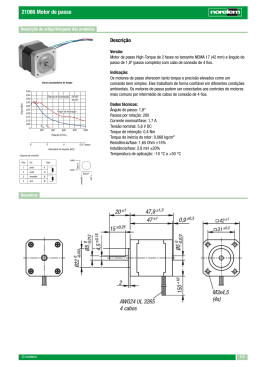
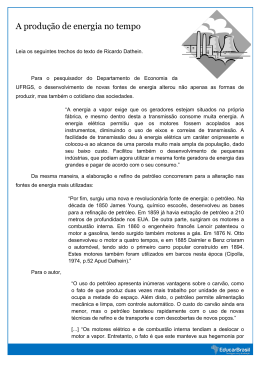
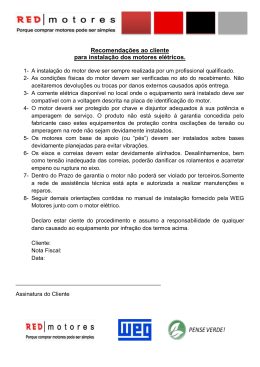
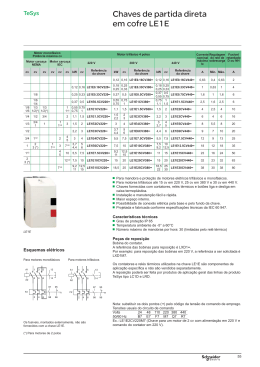
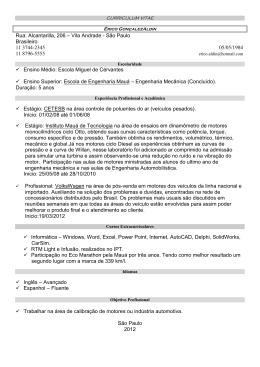
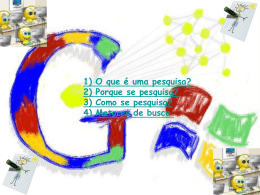
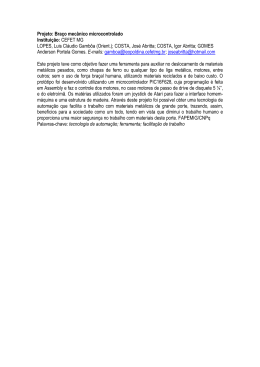
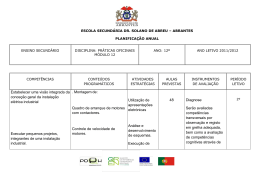
ESTUDO DE CASO Eficiência Energética – Buaiz Alimentos 1 CARACTERÍSTICAS DA EMPRESA Nome fantasia: Buaiz Alimentos Ramo de atividade: Alimentício Localização: Vitória / ES Estrutura tarifária: Horo-sazonal Azul A4 Demanda Contratada: 1.450 kW na Ponta e 1.450 kW Fora de Ponta 2 APRESENTAÇÃO E OBJETIVOS O caso da Buaiz Alimentos representa uma das ações de Eficiência Energética mais representativas para aplicação na indústria. A substituição de motores mais antigos por novos com maior rendimento baseia-se na mudança tecnológica e no correto dimensionamento dos motores para suas aplicações. Para selecionar os motores que representam potencial economia na substituição é necessário conhecer as características de funcionamento no regime de operação e as especificações técnicas dos equipamentos. Isto implica também um conhecimento do processo no mínimo referente ao que ocorre no equipamento. Neste caso foram estudados 192 motores, totalizando uma potência de 3.250 CV, com potências variando entre 3 e 125 CV e distribuídas conforme o gráfico abaixo. Distribuição dos Motores Estudados 350 50% 45% 300 250 Distribuição (%) 35% 30% 200 25% 150 20% 15% 100 Economia (kWh/CV) 40% 10% 50 5% 0 0% 0 < P ≤ 5 CV 5 < P ≤ 10 CV Quantidade 10 < P ≤ 20 CV 20 < P ≤ 30 CV 30 < P ≤ 50 CV 50 < P ≤ 125 CV Potência Economia kWh/CV Nota-se que os motores entre 5 e 10 CV somam quase 45% da quantidade, porém são 20% da potência instalada. Da mesma forma, os motores entre 50 e 125 CV são 6% em quantidade e 27% da potência instalada. Já do ponto de vista da economia obtida com o aumento do rendimento do motor, os resultados mostram que apesar da economia por CV ser maior nas potências menores, as horas de operação e potência instalada compensam a economia de energia nos motores maiores. WMO026.00 - Julho/2009 ESTUDO DE CASO Verifica-se que o correto dimensionamento dos motores está diretamente relacionado com a eficiência do uso da energia. Entretanto, para garantir o bom funcionamento e longevidade dos equipamentos instalados mantendo a melhor relação rendimento versus tempo de operação, recomenda-se um cuidado especial na especificação dos motores como: grau de proteção, classe térmica, categoria, plano de pintura, vedações etc., já que, historicamente, grande parte das causas de falhas de motores elétricos está relacionada a problemas nas suas especificações. Sendo assim, todo trabalho de avaliação dos motores para eliminação dos desperdícios de energia deve, necessariamente, conter uma avaliação do motor com relação às características da aplicação (ambiente de trabalho, processo e projeto da máquina acionada). Além da análise da especificação dos motores, o estudo deve ser capaz de identificar aplicações problemáticas ou que possuam equipamentos de tecnologia ultrapassada e propor soluções que otimizem os custos e melhorem o processo, aumentando a produtividade e confiabilidade. Substituição de sistemas mecânicos de variação de velocidade e regulagem de vazão de bombeamento, por sistemas elétricos / eletrônicos, são alguns exemplos que podem ser objetos do estudo. Um motor pode ser considerado bem dimensionado quando consome potência numa faixa entre 75% e 100% de sua potência nominal. Assim, após avaliações, um motor que esteja operando fora dessa faixa de carregamento é, em princípio, um candidato potencial a ser substituído por um motor melhor dimensionado. Motores antigos e sobredimensionados que apresentam um histórico de várias queimas têm as perdas aumentadas. Normalmente também apresentam rendimentos abaixo dos motores atuais. Além de melhor rendimento, os motores atuais possuem melhores características de projetos construtivos que otimizam as distribuições térmicas garantindo um maior isolamento elétrico. A metodologia proposta pela WEG para realizar este tipo de ação será apresentada a seguir. 