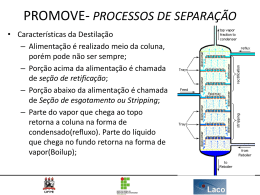
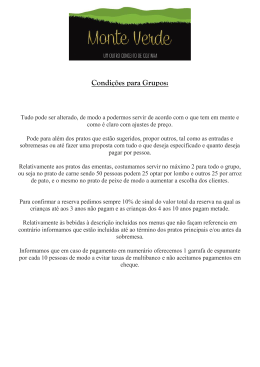
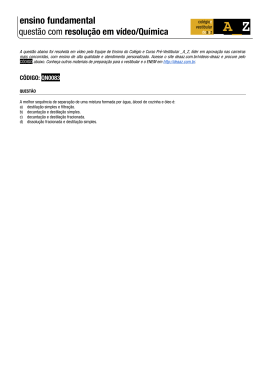
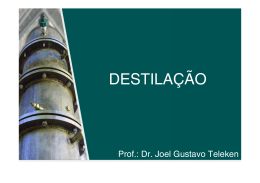
Universidade Federal de Alfenas Campus Avançado Poços de Caldas Instituto de Ciência e Tecnologia Curso de Engenharia Química BRUNO DIAS DE SOUZA JOÃO GABRIEL ALVARES PROJETO DE UMA COLUNA DE DESTILAÇÃO DIDÁTICA Poços de Caldas/MG 2013 Souza, Bruno Dias de. Projeto de uma coluna de destilação didática / Bruno Dias de Souza, João Gabriel Alvares. - Poços de Caldas, 2013. 42 f. - Orientador: Marlus Pinheiro Rolemberg. Trabalho de Conclusão de Curso (Graduação em Engenharia Química) Universidade Federal de Alfenas, Poços de Caldas, MG, 2013. Bibliografia. BRUNO DIAS DE SOUZA 1. Coluna de destilação. 2. Água/ácido acético. 3. Destilação . I. Alvares, João Gabriel. II. Rolemberg, Marlus Pinheiro. III. Título. CDD: 540 JOÃO GABRIEL ALVARES PROJETO DE UMA COLUNA DE DESTILAÇÃO DIDÁTICA Trabalho de conclusão de curso apresentado como parte dos requisitos para obtenção de grau em engenharia química pela Universidade Federal de Alfenas. Orientador: Prof. Dr. Marlus Pinheiro Rolemberg. Co-orientador: Prof. Dr. Iraí Santos Júnior. Poços de Caldas/MG 2013 Dedicamos este trabalho, primeiramente a Deus e às nossas famílias que nos ajudaram neste projeto. AGRADECIMENTOS À Universidade Federal de Alfenas. Ao Prof. Dr. Marlus Pinheiro Rolemberg pela orientação e sua dedicação, e por ter se disponibilizado seu tempo e carro. Ao Prof. Dr. Iraí dos Santos Júnior por colaborar neste trabalho e pelo seu conhecimento. À Prof. Dra. Giselle Patrícia Sancinetti por todo seu empenho e dedicação ao curso de engenharia química, sem a qual não seria possível. À Universidade Federal de São João del Rei, em Ouro Branco, por permitir acesso ao laboratório. Ao professor Dr. Demian Patrick Fabiano, da UFSJ, pelo conhecimento transferido sobre a coluna didática. A todos os professores da Universidade Federal de Alfenas de Poços de Caldas que ajudaram em nossa formação acadêmica. A ciência humana de maneira nenhuma nega a existência de Deus. Quando eu considero quantas e quão maravilhosas coisas o homem compreende, pesquisa e consegue realizar, então reconheço claramente que o espírito humano é obra de Deus, e a mais notável. (Galileu Galilei) RESUMO A destilação é uma operação unitária de grande importância na indústria. Utilizada para separar diversas misturas, sua eficiência depende da diferença de volatilidade entre os componentes. Usualmente encontrada em diversos setores da indústria, é de grande relevância o estudo desta operação na carreira acadêmica do engenheiro químico. O estudante de engenharia química deve ser capaz de projetar e entender a operação de diversas operações unitárias para, na sua vida profissional, ser capaz de atuar como um engenheiro qualificado. Com o foco nestas habilidades este trabalho apresenta um projeto de uma coluna de destilação didática. O projeto foi concebido para uma mistura de água/ácido acético, desde o estudo termodinâmico da mistura em si, até o custo do projeto. Este trabalho tem por objetivo aumentar os conhecimentos relativos ao desenvolvimento de projetos e o conhecimento teórico competente ao profissional de engenharia química. Escolheu-se uma coluna de vidro para permitir uma visualização da operação da coluna, possibilitando sua utilização para fins didáticos no ensino de futuros profissionais. O investimento total é menor que o de equipamentos encontrados no mercado, e sua operação permite um crescimento no conhecimento técnico na operação de colunas de destilação. Palavras-chave: coluna de destilação, projeto, água/ácido acético. ABSTRACT Distillation is a unit operation of great importance in the industry. Used to separate many mixtures, its efficiency depends on the difference in volatility between the components. Usually found in many sectors of industry, the study of this operation has great importance in the academic career of a chemical engineer. The chemical engineering student should be able to design and understand the operation of several unit operations to, in his professional life, be able to act as a qualified engineer. With the focus on these skills, this work presents a project of a didactic distillation column. The project was made for a mixture of water/acetic acid, from the thermodynamic study of the mixture itself, up to the cost of the project. This work aims to increase knowledge concerning the projects development and the competent theoretical knowledge to the chemical engineering professional. A column of glass was chosen to allow the view of the operation of the column, which allows to use it in a didactic way in teaching of future professionals. The total investment is lower than the equipment found in the market, and its operation allows an increase in technical knowledge in the operation of distillation columns. Keywords: distillation column, project, water/acetic acid. Lista de Símbolos A, B e C Aa Ac Acz Ad Af Ah An Ap α1,2 B C0 CD Csb CSFgás D Dc dO dp dh ΔPt Ffluido FLV Fsistema Finundação Φ γi hd hL how hr ht hw L L.O.E. L.O.R. lp ω P PC Pjsat ρG ρL ρv R Rmín Constantes de Antoine Área efetiva Área transversal da coluna Área das zonas calmas Área do downcomer (vertedor) Área livre Área perfurada Área livre ativa Área total para perfurações Coeficiente de volatilidade relativa Produto de fundo de uma coluna de destilação Coeficiente de descarga Coeficiente de arraste Constante de Souders e Brown Vazão volumétrica de gás nas condições do prato Produto do topo de uma coluna de destilação, Destilado Diâmetro da coluna Diâmetro dos orifícios Diâmetro da gota Diâmetro dos orifícios Queda de pressão no prato Fator do fluido Fator de fluxo líquido-vapor Fator do sistema Fator de inundação Fugacidade Coeficiente de atividade Altura do prato em estado seco Altura de líquido no prato Altura da espuma Altura residual Altura total Altura do vertedor Corrente de líquido em uma coluna de destilação Linha de Operação de Esgotamento Linha de Operação de Retificação Distância entre os orifícios Fator acêntrico Pressão Pressão crítica Pressão de saturação Massa específica da fase gasosa Massa específica da fase líquida Massa específica de vapor Razão de Refluxo Razão de Refluxo mínimo σL T Tb Tc Tisat uf uh uv V VC Vf Vn xD xi xB yi zC 𝑧𝐹 coluna de destilação. Tensão superficial do líquido Temperatura Temperatura de ebulição Temperatura crítica Temperatura de saturação Velocidade máxima de inundação Velocidade de fluxo de vapor Velocidade de inundação Corrente de vapor em uma coluna de destilação Volume crítico Velocidade máxima de vapor Velocidade do gás Fração molar da substância mais volátil no destilado Fração de líquido de uma substância i em uma mistura Fração molar da substância mais volátil no produto de fundo Fração de vapor de uma substância i em uma mistura Fator de compressibilidade crítico Fração molar da substância mais volátil na alimentação de um a SUMÁRIO 1 INTRODUÇÃO .............................................................................................. 