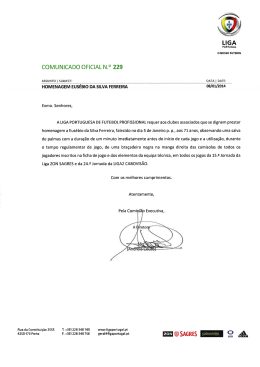
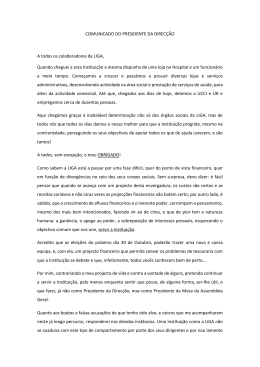
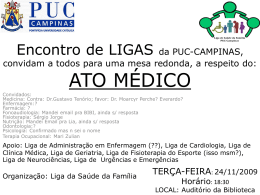
PROGRAMA DE PÓS-GRADUAÇÃO EM ENGENHARIA MECÂNICA Sandro da Silva Marques EFEITOS DOS TRATAMENTOS TÉRMICOS DE SOLUBILIZAÇÃO E ENVELHECIMENTO NA DUREZA DA LIGA DE MAGNÉSIO AM60 MODIFICADA COM ADIÇÃO DE 5% DE TERRAS RARAS Orientador: Prof. Dr. Antônio Luiz Ribeiro Sabariz São João del-Rei, 26 de março de 2015. EFEITOS DOS TRATAMENTOS TÉRMICOS DE SOLUBILIZAÇÃO E ENVELHECIMENTO NA DUREZA DA LIGA DE MAGNÉSIO AM60 MODIFICADA COM ADIÇÃO DE 5% DE TERRAS RARAS Dissertação apresentada ao Curso de Mestrado da Universidade Federal de São João del-Rei, como requisito para a obtenção do título de Mestre em Engenharia Mecânica Área de Concentração: Caracterização e Propriedade Mecânica dos Materiais Orientador: Prof. Dr. Antônio Luiz Ribeiro Sabariz São João del-Rei, 26 de março de 2015. AGRADECIMENTOS Agradeço à Deus, pela minha existência e por ter me dado forças e saúde para vencer mais esta etapa da vida. Agradeço à minha família que sempre acreditou na minha capacidade e luta para buscar meus objetivos. À minha esposa, um agradecimento especial, pelo apoio, conselhos, paciência e carinho em todos os momentos. Agradeço aos meus colegas de mestrado, principalmente, Marcus e Rogério, pessoas com quem sempre pude trocar informações e colaboração, proporcionando grande crescimento em parceria. Agradeço também, aos meus colegas de trabalho, pela compreensão e pela superação em suas tarefas nos momentos em que não pude estar presente. Agradeço ao Professor Doutor Antônio Luiz Ribeiro Sabariz pela orientação, apoio, confiança e por acreditar na minha capacidade de realização desse trabalho. Agradeço a todos os professores do programa de pós-graduação em engenharia mecânica da UFSJ, pelo conhecimento dividido e incentivo. Agradeço aos técnicos de laboratório e funcionários da UFSJ em especial aos Srs. Francisco e Emílio que se mostraram sempre muito prestativos, disponíveis e proativos. Agradeço à Mônica, secretária da PPMEC, pelo seu apoio de sempre. Aos alunos do Programa de Educação Tutorial (PET) de engenharia mecânica pela colaboração. Às empresas RIMA e COLIBRÁS, agradeço pela cessão de matéria-prima, que contribuíram muito para realização deste trabalho. Agradeço ao Laboratório de Metalurgia Física da Escola de Engenharia de São Carlos na Universidade de São Paulo (USP-EESC), na pessoa do Professor Dr. Haroldo Carvalho Pinto, por possibilitar a produção da liga. Por fim, agradeço a todas as pessoas que direta ou indiretamente colaboraram para o planejamento, execução e conclusão deste trabalho. “A mente que se abre a uma nova ideia, jamais voltará ao seu tamanho original”. Albert Einstein RESUMO Este trabalho apresenta um estudo dos efeitos dos tratamentos térmicos de solubilização e envelhecimento na dureza da liga AM60 com adição de 5% de Terras Raras produzidas por fundição sob agitação mecânica no estado semi-sólido. As ligas de magnésio possuem uma das menores densidades dentre todos os metais de engenharia, podendo ser comparadas até mesmo com alguns plásticos estruturais. A fabricação de veículos mais leves contribui para a redução na emissão de CO2 no meio ambiente, e também para a economia de combustível. Essas ligas também são capazes de melhorar a resistência ao impacto, o que reduz as vibrações mecânicas de máquinas e equipamentos. Conforme literatura, os tratamentos térmicos T4 e T6, podem, em ligas similares, causar alterações nas propriedades mecânicas, como a dureza, alongamento e resistência à corrosão, dentre outras. As amostras que alcançaram os maiores valores de dureza foram aquelas submetidas ao tratamento térmico de envelhecimento a 200°C por 6 horas. Observou-se, por meio do mapeamento por espectroscopia de energia dispersiva (EDS) que com os tratamentos térmicos, ocorreram alterações na microestrutura das amostras, como o surgimento novas fases e precipitados. Para todos esses tratamentos foi realizada uma análise estatística denominada análise da variância de um efeito único e comprovou-se que os tratamentos térmicos influenciaram a dureza das amostras. Palavras-Chave: ligas de magnésio, tixofundição, envelhecimento, tratamento térmico, dureza. ABSTRACT This paper presents a study of the effects of aging treatment on the hardness and solution of AM60 alloy with addition of 5% Rare Earth produced by casting under mechanical stirring in a semisolid state. Magnesium alloys have one of the lowest densities of all the metals of engineering and can be compared even with some structural plastics. The manufacture of lighter vehicles, contributes to the reduction in CO2 emissions in the environment, and also to fuel economy. These alloys are also capable of improving impact resistance, which reduces the mechanical vibrations in machines and equipment. According to the literature, heat treatments T4 and T6 can, in others similar alloys, cause changes in the mechanical properties, such as, the hardness, elongation, corrosion resistance, among others. The specimens reached the highest hardness values were those subjected to aging heat treatment at 200°C for 6 hours. It was observed by mapping by energy dispersive spectroscopy (EDS) which heat treatment, alterations in the microstructure of the samples as the new appearance phases and precipitates. For all of these treatments was carried out a statistical analysis called analysis of variance One Way and it was found that heat treatments affect the hardness the samples. Keywords: magnesium alloys, thixoforming, aging, heat treatment, hardness LISTA DE FIGURAS Figura 1 – Peças típicas de produtos de comunicação fabricadas no processo de fundição sob pressão em câmara quente – (LUO, 2013)......................................................................................................15 Figura 2 – Viga de painel de instrumentos fabricado no processo de fundição sob pressão em câmara quente – (LUO, 2013). ......................................................................................................................15 Figura 3 – Roda de liga de magnésio do Chevrolet Corvette – (LUO, 2013). .....................................16 Figura 4 - Célula unitária de uma estrutura hexagonal compacta (CALLISTER, 2014). .....................22 Figura 5 - Presença das fases α-Mg e β-Mg17Al12 na liga AM60 (FRIEDRICH; MORDIKE, 2006). ..24 Figura 6 - Presença das fases α-Mg e β-Mg17Al12 na liga AZ91 (FRIEDRICH; MORDIKE, 2006)..25 Figura 7 - Componente Al-Mn em diferentes formatos (FRIEDRICH; MORDIKE, 2006). ................25 Figura 8 - Componente intermetálico Al4RE-Mn (FRIEDRICH; MORDIKE, 2006) .........................25 Figura 9 - Microscopia Ótica da Liga AE42 fundida (RZYCHÓN; KIELBUS, 2006). .......................28 Figura 10 - Microscopia Ótica da Liga AE44 fundida (RZYCHÓN; KIELBUS, 2006). .....................28 Figura 11 - Tamanho médio de grão x adição de mischmetal para ligas Al-Mg (SHUANGSHOU et al., 2007) ................................................................................................................................................29 Figura 12 - Efeito do conteúdo de Cério na Média de Espaçamento dendrítico das ligas HPDC (ZHANG et al., 2011). ......................................................................................................................30 Figura 13 - Estrutura do trabalho original de Spencer (FLEMINGS, 1991) ........................................32 Figura 14 - Diagrama de fases hipotético de uma liga endurecível por precipitação (CALLISTER, 2014). ...............................................................................................................................................33 Figura 15 - Esquema de Temperatura x Tempo para tratamentos térmicos de Solubilização e Precipitação (CALLISTER, 2014).....................................................................................................35 Figura 16 - Microscopia Ótica de uma liga AM50 Fundida – (MA; ZHANG; YANG, 2009) .............36 Figura 17 - Microscopia Ótica de uma liga AM50 com Tratamento de Solução Sólida a 380°C, por 24h – (MA; ZHANG; YANG, 2009). ................................................................................................36 Figura 18 - Microscopia Ótica de uma liga AM50 com Tratamento de Solução Sólida a 410°C, por 24h – (MA; ZHANG; YANG, 2009) .................................................................................................37 Figura 19 - Microscopia Ótica de uma liga AM50 com Tratamento de Solução Sólida a 430°C, por 24h – (MA; ZHANG; YANG, 2009). ................................................................................................37 Figura 20 - Microscopia Ótica de uma liga AM50 com Tratamento de Solução Sólida a 450°C, por 24h – (MA; ZHANG; YANG, 2009). ................................................................................................38 Figura 21 - Fluxograma do Procedimento Experimental ....................................................................41 Figura 22 - Imagem dos lingotes de AM60 recebidos da RIMA. ........................................................44 Figura 23 - Parte interna do forno onde foi realizada a fusão..............................................................45 Figura 24 - Cadinho utilizado nesse processo de fusão.......................................................................46 Figura 25 - Máquina de poli corte Panambra .....................................................................................48 Figura 26 - Amostra montada e preparada para o Ensaio de microdureza Vickers. .............................49 Figura 27 – Politriz Panambra ...........................................................................................................50 Figura 28 - Máquina de ultra-som de limpeza Pantec. ........................................................................50 Figura 29 - Forno com atmosfera protegida por Gás Argônio. ...........................................................51 Figura 30 - Diagrama de fase da liga binária Mg-Al (FRIEDRICH; MORDIKE, 2006). ....................52 Figura 31 - Ampliação da região onde se encontra a composição da liga. ...........................................52 Figura 32 - Ampliação da região onde se encontra a composição da liga para o tratamento T6. ..........53 Figura 33 - Microdurômetro Mitutoyo modelo MVK G1. ..................................................................54 Figura 34 - Ângulo de face do penetrador (α = 136°) - (CALLISTER, 2014) .....................................55 Figura 35 - Diagonais do penetrador (CALLISTER, 2014). ...............................................................55 Figura 36 - Imagem de microscópio ótico da microestrutura da liga na condição de tixofundida. .......60 Figura 37 – Imagem de MEV de uma amostra na condição tixofundida. ............................................61 Figura 38 – Imagem de MEV de uma amostra na condição de Solubilizada a 400°C por 24 horas......61 Figura 39 – Imagem de MEV de uma amostra na condição de Envelhecida a 200°C por 6 horas. .......62 Figura 40 – Imagem de MEV de uma amostra na condição de Envelhecida a 150°C por 6 horas. .......62 Figura 41 – Mapeamento por espectroscopia de energia dispersiva da liga AM60 +5% de terras raras na condição tixofundida (a) fase lamelar (b) elementos químicos presentes .......................................63 Figura 42 – Mapeamento por espectroscopia de energia dispersiva da liga AM60 +5% de terras raras na condição tixofundida (a) fase matriz (b) elementos químicos presentes. ........................................63 Figura 43 – Mapeamento por espectroscopia de energia dispersiva da liga AM60 + 5% de terras raras na condição solubilizada a 400°C por 24 horas (a) fase lamelar (b) elementos químicos presentes. ....64 Figura 44 – Mapeamento por espectroscopia de energia dispersiva da liga AM60 + 5% de terras raras na condição solubilizada a 400°C por 24 horas (a) fase matriz (b) elementos químicos presentes. ......64 Figura 45 – Mapeamento por espectroscopia de energia dispersiva da liga AM60 + 5% de terras raras na condição envelhecida a 150°C por 6 horas (a) precipitado rico em terras raras (b) elementos químicos presentes. ...........................................................................................................................65 Figura 46 – Mapeamento por espectroscopia de energia dispersiva da liga AM60 + 5% de terras raras na condição envelhecida a 150°C por 6 horas (a) matriz (b) elementos químicos presentes. ...............65 Figura 47 – Mapeamento por espectroscopia de energia dispersiva da liga AM60 + 5% de terras raras na condição envelhecida a 200°C por 6 horas (a) fase matriz (b) elementos químicos presentes. ........66 Figura 48 – Mapeamento por espectroscopia de energia dispersiva da liga AM60 + 5% de terras raras na condição envelhecida a 200°C por 6 horas (a) fase lamelar (b) elementos químicos presentes. ......66 Figura 49 – Mapeamento por espectroscopia de energia dispersiva da liga AM60 + 5% de terras raras na condição envelhecida a 200°C por 6 horas (a) precipitado rico em terras raras (b) elementos químicos presentes. ...........................................................................................................................67 LISTA DE TABELAS Tabela 1 - Densidade de alguns materiais estruturais (KING, 2007). ..................................................18 Tabela 2 - Designação ASTM de Letras para ligas de magnésio (FRIEDRICH; MORDIKE, 2006). ..19 Tabela 3 - Designações de Tratamento para Ligas de Magnésio (FRIEDRICH; MORDIKE, 2006). ...19 Tabela 4 - Algumas designações da subdivisão de T (Adaptado de CALLISTER, 2014). ...................20 Tabela 6 - Estrutura cristalina para alguns metais (CALLISTER, 2014). ............................................22 Tabela 7 - Propriedades mecânicas das ligas fundidas sob pressão (Adaptado de Friedrich e Mordike, 2006). ...............................................................................................................................................26 Tabela 8 - Tensão de Ruptura para Ligas HPDC – (ZHANG et al., 2011) ..........................................30 Tabela 9 - Tensão de Escoamento para Ligas HPDC – (ZHANG et al., 2011). ...................................31 Tabela 10 - Microdureza da liga AM50 sob diferentes estados – (MA; ZHANG; YANG, 2009) ........39 Tabela 11 - Terminologia Básica para Planejamento de Experimentos. ..............................................43 Tabela 12 - Elementos químicos presentes nas terras raras utilizadas. ................................................44 Tabela 13 - Composição da liga AM60 pela norma ASTM B94-07, (2012) e os resultados da Análise por Fluorescência de Raios X da liga AM60 + 5% de terras raras. .....................................................47 Tabela 14 - Sequência de lixas utilizadas na preparação das amostras (Adaptado de ASTM E3- 11, 2011). ...............................................................................................................................................49 Tabela 15 - Tratamento Térmico de Solubilização por 24h ................................................................56 Tabela 16 - Análise estatística realizada nos dados obtidos das medições de dureza das amostras tixofundidas e solubilizadas. .............................................................................................................57 Tabela 17 - Contraste entre os tratamentos térmicos T4 que apresentaram os maiores valores de dureza .........................................................................................................................................................57 Tabela 18 - Tratamento Térmico de Envelhecimento T6. ...................................................................58 Tabela 19 - Análise estatística realizada nos dados obtidos das medições de dureza das amostras submetidas aos tratamentos térmicos T6. ...........................................................................................59 Tabela 20 - Contraste entre os tratamentos térmicos T4 que apresentaram os maiores valores de dureza. ..............................................................................................................................................59 LISTA DE ABREVIATURAS E SÍMBOLOS AM Liga de magnésio contendo alumínio e manganês como principais elementos As Área da superfície da penetração ASTM Sociedade Americana para Ensaios e Materiais AZ80 Liga de magnésio contendo alumínio e zinco como principais elementos D Medida das diagonais da penetração EDS Espectrometria de energia dispersiva de raios –X EDX Espectrometria de energia dispersiva de raios –X ESS Conformação de ligas em estado semi-sólido F0 Valor calculado para a Distribuição de Fischer FRX Espectroscopia de Fluorescência de Raios X Ftab Valor tabelado para a Distribuição de Fischer, GL Graus de Liberdade H0 Hipótese nula HPDC High Pressure Die Casting (fundição sob pressão) HV Microdureza Vickes LaMeF Laboratório de Metalurgia Física do Departamento de Engenharia de Materiais MEV Microscópio Eletrônico de Varredura MIT Instituto Tecnológico de Massachussets MM Mischmental composto de terras raras MO MicroscópioÓtico P Força PVC policloreto de vinila RE Terras raras µm2 µm gf SSE Soma dos quadrados devido ao erro SST Soma corrigida dos quadrados de variáveis aleatórias normalmente distribuídas SSTRAT Soma dos quadrados devido aos tratamentos T Temperatura T4 Tratamento térmico de solubilização T6 Tratamento térmico de envelhecimento artificial UFSCAR Universidade Federal de São Carlos USP Universidade de São Paulo EESC Escola de Engenharia de São Carlos na Universidade de São Paulo ZK60 Liga de magnésio contendo zinco e zircônio como principais elementos Α Designação da matriz daliga – Mg Α Ângulo de face do penetrador, 136°. Β Designação da segunda fase da liga - Mg17Al12 ϒ Designação da terceira fase da liga – AlMn °C SUMÁRIO 1 INTRODUÇÃO ..........................................................................................................................................14 1.1 OBJETIVOS GERAIS .................................................................................................................................16 1.2 OBJETIVOS ESPECÍFICOS .........................................................................................................................16 2 REVISÃO DA LITERATURA...................................................................................................................17 2.1 O ELEMENTO MAGNÉSIO ........................................................................................................................17 2.2 AS LIGAS DE MAGNÉSIO .........................................................................................................................17 2.2.1 Características Gerais das Ligas de Magnésio ................................................................................17 2.2.2 Classificação das Ligas de Magnésio ..............................................................................................18 2.2.3 Microestrutura do Magnésio e suas Ligas .......................................................................................21 2.2.4 As Ligas da série AM ......................................................................................................................23 2.2.5 As Terras Raras..............................................................................................................................27 2.3 TIXOFUNDIÇÃO .................................................................................................................................31 2.4 TRATAMENTOS TÉRMICOS..............................................................................................................32 2.4.1 Tratamentos Térmicos em Ligas de Magnésio .................................................................................33 2.4.1.1 Endurecimento por Precipitação ............................................................................................................... 33 2.4.1.1.1 Tratamento Térmico de Precipitação por Solubilização ...................................................................... 34 2.4.1.1.2 Tratamento Térmico de Precipitação por Envelhecimento .................................................................. 34 2.4.2 Efeitos de alguns Tratamentos Térmicos em ligas de Magnésio .......................................................35 2.4 ENSAIOS MECÂNICOS.......................................................................................................................39 2.4.1 Ensaio Mecânico de Microdureza ...................................................................................................40 3 MATERIAIS E MÉTODOS .......................................................................................................................41 3.1 PLANEJAMENTO DE E XPERIMENTOS ........................................................................................................41 3.2 MATÉRIA-PRIMA ....................................................................................................................................43 3.3 PRODUÇÃO DA LIGA AM60+5% DE TERRAS RARAS .................................................................................45 3.3.1 Equipamentos utilizados .................................................................................................................45 3.3.2 Procedimentos na tixofundição .......................................................................................................46 3.3.3 Composição química da liga ...........................................................................................................47 3.4 PREPARAÇÃO DAS AMOSTRAS .................................................................................................................48 3.5 TRATAMENTOS TÉRMICOS T4 E T6 ..........................................................................................................51 3.5.1 Tratamento de Solubilização ...........................................................................................................51 3.5.2 Tratamento de Envelhecimento artificial .........................................................................................53 3.6 ENSAIO DE MICRODUREZA VICKERS ........................................................................................................53 4 RESULTADOS E DISCUSSÕES ...............................................................................................................56 4.1 RESULTADOS E DISCUSSÕES SOBRE OS TRATAMENTOS TÉRMICOS T4 ........................................................56 4.2 RESULTADOS E DISCUSSÕES SOBRE OS TRATAMENTOS TÉRMICOS T6 ........................................................58 4.3 DISCUSSÕES SOBRE AS MICROESTRUTURAS..............................................................................................59 5 CONCLUSÕES ..........................................................................................................................................68 6 SUGESTÕES PARA TRABALHOS FUTUROS .......................................................................................69 REFERÊNCIAS BIBLIOGRÁFICAS ..........................................................................................................70 