1
UNIVERSIDADE DA AMAZÔNIA
WILIAN CÁSSIO DOS SANTOS
APLICAÇÃO DE REDE NEURAL ARTIFICIAL PARA PREVISÃO DO PRODUTO
DE SAÍDA DE UM EVAPORADOR DE MÚLTIPLOS EFEITOS
BELÉM
2012
2
WILIAN CÁSSIO DOS SANTOS
APLICAÇÃO DE REDE NEURAL ARTIFICIAL PARA PREVISÃO DO PRODUTO
DE SAÍDA DE UM EVAPORADOR DE MÚLTIPLOS EFEITOS
Trabalho de Conclusão de Curso de Graduação
apresentado ao Centro de Ciências Exatas e
Tecnologia da Universidade da Amazônia
como requisito para a obtenção do grau
Bacharel em Engenharia de Produção.
Orientador: Prof. Dr. José Alberto Silva de Sá
BELÉM
2012
3
UNIVERSIDADE DA AMAZÔNIA
Wilian Cássio dos Santos
APLICAÇÃO DE REDE NEURAL ARTIFICIAL PARA PREVISÃO DO PRODUTO
DE SAÍDA DE UM EVAPORADOR DE MÚLTIPLOS EFEITOS
Trabalho de Conclusão de Curso apresentado à Universidade da Amazônia como requisito
avaliativo parcial para obtenção do grau de Engenheiro de Produção.
_________________________________________
Prof. Dr. José Alberto Silva de Sá
UEPA / UNAMA
_________________________________________
Prof. Dr. Hélio Raymundo Ferreira Filho
UEPA / UNAMA
_________________________________________
Prof. MSc. Felipe Fonseca Tavares de Freitas
UNAMA
Apresentado em: 11/12/2012
Conceito: APROVADO
BELÉM
2012
4
A minha esposa Lilian que foi a grande mentora
desta empreitada em minha vida, que sempre
me deu força e apoio nos momentos difíceis,
com palavras e gestos de um amor verdadeiro.
5
AGRADECIMENTOS
Em primeiro lugar agradeço a DEUS pela dádiva da vida e a JESUS por permitir que eu ainda
esteja neste mundo.
À minha esposa e aos meus filhos pelo apoio e compreensão.
Aos mestres desta instituição que não mediram esforços para que o seus conhecimentos me
fossem transmitidos.
Aos meus orientadores que muito contribuíram para a elaboração deste trabalho.
E amigos que de alguma forma contribuíram.
6
A vitória pode ser criada. Até mesmo se as tropas do
inimigo forem muitas, nós podemos achar um modo de
torná-las impossibilitadas de lutar.
Sun Tzu
7
RESUMO
O trabalho teve por objetivo desenvolver um previsor baseado em rede neural artificial
(RNA), capaz de simular a melhor combinação das variáveis de entrada no processo de uma
unidade evaporadora de múltiplos efeitos, para aumentar a eficiência de retirada de água em
uma solução de Aluminato de sódio. Para o desenvolvimento do previsor o modelo de rede
neural artificial utilizado foi feed-forward backpropagation. Os instrumentos de coleta de
dados foram feitos através da observação e análise dos resultados do comportamento de um
evaporador de múltiplos efeitos, mediante alterações das principais variáveis de entrada do
processo em uma unidade instalada no Município de Barcarena-PA, coletadas em um período
de um ano de operação normal, escolhido aleatoriamente. Com o desenvolvimento do
previsor foi possível identificar o impacto na retirada de água do evaporador de múltiplos
efeitos, em decorrência das alterações nos valores das principais variáveis de entrada no
processo, através dos valores da variável de saída estimados pelo previsor. Os testes de
validação da rede neural demonstraram uma forte aderência entre os valores reais e valores
estimados pelo previsor. Na avaliação do treinamento da rede neural os erros calculados pela
diferença entre os valores reais e estimados foram considerados satisfatórios. Como resultado
da pesquisa, verificou-se que é possível obter um aumento na eficiência da retirada de água da
solução de aluminato de sódio do evaporador de múltiplos efeitos, mediante a redução de
perdas de produção por testes de alteração dos parâmetros de entrada na unidade evaporadora
em operação.
Palavras-chave: Rede neural artificial. Previsor. Controle. Evaporador de múltiplos efeitos.
8
ABSTRAT
This research aimed to develop a predictor based on artificial neural network (RNA), able to
simulate the best combination of variables input of an evaporator unit of multiple effects, to
increase efficiency of water removal in a sodium aluminate solution. For the development of
the predictor, the model of the artificial neural network used was feed-forward
backpropagation. The instruments of data collection were done through observation and
analysis of the results of the function of a multiple effect evaporator, through changes in the
main input variables of the process in a unit installed in the city of Barcarena-Pa, collected
over a period of a year of normal operation, chosen randomly. With the development of the
predictor it was possible to identify the impact of the removal of water from the multiple
effects evaporator, as a result of changes in the values of the main input variables in the
process, through the values of the output variable estimated by the predictor. The validation
tests of the neural network showed a strong adhesion between the actual and estimated values
of the predictor. In the evaluation of the neural network training the errors calculated by the
difference between the actual and estimated values were considered satisfactory. As a result
of the research, it was found that it is possible to obtain an increase in the efficiency of water
removal from sodium aluminate solution from the evaporator with multiple effects, by
reduction of production losses by tests changing the input parameters in the evaporation plant
in operation.
Keywords: Artificial neural network. Predictor. Control. Multiple effect evaporator.
