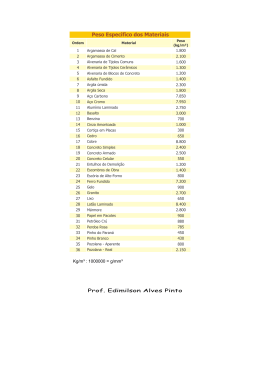
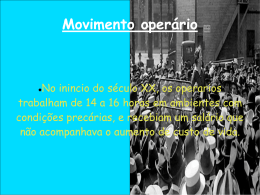
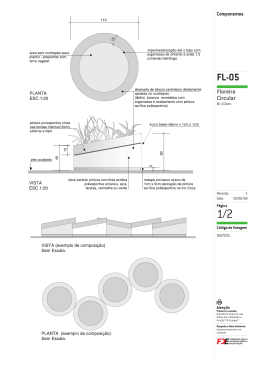
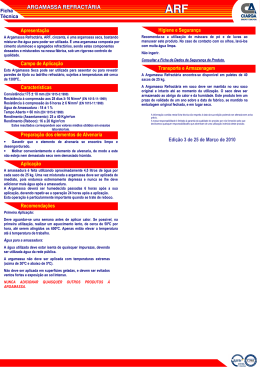
0 UNIVERSIDADE ESTADUAL DE FEIRA DE SANTANA DEPARTAMENTO DE TECNOLOGIA ENGENHARIA CIVIL RICARDO RODRIGUES VILA FLOR ESTUDO COMPARATIVO DA PRODUTIVIDADE ENTRE A MÃO DE OBRA TERCEIRIZADA E A MÃO DE OBRA FIXA: Um estudo de caso numa empresa na indústria da construção civil. Feira de Santana 2010 1 RICARDO RODRIGUES VILA FLOR ESTUDO COMPARATIVO DA PRODUTIVIDADE ENTRE A MÃO DE OBRA TERCEIRIZADA E A MÃO DE OBRA PRÓPRIA: Um estudo de caso numa empresa na indústria da construção civil. Trabalho Conclusão de Curso apresentado à Universidade Estadual de Feira de Santana como requisito parcial para obtenção do título de bacharel em Engenharia Civil. Orientador: Prof. Me. Florentino Carvalho Pinto. Feira de Santana 2010 2 RICARDO RODRIGUES VILA FLOR ESTUDO COMPARATIVO DA PRODUTIVIDADE ENTRE A MÃO DE OBRA TERCEIRIZADA E A MÃO DE OBRA PRÓPRIA: Um estudo de caso numa empresa na indústria da construção civil. Trabalho de Conclusão de Curso apresentado ao Departamento de Tecnologia da Universidade Estadual de Feira de Santana como requisito para a obtenção do título de bacharel em Engenharia Civil. Aprovado em _____/_____/_____ BANCA EXAMINADORA Ass.__________________________________ 1º Exam.: Prof. Me. Florentino Carvalho Pinto Universidade Estadual de Feira de Santana Ass.__________________________________ 2º Exam.: Prof. Me. Luis Claudio Alves Borja Universidade Estadual de Feira de Santana Ass.__________________________________ 3º Exam.: Prof. Carlos Antônio Alves Queirós Universidade Estadual de Feira de Santana 3 RESUMO Este trabalho consiste em estudar como é planejado e organizado o sistema de mão de obra terceirizada na construção civil e suas implicações na sua produtividade. Inicialmente será feito um estudo da contextualização histórica, levando em consideração a evolução dos métodos produtivos e suas aplicações em setores econômicos da produção, enfatizando a busca pelo aumento da produtividade na construção civil. A partir daí, avaliar a organização do canteiro de obras e consequentemente a utilização das mãos-de-obra nas modalidades contratada (própria) ou terceirizada. Foram usados alguns métodos de análise da administração da produção como ferramentas que possibilitou o estudo avaliativo da variação da produtividade e as dos custos decorridos em cada um dos procedimentos adotados. Por conseguinte, se demonstraram as vantagens e desvantagens da mão de obra terceirizada em comparação com a mão de obra fixa, envolvendo desta forma a análise comparativa facilitando o processo decisório entre adotar uma alternativa. Palavras-chave: Mão-de-obra, terceirizada, fixa, produtividade. 4 DEDICATÓRIA Deus por ter me concedido a alcançar meu sonho. A meu admirável Pai Marcio e a minha magnífica Mãe Suely. As minhas amáveis irmãs Izabela e Rafaela. A minha querida namorada Érica. Aos meus parentes paternos e maternos. Aos amigos e incentivadores. 5 AGRADECIMENTOS Agradeço primeiramente a Deus, por permitir que eu chegasse até aqui, pela sua presença constate em minha vida. Agradeço a minha mãe, pessoa mais importante da minha vida, pelos seus apoios quando precisei, pois sem sua dedicação nunca chegaria aqui. Agradeço a meu pai por sempre ser meu amigo, dando seus conselhos, e suas broncas, e principalmente por mostrar a dignidade e o caráter que as pessoas devem ter. Agradeço as minhas irmãs que eu amo tanto Izabela e Rafaela, por todas as coisas boas e ruins (aprendizado) que vivemos e iremos viver... A meu amor Érica, que me mostrou outra visão de mundo, de viver e saber aproveitar o momento. E desde que conheci sempre esteve ao meu lado, te amo mow. Seu Jeferson e Dona Vânia, pessoas que tenho muito carinho e admiração e por me dar sua filha, é claro... A meu orientador Prof. Florentino, pelos seus ensinamentos e broncas, que me auxiliavam a elaborar este trabalho. Ao meu grande amigo Prof. Carlos Alves, pelos seus conselhos tanto na vida quanto na vida pessoal e acadêmica, valeu professor... A professora Eufrosina e Gerinaldo, que lutam para dar o merecimento as que as disciplinas de Trabalho de Conclusão de Curso merecem. Aos professores Borja, Uchoa, Maria de Socorro (grande professora), Zorzo, Arli, Jorge Fortes, Carmen, Teresa, Rosa Alencar, dentre outros. Aos meus primos Braz, Jonas, Guilherme, Carlinhos, Pat, Pri, Manu, Rian, Vitor e ao mais novo Davi, minha avó Marieta (pessoa de caráter inigualável), meus tios e a todos familiares Aos meus amigos Elias, Kalau, Marcelo, Edu, Bob, Renato, Kaka... E a todos que contribuíram direta e indiretamente. 6 LISTA DE FIGURAS E GRÁFICOS Figura 1 - Condições de Trabalho ............................................................................................46 Figura 2 - Estudo de tempo ......................................................................................................48 Gráfico 1 - Tempo padrão de cada empresa para cada atividade correlacionando com o tempo médio padrão .............................................................................................................................54 Gráfico 2 - Tempo médio padrão da atividade levante de alvenaria ........................................55 Gráfico 3 - Índice de Produtividade - Alvenaria ......................................................................56 Gráfico 4 - Tempo médio, que cada empresa gasta para executar o serviço de reboco ...........57 Gráfico 5 - Tempo médio padrão da atividade reboco, não é levado em consideração o tempo ocioso .........................................................................................................................................58 Gráfico 6 - Índice de Produtividade - Reboco ..........................................................................59 Gráfico 7 - Percentual de Programação Concluída...................................................................60 7 LISTA DE QUADRO E TABELAS Quadro 1 - Empresa Mãe .........................................................................................................49 Tabela 1 - Sumário de Estudo - Alvenaria................................................................................50 Tabela 2 - LEV ALV 1ª ETAPA - CASA 17 ...........................................................................51 Tabela 3 - Folha de Trabalho ....................................................................................................52 Tabela 4 - Calcular a quantidade produto produzido pelo operário .........................................53 8 SUMÁRIO 1 INTRODUÇÃO ....................................................................................................................10 2 JUSTIFICATIVA .................................................................................................................11 3 OBJETIVO............................................................................................................................12 3.1 OBJETIVO GERAL ............................................................................................................12 3.2 OBJETIVOS ESPECÍFICOS ..............................................................................................12 4 EVOLUÇÃO HISTÓRICA DOS MÉTODOS DE TRABALHO NA CONSTRUÇÃO CIVIL BRASILEIRA ..............................................................................................................13 4.1 DISPOSIÇÕES CONSTRUTIVAS OBSERVADAS AO LONGO DA HISTÓRIA CORRELACIONANDO COM OS TIPOS DE MÃO DE OBRA EMPREGADOS ................13 4.1.1 Modelo escravocrata de produção ................................................................................13 4.1.2 Aspectos das mudanças dos métodos produtivos na idade média..............................15 4.1.3 Novas perspectivas do trabalho com a revolução industrial ......................................17 4.2 MODELOS DE PRODUÇÃO COMTEMPORÂNEOS E A SUA INFLUÊNCIA NOS TIPOS DE MÃO DE OBRA EMPREGADOS .........................................................................19 4.2.1 Modelo taylorista de produção ......................................................................................20 4.2.2 Modelo Toyota de produção ..........................................................................................22 5 INSERÇÃO DA PRODUTIVIDADE NO CONTEXTO DA CONSTRUÇÃO CIVIL .24 5.1 ESTUDOS CONCEITUAIS SOBRE A PRODUTIVIDADE ............................................24 5.1.1 Produtividade nos modelos de produção após revolução industrial ..........................28 5.1.2 Produtividade na construção civil .................................................................................29 5.1.3 Fatores que influenciam a produtividade na construção civil ....................................30 6 ESTUDO DE CASO .............................................................................................................34 6.1 EMPRESA DE CONSTRUÇÃO CIVIL ESTUDADA ......................................................34 6.2 METODOLOGIA UTILIZADA NO TRABALHO DE CAMPO ......................................35 6.2.1 Tolerâncias pessoais e ambientais .................................................................................36 6.2.2 Determinação do número de observações ....................................................................37 9 6.2.3 Observação e preenchimento dos formulários .............................................................38 6.2.3.1 Cronometragem das atividades executadas para estabelecimento do tempo padrão.....39 6.2.3.2 Medição das atividades executadas ...............................................................................40 6.2.4 Cálculos............................................................................................................................41 6.3 APRESENTAÇÃO DE RESULTADOS ............................................................................53 8 CONSIDERAÇÕES FINAIS ...............................................................................................61 REFERÊNCIAS.......................................................................................................................63 10 1 INTRODUÇÃO A indústria da construção civil é o setor que está tendo evoluções significativas em termos tecnológicos, mas tardias em relação aos outros tipos de indústrias como relata a ENEGEP1. O mercado brasileiro da Construção Civil, com atraso, inicia processos de inovações tecnológicas radicais. Novos materiais e equipamentos, industrialização, sistemas modernos de gestão, novo perfil de mão-de-obra, estão rompendo metodologias e filosofias tradicionais. (ENEGEP, 2004) Essa demora dos avanços tecnológicos do setor é decorrente da falta de investimento em pesquisas cientificas e devido a pouca necessidade de novos tipos de construções, ou seja, devido aos tipos de edificações que consistiam basicamente de construções tradicionais, essas tecnologias aplicadas foram evoluindo muito devagar, mas nos últimos anos isso vem mudando, e a indústria da construção civil, vem passando por inúmeras modificações no sentido de evoluir tecnologicamente, proporcionando aos métodos construtivos, variedades de escolhas para seu poder de transformação dos insumos no produto almejado, tendo a produtividade como parâmetro que surgiu para alavancar esses novos estudos para as transformações da tecnologia para a engenharia civil. A evolução dos métodos construtivos na construção civil trouxe à realidade baiana um tipo de mão de obra bastante conhecido pelos estados do sul e sudeste. Pretende-se através dessa monografia, avaliar como é o comportamento da mão de obra terceirizada na construção civil baiana, buscando-se avaliar o quanto esse tipo de mão de obra poderá proporcionar um aumento significativo na produtividade, utilizando os métodos necessários para desenvolver os processos comparativos com uma mão de obra fixa tradicionalmente utilizada em nosso contexto da construção civil. Ao avaliar a produtividade da mão de obra na construção civil, faz necessário realizar um estudo através de referencias bibliográficas no intuito de fundamentar teorias para propor parâmetros de possam possibilitar aumento da produtividade. Além disso, foi necessário realizar a aplicação pratica dos estudos de tempos, tendo fundamentado a importância da 1 XXIV Encontro Nacional de Engenharia de Produção (ENEGEP). Florianópolis-SC. 03/11/2004 a 05/11/2004. In: ASSOCIAÇÃO BRASILEIRA DE ENGENHARIA DE PRODUÇÃO (ABEPRO). Disponível em:http://publicacoes.abepro.org.br/index.asp?num=1&Pagina=1&kual=mesma&pchave=paper&ano=2004&his _enegep=s. Acesso em: 21/11/2009 11 veracidade dos dados. Em seguida foi feito a analise dos dados obtidos e a formação dos gráficos correspondentes. 