de tração, testes de embutimento Erichsen, curvas limite de conformação, testes de dureza e
de rugosidade. Os ensaios de tração além de gerarem valores para os limites de escoamento,
limites de resistência à tração, e alongamentos percentuais, foram fundamentais no cálculo
dos expoentes de encruamento n e índices de anisotropia. Assim como a composição química
de uma liga aparece em vários estudos relacionados ao material, da mesma forma, foi possível
angariar valores para as propriedades mecânicas por meio de publicações e livros. Todas as
tabelas que exibirão os resultados serão separadas por laminado seguindo a nomenclatura
estabelecida na seção 3.1. Quando forem pertinentes tabelas separadas por ângulo do corpo de
prova serão expostas sempre tendo como referência a direção de laminação (DL). Em grande
parte dos estudos relacionados a propriedades mecânicas de ligas de alumínio os corpos de
prova utilizados nos testes de tração são retirados nas direções a 0o, 45º, 90º. No presente
trabalho os ângulos de 23º e 68º foram adicionados ao estudo a fim de verificar se haveria
alguma diferença nos valores obtidos, já que o resultado da textura cristalográfica balanceada
indicou que haveria similaridades nas propriedades mecânicas observadas a 0o, 45º, e 90º.
A Tabela 27 apresenta os resultados das tensões de escoamento, limites de resistência à
tração, e alongamentos percentuais dos laminados estudados. As médias são representativas
dos vinte corpos de prova ensaiados para cada laminado, quatro para cada uma das cinco
direções de 0o, 23º, 45º, 68º, e 90º em relação a DL.
131
Tabela 27 – Resultados para tensão de escoamento, limite de resistência à tração e alongamento.
Tensão de
Escoamento
(MPa)
Laminado
II
IV
VI
Média
280
255
260
Limite de
Resistência a
Tração (MPa)
Alongamento
Percentual
(80,00mm)
Média
299
277
281
Média
4,5
4,9
4,7
A maioria das referências encontradas na literatura faz alusão à liga 3004, que ainda é
utilizada na fabricação do corpo da lata. Em sua publicação, Coletânea de Normas Técnicas,
de 2008, a ABAL designa as ligas 3004 e 3104 com tendo limite convencional de escoamento
mínimo de 215 MPa, limite de resistência a tração mínimo de 260 MPa, e alongamento
percentual mínimo (50 mm) de aproximadamente 4 por cento em seu estado mais
severamente encruado (ABAL, 2008). Em um de seus artigos, Olaf Engler (2012), afirma que
a rota de trabalho a frio H19 faz com que uma liga muito similar tenha limites de escoamento
superiores a 250 MPa, chegando até a 275 MPa. Em outro artigo, desta vez relacionado à liga
3104 com redução percentual em trabalho a frio superior a 88%, gráficos exibem limites de
escoamento ao redor de 275 MPa, limites de resistência a tração próximos a 300 MPa, e
alongamentos percentuais que não excedem 4% (YU, 1993). Em sua página na internet a
aluMATTER oferece uma série de informações sobre ligas de alumínio, incluso a 3004-H19,
mostrando seu limite de resistência a tração em 320 MPa e seu alongamento percentual
mínimo em 3%. Em fichas de materiais, como as encontradas na www.matweb.com a liga
3104-H19 é descrita como tendo limite de escoamento em 260 MPa, limite de resistência a
tração em 290 MPa, e alongamento percentual máximo de 4%.
Na média o laminado II teve
propriedades mecânicas ligeiramente superiores aos outros dois, no entanto, assim como nos
outros laminados os dados coletados apresentaram valores de desvio padrão consideráveis. O
laminado II, como será observado adiante, apresentou também valores maiores para os testes
de microdureza, indicando uma tendência de maior resistência mecânica. A Tabela 28
apresenta mais detalhadamente os valores das propriedades mecânicas obtidos pelos ensaios
de tração, deve ser mencionado que os valores individuais representam a média do resultado
dos quatro corpos de prova retirados dos laminados nas diferentes direções. Na Tabela 28 o
símbolo σ representa o desvio padrão.
132
Tabela 28 – Detalhamento dos resultados das propriedades mecânicas.
Laminado Direção
0
II
23
o
45
o
68
o
90
o
0
IV
o
23
o
45
o
68
o
90
o
0
VI
o
o
23
o
45
o
68
o
90
o
Tensão de
Escoamento
(MPa)
Alongamento
Limite de
Percentual
Resistência a
Tração (MPa) (80,00mm)
Média
σ
Média
σ
Média
σ
284
4
299
4
4,4
0,2
277
7
305
3
5,1
0,9
282
11
295
12
4,0
0,6
270
3
298
1
4,9
0,2
285
17
296
14
4,1
0,9
257
5
272
7
4,2
0,8
255
2
284
3
5,9
0,7
249
8
268
9
4,6
0,7
253
2
282
3
5,6
0,2
259
5
278
5
4,4
1,0
245
7
264
8
4,0
0,4
268
2
295
1
5,5
0,5
257
14
274
14
4,2
0,2
260
0
287
1
5,8
0,8
271
10
286
9
3,9
0,7
Não foi possível discernir diferenças significativas entre os resultados dos
corpos de prova retirados dos laminados a 0o, 45º, e 90º. Em seu artigo, Yu (1993), chega à
mesma conclusão, afirmando que as propriedades mecânicas não mostraram dependência
significativa em função da orientação do espécime nestes ângulos. Já os corpos de prova
retirados a 23º e 68º tiveram resultados de limites de resistência à tração levemente acima dos
outros ângulos para todos os três laminados, ao mesmo tempo em que mantiveram limites de
escoamento bastante similares. O mesmo ocorreu com o alongamento percentual dos corpos
de prova retirados a 23º e 68º que apresentaram valores sutilmente superiores aos dos outros
ângulos. A Figura 89, de um gráfico gerado a partir dos dados apresentados na Tabela 28,
permite comparar as diferenças entre os limites de escoamento e resistência à tração dos três
laminados por ângulo do corpo de prova. Já a Figura 90 mostra um gráfico que faz esta
mesma comparação para os alongamentos percentuais.
133
MPa
Comparativo Propriedades Mecânicas LII, LIV, e LVI
310
300
290
280
270
260
250
240
230
220
210
200
0o
23o
45o
68o
L.E.
L.R.T.
LII
L.E.
L.R.T.
LIV
L.E.
L.R.T.
90o
LVI
L.E. e L.R.T. por Laminado por Ângulo
Figura 89 – Comparativo de propriedades mecânicas por laminado por ângulo do corpo de prova.
Comparativo Along.% LII, LIV, e LVI
Alongamento %
6,0
5,0
4,0
0o
3,0
23o
2,0
45o
68o
1,0
90o
0,0
LII
LIV
LVI
Laminado e Ângulo do Corpo de Prova
Figura 90 – Comparativo do alongamento percentual por laminado por ângulo do corpo de prova.
A Tabela 29 apresenta os resultados separados por orientação do corpo de
prova em relação à direção de laminação. Nota-se que os corpos de prova a 23º tiveram a
maior média de limite de resistência à tração assim como a maior média de alongamento
percentual. Para o limite de escoamento os corpos de prova a 90º obtiveram os melhores
resultados. Em sua página na internet a AluMATTER menciona que é comum haver maior
resistência a tração para corpos de prova retirados a 0o em relação a direção de laminação e
valores muito similares para os corpos de prova retirados a 45º e 90º. Da mesma forma o site
cita que o alongamento percentual é geralmente um pouco maior nos corpos de prova
134
retirados a 45º em comparação as outras direções (http://aluminium.matter.org.uk/). Nos
ensaios realizados notou-se que os corpos de prova retirados a 0o e a 45º exibiram
propriedades mecânicas muito similares e sutilmente inferiores aos corpos de prova com 90º.
