UNIVERSIDADE FEDERAL DE OURO PRETO
ESCOLA DE MINAS
COLEGIADO DO CURSO DE ENGENHARIA DE
CONTROLE E AUTOMAÇÃO - CECAU
BRUNO NAZÁRIO COELHO
OTIMIZAÇÃO E CONTROLE DA ALIMENTAÇÃO DE MINÉRIO EM UMA USINA
DE BENEFICIAMENTO UTILIZANDO MÉTODOS DE MODELAGEM E
SIMULAÇÃO
MONOGRAFIA DE GRADUAÇÃO EM ENGENHARIA DE CONTROLE E
AUTOMAÇÃO
Ouro Preto, 2009
BRUNO NAZÁRIO COELHO
OTIMIZAÇÃO E CONTROLE DA ALIMENTAÇÃO DE
MINÉRIO EM UMA USINA DE BENEFICIAMENTO
UTILIZANDO MÉTODOS DE MODELAGEM E SIMULAÇÃO
Monografia apresentada ao Curso de
Engenharia de Controle e Automação
da Universidade Federal de Ouro Preto
como parte dos requisitos para a
obtenção do Grau de Engenheiro de
Controle e Automação.
Orientador: Ronilson Rocha
Ouro Preto
Escola de Minas – UFOP
08/2009
3
Meu maior sonho de criança era me tornar um cientista.
Hoje eu não sou um cientista.
Mas quando eu era criança eu imaginava que um cientista fazia exatamente o que faço hoje.
AGRADECIMENTOS
Agradeço a todos que, direta ou indiretamente, contribuíram para o desenvolvimento deste
trabalho.
A meus pais João e Gessi pelo exemplo de dedicação e paciência, aos meus irmãos Igor, Vitor,
Mateus e Vinicius, pelo apoio, força e amizade e a Sabrina e sua família pelo imenso carinho.
Aos professores da UFOP pelos ensinamentos, que sem eles não seria possível o
desenvolvimento deste trabalho, em especial ao meu orientador Ronilson Rocha.
As equipes de Automação e de Processo da Vale, pela confiança e por tudo que me ensinaram
durante o período de estágio, e pela possibilidade de desenvolvimento de grande parte dessa
monografia dentro da empresa, em especial ao Roberto Mansur pela grande ajuda nesse
projeto.
Por fim, a todos os amigos da UFOP e do CEFET, em especial aos do 04.2, que sempre
estiveram dispostos a ajudar nos momentos mais difíceis.
RESUMO
Este trabalho trata de uma aplicação prática no setor de mineração, mais especificamente da
automação e otimização de um tripper que alimenta uma usina de beneficiamento. O tripper é
um equipamento móvel de descarga contínua de material que alimenta mais de um silo com
minério. Para otimizar o tripper são utilizadas técnicas de modelagem do processo para o
desenvolvimento de um sistema de simulação na plataforma LabVIEW, em que são
implementadas três abordagens distintas de programação. Posteriormente, essas abordagens
são comparadas entre si e com a estratégia utilizada na planta, que é implementada na forma
de regras no CLP. A terceira abordagem é feita através de uma estratégia de busca em árvore
de decisões, com controle preditivo para tomada de decisão. Os ganhos de produtividade com
a implementação da proposta deste trabalho são estimados e o sistema validado para uma
possível aplicação prática.
Palavras-chave: Simulação, modelagem, mineração, automação, controle.
ABSTRACT
This work presents a practical application on mining industry, to be more specific an
automation and optimization of the feed process (a tripper) from a concentration plant. A
tripper is mobile equipment which provides continuous-feed system for a set of silos.
Simulation techniques are used to select the best strategy to control the tripper and LabVIEW
tool is used to develop the simulation. Three implementations are proposed and the third one
is based on a decision tree. These strategies are compared to the old set of rules implemented
in the PLC. The proposed system points gains in productivity and the system is validated to a
possible practical application.
Key words: Simulation, modeling, mining, automation, control.
SUMÁRIO
1.
INTRODUÇÃO ..........................................................................................................11
1.1.
1.2.
1.3.
1.4.
Objetivo Geral ..............................................................................................................12
Objetivos Específicos ...................................................................................................13
Metodologia adotada ....................................................................................................13
Estrutura do Trabalho ...................................................................................................14
2.
REVISÃO DA LITERATURA .................................................................................15
2.1.
2.2.
2.3.
Trabalhos Relacionados................................................................................................15
Simulação e Modelagem ..............................................................................................15
Sistemas de Automação................................................................................................16
3.
MODELAGEM DO PROCESSO .............................................................................18
3.1.
3.2.
3.3.
3.4.
Circuito de Alimentação da Usina................................................................................18
Instrumentação Básica..................................................................................................20
Aquisição de Dados ......................................................................................................21
Modelagem dos Níveis .................................................................................................22
4.
SIMULAÇÃO .............................................................................................................26
5.
ABORDAGENS ..........................................................................................................34
5.1.
5.2.
5.3.
5.3.1.
5.3.2.
5.4.
Primeira Abordagem ....................................................................................................34
Segunda Abordagem ....................................................................................................35
Terceira Abordagem - Árvore ......................................................................................37
Árvore de Decisões...................................................................................................38
Avaliação dos Nós da Árvore...................................................................................41
Programação em Regras no CLP..................................................................................43
6.
RESULTADOS ...........................................................................................................46
7.
CONCLUSÃO.............................................................................................................50
REFERÊNCIAS .....................................................................................................................51
ANEXO I .................................................................................................................................53
ANEXO II................................................................................................................................55
ANEXO III ..............................................................................................................................57
ÍNDICE DE FIGURAS
Figura 3. 1 - Circuito de alimentação da usina. ........................................................................18
Figura 3. 2 – Circuito com a linha 5 parada e cheia. ................................................................19
Figura 3. 3 – Cliente OPC. .......................................................................................................22
Figura 3. 4 – Dados adquiridos pelo Cliente OPC. ..................................................................22
Figura 3. 5 - Tendência de variação do nível – Primeira abordagem.......................................24
Figura 3. 6 – Curva teórica de variação do nível – Segunda abordagem. ................................25
Figura 4. 1 – Visualização e controle no Front-End do simulador...........................................26
Figura 4. 2 – Controle da alimentação no simulador................................................................27
Figura 4. 3 – Controle do tripper no simulador........................................................................28
Figura 4. 4 – Entrada de dados do histórico do sistema PIMS.................................................29
Figura 4. 5 – Gráficos de posição e nível no Front-End do simulador.....................................29
Figura 4. 6 – Configuração geral do simulador ........................................................................30
Figura 4. 7 – Testes de controle preditivo do tripper ...............................................................31
Figura 4. 8 – Visualização animada da simulação....................................................................31
Figura 4. 9 – Programação no Back-End do simulador............................................................32
Figura 4. 10 – Programação no Back-End do simulador..........................................................32
Figura 4. 11 – Programação da movimentação do tripper .......................................................33
Figura 5. 1 – Simulação da primeira abordagem com a linha 3 parada ...................................34
Figura 5. 2 – Simulação da primeira abordagem com a linha 3 parada ...................................35
Figura 5. 3 – Simulação da segunda abordagem com a linha 3 parada....................................36
Figura 5. 4 – Simulação da segunda abordagem com a linha 4 parada....................................37
Figura 5. 5 - Desenho esquemático da árvore utilizada para o processo do tripper.................39
Figura 5. 6 - Desenho esquemático dos módulos do simulador ...............................................40
Figura 5. 7 - Diagrama resumido das principais classes em VB .NET do simulador ..............41
Figura 5. 8 - Simulação terceira abordagem com a linha 3 parada ..........................................43
Figura 6. 1 – Tempo de falta de minério nos silos ...................................................................46
Figura 6. 2 – Comparação da Nota dos dois métodos ..............................................................48
Figura 6. 3 – Falta de minério em relação ao tempo do tripper parado nos silos 1 e 6 ............48
Figura 6. 4 – Nota em relação ao tempo do tripper parado nos silos 1 e 6...............................49
ÍNDICE DE TABELAS
Tabela 5. 1 - Número de Nós de simulação por número total de níveis da árvore...................40
Tabela 5. 2 – Parâmetros e limites para o nível dos silos.........................................................42
Tabela 6. 1 – Comparação das notas nos 2 métodos. ...............................................................47
1. INTRODUÇÃO
O desenvolvimento de sistemas de otimização para processos industriais é muito buscado nas
grandes empresas hoje em dia, devido às grandes margens de ganho proporcionadas,
aumentando assim a competitividade no mercado com melhorias tanto qualitativas quanto
quantitativas. Para a implementação desses sistemas são necessários inúmeros testes e
validações feitas de modo que se tenha uma garantia de perfeito funcionamento após a
implantação, e que os ganhos estimados na etapa de projeto sejam realmente alcançados. Para
isso é imprescindível que sejam feitas modelagens e simulações do processo de maneira que
fiquem próximas da realidade para que se possam ser testados os mais diversos cenários de
funcionamento sem que a planta seja afetada. Com uma modelagem adequada e um processo
simulado com um alto grau de compatibilidade com a realidade pode-se fazer estimativas de
ganhos prevendo diferentes casos práticos e situações extremas de controle.
Nesse tipo de processo algumas características devem ser levadas em consideração para que o
sistema de controle funcione de maneira adequada, como a não linearidade, os elevados
tempos de atraso, a ocorrência de tempo morto, acoplamento das variáveis, perturbações,
ruídos e erros na medição.