2 JUSTIFICATIVA Para que o planejamento de obras de construção civil seja o mais preciso possível é preciso utilizar dados sobre o tempo gasto para execução de um determinado serviço. Para tanto é necessário medir a produtividade da mão-de-obra. Utilizar, por exemplo, o dobro de funcionários para execução de uma tarefa, não implica em dobrar a velocidade de produção. Por este motivo é preciso relacionar a produtividade com o tamanho da equipe. Estes dados não são encontrados facilmente na literatura, mas são de importância fundamental para o planejamento de obras. Este trabalho vem contribuir com a comunidade técnica, disponibilizando dados sobre a produtividade da mão-de-obra terceirizada e fixa de equipes de pedreiros e serventes da região de Feira de Santana, na execução de alvenaria de blocos cerâmicos e na execução de reboco. 12 3 OBJETIVO 3.1 OBJETIVO GERAL Avaliar os índices de produtividade dos funcionários da construção civil, sob utilização dos fundamentos da administração da produção, comparando a mão de obra terceirizada com a própria. 3.2 OBJETIVOS ESPECÍFICOS Determinar o tempo padrão médios atividades observadas na empresa estudada, sob utilização do estudo de tempos. Avaliar a estrutura administrativa e operacional de todas as empresas com a finalidade de demonstrar possíveis influencia em seus índices de produtividade. 13 4 EVOLUÇÃO HISTÓRICA DOS MÉTODOS DE TRABALHO NA CONSTRUÇÃO CIVIL BRASILEIRA 4.1 DISPOSIÇÕES CONSTRUTIVAS OBSERVADAS AO LONGO DA HISTÓRIA CORRELACIONANDO COM OS TIPOS DE MÃO DE OBRA EMPREGADOS A evolução da Organização do Trabalho tem passado por vários estágios, desde o taylorismo até o sistema sóciotécnico, tendo sempre como objetivo conceber sistemas de produção mais eficazes do ponto de vista econômico, técnico e social. Segundo, dentro desta abordagem, o homem é apenas um dos elementos considerados, e sua atividade está diretamente subordinada à eficácia do conjunto do sistema. Dentro desta evolução, o processo organizacional do trabalho pode será abordado em duas dimensões: a primeira delas é a dimensão histórica, que consiste na análise das ferramentas, métodos e técnicas, máquinas e equipamentos que foram utilizados; a segunda é a dimensão social no contexto contemporâneo dando ênfase aos indivíduos que trabalham nesta organização (suas características individuais e sociais, incluindo atitudes, qualificação, expectativas e crenças). 4.1.1 Modelo escravocrata de produção A engenharia civil era fundamentada por uma série de regras e práticas empíricas que tinham como base, a simples disposição da tentativa e erro, ou seja, era baseada em processos de aprendizagem, que consiste numa acumulação de conhecimentos a partir de idéias construtivas que eram postas em prática, a fim de analisar a possibilidade de verificar as estabilidades estáticas das estruturas, sendo compostos em alguns casos, por conhecimentos em noções de equilíbrios de forças, centro de gravidade, dentre outros. Como cita Telles (1984), “Os construtores antigos, entretanto, mesmo tendo realizado muitas obras difíceis e audaciosas, contavam principalmente com uma série de regras práticas e empíricas, sem base teórica, embora tivessem evidentemente, alguns conhecimentos intuitivos”. Essa engenharia empírica tinha como principal aspecto negativo, o fato dos responsáveis pela coordenação e orientação não obtinham capacitação fundamentada em bases matemáticas e físicas, que a partir desses preceitos pudessem possibilitar construções de 14 mecanismos que auxiliassem os métodos construtivos para um maior aproveitamento da mão de obra, a partir do mesmo ou de menores esforços por parte desses operários. A mão de obra era em sua grande maioria composta por escravos, sendo esse tipo de trabalho determinante à inércia de tentar buscar conhecimentos para uma obtenção de avanços tecnológicos que pudessem proporcionar benefícios para um melhor aproveitamento dessa força empregada nessas tarefas, pois era mesurada devido a sua gratuidade, e como essa mão de obra era abundante, compensava o longo período que levava para construir aquilo que se pretendia como conta Ramon de Prieto (1947), “La casi totalidad de la mano de obra, estaba constituida por los esclavos. Lo mismo en las explotaciones rurales (agricultura y ganadería) que en las industrias (metales, construcción, orfebrería, etc.) el trabajo esclavo proveía a la totalidad de las necesidades”2. A existência destes citados anteriormente seria pouco provável uma mudança de reformulações da mão de obra empregada, mas a necessidade condizente para cada época revelou uma evolução significativa de como seria realizado e utilizado esse trabalho nas mais variadas atividades econômicas em diferentes tempos da história do homem e das indústrias, evidenciando que a necessidade é o maior processo transformador dos métodos de trabalho, como cita Ramon de Prieto (1947): La historia de las industrias del hombre, que es la historia de la humanidad a traves de su manera, de producir, sería también, de esta manera, una historia de las, diversas etapas o estadios por los que pasaron los hombres hasta llegar a la civilización, tramo superior de una marcha ininterrumpida, que se manifiesta 3 incesantemente por un aumento gradual de necesidades... As necessidades humanas, dentre muitos aspectos, destina-se fundamentalmente a possibilitar evoluções nos modelos de produções e consequentemente nos métodos de trabalho, pois baseado-se no consumo de bens e serviços, a sociedade fez criar os seus produtores, que inicialmente eram os próprios consumidores; como se observa ao exaltar civilizações que lapidavam a pedra para caçar ou quando fabricavam redes, varas de pescas ou casas de inúmeros tipos verificando-se neste momento os primeiros passos rumo ao processo de construção de bens e a geração das necessidades primárias do homem, envolvendo o 2 “A quase totalidade da mão de obra, estava constituída por escravos. O mesmo nas explorações rurais (agricultura) como nas indústrias (siderúrgicas, construções, e etc.) o trabalho escravo atendia a totalidade das necessidades.” (Ramon de Prieto, 1947, traduzido por Ricardo R. V. Flor) 3 “A história das indústrias do homem, que é a história da humanidade através da sua maneira de produzir, seria também desta maneira, uma história das diversas etapas ou estágios que passaram os homens por cada civilização, parte superior de uma marcha ininterrupta, que se manifesta incessantemente pelo aumento gradual das necessidades...” (Ramon de Prieto, 1947, traduzido por Ricardo R. V. Flor) 15 processo produtivo de algum artefato atrelado ao seu molde de subsistência, como cita Ramon de Prieto (1947): “Todas las grandes épocas del progreso de la humanidad, coinciden de una manera más o menos directa, con las épocas en que se extienden los medios de alimentarse”. 4.1.2 Aspectos das mudanças dos métodos produtivos na idade média Devido às novas circunstâncias territoriais e as condições sociais houve uma liberação de certo numero de escravos, que se transformaram em servos, eles por sua vez, receberam terras para exercer cultivo coletivo mediante pagamento de tributos aos senhores feudais responsáveis por ceder às terras, o trabalho exercido era praticamente artesanal composto pelo cultivo agrícola e alguns seguimentos industriais, como produção de roupas, utensílios domésticos, a construção civil dentre outros, como cita Ramon de Prieto (1947): De esa manera las formas de producción que llegó el Imperio se vieron reforzados por las nuevas circunstancias y condiciones sociales, consecuentes liberación de cierto número de esclavos, que se transformaron en siervos. Estos, en la colectividades campesinas, permanecieron aferrados a las tierras, que cultivaban en propriedad la obrigación de prestar determinados servicios o pagar tales...4 Na idade média a construção civil evidenciava claramente métodos de processos de produções artesanais, como nas casas dos servos que utilizavam madeiras para estrutura e folhas de vegetações para os recobrimentos, já nos castelos dos senhores feudais como nas construções de estradas eram utilizados máquinas e artifícios que auxiliavam o processo artesanal, reduzindo o esforço empregado pelos operários, proporcionando uma redução do tempo de execução dessas construções, na indústria naval ocorreu uma evolução na construção de portos e navios, que tinham como objetivo explorar novos continentes, como cita Ramon de Prieto (1947): Los artesanos no sólo poseeian la capacidad técnica requerida para su función industrial, lo cual les distinguía con una especie de privilegio frente a los grupos no especializados... Estas haciendas medievales habían logrado un alto índice de producción... El gran señor tenían ya sus pintores y arquitectos, los que se sujetaban a la jurisdicción del señor. 4 “Dessa maneira as formas de produção que chegaram ao império se viram reforçados pelas novas circunstâncias e condições sociais, tendo por conseqüência liberações dum certo numero de escravos, que se transformaram em servos. Sendo uma coletividade camponesa, permanecerão juntos as terras, que cultivavam na propriedade com obrigação de prestar serviços e pagar impostos...” (Ramon de Prieto, 1947, traduzido por Ricardo R. V. Flor) 16 Em uma dessas explorações marítimas o Brasil foi descoberto e colonizado pelos portugueses, que após a colonização foi iniciado nesse período, as primeiras obras de engenharia com as construções de fortificações e igrejas, sendo utilizados para essas atividades mão de obra escrava em quase sua totalidade, sendo utilizadas também mais duas categorias de profissionais, os oficiais engenheiros do exercito português e os mestres pedreiros que também eram chamados de mestres de risco, que projetavam e construíam com conhecimentos acumulados ao longo do tempo, geralmente transmitido no seio familiar, como cita Telles (1984): Durante esse período 5 atuavam duas categorias de profissionais na área de engenharia: os oficiais engenheiros e os mestres pedreiros. Os primeiros eram oficiais de exercito português, com o objetivo principal de executar obras de engenharia (Alguns nem tinham curso regular na área, mas eram os únicos que tinham algum conhecimento sistemático a respeito), e os mestres, também chamados de mestres de risco, eram os que projetavam, e construíam as edificações em geral, e seus conhecimentos eram passados de geração a geração (sem nenhum conhecimento cientifico) Esse modelo de construção baseava na experiência e conhecimento acumulado ao longo dos anos, utilizando mão de obra predominantemente composta por escravos, que foram explorados constantemente até meados da sua abolição, fato este que foi influenciado pela revolução industrial, pois priorizava a utilização de mão de obra salariada. Esse período de divisão do tipo de mão de obra empregado foi marcado por referendar inúmeras construções realizadas até essa data sob esse modelo de produção escravista. Sendo este modelo marcado por coordenação exclusiva dos militares detentores das expertises necessários à construção, que somente foi aberto aos civis no século XIX, diante disso essas construções foram vistas em vários períodos, sendo relatado no contexto subseqüentemente: Em 1792, é criada pelo vice Rei D. Luiz de Castro, a Real Academia de Artilharia, Fortificação e Desenho, precursora da engenharia. Em 4 de Dezembro de 1810 o futuro Rei D. João VI assinou uma lei criando a Academia Real Militar do Rio de Janeiro, a primeira escola de engenharia brasileira (que posteriormente teria seu nome mudado para Escola Politécnica). Nessa época quem executava tais serviços era chamado de engenheiro militar (mesmo não exercendo a carreira militar) Na Escola Politécnica do Rio de Janeiro, no ano de 1858 é criado o curso de engenharia civil, ministrado aos não militares, isto é, aos civis. O curso era voltado as técnicas de construção de estradas, pontes, canais e edifícios. Em São Paulo a primeira Escola de Engenharia – A Escola Politécnica de São Paulo – nasce em 1893, e assim por diante as escolas de engenharia vão se espalhando por todo o país (Pernambuco – 1895, Porto Alegre – 1896, Bahia – 1897) (TÉSIO, 2007, p.6-7). 5 O período ao qual o autor se refere corresponde ao século XVI - Explorações marítimas. 17 Tendo em vista essas construções realizadas pelos militares, foi observado que foram obras de grandes respaldos na época, de grande importância social e cultural, marcado pelo modelo de produção que era guiado pelos militares detentores do conhecimento. 