14 1 INTRODUÇÃO A busca pela redução de emissões e uma maior economia de combustível nos veículos de passageiros contribuem fortemente para a expansão do uso do magnésio. A preservação do meio ambiente é uma das principais razões para que se foque a atenção no magnésio, proporcionando a redução do peso dos veículos, redução da emissão de CO2 e um aumento na economia de combustível. A redução de peso através de aplicações de magnésio na indústria automotiva é uma opção eficaz para diminuir o consumo de combustível e emissões de CO 2. As melhorias nas ligas de magnésio e nas técnicas de processamento para a indústria automotiva tornarão possível a fabricação de carros mais ecológicos, mais seguros, mais leves e mais baratos (KULEKCI, 2008). O magnésio foi muito usado na indústria nuclear, militar e aeronáutica, durante a primeira e a segunda guerra mundial. Depois, este interesse se tornou menor. Hoje, com a necessidade de redução de peso das peças componentes de automóveis para atender a legislação que limita as emissões de poluentes, o interesse pelo magnésio se renovou. (MORDIKE; KAINER, 2000). Segundo Blawert (2004), esta redução de peso, vem crescendo desde que a indústria automobilística assumiu o compromisso de alcançar uma redução média de 25% no consumo de combustível de todos os carros novos (comparando-se os níveis de 1990 aos do ano de 2005). Portanto, surge uma grande competição entre vários materiais, como metais leves, polímeros e aços. Nesse ambiente, o magnésio se apresenta como forte candidato a material estrutural leve. Fortalecendo esta proposição, Kulekci (2007), diz que o magnésio é a liga mais leve dentre todos os metais de engenharia, com uma densidade de 1,74g/cm3. Isso é equivalente a ser 35% mais leve do que o alumínio, com densidade de 2,7g/cm3 e quatro vezes mais leve que o aço que tem densidade de 7,86 g/cm3. Outra característica importante do magnésio é a boa resistência ao impacto, que reduz as vibrações mecânicas dos componentes em máquinas e instrumentos e, portanto melhora a sua estabilidade dinâmica e sua vida útil além de reduzir a radiação do ruído no ambiente. A madeira e os polímeros apresentam um alto nível de amortecimento e os materiais metálicos exibem nível de amortecimento muito baixo. Sendo assim, o magnésio e suas ligas se apresentam com alto potencial para as aplicações onde se exige as propriedades típicas e 15 únicas dos metais juntamente com alto nível de amortecimento (MORDIKE; KAINER, 2000). As ligas da série AM são as mais largamente usadas dentre as ligas comerciais de magnésio, devido à sua adequada resistência, boa fusibilidade e melhor resistência à corrosão. Trabalhos a respeito da microestrutura, fases da liga e efeitos dos tratamentos térmicos são raros de se encontrar, pois os estudos estão mais focados na tecnologia de fundição, conformação e a sua aplicação na indústria (Ma; ZHANG; YANG, 2009). A utilização das ligas de magnésio na indústria engloba pequenas peças automotivas como volantes, colunas de direção e invólucro de airbag, produtos 3C (como por exemplo, capas para celular, notebook e projetores de LCD) e ferramentas elétricas (LUO, 2013). As Figuras 1, 2 e 3 ilustram algumas dessas peças típicas fabricadas com ligas de magnésio. Figura 1 – Peças típicas de produtos de comunicação fabricadas no processo de fundição sob pressão em câmara quente – (LUO, 2013). Figura 2 – Viga de painel de instrumentos fabricado no processo de fundição sob pressão em câmara quente – (LUO, 2013). 16 Figura 3 – Roda de liga de magnésio do Chevrolet Corvette – (LUO, 2013). 1.1 Objetivos Gerais Proporcionar melhorias nas propriedades mecânicas, elevando o magnésio a um patamar ainda mais alto dentre estes materiais estruturais tornando-o mais competitivo e atraindo interesse para aplicações mais amplas na indústria automotiva, aeronáutica e até mesmo em outros setores industriais. 1.2 Objetivos Específicos O objetivo específico deste trabalho é de melhorar as propriedades mecânicas da liga, por meio de tratamentos térmicos de solubilização e envelhecimento. Observar as alterações na morfologia da microestrutura com microscópios ótico e eletrônico de varredura e estudar o comportamento mecânico por meio da realização do ensaio de dureza na liga tixofundida em seu estado bruto de tixofundição e também sob os efeitos dos tratamentos térmicos. 17 2 REVISÃO DA LITERATURA 2.1 O Elemento Magnésio Segundo o site (“Tabela Periódica Online”, [s.d.]), o magnésio é um elemento químico de símbolo Mg, pertencente ao grupo IIA da tabela periódica. Foi descoberto em 1808, por Humphry Davy em forma de óxido e também como amálgama. A partir de 1852, Robert Bunsen pôde obter o metal a partir de cloreto de magnésio. Pode ser extraído da água do mar e também em minerais rochosos, como por exemplo, magnesita, serpentina, olivina e dolomita. No Brasil, há ocorrências no estado do Ceará e na Bahia em jazidas de Magnesita (MgCO3). No Paraná e em São Paulo podem ser encontradas grandes reservas de dolomita. Junto com o potássio, também pode ser encontrado abundantemente na bacia salífera de Sergipe. Este elemento está presente com grande disponibilidade na natureza e conforme Peixoto (2000), o magnésio é o oitavo elemento mais abundante na crosta terrestre, ocupando certa de 2,5% dela. 2.2 As Ligas de Magnésio 2.2.1 Características Gerais das Ligas de Magnésio O magnésio tem baixa densidade, sendo cerca de 2/3 da densidade do alumínio (PEIXOTO, 2000). Apresenta densidade de 1800 kg/m3, exibindo pequenas variações de conforme os elementos presentes na liga. As ligas de magnésio demonstram ser excelente e atrativa opção na redução de peso, quando comparado ao aço, que tem densidade em torno de 7800 kg/m3. Podem ser comparadas também a outros materiais estruturais como titânio, que exibe densidade próxima de 2700 kg/m3 e também ao alumínio, com densidade de 4300 kg/m3(SILLEKENS; LETZIG, 2006). A Tabela 1 relaciona a densidade de alguns materiais estruturais, inclusive o magnésio. Na forma de ligas com alumínio e cobre, o magnésio tem grande uso na indústria, principalmente a aeroespacial, especialmente com cobre e alumínio. Essas ligas são usadas também na fabricação de pernas artificiais, aspiradores de pó, bombas incendiárias, 18 sinalizadores luminosos, etc. Para a produção de uma tonelada de magnésio metálico são necessárias cerca de 800 toneladas de água do mar (PEIXOTO, 2000). Tabela 1 - Densidade de alguns materiais estruturais (KING, 2007). Material Densidade (g/cm3) Ligas de Magnésio 1,8 Ligas de Alumínio 2,8 Ligas de Zinco 6,6 Aço 7,2 Titânio 4,5 Plásticos Estruturais 1,0-1,7 2.2.2 Classificação das Ligas de Magnésio A identificação das ligas de magnésio é feita pelas duas letras iniciais que são entendidas como os dois principais elementos presentes na liga. Essas letras são seguidas por números que representam as respectivas composições de porcentagem em peso. Este é um sistema de classificação introduzido pela ASTM (American Society for Testing and Materials) que é usado quase universalmente. A Tabela 1 ilustra os elementos e suas respectivas letras usadas na designação das ligas de magnésio (KING, 2007). A composição química geral pode ser expandida acrescentando-se outras informações ou variantes com a adição de uma letra após o último número da composição. Como por exemplo, AZ91A. Outras informações como detalhes de fabricação podem vir após a inserção de um hífen, como por exemplo, ZK61A-T5, AM 100A-T61. Na Tabela 2 e 3 são ilustradas as designações para tratamentos térmicos das ligas de magnésio (MORDIKE; KAINER, 2000). 19 Tabela 2 - Designação ASTM de Letras para ligas de magnésio (FRIEDRICH; MORDIKE, 2006). Elemento Designação Alumínio A Cobre C Terras Raras E Tório H Estrôncio J Zircônio K Lítio L Manganês M Prata Q Silício S Gadolínio V Ítrio W Zinco Z Tabela 3 - Designações de Tratamento para Ligas de Magnésio (FRIEDRICH; MORDIKE, 2006). Designações de Tratamento para Ligas de Magnésio F O H T W Como Fabricado Recozido recristalizado (apenas produtos forjados) Encruado Termicamente tratado para produzir têmperas estáveis além de F, O ou H. Solução tratada termicamente (têmpera instável) 20 Tabela 4 - Algumas designações da subdivisão de T (Adaptado de CALLISTER, 2014). Subdivisões de T T2 Recozimento (Apenas para ligas fundidas) T4 Solubilização e precipitação à temperatura ambiente (envelhecimento natural) T5 Precipitação artificial sem prévia solubilização T6 Solubilização e precipitação artificial T7 Solubilização e estabilização (tratamento de super envelhecimento) Conforme Friedrich e Mordike (2006), alguns elementos químicos podem promover alterações nas microestruturas das ligas de magnésio, como: Alumínio: O alumínio é um dos elementos mais importantes nas ligas de magnésio. É um dos poucos metais que se dissolvem facilmente no magnésio. Acima do limite de solubilidade, uma fase intermetálica Mg17 Al12, precipita. O limite de solubilidade do alumínio na temperatura eutética é de 12%, em massa, e cai para cerca de 1% à temperatura ambiente. Essa fase, intermetálica Mg17Al12, tem um papel muito importante nas propriedades mecânicas da liga. Cálcio: Tem se tornado mais comum a adição do cálcio nas ligas de magnésio no desenvolvimento de ligas mais baratas resistentes à fluência ao substituir o precipitado Mg17Al12 por Al12Ca. O cálcio pode também agir como um desoxidante na fusão ou em um subsequente tratamento térmico. Isto melhora as condições para a laminação de chapas, mas se a quantidade de cálcio for menor que 0,3% em massa, pode reduzir a capacidade de soldagem do material. Lítio: Este elemento é solúvel em até 17% em peso (5,5% em massa) que é retido em grande parte à temperatura ambiente. A segunda fase é de estrutura cúbica de corpo centrado (11% em massa) o que permite se produzir peças forjadas com fases α + β ou fase β. A adição de Lítio diminui a resistência, mas aumenta a ductilidade. As constantes elásticas também são um pouco melhoradas. Manganês: Não é empregado sozinho, mas sim, junto com outros elementos de liga, formando os componentes AlMn, Al4Mn ou Al6 Mn. O manganês reduz a solubilidade do ferro e também produz compostos relativamente inofensivos, aumenta a tensão de escoamento e melhora a resistência à corrosão em água salgada nas ligas MgAl e MgAlZn. Ligas binárias (M1A) são usadas em peças forjadas ou barras extrudadas. A quantidade máxima de manganês é 1,5-2% em massa. 