9
SUMÁRIO
1
INTRODUÇÃO ........................................................................................................... 11
1.1
TEMA E PROBLEMA .................................................................................................. 11
1.2
OBJETIVOS .................................................................................................................. 16
1.2.1 Objetivo geral ............................................................................................................... 16
1.2.2 Objetivos específicos .................................................................................................... 16
1.3
JUSTIFICATIVA DA PESQUISA ............................................................................... 17
1.4
ESTRUTURA DO TRABALHO .................................................................................. 19
2
CARACTERÍSTICAS DO PROCESSO DE EVAPORADORES DE MÚLTIPLO
EFEITO ........................................................................................................................ 21
2.1
TIPOS DE EVAPORADORE E PRINCIPIOS BÁSICOS DE OPERAÇÃO .............. 23
2.2
APLICAÇÕES DOS EVAPORADORES .................................................................... 25
3
UTILIZAÇÃO DE REDES NEURAIS PARA O CONTROLE DO PROCESSO
DE EVAPORADORES DE MÚLTIPLOS EFEITOS ............................................. 27
3.1
CONCEITO DE REDES NEURAIS ............................................................................. 27
3.2
TIPOS DE REDES NEURAIS ...................................................................................... 30
3.2.1 Redes de camada única ............................................................................................... 31
3.2.2 Redes neurais multicamadas ...................................................................................... 31
3.3
TIPOS DE APRENDIZGEM DE UMA REDE NEURAL ........................................... 33
3.3.1 Aprendizagem não supervisionada ............................................................................ 34
3.3.2 Aprendizagem supervisionada ................................................................................... 35
3.4
O ALGORÍTIMO BACKPROPAGATION .................................................................... 36
4
METOLOGIA DA PESQUISA .................................................................................. 37
4.1
TIPO E DELINEAMENTO DA PESQUISA ............................................................... 37
4.2
COLETA DE DADOS .................................................................................................. 37
4.3
MODELAGEM DA REDE NEURAL ARTIFICIAL................................................... 38
10
4.3.1 Camada de entrada ..................................................................................................... 38
4.3.2 Camada oculta ............................................................................................................. 38
4.3.3 Camada de saída .......................................................................................................... 38
4.3.4 Algoritmo de aprendizagem ....................................................................................... 39
4.3.5 Treinamento da RNA .................................................................................................. 39
4.3.6 Avaliação de performance .......................................................................................... 39
5
ESTUDO DE CASO .................................................................................................... 41
5.1
CARACTERÍSTICA DO PROCESSO PESQUISADO ............................................... 41
5.1.1 Descrição do processo .................................................................................................. 42
5.2
ANÁLISE DO BANCO DE DADOS COLETADO ..................................................... 45
5.3
AVALIAÇÃO DA PRIMEIRA RNA ........................................................................... 47
5.4
AVALIAÇÃO DA SEGUNDA RNA ........................................................................... 48
5.4.1 Avaliação de performance e validação da RNA ....................................................... 49
6
CONCLUSÃO.............................................................................................................. 52
7
RECOMENDAÇÕES PARA ESTUDOS FUTUROS .............................................. 53
REFERÊNCIAS ..................................................................................................................... 54
APÊNDICE A ......................................................................................................................... 56
APÊNDICE B.......................................................................................................................... 57
APÊNDICE C ......................................................................................................................... 61
11
1
1.1
INTRODUÇÃO
TEMA E PROBLEMA
A humanidade vem buscando, ao longo do tempo, formas mais eficientes para
executar as atividades do seu dia a dia, com o objetivo de reduzir esforços, proporcionar
conforto, segurança, saúde, lazer e outras vantagens. Segundo Loesch e Heim (1999, p. 9): “A
otimização faz parte da índole humana”. As organizações produtoras desempenham um papel
fundamental nesta busca, pois é através de seus produtos e serviços que a humanidade vem
desfrutando de melhores condições de vida.
Para que as organizações de bens e serviços possam oferecer ao mercado consumidor,
produtos com qualidade a baixo custo, as mesmas tem que investir constantemente em
tecnologias, para tornar seus processos produtivos mais eficientes. Normalmente estas
tecnologias vêm acompanhadas por sistemas que controlam os parâmetros dos processos ao
longo de suas etapas.
Estes controles são feitos em forma de variáveis, que segundo Montgomery e Runger
(2009), é uma função que confere um número real a cada resultado no espaço amostral de um
experimento.
Bassanezi (2002) diz que quando temos uma variável dependendo quantitativamente
de outra variável independente, pode-se construir um modelo matemático e analisar esta
dependência através das variações destas grandezas. Neste contexto, têm-se os processos com
a utilização de mais de uma variável de controle normalmente correlacionadas entre si,
responsáveis pelas transformações ao longo das etapas dos processos.
Pode ser comum nestes processos, que exigem interação, problemas com múltiplas
variáveis, dificultando a tomada de decisão pela ampla gama de resultados possíveis de se
atingir.
Em processos com sistemas de controle complexos devido a grande quantidade de
variáveis é possível a utilização de redes neurais artificiais (RNA), pelo fato da sua
capacidade de modelar sistemas complexos lineares ou não, e também por possuírem
mecanismos de aprendizagem. Por este motivo as RNA foram idealizadas como uma boa
12
técnica a ser utilizada em controles de processos adaptativos, principalmente em plantas
sujeitas a incertezas nos controles das variáveis e dos processos (CAMPOS; SAITO, 2004).
A inteligência artificial (AI) pode ser aplicada em diversas áreas do conhecimento para
a solução de problemas utilizando sistemas inteligentes como as redes neurais artificiais.
Rezende (2005) exemplifica a utilização de RNA em alguns estudos de casos onde as mesmas
foram aplicadas e demonstraram bons resultados, como na modelagem para controle de um
processo de flotação de minério de ferro da Cia Vale de Rio Doce, onde os resultados obtidos
foram animadores. O modelo aplicado em uma das plantas foi colocado em operação online
com os controladores convencionais para testar sua capacidade de prever o teor de um dos
elementos (sílica) no produto concentrado. Foi feito a comparação entre os valores previstos
pela rede com os valores obtidos através da análise em laboratório. Os resultados da aplicação
do modelo demonstram a possibilidade de dispensar a necessidade de uso do laboratório, pelo
grande grau de aderência do modelo.