11 2 DESENVOLVIMENTO ................................................................................ 13 2.1 REVISÃO DA LITERATURA ........................................................................ 13 2.1.1 Determinação da temperatura do ponto de orvalho de uma mistura binária .................................................................................................................... 13 2.1.2 Cálculo de estágios teóricos segundo mccabe-thiele.................................... 14 2.1.3 Projeto de coluna de destilação ..................................................................... 16 2.1.3.1 Procedimento para dimensionamento do prato proposto por towler............. 20 3 RESULTADOS E DISCUSSÕES ................................................................. 24 3.1 DIAGRAMAS DE EQUILÍBRIO PARA A MISTURA ÁCIDO ACÉTICO E ÁGUA .................................................................................................................... 24 3.2 CÁLCULO DE ESTÁGIOS TEÓRICOS ........................................................ 25 3.3 PROJETO DA COLUNA DE DESTILAÇÃO ................................................ 25 3.3.1 Projeto do prato da coluna ............................................................................ 27 3.3.2 Projeto da parede da coluna .......................................................................... 27 3.4 FLUXOGRAMA DA COLUNA DE DESTILAÇÃO ..................................... 28 3.5 ESTRUTURA DE SUSTENTAÇÃO .............................................................. 29 3.6 ESTIMATIVA DE CUSTOS ........................................................................... 29 4 CONCLUSÃO ................................................................................................ 31 REFERÊNCIAS ........................................................................................................... 33 ANEXO A – Gráficos para o dimensionamento proposto por towler (2008) ......... 34 ANEXO B – Diagramas de equilíbrio para a mistura ácido acético/água de outros autores .................................................................................................................... 36 APÊNDICE A – Resultados dos cálculos dos diagramas de equilíbrio para a mistura ácido acético/água e do cálculo de estágios teóricos .................................... 38 APÊNDICE B – Desenhos do projeto da coluna de destilação ................................ 40 11 1 INTRODUÇÃO Destilação consiste de uma operação unitária, que tem por objetivo a separação de uma mistura com dois ou mais componentes em dois ou mais produtos, cujas composições diferem da corrente de alimentação. A destilação utiliza-se da diferença de volatilidade entre os componentes da mistura, ou seja, a destilação envolve temperatura e, na sua maioria, pressão para separar os seus constituintes. Na indústria, a operação de destilação é frequentemente utilizada, e pode ser facilmente encontrada em diversos setores desta. Um dos setores frequentemente citados é o de petróleo. A indústria petroquímica utiliza a destilação como um meio de obter diversos produtos que compõe este recurso. De fácil operação e com baixo custo, é utilizada para separar diversas misturas no setor industrial, mas quando a diferença de volatilidade é pequena, a destilação torna-se pouco eficiente, e outras operações de separação são utilizadas, como a extração líquido-líquido, cujo custo de operação é maior. De qualquer modo, a destilação é uma das operações mais importantes na formação acadêmica de um engenheiro químico, já que esta, além de muito utilizada, envolve todos os fenômenos de transporte estudados: movimento, calor e massa. O engenheiro químico deve ser capaz de projetar uma torre de destilação e todos os parâmetros envolvidos no processo, e suas variações, como múltiplas entradas e saídas. Atualmente, poucas colunas de destilação didáticas são encontradas nas universidades e seu custo chega a cerca de R$ 80.000,00, valor considerado alto e que dificulta a aquisição pelas universidades. Uma visita foi realizada na Universidade Federal de São João Del Rei (MG) – UFSJ. Lá existe uma coluna de destilação para fins didáticos que está apresentada na Figura 1. 12 Figura 1 - Coluna de destilação didática da Universidade Federal de São João Del Rei-MG. Com o objetivo de ampliar os conhecimentos dos envolvidos no desenvolvimento de projetos, em destilação e em fenômenos de transporte, este trabalho consiste na proposta de um projeto de uma coluna de destilação didática, a fim de, que no futuro, seja realizada sua construção para auxiliar no ensino de novos estudantes de engenharia química e tornar mais prático o ensino da operação unitária de destilação e seu projeto. 13 2 DESENVOLVIMENTO 2.1 REVISÃO DA LITERATURA 2.1.1 Determinação da temperatura do ponto de orvalho de uma mistura binária Segundo Smith (2007), pode-se realizar uma sequência de cálculos, nas quais determinam a temperatura do ponto de orvalho e, com estes, é possível construir os diagramas de equilíbrio de uma mistura binária. Inicialmente, calcula-se a temperatura de saturação considerando, através da equação de Antoine descrita para Tisat, a uma fração e pressão fixas. 𝑇𝑖𝑠𝑎𝑡 = 𝐵𝑖 − 𝐶𝑖 𝐴𝑖 −𝑙𝑛 𝑃 (1) Em seguida, encontra-se pela mesma equação, as pressões de saturação nesta temperatura e uma pressão Pjsat. 𝐵 ln (𝑃𝑖𝑠𝑎𝑡 ) = 𝐴 − 𝑇+𝐶 𝑃𝑗𝑠𝑎𝑡 = 𝑃 ∑ 𝑠𝑎𝑡 𝑦𝑖 𝜙𝑖 𝑃𝑗 𝛾𝑖 (𝑃𝑠𝑎𝑡) (2) (3) 𝑖 Com outro valor de pressão em mãos, obtêm-se uma nova temperatura pela Equação 4. 𝑇=𝐴 𝐵𝑗 𝑠𝑎𝑡 𝑗 −𝑙𝑛 𝑃𝑗 − 𝐶𝑗 (4) Então se calcula outra pressão de saturação com esta temperatura e um valor de ϕ calculado pelas equações do Virial. O algoritmo prossegue encontrando os valores frações parciais da fase vapor pela lei de Raoult modificada, descrita pela Equação 5. 𝑦𝜙𝑃 𝑖 𝑥𝑖 = 𝛾 𝑖𝑃𝑠𝑎𝑡 𝑖 𝑖 (5) Em seguida, encontram-se os coeficientes de atividade γi por um dos métodos existentes, tais como NRTL, Modelo de Wilson, Margules, etc. O novo valor deste coeficiente é usado para obtenção de uma nova pressão de saturação pela Equação 3 que, por sua vez, é utilizado na Equação 4 e em sequência, determina-se a pressão de saturação pela Equação 2. Os cálculos se repetem para encontrar os coeficientes de fugacidade ϕi, as frações parciais da fase vapor xi e os coeficientes de atividade γi. Por fim, calcula-se Pjsat pela Equação 3 e a temperatura final pela Equação 1. O programa MS Excel pode ser utilizado, juntamente com sua ferramenta, Solver, para a efetuação dos cálculos. 