21 Terras Raras: São adicionadas nas ligas de magnésio para melhorar a resistência em altas temperaturas e a resistência à fluência. São usualmente adicionadas como Mischmetal que têm uma porcentagem em massa de Cério ou outras Terras Raras. Silício: Aumenta a fluidez na fundição das ligas. Quando em presença de ferro, irá reduzir a resistência à corrosão da liga. É empregado em poucas ligas como AS21 e AS41. Prata: A Prata aumenta a resposta ao endurecimento por envelhecimento e as propriedades de alta temperatura do Tório ou Terras Raras contidas na liga como, por exemplo, QE22 e QH21. Tório: A adição de Tório confere resistência à fluência – até 350°C. Ele melhora a fusibilidade e torna as ligas soldáveis. Sua utilização está sendo eliminada devido à sua radioatividade. Ítrio: O Ítrio, melhora a resistência a altas temperaturas e a resistência à fluência até 300°C, quando é usado em conjunto com Terras Raras. Zinco: O Zinco é um dos mais comuns elementos de liga. É utilizado em conjunto com alumínio, por exemplo, nas ligas AZ91 ou com zircônio, terras raras ou tório. Zircônio: O zircônio age no refinamento de grão. Ele pode ser usado nas ligas que contêm zinco, terras raras, tório, ítrio ou na combinação das mesmas. Não é usado nas ligas que contêm alumínio ou manganês, pois forma compostos estáveis com o zircônio. Ele também pode formar compostos estáveis com o ferro, silício, carbono, nitrogênio, oxigênio e hidrogênio na fusão. Apenas o zircônio dissolvido é efetivamente um refinador de grão. 2.2.3 Microestrutura do Magnésio e suas Ligas Todos os metais possuem a característica de formarem estruturas cristalinas sob condições normais de solidificação. Essas estruturas cristalinas, chamadas células unitárias, são onde os átomos estão em um arranjo tridimensional repetitivo ao longo de grandes distâncias atômicas em que os átomos estão ligados aos vizinhos mais próximos. Algumas propriedades do metal dependem da estrutura cristalina em conjunto com as características impostas durante o processo de fabricação (CALLISTER, 2014). A maioria dos metais encontra-se em três estruturas cristalinas relativamente simples que são: cúbica de face centrada (CFC), cúbica de corpo centrado (CCC) e hexagonal 22 compacta (HC). A Tabela 6 apresenta alguns exemplos de metais e suas respectivas estruturas cristalinas (CALLISTER, 2014). O magnésio possui estrutura cristalina hexagonal compacta (HC). Esta estrutura se organiza com as faces superior e inferior compostas por seis átomos formando hexágonos regulares com um único átomo no centro. Entre estes dois planos, encontra-se um plano intermediário que contribui com três átomos e tem como vizinhos mais próximos os átomos nos dois planos adjacentes (CALLISTER, 2014). A Figura 4 traz uma ilustração da estrutura hexagonal compacta. Figura 4 - Célula unitária de uma estrutura hexagonal compacta (CALLISTER, 2014). Tabela 5 - Estrutura cristalina para alguns metais (CALLISTER, 2014). ESTRUTURA METAL CCC Cromo, Ferro-α, Molibidênio e Tântalo CFC Alumínio, chumbo, cobre, níquel, ouro, platina e prata. HC Cádmio, cobalto, titânio-α, zinco e magnésio. 23 2.2.4 As Ligas da série AM O alumínio é um dos mais importantes elementos de liga e é um dos poucos metais que se dissolvem facilmente no magnésio. O limite de solubilidade do alumínio à temperatura eutética é de 11,5% em peso (12% em massa) e diminui para cerca de 1% em peso à temperatura ambiente. Acima do limite de solubilidade ocorre a precipitação do Mg17Al12, que é um intermetálico frágil. Consequentemente, o precipitado Mg17 Al12, desempenha um papel dominante na determinação das propriedades da liga (FRIEDRICH; MORDIKE, 2006). No estado líquido, o magnésio e o alumínio são completamente solúveis entre si. A reação eutética ocorre a 437°C formando uma mistura de α-Mg e β-Mg17Al12. O formato da fase β depende da presença ou não de zinco. Quando o zinco está presente, é formado um composto completamente divorciado e, se o zinco não está presente, um composto maciço com ilhas de uma solução sólida de magnésio se forma. A precipitação ocorrida a partir da fase β sólida pode ser contínua ou descontínua. Quando acontece a presença do zinco em ligas que contém alumínio, este zinco é disolvido principalmente na fase β. Quando ocorre a presença suficiente de ferro, o composto Mn-Al-Fe será formado. A presença do manganês, juntamente com o alumínio faz surgir o componente Al-Mn. As fases ricas em manganês podem aparecer em forma de agulhas ou formas irregulares. As Figuras 5, 6, 7 e 8 mostram o formato dessas microestruturas presentes nas ligas de magnésio. Vide também figura 27. 24 Figura 5 - Presença das fases α-Mg e β-Mg17Al12 na liga AM60 (FRIEDRICH; MORDIKE, 2006). 25 Figura 6 - Presença das fases α-Mg e β-Mg17Al12 na liga AZ91 (FRIEDRICH; MORDIKE, 2006). Figura 7 - Componente Al-Mn em diferentes formatos (FRIEDRICH; MORDIKE, 2006). Figura 8 - Componente intermetálico Al4RE-Mn (FRIEDRICH; MORDIKE, 2006) Wang, Eliezer e Gutman (2003), investigaram a liga AM50 fundida sob pressão e a microestrutura encontrada consistia principalmente nas fases α-Mg, β-Mg17Al12 e Al8 Mn5. Os precipitados β-Mg17Al12 foram encontrados em estrutura lamelar típica e distribuída na matriz de forma bastante homogênea. O comprimento do precipitado lamelar β-Mg17 Al12 varia de centenas de nanômetros a vários micrômetros e a largura com dezenas de nanômetros. Já os precipitados Al8 Mn5 foram encontrados em uma morfologia poligonal típica que alcançam centenas de nanômetros. Além disso, a distribuição do precipitado Al8Mn5 foi diferente do Mg17Al12. Em alguns casos, apenas um ou dois precipitados surgiram na área de observação, enquanto que em outros casos, vários precipitados segregados puderam ser vistos na área de observação. As interfaces entre a fase Al8Mn5 e a matriz finas e agudas. Alguns defeitos, como falhas de empilhamento ou maclas também foram encontrados nas partículas de Al8Mn5. Os espectros de EDX das fases existentes na liga AM50, realizados no trabalho de Wang, Eliezer e Gutman (2003), apresentam muitos pontos com diferentes tamanhos que 26 variam de 10 nm até 1 mm de diâmetro e os resultados encontrados são idênticos. A composição química da matriz, obtida a partir do EDX, foi consistente. Apenas com um pequeno desvio foi observado. As ligas AM50 e AM60 são materiais que apresentam maior alongamento e absorção de energia, alta resistência e vazamento de boa qualidade. Entre as típicas aplicações das ligas AM50 e AM60 estão peças automotivas de paredes finas que têm necessidade de deformação e maior alongamento. Como pode ser observado pela Tabela 7, comparando-se as ligas AM20, AM50 e AM60, percebe-se que, como o teor de alumínio entre as ligas AM20 com relação às duas outras ligas é menor, resulta no aumento da capacidade de alongamento e resistência ao impacto com redução da tensão de escoamento como na redução da capacidade de preenchimento da matriz ou vazamento (FRIEDRICH; MORDIKE, 2006). A resistência das ligas com baixo teor de alumínio é produzida pelo endurecimento por solubilização. Nas ligas com alta concentração de alumínio, a resistência é produzida pela formação dos precipitados Mg17Al12. Com o aumento do teor dos precipitados Mg 17 Al12, reduz-se a ductilidade. O sistema linear Mg-Al, com adição de 6% em massa de alumínio é onde a porosidade pode ser evitada, as melhores propriedades mecânicas são observadas e as ligas podem ser solubilizadas e envelhecidas. Aumentando-se o teor do alumínio, melhora-se a fluidez e a resistência, diminuindo-se a ductilidade. Os precipitados intermetálicos Mg17Al12 formam-se descontinuamente nos contornos de grão. Eles se fundem a 460°C e amolecem a 110-120°C, temperatura suficiente para permitir deslizamento do contorno de grão quando sistema de deslizamento adicional também está ativo (FRIEDRICH; MORDIKE, 2006). A Tabela 7, traz algumas ligas de magnésio fundidas sob pressão e com algumas de suas propriedades mecânicas, onde o alumínio é o elemento de liga de maior teor (MORDIKE, 2006). Tabela 6 - Propriedades mecânicas das ligas fundidas sob pressão (Adaptado de Friedrich e Mordike, 2006). Al Mn Zn Outros Resistência Resistência à Alongamento Dureza ao Tração [%] HB 11 60 escoamento 2 [n/mm ] 2 [n/mm ] AE42 4,0 0.1 2.5RE 145 230 27 Continuação AM20 2,1 0,1 90 210 20 45 AM50 4,9 0,26 125 230 15 60 AM60 6,0 0,13 130 240 13 65 AS21 2,2 0,1 1,0Si 120 220 13 55 AS41 4,2 0,2 1,0Si 140 240 15 60 AZ91 9,0 0,13 160 250 7 70 0,7 2.2.5 As Terras Raras As terras raras compreendem um grupo de 17 elementos químicos que inclui os elementos ítrio (símbolo químico Y) e o escândio (Sc) e os elementos da série dos lantanídeos (número atômico entre 57 a 71) começando por lantânio (La) até o lutércio (Lu) (MARTINS; ISOLANI, 2005). Conforme Friedrich e Mordike (2006), as terras raras são adicionadas às ligas de magnésio para melhorar a resistência à alta temperatura e a resistência à fluência. São sempre adicionadas como mischmetal, portanto, têm uma porcentagem de Cério e outras terras raras, principalmente lantânio e neodímio ou didímio (85% de Neodímio e 15% de Praseodímio). Rzychón e Kielbus (2006) estudaram a microestrutura das ligas AE42 e AE44, fundidas sob pressão. Eles observaram pela análise dos padrões de difração de raios X (EDX) que a microestrutura da liga AE42 que consiste de solução sólida de α-Mg com a fase eutética divorciada Mg17Al12 + α-Mg, fases ricas em terras raras e fase rica em Mn. Na imagem da Figura 9, podemos visualizar a matriz α-Mg e algumas precipitações irregulares. A mudança de 2% para 4%, em peso, de terras raras, promoveu alteração na microestrutura da liga, como podemos visualizar na Figura 10. Pela análise da imagem do padrão de EDX, puderam observar na liga AE44 precipitações das fases Al11RE3 e Al3RE. Em imagens de microscópio eletrônico de varredura (MEV) com espectrometria de Raios X por energia dispersiva (EDS), foi encontrada uma fase globular rica em Mn, mas a fase Mg 17Al12 não foi observada. Na liga AE44, mais átomos de alumínio foram consumidos na formação das fases Al11RE3 e Al3RE. Isso levou à diminuição do alumínio em solução sólida em α-Mg. 28 Figura 9 - Microscopia Ótica da Liga AE42 fundida (RZYCHÓN; KIELBUS, 2006). Figura 10 - Microscopia Ótica da Liga AE44 fundida (RZYCHÓN; KIELBUS, 2006). Em seu trabalho, Shuangshou et al. (2007) indicaram que pequena quantidade de adição de mischmental, variando de 0,1% à 2%, em massa, não causou refinamento de grão nas ligas Mg-Al, ao contrário, causou crescimento de grãos. Houve um crescimento de aproximadamente duas vezes à da liga original. Quando adicionado às ligas Mg-Al, o mischmetal reagiu preferencialmente com o alumínio para formar a fase Al11MM3. Como estas fases Al11MM3, são distribuídas, principalmente dentro dos grãos de α-Mg do que nos contornos de grãos, teve pouco efeito em restringir o crescimento desses grãos. Além disso, o mischmetal reagiu com Al8(Mn, Fe)5 ou partículas de ε-AlMn para formar compostos de AlMM-Mn, reduzindo assim, a quantidade de núcleos heterogêneos no material fundido e resultando em notável crescimento de grãos. Este efeito de crescimento de grãos pode ser observado na Figura 11, abaixo: 29 Figura 11 - Tamanho médio de grão x adição de mischmetal para ligas Al-Mg (SHUANGSHOU et al., 2007) ZHANG et al. (2011) investigaram a microestrutura, as propriedades mecânicas e o comportamento à corrosão da liga Mg-4Al-xCe-0.3Mn (x=0, 1, 2, 4 e 6%, em peso). A Figura 12 mostra que, com as adições de Cério, o espaçamento dendrítico apresentou-se bastante reduzido. Surgiram também as fases secundárias Al11Ce3 e (Al, Mg)2Ce. A fase Al11Ce3 apareceu em substituição à fase Mg17Al12 e mostrou-se dominante. Os compostos Al-Ce são formados principalmente nos contornos de grãos, o manganês é distribuído de forma quase homogênea na matriz. As Tabelas 8 e 9 mostram a resistência à tensão de ruptura e à tensão de escoamento em temperatura ambiente. 