Este trabalho trata de uma aplicação prática no setor de mineração, mais especificamente da
automação e otimização de um tripper que alimenta a Usina de Beneficiamento de Fabrica
Nova - Vale (Mariana - MG). Em que o tripper é um equipamento que sustenta uma Correia
Transportadora (TC) se movimentando sobre trilhos e fazendo uma descarga contínua de
material que pode alimentar mais de um silo com minério. Usualmente é um dos primeiros
equipamentos do processo de concentração de minério.
O tripper pode ser controlado por um operador através de uma IHM localizada dentro do
próprio equipamento, onde este pode acompanhar os níveis dos silos, controlar manualmente
a alimentação de minério, a velocidade e a direção do movimento do tripper. Mas na prática,
ocorrem inúmeras situações que inviabilizam a operação manual, sendo uma delas a questão
da segurança operacional, em que o operador precisa se deslocar até o tripper para fazer o
controle. Outra dificuldade é a grande quantidade de variáveis que devem ser acompanhadas
simultaneamente para a operação ótima, e acabam sendo geradas faltas de minérios nos silos,
parando uma ou mais linhas de produção.
12
O processo de operação de um tripper une conceitos de processos contínuos e discretos na
mesma operação, necessitando assim de um misto de técnicas de modelagem e simulação para
o desenvolvimento de um sistema eficiente e robusto.
Neste trabalho são desenvolvidas três abordagens diferentes para o controle da movimentação
do tripper e da taxa de alimentação da Usina. Essas abordagens são comparadas entre si e
com a implementação no CLP (Controlador Lógico Programável) em forma de Regras
Específicas por Caso, utilizada na planta. A Primeira abordagem é desenvolvida de modo que
a alimentação da usina é fixada em um único valor e a movimentação do tripper é variada. A
Segunda abordagem é o caso contrário à Primeira, a movimentação do tripper é fixada e a
alimentação é variada. A Terceira e última abordagem refere-se ao caso em que a
movimentação do tripper e a alimentação são variadas.
- 1ª Abordagem: alimentação fixa e movimentação do tripper variável
- 2ª Abordagem: alimentação variável e movimentação do tripper fixa
- 3ª Abordagem: alimentação e movimentação do tripper variáveis
Na terceira abordagem o problema se torna extremamente complexo, sendo necessário o
desenvolvimento de uma estrutura de busca inteligente em uma implementação de uma árvore
de busca, em que cada nó da árvore refere-se a uma possibilidade de movimentação e
alimentação específica, e cada camada da árvore é uma previsão do comportamento do
sistema em um tempo pré-determinado.
Para otimizar o sistema de alimentação da usina são utilizadas técnicas de simulação para
efetuar a validação das abordagens implementadas e para a definição das melhores estratégias
a serem adotadas por meio de comparações e análise dos resultados.
Na modelagem do processo para simulação é levado em consideração o grande tempo morto
do processo, a disponibilidade das linhas, os problemas de processo como a aglomeração ou
afunilamento, o revezamento dos alimentadores, a posição dos silos, as malhas de controle
existentes e os erros de medição dos instrumentos.
1.1.
Objetivo Geral
Minimizar o tempo de falta de minério nos silos da Usina.
13
1.2.
Objetivos Específicos
− Distribuição mais homogênea de minério nos silos.
− Manter os níveis dos silos mais próximos do set point ideal.
− Desenvolver um sistema capaz de simular situações ocorridas no processo, de maneira
realista.
1.3.
Metodologia adotada
Inicialmente é feito um estudo com levantamento de dados comprovando a necessidade da
otimização do processo de alimentação da Usina. Nesse estudo são identificados os principais
problemas que ocorrem durante a operação e suas possíveis soluções. Também são estimadas
as margens de ganho com a otimização, comprovando a viabilidade técnica para o
desenvolvimento do projeto.
Então é desenvolvido um simulador para efetuar os testes de programação sem comprometer a
produção da Usina, pois não é possível efetuar testes com a planta rodando. Para o simulador
ficar o mais próximo possível da realidade, são feitas diversas modelagens matemáticas para
as partes individuais do sistema, utilizando dados históricos da planta em funcionamento.
Com o simulador calibrado são iniciados os testes de programação com os diferentes métodos.
As três abordagens implementadas para a otimização do sistema são posteriormente
comparadas e avaliadas em relação a uma função objetivo. Essa função é principalmente
avaliada pela minimização do tempo de silos vazios, mas algumas outras características
também são ponderadas para o resultado final.
Na terceira abordagem utiliza-se a metodologia de uma árvore de busca, onde é montada uma
estrutura de dados em que todos os nós são valores de custo para uma determinada decisão
tomada, e o caminho percorrido na árvore até aquele nó, é o conjunto de atuações necessárias
a serem executadas na planta para se chegar naquela situação. Após percorrer todos os nós da
árvore, o nó da última camada contendo o melhor custo é selecionado com todos os nós dos
níveis superiores, subindo na árvore. Esse caminho é então determinado como o caminho
ótimo para aquela situação específica.
Os resultados gerados pelas simulações em diferentes cenários de funcionamento da planta,
são então comparados e analisados.
14
1.4.
Estrutura do Trabalho
O capítulo 1 contém uma pequena introdução ao trabalho. No capítulo 2 é feito uma revisão
da literatura abordando os sistemas e métodos utilizados para o desenvolvimento deste
trabalho. O capítulo 3 compreende a descrição do processo de alimentação de minério na
Usina e a modelagem matemática do nível dos silos. É caracterizada também a
instrumentação utilizada na planta, e o sistema de aquisição e armazenamento de dados, OPC
e PIMS, respectivamente. No capítulo 4 é descrito o sistema de simulação desenvolvido. No
capitulo 5 são detalhadas as três abordagens utilizadas para a resolução do problema, e é
detalhada também a programação de Regras utilizada no CLP (abordagem em funcionamento
na planta) e a estrutura da árvore de decisões utilizada na terceira abordagem. Em 6 são
mostrados os resultados obtidos e é feita uma comparação entre as abordagens. E em 7 está a
conclusão do autor sobre o desenvolvimento do trabalho e suas considerações e propostas
futuras.
2. REVISÃO DA LITERATURA
2.1.
Trabalhos Relacionados
Otimização e modelagem de sistemas dinâmicos são disciplinas com um grande campo de
aplicação na área industrial, principalmente nas indústrias de produção contínua. No segmento
da mineração não é diferente, com trabalhos normalmente em processo com alto grau de
complexidade como, por exemplo, a flotação (PERSECHINI, 2001). Além da modelagem de
processo unitário como o citado é encontrado também trabalhos de modelagem de toda uma
cadeia produtiva (YAMADA, 2002), seguindo princípios de modelagem discretos.
As ferramentas de modelagem são utilizadas para representar um processo, evento ou um
determinado comportamento de um processo com equações matemáticas ou modelos com
regras pré-determinadas. Os modelos podem ser combinados com ferramenta de simulação e
se adequar mais apropriadamente à situação real que se deseja descrever.
A simulação de processos é um tema largamente estudado com trabalhos nas áreas mais
diversificadas das atividades humanas, variando desde gerenciamento de projetos
(BRUZZONI,1999) até atividades industriais como na mineração (RAMOS NETO, 2004).
Normalmente trata-se de uma ferramenta usada por projetistas e planejadores para responder a
perguntas do tipo “o que acontecerá se eu fizer isso ou aquilo” (VIEIRA, 2006).
2.2.
Simulação e Modelagem
Experimentos de simulação computacional devem começar com a formulação do problema e
com o planejamento do estudo. A simulação permite antecipar problemas e soluções antes da
implantação. Um ponto importante que deve ser verificado durante o projeto é o desempenho
do sistema, e com as ferramentas computacionais adequadas o comportamento do sistema
pode ser simulado por completo, sendo validado em relação ao desempenho e a resposta a
falhas. Modelar problemas reais exige um grande esforço de tratamento de informações, por
isso um modelo deve ter um formato computacional reconhecível (GAVIRA, 2003).
A simulação computacional de modelos pode acontecer de duas formas, discreta ou contínua.
Na simulação discreta a observação do comportamento do sistema ocorre somente em
determinados instantes de tempo, por exemplo, sistemas baseados em eventos e uma fila de
banco. Na segunda forma, a observação do comportamento do sistema no tempo é contínua,
16
utilizando modelos matemáticos de sistemas dinâmicos, como por exemplo, o modelo de um
motor de corrente contínua (FREITAS, 2006).
A realização de um controle com grande tempo morto na resposta do sistema impõe uma ação
oscilatória ao processo, então efetuando um controle em ‘n’ instantes de tempo à frente,
mesmo com pequenos erros nos valores previstos comparados com o valor real, acredita-se
ser possível melhorar o controle (AMARAL, 2006).
Além dos conceitos de modelagem e simulação na construção de um sistema inteligente é
comum encontrar trabalhos com árvores de decisão (DONG, 2001). Estas com características
de retenção de aprendizado (OLURA, 2003).
As árvores de decisão devem ser usadas buscando um número reduzido de nós devido ao
grande esforço computacional necessário nestas aplicações.
Para controle do seu funcionamento é preciso mais que um sistema de suporte a decisão
(HENNEMANN, 2006), sendo necessário um algoritmo de controle das tomadas de ação em
tempo real como em um sistema adaptativo (BARTO, 1983), mas utilizando técnicas mais
simplificadas como uma árvore de decisão, pois tem como objetivo a implementação em uma
planta real (ANDRADE, 2008).