4.1.3 Novas perspectivas do trabalho com a revolução industrial Com a experiência adquirida na idade média dos tipos de mãos de obra empregados na produção pode observar que, o modelo econômico escravocrata limitava os processos de produção, pois esse tipo de produção era constituído em sua totalidade por operários com pouca ou quase nenhuma qualificação, necessária a essencial evolução da produção. As nações ao observarem a real importância de reformulações desse modelo arcaico de produção, modelo escravista, proporcionaram investimentos na produção de ferramentas e maquinas que fossem perfeitamente manejadas por operários qualificados, pois precisariam além de transformar a matéria prima no produto com melhor qualidade e em maiores quantidades, como também necessitariam de um mercado que consumisse esses produtos objetivando a geração de riquezas, como cita Ramon de Prieto (1947): Pero no es posible concebir una sociedad dueña de herramientas perfeccionadas manejadas por un trabajo esclavo. Las herramientas perfeccionadas exigen un desarrollo mental elevado y una buena educación técnica en la clase productora, si los grupos directores quieren realmente obtener del instrumental moderno todo el promedio que esté puede rendir.6 Seguindo esses preceitos a revolução industrial iniciada no século XVIII fundamentou como fato marcante para uma nova forma de modelo de produção que buscava maior produtividade, pois proporcionou em seu pioneirismo a mecanização dos sistemas de produção, sustentada por uma ávida possibilidade de ascensão de lucros pela burguesia, que trouxe alternativas de melhoramento da produção, proporcionando maiores demandas dos bens a serem produzidos. A Inglaterra foi o país que saiu a frente, pois possuía grandes reservas de carvão, mineral responsável para movimentar máquina e as locomotivas da época, havia também 6 “Mas não é possível conceber uma sociedade dona de ferramentas perfeitamente manejadas por trabalhadores escravos. As ferramentas perfeitamente exigem um desempenho mental elevado e uma boa educação técnica na classe produtora, se os grupos diretores querem realmente obter um instrumento moderno tem que ser feito por um meio que poça render.” (Ramon de Prieto, 1947, traduzido por Ricardo R. V. Flor) 18 incentivos da burguesia que financiavam as fábricas e uma abundante disponibilidade de mão de obra, como cita João Simão (2002): A Inglaterra possuía grandes reservas de carvão mineral em seu subsolo, ou seja, a principal fonte de energia para movimentar as máquinas e as locomotivas à vapor. Além da fonte de energia, os ingleses possuíam grandes reservas de minério de ferro, a principal matéria-prima utilizada neste período. A mão-de-obra disponível em abundância (desde a Lei dos Cercamentos de Terras), também favoreceu a Inglaterra, pois havia uma massa de trabalhadores procurando emprego nas cidades inglesas do século XVIII. A burguesia inglesa tinha capital suficiente para financiar as fábricas, comprar matéria-prima e máquinas e contratar empregados. O mercado consumidor inglês também pode ser destacado como importante fator que contribuiu para o pioneirismo inglês. Esse pioneirismo foi decorrente de fatores subseqüentes favoráveis ao aspecto da mudança da produção artesã em uma produção que aumentasse consideravelmente o volume de bens a serem produzidos, dando espaço a construções de locais de produção comumente conhecidos como indústrias ou fabricas, inicialmente precárias com poucas ou nenhumas condições de trabalho e que com isso proporcionarão algumas mobilizações para melhoria nesse aspecto, foi observado ao longo da história constate tentativas de evolução desses ambientes de trabalho, sendo evidenciado no texto subseqüente, como cita João Simão (2002): As fábricas do início da Revolução Industrial não apresentavam o melhor dos ambientes de trabalho. As condições das fábricas eram precárias. Eram ambientes com péssima iluminação, abafados e sujos. Os salários recebidos pelos trabalhadores eram muito baixos e chegava-se a empregar o trabalho infantil e feminino. Os empregados chegavam a trabalhar até 18 horas por dia e estavam sujeitos a castigos físicos dos patrões. Não havia direitos trabalhistas como, por exemplo, férias, décimo terceiro salário, auxílio doença, descanso semanal remunerado ou qualquer outro benefício... [...] ... Em muitas regiões da Europa, os trabalhadores se organizaram para lutar por melhores condições de trabalho. Os empregados das fábricas formaram as trade unions (espécie de sindicatos) com o objetivo de melhorar as condições de trabalho dos empregados. Houve também movimentos mais violentos como, por exemplo, o ludismo. Também conhecidos como "quebradores de máquinas", os ludistas invadiam fábricas e destruíam seus equipamentos numa forma de protesto e revolta com relação a vida dos empregados. O cartismo foi mais brando na forma de atuação, pois optou pela via política, conquistando diversos direitos políticos para os trabalhadores. Isso evidência que com a qualificação da mão de obra e com os devidos investimentos na educação, os operários cada vez mais buscariam melhores condições de trabalho, pois teriam acesso as informações necessárias que servissem de base para fundamentar o conhecimento dos seus direitos, ou reformulações desses direitos, de uma forma que possibilitasse a diminuição de modelo de exploração do trabalho. 19 No Brasil esse novo modelo de produção ganhou foca no final do século XIX, com a importação de conhecimentos e maquinas pelos europeus, que foi inicialmente utilizado na produção do café, observado também em seu escoamento devido à necessidade de construir linha férrea, na mineração também fazia a utilização da máquina a vapor, produto que impulsionou a busca por maiores produtividades, termo ainda pouco difundido na época, sendo que a mão de obra era composta por operários livres, com capacidade suficiente para operar essas máquinas. A engenharia civil do século XIX acompanhou principalmente o método de produção no sentido da não utilização da mão de obra escrava, continuando com grande forca o método produtivo artesanal, mas apesar disso devido a riqueza existente na época, foram construídas obras riquíssimas e imponentes, erguidas nos grandes centros das cidades, sendo de grande valor histórico. O País passou por muitas mudanças no final do século XIX e início do século XX, nesse período devido à cultura do café e posteriormente o desenvolvimento industrial, as riquezas geradas serviram de alavanca para o crescimento. Essas mudanças se viam nas grandes obras riquíssimas e imponentes erguidas nos centros das cidades, sendo hoje de relevante valor histórico. Este patrimônio que conta a memória dos tempos áureos do café, e tantas outras histórias da cidade de São Paulo e do Brasil estavam esquecidas, até mesmo perdidas diante das grandes obras que a evolução e o futuro trouxeram. (TÉSIO, 2007, p.7) 4.2 MODELOS DE PRODUÇÃO COMTEMPORÂNEOS E A SUA INFLUÊNCIA NOS TIPOS DE MÃO DE OBRA EMPREGADOS As recentes inovações tecnológicas introduzidas no setor da Construção Civil modificaram, sobremaneira, a sua tradicional forma de organização do trabalho. As tarefas reduziram-se, subdividiram-se e suas execuções tornaram-se, razoavelmente, simples. O segmento da Construção Civil acabou sendo caracterizado pela intensidade de mão-de-obra, baixo nível de escolaridade e qualificação profissional inferior. As mudanças que começam acontecer deverão ter repercussão significativa na qualificação de mão-de-obra. Há a expectativa que na Construção Civil se repita o fenômeno verificado nos setores de autopeças, eletromecânico, entre outros, em que a inserção de novos materiais, equipamentos com bases tecnológicas controlados por computadores, novos métodos de gestão e organização do trabalho venham a substituir trabalhadores em larga escala. 20 4.2.1 Modelo taylorista de produção O modelo de produção rudimentar que era baseado no processo produtivo familiar evidenciado na idade media, deu lugar a um método novo em que consistia numa produção de gerência capitalista monopolista, onde o proprietário (capitalista) obtinha as funções de gerencias por serem proprietários dos meios de produção. Segundo Braverman (1977), tem-se com a reunião dos produtores em um único local de trabalho, no modo de produção capitalista, a necessidade de uma gerência do trabalho em forma rudimentar. As funções de concepção e execução assumem a forma de gerência e o capitalista assume as funções de gerência por ser dono dos meios de produção. (1977 apud LAZAGNA, 2002) Esse novo modelo de produção era baseado em concentrar trabalhadores de uma mesma função, num determinado espaço tendo máquinas e equipamentos que auxiliavam nesse processo produtivo, esses locais recebeu a denominação de fabrica, termo esse que designa ao que se refere em sua origem, ou também conhecido como indústria, como cita Angela: ...ao analisarmos a transformação do modo de produção capitalista no seu período imperialista, podemos observar que a transformação do capitalismo em capitalismo monopolista exigiu um crescimento das empresas e, consequentemente, aumentaram-se seus órgãos administrativos e de gestão e uma nova forma de organização da produção teve que ser desenvolvida. (LAZAGNA, 2002) No decorrer da evolução produtiva e com o aumento do consumo populacional, estimulou a indústria a um aumento em grande escala, demandando então contratações de trabalhadores para um tipo de produção em maiores proporções, devido aos novos modelos de produção que surgem com Taylor a partir de 1890, idéias que se adequassem de uma forma mais viável a larga produção de mercadorias. Esse aumento na escala da produção implicou na conquista de formas précapitalistas de produção e contratação de um grande número de trabalhadores externos ao processo histórico de constituição dos antagonismos classistas com o desenvolvimento da indústria capitalista... O Taylorismo surgiu e se desenvolveu justamente no momento em que a configuração do modo de produção capitalista se transforma o que exige novas formas de organização do processo produtivo para que seja viável a larga produção de mercadorias. (LAZAGNA, 2002) Para Taylor, engenheiro norte americano, a organização do trabalho era feita de forma a proporcionar a inter-relação que dizia que a prosperidade do operário não existia sem a 21 prosperidade do empregador, buscando uma maior produção possível dos homens, constituindo esse processo uma busca pela qualificação dos operários no aspecto da coletividade, perdendo com isso a qualificação individualizada, pois os operários iriam realizar tarefas mais especializadas, perdendo um pouco da criatividade ora integrante em seu processo produtivo. Por tanto, a apresentação do Taylorismo seria dessa maneira, tal sistema, um modo de organização do trabalho planejado e testado nos Estados Unidos pelo engenheiro Frederic Taylor, a partir de 1890. Para Taylor, os interesses entre patrão e empregado não seriam antagônicos, mas únicos e, nesse sentido, a prosperidade do empregador não poderia existir sem a prosperidade do empregado e vice e versa (LAZAGNA, 2002). Segundo o modelo de produção Taylorista o trabalhador deveria em seu processo produtivo ser capacitado e especializado no intuito de fornecer ao mesmo uma execução de trabalho muito simplificada, para que a indústria promovesse um ganho produtivo, pois eram executadas atividades seqüenciadas, propondo um modelo de produção denominado como linha de produção, onde eram montado arquitetamente esses locais de execução das tarefas, hoje sendo executado esse modelo de produção por maquinas e robôs, relatados no trecho subseqüente. Para Taylor, os antigos sistemas de administração impunham que a cada trabalhador fosse entregue a responsabilidade de executar seu trabalho, de forma que melhor lhe correspondesse, sem auxílio e orientação da gerência. (LAZAGNA, 2002) Devido as suas particularidades e unicidade a indústria da construção civil, não adquiriu em sua totalidade a execução desse método de produção, comumente utilizado pelas indústrias nessa época, utilizando esses preceitos do Taylorismo, somente em algumas atividades componentes da construção. Uma tentativa que demonstra conceitos de Taylor se exemplifica quando ao executar construções de casas, faz seqüenciamento de fundações, levantes de alvenaria, rebocos, telhados e pinturas. Demonstrando o modelo de produção em serie, diferente da idéia inicial, onde o operário ficaria parado em seu posto de trabalho, enquanto uma esteira mecanizada leva o produto aos operários de forma de montagem seqüenciada como é observado na indústria automobilística. Nessa adaptação da engenharia civil o operário da construção, tem vários postos de trabalho tendo que deslocar de um espaço para outro, mas evidenciando que a atividade executada será a mesma. 