30 Figura 12 - Efeito do conteúdo de Cério na Média de Espaçamento dendrítico das ligas HPDC (ZHANG et al., 2011). Tabela 7 - Tensão de Ruptura para Ligas HPDC – (ZHANG et al., 2011) Tensão de Ruptura (MPa) Ligas Temperatura Ambiente AM40 218 AlCe41 232 AlCe42 247 AlCe44 250 AlCe46 254 AE44 247 31 Tabela 8 - Tensão de Escoamento para Ligas HPDC – (ZHANG et al., 2011). Tensão de Escoamento (MPa) Ligas Temperatura Ambiente AM40 120 AlCe41 146 AlCe42 148 AlCe44 157 AlCe46 161 AE44 147 2.3 TIXOFUNDIÇÃO Em sua tese de doutorado, pelo Instituto Tecnológico de Massachussets (MIT), em 1971, nas suas pesquisas com a liga Sn-15% Pb a respeito de trincas de contração, David Spencer tomou a decisão de utilizar, em alguns testes, o reômetro. Ao deformar o material, durante o resfriamento, o material se comportava com um escoamento parecido com o de uma pasta de baixa viscosidade, ao invés de apresentar trincas. A estrutura deste material não era dendrítica (FLEMINGS, 1991). A tixofundição é uma técnica ou processo de obtenção de pastas metálicas que conquistou espaço como opção aos processos de forjamento e de fundição sob pressão. Sendo assim, melhores propriedades mecânicas das peças fabricadas puderam ser viabilizadas por meio desta técnica. Sua estrutura apresenta uma fase primária formada por material esferoidal e uma fase secundária da matriz líquida que está em uma determinada temperatura da zona pastosa (KAPRANOS et al., 2000). É a conformação de ligas em estado semi-sólido (ESS), ou seja, num intervalo de temperatura em que as fases líquida e sólida, estejam presentes ao mesmo tempo onde, necessariamente a fase sólida deverá ter uma morfologia globular (FAN, 2002). Conforme (BATALHA, 2003), na tixoconformação, a temperatura é escolhida, geralmente, com uma proporção de aproximadamente 60% de fase sólida e 40% de fase líquida. Fan, (2002), considera a tixofundição como uma técnica economicamente viável por proporcionar alta produtividade, aumento da vida útil das matrizes, menor quantidade de defeitos no produto, propriedades mecânicas e acabamento final de excelente qualidade. No 32 entanto, apresenta algumas desvantagens, como alto custo da matéria-prima, equipamentos caros e rigoroso controle da microestrutura, devido à sensibilidade à temperatura. Durante a solidificação dendrítica de peças fundidas e lingotes, uma série de processos, como a cristalização, por exemplo, ocorrem simultaneamente na região do semi-sólido. A estrutura dendrítica que se forma durante as fases iniciais da solidificação é bastante afetada quando é agitada fortemente. Com esta agitação e o resfriamento lento, os grãos tornam-se esferoidais. As ligas que têm esta microestrutura possuem propriedades reológicas no estado semi-sólido, bastante diferentes daquelas das ligas dendríticas. Elas passam a ter um comportamento tixotrópico e sua viscosidade pode ser bastante variada conforme as condições de processamento. A estrutura do metal e as suas propriedades reológicas são mantidas após solidificação e a refusão parcial. As ligas semi-sólidas podem ser conformadas novamente, sendo o processo chamado de processo de conformação de metais semi-sólidos. Alguns deles são empregados comercialmente para produzir componentes de metal e também na produção de compósitos com matriz metálica (FLEMINGS, 1991). A Figura 13 traz a ilustração da micruestrutura com particulas globulares obtidas no estado semi-sólido. Figura 13 - Estrutura do trabalho original de Spencer (FLEMINGS, 1991) 2.4 TRATAMENTOS TÉRMICOS Os tratamentos térmicos são um conjunto de operações que incluem o aquecimento e resfriamento em condições controladas, que têm por objetivo modificar as propriedades dos materiais. Assim, é possível a obtenção de materiais mais adequados a cada aplicação, sem que os custos aumentem muito. 33 2.4.1 Tratamentos Térmicos em Ligas de Magnésio 2.4.1.1 Endurecimento por Precipitação Segundo Callister (2014), algumas ligas metálicas podem ter a resistência mecânica e a dureza melhoradas após o tratamento térmico de endurecimento por precipitação, que ocorre pela formação de partículas muito pequenas e bastante dispersas de uma segunda fase dentro da matriz. A formação dessas partículas deve ser obtida mediante tratamentos térmicos apropriados. É chamado endurecimento por precipitação porque as minúsculas partículas de uma nova fase se denominam "precipitados". Outro procedimento chamado "Endurecimento por envelhecimento" também é usado, pois a resistência mecânica se desenvolve com o tempo, ou à medida que a liga se envelhece. A Figura 12 mostra um esquema que correlaciona a temperatura e o tempo nos tratamentos térmicos de solubilização e envelhecimento. Para Callister (2014), muitas ligas endurecíveis por precipitação contêm dois ou mais elementos de liga e a explicação sobre o procedimento do tratamento pode ser simplificada fazendo-se referência a um sistema binário. O diagrama de fases deve ter o formato como é apresentado na Figura 12. Figura 14 - Diagrama de fases hipotético de uma liga endurecível por precipitação (CALLISTER, 2014). 34 Para haver endurecimento por precipitação, os diagramas de fases dos sistemas de liga devem exibir uma boa solubilidade máxima de um componente no outro da ordem de vários pontos percentuais e haver um limite de solubilidade que diminua rapidamente com a concentração do componente principal em função da redução na temperatura. Na Figura 14 a solubilidade máxima corresponde à composição no ponto M. O limite de solubilidade das fases α e α + β segue diminuindo até atingir um teor muito baixo do elemento B em A que é indicado pelo ponto N. A composição química das ligas endurecíveis por precipitação deve ser inferior à solubilidade máxima. Essas condições são necessárias, mas não suficientes para que ocorra o endurecimento por precipitação em um sistema de ligas onde são necessárias outras exigências (CALLISTER, 2014). 2.4.1.1.1 Tratamento Térmico de Precipitação por Solubilização O tratamento térmico de precipitação por solubilização é onde os átomos do soluto são dissolvidos formando uma solução sólida monofásica. A Figura 15 mostra uma liga com composição Co. O procedimento consiste em se tratar a liga dentro do campo da fase α como, por exemplo, no ponto da temperatura T o e aguardar até que toda a fase β seja completamente dissolvida, fazendo com que neste ponto permaneça apenas a fase α com composição C o. Em seguida, realiza-se um resfriamento rápido até a temperatura T 1, que para algumas ligas, pode ser a temperatura ambiente, procedimento no qual se previne a difusão e a formação da fase β. Assim, impõe-se uma situação de ausência de equilíbrio, onde ocorre a permanência apenas solução sólida na fase α, supersaturada com átomos de B. Após o tratamento térmico de solubilização a liga se torna relativamente dúctil e pouco resistente (CALLISTER, 2014). 2.4.1.1.2 Tratamento Térmico de Precipitação por Envelhecimento O segundo é o tratamento térmico de precipitação ocorre quando a solução sólida α supersaturada é aquecida a uma temperatura T2, que é uma temperatura intermediária e se coloca dentro do campo bifásico α + β. Aqui as taxas de difusão são consideráveis. A fase β se precipita, começando a formar finas partículas dispersas com composição C β. Esta taxa de resfriamento normalmente não é considerada importante. Muitas vezes este tratamento é 35 conhecido como processo de envelhecimento. A natureza das partículas da fase β e a subsequente resistência e dureza do material, dependem tanto de T 2 quanto do tempo de envelhecimento nesta temperatura. O envelhecimento pode ocorrer espontaneamente à temperatura ambiente durante longo período de tempo, para algumas ligas (CALLISTER, 2014). Figura 15 - Esquema de Temperatura x Tempo para tratamentos térmicos de Solubilização e Precipitação (CALLISTER, 2014). 2.4.2 Efeitos de alguns Tratamentos Térmicos em ligas de Magnésio Em seus estudos com as ligas ZK60 e AZ80, Li; Zhang; Xue, (2011), mostraram que a temperatura e o tempo no tratamento térmico de envelhecimento podem influenciar fortemente as propriedades mecânicas dessas ligas de magnésio, tais como, alongamento, resistência à tração, resistência ao impacto e dureza. Essas influências ou modificações de algumas propriedades mecânicas são devido às modificações da microestrutura a partir de alterações nas fases presentes na liga. A Figura 16 mostra a micrografia ótica da liga AM50 fundida. Aparecem algumas fases em forma de partículas negras dispersas na matriz. Podem ser observadas algumas áreas mais claras ao longo do contorno de grão e também as áreas mais escuras da matriz (MA; ZHANG; YANG, 2009). 36 Figura 16 - Microscopia Ótica de uma liga AM50 Fundida – (MA; ZHANG; YANG, 2009) A Figura 17 mostra uma grande mudança na amostra com tratamento de solução sólida a 380°C por 24h. Tem-se a impressão que a diferença entre a área de contorno com a área de não contorno de grão aumenta com relação à amostra fundida. A principal fase na matriz é AlMn. Ao contrário da amostra fundida, aqui a fase Mg 17Al12 não foi encontrada (MA; ZHANG; YANG, 2009). Figura 17 - Microscopia Ótica de uma liga AM50 com Tratamento de Solução Sólida a 380°C, por 24h – (MA; ZHANG; YANG, 2009). Ma; Zhang; Yang (2009) também realizaram tratamento térmico de solução sólida em amostras nas temperaturas de 410°C, 430°C e 450°C respectivamente. Obtiveram amostras com microestrutura nitidamente alterada quando comparadas com as que foram fundidas. As fases e os contornos de grão foram facilmente observados, o que indica que os elementos da 37 matriz difundiram-se uniformemente, exceto para algumas fases estáveis ao calor. Foi observado que surge novamente uma diferença de cores ao longo do contorno de grão. Como esperado, a fase Al-Mn também foi encontrada e pareceu que sua área diminuía consideravelmente com o aumento da temperatura de 410°C para 430°C e aumentava ligeiramente quando a temperatura era aumentada para 450°C (MA; ZHANG; YANG, 2009). Essas alterações na microestrutura das amostras podem ser observadas nas Figuras 18, 19 e 20. Figura 18 - Microscopia Ótica de uma liga AM50 com Tratamento de Solução Sólida a 410°C, por 24h – (MA; ZHANG; YANG, 2009) Figura 19 - Microscopia Ótica de uma liga AM50 com Tratamento de Solução Sólida a 430°C, por 24h – (MA; ZHANG; YANG, 2009). Em seu trabalho que também realizou tratamento térmico de envelhecimento na liga AM50 a 150°C, 200° e 250°C por 12h, Ma; Zhang; Yang (2009), perceberam que as fases AlMn mantiveram sua forma bastante consistente com as amostras fundidas e de solução sólida tratada. Entretanto, as mudanças impressionantes aconteceram quando a temperatura foi 38 elevada para 200°C, onde foram observados muitos grãos equiaxiais formados, principalmente, dentro dos grãos originais e com tamanho menor do que 10 µm. Quando a temperatura foi aumentada para 250°C, começaram a ser formados precipitados muito finos e uniformes. Figura 20 - Microscopia Ótica de uma liga AM50 com Tratamento de Solução Sólida a 450°C, por 24h – (MA; ZHANG; YANG, 2009). Por meio de análise de difração de Raios-X realizada por Ma; Zhang; Yang (2009), detectaram a fase Mg17Al12, inicialmente dissolvida na matriz da amostra fundida, em todas as amostras, exceto naquelas com solução sólida tratada a 410°C, onde a quantia da fase β foi reduzida enormemente e, em seguida, precipitada novamente, durante o tratamento de envelhecimento. As fases AlMn e Al8Mn5 foram encontradas em todas as amostras com fortes picos de difração. Parece que a precipitação da fase Al6 Mn teve relação com o tratamento de envelhecimento, a qual não foi detectada nas amostras fundidas e de solução sólida tratada. Com menos de três picos de difração, também foram detectadas Al86Mn14, Al11Mn14 e Mg32(Al,Zn)49, fases que nunca tinham sido citadas nas ligas AM50. Ma; Zhang; Yang (2009), realizaram ensaio de micro dureza em suas amostras submetidas aos vários tratamentos térmicos e os resultados mostraram que a dureza da amostra fundida é um pouco maior que a da amostra de solução sólida tratada a 410°C, mas muito menor que a dureza das amostras com solução sólida tratada a 380°C, onde a dureza alcançou 61 HV. O autor acredita que a redistribuição do Alumínio no contorno de grão, contribuiu para o endurecimento das amostras com solução sólida tratada a 380°C. Abaixo desta temperatura a fase α eutética foi dissolvida completamente na matriz, enquanto que a fase β-Mg17Al12 tornou-se arredondada e menor, aumentando consequentemente a concentração de alumínio na matriz tornando a microestrutura mais refinada ao mesmo 39 tempo. A dureza das amostras envelhecidas aumentou de 60 HV a 150°C para um valor acima de 63 HV a 200°C, depois diminuiu para 60 HV novamente. Acredita-se que no tratamento de envelhecimento a 200°C por 12 h surgiu uma sub microestrutura fina originada do confinamento da maioria do alumínio na fase Al-Mn, que resistente ao calor, não se dissolveu na matriz em temperaturas menores que 450°C. Isto conduziu para a redução das fases de fortalecimento, levando à redução dos efeitos de fortalecimento do tratamento de envelhecimento. A Tabela 10 mostra um gráfico da microdureza da liga AM50 sob os diferentes tratamentos térmicos promovidos neste experimento. Tabela 9 - Microdureza da liga AM50 sob diferentes estados – (MA; ZHANG; YANG, 2009) CONDIÇÃO MICRODUREZA (HV) Fundida 56 Solubilizada a 380°C 61 Solubilizada a 410°C 55 Envelhecida a 150°C 60 Envelhecida a 200°C 63 Envelhecida a 250°C 60 2.5 ENSAIOS MECÂNICOS Os materiais, muitas vezes, quando em serviço estão sob a influência de forças ou cargas. O seu comportamento mecânico reflete a relação entre a sua resposta ou deformação a uma carga ou força aplicada. As propriedades mecânicas podem ser comprovadas por meio de experimentos de laboratório que reproduzem da forma mais confiável possível, as condições de serviço. Alguns fatores considerados são: a duração, a natureza e as condições ambientais da carga aplicada. Essas cargas podem ser de tração, de compressão ou de cisalhamento. Sua magnitude pode variar continuamente ou ser constante ao longo do tempo. O tempo de aplicação e a temperatura também são variáveis muito importantes. A consistência dos testes é alcançada com o emprego de técnicas de ensaio padronizadas. Nos Estados Unidos, a 40 organização mais ativa é a Sociedade Americana para Ensaios e Materiais (ASTM – American Society for Testing and Materials) (CALLISTER, 2014). 