3 METODOLOGIA ADOTADA PARA IMPLANTAÇÃO DO PROJETO A metodologia aplicada para a implementação das medidas de eficientização energética em motores está dividida em 5 etapas: Etapa 1 – Análise dos dados e definição dos motores potencialmente ineficientes: A partir dos dados de placa dos motores e das medidas de corrente em regime permanente do universo de motores que se tem interesse de estudar determinam-se os casos potenciais em função dos carregamentos calculados. Etapa 2 – Visão geral dos processos: Para conhecer as variações de carga sobre os motores é importante levantar o regime de trabalho e a aplicação dentro dos processos de fabricação. Desta forma é possível avaliar as condições de trabalho e fazer uma correta especificação, aumentando o tempo médio de utilização entre as falhas – MTBF (Medium Time Between Failure). Etapa 3 – Diagnóstico das condições operacionais: No universo de equipamentos avaliados, a partir da análise dos dados e da visão geral dos processos, identificaram-se os motores que estão sobredimensionados para atender as condições de carga em regime e/ou durante a partida, bem como os motores subdimensionados. Nesta etapa são utilizados analisadores de energia para monitorar as curvas de carga para melhor dimensionar os motores elétricos em cada aplicação. Etapa 4 – Substituição dos motores. Seguindo as orientações do estudo são feitas modificações nas bases dos motores antigos para receber os novos na mesma potência ou com potência inferior. Durante a realização deste trabalho, o alinhamento é um fator WMO026.00 - Julho/2009 ESTUDO DE CASO fundamental a ser observado para reduzir perdas por atrito no acoplamento e para reduzir despesas com manutenção. Etapa 5 – Medições para a avaliação de resultados. Da mesma forma que foram realizadas as medições antes da implementação, as medições com os novos equipamentos permite comparar os resultados obtidos pelo projeto. 4 DETALHES DA IMPLEMENTAÇÃO Teoricamente, a energia elétrica economizada pela substituição de motores é a diferença do inverso dos rendimentos multiplicada pela potência mecânica e pelo tempo de operação. As considerações do carregamento no ponto de operação devem ser levadas em conta para determinar os parâmetros de fator de potência e o próprio rendimento. Na prática, a forma de calcular a economia gerada pela substituição dos motores se dá pela comparação entre as medições do motor velho e do motor novo em uso. Considerando o tempo de utilização dos motores e o custo da energia é possível calcular a economia obtida. Tomando como exemplo a medição realizada em um dos ventiladores sobredimensionados tem-se a curva de carga da figura abaixo de um motor padrão de 4 pólos com potência igual a 52 CV (38,3 kW). Conhecendo a curva de corrente pelo carregamento do motor através de catálogos e os dados nominais, é possível se determinar o carregamento do motor pela medida da potência fornecida no ponto de operação. P = 15 6 Figura 1. Motor antigo de 38,3 kW – 4 pólos (ventilador L-629) Desta forma, a partir da curva de carga do equipamento acionado, das informações do