Neste âmbito do conhecimento, Campos e Saito (2004) ilustram a aplicação de um
modelo baseado em rede neural artificial no controle de um processo petroquímico, que foi
aplicada ao controle de composição de topo e de fundo de uma coluna de destilação, onde a
rede irá trabalhar em paralelo com o s controladores convencionais do sistema. O objetivo da
rede foi de aprender interativamente e em tempo real um controle complementar, de forma a
otimizar e melhorar o desempenho da planta. Os resultados esperados foram alcançados sendo
demonstrado que a rede neural artificial foi capaz de aprender uma nova maneira de controle
de modo a melhorar o desempenho do sistema.
Lima (2006) realizou um estudo para estimar a concentração de particulado em
suspensão em diferentes bairros da cidade de Ipatinga-MG, através da utilização de
modelagem com rede neural artificial. O modelo foi capaz de fazer previsões de concentração
de alguns poluentes devido ao seu treinamento utilizando as variáveis de entrada como
velocidade dos ventos, chuvas e outros. A variável de saída foi medida pelos resultados
obtidos das estações meteorológicas. A validação do modelo foi realizada pela comparação
entre os resultados reais e os previstos pela RNA, verificando que é possível a utilização deste
tipo de modelo para a previsão de concentração de particulado em suspensão.
A aplicação de redes neurais artificias está presente em diversos segmentos com o
propósito de alguma forma, tornar os processos produtivos mais eficientes, seja através da
melhoria dos controles ou através da previsão de resultados esperados, que possibilitem a
13
tomada de decisões de forma antecipada, proporcionando assim otimização de processos e
ganhos em produtividade através da redução de perdas com testes em planta.
De um modo geral, nos processos produtivos sempre existe a presença de variáveis de
entrada, que são responsáveis por alguma transformação em uma determinada etapa do
processo. De acordo com a complexidade do processo ou produto que se deseja produzir,
estas variáveis sofrem mudanças em quantidades e tipos, podendo ser de natureza Físicoquímica ou Eletro-mecânica.
Ao longo das etapas de produção, é possível a ocorrência de desvios destas variáveis
dentro de um limite pré-estabelecido, de forma a não comprometer a obtenção dos resultados
finais esperados. Porém, é possível que estes desvios ultrapassem os valores toleráveis,
causando assim distúrbios que podem interferir na produção, eficiência ou até mesmo na
qualidade dos produtos fabricados.
Normalmente estas variáveis têm correlações entre si e o grau de importância das
mesmas está relacionado com o impacto de cada uma no processo produtivo. Segundo Larson
e Farber (2010, p. 395): “uma correlação é uma relação entre duas variáveis. Os dados podem
ser representados por pares ordenados (x, y), onde x é a variável independente (ou
explanatória) e y é a variável dependente (ou resposta)”.
Na indústria, de um modo geral, encontra-se dentro dos processos de produção uma
grande quantidade de variáveis necessárias para a fabricação dos mais diversos bens de
consumo.
As variáveis eletromecânicas podem estar relacionadas aos efeitos físicos, que
segundo Pahl et al (2005), podem ser descritos quantitativamente por meio de leis físicas que
coordenam entre si as grandezas envolvidas, como por exemplo, o efeito alavanca através da
lei da alavanca, o efeito de dilatação pela lei de dilatação dos corpos. Os desvios nestas
variáveis podem gerar perdas de produções imediatas, reduzindo assim a produtividade das
instalações.
As variáveis físico-químicas, por sua vez, representam as atividades relacionadas aos
fenômenos responsáveis pelas transformações dentro do processo. O desvio destes pode
causar perdas de produção, mas normalmente seu maior impacto é na eficiência das unidades
produtoras, pois estas variáveis estão muito relacionadas a consumo específico de matéria
prima e/ou energia.
14
Segundo Reis (2001), os fenômenos físicos são aqueles em que a matéria sofre uma
modificação qualquer que não modifica sua composição, como um papel que é rasgado, uma
substância que é aquecida ou a água que muda de estado físico quando evapora. No fenômeno
químico, a composição da matéria é totalmente alterada depois de ocorrer o fenômeno,
gerando uma nova substância, como por exemplo, a queima do papel, que gera cinzas, ou a
formação de uma nova substância com reações químicas.
Em processos produtivos onde a predominância das variáveis é de natureza físicoquímica, observa-se que os resultados desejados nem sempre são atingidos em função de
desvios em apenas uma das variáveis, o que às vezes torna o sistema muito frágil. Este fato se
deve principalmente pela correlação entre as variáveis. O impacto negativo no processo
produtivo será proporcional ao grau de relevância da variável que apresenta o desvio.
Um dos segmentos industriais que tem como principal característica a utilização de
fenômenos físico-químicos para a obtenção de seu produto, é a indústria do alumínio, que
segundo Luz e Lins (2005) é o terceiro elemento em abundância na crosta terrestre, ficando
atrás do oxigênio e silício.
Para a obtenção do alumínio metálico existe uma etapa muito importante, que é a
retirada do óxido de alumínio (Al2O3) da rocha de bauxita. O processo mais utilizado
industrialmente é o Processo Bayer, que consiste em misturar a bauxita moída a uma solução
de soda cáustica, com a qual a mesma reage sob pressão e temperatura. Nestas condições, a
bauxita se dissolve formando uma solução de aluminato de sódio (LUZ; LINS, 2005).
Dentro do complexo processo de extração da alumina destaca-se uma das etapas, que
são as unidades de evaporadores de múltiplos efeitos, que tem como principal finalidade, a
retirada de água da solução de aluminato de sódio.