22 4.2.2 Modelo Toyota de produção O Toytismo surge com preceitos de capacitação do trabalhador, da valorização do trabalho em equipe, da multifuncionalidade e da flexibilização, com o objetivo de superar falhas do Taylorismo, sendo constituída por revoluções de idéias, no sentido de proporcionar ao seu operário maior poder de decisão perante as problemáticas encontradas, proporcionando também melhores condições de trabalho. Da crise do modelo fordista, nasce um novo modelo, fundamentado em fórmulas inovadoras com o objetivo de superar as falhas do taylorismo/fordismo. Este modelo, chamado de Toyotismo, elabora um discurso voltado para a valorização do trabalho em equipe, da qualidade no e do trabalho, da multifuncionalidade, da flexibilização e da qualificação do trabalhador. Oculta, porém, a exploração, a intensificação e a precarização do trabalho, inerentes à busca desenfreada do lucro pelo sistema de metabolismo social do capital, por não ter limites, configura-se como ontologicamente incontrolável (MESZÁROS, 1995). Com a crise do modelo fordista, o capital estabeleceu mutações em sua estrutura, elaborando uma saída para essa situação. Com base nas experiências vividas pelo Toytismo cria um novo modelo de produção, com a intenção de tentar solucionar os problemas gerados pela crise. Tendo como resultado a ascensão do neoliberalismo com suas características que a fundamenta, esse modelo de produção possui como características a flexibilidade de produção, saindo se um modelo que preconizada a execução mecânica dos operários, e indo para a participação continua destes, dando tratamento a eles como seres pensantes, que podem criar e decidir, segundo palavras de Antunes (1999, p.25): Escapa a um grau significativo de controle precisamente porque ele emergiu, no curso da história, como uma estrutura de controle totalizante das mais poderosas, (...) dentro da qual tudo, inclusive os seres humanos, deve ajustar-se, escolhendo entre aceitar sua viabilidade produtiva ou, ao contrário, perecendo. Não se pode pensar em outro sistema de controle maior e mais inexorável – e, nesse sentido, totalitário – do que o sistema de capital globalmente dominante, que impõe seu critério de viabilidade em tudo... O Toyotismo surge com idéias de transformar um modelo que se baseava na produção em serie onde dada ao redor de uma linha de montagem que separava a elaboração da execução, suprimindo a dimensão intelectual do operário, que era tratado simplesmente como uma peça que executava tarefas simplistas de muito baixa qualificação. Esse modelo surge com técnicas e preceitos como a produção limpa, kanban, dentre outros, que auxiliavam a 23 produção de uma forma que os operários participarem do processo construtivo, proporcionando a partir de contribuições intelectuais, como cita Antunes (1999, p.44-45): Os capitalistas compreenderam que, em vez de limitar a explorar a força de trabalho muscular dos trabalhadores, privando-os de qualquer iniciativa e mantendo-os enclausurados nas compartimentações estritas do taylorismo e do fordismo, podiam multiplicar seu lucro explorando-lhes a imaginação, os dotes organizativos, a capacidade de cooperação, todas as virtudes da inteligência. Na construção civil muitas dessas idéias do Toyotismo foram utilizadas, principalmente pelos setores de qualidade que utiliza na construção enxuta, onde minimizasse o desperdício de materiais, esse modelo proporcionou também a realização de algumas atividades do setor, como quando na realização de atividades que formam equipes que discutem e interagem na realização das mesmas, como exemplo quando, os operários levantam paredes realizam a instalação hidráulica e elétrica, e pintam tudo ao mesmo tempo em um mesmo espaço. Na engenharia civil o kanban técnica utilizada pelo Toyotismo, onde as informações são livremente reveladas para obtenção de um melhor planejamento e controle das atividades executadas, faz a utilização em por muitas construtoras nas suas respectivas obras, sendo utilizadas em atividades de fundamental importância como no controle de materiais, sendo realizado pelos almoxarifes. 24 5 INSERÇÃO DA PRODUTIVIDADE CONSTRUÇÃO CIVIL NO CONTEXTO DA Nos últimos anos o estudo da produtividade de obras vem ganhando espaço na literatura nacional. Observa-se na construção civil, um intenso movimento no desenvolvimento de programas de qualidade e produtividade. Exemplos desse movimento em direção à qualidade e à produtividade estão em parcerias de entidades, sindicatos de empresas construtoras e outros órgãos, tais como: Programa da Qualidade e Produtividade na Construção Civil do Rio Grande do Sul, Clube da Qualidade da Construção do Rio de Janeiro e Sistema de Gestão da Qualidade para Empresas Construtoras do Sinduscon/São Paulo. A busca de indicadores de qualidade e produtividade é um dos principais pontos enfatizados em todos esses programas. Apesar do esforço no sentido da busca de indicadores, é praticamente inexistente na literatura nacional trabalhos sobre índices e comportamento da produtividade de obras brasileiras. As obras de caráter repetitivo são um caso especial, apresentando diversos estudos e artigos em nível de literatura internacional. Nestas obras surge um fenômeno, denominado efeito aprendizagem, o qual possibilita aumentos expressivos de produtividade, através da repetição da execução dos serviços da obra. 5.1 ESTUDOS CONCEITUAIS SOBRE A PRODUTIVIDADE Produção envolve um conjunto de entradas (input), que vão desde os recursos humanos, que planejam, organizam, desenvolve e produzem, passando pelos materiais utilizados, com características de, melhorar cada vez mais a racionalização, até os novos equipamentos e ferramentas que produzem metas de elevar a produtividade, conceito esse que utiliza métodos para poder alcançar redução de tempo e melhorar cada vez mais a qualidade dos produtos acabados. Esses recursos serão usados dentro do ambiente, processo de transformação, com o objetivo de construir bens ou serviços para atender as necessidades decorridas pelo consumidor, como cita Stevenson (2001): A gerência de operações é responsável pela criação de bens e serviços. Isto engloba a aquisição de recursos e a conversão desses inputs em outputs através da utilização de um ou mais processos de transformação. Isso envolve o planejamento, coordenação e controle dos elementos constituintes do processo... que subsidiam a corrente sanguínea de uma organização competitiva. 25 Os recursos de entrada podem ser tratados como recursos transformadores, que são os bens e serviços que auxiliam o processo de produção, como materiais, informações e consumidores, os recursos podem ser também de transformação que como o nome já define como os meios fundamentais ao processo de transformação, como exemplos podem ser citados as instalações e os quadros de funcionários, como cita Stevenson (2001): Os inputs são utilizados para obter produtos acabados ou serviços, utilizando-se uma ou mais processos de transformação (por exemplo, armazenamento transporte, recortagem). Para assegurar que seja obtidos os outputs desejados, medições são tomadas em vários pontos do processo de transformação, gerando-se então um feedback... Segundo Severiano Filho (1999) a configuração tecnológica dos sistemas de manufatura avançada, assim como a dos sistemas derivados de suas matrizes, incluem modernas técnicas de produção, cujo desempenho em termos de produtividade constitui objeto de investigação científica em diversas áreas do conhecimento. Ao longo dos anos, os termos produção e produtividade têm sido largamente confundidos, apesar dos significados extremamente diferentes que os envolvem. De acordo com o autor, o conceito de produção designa a transformação de entradas escolhidas em saídas desejadas. Com o desenvolvimento das atividades de processamento e a organização do setor terciário, o termo produção foi estendido ao de operação, para designar também as atividades de realização de serviços. Por outro lado, tradicionalmente a produtividade tem sido definida como sendo a relação entre as saídas geradas por um sistema e os insumos necessários à produção dessas saídas, ou seja, a comparação entre as saídas e as entradas de um sistema de fabricação. Deste modo, a definição de produtividade como a relação entre resultados e recursos aplicados decorre de uma visão genérica, que coloca a empresa como um sistema, cujos processos internos não são totalmente explicitados. Uma percepção mais clara da definição da produtividade condiz como um índice que mede quanto certa quantidade de insumo se transforma em produtos finais, esse ou esses índices gerados, podem se referir a um único input (quando a produtividade e parcial, a mais de um input (quando a produtividade é para um conjunto de fatores), ou a todos os inputs (produtividade total), como cita Stevenson (2001): 26 A produtividade é um índice que mede a relação entre o output gerado (os bens produzidos e os serviços fornecidos) e o input utilizado (a mão de obra, os materiais, a energia e outros recursos) para produzir aquele output... Os índices de produtividade pode se referia a um único input, a mais de um input ou a todos os inputs. Os índices de produtividade são utilizados por muitos setores da economia em praticamente todos os países como Estados Unidos, Alemanha, Reino Unido, Japão e Coréia, sendo que são utilizados tanto em determinados departamentos quanto para a organização como um todo. Esses índices são utilizados para avaliar os desempenhos das atividades realizadas em relação ao tempo, sendo que esse aspecto de busca por parte das empresas por índices cada vez mais elevados, tem por conseqüência uma maior competitividade entre elas, principalmente as que atuam no setor agrícola e no setor industrial, como cita Stevenson (2001): Os índices de produtividade servem essencialmente para constituir como que fichas de registro de eficácia do uso de recursos. Os lideres de empresas se preocupam coma produtividade porque ela está relacionada com a competitividade... Os índices de produtividade são úteis em uma série de níveis administrativos. Seja para um determinado departamento ou para a organização como um todo. Os índices de produtividade podem ser utilizados para se acompanhar o desempenho no decorrer do tempo. Existem muitos fatores que afetam a produtividade, dentre alguns desses podemos citar os métodos, o capital, a qualidade, a tecnologia e a gestão. Para exemplificar podemos observar a execução de levante de alvenaria realizada por um pedreiro que consegue levantar 1,5m2 de parede por hora, tendo isso em mente podemos evidenciar que este operário poderia aumentar a sua produtividade participando de cursos de capacitações que proporcionasse maiores habilidades para a execução, outro método seria da utilização de ferramentas, para adquirir velocidade nos procedimentos, como cita Stevenson (2001): Numerosos fatores afetam a produtividade. Entre eles estão os métodos, o capital, a qualidade, a tecnologia e a gestão. Considere um estudante que planeja digitar um extenso trabalho semestral. Suponha ser ele um datilografo mediano, e que consiga datilografar cerca de três paginas por hora... poderia aumentar a produtividade... inscrevendo-se num breve curso oferecido pela universidade para melhorar habilidade... outro modo seria a substituição da maquina de escrever... Dentre os fatores que influenciam a produtividade da mão de obra o desempenho dos funcionários tende a ser o tema mais complexo, pois os gestores lidam com dificuldades relacionadas às diferenças das pessoas, variando em sua capacidade, personalidade, interesses, 27 ambições níveis de energia, educação, treinamento, e experiência. Todas essas variáveis são importantes para serem estudadas, pois a utilização de métodos para melhorar o desempenho do trabalho pode não obter a eficácia para todos os funcionários, e para tentar solucionar esse aspecto muitas empresas desenvolvem programas de capacitação para melhorar as habilidades dos funcionários como cita lista Stevenson (2001): O desempenho do empregado no trabalho é um tema complexo, porque todas as pessoas são diferentes. Capacidade, personalidade, interesses, ambições níveis de energia, educação, treinamento, e experiência variam muito. É importante que os gerentes de operações considerem essas diferenças, porque abordagens gerais ou universais para melhorar o desempenho no trabalho não podem não ser eficazes para todos os empregados. Dentro das inúmeras variáveis que compõem a equação da produtividade, uma das mais complexas é a motivação dos funcionários a tomar ação à realização de uma determinada atividade. Existem cinco níveis de