As árvores são tipicamente utilizadas na solução de problemas de classificação
(QUINLAN,1993), mas neste trabalho é utilizado a capacidade de memória das árvores para
um encadeamento lógico das simulações e uma propagação das avaliações nó a nó. Cada nó
da árvore representa uma instância possível de decisão futura do algoritmo de controle e cada
nível da árvore representa um ciclo de simulação.
2.3.
Sistemas de Automação
Os sistemas PIMS (Process Information Management Systems), são sistemas de aquisição de
dados que recuperam os dados do processo vindos de diferentes fontes, e os armazenam em
um Banco de Dados para posterior disponibilização através de diversas ferramentas
(CARVALHO,2005). O PIMS deve ser capaz de buscar dados utilizando, muitas vezes, o
padrão OPC e sua capacidade de armazenamento e compactação dos dados é normalmente de
10:1 (MANSUR, 2003). Em um sistema completo de automação, o PIMS é localizado na
parte intermediária, abaixo do sistema corporativo e acima do chão de fábrica.
17
Além da utilização do sistema PIMS, utiliza-se o padrão OPC para aquisição de dados
diretamente da rede. O padrão OPC estabelece as regras para o desenvolvimento de sistemas
com interfaces padronizadas para comunicação dos dispositivos de campo, como CLPs,
sensores e atuadores, com os sistemas de monitoração, supervisão e gerenciamento, como
SCADA, MES, ERP e PIMS. O desempenho da comunicação pelo padrão OPC é próximo do
desempenho apresentado por sistemas que utilizam drivers de comunicação específicos e
otimizados (FONSECA, 2002).
3. MODELAGEM DO PROCESSO
Neste capítulo, está descrito todo o sistema envolvido para o desenvolvimento do trabalho,
desde o funcionamento do circuito de alimentação, à modelagem matemática de partes
específicas do processo.
3.1.
Circuito de Alimentação da Usina
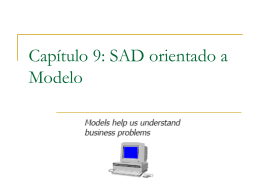
O sistema de alimentação da usina mostrado na Figura 3.1 é composto por quatro
alimentadores vibratórios (AL-5001, AL-5002, AL-5003 e AL-5004) instalados abaixo da
pilha de suprimento de minério (Pilha Pulmão). Esses alimentadores descarregam o minério
da pilha em duas correias transportadoras paralelas (TC-5005 e TC-5006). A TC-5007 além
de receber o minério das duas correias anteriores, recebe também a alimentação de dois
britadores (BR-5011 e BR-5012) que são re-alimentadores do sistema. A única balança do
circuito está posicionada na metade da TC-5007, e é a única informação que se tem sobre a
quantidade de minério que está sendo utilizado para a alimentação da Usina, em toneladas por
hora (t/h). A última correia transportadora desse circuito é a TC-5008, que tem uma parte fixa
e uma parte móvel que passa dentro do equipamento tripper. Esse equipamento se movimenta
lateralmente sobre trilhos posicionados acima de seis silos, ligados lateralmente, com
capacidade de aproximadamente 650 toneladas de minério cada. Cada um dos seis silos
possui um alimentador vibratório abaixo do seu centro, que controla a vazão de minério para
as seis linhas do processo de beneficiamento.
Figura 3. 1 - Circuito de alimentação da usina.
19
Umas das principais dificuldades envolvidas é a grande distância percorrida pelo minério da
pilha pulmão até os silos, que gera um tempo morto para o controle da alimentação de
aproximadamente três minutos, considerando que a velocidade das correias é constante. Esse
tempo de atraso do sistema gera inúmeros inconvenientes para a programação, pois uma
atuação qualquer na alimentação, só irá afetar o processo três minutos depois. Em casos
extremos onde é necessário um corte rápido na alimentação, esse atraso pode causar a atuação
de uma sonda de emergência por entupimento na saída do tripper pelo fato de um silo
ultrapassar sua capacidade antes de chegar o corte da alimentação.
O problema consiste em reduzir ou eliminar o tempo de paradas nas linhas por falta de
minério nos silos, através do controle da alimentação e da movimentação do tripper para uma
melhor distribuição do minério nos seis silos.
O tripper alimenta o silo que está posicionado exatamente abaixo dele, sendo que essa
alimentação só pode ser realizada em um silo a cada momento. Nas linhas intermediárias o
tripper atravessa todo o silo enquanto alimenta, já nas linhas da ponta, o tripper chega
somente até a metade dos silos, pois é desnecessária a montagem de uma estrutura física para
o tripper chegar no início do primeiro silo e no final do último, sendo que o ponto ideal de
enchimento de cada silo é no meio.
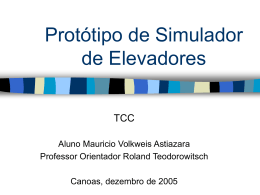
A lógica de controle atual do tripper é baseada em regras que tratam as diversas situações que
o processo de alimentação da usina pode apresentar. Há várias situações difíceis de tratar com
regras, um exemplo é quando a linha 2 ou a linha 5 estão indisponíveis. Com isso, as linhas 1
e 6 ficam isoladas das outras e o tripper tem que passar sobre a 2 e 5 sem alimentação, pois as
linhas podem encher e gerar paradas por emergência de sobrecarga e nível alto nos silos,
como mostrado na Figura 3.2.
Figura 3. 2 – Circuito com a linha 5 parada e cheia.
20
Para o sistema de alimentação funcionar de modo automático, mesmo que não otimizado,
todas as situações que o tripper pode encontrar devem ser tratadas no conjunto de regras
descrito. A programação da movimentação do tripper, os cortes de alimentação da pilha e as
velocidades dos inversores são definidos nas regras.
Ainda na lógica de controle atual existe uma malha na alimentação da pilha de minério,
fazendo o controle pelo nível médio dos silos. O controle é feito para manter o nível médio
das seis linhas em 55%. Em geral, a alimentação é dependente do número de linhas operando,
sendo que para cada linha ocorre um aumento fixo na alimentação. O funcionamento de dois
britadores inseridos no meio do processo de alimentação dos silos também é levado em
consideração para o cálculo do pedido da alimentação.
3.2.
Instrumentação Básica
O posicionamento do tripper é identificado por sensores indutivos posicionados em pontos
estratégicos do trajeto. A medição principal é feita por um sensor acoplado na roda do tripper
que a cada volta envia um pulso para o CLP. A distância total percorrida pelo tripper nos
trilhos é 35 metros, que começa na metade do primeiro silo e termina na metade do sexto,
totalizando 73 pulsos gerados uniformemente durante o percurso. Para efeito de correção do
posicionamento são instalados cinco sensores posicionados na divisão dos silos, essa correção
é feita de maneira automática no CLP corrigindo o pulso gerado pela roda, de acordo com o
posicionamento fixo no trajeto. Existem também dois sensores indutivos como medida de
segurança, garantindo o “fim de curso” quando o tripper chega aos limites laterais.
A medição do nível dos silos é feita por um sensor ultra-sônico localizado no centro de cada
um dos seis silos. Esses seis sensores são comandados por uma única central eletrônica, que
tem um ciclo de leitura de aproximadamente 12 segundos, uma leitura a cada 2 segundos nos
sensores. O sinal da central eletrônica é disponibilizado para a leitura de um CLP, que faz a
conversão do sinal recebido de 4 a 20mA para 0 a 100% dos níveis.
Para esse tipo de aplicação, há uma grande vantagem na utilização de sensores ultra-sônicos,
pois no momento da alimentação dos silos é gerada uma grande quantidade de poeira no local,
o que tornaria inviável a utilização de sensores a laser.
21
O controle da Usina é feito através da programação em um CLP, mais especificamente da
série Quantum – Schneider. Toda intervenção é feita pelo software CONCEPT, utilizado para
efetuar programações, edições, downloads, e todo o tipo de operação com os CLPs Quantum.
3.3.
Aquisição de Dados
Em algumas situações como na modelagem de sistemas e na análise de tensão ou de corrente
de motores é necessário um histórico com intervalos pequenos entre os valores de leitura na
rede, o que o sistema PIMS da planta não consegue fornecer com precisão de milisegundos.
Para efetuar as modelagens necessárias do sistema, e para o desenvolvimento do simulador é
necessário um sistema confiável de aquisição de dados. Para isso é feito a programação de um
cliente OPC para efetuar leituras rápidas nas redes de comunicação, de até 50 ms,
aproximadamente. Os dados lidos são automaticamente gravados em uma planilha.
Além da utilização desse cliente OPC, é utilizado o histórico do sistema PIMS, para uma
análise geral dos casos mais ocorridos e validação do sistema em casos mais específicos,
mesmo com uma taxa de leitura mais baixa.
Para o desenvolvimento do software do cliente OPC, é utilizado como base inicial um
programa do próprio servidor OPC da planta, KEPWARE, que faz uma leitura simples na
rede. Nesse programa, é incrementado então o número de variáveis lidas e o sistema de
arquivamento de cada ciclo de leitura em um arquivo .txt, onde cada item é separado por
vírgulas, como em um arquivo .csv.
A interface principal do software está mostrada na Figura 3.3, e para sua utilização,
primeiramente deve-se clicar para listar os Servidores OPC disponíveis, e em seguida
conectar-se a algum. Então será habilitada a configuração do grupo de aquisição de dados.