14 2.1.2 Cálculo de estágios teóricos segundo McCabe-Thiele Para o início do dimensionamento é necessário um método gráfico que fornecerá alguns parâmetros para o desenvolvimento do projeto. O método mais utilizado é o McCabeThiele para colunas de pratos. Uma coluna de destilação consiste geralmente de uma torre com N estágios teóricos, um condensador total que resfria o vapor do topo da coluna até o ponto de líquido saturado e um refluxo líquido que retorna ao último estágio; e um refervedor que vaporiza parcialmente o produto de fundo e um vapor saturado que retorna ao último estágio da coluna. A alimentação contém um componente mais volátil e entra na coluna no estágio de alimentação n. A alimentação pode ser líquido, vapor ou uma mistura de ambos, e a fração molar do componente mais volátil é representada por 𝑧𝐹 . A fração molar no destilado é 𝑥𝐷 e no produto de fundo 𝑥𝐵 (SEADER, 2010). A meta da destilação é produzir um destilado rico no componente mais volátil e um produto de fundo rico no componente menos volátil. A separação destes dois componentes depende de 𝛼1,2, que é a volatilidade relativa entre os componentes O valor de 𝛼1,2, se muito pequeno, torna a separação difícil, influenciando o gráfico de equilíbrio do sistema binário. O método de McCabe-Thiele consiste na combinação do gráfico de equilíbrio do sistema com as linhas de operação do balanço molar, para uma mistura binária e pressão de operação selecionada, o número de estágios de equilíbrio e o refluxo necessário para uma separação dos componentes desejada (SEADER, 2010). Além da curva de equilíbrio, o método inclui uma linha de referência de 45°, as linhas de operação da seção acima da alimentação, ou retificação, a linha de operação da seção abaixo da alimentação, ou esgotamento, e a linha de q ou linha de alimentação que representa as condições de fase da alimentação. A linha de operação da retificação pode ser obtida a partir do balanço molar do estágio do topo até o estágio de alimentação, incluindo no balanço também o condensador. A Equação 6 apresenta o balanço molar do componente menos volátil a partir do primeiro estágio até o estágio n, onde ocorre a alimentação. A fração molar do componente na fase vapor e líquida é representada por y e x, respectivamente. 𝑉𝑛+1 𝑦𝑛+1 = 𝐿𝑛 𝑥𝑛 + 𝐷𝑥𝐷 (6) Onde 𝑉𝑛+1 é o vapor que entra na zona de retificação, 𝐿𝑛 o líquido que sai da seção, D o destilado. Rearranjando a Equação 6 para a taxa molar de vapor na entrada obtemos a linha de operação de retificação, Equação 7. 15 𝐿 𝑦𝑛+1 = 𝑉 𝑛 𝑥𝑛 + 𝑉 𝑛+1 𝐷 𝑥𝐷 𝑛+1 (7) Temos que o refluxo R pode ser escrito 𝑅 = 𝐿/𝐷, e como o balanço total da seção de retificação é 𝑉 = 𝐿 + 𝐷, logo se tem a Equação 8. 𝑅 1 𝑦 = (𝑅+1) 𝑥 + (𝑅+1) 𝑥𝐷 (8) Semelhante a seção de retificação, realiza-se o mesmo procedimento para a seção de esgotamento. O balanço inclui o refervedor, e inclui o estágio N até o estágio m+1, abaixo do estágio de alimentação. Assim obtemos a linha de operação do esgotamento. 𝐿′𝑛 𝑦𝑚+1 = 𝑉′ 𝑚+1 𝑥𝑚 − 𝑉′ 𝐵 𝑚+1 𝑥𝐵 (9) A linha de alimentação q depende da condição termodinâmica da corrente de alimentação. Resumidamente, o primeiro ponto da linha é (𝑧𝐹 , 𝑧𝐹 ), após se a alimentação é de vapor saturado, q=1, e possui inclinação de 90°, se um líquido saturado, q=0 e inclinação 0°, caso seja uma alimentação mista a inclinação pode ser obtida a partir da Equação (10). 𝑞 𝑧 𝐹 𝑦 = (𝑞−1) 𝑥 − (𝑞−1 ) (10) Equação em que q é igual à mudança de entalpia para trazer a alimentação o ponto de orvalho, dividido pela entalpia necessária para vaporizar a alimentação do ponto de orvalho para o ponto de bolha. A partir das linhas construídas, o número de estágios é obtido pela construção de uma “escada”. Começa-se a construção a partir do ponto (𝑥𝐷 , 𝑥𝐷 ), sobre a linha de 45°, então, desenha-se uma reta paralela ao eixo x até atingir a curva de equilíbrio, e depois, desenha-se uma reta paralela ao eixo y até atingir a linha de operação. Posteriormente, desenha-se uma linha paralela ao eixo x até a curva de equilíbrio e assim sucessivamente até atingir a última reta paralela ao eixo y, atingindo um ponto inferior ao ponto (𝑥𝐵 , 𝑥𝐵 ) na linha de 45°. Os estágios são numerados a partir do último estágio desenhado, e a alimentação é feita no estágio onde ocorre a intersecção entra as duas linhas de operação e a linha de alimentação. 16 2.1.3 Projeto de Coluna de destilação O projeto de internos de torres de destilação deve, antes de tudo, definir o sistema de contato gás-líquido, na qual pode ser definido em duas categorias diferentes, levando em conta o modo de fluxo das correntes: contracorrente ou fluxo cruzado (CALDAS et. al., 2007, p. 30). No sistema contracorrente, verifica-se que não são utilizados downcomers, ao contrário do sistema de corrente cruzada, na qual se utiliza tais recursos. Os downcomers são definidos como uma espécie de chapa ou tubo vertical que fica próxima à parede da torre e que é responsável por levar o líquido de um prato até outro imediatamente abaixo (CALDAS et. al., 2007, p. 32). A transferência de massa em uma torre ocorre quando há o contato de um líquido e um gás, através de gotas ou bolhas originadas pela passagem de vapor no líquido. O líquido provindo do downcomer se encontra com o vapor que está passando por furos, válvulas ou borbulhadores, gerando uma espuma. Esta espuma percorre todo o prato até o seu final, vertendo em um novo downcomer. Nesta parte, a espuma se desfaz e, somente o líquido escoa para o prato inferior, enquanto que o vapor continua para o prato superior livre de líquido, como mostra a Figura 2. Em torres sem downcomers, os pratos são geralmente planos contendo furos, através dos quais passam o líquido e o vapor de forma intermitente e em contracorrente. O grau de contato entre as fases é menor nestes tipos de pratos, mas por outro lado, sua construção é simples e de baixo custo. Os pratos com downcomers possuem área transversal menor para o contato líquido-gás, reservando um espaço desta área para os downcomers, na qual o líquido desce por gravidade. Pratos deste tipo ainda contêm vertedores que têm a função de controlar o nível do líquido no prato (CALDAS et. al., 2007, p. 32). Pratos são dispositivos colocados dentro de colunas de destilação que propiciam o funcionamento da coluna. Os pratos são utilizados desde o século XIX, no qual pratos com borbulhadores eram usados como dispositivos de contato e, como não se sabia muito do assunto naquela época, as colunas eram mal dimensionadas, gerando gastos e prejuízos. Com a evolução das técnicas, apareceram novos métodos mais confiáveis e os pratos deram lugar, em muitos casos, aos recheios, que eram mais baratos, tinham maior eficiência, capacidade e menor perda de carga (CALDAS et. al., 2007, p. 29). 