necessidades identificados por Maslow que proporcionam motivação as pessoas, sendo elas as fisiológicas, a segurança, sociais, estima e auto-realização. Esses níveis de necessidades são organizados hierarquicamente, formando uma escala que a medida as necessidades de níveis mais baixos tornam-se satisfeitas, as de níveis mais altos surgem como motivadoras, sendo que os de níveis mais baixos são levados em programas de incentivo ao trabalho, e as de níveis mais altos podem representar uma promessa para os gerentes, como cita a lista Stevenson (2001): Motivação Talvez seja a variável mais complexa da equação da produtividade. Motivação é aquilo que motiva uma pessoa a agir de determinada maneira. Maslow identificou cinco níveis de necessidades que motivam as pessoas a agir: fisiológicas, a segurança, sociais, estima e auto-realização. Essas necessidades são organizadas numa hierarquia, de psicologias no nível mais baixo, a auto-realização no nível mais elevado. Somente necessidades não satisfeitas são motivadoras... O absenteísmo, a rotatividade e a baixa qualidade de produtos e serviços são problemas que acumulam, esse aspecto deve ser observado pelos gestores de maneira a proporcionar aos funcionários funções de trabalho que satisfação as suas necessidades, pois os empregados satisfeitos tendem a não faltar ao trabalho, preferem ficar em seus empregos a entrarem em outros e também concentram seus esforços em produzirem produtos e serviços com qualidade elevada, como cita a lista Stevenson (2001): 28 ...Outra resposta igualmente importante é que empregados satisfeitos tem menos probabilidade de se ausentar do trabalho, menos probabilidade de sair dos seus empregos para entrar em outros, e mais probabilidade de produzir produtos e serviços de alta qualidade. No ambiente de trabalho de hoje, em que o absenteísmo, a rotatividade e a baixa qualidade de produtos e serviços são problemas que se sobrepõem, essa razão sozinha parece ser suficiente para que os gerentes de operações se interessem em projetar funções de trabalho de uma maneira que envolva uma faixa mais ampla de satisfação das necessidades dos empregado. 5.1.1 Produtividade nos modelos de produção após revolução industrial O modelo de produção Taylorista foi um dos pioneiros a dar maior ênfase à produtividade de cada indústria, foi marcado por avaliar e eliminar o tempo inútil, no sentido de proporcionar estudos de logística dos materiais e de utilização dos membros dos operários, com isso fez a criação da linha de produção que utilizava esses funcionários para realizarem atividade em que o material circulasse e não eles. Devido a esse posicionamento dos funcionários perante os materiais, verificou que os funcionários conseguiam aumentar a produção para um mesmo tempo, fundamentando assim o estudo da produtividade, como cita Zanetti (2009): O ideário Taylorista, na historiografia sobre movimento operário, esteve predominantemente associado ao propósito de desqualificar o operário: por meio da observação do processo de trabalho, em que se estudam o tempo e os movimentos empregados nas tarefas, um saber fazer é sistematizado e transferido para um grupo especialmente designado, o qual passa a concentrar a capacidade de decisão sobre como aquelas tarefas devem ser realizadas. [grifo do autor] A produtividade abordada por Taylor visava à apropriação do conhecimento e exploração física dos operários, pois ao designar tarefas simplistas e continuas a esses funcionários, conseguia obter um domínio da execução dessas tarefas por parte dos operários tornando-as muito especializada. Essa idéia de produção foi comumente utilizada pela indústria automobilística, sendo utilizadas por Henry Ford. Um tipo de homem é necessário para planejar e outro diferente para executar o trabalho. [...] em quase todas as artes mecânicas, a ciência que rege as operações do trabalho é tão vasta e complexa que o melhor trabalhador adaptado a sua função é incapaz de entendê-la, quer por falta de estudo, quer por insuficiente capacidade mental (TAYLOR, 1990, p.43). A preocupação de Taylor também era o desperdício. As normas, princípios e leis “científicas” da administração do trabalho taylorista visaram, sobretudo, a exploração do trabalho em seu limite máximo. (BATISTA, 2009) 29 No Brasil os princípios do taylorismo seguiram a tendência internacional de influencia européia, sendo utilizada principalmente na indústria automobilística, praticamente não sendo utilizada em outros setores da indústria. Na observância das falhas do modelo taylorista, surge o modelo Toyota de produção onde a capacitação, a valorização do operário e do espaço que se encontrava, anteriormente negada, mostra como suporte para o desempenho dos funcionários, ou seja, o Toyotismo atinge índice de produtividade superior ao taylorismo, sendo que diferente desse, o toyotismo mostra resultados de aumento de produção devido à capacitação desses operários, a condições de salubridade do espaço de execução de atividades, e devido ao trabalho de discussões, para obter sugestões de aperfeiçoamento do produto final, como cita Batista (2009): O Sistema Toyota de Produção, ou toyotismo, foi concebido para eliminar absolutamente o desperdício e superar o modelo de produção em massa americano... A nova lógica impôs aos operários um sistema de gestão total que incorporava ao trabalho repetitivo o trabalho multifuncional, intensificando a atividade do trabalho e penetrando na “alma” do trabalhador. Esses modelos de produção foram padrões de desenvolvimento e produtividade da indústria brasileira, sendo utilizados tardiamente em relação aos países como a Inglaterra, Estados Unidos, Alemanha e o Japão, revelando os baixos níveis de produtividade, sendo esses índices de produtividades explicados por algumas das principais características históricas que condicionaram os padrões de desenvolvimento econômico brasileiro, como cita Macedo (2009): Os baixos níveis de produtividade no Brasil podem ser explicados por algumas das principais características que marcaram historicamente os padrões de desenvolvimento da economia brasileira, em particular aquelas vinculadas ao seu processo de industrialização. [...] O deslanche da industrialização brasileira ocorreu em condições tardias em relação ao desenvolvimento industrial de países como a Inglaterra, os Estados Unidos, a Alemanha e o Japão. 5.1.2 Produtividade na construção civil O conceito produtividade ganhou maior ênfase na construção civil no final do século XX, formada em sua base por conceitos e aplicações que visam planejamentos bem estruturados e sustentados por informações de qualidade, que tem por objetivo principal tentar 30 garantir menor impacto de incertezas enfrentado pelos nos empreendimentos, essa visão por planejamentos cada vez mais eficientes, tem por conseqüência adquiris maiores índices de produtividade, pois essa situação tentar eliminar grande parte dos problemas que afetam uma produção cada vez mais eficiente da construção civil, como cita Santos; Barbosa; Maggi (2006): Desde o final do século XX, a construção civil vem tentando desenvolver formas de obter processos produtivos mais eficientes. Para atingir esses objetivos, a etapa de planejamento deve ser bem elaborada. Um planejamento estruturado, sustentado por informações de qualidade, garante menor impacto de incertezas enfrentadas durante a execução do empreendimento. [...] Neste cenário, destaca-se a importância da produtividade da mão de- obra, pois é uma das maiores responsáveis pelo ritmo dos trabalhos. Conhecendo-se esta produtividade são alcançados vários benefícios como: previsão do consumo de mãode-obra, previsão do tempo de duração do serviço, avaliação e comparação dos resultados e desenvolvimento e aperfeiçoamento dos métodos construtivos. Devido ao crescente aumento da inserção da mão de obra terceirizada na indústria da construção com abrangência em todos os seus seguimentos de atuação, fez necessária a realização de estudos voltados à produtividade desse tipo de mão de obra, esse aspecto possui abordagem para desde a crescente capacitação desses operários, melhoramento na qualidade da gestão dessas terceirizadas, essa inserção de fundamentos que auxiliam o aumento da produtividade nessas empresas influenciam diretamente, a qualidade dos serviços prestados pela contratante dessas terceirizadas. Sozen; Kuçuk (1999) estabelecem que apesar de várias pesquisas tenham reconhecido a importância dos subempreiteiros, não se visualiza a forma como os problemas encontrados pelo emprego fornecedores desse tipo tem sido resolvido. Além disso, os problemas podem ser entendidos ainda mais na cadeia produtiva, uma vez que os subempreiteiros podem contratar outras empresas ainda menores, criando outro elo desta cadeia, os subempreiteiros secundários. 5.1.3 Fatores que influenciam a produtividade na construção civil A capacitação e o treinamento é um dos fatores que não só proporciona aumento da produtividade na construção civil, como também em muitas outras áreas, esses parâmetros têm por finalidade proporcionar maior desenvolvimento intelectual para todos que buscam 31 essa qualificação. Além disso, a construção civil é o setor da economia que mais necessita de capacitação, pois é detentora da maior concentração de mão de obra semi-analfabeta e analfabeta, revelando a necessidade da qualificação dessa mão de obra, como está relatado no Programa Brasileiro da Qualidade e Produtividade (PBQP) na construção civil do estado de Minas Gerais (2009): Atualmente, a cadeia produtiva do setor da construção é um dos mais importantes setores da atividade econômica no Brasil. Expressa uma das mais completas e extensas cadeias de produção, englobando cinco subsetores: material de construção, bens de capital para a construção, edificações, construção pesada e serviços diversos... Toda esta demanda de trabalhadores empregados no setor da construção civil, associados às mudanças que vêm ocorrendo por conta da adoção de novas tecnologias e ao pouco conhecimento que se tem das transformações que acometem o setor, direciona a uma necessidade muito grande na capacitação e qualificação da mão-de-obra. Para Gitahy (1994) capacitação é toda influência que o indivíduo recebe do ambiente através do treinamento, assimila-as de acordo com suas inclinações e predisposições e enriquece ou modifica seu comportamento dentro dos seus próprios padrões pessoais. A capacitação pode ser institucionalizada e exercida não só de modo organizado e sistemático, como também pode ser desenvolvida de forma difusa, desorganizada, e assistemática como no lar e nos grupos sociais a que o individuo pertence, sem obedecer qualquer plano preestabelecido. Outro aspecto importante da capacitação é entendê-la como um conjunto de competências profissionais que significa englobar as noções do “saber” (conhecimentos), “saber fazer” (capacidade de transformar o conhecimento teórico em trabalho) e “saber ser” (dimensão comportamental – conjunto de habilidades, qualidades, competências), apresentada por Gitahy (1994). Desta forma, como concluiu Castro (1995), deve-se levar ainda em consideração que os padrões de capacitação são resultado e processo, a um só tempo. Resultado por expressarse em qualidade ou credenciais de quem a possui, sendo, porém socialmente construída por ter todas umas ideologias subjacentes, que define regras de restrição à ocupação, coletivamente produzidas, partilhadas e barganhadas. A capacitação profissional visa a preparar o homem para uma profissão em determinado mercado de trabalho. Também, visa ampliar, desenvolver e aperfeiçoar o homem para seu crescimento profissional em determinada carreira na empresa ou para que se torne mais eficiente e produtivo no seu cargo. 