Para os ângulos a 0o, 45º, e 90º pode-se afirmar que não houve diferenças nos resultados. Para
os corpos de prova retirados a 23º e 68º assume-se que os resultados superiores estão
relacionados à textura cristalográfica do material, que propositalmente foi processado para
possuir propriedades similares a 0o, 45º, 90º, 135º, e 180º, evitando uma tendência excessiva
de “orelhamento” nestes ângulos. É justamente nos ângulos intermediários, de 23º, 68º, 113º,
e 158º, que se apresentarão os vales (pontos mais baixos) de um copo produzido por repuxo
profundo desta liga de alumínio.
Tabela 29 – Propriedades mecânicas em relação à direção de laminação.
Ângulo
Tensão de
Escoamento
(MPa)
Limite de
Alongamento
Resistência a
Percentual
Tração (MPa) (80,00mm)
Média
Média
Média
0
23o
262
278
4,2
267
295
5,5
o
45
68o
263
279
4,3
261
289
5,4
90o
272
287
4,1
o
Esta similaridade de propriedades em direções específicas, mesmo havendo
reconhecidamente anisotropia em laminados de ligas de alumínio, é provavelmente causada
intencionalmente por um cuidadoso processo de tratamento térmico e laminação a frio que
busca balancear texturas de deformação com texturas de recristalização, a fim de minimizar o
efeito de “orelhamento” que reconhecidamente causa transtornos ao processo de manufatura
do corpo da lata (ENGLER, 2011). Estes tópicos serão tratados na seção que lida com a
análise da textura cristalográfica.
No cálculo das médias gerais das propriedades mecânicas da liga 3104-H19
todos os corpos de prova foram levados em consideração. Os resultados foram de 265 MPa
para a tensão de escoamento, 285 MPa para o limite de resistência a tração, e 4,7% para o
alongamento percentual. Todos os valores ficaram próximos aos já estabelecidos na literatura
e em fichas técnicas, com a tensão de escoamento ficando ligeiramente superior, 265 versus
260 MPa, o limite de resistência ligeiramente inferior, 285 versus 290 MPa, e o alongamento
135
percentual igual, aproximadamente 4%, aos valores padrão. As Figuras 91, 92, e 93 mostram
as curvas de engenharia sobrepostas para cinco corpos de prova, cada qual retirado de um
ângulo distinto em relação à direção de laminação, para LII, LIV, e LVI respectivamente. Nestas
figuras é possível observar que há diferença no ângulo de inclinação da porção de deformação
elástica da curva entre os corpos de prova retirados a 23º e 68º em comparação aos demais.
Para todas as curvas geradas foi possível observar esta diferença, pela qual se deduz que os
corpos de prova a 0o, 45º, e 90º possuem maior rigidez em função do maior ângulo de
inclinação da curva. Em outras palavras, é necessária uma maior tensão para gerar a mesma
deformação nestes ângulos. Supõe-se que estas diferenças, mesmo que sutis, nas propriedades
mecânicas, no alongamento percentual, e nos módulos de elasticidade, estejam relacionadas à
textura cristalográfica da liga que influencia os resultados em função da direção e laminação.
Figura 91 – Curvas tensão deformação para corpos de prova a 0o, 23º, 45º, 68º, e 90º LII.
136
Figura 92 – Curvas tensão deformação para corpos de prova a 0o, 23º, 45º, 68º, e 90º LIV.
Figura 93 – Curvas tensão deformação para corpos de prova a 0o, 23º, 45º, 68º, e 90º LVI.
137
O expoente de encruamento n calculado para os diferentes laminados nos
ângulos de 0o, 45º, e 90º, pode ser visualizado na Tabela 30. Estes valores muito se
assemelham com o valor da Tabela 21 onde n é igual a 0,242 para liga 3003 (TOTTEN;
MACKENZIE, 2003). Para o cálculo destes valores a Equação 13 foi utilizada e todos os
dados da curva de engenharia foram levados em consideração. Em seu artigo, Folle, Neto, e
Schaefer (2008), encontraram o valor médio do expoente de encruamento para a uma liga de
alumínio utilizada na fabricação do corpo da lata em 0,221 (FOLLE, 2008). O expoente de
encruamento é considerado um fator de grande importância na definição da conformabilidade
de um material a processos de repuxo profundo, sendo interpretado muitas vezes como a
capacidade do material em postergar a estricção quando deformado plasticamente
(OTOMAR, 2010).
Supõe-se que por motivos relacionados à textura cristalográfica
intencionalmente criada no laminado os expoentes de encruamento n calculados para os
corpos de prova retirados a 23º e 68º, que são ângulos intermediários aos que apresentam
tendência de orelhamento, ficaram consideravelmente superiores aos apresentados na Tabela
30, com valores médios de 0,52. Esta discrepância nos valores de n entre os corpos de prova
retirados a 0o, 45º, e 90º, e aqueles obtidos a 23º, e 68º, quando todos os dados da curva são
utilizados, pode ser explicada pela diferença na componente angular da porção de deformação
elástica da curva de engenharia, ou o módulo de elasticidade. Não foram encontrados na
literatura valores similares ou que fazem referência a propriedades de corpos de prova
retirados a 23º, e 68º. Estes valores podem ser visualizados na Tabela 31.
Tabela 30 – Valores do expoente de encruamento n para os três laminados (0o, 45º, e 90º).
Laminado Direção
II
IV
VI
0o
45o
90o
0o
45o
90o
0o
45o
90o
Expoente de Encruamento n
Média Desvio Padrão (σ) n média
0,275
0,04
0,283
0,304
0,02
0,272
0,07
0,237
0,02
0,260
0,02
0,244
0,237
0,03
0,258
0,03
0,260
0,02
0,267
0,284
0,04
138
Tabela 31 – Valores do expoente de encruamento n para os três laminados (23o e 68º).
Laminado Direção
II
IV
VI
23
o
68
o
23o
68
o
23o
68
o
Expoente de Encruamento n
Média
Desvio Padrão
0,54
0,07
0,59
0,04
0,46
0,07
0,50
0,07
0,53
0,04
0,51
0,05
n média
0,56
0,48
0,52
Em sem seu artigo, A.S. Korhonen (2013), afirma que valores para expoentes
de encruamento desta liga, que em publicações de Wu et al. e H. Aretz ficam ao redor de 0,07,
deveriam na realidade estar mais próximos de 0,04 em função de considerações matemáticas.
Levando em conta apenas a porção da curva de engenharia que representa a deformação
plástica uniforme, ou seja, depois da tensão de escoamento e antes da tensão máxima, os
valores de n para os corpos de prova ensaiados chegam próximos ao valor de 0,07, ficando na
média em 0,078. Em ambos os métodos, considerando toda a curva de engenharia e apenas a
porção de deformação plástica uniforme, os valores ficaram próximos aos exibidos na
literatura, com exceção dos valores calculados para os corpos de prova retirados a 23º e 68º
quando todos os dados da curva de engenharia são considerados. A Tabela 32 apresenta os
valores dos expoentes de encruamento obtidos para os três laminados quando somente a
porção da curva representativa da deformação plástica uniforme é utilizada no cálculo. Neste
caso, mesmo os valores dos corpos de prova a 23º e 68º ficaram bastante similares aos
encontrados para os outros ângulos. Assume-se que esta similaridade de resultados exibida
apenas quando a porção de deformação plástica uniforme é utilizada seja proveniente da
semelhança das curvas de engenharia tensão versus deformação depois do limite de
escoamento para todos os ângulos estudados. É possível notar pela observação das Figuras
94, 95 e 96 que representam LII, LIV e LVI respectivamente, que as curvas sobrepostas dos
corpos de prova a 23º e 68º em comparação com os retirados a 0o, 45º, e 90º possuem ângulos
de inclinação quase idênticos na porção relacionada à deformação plástica uniforme. O
cálculo da derivada destas porções das curvas provavelmente geraria retas quase paralelas, ou
seja, com o mesmo coeficiente angular (slope). Em contraste, a porção que antecede o limite
de escoamento possui diferenças nas componentes angulares das curvas. Para os corpos de
prova retirados a 0o, 45º, e 90º nota-se que a inclinação da curva tensão deformação é mais
139
acentuada que a inclinação inicial das curvas dos corpos de prova retirados a 23º e 68º. Essa
maior inclinação (ângulo maior em relação à abscissa) indica uma maior rigidez do material,
necessitando um aumento mais significativo na tensão para que haja uma deformação
equivalente aos outros corpos de prova. Já os corpos de prova retirados a 23º e 68º possuem
na porção elástica da deformação ângulos de inclinação mais suaves, indicando um módulo de
elasticidade mais reduzido em comparação aos outros ângulos avaliados. No entanto, a
parcela da porção de deformação plástica da curva dos corpos de prova a 23º e 68º possuem
inclinações praticamente idênticas aos retirados a 0o, 45º, e 90º. A análise das curvas aparenta
indicar que, apesar de possuírem módulos de elasticidade levemente menores, os corpos de
prova a 23º e 68º são bastante suscetíveis ao endurecimento por trabalho a frio, já que
possuem alongamentos percentuais maiores, o que permite que o encruamento se estenda até
a ruptura, resultando em limites de resistência à tração sutilmente superiores.