17 Figura 2 – Ilustração de uma coluna com downcomer. Fonte: VAPOR LIQUID EQUILIBRIA (2013). Os pratos com borbulhadores foram comercializados pela primeira vez em 1818, mas devido ao seu alto preço e queda de pressão, estão em desuso. Em substituição, optou-se pela utilização de pratos perfurados ou valvulados. O primeiro foi usado pela primeira vez em 1832, devido ao baixo custo e queda de pressão, atualmente, seu uso é bastante raro. Já os pratos valvulados são dispositivos com maior flexibilidade e sua aplicação é mais ampla que os anteriores. Outros pratos com ou sem downcomers, perfurados ou com borbulhadores são utilizados uns mais e outros com menos frequência (CALDAS et. al., 2007, p. 29, 30). A configuração mais encontrada, independente do dispositivo utilizado para a fase vapor, é a composta pelas áreas ativas e do downcomer, além das zonas mortas e das zonas calmas. A área ativa é aquela em que há o maior contato entre o líquido e o gás. Nesta área, são colocados os dispositivos que promovem o vapor, como válvulas, borbulhadores ou apenas orifícios e é nesta área ativa que ocorre a maior troca térmica e de massa da coluna. Ela corresponde à área transversal da coluna menos as áreas de todos os downcomers. Esta área de downcomers é composta pelas áreas dos downcomers cujo líquido chega ao prato e escoa para o prato inferior. As zonas calmas são as áreas entre o downcomer de entrada de líquido e a primeira fileira de orifícios ou qualquer outro dispositivo, e entre o downcomer de saída de liquido e a última fileira de dispositivos. Estas regiões do prato podem ser visualizadas na Figura 3. As zonas mortas são as regiões do prato próximas à parede da coluna e que não têm efeito na transferência de massa entre as fases. Outro importante parâmetro é a área livre que é definida como a diferença entre área transversal da torre menos a área ocupada pelo downcomer de chegada de líquido apenas (CALDAS et. al., 2007, p. 73). 18 Figura 3 - Constituição de uma prato perfurado de uma coluna de destilação. Fonte: Elaborado pelos autores. Em uma torre em funcionamento estável, podem-se distinguir três regiões diferentes. A primeira região, que está mais próxima do prato, constitui-se de uma espuma de altura variável representando a maior parte do fluido que passa pelo vertedor de saída. A segunda região, chamada de região das grandes gotas, é caracterizada principalmente pela forte transferência de quantidade de movimento da fase vapor para a líquida e a maioria das gotas coalescem retornando ao prato. A terceira região contém pequenas gotas que normalmente são arrastadas para o prato superior. Este efeito provoca a perda de eficiência da torre e é chamado de dispersão axial (back-mixing). As três regiões variam de altura e intensidade de acordo com as condições de operação da coluna (CALDAS et. al., 2007, p. 74). Associado ao back-mixing, pode ocorrer um arraste elevado de líquido pela fase vapor. Quando a vazão de vapor está muito alta e a vazão de líquido fixa, pode acontecer um arraste excessivo da fase líquida e também a chamada inundação da coluna. Além disso, a queda de pressão fica muito elevada dificultando o controle da torre. A inundação ocorre também quando a vazão da fase líquida aumenta muito. A quantidade excessiva de líquido sobrecarrega o downcomer, causando o aumento da queda de pressão da torre. Associado a uma vazão de vapor muito baixa, pode ocorrer o gotejamento (weeping) e a descarga de líquido pelos orifícios (dumping). O weeping reduz levemente a eficiência do prato, enquanto que o dumping prejudica muito a coluna, já que a maioria do líquido escoa pelos orifícios (CALDAS et. al., 2007, p. 75-76). 19 A eficiência dos pratos da coluna é um parâmetro importante e que deve ser levado em conta em um projeto de uma torre. Um prato é considerado eficiente quando se tem uma alta transferência de massa entre as fases líquida e vapor (Figura 4). Bennet et al (1995, apud CALDAS et al, 2007, p. 77-78) mostrou que há uma relação entre a altura de líquido no prato (hL) e o diâmetro dos orifícios (dO). Quando a razão hL/dO é maior que 2, a transferência de massa entre as fases é razoável, pois a mistura se comporta como uma fase contínua e como uma espuma, devido a significativa troca de quantidade de movimento entre as fases. Quando esta razão ficar abaixo de 1, a parcela de líquido na mistura é menor. Em consequência, há a formação de um spray em vez de uma espuma e isto deve ser evitado sempre que possível, pois diminui a eficiência da transferência de massa. No caso de não ser possível alterar estas dimensões, o projeto de coluna de pratos deve ser alterado para uma coluna recheada. Figura 4 - Diagrama de performance de prato perfurado. Fonte: TOWLER (2008). Moura (1972, apud CALDAS, 2007) levantou informações sobre os tipos existentes de pratos e classificou-os da seguinte forma: Pratos sem downcomers: pratos Turbogrid, pratos perfurados, pratos Ripple (ondulados) e pratos Kittel; 20 Pratos com downcomers: pratos Bell-cap, Tunnel-cap, Uniflux e Montz, que são pratos borbulhadores; pratos comum e Jet Tray, que são pratos perfurados; e pratos Flexitrays, Ballast e Nutter, que são pratos com válvulas. Os pratos perfurados sem downcomer contêm furos circulares com arranjo triangular equilateral. O diâmetro varia de 4 mm a 25 mm e as fases líquida e vapor fluem de modo alternado e aleatório pelos furos. Possui uma menor eficiência, comparado aos pratos com borbulhadores, é restrito às operações com vazões fixas de acordo com o projeto e podem ser aplicados em situações que se requer sistema a vácuo (CALDAS et. al., 2007, p. 34). 2.1.3.1 Procedimento para dimensionamento do prato proposto por Towler O dimensionamento de colunas de destilação é bastante complexo e necessita de vários dados empíricos. Os parâmetros a serem determinados são: 1. Diâmetro da coluna: Para o cálculo do diâmetro da coluna é preciso estimar a velocidade máxima de inundação (uf), proposta por Fair (1961, apud TOWLER, 2008), dada pela Equação (16). 𝜌𝐿 −𝜌𝑣 𝑢𝑓 = 𝐾1 . √ 𝜌𝑣 (16) K1 é constante, ρL e ρv são as massas específicas de líquido e vapor. Para estimar a constante K1, na Equação (16), é preciso calcular o fator de fluxo de líquido-vapor (𝐹𝐿𝑉 ) pela Equação (17), e obtê-la pela Figura 1 do Anexo A. 𝐹𝐿𝑉 = 𝐿𝑤 𝑉𝑤 𝜌 . √𝜌𝑣 𝐿 (17) Então, obtém-se o valor da área livre ativa (An) dividindo-se a vazão de vapor Vw pelo produto entre a massa específica do vapor e a velocidade de inundação (uv), conforme Equação (18) (TOWLER, 2008). 𝑉𝑤 𝐴𝑛 = 𝜌 𝑣 .𝑢𝑣 (18) Segundo Gouvêa (1999), a área An pode ser obtida pela Equação (19). O fator FLV é descrito como uma margem de segurança do projeto. 𝐴𝑛 = 𝐹 𝑉𝑤 𝐿𝑉 .𝜌𝑣 .𝑢𝑣 (19) Considera-se uv sendo 85% do valor da velocidade máxima de inundação, uf (TOWLER, 2008). 21 𝑢𝑣 = 0,85. 𝑢𝑓 (20) Por fim, estima-se a área transversal da coluna (Ac), segundo Towler (2008), considerando que 𝐴𝑛 = 0,88𝐴𝑐 (21) O diâmetro pode ser encontrado pela Equação 22. 4.𝐴𝑐 𝐷𝑐 = √ 𝜋 (22) Muitas torres industriais são projetadas com um diâmetro das perfurações entre 3 e 38 mm. Existem exceções nas quais este diâmetro é de 1,6 mm. Quanto menor o diâmetro, maior a eficiência da coluna, já que diminuem as chances de gotejamento (weeping) (CALDAS et al, 2007, p. 154). 2. Áreas do prato: As áreas do vertedor (Ad), ativa efetiva (Aa) e de perfurações (Ah) são estimadas pelas Equações 23, 24 e 25 (TOWLER, 2008). 𝐴𝑑 = 0,12𝐴𝑐 (23) 𝐴𝑎 = 𝐴𝑐 − 2. 𝐴𝑑 (24) 𝐴ℎ = 0,1𝐴𝑎 (25) A quantidade de área perfurada, segundo Caldas et al (2007, p. 154), está entre 8 e 12% da área ativa da maioria dos pratos utilizados. Baixas porcentagens de área perfurada geram maiores eficiências e menores capacidades. Isto porque um prato com menos orifícios diminui as chances de ocorrência de weeping, proporcionando a operação da coluna em vazões baixas. O arranjo do fluxo de líquido, considerando vazão volumétrica de líquido e o diâmetro da coluna, pode ser de fluxo reverso, fluxo cruzado com um passe ou com dois passes. 