32 Dentre muitos desses aspectos abordados, o setor da indústria da construção civil, vem sendo criado e difundido programas de capacitação para essa mão de obra, que visa além do preparo dos operários para execução das tarefas, a sua formação cidadã de busca pelos direitos, e de uma forma cada vez mais digna, sendo relatado por Heineck et al (2003): É possível identificar dois ciclos de melhorias introduzidas no setor da construção civil. Na década de 90, as ações são traduzidas através dos Programas de Qualidade e da entrada em vigor da norma NR-18 (Condições e Meio Ambiente de Trabalho na Indústria da Construção). O programa de melhoria da qualidade iniciado nesta década caracterizou-se por ações internas e individuais das empresas. Interna porque valorizava fortemente a padronização dos procedimentos da empresa, porém com pouca ênfase na interface com fornecedores de materiais e serviços, projetistas e com o próprio cliente. Individual, porque de uma maneira geral, ficou restrita a empresas com estrutura de recursos humanos capaz de conduzir por si a busca pela certificação ou com recursos financeiros suficientes para garantir a assessoria de consultores. Na década atual, os programas iniciados ganharam força e maturidade, uma vez que os órgãos públicos, provedores de serviços e recursos financeiros para a construção civil, passam a exigir das empresas a comprovação de níveis crescentes de qualidade e de outro lado, instituições como SENAI (Serviço Nacional de Aprendizagem Industrial), SEBRAE (Serviço Brasileiro de Apoio às Micro e Pequenas Empresas) e Sindicatos trabalham em conjunto para dar suporte a esta nova fase. Em decorrência deste contexto, inicia-se um novo ciclo no setor da construção civil que merece investigações acerca de suas contribuições. Os acidentes do trabalho têm influencia direta sobre a produtividade e por conseqüência sobre os custos de produção, envolvendo os custos diretos e indiretos do acidente, abordando a importância da redução destes para o aumento de competitividade da empresa, mostrando desta forma que a prevenção de acidentes se torna um investimento para a organização e não um custo elevado. É do conhecimento de todos os profissionais envolvidos na segurança do trabalho que eliminar 100% dos acidentes é uma tarefa praticamente impossível devido a variedades de fatores que rodeia o ambiente do trabalho. No entanto a meta “Acidente Zero” deve ser sempre perseguida para que cada vez mais se reduzam os acidentes. Machline et al. (1984) enfatiza dificilmente alguma empresa obterá índices elevados de produtividade quando a segurança do trabalho for deixada em segundo plano, pois a 33 salubridade do trabalho está diretamente relacionada aos resultados favoráveis em relação à motivação, satisfação e conseqüentemente à boa qualidade e produtividade no trabalho. Um dos objetivos do enfoque do trabalho sem risco que merece ser observado é a necessidade de despertar nos empresários o interesse pela magnitude e conseqüências que os acidentes do trabalho possuem, principalmente sobre o impacto que causam ao trabalhador, sua família e sobre a produtividade da empresa. Grande parte dos acidentes ocorridos se deve a causas evitáveis, seja por insuficiência ou falta de medidas e ações preventivas de acidentes, que na sua maioria são soluções de baixo custo. Comparando as causas com as conseqüências, vale afirmar que é necessário orientar as empresas quanto à importância de criar-se a cultura da prevenção acidentes, para que se obtenha um aumento da produtividade. 34 6 ESTUDO DE CASO 6.1 EMPRESA DE CONSTRUÇÃO CIVIL ESTUDADA A empresa estudada foi fundada em Salvador possuindo 20 anos de experiência no setor da construção civil, onde desde seus primeiros anos fazia uso da mão de obra terceirizada, revelando uma pratica que possibilitou a mesma certa experiência para utilização desse tipo de serviço. Em seus primeiros anos a utilização de mão de obra terceirizada não ultrapassava a 30% do total de trabalhadores utilizados, hoje devido à experiência acumulada e a decisões da administração central, a utilização desse tipo de trabalhador já ultrapassa 50% de toda mão de obra empregada, evidenciando também uma realidade que está presente não somente nesta empresa como em outras empresas da Bahia, mostrando um setor crescente no meio da indústria da construção civil. Como em outros setores, a construção civil no intuito de proporcionar maior agilidade e eficácia, vem optando pela utilização de empresas que prestem serviços na forma de terceirização, tendo em vista também uma diminuição da sobrecarga dos serviços a serem realizados, fincando somente sob a responsabilidade de fiscalização desses serviços com priorizando qualidade final do produto. Tendo em vista essa tendência da construção civil, a empresa estudada possui uma construção de casas residenciais em Feira de Santana, onde será realizado o estudo da produtividade de alguns serviços realizados nessa obra tanto pela mão de obra terceirizada quanto pela mão de obra fixa. Nessa obra possui um efetivo de mais de 60% de utilização de mão de obra terceirizada, sendo composta por quatro empresas distintas, que atuam em quase todos os serviços executados, desde fundação até pintura. Essas empresas possuem quantitativos de trabalhadores diferentes em seu quadro funcional. As empresas terceirizadas nessa construção possuem uma diferença bastante significativa em relação às empresas que prestam esse tipo de serviços, pois elas não se limitam a executar um único tipo de serviço, elas executam muitos serviços ao mesmo tempo, atuando em vários setores da obra, com inúmeros tipos de funcionários como pedreiros, encanadores, eletricistas, dentre outros. 35 Dentre os serviços executados que serão estudados comparativamente pelas empresas sob âmbito da produtividade são três, sendo que um deles será mostrado somente comparativo entre as empresas terceirizadas, enquanto os outros dois serão mostrados a comparação entre as empresas terceirizadas entre si e com a mão de obra fixa empregada, sendo exemplificados abaixo os serviços que foram estudados: Execução de levante de alvenaria Execução de reboco interno e externo Execução do telhado 6.2 METODOLOGIA UTILIZADA NO TRABALHO DE CAMPO O estudo constitui-se da aplicação do método de avaliação da produtividade através do estudo de tempo e o que foi produzido nesse intervalo de tempo da mão de obra terceirizada e fixa da obra executada pela empresa Mãe na cidade de Feira de Santana. Para realização do trabalho, foram empregados os seguintes passos: Observar a operação em estudo e assegurar que o método utilizado é padronizado. Registrar detalhes da operação referentes a método, operados, estação de trabalho Dividir a operação em elementos com pontos finais definidos. Determinar número de observações Registrar ritmos e tempos de elementos para determinados números de ciclos Converter os tempos observados em tempos normais Medir a produção final Comparar o índice de produtividade adquirido entre as mãos de obra Para isso foi necessário a utilização de métodos de cálculos e formulários de preenchimento prontos no livro de Swan, Ken; no livro Técnicas de aumento da produtividade, onde mostra alguns métodos para calculo do tempo ideal para qualquer atividade, desde que siga alguns roteiros para os cálculos desses índices. 36 6.2.1 Tolerâncias pessoais e ambientais Segundo Swan (1977), fala que apesar do interesse demonstrado nos problemas de fadiga dos últimos anos e do crescente interesse em pesquisas ergonômicas e de higiene, segurança e medicina do trabalho, é necessariamente preciso que se faca o estudo necessário a dar melhores condições de trabalho aos operários no intuito de proporcionar maior retorno produtivo, ou seja, devido a uma maior valorização do operário ele retorne com maiores índice de produtividade, a tabela abaixo mostra algumas tolerâncias pessoais e ambientais: Figura 1 – Condições de Trabalho Fonte: (Swan -1977) 37 6.2.2 Determinação do número de observações Segundo Swan (1977), em qualquer estudo de tempo, existirá uma variação nos tempos dos elementos registrados, e dessa forma, torna-se necessário estabelecer uma numero mínimo de observações que garanta um nível aceitável de erros. O número de observações mínimo a ser feito dependerá do nível de confiança, do erro relativo e da variância dos tempos dos elementos. Para obter maior precisão é necessário atribuir um método de determinação do numero de observações para proporcionar maior exatidão e veracidade dos dados coletados em campo, sendo que para maioria dos métodos são admitidos erros relativos em torno de 5%, e para determinar esse numero de observações o método utilizado foi o que se baseia num gráfico do numero de observações pela razão de amplitude da amostra pela media aritmética. Essa determinação segue os seguintes passos: Passo 1. Fazer uma amostra-piloto de 4 a 10 tempos normais de um elemento(n): 1,67; 1,51; 1,41; 1,40; 1,39; Passo 2. Calcular a media aritmética simples(M): Passo 3. Calcular a amplitude (R): Passo 4. Calcular a razão amplitude média: Passo 5. Do gráfico da Fig., determinar o valor de P, que é o produto do número de observações previsto e o da amostra-piloto: Passo 6. Para determinar o número previsto de observações, dividir P pelo número de observações na amostra-piloto(n): Passo 7. Como o número de observações na amostra piloto foi pequeno for pequeno é necessário compensá-lo: Passo 8. O número de N tem que ser múltiplo de 10, então o valor das observações corresponde a 30. 38 Figura 2 – Estudo de tempo Fonte: (Swan -1977) 6.2.3 Observação e preenchimento dos formulários A partir do método de determinação do número de observações necessário a analise do objeto de estudo pode notar que deveria ser realizado 30 ensaios que foram divididos para equipes de três operários de cada empresa, para determinada atividade executada, ou seja, foi montada equipes de três operários para cada serviço executado, de cada empresa terceirizada e para a mão de obra fixa da empresa Mãe, sendo divididas igualmente as observações necessárias entre os integrantes de cada equipe, fincando 10 para cada um integrante de cada equipe. 39 Quadro 1 - Empresa Mãe Empresa Mãe Empresa terceirizada A Empresa terceirizada B Empresa terceirizada C Mão de Obra fixa Equipes com três integrantes para cada atividade Equipes com três integrantes para cada atividade Equipes com três integrantes para cada atividade Equipes com três integrantes para cada atividade Cada operário com 10 observações Cada operário com 10 observações Cada operário com 10 observações Cada operário com 10 observações Fonte: Ricardo R. V. Flor (2009) Além da divisão dos ensaios para cada equipe, foi observada a composição das etapas para de cada serviço, como exemplo o levante de alvenaria que subdivide em preparação da argamassa (fase não cronometrada), marcação do local onda ficara a alvenaria (fase não cronometrada), colocação da linha mestra para nivelar a altura, colocação da argamassa no local onde apoiara o bloco, colocação do bloco, alinhamento do bloco. Essas fases componentes dos serviços tiveram a necessidade dessa divisão, pois ao realizar a cronometragem do tempo de execução da mesma, haveria um ganho de precisão, em relação a cronometragem do todo. 6.2.3.1 Cronometragem das atividades executadas para estabelecimento do tempo padrão Segundo Swan (1977), existem dois métodos para cronometragem dos tempos, o primeiro é a leitura repetitiva onde o tempo do elemento é lido e o disparador do cronometro é acionado fazendo com o que o ponteiro retorne ao zero e comece a registrar o tempo do próximo elemento, o segundo método consiste em acionar o cronometro no início e os tempos ao final de cada elemento (sem tocar no disparador) e, no final, os tempos de cada elemento os tempos são estabelecidos por subtração. 40 Dentre os métodos apresentados o utilizado foi o primeiro, pois consiste em zerar sempre que se faz uma leitura, e como o tempo total é dividido em pequenos tempos correspondentes a cada fase componente da atividade, então essa técnica se aproxima do tempo padrão para cada atividade estudada. Tabela 1 - Sumário de Estudo - Alvenaria Descrição Agarrar e por argamassa de assentamento no tijolo Posicionamento do tijolo na fiada Nivelamento horizontal na fiada Raspagem da argamassa excedente 1 2 3 4 Total Responsável: Data: Número de ciclos: Tempo padrão (min) Nº do elemento Operador: Condições de trabalho: Nº de observações Atividade: Empresa: Tempo médio por empresa (min) A B C FIXA Tempo normal (min) SUMÁRIO DE ESTUDO - ALVENARIA 30 0,058 0,056 0,06 0,062 0,055 0,0583 30 0,29 0,28 0,3 0,31 0,275 0,2913 30 0,174 0,168 0,18 0,186 0,165 0,1748 30 0,058 0,056 0,06 0,062 0,055 0,0583 0,58 0,5825 Fonte: Swan (1977) 6.2.3.2 Medição das atividades executadas A produtividade e composta por duas partes principais a serem estudadas que são o tempo necessário a ser executa por uma atividade, e a outra e diante desse tempo medir aquilo que se foi produzido, com o melhor aproveitamento possível, de todos os processos de transformações que o produto fica submetido. Diante dessas observações, o próximo passo a ser estudado após a cronometragem do tempo necessário, será medir aquilo que se foi produzido. 