Tabela 32 – Expoente de encruamento n para porção de deformação plástica uniforme.
Laminado
Direção
0
II
23
o
45
o
68
o
90
o
0
IV
o
o
23
o
45
o
68o
90
0
VI
o
o
23
o
45
o
68o
90
o
Expoente de Encruamento n
(deformação plástica uniforme)
Média
Desvio Padrão (σ)
0,074
0
0,082
0
0,070
0
0,076
0
0,073
0
0,083
0
0,081
0
0,091
0
0,081
0
0,086
0
0,082
0
0,073
0
0,077
0
0,073
0
0,073
0
n média
0,075
0,084
0,076
140
Figura 94 – Sobreposição das curvas de dois corpos de prova um a 23º e outro a 45º do LII.
Figura 95 – Sobreposição das curvas de dois corpos de prova um a 68º e outro a 90º do LIV.
Figura 96 – Sobreposição das curvas de dois corpos de prova um a 0º e outro a 23º do LVI.
141
Notou-se também que as componentes angulares (slopes) das regressões
lineares realizadas para o logaritmo natural (ln) da porção de deformação elástica da curva
real tensão deformação dos corpos de prova retirados a 23º e 68º, obtidas pela Equação 13,
possuíam valores diferentes aos encontrados para o restante dos ângulos avaliados indicando
uma diferença nos módulos de elasticidade.
Na média o valor de n que leva em consideração os corpos de prova retirados a
o
0 , 45º, e 90º, ficou em 0,26 para a regressão linear que considera todos os pontos da curva e
0,078 para os dados que abrangem somente a área de deformação plástica antes do
“espescoçamento”. As discrepâncias encontradas entre os valores de n que usam todos os
dados da curva para os diferentes ângulos podem ser explicadas pelas diferenças nas
propriedades mecânicas provenientes da textura cristalográfica dos laminados e seus
respectivos resultados na curva de engenharia tensão versus deformação e na regressão linear
que resulta na inclinação (slope) representativa do expoente de encruamento. Vale notar que
os módulos de elasticidade dos corpos de prova retirados a 23º e 68º possuem menor
inclinação e estes ângulos estão situados justamente nos pontos em que não há tendência de
orelhamento. Uma possível explicação para este fenômeno pode ser proposta pela influência
da textura cristalográfica no módulo de elasticidade, que devido a maior recuperação elástica
ocasiona uma maior retração do material após a deformação em repuxo profundo. Os módulos
de elasticidade menores encontrados a 23º e 68º permitem que depois de interrompidas as
tensões para a deformação do material a recuperação dimensional seja maior, causando os
vales em copos gerados por processos de repuxo profundo.
O expoente de encruamento n representa a capacidade do material de encruar
quando deformado plasticamente a frio e por este motivo altos valores são desejados para
chapas dedicadas a conformação. Valore altos de n indicam que conforme a deformação
ocorre às áreas vizinhas se endurecem mais facilmente, dividindo a carga aplicada e
consequentemente aumentando o tempo da deformação uniforme (OLIVEIRA, 2010). Os
valores comumente encontrados na literatura de n para a liga 3104, ao redor de 0,240, indicam
que esta liga pode ser bem utilizada para o repuxo profundo já que materiais concorrentes,
como aço intersticial free (IF) com n ao redor de 0,24, o aço carbono 0,05% com n igual a
0,26, e a liga de alumínio 1050 com n igual a 0,20 já são todos bastante utilizados para este
tipo de processamento. Já os valores de n que são representativos da porção da curva de
engenharia aonde realmente ocorre o encruamento, ao redor de 0,078, indicam que a têmpera
H19 endurece o material a tal ponto que torna seu limite de escoamento próximo ao limite de
resistência a tração, gerando uma componente angular (slope) de baixo valor entre estes dois
142
pontos. Esta proximidade entre os limites de escoamento e resistência a tração pode ser
observada na Figura 10 aonde há uma comparação destes valores para ligas da série 3XXX
recozidas (O) e severamente encruadas (H19).
Os índices de anisotropia para os diferentes laminados podem ser visualizados
nas Tabelas 33 e 34. Os valores da Tabela 33 foram calculados utilizando-se o valor Wf média,
assim com descrito na secção 3.2.1.1. Já a Tabela 34 utilizou como valor o Wf menor para o
calculo dos índices de anisotropia. As Equações 14, 15, e 16 foram utilizadas para o calculo
destes valores. Na tabela é possível notar que ∆R ficou bastante próximo de zero para os três
laminados, o que indicaria uma tendência a não haver “orelhamento”. Supõe-se que pelo
motivo dos corpos de prova terem sido retirados de direções que possuem a mesma tendência
ao “orelhamento”, as diferenças entre si cancelam-se. As análises de textura cristalográfica
nas seguintes seções detalharão mais este tópico. O índice de anisotropia normal ficou
próximo a 0,4, quando o método Wf
média
foi utilizado, valor próximo aos das ligas de
alumínio, latão, e cobre, representadas na Figura 20, que ficam entre 0,6 e 1,0. Já os valores
obtidos pelo método que usou Wf menor, ficaram em -0,228 e 0,776 respectivamente.
de ∆R e igual a
Em seu artigo, Ren, Li, e Morris (1994), encontraram valores de ∆R igual a -0,530 e 1,027 para a amostra da liga 3104 trabalhada a frio (89%) sem recozimento posterior. Neste
estudo foi confirmada a tendência de orelhamento a 45º em relação à direção de laminação
para a amostra em questão, assim como nos valores de ∆R obtidos por meio de Wf menor. A
literatura indica que valores de ∆R positivos prenunciam “orelhamento” a 0o e 90º, e valores
negativos orelhas a 45º. Valores altos de anisotropia normal indicam que o material irá se
deformar mais facilmente em sua largura e comprimento do que em sua espessura,
aumentando assim sua capacidade de postergar a estricção pela resistência ao afinamento
(OLIVEIRA, 2010). Materiais ideais ao repuxo profundo apresentariam anisotropias planares
(OLIVEIRA, 2010).
próximas a zero e altos valores de 143
, para os três laminados, método Wf média.
Tabela 33 – Índices de anisotropia, R, ∆R e Laminado
II
IV
VI
Rgrau
R0
0,132
R45
0,435
R90
0,750
R0
0,194
R45
0,383
R90
0,417
R0
0,235
R45
0,440
R90
0,463
∆R
0,006
0,438
-0,078
0,344
-0,091
0,394
, para os três laminados, método Wf menor.