3. Velocidade de gotejamento (weeping): O limite mínimo da faixa de operação ocorre quando o líquido escoa pelos orifícios. Este ponto é chamado de ponto de gotejamento. A velocidade de vapor neste ponto é a mínima para que a coluna opere de modo estável. A área de perfurações (Ah) deve ser muito bem determinada a fim de que a velocidade do fluxo de vapor esteja imediatamente acima deste limite mínimo. Segundo Chase (1967, apud TOWLER, 2008), esta velocidade pode ser estimada pela Equação (26), dada por: 22 𝑢ℎ = [𝐾2 −0,90(25,4−𝑑ℎ )] (𝜌𝑣 )1⁄2 (26) K2 é uma constante obtida pela correlação com a altura total do vertedor, dh é o diâmetro do orifício. Esta constante K2 é obtida pelo gráfico da Figura 2 (Anexo A), que é correlacionada com a altura total do vertedor mais líquido. A altura how do vertedor é obtida pela Equação 27 e então, obtém-se a velocidade do vapor no ponto em que ocorre gotejamento. 𝐿𝑤 ℎ𝑜𝑤 = 750. [𝜌 𝐿 .𝑙𝑤 2⁄ 3 ] (27) O termo lw significa o comprimento do vertedor. A altura do vertedor hw é uma dimensão importante, pois influi diretamente na eficiência da coluna. Uma hw muito alta promove o aumento da eficiência, porém, o custo é maior e a queda de pressão no prato também aumenta. Para colunas operando sob pressão atmosférica, recomenda-se uma hw entre 40 e 50 mm (TOWLER, 2008). A altura do vertedor de saída varia de 0 a 100 mm, sendo empregado normalmente, para vazões mínimas, o valor de 7 mm (CALDAS et. al., 2007, p. 155). O comprimento do vertedor (lw) é o parâmetro que delimita a área do downcomer. Recomenda-se usar um valor inicial de 77% do valor do diâmetro da coluna. Com isso, a área de downcomer corresponderá a 12% da área transversal. Para demais valores, pode-se utilizar o gráfico da Figura 3 do Anexo A para encontrar a área de downcomer. 4. Dimensões do downcomer: O projeto do downcomer é muito importante no projeto de uma coluna. Towler (2008) reporta em seu trabalho que a área do downcomer e o espaçamento entre os pratos deve ser tal que o nível de líquido e espuma no downcomer esteja bem abaixo do topo do vertedor de saída. Quando este nível sobe, ocorre a inundação do prato. 5. Zonas calmas: A área perfurada deve ser reduzida, pois é preciso reservar o espaço usado pelos suportes e zonas calmas dos pratos. É recomendável utilizar um valor de 75 mm de largura das zonas calmas para colunas com diâmetro menor que 1,5 m. O suporte dos pratos deverá também ter diâmetro entre 50 e 75 mm. 23 6. Dimensões dos orifícios: Towler (2008) recomenda um diâmetro dos orifícios de 2,5 a 12 mm. Normalmente, o comprimento do diâmetro do orifício é aproximadamente igual à espessura do prato. Quando seu material é aço carbono, utiliza-se 5 mm de espessura. Se for aço inoxidável, recomenda-se usar 3 mm. O arranjo dos furos deve ser uniforme. O arranjo triangular é o mais adequado, porém é possível utilizar um arranjo quadrado. A distância entre os furos deve ser de 2,5 a 3,0 mm, valor considerado regular. A Equação 28 fornece uma correlação entre a área total para perfurações (Ap) e a área perfurada (Ah) para encontrar a distância entre os orifícios (lp). A espessura do prato varia de 1,52 a 6,35 mm, dependendo do tipo de material constituinte do prato e da velocidade de corrosão do material (CALDAS et. al., 2007, p. 155-156). 𝐴ℎ 𝐴𝑝 𝑑ℎ 2 = 0,9 [ 𝑙 ] (28) 𝑝 A área total para perfurações Ap é dada pela Equação 29. 𝐴𝑝 = 𝐴𝑎 − 𝐴𝑐𝑧 (29) Em que Acz corresponde a área das zonas calmas. 7. Queda de pressão no prato: A queda de pressão no prato é um parâmetro muito importante a se considerar. A perda de pressão se deve ao movimento do gás fluindo pelos orifícios e ao líquido que fica retido sobre o prato. Para estimar a pressão existente no prato, utiliza-se a Equação 30, baseada nos princípios da mecânica de fluidos. O termo ht é a soma das alturas de líquido existente no prato. Segundo Towler (2008), a altura total (ht)é a soma da altura do prato em estado seco (hd), com a dimensão do vertedor (hw), somada a altura da espuma (how) e um residual (hr). ∆𝑃𝑡 = 9,81 × 10−3 ℎ𝑡 𝜌𝐿 (30) Em que ΔPt refere-se a queda de pressão total no prato em na unidade Pascal (Pa). ℎ𝑡 = ℎ𝑑 + ℎ𝑤 + ℎ𝑜𝑤 + ℎ𝑟 𝑢 ℎ𝑑 = 51 [ 𝐶ℎ ] 2𝜌 𝑣 0 ℎ𝑟 = 𝜌𝐿 12,5×103 𝜌𝐿 O coeficiente de descarga (C0), é obtida pela Figura 4 (Anexo A). (31) (32) (33) 24 3 RESULTADOS E DISCUSSÕES 3.1 DIAGRAMAS DE EQUILÍBRIO PARA A MISTURA ÁCIDO ACÉTICO E ÁGUA Os diagramas de equilíbrio foram confeccionados a partir de um dos algoritmos de Smith (2007). Para isso, fixou-se a pressão de 101,3 kPa ou 1 bar. Na construção destes diagramas de equilibrio, considerou-se a mistura água/ácido acético como uma solução ideal, devido a falta de informações na literatura relativas a esta mistura. Portanto, os coeficientes de atividade não foram calculados, sendo considerados iguais a 1. Para calcular os coeficiente de fugacidade, relacionou-se algumas propriedades das substâncias, segundo a Tabela 1. O método virial foi escolhido para os cálculos. Tabela 1 - Propriedades termodinâmicas das substâncias puras. Parâmetro Tc (K) Tb (°C) Pc (bar) ω Zc Vc (cm3/mol) Água 647,1 100,00 220,55 0,345 0,229 55,9 Ácido acético 592 118,00 57,86 0,467 0,211 179,7 Fonte: SMITH (2007). Outros dados, como as constantes para a equação de Antoine, estão relacionados na Tabela 2, necessários para encontrar a pressão de saturação das substâncias, através da Equação (2). Para a pressão atmosférica de 101,3 kPa, a temperatura de saturação da água pura é 100 °C e do ácido acético puro é 117,9 °C. Tabela 2 - Constantes de Antoine para as substâncias puras. Constantes de Antoine Água Ácido Acético 16,3872 15,0717 A 3885,7 3580,8 B 230,17 224,65 C Fonte: SMITH (2007). De acordo com o algoritmo de cálculo de Smith (2007), que objetiva obter as temperaturas do ponto de orvalho, foi possível construir os diagramas de temperatura composição para a mistura água/ácido acético e também o diagrama de composição para a mesma mistura. Os resultados estão relacionados na Tabela 1, Figuras 1 e 2, ambos encontrados do Apêndice A. 25 Para efeito comparativo, as Figuras 1, 2, 3 e 4 do Anexo B também ilustram diagramas de composição de outros autores. 