41 A realização dessa parte consiste no estabelecimento de um ponto de referência conhecido como ponto zero, que serviu como comparativo após o estabelecimento de um tempo de referência para a realização das comparações entre as empresas, sendo esse tempo correspondente à uma hora para cada operário, diante disso foi medido o que foi produzido por cada um a partir desse ponto de referência. Tabela 2 - LEV ALV 1ª ETAPA - CASA 17 26.05.09 27.05.09 TOTAL 0<H<1,0 1<H<2,3 0<H<1,0 1<H<2,3 0<H<1,0 1<H<2,3 P01A 0,00 0,00 4,00 0,00 4,00 0,00 P02A 0,00 0,00 0,00 0,00 0,00 0,00 P03A 0,00 0,00 1,00 0,00 1,00 0,00 P04C 0,00 0,00 0,00 0,00 0,00 0,00 P05B 0,00 0,00 0,00 0,00 0,00 0,00 P06B 0,00 0,00 1,00 0,00 1,00 0,00 P07B 0,00 0,00 4,00 4,00 4,00 4,00 P08B 0,00 0,00 4,00 4,00 4,00 4,00 P09B 0,00 0,00 0,00 0,00 0,00 0,00 P09A 0,00 0,00 0,00 0,00 0,00 0,00 P10A 0,00 0,00 0,00 0,00 0,00 0,00 P10B 0,00 0,00 0,00 0,00 0,00 0,00 P11A 0,00 0,00 0,00 0,00 0,00 0,00 P12B 0,00 0,00 1,00 0,00 1,00 0,00 P13A 0,00 0,00 3,00 0,00 3,00 0,00 P14B 0,00 0,00 0,00 0,00 0,00 0,00 P15B 0,00 0,00 0,00 0,00 0,00 0,00 P16B 0,00 0,00 0,00 0,00 Fonte: Ricardo R. V. Flor (2009) 0,00 0,00 6.2.4 Cálculos Os cálculos para determinação do tempo padrão, além do preenchimento na tabela da subdivisão das atividades e dos tempos correspondentes, devem-se realizar os cálculos de acordo com os parâmetros e as tabelas abaixo, e logo em seguida determinar o tempo normal padrão, que pode ser transformado no tempo padrão normal, multiplicando pelo fator de ritmos correspondentes a cada atividade. Esses cálculos foram realizados através do roteiro de cálculos, segundo Botelho e André (2001). 42 Foram levantados dados das três empresas terceirizadas e da mão de obra fixa que compões a empresa Mãe, dentre as atividades foram analisados serviços de alvenaria e reboco. Dados obtidos na empresa terceirizada A: ALVENARIA (m²): PEDREIRO → Cronometragem média → 0,56h. → 33,6 min. 28 min (T. efetivo) 5,6 min. (T. ocioso) REBOCO (m²): PEDREIRO → Cronometragem média → 0,59h. → 35,4 min. 31,9 min. (T. efetivo) 3,5 min. (T. ocioso) ALVENARIA: Estudo dos tempos do Pedreiro ITENS DESCRIÇÃO DOS ELEMENTOS CRONOMETRAGEM MÉDIA (h) 1 Agarrar e por argamassa de assentamento no tijolo 0,056 2 Posicionamento do tijolo na fiada 0,28 3 Nivelamento horizontal na fiada 0,168 4 Raspagem da argamassa excedente 0,056 Total Tempo de operação 0,56 *Estudo feito a partir do término do preparo da argamassa. Verificou-se, para cada m² construído, um tempo ocioso de 5,6 minutos que corresponde a 16,6% do tempo total. Atualmente a capacidade produtiva da Empresa na operação em questão é: TC = 0,56h (vide tabela) TN = 0,56h x V 43 TN = 0,56 x 0,89 = 0,498h TN= 0,498h TP = 0,498 x FT TP = 0,498 x 1,12 TP= 0,56h Observa-se que trabalhando 9h por dia , o operário produzirá aproximadamente 16,14m² de alvenaria. 0,56h ----- 1m² 9h ----- x x = 16,14 m² REBOCO: Estudo dos tempos do Pedreiro ITENS DESCRIÇÃO DOS ELEMENTOS CRONOMETRAGEM MÉDIA (h) 1 Alcançar a argamassa 0,0295 2 Aplicar a argamassa 0,118 3 Sarrafeamento 0,295 4 Desenpenamento 0,1475 Total 0,59 * Estudo feito a partir do término do preparo da argamassa. Verificou-se, para cada m² construído, um tempo ocioso de 3,5 minutos que corresponde a 10 % do tempo total. Obs: O fator de ritmo do operário é igual, devido ser o mesmo pedreiro da alvenaria. Atualmente a capacidade produtiva da Empresa na operação em questão é: TC = 0,59h (vide tabela) 44 TN = 0,59h x V TN = 0,59 x 0,89 TN = 0,525h FT = 1,12 TP = 0,525 x FT TP = 0,525 x 1,12 TP = 0,59h Observa-se que trabalhando 9h por dia , o operário produzirá aproximadamente 15,25 m² de reboco. 0,59h ----- 1m² 9h ----- x x = 15,25m² • Dados obtidos na empresa terceirizada B: ALVENARIA (m²): PEDREIRO → Cronometragem média → 0,60h. → 36 min. 29,5 min (T. efetivo) 6,5 min. (T. ocioso) REBOCO (m²): PEDREIRO → Cronometragem média → 0,61h. → 36,6 min. 32,2 min. (T. efetivo) 4,4 min. (T. ocioso) ALVENARIA : Estudo dos tempos do Pedreiro ITENS DESCRIÇÃO DOS ELEMENTOS CRONOMETRAGEM MÉDIA (h) 1 Agarrar e por argamassa de assentamento no tijolo 0,06 2 Posicionamento do tijolo na fiada 0,3 45 3 Nivelamento horizontal na fiada 0,18 4 Raspagem da argamassa excedente 0,06 Total Tempo de operação 0,6 *Estudo feito a partir do término do preparo da argamassa. • Verificou-se, para cada m² construído, um tempo ocioso de 6,5 minutos que corresponde a 18% do tempo total Atualmente a capacidade produtiva da Empresa na operação em questão é: TC = 0,60h (vide tabela) TN = 0,60h x V TN = 0,60 x 0,83 = 0,50h TN= 0,50h TP = 0,50 x FT TP = 0,50 x 1,12 TP= 0,56h Observa-se que trabalhando 9h por dia , o operário produzirá aproximadamente 16,14m² de alvenaria. 0,56h ----- 1m² 9h ----- x x = 16,14 m² REBOCO: Estudo dos tempos do Pedreiro ITENS DESCRIÇÃO DOS ELEMENTOS CRONOMETRAGEM MÉDIA (h) 46 1 Alcançar a argamassa 0,0305 2 Aplicar a argamassa 0,122 3 Sarrafeamento 0,305 4 Desenpenamento 0,1525 Total 0,61 *Estudo feito a partir do término do preparo da argamassa. • Verificou-se, para cada m² construído, um tempo ocioso de 4,4 minutos que corresponde a 12 % do tempo total . Obs: O fator de ritmo do operário é igual, devido ser o mesmo pedreiro da alvenaria. Atualmente a capacidade produtiva da Empresa na operação em questão é: TC = 0,61h (vide tabela) TN = 0,61h x V TN = 0,61 x 0,83 TN = 0,506h FT = 1,12 TP = 0,506 x FT TP = 0,506 x 1,12 TP = 0,57h Observa-se que trabalhando 9h por dia , o operário produzirá aproximadamente 15,87 m² de reboco. 0,59h ----- 1m² 9h ----- x 47 x = 15,87m² • Dados obtidos na empresa terceirizada C: ALVENARIA (m²): PEDREIRO → Cronometragem média → 0,62h. → 37,2 min. 30,4 min. (T. efetivo) 6,8 min. (T. ocioso) REBOCO (m²): PEDREIRO → Cronometragem média → 0,61h. → 36,6 min. 31,8 min. (T. efetivo) 4,8 min. (T. ocioso) ALVENARIA : Estudo dos tempos do Pedreiro ITENS DESCRIÇÃO DOS ELEMENTOS CRONOMETRAGEM MÉDIA (h) 1 Agarrar e por argamassa de assentamento no tijolo 0,062 2 Posicionamento do tijolo na fiada 0,31 3 Nivelamento horizontal na fiada 0,186 4 Raspagem da argamassa excedente 0,062 Total Tempo de operação 0,62 *Estudo feito a partir do término do preparo da argamassa. • Verificou-se, para cada m² construído, um tempo ocioso de 6,8 minutos que corresponde a 18,2% do tempo total Atualmente a capacidade produtiva da Empresa na operação em questão é: TC = 0,62h (vide tabela) TN = 0,62h x V 48 TN = 0,62 x 0,94 = 0,58h TN= 0,58h TP = 0,58 x FT TP = 0,58 x 1,12 TP= 0,65h Observa-se que trabalhando 9h por dia , o operário produzirá aproximadamente 13,84m² de alvenaria. 0,65h ----- 1m² 9h ----- x x = 13,84 m² REBOCO: Estudo dos tempos do Pedreiro ITENS DESCRIÇÃO DOS ELEMENTOS CRONOMETRAGEM MÉDIA (h) 1 Alcançar a argamassa 0,0305 2 Aplicar a argamassa 0,122 3 Sarrafeamento 0,305 4 Desenpenamento 0,1525 Total 0,61 *Estudo feito a partir do término do preparo da argamassa. • Verificou-se, para cada m² construído, um tempo ocioso de 4,8 minutos que corresponde a 13 % do tempo total . Obs: O fator de ritmo do operário é igual, devido ser o mesmo pedreiro da alvenaria. Atualmente a capacidade produtiva da Empresa na operação em questão é: TC = 0,61h (vide tabela) 49 TN = 0,61h x V TN = 0,61 x 0,94 TN = 0,57h FT = 1,12 TP = 0,57 x FT TP = 0,57 x 1,12 TP = 0,64h Observa-se que trabalhando 9h por dia , o operário produzirá aproximadamente 14,06 m² de reboco. 0,64h ----- 1m² 9h ----- x x = 14,06m² • Dados obtidos na empresa Mãe - fixa: ALVENARIA (m²): PEDREIRO → Cronometragem média → 0,55h. → 33 min. 27,5 min (T. efetivo) 5,5 min. (T. ocioso) REBOCO (m²): PEDREIRO → Cronometragem média → 0,58h. → 34,8 min. 31,3 min. (T. efetivo) 3,5 min. (T. ocioso) ALVENARIA : Estudo dos tempos do Pedreiro ITENS DESCRIÇÃO DOS ELEMENTOS CRONOMETRAGEM MÉDIA (h) 50 1 Agarrar e por argamassa de assentamento no tijolo 0,055 2 Posicionamento do tijolo na fiada 0,275 3 Nivelamento horizontal na fiada 0,165 4 Raspagem da argamassa excedente 0,055 Total Tempo de operação 0,55 *Estudo feito a partir do término do preparo da argamassa. • Verificou-se, para cada m² construído, um tempo ocioso de 5,5 minutos que corresponde a 16,6% do tempo total Atualmente a capacidade produtiva da Empresa na operação em questão é: TC = 0,55h (vide tabela) TN = 0,55h x V TN = 0,55 x 0,88 = 0,31h TN= 0,49h TP = 0,49 x FT TP = 0,49 x 1,12 TP= 0,55h Observa-se que trabalhando 9h por dia , o operário produzirá aproximadamente 16,36m² de alvenaria. 0,55h ----- 1m² 9h ----- x x = 16,36 m² 51 REBOCO: Estudo dos tempos do Pedreiro ITENS DESCRIÇÃO DOS ELEMENTOS CRONOMETRAGEM MÉDIA (h) 1 Alcançar a argamassa 0,029 2 Aplicar a argamassa 0,116 3 Sarrafeamento 0,29 4 Desenpenamento 0,145 Total 0,58 * Estudo feito a partir do término do preparo da argamassa. • Verificou-se, para cada m² construído, um tempo ocioso de 3,5 minutos que corresponde a 10 % do tempo total . Obs: O fator de ritmo do operário é igual, devido ser o mesmo pedreiro da alvenaria. Atualmente a capacidade produtiva da Empresa na operação em questão é: TC = 0,58h (vide tabela) TN = 0,58h x V TN = 0,58 x 0,88 TN = 0,51h FT = 1,12 TP = 0,51 x FT TP = 0,51 x 1,12 TP = 0,57h 52 Observa-se que trabalhando 9h por dia , o operário produzirá aproximadamente 15,74 m² de reboco. 0,57h ----- 1m² 9h ----- x x = 15,74m² Após a determinação do tempo padrão faz o preenchimento desses valores na tabela abaixo para determinarmos o valor do tempo médio padrão, e logo em seguida gerarmos os gráficos correspondentes: Estudo 1 2 Conte a b Descrição Tempo Padrão Tempo Padrão: Tolerância(%) Operador: Tempo normal médio por ciclo Responsável: Frequência Empresa: Tempo normal médio por observação (min) Nº do elemento Tabela 3 - Folha de Trabalho FOLHA DE TRABALHO 1 2 3 4 5 Fonte: Swan (1977) A tabela abaixo foi desenvolvida para calcular a quantidade de produto produzido pelo operário, caso for alvenaria será calculado a área da parede, casa for reboco ira calcular sua área correspondente, esse calcula se dará automaticamente a partir do preenchimento da tabela de obtenção dos valores de medição preenchida inicialmente no campo 53 Tabela 4 - Calcular a quantidade produto produzido pelo operário COMP. (M) QTD FIADAS ALTURA (M) 0<H<1,0 1<H<2,3 PRODUÇÃO (M²) BRUTO 0<H<1,0 1<H<2,3 P01A 3,53 3,53 2,53 2,30 0,00 P02A 3,53 2,83 2,83 2,30 0,00 P03A 2,44 2,44 2,44 2,30 0,00 P04C 2,68 2,68 2,68 2,30 0,00 P05B 1,27 1,27 1,27 2,30 0,00 P06B 2,35 2,35 1,35 2,30 0,00 P07B 3,02 3,02 2,02 2,30 0,00 P08B 3,79 3,79 3,79 2,30 0,00 P09B1 3,35 2,55 2,55 2,30 0,00 P09B2 1,71 1,01 1,01 2,30 0,00 P09A1 2,43 2,43 2,43 2,30 0,00 P09A2 1,06 1,06 1,06 2,30 0,00 P10A 1,11 0,51 0,51 2,30 0,00 P10B 1,59 0,89 0,89 2,30 0,00 P11A 1,00 1,00 0,90 2,30 0,00 P12B 2,49 2,49 2,49 2,30 0,00 P13A 2,49 2,49 2,49 2,30 0,00 P14B 1,54 1,54 1,54 2,30 0,00 P15B 0,99 0,19 0,19 2,30 0,00 P16B 1,29 1,29 1,29 2,30 0,00 TOTAL 0,00 Fonte: Ricardo R. V. Flor (2009) 6.3 APRESENTAÇÃO DE RESULTADOS O gráfico abaixo mostra o tempo padrão de cada empresa para cada atividade correlacionando com o tempo médio padrão das mesmas: 54 ALVENARIA GRÁFICO TEMPOS MÉDIO(min) 0,8 TEMPOS MÉDIOS(min) 0,7 0,60 0,62 0,56 0,56 0,56 0,56 A B C FIXA 0,6 0,56 0,5 0,55 0,4 0,3 0,2 0,1 0 EMPRESAS Tempos das empresas Tempo médio padrão - 0,58 Fonte: Ricardo R. V. Flor (2009) Esse gráfico mostra o tempo médio, que cada empresa gasta para executar o serviço de levante de alvenaria, revelando que as empresas terceirizadas B e C, possuem consumo maior de tempos, em comparação com a empresa terceirizada A e com a mão de obra fixa. O calculo para esse tempo médio baseia-se no método de estudo de tempo, onde considera o tempo efetivo e o ocioso. 55 Gráfico 2 - Tempo médio padrão da atividade levante de alvenaria GRÁFICO TEMPOS PADRÃO MÉDIOS(min) 0,8 TEMPOS MÉDIOS(min) 0,7 0,65 0,6 0,56 0,56 0,5 0,56 0,56 0,56 0,56 A B C FIXA 0,55 0,4 0,3 0,2 0,1 0 EMPRESAS Tempos das empresas Tempo médio padrão - 0,56 Fonte: Ricardo R. V. Flor (2009) Esse gráfico mostra o tempo médio padrão da atividade levante de alvenaria, onde não é levado em consideração o tempo ocioso, somente o tempo efetivo de cada operário, ele baseia-se no método do estudo de tempos, alem disso esse gráfico revela que apesar da empresa B possuir um tempo total médio menor do que as outras empresas, seu tempo efetivo apresenta-se equiparado com o tempo padrão da empresa A e da mão de obra fixa. 56 Gráfico 3 - Índice de Produtividade - Alvenaria ÍNDICE DE PRODUTIVIDADE - ALVENARIA EMPRESA A EMPRESA B ÍNDICE MÉDIO - 1,79 EMPRESA FIXA 1,90 1,81 1,80 1,71 1,68 1,65 1,86 1,76 1,74 1,70 m2/h 1,85 1,80 EMPRESA C 1,65 1,60 1,50 1,42 1,40 1,38 1,30 1,20 Fonte: Ricardo R. V. Flor (2009) Esse gráfico foi gerado com dados obtidos sob anotações do que os operários produziram num tempo fixado em uma hora para cada observação, tendo predefinido que diferentemente no estudo do tempo padrão onde os operários estavam cientes da avaliação, nessa avaliação os mesmos não sabiam que estavam sendo avaliados, para garantir maior eficiência do estudo. Além disso, o gráfico mostra o índice de produtividade (m2/h) de cada pedreiro, esse estudo revelou que entre as empresas esses índices mostraram equivalência em relação ao tempo padrão médio de cada uma, esse gráfico revelou também que a empresa A, obteve índices de produtividade próxima ao da mão de obra fixa, e diferente índice em relação às outras terceirizadas. Os principais motivos para essa discrepância se baseiam em parâmetros de gerenciamento, dentre eles são: Falta de planejamento: onde não havia preocupação por parte das empresas B e C em cumprir ao menos a programação semanal feita pela empresa Mãe, como mostra no gráfico PPC (percentual de programação concluída) subseqüente, além disso, não havia um estabelecimento de metas mínimas de produção necessárias a cobrir o custo da mão de obra empregada. 