2.5.1 Ensaio Mecânico de Microdureza Segundo Callister (2014), a dureza é uma medida da resistência de um material a uma deformação plástica localizada. Os primeiros ensaios de dureza foram construídos baseados na habilidade de um material riscar o outro mais macio. Ao longo dos anos foram desenvolvidas técnicas quantitativas de dureza, nas quais um pequeno penetrador é forçado contra a superfície do material a ser testado sob condições controladas de taxa e carga de aplicação. O tamanho da impressão é medida e relacionada a um número de dureza. Quanto menor o tamanho da impressão, menor será o índice de dureza. Os ensaios de dureza são mais utilizados que qualquer outro ensaio mecânico, pois, são mais simples e baratos (nenhum corpo de prova especial precisa ser construído). É um ensaio não destrutivo (uma pequena impressão é a única deformação), outras propriedades mecânicas podem ser estimadas a partir dos dados de dureza (CALLISTER, 2014). O ensaio de dureza é uma alternativa relativamente simples ao ensaio de tração. A resistência à penetração é um indicativo qualitativo da resistência (SHACKELFORD, 2008). 41 3 MATERIAIS E MÉTODOS Neste capítulo são apresentados os procedimentos utilizados nessa pesquisa, bem como a descrição dos métodos utilizados na obtenção dos resultados. 3.1 Planejamento de Experimentos O Planejamento de Experimentos é uma técnica onde se procura obter a otimização do número de ensaios a ser realizado. Esse número deve ser adequado visando-se minimizar os erros experimentais e contribuir para a viabilidade econômica e prática dos experimentos (BUTTON, 2012). Na Figura 21, é ilustrado, por meio de fluxograma, o procedimento experimental utilizado neste trabalho: Planejamento Experimental Aquisição da matéria-prima Tixofundição Análise por Fluorescência de Raios - X Corte do material Tratamento térmico de solubilização Ensaio de dureza Micrografia Tratamento térmico de envelhecimento Ensaio de dureza Micrografia Figura 21 - Fluxograma do Procedimento Experimental 42 Foi realizada uma análise estatística a fim de se avaliar os efeitos dos tratamentos térmicos T4 e T6 na dureza da liga. As medidas dos valores de micro dureza Vickers obtidos das amostras foram comparadas a e a análise de variância foi realizada com nível de significância de 5%. Neste trabalho utilizou-se um modelo denominado análise da variância de um fator único. Foi utilizado um planejamento aleatorizado por níveis, onde os níveis (ou tratamentos) são as condições que as amostras foram submetidas. Para cada um destes níveis foram produzidas 9 réplicas ou repetições de medida de dureza. Conforme Button ( 2012), o objetivo é avaliar os efeitos dos tratamentos e estimá-los através do teste de hipóteses apropriadas. Para esse teste, assume-se que os erros do modelo utilizado são normalmente e independentemente distribuídos com média zero e variância igual para todos os tratamentos. Um teste de hipóteses consiste na definição de declarações sobre os parâmetros de uma distribuição de probabilidade. Dentro do planejamento aleatorizado por níveis, foi utilizada a análise de um modelo de efeitos fixos e de acordo com Button (2012), a escolha dos tratamentos é feita de forma específica, então o teste de hipóteses é referente às médias dos tratamentos e as conclusões extraídas são aplicáveis a estes tratamentos. Para que seja feito o teste de hipóteses antes é preciso calcular o valor de SST – que é a soma corrigida dos quadrados de variáveis aleatórias normalmente distribuídas, SSTRAT – a soma dos quadrados devido aos tratamentos (entre tratamentos), SSE – soma dos quadrados devido ao erro (dentro do tratamento). SST apresenta N-1 graus de liberdade, SSTRAT apresenta a-1 e SSE N-a graus de liberdade. Assim, MSS – são as médias dos quadrados. Por fim, F0 – é o valor calculado e Ftab – o valor tabelado para a Distribuição de Fischer, de acordo com a confiança e os graus de liberdade da variável e do erro. Comparando-se os resultados, se F0 > Ftab, a hipótese H0 (ou hipótese nula) é rejeitada, ou seja, as médias dos tratamentos não são iguais, então há influência dos tratamentos nos resultados. Caso contrário, as médias são consideradas iguais. Com esse método é possível verificar se as médias dos tratamentos são diferentes ou não, mas não torna possível verificarse quais são os divergentes. Quando H0 é rejeitada, faz-se uma comparação das médias individuais dos tratamentos através dos métodos de comparação múltipla utilizando o conceito de contraste C que é uma combinação dos totais dos tratamentos, permitindo a comparação das médias dos tratamentos. Um contraste é testado comparando-se SSC com SSE/(N-a). Existe uma terminologia básica utilizada em planejamento e execução dos experimentos. A Tabela 11 apresenta alguns dos termos mais usados: 43 Tabela 10 - Terminologia Básica para Planejamento de Experimentos. TERMINOLOGIA Aleatorização Ensaio Níveis de um fator Réplica Tratamento Unidade experimental Variáveis de ruído DESCRIÇÃO É a ordenação dos ensaios de forma aleatória. Busca alcançar estimativa não tendenciosa dos fatores e respostas independentes. É cada realização do experimento em uma condição de interesse. É cada forma de presença de um fator em estudo. É a repetição do experimento nas mesmas condições. Pode estimar o erro experimental entre os tratamentos. Combinações específicas dos níveis de diferentes fatores. É a unidade básica para a qual é feita a medida da resposta. Como por exemplo, unidades de dureza, tensão, etc. Afetam a resposta, mas não são controláveis. Ex.: Impossibilidade técnica, inviabilidade econômica ou grau de perturbação na resposta. Variáveis do processo São as variáveis que o pesquisador controla e que podem ter grande efeito na resposta. Podem ser fatores, são as investigadas no experimento ou podem ser fixas, que terão valores fixos no experimento. Variável resposta É o resultado de interesse que será registrado após a realização de um ensaio. 3.2 Matéria-prima A liga AM60, produzida pela empresa RIMA INDUSTRIAL S.A. sediada no município de Bocaiúva - MG foi confeccionada em lingotes mostrados na Figura 22 e recebida por doação ao Professor Dr. Antônio Luiz Ribeiro Sabariz que cedeu parte deste material para a produção da liga em estudo. 44 Figura 22 - Imagem dos lingotes de AM60 recebidos da RIMA. As terras raras produzidas pela empresa COLIBRÁS METAL LTDA, sediada em São Caetano do Sul – SP, foi confeccionada em forma de lingotes de 400/500g, também foi adquirida por doação ao Professor Dr. Antônio Luiz Ribeiro Sabariz. Neste trabalho, foi utilizada a liga AM60 com a adição de 5% de Terras Raras. As terras raras são compostas de vários elementos químicos e os principais elementos utilizados para a produção da liga em questão podem ser visualizados abaixo na Tabela 12. Tabela 11 - Elementos químicos presentes nas terras raras utilizadas. Elemento Químico Porcentagem em peso Cério 50 Lantânio 24 Neodímio 18 Praseodímio 5 Outros 3 45 3.3 Produção da Liga AM60+5% de terras raras 3.3.1 Equipamentos utilizados A produção da liga foi realizada pelo processo de fundição sob agitação mecânica no estado semi-sólido em um forno resistivo com batedor. O forno está instalado no Laboratório de Metalurgia Física do Departamento de Engenharia de Materiais (LaMeF) da Escola de Engenharia de São Carlos na Universidade de São Paulo (USP-EESC). Esse forno de resistência elétrica é destinado a fundir ligas de magnésio e a sua parte interna está ilustrada na Figura 23. Tem capacidade de fusão que varia de 5,8 a 8,7 Kg por corrida, em função das dimensões e formas do cadinho, quadrado ou redondo, após a fusão é gerado um bloco com alturas variando de 150 mm na horizontal e 300 mm na vertical. Agitador mecânico Serpentinas de refrigeração com água Resistências elétricas Figura 23 - Parte interna do forno onde foi realizada a fusão O cadinho utilizado nesse processo de fusão, conforme Figura 24, foi confeccionado com material em aço carbono SAE-1020, em formato quadrado com dimensões adequadas para ser acondicionado no forno próximo a 125 mm e altura de 550 mm. 46 O tempo médio para cada corrida é de 6 horas. Para evitar reações químicas e minimizar a perda por oxidação do metal, a atmosfera dentro do forno, foi protegida com gás Argônio sob pressão interna negativa de 0,35 bares com a injeção de argônio e vazão que pode variar entre cinco e seis litros por minuto. Figura 24 - Cadinho utilizado nesse processo de fusão 3.3.2 Procedimentos na tixofundição Como já foi mencionado anteriormente, essa liga foi fabricada pelo processo de fundição sob agitação mecânica no estado semi-sólido em um forno resistivo com batedor. Nesse processo a liga AM60 foi cortada em pedaços e inserida no cadinho juntamente com os 5%, em peso, de terras raras. Esse cadinho foi colocado dentro do forno, e sua temperatura foi aumentada até atingir 830°C, temperatura na qual todos os elementos puderam alcançar o estado líquido. A partir do momento em que a liga se liquefez, a agitação mecânica foi iniciada. A temperatura foi mantida durante uma hora com o batedor ligado, promovendo a agitação mecânica. Esse procedimento foi realizado com o objetivo de misturar todos os componentes tornando o líquido completamente homogêneo. Com o líquido homogeneizado, a temperatura foi reduzida até aproximadamente 630°C. A liga ainda foi mantida, nessa temperatura, sob agitação mecânica, por mais 15 minutos aproximadamente. A agitação mecânica foi cessada com o desligamento e retirada do batedor 47 e a temperatura reduzida novamente até se alcançar o estado semi-sólido, na temperatura de aproximadamente 600°C. Na temperatura de 630°C, com a proporção de aproximadamente 50% da liga se encontrando em estado sólido e as dendritas começaram a se formar. Entetanto, a agitação mecânica fez a quebra dessas dendritas, buscando alcançar uma microestrutura globular. Quando a temperatura de 600°C foi alcançada, o cadinho foi retirado do forno e mergulhado na água em temperatura ambiente, para que a microestrutura fosse mantida. 