3.2 CÁLCULO DE ESTÁGIOS TEÓRICOS Realizou-se o cálculo dos estágios a partir da obtenção do valor do refluxo mínimo Rmin a partir do gráfico de equilíbrio da mistura. As frações molares utilizadas para o cálculo foram: 0,37 para a alimentação, 0,85 para a vazão de destilado e 0,1 para a vazão de fundo da coluna, valores adaptados para obter uma coluna de tamanho apropriado. Sobre o diagrama de composição obtido para a mistura ácido acético e água, desenhou-se a curva de alimentação considerando que esta entra no destilador no estado de líquido saturado (q=1). Traçou-se uma reta que passa no mesmo ponto que ocorre a intersecção entre a curva do ponto de orvalho do diagrama de equilíbrio e a curva de alimentação e no ponto (xD; xD). Quando essa linha traçada intercepta o eixo da abscissa, tem-se o coeficiente linear da reta. Deste modo, obtevese o refluxo mínimo. Segundo Seader (2010), para a mistura binária escolhida, a razão que se deve multiplicar o Rmin é de 1,35. Então foi possível obter a razão de refluxo, R, e calculou-se um novo coeficiente linear. Através do novo valor, traçou-se a linha de operação de retificação (L.O.R.) de início no mesmo ponto. A linha de operação de esgotamento (L.O.E.) foi obtida a partir do ponto (xB; xB) até o ponto de intersecção entre a curva de alimentação e L.O.R., permitindo a realização do método gráfico para a obtenção do número de estágios teóricos. O gráfico pode ser observado na Figura 3 do Apêndice A. Como resultado, obteve-se 12 estágios teóricos, sendo um o condensador. A partir dos pontos, obtiveram-se as equações das linhas de operação e, calculou-se as vazões do destilado e do produto de fundo assim como as vazões de vapor e líquido dentro da coluna. A L.O.R. é representada pela Equação 34, assim como a L.O.E. pela Equação 35. Os resultados das vazões são apresentados na Tabela 2 do Apêndice A. 3.3 𝑦 = 0,77 ∗ 𝑥 + 0,19 (34) 𝑦 = 1,35 ∗ 𝑥 + 0,035 (35) PROJETO DA COLUNA DE DESTILAÇÃO A coluna foi dimensionada baseando-se na vazão de alimentação da mistura e também nas frações molares de cada componente de cada entrada e saída da coluna. 26 Utilizando o procedimento proposto por Towler (2008) a coluna foi projetada considerando a mistura água - ácido acético, na qual possui concentração de 85% em peso de ácido acético. Este valor equivale a 37% molar de água na vazão de alimentação, que foi fixada em 1,89 kg/h. Este valor de vazão foi estimado baseando-se na vazão volumétrica de 30 ml/min. de mistura da alimentação. A altura do vertedor (hw) foi fixada no valor de 7 mm e o espaçamento entre pratos no valor de 15 cm. Com estes valores é possível dimensionar uma coluna de tamanho reduzido. Estes valores foram definidos conforme recomenda Towler (2008), que cita o valor de 7 mm para altura do vertedor quando se tem pequenas vazões e 15 cm para o espaçamento entre pratos para colunas com diâmetros menores que 1 m. Outros parâmetros precisaram ser calculados, tais como massa específica do líquido e do vapor, cujos valores são 1174,54 kg/m3 para o líquido e 0,816 kg/m3 para o vapor, ambos para a temperatura de 125 °C, valor teoricamente encontrado na base da coluna. Towler recomenda uma razão de refluxo foi definida em Lw/Vw=5. Com isso, obteve-se um diâmetro transversal da coluna (dc) de 11 cm. A velocidade de inundação estimada foi de 1,33 m/s. Com este valor, obtêm-se valores de área relacionados na Tabela 3. Baseado em estudos empíricos, Towler (2008) recomenda utilizar as seguintes proporções: 1. As áreas e demais dimensões foram estimadas levando em conta 85% da velocidade de inundação; 2. A área livre ativa (Aa) corresponde a 88% da área tranversal (Ac); 3. A área de downcomer (Ad) corresponde a 12% de Ac; 4. A área perfurada (Ah) coresponde a 8% de Aa. Tabela 3 - Áreas da coluna. Área Área transversal da coluna (Ac) 95,03 cm2 Área de downcomer (Ad) Área ativa efetiva (Aa) Área perfurada (Ah) Área livre ativa (An) 11,40 cm2 72,22 cm2 5,78 cm2 83,63 cm2 Para a altura do líquido no prato (hw+how) obteve-se 7,05 mm e a velocidade de vapor para que não ocorra o gotejamento (weeping) foi de 4,585 m/s. A queda de pressão ficou estimada em 122,6 kPa. 27 Devido à baixa vazão de alimentação, o diâmetro dos orifícios (dh) precisam ser os menores possíveis para se obter uma eficiência maior. Assim, fixou-se dh em 2 mm. Com este valor, os orifícios precisam estar espaçados a uma distância de 6,9 mm um do outro. O arranjo escolhido foi o de formato triangular por ser o mais utilizado por colunas de pratos. Por fim, estimou-se a altura da coluna considerando o espaçamento entre os pratos (15 cm) e o número de estágios teóricos (12), obtido pelo método de McCabe-Thiele. Sabendo que o condensador é considerado um estágio teórico e que a largura dos pratos é 1 cm, obteve-se uma altura de coluna de 176 cm. O comprimento do downcomer foi fixado em 14,3 cm, levando em conta a altura do vertedor e o espaçamento entre os pratos e seu diâmetro foi estimado em 3,5 cm. 3.3.1 Projeto do prato da coluna As dimensões apresentadas acima foram utilizadas para projetar o formato e as dimensões dos pratos. A Figura 1 do Apêndice B apresenta todas as dimensões necessárias para se construir o prato projetado. Os tipos de materiais existentes no quais são utilizados na construção de um prato podem ser aço, teflon ou mesmo de vidro. Quaisquer destes materiais são adequados para a confecção do prato, sendo o teflon o escolhido para o projeto, pois ele é um material com excelente resistência química e durabilidade, visto que o equipamento entrará em contato com substâncias corrosivas, como é o caso do ácido acético. Pela Figura 1 do Apêndice B, percebe-se que o prato possui um maior diâmetro que o diâmetro da coluna calculado. A justificativa para isto é que será necessário fixar os pratos dentro da coluna e esta fixação será feita usando flanges que contém 8 furações para parafusos de 6 mm. A vedação pode ser feita com um anel de borracha ou outro material resistente à corrosão. 3.3.2 Projeto da parede da coluna O “tubo” em que os pratos serão inseridos pode ser segmentado ou confeccionado em peça única. Devido ao tamanho e capacidade da coluna, e também para que os fluxos de líquido e vapor sejam vistos quando a coluna estiver em operação, é necessário que a parede da coluna seja feita de vidro, acrílico ou qualquer outro material transparente e inerte. Neste 28 projeto, o material escolhido será o vidro. A Figura 2 do Apêndice B apresenta o projeto da parede da coluna em modo segmentado com os valores de cada dimensão. Cada segmento da coluna tem um orifício para vazão de alimentação e outro para inserção do sensor de temperatura. Este sensor é um termopar que deverá captar valores precisos de temperatura no intervalo de 0 °C a 200 °C. O orifício para a vazão de alimentação deve ter abertura de 0,75 polegadas, enquanto que o orifício para o termopar pode ter cerca de 1 cm de diâmetro. Outro detalhe importante e que deve ser bem projetado é a vedação dos flanges. A Figura 2 do Apêndice B evidencia o espaço reservado ao anel de vedação ligeiramente maior que o diâmetro da coluna. O número de furos é de 8 correspondentes com os furos do prato para que sejam unidos por parafusos de 6 mm. As extremidades devem ter formato arredondado com as mesmas dimensões dos segmentos da parede, como mostra a Figura 3 do Apêndice B. Além disso, elas devem ter 3 bicos de conexão: um de 1 cm para o termopar e outros 2 de 0,75 polegadas para saída de vapor e entrada de refluxo. 