Deve-se então entrar com os endereços OPC das variáveis para a aquisição.
22
Figura 3. 3 – Cliente OPC.
A Figura 3.4 mostra um pequeno pedaço de um arquivo de leitura, de aproximadamente uma
leitura por segundo, sendo que na primeira e segunda colunas estão mostradas a data e a hora
da aquisição. Os valores seguintes são a alimentação da planta, a posição do tripper e os
níveis dos seis silos em seqüência.
Figura 3. 4 – Dados adquiridos pelo Cliente OPC.
3.4.
Modelagem dos Níveis
A modelagem do nível dos silos é de grande importância para o desenvolvimento do sistema
de controle, pois com essa modelagem é possível prever a movimentação do tripper baseado
23
nos níveis futuros dos silos, e a alimentação pode ser alterada prevendo grandes variações nos
níveis.
Outra vantagem da modelagem dos níveis é que esta é necessária para a implementação do
simulador, com a finalidade de deixá-lo da maneira mais realista possível, em que se possam
testar casos semelhantes aos ocorridos em circunstâncias reais.
São desenvolvidas duas abordagens diferentes para a modelagem da variação dos níveis. A
primeira é feita com o ajuste de curvas pelo método dos Mínimos Quadrados, em que o
ajustamento da curva é feito tentando minimizar a soma dos quadrados das diferenças entre a
curva ajustada e os dados. A segunda abordagem é desenvolvida geometricamente, traçando a
curva teórica esperada pela variação de nível em cones ideais, sendo aproximado do que
ocorre no silo real.
Na primeira abordagem, método dos Mínimos Quadrados, são utilizados dados adquiridos
anteriormente pelo cliente OPC, e também alguns conjuntos de dados retirados do PIMS. Na
maioria dos casos tem-se uma tabela de pontos (xi, yi), em que cada yi é obtido
experimentalmente. A partir disso é possível obter a expressão analítica de uma dada curva
y=f(x) que melhor se ajusta ao conjunto de pontos, de acordo com Souza (2008).
Para fazer o ajuste a uma função polinomial,
P ( x ) = a 0 + a1 x + a 2 x 2 + ... + a m x m
onde,
m≤n-1
(1)
(2)
A soma dos quadrados das distâncias é dada por:
(3)
e depende de m + 1 parâmetros.
Para minimizar a função, devem-se satisfazer as condições que fornecem m + 1 equações
normais.
24
(4)
No caso de uma função polinomial quadrática:
(5)
Para o ajuste da curva de decaimento do nível com uma função polinomial quadrática, é
obtida a equação:
y = 56,90753 - 0,0201837x - 0,0001054x²
(6)
Variação do Nível - Prim eira Abordagem
70
60
Nível
50
40
Nível Real
30
Modelo
20
10
0
1
33 65 97 129 161 193 225 257 289 321 353 385 417 449 481 513
Tem po (s)
Figura 3. 5 - Tendência de variação do nível – Primeira abordagem.
Na segunda abordagem, são considerados dois cones representando o volume útil de cada silo,
sendo um cone invertido na parte inferior e outro cone acima, sendo que as bases dos cones
são a mesma e se encontram ao meio. Esses cones formam uma pequena pilha de minério
dentro do silo.
Nessa abordagem não são utilizados dados adquiridos da planta, mas sim gerados de acordo
com uma variação ideal simulada nos volumes cônicos. Essa abordagem é utilizada
25
principalmente para comparação dos resultados obtidos com a primeira abordagem, e os
únicos dados da planta utilizados para essa abordagem são de capacidade e dimensão dos silos.
É obtida a seguinte equação para variação do nível:
(7)
y = 99,908 - 0,1635x + 0,0002x² - 1E-07x³
Variação do Nível - Segunda Abordagem
120
100
Nível
80
Modelo 2
60
40
20
0
1
95
189 283 377 471 565 659 753 847 941 1035 1129
Tem po (s)
Figura 3. 6 – Curva teórica de variação do nível – Segunda abordagem.
Comparando a curva teórica esperada com o modelo dos Mínimos Quadrados, é observado
que as modelagens são próximas na faixa de nível de 10 a 60%, que é considerado a faixa
mais crítica de operação, e que ocorre na maior parte do tempo.
A variação de volume no tempo também pode ser observada para a mesma conclusão, em que
é gasto um tempo de aproximadamente 500 segundos para a variação de 55% para 15% do
nível.
São feitos ainda outros testes para a validação do modelo comparando com a variação real
ocorrida em diversas situações. Uma pequena discrepância entre os valores pode ocorrer
devido a variações de densidade e umidade do minério, que não são considerados na
modelagem.
A curva de 2º grau encontrada na primeira abordagem é utilizada para a simulação dos níveis.
4. SIMULAÇÃO
Sistemas de simulação têm uma grande importância em projetos de automação, pois permitem
que diversos cenários sejam testados antes da implantação, sem que haja risco para a planta
em funcionamento. Outra vantagem é a possibilidade de se estimar ganhos de produtividade,
analisando a viabilidade da implantação de um determinado sistema.
O simulador é desenvolvido na plataforma LabVIEW (Laboratory Virtual Instruments
Engineering Workbench), utilizando a programação de blocos em geral, e a linguagem texto
estruturado para descrever o conjunto de regras da movimentação do tripper. O modelo dos
níveis determinado anteriormente é então implementado no simulador. Para o monitoramento
da simulação é desenvolvido um Front-End dividido em duas partes, visualização e controle,
Figura 4.1. Na visualização, é mostrada de maneira animada, toda a parte afetada do processo,
desde a alimentação na pilha, até o silos. A movimentação do tripper pode ser vista de
maneira muito simplificada, analisando de maneira prática os cortes na alimentação, a
variação de minério nos silos e a falta de material nas linhas.
O controle da simulação é realizado com a entrada de dados iniciais do sistema, onde é
definido o número de linhas funcionando, nível inicial dos silos, capacidade dos silos e das
correias, entre vários outros parâmetros. A velocidade da simulação também pode ser
controlada, sendo que é possível simular várias horas com diversas características de
funcionamento da planta, em apenas alguns segundos, e isso é de grande importância para a
análise de falhas e ganhos de produtividade com o sistema a ser implementado.
Figura 4. 1 – Visualização e controle no Front-End do simulador
A parte de controle da simulação é separada em sete abas, sendo Alimentação, Tripper, Dados
PI, Gráficos, Configuração, Estimativas e Controle Preditivo.
27
A Figura 4.2 mostra a aba Alimentação, onde se faz os principais controle da simulação. A
direita da imagem, abaixo da seleção “velocidade de simulação”, está localizado o botão
“Alimentação automática”, que define se o controle será automático, seguindo a lógica da
abordagem programada, ou se será manual, onde o usuário pode controlar manualmente todas
as variáveis do processo, como os valores de alimentação, e a posição do tripper. O botão
“Entrada de dados” é utilizado para fazer uma entrada de dados para visualização no
simulador, esses dados são lidos a partir de um arquivo chamado “Dados.txt”, localizado na
mesma pasta do arquivo de simulação. Esse arquivo contém valores de alimentação, nível, e
posição do tripper. Essa entrada de dados também é utilizada para fazer a calibração do
simulador, comparando os resultados de simulações com valores obtidos na planta.
Figura 4. 2 – Controle da alimentação no simulador
Na parte esquerda da Figura 4.2 está o controle da alimentação, pelos valores em t/h de cada
Alimentador (AL-5001 a AL5004). Logo abaixo são selecionados os valores iniciais de nível
(Nível inicial) e de saída de cada silo (Massa dos alimentadores), essa saída representa o valor
também em t/h, de saída de minério para as linhas, geralmente é um valor entre 400 e 500 t/h,
e quando uma linha está parada, esse valor é 0 (zero).
A representação dos níveis e do nível médio, está mostrado na parte inferior da Figura 4.2, ao
lado do desvio padrão, do tempo de simulação, da posição do tripper em metros e do silo
(Boca) em que o tripper está em cima naquele momento.
28
A Figura 4.3 mostra a aba de controle do tripper, onde são inseridos valores de algumas
constantes de atuação, como a direção de movimento, a velocidade para a esquerda, a
velocidade para a direita, e a posição inicial. As velocidades de movimento podem ser
diferentes quando o tripper está indo para a direita ou para a esquerda, por motivos físicos na
instalação, e influência da correia transportadora TC-5008, que faz diminuir a velocidade
máxima do tripper quando ele está movimentando para a esquerda.
Figura 4. 3 – Controle do tripper no simulador
A aba “Dados PI”, na Figura 4.4 é referente ao botão “Entrada de dados” localizado na
primeira aba “Alimentação”, que faz a leitura do arquivo texto e mostra suas entradas nos
respectivos indicadores. O indicador de inversores representa o valor de saída de minério em
cada silo, que pode variar de 0 a 100%, e logo abaixo esse valor é convertido em t/h.
È mostrado também os valores de saída de nível, que são utilizados para comparação e
calibração do simulador, e são salvos em um arquivo texto chamado “SaidaNiveis.txt”,
encontrado na mesma pasta do simulador.
29
Figura 4. 4 – Entrada de dados do histórico do sistema PIMS
Alguns gráficos importantes para o acompanhamento da simulação são representados na
Figura 4.5. Os mais necessários são do nível médio dos silos, da variação dos níveis, e da
posição do tripper.