3.3.3 Composição química da liga Após a tixofundição, com a adição de 5% de Terras Raras, a liga teve seus componentes avaliados quali-quantitativamente por meio de Análise por Espectroscopia de Fluorescência de Raios X – FRX, no Laboratório de Caracterização Estrutural – LCE da Universidade Federal de São Carlos – UFSCAR. Na tabela 13, estão dispostos os valores da composição química da liga AM60, conforme a norma ASTM B94-07 e também os dados com os valores de concentração obtidos na leitura do espectrômetro. Tabela 12 - Composição da liga AM60 pela norma ASTM B94-07, (2012) e os resultados da Análise por Fluorescência de Raios X da liga AM60 + 5% de terras raras. Elemento Concentração AM60 AM60 + 5% terras raras Mg Balanço 91,79 Al 5,5 – 6,5 4,72 La --- 1,16 Ce --- 1,09 Nd --- 0,42 Pr 0,005 0,18 Fe --- 0,18 Mn 0,24 – 0,6 0,12 Si 0,10 0,09 P --- 0,07 48 Continuação Zn 0,22 0,07 Sc --- 0,03 Lu --- 0,03 S --- 0,03 Cu 0,010 0,02 Ni 0,002 0,008 Outros 0,02 --- 3.4 Preparação das amostras Após ser produzido no LaMeF, o tarugo da liga foi enviado ao Laboratório de Usinagem da UFSJ onde foi cortado em partes menores até se alcançar tamanhos os quais fossem possíveis novos cortes na máquina de poli corte do Laboratório de Caracterização de Materiais da UFSJ. Esta máquina está ilustrada na Figura 25. Por fim, os corpos de prova com dimensões adequadas, ou seja, 12mm2 a 25 mm2, obedecendo aos padrões da norma ASTM E3- 11, foram obtidos. Figura 25 - Máquina de poli corte Panambra 49 As amostras foram montadas manualmente em um recipiente cilíndrico, com uma polegada de diâmetro por uma polegada de altura e fabricado em policloreto de vinila (PVC). Foi utilizado como material de preenchimento, massa poliéster, conhecida popularmente como massa plástica automotiva. Após o tempo de cura da massa plástica, as amostras foram retiradas do molde de PVC. A Figura 26 traz a imagem de uma amostra preparada para ensaio de microdureza Vickers. Figura 26 - Amostra montada e preparada para o Ensaio de microdureza Vickers. Em seguida, após a montagem, as amostras foram lixadas, primeiramente, com lixa de grão 80, para que fosse retirado excesso de material. Em seguida, obedeceu-se a sequência de granulometria mostrada na Tabela 14. Tabela 13 - Sequência de lixas utilizadas na preparação das amostras (Adaptado de ASTM E3- 11, 2011). Número Tamanho (µm) P120 125,0 P220 68,0 P240 58,5 P320 46,2 P400 35,0 P500 30,2 P600 25,8 P800 21,8 P1000 18,3 50 Continuação P1200 15,3 P1500 12,6 P2000 10,3 P2500 8,4 Continuando a preparação, as amostras foram submetidas ao polimento. O polimento foi executado em pano de feltro metalográfico com pasta de alumina abrasiva em suspensão de 1µ. A limpeza foi realizada em ultrassom com álcool etílico 99º, a limpeza e o ataque químico com nital 3,5 % por o período de um minuto. As Figuras 27 e 28 mostram os equipamentos utilizados no lixamento e polimento das amostras. Figura 27 – Politriz Panambra Figura 28 - Máquina de ultra-som de limpeza Pantec. 51 3.5 Tratamentos Térmicos T4 e T6 O conjunto de operações de aquecimento e resfriamento, em condições controladas, que compõem os tratamentos térmicos T4 e T6, foi realizado com o objetivo modificar as propriedades mecânicas da liga. Para isso, foi utilizado um forno com atmosfera protegida com gás Argônio à vazão de 10 l/min. e pressão de 1,25 bares, como ilustra a Figura 29. Figura 29 - Forno com atmosfera protegida por Gás Argônio. 3.5.1 Tratamento de Solubilização Para o tratamento térmico T4 foram experimentadas algumas temperaturas que, conforme diagrama de equilíbrio Al-Mg, a liga permanece na região da fase α. Conforme orienta ASTM B661-12 (2012), para os tratamentos térmicos T4, a liga foi mantida nas temperaturas pré-estabelecidas por um período de 24 horas. Logo após este período de permanência na região da fase α, foi realizado um resfriamento rápido, imergindo as amostras em água fria, ou seja, em temperatura ambiente. 52 A Figura 30 apresenta o diagrama de fase da liga binária Al-Mg e a Figura 31 mostra uma ampliação da região que compreende as temperaturas testadas com a composição dos dois principais elementos da liga. Figura 30 - Diagrama de fase da liga binária Mg-Al (FRIEDRICH; MORDIKE, 2006). Figura 31 - Ampliação da região onde se encontra a composição da liga. 53 3.5.2 Tratamento de Envelhecimento artificial ASTM B661-12 (2012) também orienta sobre os procedimentos nos tratamentos térmicos T6. A norma diz que após o tratamento térmico T4, a liga pode ser submetida ao tratamento térmico T6. Seguindo as orientações dessa norma, a liga em temperatura ambiente, foi conduzida novamente ao forno e teve sua temperatura elevada aos valores de 150°C, 200°C e 250 °C. Estas temperaturas foram escolhidas porque, com este conteúdo de alumínio, a liga se mantém dentro da região de envelhecimento, ou seja, na região onde se pode encontrar as fases Mg + Mg17Al12. A Figura 32 mostra a região do diagrama de fase ampliado, em que foi realizado o envelhecimento da liga. A liga foi mantida nessas temperaturas por um período de 6 ou 12 horas, dependendo do tratamento utilizado. Logo após este período de permanência na região da fase Mg + Mg17Al12, foi realizado um resfriamento lento, ao ar, até se alcançar a temperatura ambiente. Figura 32 - Ampliação da região onde se encontra a composição da liga para o tratamento T6. 3.6 Ensaio de microdureza Vickers Após serem preparadas, as amostras, foram submetidas ao ensaio de microdureza Vickers. Este ensaio foi realizado utilizando-se um microdurômetro Mitutoyo modelo MVK 54 G1. Este equipamento, que é ilustrado na Figura 33, utiliza penetrador piramidal de diamante com base quadrangular e ângulo de abertura de 136º com carga de 0,98 N por um período de tempo de 20 segundos. Figura 33 - Microdurômetro Mitutoyo modelo MVK G1. Conforme a norma ASTM E384 (2012), nesse teste, o número determinado é baseado na formação de uma relativamente pequena penetração feita na superfície das amostras avaliadas. O número de dureza Vickers é baseado na força dividida pela área da superfície de penetração. As cargas são tipicamente dadas em (gf) e as diagonais em micrômetros (µm). O tamanho da penetração é medida usando um microscópio ótico equipado com um dispositivo de medição. O número de dureza Vickers é calculado pela equação 4.1: 𝐻𝑉 = 1000 ∗ 103 ∗ 𝑃 2000 ∗ 103 ∗ 𝑃𝑠𝑒𝑛(∝⁄2) 𝑃 = 𝑜𝑢 𝐻𝑉 = 1854,4 ∗ 2 2 𝐴𝑆 𝑑 𝑑 Onde: P = força, em gf, As = área da superfície da penetração, em µm2; (4.1) 55 d = medida das diagonais da penetração, em µm; α = ângulo de face do penetrador, 136°. As Figuras 34 e 35 mostram o ângulo de face do penetrador e as diagonais do penetrador piramidal. Figura 34 - Ângulo de face do penetrador (α = 136°) - (CALLISTER, 2014) Figura 35 - Diagonais do penetrador (CALLISTER, 2014). 56 4 RESULTADOS E DISCUSSÕES 4.1 Resultados e discussões sobre os Tratamentos Térmicos T4 Os tratamentos térmicos T4 foram realizados conforme descrito no capítulo de materiais e métodos para a liga de magnésio AM60 com adição de 5% de terras raras. Os resultados do ensaio de dureza realizados nas amostras que sofreram tratamento térmico T4 são discutidos nesta seção. A Tabela 15 mostra as condições que as amostras foram submetidas no tratamento térmico T4 realizados por 24 horas e seus respectivos valores de microdureza e de desvio padrão. Tabela 14 - Tratamento Térmico de Solubilização por 24h Condição Tixofundida Microdureza (HV) Desvio Padrão 51,6 0,84 Solubilizada a 350°C por 24 horas 51,7 5,38 Solubilizada a 380°C por 24 horas 53,6 2,26 Solubilizada a 400°C por 24 horas 64,8 4,75 Solubilizada a 450°C por 24 horas 50,0 2,21 Solubilizada a 500°C por 24 horas 48,1 1,07 Conforme mostrado na Tabela 15, pode-se perceber que no tratamento térmico T4, que a temperatura de 400°C foi a que proporcionou maior valor de microdureza Vickers. Para avaliar os efeitos dos tratamentos, é apresentada, na Tabela 16, a análise estatística realizada nos dados obtidos das medições de dureza das amostras tixofundidas e solubilizadas. Nessa Tabela, SST representa a soma dos quadrados de todos os valores de dureza medidos. SSTRAT é a soma dos quadrados das medidas de dureza devido aos tratamentos térmicos 57 realizados nas amostras. SSE é a soma dos quadrados devido ao erro (dentro dos tratamentos), ele é o erro embutido na soma total e MSS é a média dos SS. Tabela 15 - Análise estatística realizada nos dados obtidos das medições de dureza das amostras tixofundidas e solubilizadas. SS GL MSS F0 SST 2.085,32 53 39,35 3,749 SSTRAT 1.578,81 5 315,762 29,93 506,51 48 10,55 SSE Ftab Resultado 2,418 H0 é rejeitada Pela Tabela 15, pode-se observar que as amostras tixofundidas e submetidas a tratamento térmico T4 têm durezas diferentes. Com a análise da variância podemos concluir que os tratamentos térmicos influenciaram a dureza das amostras, pois F0 é maior do que Ftab. Em seguida, foi realizada uma comparação através dos métodos de comparação múltipla, o contraste C, que é uma combinação linear de cada tratamento. Ele faz a comparação das médias dos tratamentos. Tabela 16 - Contraste entre os tratamentos térmicos T4 que apresentaram os maiores valores de dureza C SSC GL MSC Fcalc Ftab -100,4 560,01 1 560,01 53,08 4,048 Solubilizadas a 380°C e 400°C Resultado H0 é rejeitada Pelo contraste, pode-se concluir que as amostras dos tratamentos T4 a 380°C e 400°C apresentam diferença significativa nos valores de dureza, uma vez que o método também diz que se Fcalc for maior que Ftab, há diferença significativa entre os tratamentos. 58 4.2 Resultados e discussões sobre os Tratamentos Térmicos T6 Os tratamentos térmicos T6 também foram realizados conforme descrito no capítulo de materiais e métodos para a liga de magnésio AM60 com adição de 5% de terras raras. Os resultados do ensaio de dureza realizados nas amostras que sofreram tratamento térmico T6 são discutidos nesta seção. A Tabela 18 traz a relação entre as temperaturas que foram utilizadas no tratamento térmico T6 e seus respectivos valores de microdureza e de desvio padrão obtidos. Tabela 17 - Tratamento Térmico de Envelhecimento T6. Condição Microdureza (HV) Desvio Padrão Envelhecida a 150°C por 6 horas 63,92 3,57 Envelhecida a 200°C por 6 horas 67,4 4,46 Envelhecida a 250°C por 6 horas 61,9 3,05 Envelhecida a 150°C por 12 horas 55,4 3,93 Envelhecida a 200°C por 12 horas 47,4 4,41 Envelhecida a 250°C por 12 horas 52,3 5,59 Conforme mostrado na Tabela 18, podemos perceber que no tratamento térmico T6, a temperatura que ocasionou maior valor de microdureza Vickers foi a de 200°C por 6 horas. A análise estatística realizada nos dados obtidos das medições de dureza das amostras que foram submetidas aos tratamentos térmicos T6 é apresentada na Tabela 19. Nessa Tabela, SST representa a soma dos quadrados de todos os valores de dureza medidos. SSTRAT é a soma dos quadrados das medidas de dureza devido aos tratamentos térmicos realizados nas amostras. SSE é a soma dos quadrados devido ao erro (dentro dos tratamentos), ele é o erro embutido na soma total. 