As unidades de evaporadores operam com a utilização de uma grande quantidade de
variáveis, que combinadas promovem as alterações físicas e químicas na solução de aluminato
de sódio, necessárias à retirada de água desta solução.
Para que a eficiência da unidade de evaporadores possa se manter dento de um limite
tolerável, é necessário que sejam feitas alterações nos parâmetros de processo, de tal forma
que, uma nova combinação das variáveis mantenha a eficiência da unidade.
15
Existem ferramentas que empregam métodos exatos de programação matemática
capazes de nos mostrar de forma quantitativa, a melhor solução para a utilização de variáveis
de entrada em um processo produtivo, buscando a maximização de sua eficiência.
A aplicação de um modelo matemático poderá nos ajudar a encontrar a melhor
combinação entre as variáveis deste processo, permitindo a otimização da produção com
aumento da eficiência desta unidade. Segundo Montgomery e Runger (2009), os modelos
matemáticos podem ser construídos com nossa engenharia e o conhecimento científico do
fenômeno para relacionar as variáveis.
A utilização de modelos matemáticos tradicionais para otimização ou soluções de
problemas pode se tornar inviável pela quantidade de variáveis aplicadas em um único
modelo. De acordo com Braga, Ludemir e Carvalho (2000) nestes casos mais complexos a
utilização de Redes Neurais Artificiais pode ajudar muito, pela facilidade que as mesmas têm
de executar modelagens com um grande número de variáveis não lineares em um espaço de
tempo relativamente curto e com um bom grau de precisão.
O controle de processo que envolve variáveis de engenharia tem um campo muito
vasto de aplicação, como indústrias de manufaturas, plantas químicas, indústrias têxteis,
processos de produção contínua, processos de extração de matéria prima e outros vários
setores da indústria. De acordo com Zsolts (2006), em todos estes segmentos é possível a
utilização de redes neurais artificiais para auxiliar no controle de processo, com várias
literaturas relatando sobre as técnicas de aplicação das redes neurais.
Zsolts (2006) diz que em qualquer sistema de controle de processo as funções
essenciais para o processo são a temporização, a sequência, o sincronismo e o intertravamento
dos eventos. E as funções essenciais para os operadores são o monitoramento, supervisão e a
detecção e tratamento de alarmes. As funções voltadas ao controle de processo podem ser
implementadas com a utilização de controladores convencionais lógicos ou digitais e a
aplicação de redes neurais artificiais neste contexto tem sido de grande importância.
A aplicação de redes neurais artificiais em sistemas com funções voltadas para o
operador na detecção e análise de falhas tem sido explorada com êxito por vários
pesquisadores. O diagnóstico de falhas em sistemas de controle podem ser baseados pela
comparação de padrões e as RNA neste aspecto são excelentes detectores de padrões. Nos
sistemas mais complexos onde exista um grande número de interligação entre as variáveis
16
para a execução de uma função, é necessário que todas as outras funções sejam executadas. A
falha em qualquer um dos componentes da função pode comprometer todo o desempenho da
função principal (ZSOLTS, 2006).
Assim, em relação aos sistemas de controle, um dos problemas para o controle do
processo de uma unidade de evaporadores de múltiplos efeitos é o elevado número de
variáveis de entrada, que são controladas individualmente de tal forma que, o conjunto de
variáveis controladas proporcione o resultado desejado da variável de saída da unidade
evaporadora. Em alguns momentos o controle de uma ou mais variáveis pode não ser atingido
conforme desejado. Neste caso a solução para se manter a produção da unidade é fazer novas
interações entre as variáveis buscando novos parâmetros de controle, o que nem sempre pode
resultar na melhor combinação, causando assim perda de eficiência da unidade evaporadora
de múltiplos efeitos.
Nesse contexto, vislumbra-se a seguinte problemática: É possível melhorar a
eficiência de uma das etapas do processo de obtenção da alumina, que consiste na evaporação
da água de uma solução de aluminato de sódio por meio de evaporadores de múltiplos efeitos,
utilizando-se uma rede neural artificial (RNA) como um previsor do resultado de saída
mediante as alterações nas variáveis de entrada?
1.2
1.2.1
OBJETIVOS
Objetivo Geral
Desenvolver um previsor, baseado em rede neural artificial, capaz de melhorar a
eficiência de retirada de água em uma solução de Aluminato de Sódio, de uma planta de
evaporadores de múltiplos efeitos, no intuito de reduzir perdas no processo.
1.2.2
Objetivos Específicos
Compreender e caracterizar o processo de retirada de água da solução de
aluminato de sódio, através do processo de evaporador de múltiplo efeito;
17
Identificar as variáveis de controle relevantes e suscetíveis à modelagem da rede
neural artificial (RNA);
Treinar e avaliar o desempenho da RNA como um previsor da variável de saída de
um evaporador de múltiplos efeitos.
1.3
JUSTIFICATIVA DA PESQUISA
O alumínio é um metal cada dia mais presente no nosso dia a dia, o quê torna seu
consumo, consequentemente, cada vez maior, principalmente pela descoberta de novas ligas
metálicas, as quais possibilitam a sua aplicação nos mais variados segmentos industriais e
atividades em geral, sejam de natureza econômica ou de teor doméstico.
O alumínio é produzido comercialmente há cerca de 150 anos e, nesse curto período,
sua indústria se expandiu e está presente em 46 países produtores. Nesse panorama, o Brasil é
o sexto produtor mundial de Alumínio primário e tem a terceira maior reserva do minério
(Bauxita) no mundo, localizada na região amazônica. Além da Amazônia, a bauxita pode ser
encontrada no sudeste do Brasil, na região de Poços de Caldas (MG) e Cataguases (MG)
(ASSOCIAÇÃO BRASILEIRA DO ALUMÍNIO, 2012).