Figura 4. 5 – Gráficos de posição e nível no Front-End do simulador
30
A configuração principal com a entrada de parâmetros da simulação é feita na aba
“Configuração”, da Figura 4.6. Podem ser selecionadas as taxas de amostragem da imagem no
Front-End do simulador, e o tempo de simulação por ciclo (Simulação), que tem 1 (um)
segundo com o default. Logo abaixo, são inseridos os parâmetros das correias transportadoras
(TCs) e do tripper.
Os parâmetros “Comprimento (m)” e “Velocidade (m/s)” são referentes a cada correia do
circuito, e estão como default os valores reais existentes na planta. A TC-5007 tem como
parâmetros adicionais a posição dos dois britadores, e da balança integradora. O Tripper tem
como parâmetro adicional, o número de silos (Bocas) e a capacidade de cada um, em
toneladas. O comprimento de 35 metros do tripper é referente ao comprimento dos 4 silos
intermediários de 7 metros, somado aos dois silos das pontas, em que o percurso do tripper só
chega até o meio, ou seja, 2 vezes 3,5 metros, totalizando os 35.
Figura 4. 6 – Configuração geral do simulador
Nas abas “Estimativas” e “Controle Preditivo” estão localizados alguns botões, chaves e
indicadores utilizados em testes durante o desenvolvimento das abordagens propostas. Essas
abas não são retiradas da versão final do simulador simplesmente pelo fato que ainda podem
ser úteis em implementações e projetos futuros. A Figura 4.7 mostra os controles de teste para
o Controle Preditivo.
31
Figura 4. 7 – Testes de controle preditivo do tripper
Para a visualização da simulação é desenvolvido um sinótico baseado na tela do sistema
supervisório da Figura 3.1, mas contendo apenas as TCs, os britadores, os silos e o tripper.
Essa tela é animada e também compõe o Front-End do simulador. A Figura 4.8 mostra o
tripper acima do silo 5, com uma alimentação variável.
Figura 4. 8 – Visualização animada da simulação
32
A ferramenta LabVIEW tem a programação em blocos como principal linguagem de
programação, e praticamente todo o Back-End do simulador é desenvolvido nessa linguagem.
A Figura 4.9 mostra um pequeno pedaço da entrada de parâmetros do simulador.
Figura 4. 9 – Programação no Back-End do simulador
Na Figura 4.10 está mostrada uma parte da programação da entrada de dados do arquivo texto,
em que é utilizado um índice para o vetor de dados no arquivo, onde é feita a leitura de uma
linha de texto por ciclo de simulação, e o valor lido é tratado e escrito nas variáveis de saída
da seção “Entrada de Dados”. Nesse caso da Figura 4.10, as variáveis de saída são
“Alimentação” e “Posição”.
Figura 4. 10 – Programação no Back-End do simulador
Como a movimentação do tripper engloba casos bastante complexos e que necessitam
maiores detalhes durante a implementação, é utilizada a programação em texto estruturado
integrada com a programação em blocos, como mostrado na Figura 4.11.
33
Figura 4. 11 – Programação da movimentação do tripper
Algumas variáveis são utilizadas nas duas linguagens de programação de forma integrada e
pertencendo a um escopo global do sistema de simulação.
As duas primeiras abordagens são implementadas diretamente no simulador, e a programação
da movimentação do tripper nessas abordagens é feita dentro do bloco de programação em
texto estruturado. O conjunto de Regras utilizado no CLP para efetuar o controle da
movimentação do tripper também é implementado no simulador para que sejam feitos testes
comparativos de maneira rápida e prática, sem o risco de afetar a disponibilidade da planta.
5. ABORDAGENS
As três abordagens propostas para a resolução do problema são: 1ª Abordagem: fixar a
alimentação e controlar a movimentação do tripper; 2ª Abordagem: fixar a movimentação do
tripper e controlar a alimentação de minério do sistema; e 3ª Abordagem: controlar em
conjunto a alimentação e a movimentação do tripper.
A possível abordagem considerando a fixação da alimentação em uma constante, e também a
fixação da movimentação do tripper em um único ciclo de movimento, não chegou nem a ser
testada, pois fixando-se esses valores, não existe mais controle a ser feito.
5.1.
Primeira Abordagem
O primeiro método implementado é a programação da movimentação do tripper de maneira
variável com a alimentação de minério fixa. O tripper é programado para se deslocar para o
silo mais vazio do momento, com um tempo mínimo estabelecido para parar em cada silo. A
alimentação é fixada em um valor previamente estabelecido pela equipe de produção, de
acordo com o tipo e a disponibilidade de minério na pilha pulmão.
A Figura 5.1 mostra um caso em que a alimentação é fixada em 2900 t/h, indicado pela
balança WI500701 posicionada na TC-5007.
Figura 5. 1 – Simulação da primeira abordagem com a linha 3 parada
35
Analisando a Figura 5.2, juntamente com a Figura 5.1, é observado que essa abordagem não é
capaz de obedecer as restrições mais básicas do sistema, pois em um caso com a linha 3
parada, o tripper tem que alimentar tanto os silos 1 e 2, como o 4, 5 e 6, que estão em pleno
funcionamento.
Nesse caso, em algum momento o tripper é obrigado a passar sobre o terceiro silo com a
alimentação fixa, e com isso esse silo vai enchendo cada vez mais até o ponto de transbordar,
o que gera uma parada total na planta de produção, causando grandes prejuízos.
Figura 5. 2 – Simulação da primeira abordagem com a linha 3 parada
Portanto esse primeiro método é logo descartado por sua inviabilidade de atravessar uma linha
intermediária parada.
5.2.
Segunda Abordagem
O segundo método implementado é a programação da movimentação do tripper em um ciclo
fixo, controlando a alimentação de minério, o que resolve grande parte dos problemas
encontrados na primeira abordagem, mas ainda é deficiente em alguns pontos.
A movimentação do tripper é fixada em um “vai e vem”, indo para a direita até o silo 6,
depois retornando para a esquerda, até o silo 1, indefinidamente. Como o tripper fica um
tempo menos sobre os silos 1 e 6, é necessário parar um tempo sobre eles, para compensar
essa desvantagem da montagem física do tripper.
36
A maior dificuldade nessa abordagem é o controle da alimentação com o atraso de três
minutos do processo. Com isso, um corte na alimentação só chega ao tripper três minutos
depois por causa da distância percorrida desde a pilha pulmão até os silos. Para isso é
necessário fazer uma estimativa dos níveis e da futura posição do tripper após os próximos
três minutos de funcionamento da planta.
Para estimar os níveis nos silos é utilizada a modelagem descrita no Capítulo 3.4, já
implementada no simulador. Como a movimentação do tripper é fixa, também não é difícil
estimar a sua posição futura, por meio de cálculos no simulador.
Essa abordagem é capaz de tratar muito bem os casos com linhas intermediárias paradas, pois
é feito um corte na alimentação de acordo com a posição estimada do tripper, três minutos
adiantada. E a alimentação em t/h é baseada no nível estimado de cada silo em que o tripper
estará após o tempo de atraso.
A Figura 5.3 mostra a simulação dessa abordagem em um caso da planta com a linha 3 parada.
Com o tripper se movimentando para a esquerda, é visível o corte da alimentação na metade
da TC-5008, que coincide com a travessia do tripper sobre a linha 3, e logo em seguida a
alimentação já retorna com o valor estimado.
Figura 5. 3 – Simulação da segunda abordagem com a linha 3 parada
37
Esse sistema preditivo se comporta de maneira muito satisfatória nos casos em que se tem os
três minutos de vantagem sobre o sistema, em que não são consideradas variações
instantâneas da planta em funcionamento.
O grande problema ocorre em casos que em algum momento ocorre alguma variação não
esperada na planta, por exemplo, uma das linhas para de funcionar de repente, que é o que
acontece muitas vezes na prática.
No caso mostrado na Figura 5.4, a planta é modificada durante a simulação, parando a linha 4
de repente, e voltando a linha 3 que estava parada anteriormente.
Figura 5. 4 – Simulação da segunda abordagem com a linha 4 parada
O que acontece é que o sistema não consegue adequar a previsibilidade do controle da
alimentação para esses casos, e gera falta de material nas linhas e sobrecarga em outras.
Durante os primeiros três minutos de funcionamento após a modificação na planta, o sistema
perde totalmente o controle da situação, e só retoma após esses três minutos. Isso também
gera grandes perdas no processo, e consequentemente, prejuízos financeiros.
5.3.
Terceira Abordagem - Árvore
A terceira abordagem se torna muito complexa para uma simples implementação em
programação, como nas duas abordagens anteriores. Considerando a movimentação do tripper,
e a alimentação como variáveis para o controle, o sistema se torna muito flexível, mas com
38
uma maior dificuldade na previsão da posição do tripper após os três minutos de atraso da
alimentação, pois o tripper não possui mais um ciclo de movimento fixo, e sim totalmente
arbitrário, dependendo da situação no momento.
Com isso, essa terceira abordagem consegue controlar o sistema mesmo após variações
aleatórias na planta, pois para isso, pode adequar a movimentação do tripper junto com a
alimentação.
Para isso, é desenvolvido um sistema de busca em uma árvore de decisões, que é criada
contendo todas as possibilidades de atuação para as situações.
Nesse sentido a utilização de uma árvore de decisões é muito vantajosa, pois cada camada
descida na árvore equivale a um tempo previsto a frente, e assim é possível executar ações
avaliando o resultado antes mesmo de tomar determinada ação, como em um sistema de
controle preditivo.