59 Tabela 18 - Análise estatística realizada nos dados obtidos das medições de dureza das amostras submetidas aos tratamentos térmicos T6. SS GL MSS SST 3478,4 53 65,63 SSTRAT 2613,15 5 522,63 SSE 865,26 48 18,02 F0 Ftab Resultado 28,99 2,418 H0 é rejeitada Pela Tabela 18, podemos ver que as amostras submetidas aos tratamentos térmicos T6 também têm durezas diferentes. Com a análise da variância podemos concluir que os tratamentos térmicos novamente influenciaram a dureza das amostras, pois F0 é maior do que Ftab. Nesta análise também foi realizada uma comparação pelos métodos de comparação múltipla, o contraste C, que é uma combinação linear de cada tratamento e permitirá a comparação das médias dos tratamentos. Novamente, como mostra a Tabela 20, o contraste, nos leva a concluir que as amostras dos tratamentos T6 realizados na temperatura de 200°C por um período de 6 horas apresentam diferença significativa nos valores de dureza, pois, Fcalc se apresenta maior que Ftab, então, há diferença significativa entre os tratamentos. Tabela 19 - Contraste entre os tratamentos térmicos T4 que apresentaram os maiores valores de dureza. Envelhecidas a 150°C e 200°C por 6 horas C SSC GL MSC Fcalc Ftab -31,2 81,1 1 81,1 4,50 4,048 Resultado H0 é rejeitada 4.3 Discussões sobre as microestruturas Para a observação da microestrutura, foi realizado, no Laboratório de Caracterização de Materiais da UFSJ, a observação no microscópio ótico, no microscópio eletrônico de varredura (MEV) e um mapeamento por espectroscopia de energia dispersiva (EDS), sendo possível observar a presença dos principais elementos químicos. A Figura 36 mostra, em imagem de microscópio ótico, a microestrutura da liga na condição de tixofundida. Esta microestrutura que se mostra similar ao estudado por Flemings, 60 (1991) com seu formato típico de micruestrutura com particulas globulares obtidas neste tipo de fundição. Figura 36 - Imagem de microscópio ótico da microestrutura da liga na condição de tixofundida. A Figura 37, 38, 39 e 40 trazem imagens de MEV onde podem ser observadas as microestruturas da liga nas condições estabelecidas por este trabalho. A Figura 37 mostra a microestrutura da liga tixofundida, onde área mais escura é a matriz e os pontos mais claros representam uma segunda fase formada principalmente por magnésio, alumínio e terras raras. A Figura 38 mostra a microestrutura da liga solubilizada a 400°C por 24h. Conforme Callister, (2014), este tratamento térmico possibilita a formação de uma solução sólida monofásica. Callister, (2014), também diz que com o tratamento térmico de envelhecimento, precipitados dispersos se formam. Supõe-se que esse fenômeno tenha ocorrido quando se submeteu a liga a este tratamento térmico. As Figuras 39 e 40 mostram a microestrutura da liga envelhecida a 200°C e 150°C, respectivamente, por um período de 6 horas. Pode ser observada a precipitação de uma nova fase que conforme mapeamento de EDS se apresenta com considerável quantia alguns elementos de terras raras. Portanto, esta fase pode ter contribuído para o aumento da dureza da liga. A presença alguns elementos como magnésio, alumínio e terras raras é mostrada com detalhes nas Figuras 41, 42, 43, 44, 45, 46, 47, 48 e 49. Estas Figuras são imagens de mapeamento por espectroscopia de energia dispersiva da liga AM60 +5% de terras raras na nas condições estudadas neste trabalho. Foram destacadas por um círculo na cor amarela as áreas onde é quantificada a presença desses elementos químicos. É importante observar que 61 valores percentuais muito baixos, ou seja, menores que 1%, nas imagens de EDS, não são considerados significativos. Figura 37 – Imagem de MEV de uma amostra na condição tixofundida. Figura 38 – Imagem de MEV de uma amostra na condição de Solubilizada a 400°C por 24 horas. 62 Figura 39 – Imagem de MEV de uma amostra na condição de Envelhecida a 200°C por 6 horas. Figura 40 – Imagem de MEV de uma amostra na condição de Envelhecida a 150°C por 6 horas. 63 Figura 41 – Mapeamento por espectroscopia de energia dispersiva da liga AM60 +5% de terras raras na condição tixofundida (a) fase lamelar (b) elementos químicos presentes Figura 42 – Mapeamento por espectroscopia de energia dispersiva da liga AM60 +5% de terras raras na condição tixofundida (a) fase matriz (b) elementos químicos presentes. 64 Figura 43 – Mapeamento por espectroscopia de energia dispersiva da liga AM60 + 5% de terras raras na condição solubilizada a 400°C por 24 horas (a) fase lamelar (b) elementos químicos presentes. Figura 44 – Mapeamento por espectroscopia de energia dispersiva da liga AM60 + 5% de terras raras na condição solubilizada a 400°C por 24 horas (a) fase matriz (b) elementos químicos presentes. 65 Figura 45 – Mapeamento por espectroscopia de energia dispersiva da liga AM60 + 5% de terras raras na condição envelhecida a 150°C por 6 horas (a) precipitado rico em terras raras (b) elementos químicos presentes. Figura 46 – Mapeamento por espectroscopia de energia dispersiva da liga AM60 + 5% de terras raras na condição envelhecida a 150°C por 6 horas (a) matriz (b) elementos químicos presentes. 66 Figura 47 – Mapeamento por espectroscopia de energia dispersiva da liga AM60 + 5% de terras raras na condição envelhecida a 200°C por 6 horas (a) fase matriz (b) elementos químicos presentes. Figura 48 – Mapeamento por espectroscopia de energia dispersiva da liga AM60 + 5% de terras raras na condição envelhecida a 200°C por 6 horas (a) fase lamelar (b) elementos químicos presentes. 67 Figura 49 – Mapeamento por espectroscopia de energia dispersiva da liga AM60 + 5% de terras raras na condição envelhecida a 200°C por 6 horas (a) precipitado rico em terras raras (b) elementos químicos presentes. 68 5 CONCLUSÕES O objetivo deste trabalho foi de alterar as propriedades mecânicas da liga por meio dos tratamentos térmicos T4 e T6. Com os resultados obtidos, acredita-se que realmente, os tratamentos térmicos influenciaram a dureza da liga em estudo. Como mostram os resultados dos ensaios de dureza pode-se observar que o tratamento térmico T4, nas condições aqui definidas, promoveu um considerável aumento dessa propriedade. Pode-se perceber que a dureza sofreu algumas variações e que a maior dureza foi promovida pela solubilização por 24 horas na temperatura de 400°C. Percebe-se que esse fenômeno ocorreu com um aumento progressivo à medida que a temperatura também foi elevada até atingir um ponto máximo, onde começou a ocorrer um declínio nos valores de dureza. Após a liga ser submetida ao tratamento térmico T6, ao observar os resultados dos ensaios de dureza, verifica-se que, para as condições definidas neste trabalho, a dureza da liga também sofreu alterações. Porém, houve considerável diferença nos valores de dureza das amostras envelhecidas por 12 horas das amostras envelhecidas por 6 horas. As amostras envelhecidas por 12 horas alcançaram valores de dureza abaixo dos valores das amostras que foram apenas solubilizadas. Já as amostras envelhecidas por 6 horas alcançaram valores de dureza próximos ou acima das ligas apenas solubilizadas. Sendo que as amostras envelhecidas por 6 horas na temperatura de 200°C alcançaram os maiores valores de temperatura. Percebe-se também que houve alterações na microestrutura dessas amostras, com o surgimento novas fases e precipitados. 69 6 SUGESTÕES PARA TRABALHOS FUTUROS - Realizar este mesmo trabalho com outras ligas de magnésio e comparar os resultados. - Realizar apenas tratamento térmico T4, porém com alterações no tempo de permanência e também outros valores de temperatura. Aumentar o número de valores de temperatura estudados. - Realizar um tratamento térmico T6 abrangendo ampla gama da variável tempo, buscando com isso, a resposta para o nível de influência do tempo no aumento da dureza da liga. - Realizar vários tratamentos térmicos T6 variando bastante a temperatura para se verificar também onde a dureza começa a ser afetada por essa variável. - Realizar outros ensaios em temperatura ambiente como: ensaio de tração e ensaio de impacto - Realizar ensaio de fluência para estudar o comportamento da liga em altas temperaturas; - Efetuar análise por EDX para se confirmar as fases presentes na liga após os tratamentos térmicos. - Produzir a liga com outros teores de adição de terras raras, procurando obter maiores informações sobre a dureza bem como outras propriedades da liga no seu comportamento em temperatura ambiente e também em altas temperaturas. - Realizar estudos sobre a conformabilidade e usinabilidade da liga. 70 REFERÊNCIAS BIBLIOGRÁFICAS ASTM B661-12. Standard Practice for Heat Treatment of Magnesium Alloys, ASTM International, West Conshohocken, PA, 2012. Disponível em: <http://www.astm.org> ASTM B94-07. ASTM B94-07: Standard Specification for Magnesium-Alloy Die Castings,ASTM Standards, West Conshohocken, PA, 2012. Disponível em: <www.astm.org> ASTM E3- 11. Standard Guide for Preparation of Metallographic Specimens, ASTM International, West Conshohocken, PA, 2011. Disponível em: <www.astm.org> ASTM E384. ASTM E384: Standard Test Method for Knoop and Vickers Hardness of Materials,ASTM Standards, West Conshohocken, PA, 2012. Disponível em: <www.astm.org> BLAWERT, C.; HORT, N.; KAINER, K. U. Automotive applications of magnesium and its alloys. The International Journal of Advanced Manufacturing Technology, v. 39, n. 9-10, p. 851–865, 28 nov. 2004. BUTTON, S. T. Metodologia para planejamento experimental e análise de resultados. Disponível em: <http://www.fem.unicamp.br/~sergio1/pos-graduacao/IM317/apostila.pdf>. Acesso em: 9 fev. 2015. CALLISTER, W. D. J. Fundamentos da Ciência e Engenharia de Materiais: Uma Abordagem Integrada. 4/2014. ed. [s.l.] LTC - Livros Técnicos e Científicos Editora Ltda., 2014. FAN, Z. Semi-solid metal processing. International Materials Reviews, v. 47 (2), p. 49–85, 2002. FLEMINGS, M. C. Behavior of Metal Alloys in the Semisolid State. Metallurgical and Materials Transactions A-physical Metallurgy and Materials Science, v. 22, n. May, p. 957–981, 1991. FRIEDRICH, H. E.; MORDIKE, B. L. Magnesium Technology: Metallurgy, Design Data, Applications. 2006. ed. Berlin, Germany: Springer, 2006. KAPRANOS, P. et al. Near net shaping by semi-solid metal processing. Materials & Design, v. 21, p. 387–394, 2000. KING, J. F. Magnesium: commodity or exotic? Materials Science and Technology, v. 23, n. 1, p. 1–14, 19 jan. 2007. KULEKCI, M. K. Magnesium and its alloys applications in automotive industry. The International Journal of Advanced Manufacturing Technology, v. 39, n. 9-10, p. 851– 865, 28 nov. 2008. 71 LI, Y.; ZHANG, Z. M.; XUE, Y. Influence of aging on microstructure and mechanical properties of AZ80 and ZK60 magnesium alloys. Transactions of Nonferrous Metals Society of China (English Edition), v. 21, n. 2007021026, p. 739–744, 2011. LUO, A. A. Magnesium casting technology for structural applications. Journal of Magnesium and Alloys, v. 1, n. 1, p. 2–22, mar. 2013. MA, Y.; ZHANG, J.; YANG, M. Research on microstructure and alloy phases of AM50 magnesium alloy. Journal of Alloys and Compounds, v. 470, n. 1-2, p. 515–521, 2009. MARTINS, T. S.; ISOLANI, P. C. TERRAS RARAS: APLICAÇÕES INDUSTRIAIS E BIOLÓGICAS. Química Nova, v. 28, n. 1, p. 111–117, 2005. MORDIKE, B. L. .; KAINER, K. U. Magnesium Alloys and their Applications. Weinheim, FRG: Wiley-VCH Verlag GmbH & Co. KGaA, 2000. PEIXOTO, E. M. A. Elemento Químico – Magnésio. n° 12, novembro de 2000, 2000. RZYCHÓN, T.; KIELBULS, A. Effect of rare earth elements on the microstructure of Mg-Al alloys. Journal of Achievements in Materials and Manufacturing Engineering, v. 18, n. 1-2, p. 135–138, 2006. SHACKELFORD, J. F. Ciência dos Materiais. In: 6a. ed. São Paulo: Pearson Prentice Hall, 2008. p. 140–142. SHUANGSHOU, L. et al. Grain Coarsening Behavior of Mg- Al Alloys with Mischmetal Addition. journal of Rare Earths, v. 25, p. 227–232, 2007. SILLEKENS, W. H.; LETZIG, D. The MagForce Project: European Community Research on Forging of Magnesium Alloys. Proceedings of the 4th International Conference on Magnesium Alloys and teir Applications, p. 999–1005, 2006. Tabela Periódica Online. Disponível em: <http://tabela.oxigenio.com/metais_alcalinos_terrosos/elemento_quimico_magnesio.htm>. Acesso em: 6 jan. 2015. WANG, R. M.; ELIEZER, A.; GUTMAN, E. M. An investigation on the microstructure of an AM50 magnesium alloy. Materials Science and Engineering A, v. 355, n. 1-2, p. 201–207, 2003. ZHANG, J. et al. Effect of Ce on microstructure, mechanical properties and corrosion behavior of high-pressure die-cast Mg–4Al-based alloy. Journal of Alloys and Compounds, v. 509, n. 3, p. 1069–1078, jan. 2011.
Baixar