Tabela 34 – Índices de anisotropia, R, ∆R e Laminado
II
IV
VI
Rgrau
R0
0,467
R45
0,911
R90
0,895
R0
0,546
R45
0,977
R90
1,071
R0
0,567
R45
0,781
R90
0,426
∆R
-0,230
0,796
-0,169
0,893
-0,285
0,639
Os resultados dos ensaios Erichsen podem ser visualizados na Tabela 35. As
médias mostradas nesta tabela são compostas pelos resultados dos nove corpos de prova
utilizados para cada laminado. Os três laminados apresentaram valores próximos. Observa-se
que a ductilidade do material foi reduzida em função do trabalho a frio realizado para a
têmpera H19, já que chapas da liga 3003 quando produzida por resfriamento direto (direct
chill – DC) chegam a valores de 8,5 mm antes da ruptura, e quando produzidas por fundição
contínua (Twin Roll Caster – TRC) chegam a 7,5 mm (MENEZES, 2013). Valores deste
mesmo ensaio para a liga de alumínio 1050 chegam a 12,6 mm (OTOMAR, 2010). Na média
de todos os corpos de prova o punção se deslocou 4,62 mm antes da falha. Deve ser
mencionado também que praticamente em todos os esboços ensaiados a falha ocorreu
144
paralelamente à direção de laminação, como pode ser visualizada na Figura 97. Uma provável
explicação para a ocorrência de falha na direção de laminação é a presença de compostos
intermetálicos (Al6(Fe,Mn)) que possuem uma morfologia mais alongada na mesma direção,
propiciando a nucleação de trincas em suas interfaces com a matriz.
Tabela 35 – Ensaio Erichsen, valores do deslocamento médio do punção antes da falha.
Laminado
II
IV
VI
Deslocamento médio do
punção em mm
4,42
4,62
4,83
Figura 97 – Falha paralela a direção de laminação, ensaio Erichsen.
As curvas limite de conformação (CLC) para os três laminados podem ser
visualizadas nas Figuras 98, 99, e 100. Todos os três laminados apresentaram valores
máximos da maior deformação (e1) e da menor deformação (e2) similares, com e1 não
excedendo 0,25 % e e2 variando entre -0,15 e 0,15%. Os pontos em azul, denominados Tipo
1, representam as medições realizadas na malha aonde houve fratura. Os pontos em vermelho,
denominados Tipo 2, representam as medições realizadas na malha adjacente aos pontos de
fratura. O percurso da curva no gráfico procurou manter a maioria dos pontos de cada tipo em
um lado distinto. Os valores apresentados nas curvas limite de conformação dos três
laminados se assemelham com os encontrados na curva elaborada por Folle, Neto, e Schaefer
em seu artigo relacionado à fabricação de latas (FOLLE, 2008). Nota-se que os menores
valores de e1 ocorrem na área de deformação plana e os maiores nos pontos relacionados ao
estiramento biaxial. Os maiores valores de e1 Tipo 2 foram encontrados no laminado VI,
145
chegando próximo a 0,20% antes da ocorrência da falha na área correlacionada ao estiramento
biaxial (e2 = 0,10%).
Figura 98 – Curva limite de conformação laminado II.
Figura 99 – Curva limite de conformação laminado IV.
Figura 100 – Curva limite de conformação laminado VI.
146
A Figura 101 mostra a sobreposição das curvas de LII, LIV, e LVI. É possível
notar que para as três laminados os valores máximos e mínimos das maiores e menores
deformações de engenharia são parecidos. Todos tiveram seu menor ponto em e1 entre 0 e
0,05% de e2, e os maiores entre -0,10 e -0,05% e 0,10 e 0,15%.
Figura 101 – Sobreposição das curvas limite de conformação LII, LIV, e LVI.
As medidas de microdureza Vickers foram bastante similares para os três
laminados nas três cargas utilizadas e podem ser visualizadas na Tabela 36, 37, e 38. Na
média o valor de 98 HV foi encontrado. A AluMATTER expõe para liga 3004 a microdureza
Vickers de 95 HV e a ficha técnica de material fornecida pela www.matweb.com de 88 HV
para a liga 3104-H19. Assim como nos resultados das propriedades mecânicas o laminado II
apresentou valores ligeiramente superiores aos outros dois com 104 HV em contraste a 93 HV
para LIV e 98 HV para LVI. As cargas foram utilizadas em escala decrescente para assegurar
que a espessura da chapa, de apenas 0,270 mm, não influenciasse o resultado.
Tabela 36 – Valores de microdureza Vickers HV200 para os três laminados.
Carga
(g)
200
Unidade
HV
Medida 1
Medida 2
Medida 3
Medida 4
Medida 5
Chapa
II
107
102
114
98
99
Chapa
IV
83
96
91
99
94
Chapa
VI
94
96
99
99
99
147
Tabela 37 – Valores de microdureza Vickers HV100 para os três laminados.
Carga
(g)
100
Unidade
HV
Medida 1
Medida 2
Medida 3
Medida 4
Medida 5
Chapa
II
101
105
106
108
105
Chapa
IV
98
95
111
106
108
Chapa
VI
96
97
93
89
92
Tabela 38 – Valores de microdureza Vickers HV50 para os três laminados.
Carga
(g)
50
Unidade
HV
Medida 1
Medida 2
Medida 3
Medida 4
Medida 5
Chapa
II
107
102
114
98
99
Chapa
IV
83
96
91
99
94
Chapa
VI
94
96
99
99
99
Os valores de rugosidade foram determinados em duas direções, na direção de
laminação (DL) e na direção transversal (DT). A rugosidade na direção transversal foi
superior, provavelmente devido à deformação sofrida na direção de laminação pelo material e
ao alongamento dos grãos nesta direção. Em adição, a rugosidade da chapa é consequência
direta da superfície do rolo de trabalho. Um dos parâmetros que define o período de utilização
de um rolo de trabalho é justamente sua condição superficial, ou desgaste. Assim como nas
outras caracterizações os resultados encontrados foram similares com uma sutil diferença do
laminado II. Em ambas as direções os resultados de rugosidade do LII foram ligeiramente
superiores aos laminados IV e VI.
Dentre os vários parâmetros que afetam a
conformabilidade dos materiais encontra-se o coeficiente de fricção entre o material e as
ferramentas de conformação. A rugosidade é um dos fatores que influencia o coeficiente de
fricção, assim como a velocidade de conformação, condições de lubrificação, e condições
superficiais das ferramentas (LEMU e TRZEPIECINSKI, 2013). Estudos realizados por Kang
referenciam a importância da rugosidade das ferramentas de conformação no desempenho de
processos produtivos de repuxo profundo e afinamento da parede (DWI) (KANG, 2009).
Assim como a diferença de rugosidade entre o punção e a matriz, ou ironing die, a rugosidade
do laminado também influencia o processo produtivo, conforme a rugosidade aumenta a
facilidade de extração da lata do punção também melhora, o que permite que pressões de
expulsão menores sejam utilizadas. Em contrapartida, uma rugosidade muito elevada pode
148
levar ao acúmulo de finos de alumínio e outros resíduos na superfície da lata, criando um
aspecto visual fosco que pode influenciar na qualidade estética do produto. Este tipo de
defeito é denominado em inglês de bleedthrough ou blushing. A Tabela 39 mostra os valores
de rugosidade encontrados para os três laminados, na direção de laminação (DL) e na direção
transversal (DT). De acordo a Kang, e apesar de não haver menção da direção na qual os
resultados foram obtidos, valores de rugosidade para laminados da liga 3104 H19 chegam a
ser o dobro daqueles encontrados em punções texturizados, entre 0,30 e 0,60 µm. Outro artigo
relacionado a características superficiais da liga 3104 menciona a rugosidade média de 35 µm
para laminados usados na fabricação de latas (SAHA, 1996).