3.4 FLUXOGRAMA DA COLUNA DE DESTILAÇÃO A coluna necessita de diversos acessórios as quais auxiliam no seu funcionamento. O projeto prevê o uso de uma bomba para levar a mistura até o prato de alimentação, válvulas e rotâmetro para encontrar a vazão requerida. Além disso, é preciso aquecer a mistura que flui pela coluna através de um refervedor cuja potência deve ser capaz de elevar a temperatura até o ponto de ebulição do componente mais volátil. Também se faz necessário um condensador para resfriar o destilado, além de trocadores de calor para resfriar o líquido da vazão de fundo. Pela mesma razão, a vazão do refluxo necessita de uma bomba de pequena potência, válvulas e um rotâmetro. Em alguns pontos importantes, observa-se também a necessidade da verificação da temperatura, que pode ser realizada por termopares. A Figura 4 do Apêndice B dá uma visão geral através do fluxograma do projeto, que evidencia as direções dos fluxos, equipamentos necessários entre outros. Para controlar precisamente as vazões que entram e saem da coluna, válvulas do tipo agulha são mais adequadas para obter esta precisão. Da mesma forma, é mais adequado utilizar rotâmetros para baixas vazões. O controle de temperatura poderá ser feito por termopares que fornecerão a temperatura do líquido em cada estágio da coluna. Os trocadores de calor serão compostos de vidro com as dimensões mostradas na Figura 5 do Apêndice B. Um dos equipamentos aproveitará a energia térmica provinda do 29 líquido de fundo para a alimentação, enquanto o outro resfriará completamente este líquido de fundo. 3.5 ESTRUTURA DE SUSTENTAÇÃO A estrutura onde os equipamentos podem ser fixados poderá ser como mostrado na Figura 6 do Apêndice B. Ela possui duas alternativas: ser fixada em parede ou possuir uma base com rodas para dar facilidade no transporte. O material constituinte pode ser uma liga metálica, cuja função principal é dar sustentação e segurança quando o equipamento estiver em operação. As dimensões das barras metálicas devem ter no mínimo, 1 cm de largura. A base é composta por uma estrutura de madeira sobre a qual a grade estará fixada com barras de 80 cm soldadas à mesma. 3.6 ESTIMATIVA DE CUSTOS A construção deste projeto necessitará da compra de alguns equipamentos, instrumentos e da confecção de algumas peças. Outros acessórios também serão precisos tais como, mangueiras e válvulas. Os custos para a confecção da coluna foram estimados através de um levantamento de custos das peças a serem confeccionadas e equipamentos e acessórios necessários para a montagem do projeto. As consultas de preços foram feitas via internet e telefone de empresas de todo o Brasil e por pesquisas em estabelecimentos da cidade de Poços de Caldas (MG). Vale ressaltar que os valores estão sujeitos à correções tributárias e não somam valores de fretes de entrega. As peças específicas deste projeto, tais como os pratos e paredes da coluna, trocadores de calor serão confeccionadas nas dimensões que o projeto necessita e a estimativa de custos é apresentada na Tabela 4. Tabela 4 - Estimativa de custos para confecção da coluna de destilação. Material Quantidade Coluna 1 R$ 16.400,00 Prato 10 R$ 1.197,00 R$ 17.597,00 Total Valor 30 Os equipamentos necessários estão relacionados na Tabela 5. A potência das bombas foi escolhida tendo em vista as vazões necessárias para a operação da coluna e também o que foi possível encontrar disponível no mercado que mais se aproximasse da necessidade do projeto. Elas podem ter potência de 0,25 HP, monofásica, com aberturas de 0,75 polegadas. Da mesma forma, o refervedor foi projetado visando atender a necessidade da coluna a um menor custo. Com isso, estimou-se a utilização de uma pequena resistência de 1000W com 3 elementos resistivos, um controlador de temperatura e um reservatório em aço inox com cerca de 0,03 m3. A condensação do destilado será feita por um condensador de serpentina de 600 mm de comprimento e os reservatórios do projeto poderão ser frascos do tipo Mariotte, que possuem uma saída lateral inferior, a qual facilitará a retirada de líquido do mesmo. Tabela 5 - Estimativa de custos de equipamentos para o projeto. Equipamentos Bomba – alimentação Bomba – refluxo Refervedor/aquecedor do líquido de fundo Condensador Trocadores de calor Reservatórios Total Quantidadade 1 1 1 1 2 4 R$ R$ R$ R$ R$ R$ R$ Valor 343,00 343,00 880,75 76,75 1.600,00 3.220,00 6.463,50 Os termopares necessários para o projeto medirão a temperatura de cada estágio da coluna, além de outros pontos do projeto. Serão utilizados termopares do tipo pt100, pois atendem a faixa de temperatura a ser medida. Os rotâmetros deverão medir baixas vazões na grandeza de 0,03 l/min e possuírem aberturas de 0,125 polegadas. As válvulas serão do tipo agulha, pois oferecem maior precisão e também deverão ser feitas em aço inox e possuírem abertura entre 0,25 e 0,75 polegadas, além de ter conexões para mangueiras. Estas por sua vez, deverão ser resistentes às soluções as quais elas serão destinadas e ter abertura de 0,75 polegadas. A mangueira poderá ser constituída por 2 camadas de PVC e uma malha de fibra poliéster. A estrutura de sustentação da coluna e dos equipamentos deverá suportar a carga a qual será submetida, além de dar segurança aos operadores da coluna. A Tabela 6 traz a estimativa dos gastos com os instrumentos de medição e alguns acessórios importantes do projeto. O custo com a construção da estrutura de sustentação foi estimado levando em conta os materiais utilizados e a mão de obra necessária para sua confecção. 31 Tabela 6 - Estimativa de custos dos instrumentos de medição e acessórios. Instrumentos e acessórios Termopar Rotâmetro Válvulas tipo agulha Mangueira Estrutura de sustentação Total Quantidade 17 4 14 25 1 R$ R$ R$ R$ R$ R$ Valor 336,77 3.960,00 929,60 4.975,00 500,00 10.701,37 O valor total é estimado em cerca de R$ 35.000,00. Levando em conta possíveis alterações de preço, valores adicionais de fretes, conexões e adaptações para o projeto, este valor total pode sofrer um aumento significativo. Porém, estima-se que a construção da coluna de destilação didática não ultrapasse 50% de aumento neste valor total. Portanto, o projeto estima um gasto de cerca de R$ 52.500,00, valor que é suficiente para sua construção. Comparado com preços de outras colunas didáticas já construídas e em operação, a coluna projetada tem um custo menor que o encontrado no mercado atual. Pode-se dizer também que são inúmeras as formas de ensino da operação do equipamento, que oferece ao aluno um conhecimento prático refinado na operação deste, por exemplo, a influência na razão de refluxo na operação da coluna, e a análise do efeito da inundação da coluna. 4 CONCLUSÃO O projeto da coluna de destilação didática atingiu seus objetivos, pois proporcionou aos participantes um maior conhecimento dos parâmetros de um projeto, suas dificuldades e outros aspectos relacionados ao trabalho de um engenheiro químico. Pode-se perceber que a construção de equipamentos requer conhecimento em diversas áreas e que é preciso pensar em todos os detalhes para que não ocorram acontecimentos inesperados. O custo final da coluna foi estimado em cerca de R$ 35.000,00 (52.500,00) com uma margem de segurança de 50% já inclusa. Todas as peças projetadas e equipamentos necessários foram orçados na quantidade mínima necessária, isto é, sem a preocupação com peças reservas para possíveis reparos. É importante dizer também que possíveis gastos com peças não previstas para a instalação e montagem da coluna, gastos com frete e possíveis alterações nos preços justificam o acréscimo de 50% no valor final. Este, por sua vez, foi considerado viável, visto que projetos de colunas como este estimam custos em cerca de R$ 80.000,00. 