5.3.1. Árvore de Decisões
A utilização de uma árvore de decisões para a identificação do melhor caminho a ser
percorrido pelo tripper é estudada e avaliada devido suas características para resolução de
problemas com algumas características semelhantes.
Dadas as condições iniciais do processo, como posição inicial do tripper, níveis dos silos,
taxas de alimentação e de saída dos silos, é montada a árvore contendo todas as possibilidades
de movimentação do tripper. Cada nó contem uma dessas possibilidades, e é avaliado de
acordo com o custo gerado pela própria decisão de movimento. O melhor caminho é o que
leva ao nó de menor custo.
39
Figura 5. 5 - Desenho esquemático da árvore utilizada para o processo do tripper.
Na Figura 5.5 é exibido a árvore montada para as várias possibilidades de combinação entre
os parâmetros da simulação. Cada nível da árvore simula 40 segundos do processo com uma
determinada tomada de decisão (parâmetros do nós). No caso os dois parâmetros de
simulação são:
Direção = {“-1 (Esquerda)”, “0 (Parado)”, “+1(Direita)”}
Massa = {0, Media, Total}
A direção representa o sentido que o tripper irá se encaminhar para os próximos 40 segundos
de simulação e a massa é o set point para a alimentação do tripper, sendo Total, o Máximo e
Media o set point oscilando conforme a média de nível dos silos.
Para cada nível da árvore temos nove possibilidades, 3 direções vezes 3 variações de massa, e
no simulador é considerado o tempo de seis níveis da árvore totalizando um tempo total de
simulação de 240 segundos.
O grau de complexidade do algoritmo é exponencial e para seis níveis de árvore e nove
combinações de nós em cada nível tempos um total de 597.870 nós, sendo que mais um nível
de simulação, ou seja, sete níveis, requer um total de 5.380.839 nós de simulação. Percebe-se
a dificuldade computacional de simular um número muito grande de nós, principalmente se
40
esta simulação for utilizada como tomada de decisão em um sistema de tempo real, ver Tabela
5.1 para referência da quantidade de nós por aumento do nível da árvore.
Tabela 5. 1 - Número de Nós de simulação por número total de níveis da árvore.
Nível máximo
da árvore
Número de
Nós total
1
2
3
4
5
6
7
9
90
819
7380
66429
597870
5380839
Tempo da planta que
será simulado em
segundos
40
80
120
160
200
240
280
A Figura 5.6 mostra o desenho esquemático de ligação entre os diversos módulos do sistema.
O processo é representado pelo CLP, que é por onde é efetuada qualquer alteração na planta, e
de onde é feita a aquisição de dados. A comunicação entre o módulo de simulação da árvore e
o CLP é feita através de uma interface OPC, tanto para leitura e escrita de dados. A camada
de apresentação está representada no topo do esquema, e é implementada na ferramenta
LabVIEW. A comunicação entre o módulo de simulação da árvore e o LabVIEW é feita
através de arquivos texto simples, pois não era necessário um tráfego contínuo de dados. São
utilizados arquivos texto também para a alimentação de condições iniciais do módulo de
simulação da árvore, de forma manual.
Figura 5. 6 - Desenho esquemático dos módulos do simulador
41
A simulação com a árvore de decisões é implementada em VB .NET (Visual Basic .NET), e
um diagrama contendo as principais classes criadas está mostrado na Figura 5.7. Que são:
Árvore, Árvore de Simulação do Tripper, Nó, Nó do Tripper, Lista de Nós, Condições Iniciais,
Resultado da Simulação e Parâmetros da Simulação.
Figura 5. 7 - Diagrama resumido das principais classes em VB .NET do simulador
A classe Arvore é uma classe abstrata utilizada com funções primárias pela classe
ArvoreSimulacaoTripper. O mesmo vale para a classe No e a classe NoDoTripper. As demais
são classes auxiliares do programa.
5.3.2. Avaliação dos Nós da Árvore
A avaliação de cada nó da árvore de decisões é feita segundo um conjunto de regras
estabelecidas como custo, determinando uma nota para cada nó, que era somado às notas dos
nós anteriores daquele mesmo ramo. A função objetivo é minimizar o somatório da diferença
dos níveis para um nível ótimo, de uma ponderação de níveis muito alto, alto, baixo e muito
baixo, e da distância do tripper até os silos, em que o tripper deve estar mais próximo dos
silos mais vazios. O Nível ótimo determinado pelo processo é fixo em 55. As ponderações
dos níveis são feitas de maneira que é avaliado se o nível está mais alto ou mais baixo que os
limites definidos na Tabela 5.2. A ponderação é feita pela diferença entre o nível atual e o
limite definido, elevado ao quadrado.
[
]
min x = ∑i =1 ( p − si )( N otimo − ni ) + (ni − N otimo ) + l (i ) alto + l (i ) muito _ alto + l (i ) baixo + l (i ) muito _ baixo (8)
6
2
42
l (i ) alto = (ni − N alto )
2
l ( i ) muito _ alto = (ni − N muito _ alto )
2
l (i ) baixo = (ni − N baixo )
2
se ni > N alto
Senão 0
(9)
se ni > N muito _ alto
Senão 0
(10)
se ni < N baixo
Senão 0
(11)
l ( i ) muito _ baixo = (ni − N muito _ baixo ) + cte * t (i ) falta _ min erio
2
se ni < N muito _ baixo
(12)
Senão 0
Em alguns casos o termo
( p − s )(N
i
otimo
− ni )
da equação (8) pode ser negativo e neste caso a
decisão de ficar distante de um silo com nível maior que o ótimo é privilegiada.
Sendo p a posição do tripper, s i uma constante que representa a posição de cada um dos seis
silos da alimentação.
N Otimo
o valor de nível ótimo conforme Tabela 5.2,
ni
o nível atual do
(i )
silo e t falta _ min erio o tempo de falta de minério . A função custo (8) é uma função que o
algoritmo de busca deve otimizar em tempo real, provendo a melhor solução com base em
uma previsão de 240 segundos (6 níveis da árvore) a frente.
A Tabela 5.2 mostra os limites utilizados para a avaliação das notas utilizadas na minimização.
Tabela 5. 2 – Parâmetros e limites para o nível dos silos
NIVEL OTIMO
55 %
NIVEL ALTO
70 %
NIVEL MUITO ALTO
85 %
NIVEL BAIXO
20 %
NIVEL MUITO BAIXO
5%
43
A Figura 5.8 mostra uma simulação utilizando o método da árvore de decisões, e é nítido
diferença entre as abordagens anteriores. Nesse caso os níveis ficam muito mais homogêneos,
e não ocorrem faltas de minério, mesmo após alterações aleatórias na planta.
Como o sistema tem liberdade para determinar a movimentação do tripper, ele não tem tempo
fixo para ficar em cada silo, assim acontece de ficar menos tempo com uma alimentação
maior, e as vezes, mais tempo com uma alimentação menor. A resposta do sistema é relativa à
situação ocorrida, e pode variar com o tempo.
Figura 5. 8 - Simulação terceira abordagem com a linha 3 parada
5.4.
Programação em Regras no CLP
A programação em regras no CLP é o sistema em funcionamento na planta, que é
desenvolvido baseado em um conjunto de regras englobando as possibilidades possíveis de
operação incluindo casos extremos de controle em que a operação já se torna inviável, mas
que devem ser tratados pelo sistema para casos emergenciais.
O conjunto de regras, implementado em um CLP, avalia e determina as prioridades
identificadas no processo e executa a tomada de decisão implementada para cada caso.
Nessa estratégia, a identificação de qual linha está funcionando e qual está parada é o
primeiro item a ser avaliado, pois qualquer decisão posterior é dependente dessa informação.
Com base nessa informação o sistema avalia as melhores alternativas de atuação, segundo as
44
regras implementadas. O sistema também efetua o cálculo de todos os tempos de translação
de um silo para qualquer outro. Esse cálculo é feito com tempos diferentes para avanço e para
retorno, pois existe uma pequena diferença de velocidade máxima de translação do tripper
para frente ou para trás.
As regras são separadas em oito principais grupos de atuação, grupo A ao grupo H, sendo que
a primeira escolha a ser feita pelo sistema é a de qual grupo é o mais indicado para aquela
determinada situação ocorrida.
As divisões dos grupos são feitas de maneira que o Grupo A compreende dezesseis regras
com os casos em que todas as linhas funcionando são vizinhas, não existindo linhas isoladas,
linhas paradas, nem silos cheios no meio da sequência. Para esse grupo, a movimentação do
tripper é fixa e atua de forma contínua em um “vai e vem” sobre as linhas funcionando. O
Grupo B contem oito regras com os casos em que apenas uma linha fica isolada de uma
sequência de três ou quatro linhas funcionando. No Grupo C a situação é semelhante ao
Grupo B, com a diferença que duas linhas ficam isoladas de uma sequência de três linhas
funcionado. O Grupo D é ativado quando duas seqüências de duas linhas estão funcionando
de forma isolada. Ao todo são criadas 80 regras divididas entre os oito grupos de atuação,
tratando 63 situações possíveis, com algumas delas contendo pequenas variações.