No mercado interno, a maior parte do alumínio é aplicada nos segmentos de
embalagens e transportes, seguidos do setor elétrico, construção civil, bens de consumo,
máquinas e equipamentos (ASSOCIAÇÃO BRASILEIRA DO ALUMÍNIO, 2012).
No segmento da alumina, que é o resultado do refino da bauxita, o Brasil ocupa a
quarta posição mundial na produção de alumina, que é o principal insumo das indústrias
produtoras de alumínio primário. No ano de 2010, o Brasil teve uma produção total de
alumina de 9.433.400 toneladas. Deste total produzido, o Pará, que é o maior produtor
nacional, foi responsável por uma produção de 5.718.000 toneladas, representando 60,61% da
produção nacional (ASSOCIAÇÃO BRASILEIRA DO ALUMÍNIO, 2012).
Nas refinarias de alumina, a bauxita passa por várias etapas e transformações, até
atingir o estado de Alumina, que é o estágio mais próximo da transformação da mesma em
alumínio metálico. Nas diversas refinarias espalhadas pelo mundo, o processo é muito
18
semelhante, porém algumas etapas são bem específicas, de acordo com o tipo de Bauxita
processada.
Uma das etapas que é comum em praticamente todas as refinarias de bauxita no
mundo é o processo de retirada de água da solução de aluminato de sódio, feita através de
evaporadores de múltiplos efeitos, que é um processo contínuo composto por algumas
variáveis.
Estas variáveis são os parâmetros de controle, que operam dentro de determinadas
faixas pré-estabelecidas, admitindo-se pequenos desvios de forma que não comprometam a
produtividade e a qualidade do produto da unidade evaporadora.
O controle destas variáveis é feito através de um sistema automatizado, gerenciado por
softwares, capazes de identificar os desvios e corrigi-los. Porém, quando estes desvios
ultrapassam determinados limites, os controladores não são mais capazes de efetuar a
correção, sendo necessária então a intervenção humana.
A pesquisa se justifica pelo fato das intervenções humanas, serem baseadas no
conhecimento e experiência dos operadores, que muitas vezes não são padronizadas em todos
os turnos de trabalho.
Este fato contribui muitas vezes para a tomada de decisão pouco eficaz, o que acarreta
perdas de produção e ou baixa eficiência da unidade de evaporação. Além disto, pretende-se
ainda, que este estudo seja base de informação para uma operação uniforme da unidade
evaporadora, e que as tomadas de decisões pelos operadores, sejam uniformizadas e
embasadas por uma informação com fundamentação técnica.
Uma ferramenta que pode ser de grande ajuda na resolução de problemas que dispõem
de um grande número de variáveis para uma tomada de decisão, pode ser a modelagem
matemática.
Segundo Taha (2008), os modelos hipotéticos são representações verdadeiras de
situações reais. O modelo, expressa de maneira tratável, as funções matemáticas que
representam o mundo real considerado. Nesse contexto, Bassanezi (2002) esclarece que a
matemática pode ser vista como um instrumento intelectual capaz de sintetizar ideias
concebidas em situações empíricas que estão quase sempre camufladas num emaranhado de
variáveis de menor importância.
19
O campo de aplicação da modelagem matemática é muito vasto, como por exemplo:
no estímulo de novas ideias, pode ser usada para fazer previsões, auxilia nas tomadas de
decisões, pode servir como ferramenta para entendimento da realidade e outros mais
(BASSANEZI, 2002).
Na indústria, a modelagem matemática pode ser aplicada eficaz e eficientemente na
resolução de problemas. Ainda segundo Bassanezi (2002), nem todo problema tecnológico é
essencialmente físico em natureza. Os mais importantes e comuns nesta área são originados
por processos de controle e automação.
O Processo de retirada de água da solução de aluminato de sódio, através de um
evaporador de múltiplos efeitos, requer um número elevado de variáveis, controladas de tal
forma, que as alterações físicas e químicas necessárias ao processo sejam realizadas. Estas
variáveis estão correlacionadas entre si, e são controladas por um sistema automatizado, capaz
de corrigir pequenos desvios.
Como a modelagem convencional para processos com muitas variáveis é complexa, a
utilização de uma modelagem por rede neural artificial pode ser uma alternativa atraente para
auxiliar no controle de processo do evaporador.
Com a aplicação de um previsor elaborado a partir de uma modelagem por RNA é
possível realizar a simulação dos resultados esperados na saída do evaporador através de
alterações nas variáveis de entrada, de acordo com as restrições de cada uma dentro do
processo. As redes neurais artificiais são elaboradas com base em aprendizagem e podem ser
facilmente treinadas quando necessário, em função de novas tecnologias ou mudanças
significativas no sistema operacional dos evaporadores.
1.4
ESTRUTURA DO TRABALHO
Este trabalho apresenta-se em sete capítulos. O primeiro trata do tema, problema,
objetivos, justificativa e estrutura do trabalho. O capítulo dois descreve o processo de
evaporadores de múltiplos efeitos, tipos de evaporadores e seus campos de aplicações.
O capítulo três descreve o conceito de rede neural artificial, tipos de redes neurais, métodos de
aprendizagem e de treinamento das redes neurais. O capítulo quatro apresenta a metodologia
do trabalho, como definição do tipo de pesquisa, procedimento de coleta dos dados e
modelagem da rede neural. O capítulo cinco descreve o estudo de caso, como as
características da unidade evaporadora em estudo, tratamento dos dados coletados, validação
20
da rede neural desenvolvida e discussão dos resultados. O capítulo seis apresenta as
conclusões do trabalho. O capítulo sete apresenta algumas recomendações para estudos
futuros.
21
2
CARACTERÍSTICAS DO PROCESSO DE EVAPORADORES DE MÚLTIPLO
EFEITO
Evaporação é um processo de concentração de uma solução aquosa através da retirada
de água por meio do aumento da temperatura até o ponto de ebulição. Segundo Vidal (2004),
Evaporação pode ser definida como a concentração de uma solução pela fervura do solvente.