Tabela 39 – Medidas de rugosidade para os três laminados (DL – direção de laminação e DT – direção
transversal).
Laminado
II
IV
VI
Rugosidade (Ra – µm)
DL DT Média DL Média DT
0,21 0,59
0,26 0,51
0,27 0,59
0,25
0,56
0,31 0,54
0,19 0,54
0,27 0,44
0,27 0,46
0,17 0,51
0,21
0,45
0,14 0,42
0,20 0,41
0,10 0,43
0,10 0,35
0,27 0,44
0,14
0,39
0,10 0,37
0,10 0,37
4.2 TEXTURA CRISTALOGRÁFICA
A textura cristalográfica dos três laminados é representada por meio de funções
de distribuição de orientação (FDOs) que são expressas na forma de ângulos de Euler
seguindo a notação de Bunge. Nas FDOs que seguem as intensidades das diferentes
tendências de direção cristalográfica são representadas por linhas de iso-intensidade
diferenciadas por cor, somente as seções φ2 = 0o e φ2 = 45o são demonstradas. As Figuras
149
102, 103, e 104, apresentam as funções de distribuição de orientação para os laminados II, IV,
e IV.
Figura 102 – Função de distribuição de orientação secções φ2 = 0o e φ2 = 45o para o laminado II.
Figura 103 – Função de distribuição de orientação secções φ2 = 0o e φ2 = 45o para o laminado IV.
150
Figura 104 – Função de distribuição de orientação secções φ2 = 0o e φ2 = 45o para o laminado VI.
As FDOs demonstram que as texturas dominantes são as mesmas para os três
laminados com as mesmas componentes e intensidades muito semelhantes. É possível notar
pelas linhas de iso-intensidade que
as texturas latão (Bs) {110}<112> e cobre (Cu)
{112}<111>, que são típicas de deformação e são responsáveis pela tendência de orelhamento
a 45º, a textura Goss (G) {110}<001>, e a textura cubo (Cube) {001}<100>, típica de
recristalização e responsável pela tendência de orelhamento a 0o, são as texturas dominantes
para os três laminados da liga 3104-H19.
Esta
textura
com
componentes
de
recristalização
e
deformação
é
propositalmente gerada para que o material apresente um perfil de orelhas balanceado
(ENGLER, 2012). A microestrutura do lingote, antes da etapa de laminação a quente,
influencia significativamente a evolução da textura final porque afeta mecanismos de
recristalização (HIRSCH, 2007). Em adição, a liga 3104 utilizada na fabricação de latas para
bebidas necessita ser severamente encruada para atender as especificações de resistência
mecânica (maiores que 275 MPa), o que causa a tendência ao orelhamento a 45º pela
formação de uma forte textura de deformação ao longo da fibra β. Esta textura de deformação
necessita ser contrabalanceada pela retenção da textura cubo proveniente da recristalização.
Para a obtenção da textura ideal é necessário uma combinação peculiar entre as texturas de
recristalização e de deformação, criando um perfil de orelhas a 0o, 45º, 135º, 180º, 225º, e
151
315º (ENGLER; HIRSCH, 2006). Este balanceamento de texturas pode estar correlacionado
aos índices de anisotropia normal (∆R) próximos de zero e com as diferenças nos valores de n
em relação à direção de laminação encontrados nas caracterizações realizadas para os
laminados II, IV, e VI.
Quanto maior for à intensidade da textura cúbica após a laminação a quente
mais intensa deverá ser a laminação a frio para balancear o orelhamento. Para atender a todas
estas exigências fabricantes de laminados da liga 3104-H19 que fornecem para a indústria de
embalagens mantêm rígidos controles nas etapas de fundição por resfriamento direto (DC),
nos fornos de homogeneização, e nas reduções da laminação a frio, a fim de conseguir esta
textura específica com equilíbrio entre as componentes de recristalização (cubo) e de
deformação (latão e cobre).
Os resultados das FDOs dos laminados II, IV, e IV exibiram texturas muito
parecidas entre si e similares às encontradas em estudos correlatos, com aparente tendência de
orelhamento balanceado. Vale ser mencionado que mudanças sutis na textura produzem
tendências de orelhamento distintas, como pode ser aferido pela comparação entre as Figuras
105 e 106 (ENGLER, 2006). A Figura 105, adaptada do artigo escrito por O. Engler e J.
Hirsch (2006) mostra a textura (a) e o perfil de orelhas (b) desejado em laminados da liga
3104-H19 dedicados à fabricação de latas para bebidas. A Figura 106, adaptada do mesmo
artigo, mostra um perfil com tendências de orelhamento a 0o e a 180º, que causa transtornos
na operação de ironing. Este desbalanceamento na textura é possivelmente causado pela
maior intensidade da componente cubo {001}<100> em relação a Figura 105, o que ocasiona
orelhas mais acentuadas a 0o e a 180º. Quando há uma tendência excessiva ao orelhamento em
algum ângulo é possível que ocorra um afinamento do material nestes pontos até a falha,
criando cavacos que se depositam nas ferramentas de conformação e impedem a realização da
próxima operação de repuxo profundo. Este tipo de ocorrência é chamado de pinching ou
clipped off ear em inglês e afeta negativamente a produtividade (ENGLER, 2011). Em adição,
o orelhamento mais intenso causa um maior descarte de material em função do processo de
corte de apara. É possível notar também nas Figuras 105 e 106 as mesmas componentes de
texturas encontradas nos três laminados objeto do presente estudo. Uma comparação mais
detalhada entre as seções φ2 = 45o do laminado IV e da Figura 105 demonstra a similaridade
entre os resultados adquiridos e aqueles encontrados na literatura relacionada à liga 3104 H19.
O mesmo ocorre para a seção φ2 = 0o dos laminados objeto deste estudo em comparação a
seção φ2 = 90º dos resultados obtidos na literatura. Esta comparação entre as FDOs pode ser
152
visualizada na Figura 107, onde (a) representa φ2 = 45o e (b) φ2 = 0o para LIV em contraste
com os resultados obtidos por Engler em φ2 = 45º e 90º (ENGLER, 2006).
As figuras de polo geradas das amostras retiradas do laminado II nas diferentes
etapas de conformação mostram que há mudança na textura cristalográfica durante o processo
de DWI, especialmente para as amostras retiradas a 90º em relação à direção de laminação. As
Figuras 108, 109, e 110 mostram as figuras de polo do plano cristalográfico (111), na direção
de laminação (0o), a 45º, e na direção transversal (90º), durante as sucessivas deformações a
frio ocorridas nas cinco etapas de conformação da lata. É possível notar que a 0o houve pouca
mudança nas figuras de polo da primeira a ultima etapa de conformação. Já nas figuras das
amostras retiradas a 45º houve mudança. Uma rotação mais intensa da figura pode ser
observada nas amostras retiradas a 90º, que ao final da quinta etapa se assemelha as figuras
obtidas a 0o. O mesmo efeito ocorreu para os outros planos cristalográficos estudados, (200),
(220), e (311).
Figura 105 – (a) FDO da liga 3104 H19, φ2 = 45o, 65º, e 90º, com orelhamento balanceado, (b) perfil
de orelhas em relação à direção de laminação.
Fonte: Engler e Hirsch. (2006).
Figura 106 – (a) FDO da liga 3104 H19, φ2 = 45o, 65º, e 90º, com orelhamento desbalanceado, (b)
perfil de orelhas em relação à direção de laminação.
Fonte: Engler e Hirsch. (2006).
153
Figura 107 – Comparação entre componentes e intensidades de textura nas seções φ2 = 45º e φ2 = 0o e
90º.