motor, mais o parecer do operador a respeito do processo, foi concluído que este motor está sobre dimensionado e sugerimos a melhor solução técnica e econômica para a aplicação. Neste caso a solução foi a repotenciação, havendo a instalação de um motor 40 CV de alto rendimento com uma redução de aproximadamente 25% na potência instalada. WMO026.00 - Julho/2009 ESTUDO DE CASO Figura 2. Instalação e curva de carga do motor TAG L-630 Motor instalado na área de beneficiamento onde foi substituído um motor de 30 CV por outro de 20 CV e gerou-se uma economia de 9.950 kWh por ano. Conforme as medições há uma redução da potência de 7,2 kW para 7,0 kW. Figura 3. Instalação e curva de carga do motor TAG SG 401 Motor instalado em um dos silos sendo que ocorreu a substituição do motor de 52 CV por outro de alto rendimento de 50 CV gerando uma economia de 4.135 kWh por ano. Conforme as medições há uma redução da potência de 22 kW para 20 kW. WMO026.00 - Julho/2009 ESTUDO DE CASO Figura 4. Instalação e curva de carga do motor TAG MSS 003ª Motor padrão instalado na área de transporte de produtos que foi substituído por motor de alto rendimento na mesma potência, 75 CV, gerando uma economia de 16.760 kWh por ano. Conforme as medições há uma redução da potência de 21 kW para 9 kW. Figura 5. Instalação e curva de carga do motor TAG M 137 Motor instalado em outro moinho onde houve substituição do motor padrão por alto rendimento na potência de 15 CV, gerando uma economia de 7.500 kWh por ano. Conforme as medições há uma redução da potência de 13 kW para 5,2 kW. WMO026.00 - Julho/2009 ESTUDO DE CASO 5 PRAZOS E CUSTOS Este trabalho realizado na forma de uma consultoria oferecida pela WEG teve um período de avaliação e estudos que levou 2 meses para ser concluído. Na fase de substituição dos motores foi feita uma programação de trabalho aos finais de semana, de forma que não houvesse interrupção do processo produtivo. Assim, a instalação dos 179 motores durou 4 meses. As despesas com instalação incluíram a mão-de-obra ao custo médio de mercado e um custo praticamente irrisório para modificações das instalações. O investimento nos equipamentos foi de aproximadamente R$380 mil para uma potência total de 2.868 CV. 6 RESULTADOS E BENEFÍCIOS ALCANÇADOS As alterações sugeridas compreendem a substituição de Motores Elétricos de Indução do tipo Standard por Motores Elétricos de Indução do tipo Alto Rendimento Plus. Tabela 1. Resultados dos Cases estudados Sistema Atual Quantidade de motores 179 Potência (CV) 2920 Energia Consumida (MWh/ano) 7.150 Sistema Proposto Quantidade de motores 179 (192 estudados) Potência (CV) 2868 Energia Consumida (MWh/ano) 6.411 Resultado Obtido Redução de potencia (kW) 36,40 Energia Conservada (MWh/ano) 740 Retorno de Investimento 2 anos e 4 meses Economia (%) 10,3 Nota: a tabela acima contém somente os motores em que o ROI se enquadrou dentro dos parâmetros definidos pelas empresas em questão. Outros benefícios gerados pelo estudo de engenharia de aplicação: Otimização da relação custo X benefícios dos motores Melhoria da disponibilidade e eficiência da planta através da identificação e atuação sobre os motores obsoletos e de difícil manutenção Garantia da eficiência no uso adequado da energia Identificação e adequação de motores com elevados custos de manutenção devido a freqüentes falhas em função da má especificação Redução das demandas de manutenção Disseminação do conceito / importância da correta especificação dos equipamentos Trabalho realizado por: Eng. Jonas Cândido da Silva; Gilmar Weidner. SERVICE - WEG MOTORES [email protected] WMO026.00 - Julho/2009
Download