32 A coluna obteve uma altura de 1,8 m, aproximadamente, com diâmetro interno de 11 cm. Estas dimensões são adequadas às dimensões de prédios de laboratórios, já que o equipamento não ultrapassa os 2,5 m de altura. Destaca-se o fato também de a vazão necessária para a operação da coluna ser baixa. Isto minimiza os gastos relacionados à operação. A escolha pela alternativa de se construir a coluna em pequenos segmentos para cada estágio teórico da coluna torna possível fazer variações nos parâmetros de uma destilação tais como, número de estágios, escolha do prato de alimentação ou ainda a utilização do equipamento com outros sistemas constituídos por outras misturas. 33 REFERÊNCIAS CALDAS, J. N.; LACERDA, A. I. DE; VELOSO, E.; PASCHOAL, L. C. M. Internos de Torres: Pratos e Recheios. 2. ed. Rio de Janeiro: Petrobras, Interciência, 2007. VAPOR LIQUID EQUILIBRIA. Importance of VLE. 2013. Disponível em: <http://www.et.byu.edu/~rowley/VLEfinal/background.htm>. Acesso em: 16 out. 2013. COULSON, J. M.; RICHARDSON, J. F.; Chemical Engineering, Particle Technology and Separation Process. Volume 1, 5. ed. Inglaterra: Butterworth-Heinemann, 2002. JÚNIOR, D. M. et al, Coluna de destilação contínua: Projeto, coordenação, montagem e ensaio. Universidade Santa Cecília, Santos, São Paulo, 2012. GOUVÊA, Paulo Eduardo Migoto de – Simulação e Análise de Configurações Alternativas de Colunas de Destilação: Meta e Para-Destilação. Universidade Estadual de Campinas. Campinas, São Paulo, Mar. 1999. JUNQUEIRA, T.L., Simulação de colunas de destilação convencional, extrativa e azeotrópica no processo de produção de bioetanol através da modelagem de não equilíbrio e da modelagem de estágios de equilíbrio com eficiência. Universidade Estadual de Campinas, Campinas, São Paulo, 2010. KISTER, H. Z.; Distillation design. 1. ed. California: McGraw-Hill, 1992. KOOIJMAN, H. A.; TAYLOR, H.; The ChemSep Book. 2. ed. Amsterdam: 2006. SEADER, J.D.; HENLEY, E. J.; ROPER, D. K. Separation Process Principles: Chemicals and Biochemicals Operations, 3. ed. Danvers: John Wiley & Sons, 2010. SMITH, J. M.; VAN NESS, C.; ABOOTT, M. M.; Introdução à Termodinâmica da Engenharia Química. Tradução Eduardo Mach Queiroz, Fernando Luiz Pellegrini Pessoa. 7. ed. Rio de Janeiro:, LTC, 2007. TOWLER, Gavin; SINNOTT, Ray. Chemical Engineering Desing: Principle and Economics of plant and Process Design, 2. ed. California: Butterworth-Heinemann, 2008. VLE-CALC, Calculator of vapor-liquid and liquid-liquid phase equilibria. 2013. Disponível em: <http://vle calc.com/phase_diagram.html?numOfC=2&compnames=water_acetic%252Bacid_&Comp1= 04&Comp2=08&Comp3=00&VLEMode=isobaric&VLEType=xyT&numberForVLE=1>. Acesso em: 03 dez. 2013. XAVIER, P. F., Cálculo e avaliação do fator de separação, “aij”, para diversos sistemas de interesse industrial e para outros, para fins de estudo sistemático. Universidade Estadual de Campinas, Campinas, São Paulo, 2000. 34 ANEXO A – Gráficos para o dimensionamento proposto por towler (2008) Figura 1 - Relação entre espaçamento entre pratos e o fator de fluxo líquido-vapor. Fonte: TOWLER, (2008). Figura 2 - Correlação para determinação de K2 para o ponto de gotejamento. Fonte: EDULGEE (1959), apud TOWLER (2008). 35 Figura 3 - Relação entre a área do downcomer e o comprimento do vertedor. Fonte: TOWLER (2008). Figura 4 - Correlação para o coeficiente de descarga. Fonte: Liebson et al (1957), apud TOWLER (2008). 36 ANEXO B – Diagramas de equilíbrio para a mistura ácido acético/água de outros autores Figura 1 - Diagrama x-y para água e ácido acético. Fonte: JUNQUEIRA (2010). Figura 2 - Diagrama x-y para água e ácido acético. Fonte: XAVIER (2000). 37 Figura 3 - Diagrama T-x-y para Água e ácido acético. * T em (°C) Fonte: VLE-CALC (2013). Figura 4 - Diagrama T-x-y para água e ácido acético. Fonte: JÚNIOR et al (2012). 38 APÊNDICE A – Resultados dos cálculos dos diagramas de equilíbrio para a mistura ácido acético/água e do cálculo de estágios teóricos Os diagramas foram confeccionados com o auxílio do software MS Office Excel 2007. Figura 1 - Diagrama de Temperatura-Composição para a mistura Água/ Ácido Acético. Figura 2 - Diagrama de Composição para a mistura Água/Ácido Acético. 39 Figura 3 - Cálculo de estágios teóricos. Tabela 1 – Composição e temperaturas. y 0 0,1 0,2 0,3 0,4 0,5 0,6 0,7 0,8 0,9 1 x 0 0,06 0,13 0,2 0,277 0,365 0,462 0,572 0,697 0,838 1 T (°C) 117,01 115,51 113,96 112,4 110,75 109,125 107,32 105,53 103,68 101,76 99,78 Tabela 2 - Vazões molares das correntes de entrada e saída. Correntes Valores (Kmol/h) 0,0425 F 0,0153 D 0,0272 B 0,0684 V 0,0531 L 0,0777 V’ 0,1049 L’ 40 APÊNDICE B – Desenhos do projeto da coluna de destilação Os desenhos deste projeto foram feitos com o auxílio do software QCAD 3.4.3. Figura 1 - Projeto e dimensões em cm do prato. 41 Figura 2 - Visão geral da coluna e dimensões em cm do segmento. 42 Figura 3 - Dimensões em cm das extremidades da coluna. 43 Figura 4 - Fluxograma do projeto. No fluxograma encontram-se os equipamentos: E-1 – Coluna de destilação; 44 E-2 – Condensador da vazão de topo; E-3 – Trocador de calor líquido de fundo/ alimentação; E-4 – Refervedor/aquecedor do líquido de fundo; E-5 – Bomba centrífuga da vazão de alimentação; E-6 – Bomba centrífuga da vazão de refluxo; E-7 – Reservatório acumulador da vazão de topo; E-8 – Reservatório da vazão de fundo; E-9 – Reservatório da mistura de alimentação; E-10 – Trocador de calor líquido de fundo; E-11 – Aquecedor da vazão de refluxo. Instrumentos: I-1 – Rotâmetro da vazão de entrada; I-2 – Rotâmetro da vazão de refluxo; I-3 – Sensor de temperatura da vazão de alimentação; I-4 – Sensor de temperatura do refluxo da vazão de fundo; I-5 – Sensor de temperatura da vazão de fundo; I-6 - Sensor de temperatura da vazão de topo; I-7 - Sensor de temperatura do refluxo da vazão de topo; I-8 – Rotâmetro da vazão de topo; I-9 – Rotâmetro da vazão de fundo. Válvulas: V-1 – Válvula da vazão de alimentação a temperatura ambiente; V-2 – Válvula da vazão de fundo; V-3 – Válvula para amostragem de líquido de fundo; V-4 – Válvula da vazão de alimentação/trocador de calor; V-5 – Válvula de retorno de alimentação; V-6 – Válvula de amostragem da mistura de alimentação; V-7 – Válvula da vazão de alimentação na entrada da coluna; V-8 – Válvula da vazão de refluxo de líquido de topo; V-9 – Válvula de retorno da vazão de líquido de topo; 45 V-10 – Válvula de amostragem de líquido de fundo após refervedor; V-11 – Válvula de amostragem de líquido de fundo; V-12 – Válvula de amostragem de líquido de topo - acumulador; V-13 – Válvula de amostragem de líquido de topo; V-14 – Válvula da vazão de líquido de topo. Figura 5 - Projeto dos trocadores de calor. 46 Figura 6 - Estrutura de sustentação com dimensões em cm.
Baixar