Figura 108 – Figuras de polo de amostras dos 5 estágios de conformação a 0o no plano (111)
154
Figura 109 – Figuras de polo de amostras dos 5 estágios de conformação a 45o no plano (111)
Figura 110 – Figuras de polo de amostras dos 5 estágios de conformação a 90o no plano (111)
155
As Figuras 111, 112, e 113 mostram as figuras de polo a 0o, 45º, e 90º da
primeira a última etapa de conformação (1 a 5) para o plano cristalográfico (200). Da mesma
forma, as Figuras 114, 115, e 116 fazem referência ao plano (220) e as Figuras 117, 118, e
119 ao plano (311). É possível notar nestas figuras, que vão do menor ao mais intenso grau de
deformação mudanças similares as descrita para o plano (111), onde há alterações mais
acentuadas entre o primeiro e último estágio de conformação nas figuras a 45º e 90º, que no
último estágio de deformação tornam-se mais similares à textura encontrada a 0o. Uma
possível explicação para esta rotação, ou alteração na textura, pode ser encontrada por meio
de uma analogia a mudanças que ocorrem na textura durante a laminação a frio. Durante o
processo de repuxo profundo os diferentes ângulos em relação à direção de laminação original
da chapa passam por esforços de conformação que possuem alguma semelhança com aqueles
exercidos durante o processo de afinamento da chapa na laminação a frio, ocasionando a
rotação dos grãos a uma textura similar aquela encontrada a 0o.
Figura 111 – Figuras de polo de amostras dos 5 estágios de conformação a 0o no plano (200).
156
Figura 112 – Figuras de polo de amostras dos 5 estágios de conformação a 45o no plano (200).
Figura 113 – Figuras de polo de amostras dos 5 estágios de conformação a 90o no plano (200).
157
Figura 114 – Figuras de polo de amostras dos 5 estágios de conformação a 0o no plano (220).
Figura 115 – Figuras de polo de amostras dos 5 estágios de conformação a 45o no plano (220).
158
Figura 116 – Figuras de polo de amostras dos 5 estágios de conformação a 90o no plano (220).
Figura 117 – Figuras de polo de amostras dos 5 estágios de conformação a 0o no plano (311).
159
Figura 118 – Figuras de polo de amostras dos 5 estágios de conformação a 45o no plano (311).
Figura 119 – Figuras de polo de amostras dos 5 estágios de conformação a 90o no plano (311).
160
4.3 CARACTERIZAÇÃO MICROESTRURAL
A caracterização microestrutural foi realizada pelo uso de microscopia óptica e
eletrônica de varredura. Com a microscopia ótica verificou-se a existência de compostos
intermetálicos, os quais tiveram suas composições químicas analisadas qualitativamente pelo
uso da técnica de EDS (energy dispersive spectroscopy). As micrografias foram obtidas com
aumentos de 200, 500, e 1000 vezes, mantendo o mesmo o ponto focal no plano das chapas.
O método de preparo das amostras foi descrito na seção 3.1.7. A metalografia permitiu
constatar a existência de compostos intermetálicos, ou precipitados, com variados tamanhos e
distribuição não homogênea. Foi possível também visualizar dispersoides finamente
distribuídos por toda a matriz de alumínio. A Figura 120 exibe a micrografia do laminado II,
na qual é possível observar os dispersoides e os compostos intermetálicos. Baseado na
literatura sobre a microestrutura de ligas de alumínio da série 3XXX pode-se afirmar que os
compostos são divididos em dois grupos, um pelo intermetálico de estrutura cúbica
Al12(Fe,Mn)3Si e o outro pelo ortorrômbico Al6(Fe,Mn). Yu et al. em seu estudo da liga 3104
caracterizou estes mesmos compostos intermetálicos (YU, 1993). O resultado final da
microestrutura do laminado é dependente da composição química da liga, da velocidade de
lingotamento, e das curvas de aquecimento utilizadas na homogeneização do lingote
(GANDHI, 1994). A microestrutura bruta de fusão, que têm como principal composto
intermetálico Al6(Fe,Mn), é propositalmente alterada durante a fase de homogeneização para
que haja predominância do composto Al12(Fe,Mn)3Si. Esta transformação ocorre em função
do enriquecimento localizado de Si que estava presente na forma de Mg2Si, e o mecanismo de
alteração age pela nucleação do intermetálico Al12(Fe,Mn)3Si na interface entre o composto
Al6(Fe,Mn) e a matriz com maior contento de Si (GANDHI, 1999).
161
Figura 120 – Laminado II – detalhamento da microestrutura.
Os compostos intermetálicos encontrados podem ser diferenciados por sua
morfologia em adição a sua composição química (FOGAZZI, 20--). Os dois principais
compostos possuem características distintas, um com tendência de alongamento na direção de
laminação, o outro com formato facetado. Presume-se que esta tendência de alongamento na
direção de laminação é influenciada pela menor dureza do composto Al6(Fe,Mn) em relação
ao intermetálico Al12(Fe,Mn)3Si. Em todas as micrografias dos laminados foi possível
observar compostos com estes dois tipos de morfologia. As Figuras 121, 122, e 123 exibem
sequencias de imagens dos laminados LII, LIV, e LVI respectivamente nos aumentos de 200
vezes (a), 500 vezes (b), e 1000 vezes (c).
162
Figura 121 – Sequência de imagens do laminado II, (a) 200x, (b) 500x, e (c) 1000x.
Figura 122 – Sequência de imagens do laminado IV, (a) 200x, (b) 500x, e (c) 1000x.
163
Figura 123 – Sequência de imagens do laminado VI, (a) 200x, (b) 500x, e (c) 1000x.
A composição química dos precipitados foi qualitativamente confirmada pelo
uso da técnica de espectroscopia de dispersão de energia (EDS) realizada no microscópio de
varredura eletrônica (MEV). As amostras utilizadas no MEV foram as mesmas utilizadas para
a microscopia ótica. A Figura 124 mostra uma imagem do laminado II obtida pelo MEV. A
composição química dos intermetálicos dos três laminados, que qualitativamente confirmou
os resultados de Yu et al., Fogazzi, e Gandhi, resultou nos já mencionados compostos por
alumínio, ferro, e manganês Al6(Fe,Mn) com uma morfologia mais alongada, e compostos por
alumínio, ferro, manganês, e silício Al12(Fe,Mn)3Si, com uma morfologia mais facetada.
Tamanhos médios entre 5 e 15µm foram observados para o compostos intermetálicos,
similares aqueles encontrados na literatura (ALEXANDER; GREER, 2002). É possível notar
também que alguns dos compostos intermetálicos aparentam estar “desprendendo-se” da
matriz de alumínio, presume-se que este fenômeno seja proveniente do polimento mecânico
ao qual o material foi submetido. Os dispersoides podem ser visualizados nos pontos mais
escuros espalhados por toda a matriz, especialmente nas Figuras 126 e 128.
164
Figura 124 – Imagem do laminado II obtida pelo MEV.
A Figura 125 exibe o espectro de dispersão do composto Al(Fe,Mn), com seu
formato mais alongado, que pode ser visualizado na Figura 126 que o sucede. O retângulo
mais escuro no centro do precitado foi causado pelo feixe de elétrons utilizado no EDS. A
Figura 127 ilustra o espectro de dispersão do composto intermetálico Al(Fe,Mn)Si, com seu
formato mais facetado, que pode ser visualizado na Figura 128. Da mesma forma que na
Figura 126 o retângulo com coloração diferente encima do precipitado foi causado na
aquisição de dados sobre a composição química. O mesmo procedimento foi realizado para os
três laminados, todos os quais possuíam os intermetálicos já descritos, com suas composições
químicas e morfologias distintas. Os espectros e as imagens que seguem foram obtidos do
laminado VI.
165
Figura 125 – EDS do precipitado Al(Fe,Mn) do LVI.
Figura 126 – Imagem do precipitado Al(Fe,Mn) utilizado para o EDS, LVI.