Dentro de um sistema de evaporação o processo é controlado pelas taxas de
transferência de calor no líquido até atingir o ponto de ebulição, promovendo a retirada do
vapor. O resultado é uma solução com uma concentração maior que a de entrada no sistema.
Segundo Geankoplis (1983), as propriedades físicas e químicas da solução
concentrada e a quantidade de água que se deseja retirar, influenciam diretamente no tipo de
evaporador a ser usado assim como na definição da pressão e temperatura de processo. As
principais características são: concentração, solubilidade, sensibilidade a temperaturas,
pressão e temperatura, formação de crostas e formação de espumas.
A avaliação destas características em cada tipo de solução que será submetida a um
processo de concentração por evaporação é importante, pois o projeto de construção do
evaporador será em função das mesmas. Geankoplis (1983) descreve as características e seus
impactos no processo conforme a seguir:
1- Concentração:
Normalmente a solução de alimentação é diluída proporcionando um elevado
coeficiente de troca térmica e uma baixa viscosidade. Após o processo de retirada
da água esta solução concentrada pode assumir valores elevados de viscosidade,
maior dificuldade de escoamento e menor coeficiente de troca térmica.
2- Solubilidade:
Com o aumento da temperatura da solução a concentração de sais aumenta podendo
ultrapassar os limites de solubilidade do material formando cristais. Este é um fator
que pode limitar os processos de concentração por evaporação. Como os
evaporadores operam com elevação e redução de temperatura é possível a
cristalização dos sais neste momento, causando a deposição dos mesmos ao longo
da unidade.
22
3- Sensibilidade dos materiais à temperatura:
Vários produtos podem se degradar quando submetidos a temperaturas elevadas ou
quando expostos ao aquecimento por tempo prolongado. Produtos alimentícios
como leite, suco de laranja e extratos vegetais e também os produtos farmacêuticos
são exemplos destes materiais.
4- Temperatura e pressão:
O ponto de ebulição da solução está relacionado com a pressão de operação do
evaporador, quanto maior a pressão maior a temperatura requerida para a ebulição.
A medida que a solução é concentrada o ponto de ebulição tende a subir,
requerendo assim pressões abaixo de 1 atm para a solução atingir o novo ponto de
ebulição.
5- Formação de crostas:
Alguns tipos de soluções podem proporcionar a formação de crostas nas superfícies
que estão aquecidas em razão da degradação ou diminuição da solubilidade. A
deposição de crostas nestas superfícies pode causar redução na eficiência de troca
térmica ou até mesmo limitação na alimentação da unidade evaporadora, sendo
necessárias manutenções periódicas para retirada destas crostas.
6- Formação de espumas:
Durante a ebulição algumas soluções podem formar espumas que tendem a
acompanhar o vapor provocando assim perdas de material.
Como pode se observar cada característica é responsável pela definição de uma parte
do projeto de um evaporador devendo ser avaliadas conjuntamente. O correto
dimensionamento de forma que atenda a estes requisitos podem garantir um bom
desempenho do evaporador projetado, atendendo as especificações requeridas ao produto
desejado.
23
2.1
TIPOS DE EVAPORADORE E PRINCIPIOS BÁSICOS DE OPERAÇÃO
Para que ocorra o processo de evaporação é necessário que a solução seja submetida à
presença de calor para que ocorra a vaporização da água presente nesta solução. De acordo
com Vidal (2004), geralmente a fonte de calor é proveniente da condensação de um vapor
d’água saturado realizada em equipamentos denominados trocadores de calor, onde por um
lado passa o vapor e do outro a solução que se deseja aquecer. A transferência de calor é feita
pelo contato das substâncias com as paredes metálicas do trocador de calor que separam os
dois fluidos.
Para cada necessidade existe um tipo específico de evaporador dos mais simples aos
mais complexos sistemas. Geankoplis (1983), diz que a forma mais simples de um evaporador
consiste em uma panela aberta ou uma chaleira. O calor pode ser fornecido por uma chama no
fundo da panela ou um aquecedor imerso no líquido. Este tipo de evaporador é muito simples
de operar e barato de se instalar, porém o consumo de energia é muito alto, uma vez que o
vapor desprendido durante a evaporação é disperso para a atmosfera.
A definição do tipo de evaporador pode estar relacionada com o tipo de transferência
de calor que é utilizado. Existem evaporadores de único efeito como os de tubos horizontais
com circulação natural, tubos verticais com circulação natural, evaporadores de circulação
forçada, evaporadores por agitação com filme de líquido e os evaporadores de múltiplos
efeitos.
Os evaporadores de único efeito são utilizados quando a capacidade de evaporação
exigida é pequena ou o custo do vapor é baixo. De acordo com Geankoplis (1983), este tipo
de evaporador consome muita energia, uma vez que o vapor retirado da solução é jogado fora
não sendo aproveitada a energia contida neste vapor. Por este motivo este tipo de evaporador
é pouco eficiente, para cada 1 Kg de vapor consumido se evapora 1 kg de água.
Para os processos que exigem grande capacidade de evaporação são utilizados os
evaporadores de múltiplos efeitos. Estes evaporadores proporcionam uma redução muito
grande no consumo de vapor, uma vez que 01 kg de vapor pode produzir até 10 kg de água
evaporada. Normalmente as indústrias trabalham com valores entre 3 e 4 kg de água
evaporada por Kg de vapor em função dos custos de instalação das unidades (VIDAL, 2004).