57 Falta de liderança: Um problema visto principalmente na empresa B, onde havia uma troca constante do encarregado responsável pelos operários, proporcionando a falta de uma referência para os operários, que necessitavam de uma atuação constante de uma líder, que designasse e estabelece meios para alcançar as metas de produção pretendidas. Para a empresa C, houve poucas trocas de encarregados, mas havia pouca atuação do proprietário da empresa, que deixava muito toda a responsabilidade de controle da produção com o encarregado. Falta de controle: devido a falta de planejamento e da falta de liderança, nas empresas B e C, não havia um controle eficiente para que os dados coletados no campo pudessem proporcionar a identificação dos problemas que afetassem a produtividade, esse controle não foi feito por nenhuma dessas duas empresas. Condições de salubridade: apesar das empresas estarem no mesmo ambiente de trabalho, havia uma maior preocupação com as condições de trabalho dos seus funcionários por parte da empresa terceirizada A e da empresa Mãe, não sendo vista essa atitude nas outras empresas terceirizadas. Um fato que revela isso, é que a empresa terceirizada A e a empresa Mãe, havia em seu quadro de funcionários um técnico de segurança. Reboco Gráfico 4 - Tempo médio, que cada empresa gasta para executar o serviço de reboco GRÁFICO TEMPOS MÉDIOS(min) 0,8 TEMPOS MÉDIOS(min) 0,7 0,6 0,5 0,59 0,61 0,61 0,6 0,6 0,6 0,6 A B C FIXA 0,58 0,4 0,3 0,2 0,1 0 EMPRESAS Tempos das empresas Tempo médio padrão - 0,60 58 Fonte: Ricardo R. V. Flor (2009) Esse gráfico mostra o tempo médio, que cada empresa gasta para executar o serviço de reboco, revelando que as empresas terceirizadas B e C, possuem consumo maior de tempos, em comparação com a empresa terceirizada A e com a mão de obra fixa. O calculo para esse tempo médio baseia-se no método de estudo de tempo, onde considera o tempo efetivo e o ocioso. Gráfico 5 - Tempo médio padrão da atividade reboco, não é levado em consideração o tempo ocioso GRÁFICO TEMPOS PADRÃO MÉDIOS(min) 0,8 TEMPOS MÉDIOS(min) 0,7 0,6 0,5 0,64 0,59 0,57 0,58 0,58 0,58 0,58 A B C FIXA 0,57 0,4 0,3 0,2 0,1 0 EMPRESAS Tempos das empresas Tempo médio padrão - 0,58 Fonte: Ricardo R. V. Flor (2009) Esse gráfico mostra o tempo médio padrão da atividade reboco, onde não é levado em consideração o tempo ocioso, somente o tempo efetivo de cada operário, ele baseia-se no método do estudo de tempos, alem disso esse gráfico revela que apesar da empresa B possuir um tempo total médio menor do que as outras empresas, seu tempo efetivo apresenta-se equiparado com o tempo padrão da empresa A e da mão de obra fixa. 59 Gráfico 6 - Índice de Produtividade - Reboco ÍNDICE DE PRODUTIVIDADE - REBOCO EMPRESA A 1,80 EMPRESA B 1,63 1,60 m2/h EMPRESA FIXA EMPRESA C 1,71 1,68 1,70 1,50 ÍNDICE MÉDIO - 1,79 1,54 1,67 1,65 1,65 1,57 1,48 1,40 1,43 1,33 1,33 1,30 1,20 Fonte: Ricardo R. V. Flor (2009) Esse gráfico foi gerado com dados obtidos sob anotações do que os operários produziram num tempo fixado em uma hora para cada observação, tendo predefinido que diferentemente no estudo do tempo padrão onde os operários estavam cientes da avaliação, nessa avaliação os mesmos não sabiam que estavam sendo avaliados, para garantir maior eficiência do estudo. Além disso, o gráfico mostra o índice de produtividade (m2/h) de cada pedreiro, esse estudo revelou que entre as empresas esses índices mostraram equivalência em relação ao tempo padrão médio de cada uma, esse gráfico revelou também que a empresa A, obteve índices de produtividade próxima ao da mão de obra fixa, e diferente índice em relação às outras terceirizadas. Os principais motivos para essa discrepância se baseiam em parâmetros de gerenciamento, dentre eles são: Falta de planejamento: onde não havia preocupação por parte das empresas B e C em cumprir ao menos a programação semanal feita pela empresa Mãe, como mostra no gráfico PPC (percentual de programação concluída) subseqüente, além disso, não havia um estabelecimento de metas mínimas de produção necessárias a cobrir o custo da mão de obra empregada. 60 Falta de liderança: Um problema visto principalmente na empresa B, onde havia uma troca constante do encarregado responsável pelos operários, proporcionando a falta de uma referência para os operários, que necessitavam de uma atuação constante de uma líder, que designasse e estabelece meios para alcançar as metas de produção pretendidas. Para a empresa C, houve poucas trocas de encarregados, mas havia pouca atuação do proprietário da empresa, que deixava muito toda a responsabilidade de controle da produção com o encarregado. Falta de controle: devido a falta de planejamento e da falta de liderança, nas empresas B e C, não havia um controle eficiente para que os dados coletados no campo pudessem proporcionar a identificação dos problemas que afetassem a produtividade, esse controle não foi feito por nenhuma dessas duas empresas. Condições de salubridade: apesar das empresas estarem no mesmo ambiente de trabalho, havia uma maior preocupação com as condições de trabalho dos seus funcionários por parte da empresa terceirizada A e da empresa Mãe, não sendo vista essa atitude nas outras empresas terceirizadas. Um fato que revela isso, é que a empresa terceirizada A e a empresa Mãe, havia em seu quadro de funcionários um técnico de segurança. Gráfico 7 - Percentual de Programação Concluída PPC DAS EMPRESAS 92% 100% 90% 85% 80% 71% 70% 60% 48% 50% 40% 30% 20% 10% 0% EMPRESA A EMPRESA B EMPRESA C Fonte: Ricardo R. V. Flor (2009) FIXA 61 7 CONSIDERAÇÕES FINAIS O tipo de estudo desenvolvido neste trabalho é de grande relevância para um melhor conhecimento para a importância da utilização da mão de obra terceirizada na indústria da construção civil. Deve-se observar o quanto pode ser eficiente a utilização desse tipo de serviço quando bem administrado. O estudo procurou entender como esse tipo de mão de obra foi inserido no contexto da engenharia civil, e como esta sendo utilizado no estado da Bahia, tentando analisar qualitativamente e quantitativamente a viabilidade da utilização desse serviço nesse estado, buscando essas informações através dos estudos de tempos, e da produtividade da mão de obra terceirizada. O estudo revelou que a utilização dessa mão de obra era realizada pelas empresas no aspecto da especialização, onde cada empresa ficava responsável por uma determinada atividade, mas para empresa estudada isso não foi observado, pois havia uma política que as empresas terceirizadas eram contratadas para executar quase que todos os serviços, proporcionando uma maior exigência de conhecimento de administração da produção, para obter melhores resultados, como exemplo a empresa A. Ao observar a empresa A com a utilização da mão de obra fixa pode observar pouca variação, em termos dos índices de produtividade, revelando que a empresa terceirizada atuantes em várias atividades ao mesmo tempo, quando bem geridas, pode obter bons resultados. A empresa B apesar de obter um tempo padrão médio equivalente ao da empresa A e da mão de obra própria obteve seu índices de produtividade inferiores ao dessas empresas, pois foi identificado que seu tempo de ociosidade era maior, mostrando que poderia equiparar esse índices. Dois artifícios são bastante significativos para fundamentar esses resultados, pois revela atributos de redução da produtividade pelas empresas, sendo o percentual de programação concluída (PPC) e a listagem de alterações e modificações que as empresas tiveram ao longo do estudo. Dentre as empresas que foram feitos os estudos a única que ainda permanece prestando serviços de terceirização para a empresa contratante foi empresa A, tendo as outras 62 duas a não adequação necessária para obtenção resultados que as manteriam prestando esses serviços para a empresa mãe. 63 REFERÊNCIAS ANTUNES, Ricardo. Os sentidos do trabalho – Ensaio sobre a afirmação e a negação do trabalho. Ed. Boitempo, São Paulo, 1999. BATISTA, Erika. Fordismo, taylorismo e toyotismo: apontamentos sobre suas rupturas e continuidades. Disponível em: <http://www2.uel.br/grupopesquisa/gepal/terceirogepal/erika_batista.pdf>. Acesso em: 10 out. 2009 BRAVERMAN, H. Trabalho e capital monopolista: a degradação do trabalho no século XX. Trad. Nathanael C. Caixeiro. Rio de Janeiro: Zahar Editores, 1977. CASTRO, Antonio Barros de. O plano real e o reposicionamento das empresas. In: VELLOSO. O real e o futuro da economia. São Paulo. J. Olympio Editora, 1995, 356 p. HEINECK, Luiz Fernando; SANTOS, Débora de Gois; SAFFARO, Fernanda Aranha; BRESSIANI, Lucia. Avaliação da produtividade na Construção Civil a partir de dados censitários. III Simpósio Brasileiro de Gestão e Economia da Construção (III SIBRAGEC). UFSCar. São Paulo-SP. 16 a 19 set. 2003. Disponível em: <http://www.deciv.ufscar.br/sibragec/trabalhos/artigos/045.pdf>. Acesso em: 05 nov. 2009 LAZAGNA, Angela. (2002). Lenin, as forças produtivas e o Taylorismo. Dissertação (Mestrado) - Departamento de Sociologia do Instituto de Filosofia e Ciência Humana da Universidade Estadual de Campinas. Disponível em: <http://www.unicamp.br/cemarx/Dissertalazagna.pdf>. Acesso em: 13 nov. 2009 MACEDO, Mariano de Matos. Padrões de desenvolvimento e produtividade da indústria do Brasil: novos desafios. Disponível em: <http://www.desenvolvimento.gov.br/arquivo/secex/sti/indbrasopodesafios/coletanea/ofutindopordesafios/Macedo.PDF>. Acesso em: 13 nov. 2009 MACHLINE, C. et al. Manual da administração da produção. 7ª ed. Rio de Janeiro: Fundação Getulio Vargas, 1984. MELHADO, SILVIO; ADESSE, Eliane; BUNEMER, Ricardo; LEVY, Maria Cecília; LUONGO, Marcio; Manso, Marco Antônio (2008). A gestão de projetos de edificações e o escopo de serviços para coordenação de projetos. Disponível em: <http://www.revistatechne.com.br/engenharia-civil/135/artigo93370-1.asp>. Acesso em: 11 ago. 2009. 64 MÉSZÁROS, István. Beyond capital – Towards a theory of transition. Merlin Press, Londres, 1995. PRIETO, Ramon. Historia de La industria: Buenos Aires: Atlantida, 1947 PROGRAMA BRASILEIRO DA QUALIDADE E PRODUTIVIDADE NA CONSTRUÇÃO CIVIL NO ESTADO DE MINAS GERAIS. Belo Horizonte - Outubro de 2000. Disponível em: <http://www.transportes.mg.gov.br/downloads/psq_sinduscon.pdf>. Acesso em: 22 nov. 2009 SANTOS, Ângela Mariani R. dos, BARBOSA, Juliana de Araújo, MAGGI, Patrícia L. O. Medida de produtividade da mão-de-obra no serviço de alvenaria com blocos cerâmicos para aplicação em planejamento pelo método das linhas de balanço. 2006. SEVERIANO FILHO, Cosmo. O enfoque vetorial da produtividade em um sistema de avaliação para a manufatura avançada na indústria de alimentos. Santa Catarina: UFSC, 1995, 287p. (Tese de Doutorado). SILVA, Roberta Soares da. Conheça as regras de trabalho temporários. 2007. SLACK, Nigel; CHAMBRES, Stuart; HARLAND, Christine; HARRISON, Alan; JONHNSTON, Robert. Administração da Produção. São Paulo: Editora Atlas, 1997. SOZEN, Z.; KUÇUK, M. Secondary subcontracting in the Turkish construction industry. Construction Management and Economics, 1999. SWAN, Ken. Técnicas de Aumento da Produtividade. 1977. STEVENSON, WILLIAN J. Administração das operações de produção. 6ª ed. Rio de Janeiro: Editora LTC, 2001. 701p. TAYLOR, F. W. Princípios de administração científica. São Paulo: Atlas, 1990. TELLES, Pedro Carlos da Silva. História da engenharia no Brasil. Rio de Janeiro: Livros técnicos e científicos, 1984. TÉSIO, Patrícia Rina. A evolução da engenharia civil no Brasil, nos últimos 100 anos, na construção e restauração de edificações históricas: o caso da estação da luz. 2007. 43f. Trabalho de Conclusão de Curso (Graduação) - Universidade Anhembi Morumbi. São Paulo, 65 2007. Disponível em: <http://cursos.anhembi.br/TCC-2007/Trabalhos/tcc-33.pdf>. Acesso em: 25 ago. 2009 ZANETTI, Augusto. Roberto Mange e o Taylorismo. Simpósio temático História, Política e Cidadania: representações. Disponível em: <http://www.ifch.unicamp.br/mundosdotrabalho/tex/augustozanetti.pdf>. Acesso em: 25 ago. 2009.
Baixar