166
Figura 127 – EDS do precipitado Al(Fe,Mn)Si, LVI.
Figura 128– Imagem do precipitado Al(Fe,Mn)Si utilizado para o EDS, LVI.
167
A comparação das imagens geradas para os três laminados reforçou a
similaridade existente entre eles, todos possuem as mesmas características descritas em
estudos similares como o de Yu et al, Fogazzi, e Gandhi. Em adição, o controle da textura dos
laminados é influenciado pelas características microestruturais da liga 3104 já que a
recristalização, responsável pela textura cubo, pode ser afetada pela área total de interface
entre precipitados e matriz, que por sua vez sofre influência da composição química, da
velocidade de lingotamento, e dos parâmetros utilizados na homogeneização do lingote (J.
HIRSCH, 2007). O tamanho médio, a distribuição, e a composição química dos compostos
intermetálicos são de grande importância para o desempenho do material durante o processo
de ironing. Melhorias no desempenho em repuxo profundo foram reportadas para materiais
que possuíam maiores níveis do composto intermetálico Al12(Fe,Mn)3Si, presumidamente por
sua capacidade de “limpar” a ferramenta de escórias acumuladas durante a operação em
função de sua maior dureza (GANDHI, 1999). Este efeito de limpeza esta associado ao
tamanho do composto intermetálico e sua dureza, capaz de realizar uma ação abrasiva na
ferramenta de conformação removendo a escória, em sua maioria óxido de alumínio
(ALEXANDER; GREER, 2002).
168
5 CONCLUSÕES
Esta seção dedica-se a descrição de algumas conclusões obtidas por meio das
caracterizações realizadas e análises baseadas nas revisões bibliográficas. O objetivo de
caracterizar minuciosamente três diferentes laminados e compará-los foi logrado por meio das
caracterizações mecânicas, microestruturais, e de textura cristalográfica. Em síntese, os três
laminados apresentaram resultados coerentes com aqueles encontrados na literatura e com
similaridades acentuadas entre eles. As principais diferenças encontradas resumem-se ao
laminado II que apresentou propriedades mecânicas levemente superiores aos outros e o
laminado VI que possui uma menor fração volumétrica de compostos intermetálicos. Abaixo
se encontram as conclusões:
•
As propriedades mecânicas dos três laminados apresentaram resultados próximos aos
encontrados na literatura. O laminado II obteve valores de limite de escoamento,
limite de resistência à tração, microdureza Vickers, e rugosidade (Ra) levemente acima
dos outros dois.
•
As características mecânicas dos corpos de prova retirados a 0o, 45º, e 90º não tiveram
diferenças significativas entre si nas propriedades mecânica. Os corpos de prova
retirados a 23º e 68º mostraram valores de resistência mecânica e alongamento
ligeiramente acima dos resultados obtidos nos ângulos a 0o, 45º, e 90º. Os módulos de
elasticidade dos corpos de prova retirados a 23º e 68º são similares entre si e possuem
valores levemente inferiores em comparação aos retirados a 0o, 45º, e 90º. Supõe-se
que a razão desta diferença nos módulos de elasticidade entre os corpos de prova
retirados a 23º e 68º em comparação aos retirados a 0o, 45º, e 90º esteja relacionada à
textura cristalográfica dos laminados. Esta diferença nos módulos de elasticidade em
função da textura pode influenciar a recuperação elástica e consequentemente afeta o
orelhamento do material.
•
O expoente de encruamento n, quando foram considerados apenas os dados das curvas
reais que pertencem à porção de deformação plástica uniforme, foi similar aos três
laminados, ficando na média em 0,078.
•
Todos os três laminados apresentaram valores de anisotropia planar indicativos de
uma leve tendência de orelhamento a 45º (∆R = -0,228) e valores de anisotropia
= 0,776), indicativo de materiais apropriados para o
normal relativamente altos (
repuxo profundo.
169
•
As curvas limite de conformação dos três laminados tiveram as deformações maiores
de engenharia (e1) variando entre 0,05 e 0,25% e as deformações menores (e2) entre 0,15 e 0,15%. As três curvas possuem formato similar entre si e em comparação a
curvas encontrada na literatura.
•
Houve diferença entre a rugosidade obtida no sentido de laminação e no sentido
transversal. A rugosidade (Ra) no sentido transversal foi superior em todas as
medições. O laminado II apresentou maior rugosidade em ambos os sentidos de
medição. A rugosidade levemente acima do laminado II, em adição aos valores
levemente superiores de suas propriedades mecânicas, pode influenciar positivamente
seu desempenho em repuxo profundo.
•
As texturas cristalográficas dos três laminados, obtidas por meio de funções de
distribuição de orientação, possuem componentes similares em intensidades parecidas.
As principais componentes encontradas foram a latão {110}<112>, a cobre
{112}<111>, a Goss {110}<011>, e a cubo {001}<100>. As componentes latão e
cobre são típicas para materiais cúbicos de face centrada que passaram por processos
de deformação a frio e são responsáveis pela tendência de orelhamento a 45º em
relação a direção de laminação. A componente cubo é típica de recristalização e causa
a tendência de orelhamento a 0o e 90º. Essa textura balanceada dos três laminados gera
uma tendência de orelhamento a 0o, 45º, 135º, 180º, 225º, e 315º fazendo com que um
material anisotrópico se comporte de forma análoga a um material isotrópico em
processos de repuxo profundo.
•
As figuras de polo obtidas nos diferentes estágios de conformação indicam que há
mudanças na textura do material conforme a deformação progride do corte e repuxo
até a geometria do produto final. As mudanças observadas nas figuras de polo
ocorreram principalmente nas amostras retiradas a 45º e 90º em relação à direção de
laminação. A alteração na textura destes ângulos se assemelha a uma “re-laminação”
do material que ao final do quinto estágio de conformação assume uma textura similar
a existente a 0o. Os resultados das figuras de polo indicam que ocorre uma rotação dos
grãos de sua disposição original para a disposição encontrada a 0o.
•
Nas microestruturas observadas nos três laminados é possível observar uma matriz de
alumínio com dispersoides distribuídos homogeneamente e compostos intermetálicos
que variam de 5 a 20µm. Os compostos intermetálicos encontrados são
majoritariamente de dois tipos, o ortorrômbico Al6(Fe,Mn) e o cúbico Al12(Fe,Mn)3Si.
170
Ambos compostos podem ser distinguidos por sua morfologia.
O laminado VI
apresentou uma menor fração volumétrica de compostos intermetálicos. Os
precipitados de segunda fase observados no laminado VI tinham dimensões mais
reduzidas quando comparados aos dos outros dois laminados. Esta menor fração
volumétrica dos compostos intermetálicos encontrados no laminado VI pode
influenciar a capacidade de remoção parcial de escória das ferramentas de
conformação (galling resistance) afetando seu desempenho em repuxo profundo.
171
REFERÊNCIAS BIBLIOGRAFICAS
AGOSTINHO, O.; RODRIGUES, A.C.; LIRANI, J. Tolerâncias, Ajustes, Desvios, e Análise
de Dimensões. São Paulo: Edgard Blucher, 1995.
ALEXANDER, D.T.L; GREER A.L. Solid-State Intermetallic Phase Transformations in
3XXX Aluminum Alloys. Acta Materialia, v. 50, p. 2571-2583, Fevereiro 2002.
ALUMINUM ASSOCIATION. Rolling aluminum: From the Mine through the Mill.
Arlington: Aluminum Association, 2007.
ASM INTERNATIONAL HANDBOOK. Volume 8 Mechanical Testing and Evaluation.
[S.I.: s.n., 2000]. CD-ROM.
ASM INTERNATIONAL HANDBOOK. Volume 10 Materials Characterization. [S.I.: s.n.,
1998]. CD-ROM.
ASM INTERNATIONAL HANDBOOK. Volume 14 Forming and Forging. [S.I.: s.n., 1998].