24
O processo de um evaporador de múltiplos efeitos consiste no aproveitamento do
vapor gerado na evaporação da água do primeiro efeito para aquecer a solução do segundo
efeito. A evaporação da água do segundo efeito mesmo com uma temperatura mais baixa
aquece a solução no terceiro efeito, e assim ocorre sucessivamente ao longo de todos os
efeitos da unidade evaporadora. De acordo com Geankoplis (1983), 1 kg de vapor usado no
primeiro efeito evapora 1 kg de água, o mesmo ocorre no segundo e terceiro efeitos,
totalizando 3 kg de água evaporada com a utilização de apenas 1 kg de vapor proveniente de
fonte externa.
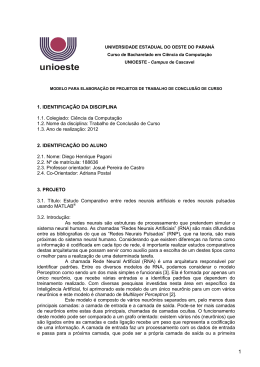
De acordo com Vidal (2004), a característica essencial de um evaporador de múltiplos
efeitos é o aproveitamento do vapor produzido em um efeito ser utilizado para aquecer o
efeito seguinte. A evaporação da água ocorre porque a solução que está aquecida até o ponto
de ebulição sofre uma queda brusca de pressão ao entrar nos tanques de expansão que
propositadamente tem uma grande área. A figura 1 mostra o esquema de um evaporador de
efeito triplo.
Figura1- Esquema típico de um evaporador de múltiplos efeitos
Fonte: Vidal (2004)
Onde:
T L= Temperatura da solução
WS = Vazão de vapor
WL = Vazão da solução
WV = Vazão de vapor da evaporação da água
25
C = Concentração da solução
TC = Trocador de calor
TL = Temperatura da solução
CR= Condensado regenerativo (água evaporada da solução)
A economia de um evaporador é medida pela razão entre a quantidade de água
evaporada pela quantidade de vapor consumido. Para que uma unidade evaporadora possa
obter o maior rendimento possível, garantindo sua produtividade é muito importante que
todos os parâmetros de processo sejam controlados de acordo com os valores de projeto.
Como se pode verificar os princípios que regem o funcionamento de um evaporador
estão relacionados principalmente às características da solução e aos desvios nos controles
dos parâmetros de processo, que podem comprometer a qualidade do produto e causar perdas
de produção.
2.2
APLICAÇÕES DOS EVAPORADORES
Os Evaporadores de um modo geral são utilizados nos processos industriais onde
exista a necessidade de concentração dos solutos nas soluções a base de água. Os
evaporadores estão presentes nos mais variados segmentos industriais como plantas químicas,
laticínios, citriculturas, refinarias de alumina e outros.
De acordo com Geankoplis (1983), alguns exemplos típicos do emprego dos sistemas
de evaporação com o propósito de concentração, podem ser verificados em soluções aquosas
de açúcar, cola, suco de laranja, leite, hidróxido de sódio, cloreto de sódio e outras, onde a
solução concentrada é o produto que se deseja e a água é o produto indesejável que é
descartado. Existe ainda a utilização de evaporadores para evaporar água do mar com a
finalidade de obtenção de água potável para consumo humano. A seguir tem-se a descrição
resumida de alguns exemplos citados para aplicações de evaporadores.
1- Indústrias de sucos de frutas: São empregados os evaporadores de único efeito, pelo
fato dos sucos serem sensíveis ao calor e aumentar muito a viscosidade com a
concentração, podendo agarrar nas superfícies do equipamento provocando a queima
26
do mesmo. Nestes casos os evaporadores de único efeito são mais eficientes pelo fato
de terem um baixo tempo de residência e altas taxas de circulação, além de poder
operar com temperaturas mais baixas.
2- Indústrias açucareiras: Os evaporadores utilizados nestas indústrias devem ser
projetados considerando a característica dos açúcares de se caramelizar quando
expostos a altas temperaturas por tempos prolongados. Nestes casos empregam-se
evaporadores de circulação natural.
3- Indústria de papel e celulose: No processo de produção de celulose a madeira é cozida
em solução de carbonato de sódio, fazendo parte do processo a concentração desta
solução através de evaporadores de múltiplos efeitos.
4- Indústria de alumina: Para a fabricação da alumina o minério moído é submetido a um
ataque de carbonato de sódio a temperaturas elevadas, formando uma solução de
aluminato de sódio. Uma das etapas do processo consiste em concentrar esta solução
através de evaporadores de múltiplos efeitos.
O campo de aplicação dos evaporadores é muito amplo e sua utilização pode ser
notada nos mais variados segmentos industriais. Para um bom desempenho das unidades
evaporadoras a fase de identificação do tipo adequado de evaporador que será utilizado é
muito importante, pois uma escolha inadequada pode acarretar em perdas de produção ou
baixa eficiência.
27
3
UTILIZAÇÃO DE REDES NEURAIS PARA O CONTROLE DO PROCESSO DE
EVAPORADORES DE MÚLTIPLOS EFEITOS
As redes neurais podem ser construídas com o propósito de solução de problemas dos
mais variados tipos, com possibilidades de aplicações em diversos segmentos, podendo
resolver problemas nas áreas de modelagem, organização e controle.
A aplicação de uma Rede Neural para controle de processo em um evaporador de
múltiplos efeitos pode ser feita em forma de um previsor dos resultados da saída, mediante
alterações nas variáveis de entrada. Com a utilização de um previsor é possível identificar
qual o melhor resultado da unidade evaporadora antes da alteração dos parâmetros na planta,
evitando assim perdas de produção por resultados não satisfatórios em função de alterações
menos produtivas.
3.1
CONCEITO DE REDES NEURAIS
O primeiro modelo de uma rede neural artificial baseada em um neurônio biológico
teve início em 1943 através do trabalho pioneiro de Warren McCulloch e Walter Pitts, um
psiquiatra e neuroanatomista e o outro um matemático recém graduado. Juntos publicaram um
trabalho com ideias sobre redes lógicas de nodos (neurônios) e os métodos de aprendizagem
para que estes pudessem ser capazes de executar uma função, se prendendo mais na descrição
de um modelo artificial de um neurônio biológico e suas capacidades computacionais.