Depois de definido o grupo mais adequado para o momento é iniciado o processo de
translação e de controle da alimentação. Quando ocorre algum caso que é necessário efetuar
uma pausa na alimentação para atravessar uma linha parada, é feita uma manobra com cálculo
de tempo para o posicionamento correto do tripper para coincidir com o corte da alimentação
exatamente no momento da passagem sobre a linha parada. O atraso no corte da alimentação
da pilha até a chegada do minério no tripper é de aproximadamente três minutos. Em geral,
são feitos dois cortes na alimentação em um curto espaço de tempo, pois o tripper tem que ir
até a linha isolada e depois voltar para o grupo de linhas funcionando, e para isso deverá
passar sobre a linha parada duas vezes.
A identificação das seqüências pode ser feita a cada ciclo de leitura do CLP ou em um tempo
determinado. Uma nova seqüência para a movimentação irá iniciar somente após o término da
execução anterior, não deixando uma sequência pela metade.
45
O sistema inteligente de decisões implementado na terceira abordagem, e descrito no item 5.3,
utilizando uma árvore com características de retenção de conhecimento é então comparado
com essa implementação em Regras no CLP utilizada na planta, para uma mesma situação
dada. Para essa comparação, as Regras do CLP são copiadas e re-escritas no simulador de
modo que seja feita uma comparação justa entre os métodos.
As comparações e os resultados são apresentados no Capítulo 6.
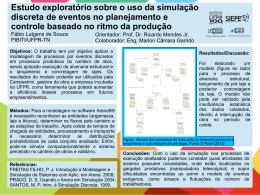
6. RESULTADOS
São realizadas diversas simulações para a validação do método de busca em árvore, de modo
que em média os resultados são favoráveis à nova abordagem comparada com os resultados
obtidos nas mesmas simulações utilizando a metodologia de Regras no CLP.
Em testes empíricos considerando várias situações iniciais, a árvore tem um comportamento
mais eficiente em manter o nível dos silos cheios e em média tem uma performance 30%
superior a das regras, faltando menos minério nos silos. Em simulações com a situação ideal
de funcionamento, que são todas as linhas funcionando sem interrupções, as duas abordagens
funcionaram bem, pois ambas são capazes de manter o circuito funcionando sem falta de
minério nos silos. Mas na prática nem sempre todas as linhas estão em pleno funcionamento.
Os resultados mostrados são referentes a uma situação inicial muito ocorrida na prática, que é
quando uma das linhas intermediárias está parada. Nesse caso é utilizado a linha 4 parada.
A Figura 6.1 mostra uma comparação do tempo de falta de minério nos silos, em que se nota
nitidamente que a abordagem das regras tem uma tendência de aumento linear no tempo, pois
existem situações em que esse método não é capaz de contornar a situação mesmo depois de
um tempo funcionando. Já a implementação da árvore resultou na redução direta do tempo de
falta de minério nos silos, pois mesmo inicialmente gerando uma falta de minério de
aproximadamente 120 segundos, após algum tempo de simulação o circuito é estabilizado, e
500
450
400
350
300
250
200
150
100
50
0
Árvore
Tempo de simulação (s)
Figura 6. 1 – Tempo de falta de minério nos silos
00
80
00
72
00
64
00
56
00
48
00
40
00
32
00
24
00
16
80
0
Regra
0
tempo de Falta de minério (s)
não ocorreu mais falta de minério.
47
A Tabela 6.1 mostra os resultados de um ciclo de 200 iterações em simulação, equivalentes a
mais de 2 horas de funcionamento da planta, comparando as notas obtidas entre os dois
métodos, dada a mesma situação inicial.
Tabela 6. 1 – Comparação das notas nos 2 métodos.
Simulação
Árvore
Regra
Tempo
Iteração
Nota
Nota
0:00:00
0
8480
8480
0:06:40
10
6754
7205
0:13:20
20
5180
5886
0:20:00
30
4315
6106
0:26:40
40
3323
5096
0:33:20
50
3245
4279
0:40:00
60
2454
4753
0:46:40
70
2452
3984
0:53:20
80
1910
3553
1:00:00
90
1908
3839
1:06:40
100
1621
3507
1:13:20
110
1367
3096
1:20:00
120
1491
3017
1:26:40
130
1203
3182
1:33:20
140
1178
2707
1:40:00
150
829
2441
1:46:40
160
752
2887
1:53:20
170
1018
2363
2:00:00
180
882
1981
2:06:40
190
1060
2573
2:13:20
200
900
2228
É importante ressaltar que quanto maior a nota é pior para o sistema, sendo que o objetivo é
uma nota 0 (zero), onde não ocorreu nenhuma falta de minério e os níveis estão sempre
homogêneos e fixos no valor do nível ótimo, o que é quase impossível de ocorrer na prática a
não ser com a planta totalmente parada.
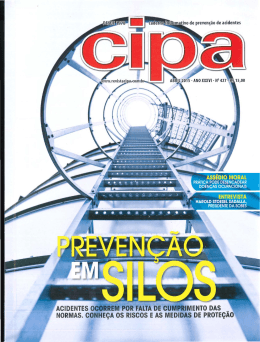
A Figura 6.2 também é referente às notas obtidas pelos dois métodos, árvore e regras. Nesse
gráfico é verificado que os dois sistemas tendem a uma estabilidade após algum tempo de
48
funcionamento, e nas regras a nota acaba sendo mais alta, pois mesmo estabilizado ainda gera
faltas de minério nos silos.
9000
Função Objetivo
8000
7000
6000
5000
Árvore
4000
Regra
3000
2000
1000
0
0:00:00
0:28:48
0:57:36
1:26:24
1:55:12
2:24:00
Tem po de sim ulação
Figura 6. 2 – Comparação da nota dos dois métodos
Nos silos 1 e 6, que ficam nas pontas, ocorre o problema do tripper não passar ao longo de
todo o silo, e por esse motivo é necessário que o tripper fique parado um tempo nesses silos,
para compensação. É avaliada a falta de minério em 200 iterações de simulação para cada um
dos tempos fixados de parada nos silos 1 e 6, por exemplo, na Figura 6.3 ocorreram
aproximadamente 280 segundos de falta de minério nas 200 iterações com o tripper parando 1
segundo nos silos 1 e 6. É observado que o tempo ótimo de parada é aproximadamente 45
segundos, onde ocorreu menos de 150 segundos de falta de minério durante as 200 iterações
Tempo de falta minerio total (s)
de simulação.
350
300
250
200
Falta de
minério
150
100
50
0
1
15 29 43 57 71 85 99 113 127 141 155 169 183 197
Tempo tripper parado nas linhas 1 e 6 (s)
Figura 6. 3 – Falta de minério em relação ao tempo do tripper parado nos silos 1 e 6
49
De maneira semelhante à Figura 6.3, também é analisada a relação entre a Nota obtida de
acordo com o tempo do tripper parado nas linhas 1 e 6, na Figura 6.4.
È importante ressaltar que esses parâmetros de tempo do tripper parado nos silos 1 e 6,
obtidos e validados após vários testes e simulações, são utilizados para uma melhoria na
metodologia de regras utilizada no CLP da planta.
Nota ( Função Objetivo)
14000
12000
10000
8000
Nota
6000
4000
2000
0
1
12 23 34 45 56 67 78 89 100 111 122 133 144 155 166 177 188 199
Tempo do tripper parado nas linhas 1 e 6 (s)
Figura 6. 4 – Nota em relação ao tempo do tripper parado nos silos 1 e 6
Para a Nota, o tempo de parada ideal é na faixa de 55 a 80 segundos.
A diferença entre as Figuras 6.3 e 6.4 pode ser explicada pelo fato que nem sempre a melhor
nota é referente ao menor tempo de falta de minério nos silos, pois para o cálculo da nota, são
avaliados outros fatores como homogeneidade dos níveis e distância do tripper aos silos mais
vazios.
7. CONCLUSÃO
Com este projeto é possível medir ganhos consideráveis para o mesmo, como a redução do
tempo de falta de minério no sistema. Além disso, outras características qualitativas são
avaliadas, como uma maior distribuição de cargas nas correias transportadoras, gerando um
aumento na vida útil dos equipamentos, simplesmente pelo fato dos níveis ficarem mais
homogêneos.
Nesse projeto o tempo de falta de minério e as paradas das linhas são reduzidos, o que gera
um bom retorno financeiro comparado com o pequeno gasto para implementação desse tipo
de sistema, uma vez que não são geradas grandes alterações na arquitetura de automação e
nem em montagens e modificações mecânicas na planta.
Todos os testes foram feitos no simulador, que possui grande compatibilidade com o processo
real. Conforme já mencionado, a árvore apresentou ganhos da ordem de 30% de redução de
falta de minério em situação críticas de operação quando ocorre a indisponibilidade de uma
ou mais linhas do processo de alimentação.
No estágio atual do projeto, o passo seguinte é iniciar testes do algoritmo de árvore ao
processo real. O software já está preparado e necessita apenas de alguns ajustes para interagir
com a planta.
Uma sugestão no avanço do algoritmo de controle é criar uma forma de busca heurística em
árvore em conjunto com algum algoritmo de poda para que seja possível utilizar uma árvore
menor e assim, ser computacionalmente possível prever mais passos à frente para a tomada de
decisões. Atualmente a previsão é feita com seis níveis da árvore, ou seja, 240 segundos a
frente.
O desenvolvimento desse trabalho foi de grande importância para o aprimoramento do
conhecimento adquirido durante a graduação, e gerou uma experiência profissional muito
ampla, devido a grande quantidade de sistemas envolvidos no trabalho.