CD-ROM.
ASM INTERNATIONAL HANDBOOK. Volume 2 Properties and Selection: Nonferrous
Alloys and Special Purpose Material. [S.I.: s.n., 1992]. CD-ROM.
ASSOCIAÇÃO BRASILEIRA DO ALUMÍNIO. Anuário Estatístico 2012. São Paulo:
ABAL, 2013.
ASSOCIAÇÃO BRASILEIRA DO ALUMÍNIO. Anuário Estatístico 2011. São Paulo:
ABAL, 2012.
ASSOCIAÇÃO BRASILEIRA DO ALUMÍNIO. Coletânea de Normas Técnicas de Alumínio
e Suas Ligas. São Paulo: ABAL, 2008.
ASSOCIAÇÃO BRASILEIRA DO ALUMÍNIO. Fundamentos e Aplicações do Alumínio.
São Paulo: ABAL, 2007.
ASSOCIAÇÃO BRASILEIRA DE FABRICANTES DE LATAS DE ALTA
RECICLABILIDADE (ABRALATAS). Revista da Lata Relatório Anual. São Paulo: 2102.
BAOLUTE, R.; ZHONG, L.; MORRIS, J. Correlation Between the Preferred Grain
Orientation and the Deep Drawing Behavior of AA 3104 and AA 5052 Aluminum Alloy
Sheets. Scripta Metallurgica et Materialia, v. 31, p. 387-392, Abril 1994.
CALLISTER, W. D. Fundamentos da Ciência e Engenharia de Materiais. Rio de Janeiro:
LTC, 2006.
CHEMIM FILHO R. A. Avaliação das Deformações de Chapas Finas e Curvas CLC para
Diferentes Geometrias de Punções. Dissertação de Mestrado apresentada Universidade
Federal do Paraná. Curitiba , 2004
172
CHENG, X. M. Texture, Microstructure, and Formability of Aluminum Alloys. Tese de
Doutorado apresentada a Universidade de Kentucky. Lexington, 2000.
CRIVELLARO, R. S. Estudo da Estampabilidade de Tailored Blanks Soldadas a Laser.
Dissertação de Mestrado apresentada Universidade Federal do Rio Grande do Sul . Porto
Alegre, 2003.
ENGLER, O. Control Texture and Earing in Aluminum Alloy AA 3105 Sheet For Packaging
Applications. Materials Science and Engineering A, v. 538, p. 69-80, Janeiro 2012.
ENGLER, O.; MERTERNS, N.; DAM, P. Texture Based Design of a Convoluted Cut-Edge
for Earing Free Cans. Journal of Materials Processing Technology, v. 211, p. 1278-1284,
2011.
ENGLER,O; RANDLE, V. Introduction to Texture Analysis. Boca Raton: CRC Press, 2010.
ENGLER, O; HIRSCH, J. Polycristal-Plasticity Simulation of Six and Eight Ears in DeepDrawn Aluminun Cups. Materials Science and Engineering A, v. 453, p. 640-651, Outubro
2006.
FOGAZZI, W. Análise Microestrutural da Liga AA 3104 H19. [S.I.: s.n.,200-]
FOLLE, F.; NETTO, S.; SCHAEFER, L. Analysis of the Manufacturing Process of Beverage
Cans Using Aluminum Alloy. Journal of Materials Processing Technology, v.205, p.247-352,
2008.
FREITAS, F. Adequabilidade das Condições de Laminação de um Aço de Baixo Carbono a
Estampagem Profunda. Dissertação de Mestrado apresentada a Universidade Federal do
Ceará. Fortaleza, 2003.
GANDHI, C. Effect of Homogenization on the Microstructural Development in D.C. Cast
AA3104 Aluminum Alloy Used for Can Body Stock. Dissertação de Mestrado apresentada ao
Instituto de Tecnologia da India. Kharagpur, 1999.
HIRSCH, J. et al. Property Control in Production of Aluminum Sheet. Novembro 2007.
Disponível em:
<http://www.keytometals.com/page.aspx?ID=CheckArticle&site=ktn&LN=PT&NM=183>
Acesso em: 09 nov. 2013.
HOSFORD, W.; CADDELL, R. Metal Forming. New Jersey: Prentice Hall, 1993.
KANG, K. Impact of Die Wear and Punch Surface Textures on Aluminum Can Wall. Wear,
v266, p. 1044-1049, Janeiro 2009.
KAUFMAN, G. J. Introduction to Aluminum Alloys and Tempers. New York: ASM
International, 2000. CD-ROM
173
KORHONEN, A. On the Work Hardening of AA 3104-H19 Aluminum Alloy. Journal of
Material Engineering and Performance., v. 22, p. 505-511, Fevereiro 2013.
LEMU, H.G.; TRZEPIECINSKI, T. Numerical and Experimental Study of Frictional
Behavior in Bending Under Tension Test. Journal of Mechanical Engineering, v. 59, p. 41-49,
Setembro 2013.
MARTINS, P.G.; LAUGENI, F.P. Administração da Produção. São Paulo: Saraiva, 2005.
MENEZES, A.; COUTO, A.A.; LIMA, N.B. Comparação de Processos de Fabricação de
Folha de Alumínio Para a Aplicação em Componentes de Trocador de Calor. [S.I.: s.n.,2013].
OLIVEIRA, A. F. Caracterização de um Aço IF Após Relaminação no Laminador de
Encruamento. Dissertação de Mestrado apresentada a Escola Politécnica da Universidade de
São Paulo. São Paulo, 2010
OTOMAR, H. P. Estudo Comparativo da Estampabilidade da Liga de Alumínio AA1050
Partindo de Placas Obtidas por Vazamento Direto e Bobinas Obtidas por Vazamento
Contínuo. Dissertação de Mestrado apresentada a Escola Politécnica da Universidade de São
Paulo. São Paulo, 2010
OZTURK F.; et.al. Grid Marking and Measurement Methods for Sheet Metal Formability.
International Conference and Exhibition on Design and Production of Machines and Dies, 5,
2009. Aydin. Anais. Aydin: Junho 2009, p.41-49.
PADILHA, A. F.; SICILIANO.F. Encruamento, Recristalização, Crescimento de Grão e
Textura. São Paulo: ABM, 2005.
PADILHA, A.F. Materiais de Engenharia – Microestrutura e Propriedades. Curitiba: Hemus,
2000.
REED-HILL, R. Princípios da Metalurgia Física. Rio de Janeiro: Guanabara Dois S.A., 1982.
REN, B.; ZHONG, L.; MORRIS, J.G. Correlation Between the Preferred Grain Orientation
and Deep-Drawing Behavior of AA 3104 and AA 5052 Aluminum Alloy Sheets. Scripta
Metallurgica et Materialia, v. 31, p387-392, Abril 1994.
SAHA, P.K.;WILSON, W.R.D.; TIMSIT, R.S. Influence of Surface Topography on the
Frictional Characteristics of 3104 Aluminum Ally Sheet. Wear, v. 197, p. 123-129, 1996.
TOTTEN, G. E.; MACKENZIE, S. D. Handbook of Aluminum – Volume 1 Physical
Metallurgy and Processes. Boca Raton: CRC Press, 2003.
TOTTEN, G. E.; MACKENZIE, S. D. Handbook of Aluminum – Volume 2 Alloy Production
and Materials Manufacturing. Boca Raton: CRC Press, 2003.
VASUDEVAN, A. K.; DOHERTY, R. D. Aluminum Alloys – Contemporary Research and
Applications: San Diego: Academic Press, 1989.
174
YU, T.M.; BROOKS, C. R.; GOODRICH, S. The Effect of Cold Working and Annealing
Practice on Earing in 3104 Al Alloy Sheet. Materials Characterization, v 30, p251-259,
Janeiro 1993.
Download