REFERÊNCIAS
ANDRADE, A.A., PEREIRA, S.L., Sistema Especialista Com Operacionalidade de
Aprendizado Para Operar Em Tempo Real Com Sistemas Industriais Automatizados.
Induscon, VII Conferëncia Internacional de Aplicações Industriais. 17 a 20 de Agosto. Poços
de Caldas, 2008.
AMARAL A. M. Inteligência computacional aplicada para controle preditivo de nível. X
Seminário de Automação de Processos – ABM. De 4 a 6 de outubro de 2006, Belo Horizonte
- MG, 2006.
BRUZZONE, A.G. et al. Project Management Tools: Simulation On Web Environment.
Proceedings of Websim99. San Diego Janeiro 1999.
BARTO, A.G., SUTTON R.S., ANDERSON, C.W. Neuronlike Adaptive Elements That
Can Solve Difficult Learning Control Problems. IEEE Transactions on Systems and
Cybernetics. Vol. SMC-3, N. 5, Setembro/Outubro 1983, pag. 835-846
CARVALHO, F. B. et al. Sistemas PIMS – Conceituação, Usos e Benefícios. Tecnologia
em Metalurgia e Materiais. São Paulo, v.I, n.4, p.1-5, abr-jun. 2005.
DONG, M. KOTHARI, R. Look-Ahead Based Fuzzy Decision Tree Induction. IEEE
Transactions on Fuzzy Systems. V.9,N.3, Junho 2001.p-461-468.
FONSECA, M. de O. Comunicação OPC – Uma abordagem prática. VI Seminário de
Automação de Processos, Associação Brasileira de Metalurgia e Materiais. De 9-10 de
outubro de 2002 – Vitória – ES, Brasil.
FREITAS E. F. et al. Utilização de técnicas de simulação para desenvolvimento, testes e
validação de projetos de automação. X Seminário de Automação de Processos – ABM. De
4 a 6 de outubro de 2006, Belo Horizonte – MG. 2006.
GAVIRA, M. O. Simulação Computacional como uma ferramenta de aquisição de
conhecimento. 2003. Tese de Mestrado, Escola de Engenharia de São Carlos – USP, 150 pp,
2003.
52
HENNEMANN, F. A. Um sistema híbrido de apoio à decisão formado por redes de petri,
simulação e sistema especialista. Revista Controle & Automação. v.17 n.1, Fevereiro a
Março 2006.
MANSUR, R. A. et al. Modelagem de um Processo Mineral: Mineroduto da Samarco.
VII Seminário de Automação de Processos – ABM. Santos - SP, p. 298-307, 2003.
OLARU, C. WEHENKEL, L. A complete fuzzy decision tree technique. Fuzzy Sets and
Systems. P. 221-254, 2003.
PERSECHINI, M.A.M. Estratégia de controle para o processo de flotação em coluna.
Tese de doutorado, Programa de Pós Graduação em Engenharia Elétrica, UFMG, Março,
2001.
QUINLAN, J. R. Programs for machine learning. Morgan Kaufmann, San Mateo - CA,
1993.
RAMOS NETO, A.N., PINTO, L.R. Template do programa Arena para simulação das
operações de carregamento e transporte em minas de céu aberto. Revista da Escola de
Minas. v.57 n.1 Ouro Preto, Janeiro a Março, 2004.
SOUZA, M. J. F. Ajuste de Curvas pelo Método dos Quadrados Mínimos. Notas de aula
de
Métodos
Numéricos,
disciplina
da
UFOP.
Disponível
em:
<http://www.decom.ufop.br/prof/marcone/Disciplinas/MetodosNumericoseEstatisticos/Quadr
adosMinimos.pdf> Acesso em: 12 de junho de 2008.
VIEIRA, G. E. Uma revisão sobre a aplicação de simulação computacional em processos
industriais. XIII SIMPEP. Bauru, SP. De 06 a 08 de Novembro de 2006.
YAMADA, M.C, PORTO, A.J.V., INAMASU, R.Y. Aplicação dos conceitos de
modelagem e de
redes
de Petri na análise do processo produtivo da indústria
sucroalcooleira. Pesquisa Agropecuária. Brasil. v. 37, n.6, p. 809-820. Junho, 2002.
ANEXO I
Como produto do presente trabalho, segue a primeira página do artigo “OTIMIZAÇÃO DE
UM
PROCESSO
MINERAL
UTILIZANDO
TÉCNICAS
DE
SIMULAÇÃO
E
MODELAGEM” submetido ao XIII Congresso Internacional e Exposição Sul-Americana de
Automação, Sistemas e Instrumentação
54
OTIMIZAÇÃO DE UM PROCESSO MINERAL UTILIZANDO
TÉCNICAS DE SIMULAÇÃO E MODELAGEM
Roberto Andrade Mansur
[email protected]
Vale
Bruno Nazário Coelho
[email protected]
Universidade Federal de Ouro Preto / Vale
Ronilson Rocha
[email protected]
Universidade Federal de Ouro Preto
Adriano Nogueira de Assis
[email protected]
Vale
Abstract
This paper presents a practical application on mining industry, to be more specific an automation and
optimization of the feed process (a tripper) from a concentration plant. A tripper is mobil equipment
which provides continuous-feed system for a set of silos. Simulation techniques have been used to
select the best strategy to control the tripper. The implementation has been done to compare an old
set of rules using the PLC, with a new strategy of decision tree. The LabVIEW was the tool to develop
the simulation.
Key words: Simulation, modeling, mining, automation, control.
Resumo
Este trabalho trata de uma aplicação prática no setor de mineração, mais especificamente da
automação e otimização de um tripper que alimenta uma usina de beneficiamento. O tripper é um
equipamento móvel de descarga contínua de material que alimenta mais de um silo com minério.
Para otimizar o tripper foram utilizadas técnicas de modelagem do processo para o desenvolvimento
de um sistema de simulação na plataforma LabVIEW, onde a estratégia antiga implementada na
forma de regras no CLP foi comparada com uma nova estratégia de busca em árvore de decisões.
Palavras chaves: Simulação, modelagem, mineração, automação, controle.
ANEXO II
Também como produto deste trabalho, segue a primeira página do artigo “APLICAÇÃO
PRÁTICA DE OTIMIZAÇÃO EM UM PROCESSO DE ALIMENTAÇÃO DE UMA
USINA DE BENEFICIAMENTO DE MINÉRIO DE FERRO” submetido ao 13° Seminário
de Automação de Processos, da ABM.
56
APLICAÇÃO PRÁTICA DE OTIMIZAÇÃO EM UM
PROCESSO DE ALIMENTAÇÃO DE UMA USINA DE
BENEFICIAMENTO DE MINÉRIO DE FERRO1
Bruno Nazário Coelho 2
Roberto A. Mansur 3
Alcenide Elisiario Barbosa 4
Laura Fernandes Carrijo 5
Ronilson Rocha 6
Roberto Dias Aquino 7
Resumo
Este trabalho trata de uma aplicação prática no setor de mineração, mais
especificamente da automação e otimização de um tripper que alimenta uma usina
de beneficiamento. O tripper é um equipamento móvel de descarga contínua de
material que pode alimentar mais de um silo com minério. Para otimizar o tripper
foram utilizadas técnicas de simulação para definição das melhores estratégias a
serem adotadas. As estratégias foram implementadas na forma de um conjunto de
regras no CLP. A ferramenta de simulação utilizada foi o LabVIEW. A modelagem do
processo para simulação levou em consideração o grande tempo morto do processo,
a disponibilidade das linhas, os problemas de processo como a aglomeração, o
revezamento dos alimentadores, as malhas de controle existentes e os erros de
medição dos instrumentos. Toda intervenção com a operação foi programada no
sistema de supervisão existente da planta.
Palavras-chave: Simulação; Modelagem; Mineração; Sistema especialista;
A practical approach of optimization and automation of an iron ore
concentration plant
Abstract
This paper presents the a practical application on mining industry, to be more specific
an automation and optimization of the feed process (a tripper) from a concentration
plant. A tripper is mobil equipment which provides continuous-feed system for a set
of silos. Usually it is the first equipment in a mining concentration plant. Simulation
techniques has been used to select the best strategic to control the tripper. The
implementation has been done as a set of rules using the PLC. The Labview was the
tool to develop the simulation. The modeling consider the long dead time, process
availability, mining typical problems, the control loops and the measurement errors.
The logics development has been made using the PLC plant for all situations.
Key words: Tripper; Simulation; Modeling; Mining; Expert System;
1
2
3
4
5
6
7
Trabalho técnico apresentado ao 13° Seminário de Automação de Processos, 7 a 9 de outubro de
2009, Belo Horizonte – MG.
Graduado em engenharia de controle e automação pela UFOP. Trainee da Vale.
Mestre e graduado em engenharia de controle e automação. Supervisor da Vale.
Formado em matemática pela UFOP. Trabalha na gerência de automação da Vale.
Engenharia de controle e automação pela UFSC. Atua na Chemtech como engenheira.
Mestre e doutor em engenharia elétrica. Professor adjunto da UFOP.
Graduado em engenharia de controle e automação. Supervisor da Vale.
ANEXO III
Treinamento de Operação Automática do Tripper, desenvolvido para nivelamento dos
operadores da Sala de Controle em relação às modificações do sistema de alimentação e
operação do tripper na Usina de Fabrica Nova – Mariana, MG.
Treinamento realizado com as cinco turmas de operadores, com a carga horária de
aproximadamente uma hora de duração.
58
Baixar