(BRAGA; LUDEMIR; CARVALHO, 2000).
A partir deste estudo outros pesquisadores demonstraram seus trabalhos nesta área,
como Hebb, que em 1949 mostrou como a aprendizagem de redes neurais artificiais pode ser
conseguida pela variação dos pesos de entrada dos neurônios.
O modelo PERCEPTRON surgiu em 1958, construído por Frank Rosenblatt, que tinha
como topologia de rede neural artificial, uma estrutura de ligação entre os neurônios em forma
de três camadas. A primeira com o propósito de receber os dados. A segunda recebendo os
dados da primeira através das conexões com seus respectivos pesos ajustáveis, enviando os
sinais para a terceira camada de saída em forma de resposta. Pelo ajuste dos pesos o
PERCEPTRON pode ser treinado de acordo de acordo com as informações recebidas do
banco de dados durante a etapa de treinamento.
28
As redes neurais do tipo PERCEPTRON eram limitadas para a solução de alguns
problemas que não demonstravam linearidade que eram difíceis de aprender, representando
uma grande classe de funções com os algoritmos de aprendizagem desenvolvidos até então, o
que culminou em uma freada nos trabalhos de exploração das RNA. Com o desenvolvimento
do algoritmo de retropropagação (backpropagation) em 1982 por John Hopfieldo (BRAGA;
LUDEMIR; CARVALHO, 2000), reacendeu-se o interesse pelos estudos das redes neurais
artificiais pelo fato deste algoritmo proporcionar treinamento para as redes serem capazes de
resolver problemas não lineares.
As Redes Neurais Artificiais – RNA podem ser definidas como ferramentas
computacionais
que
utilizam
modelagem
matemática
baseada
nos
conceitos
do
funcionamento dos neurônios dos seres humanos.
Segundo Haykin (2001), uma Rede Neural pode ser vista como uma máquina
adaptativa com capacidade de aprendizagem, graças à interligação maciça de células
computacionais denominadas neurônios.
Uma Rede Neural pode ser definida ainda como “um processador maciçamente
paralelamente distribuído constituído de unidades de processamento simples, que tem a
propensão natural para armazenar conhecimento experimental e torná-lo disponível para uso.”
(HAYKIN, 2001, p.28).
Esta estrutura funciona baseada na estrutura do cérebro humano que é responsável pela
execução das funções sensoriomotoras e autônomas do corpo, além das emoções, pensamento
e percepção. O cérebro com suas redes de neurônios tem ainda a capacidade de reconhecer
padrões, armazenar conhecimento através de experiências e interpretar observações.
Os neurônios biológicos são divididos em três partes, o corpo da célula, os dendritos e
o axônio, cada um com uma função específica. Os dendritos tem a função de receber as
informações através de impulsos nervosos vindos de outros neurônios e leva-los até o corpo
celular, onde a informação é processada gerando novo impulso. Este impulso é transmitido
através do axônio até os dendritos do neurônio seguinte. Esta ligação entre o axônio de um
neurônio e o dendrito do outro é chamada de conexão sinapse.
Esta união funcional entre os neurônios pela sinapse é que formam as redes neurais no
nosso cérebro. As sinapses funcionam como um controlador de fluxos de impulsos entre os
neurônios da rede de forma variável, sendo esta variação que confere ao neurônio a
29
capacidade de adaptação. A figura 2 representa a configuração da comunicação entre
neurônios biológicos (BRAGA; LUDEMIR; CARVALHO, 2000).
Figura 2 – Representação da comunicação entre neurônios biológicos
Fonte: www.psiqweb.med.br
As unidades de processamento denominadas neurônios artificiais são programadas
para realizar cálculos matemáticos baseados em funções. Segundo Braga, Ludemir e Carvalho
(2000), estas unidades são dispostas em uma ou mais camadas interligadas por um grande
número de conexões normalmente unidirecionais. Um neurônio artificial é uma versão
simplificada de um neurônio biológico, que utilizada modelagem matemática para realização
das funções. Eles possuem n terminais de entrada e um terminal de saída. Para simular o
efeito da sinapse são atribuídos pesos na conexão de entrada que podem ter valores variados.
Para a ativação do neurônio é utilizado uma função de ativação que ativa ou não sua saída,
dependendo dos valores obtidos com o resultado desta função. A figura 3 ilustra a descrição
de um neurônio artificial.
30
Figura 3 – Modelo de um neurônio artificial
Fonte: Baseado em Haykin (2001).
De acordo com Haykin (2001) pode-se caracterizar cada parte de um neurônio
artificial como sendo:
Entrada: Os sinais de entrada representados por X1, X2 e Xn conectados ao neurônio
são multiplicados pelos pesos sinápticos W1, W2 e Wn respectivo a cada sinal de
entrada. Os pesos sinápticos podem assumir valores negativos e são responsáveis pelo
ajuste dos dados de entrada para correção dos erros no valor de saída.
Somatório: Realiza o somatório dos sinais de entrada, ponderados pelas respectivas
sinapses. Ele conta ainda com a entrada de um bias que tem o efeito de aumentar ou
diminuir a entrada da função de ativação.
Função de ativação: A função de ativação tem por finalidade restringir a amplitude
da saída de um neurônio em um intervalo de valor finito, normalmente com valor
unitário [0,1] ou [-1,1] determinando a relação entre a entrada e saída do neurônio.
3.2
TIPOS DE REDES NEURAIS
A estruturação de uma rede neural está relacionada com o tipo de algoritmo de
treinamento que vai ser usado. De acordo com a estrutura de ligações dos neurônios de uma
31
rede neural, têm-se tipos diferentes de arquiteturas. Segundo Haykin (2001), existem três
classes de arquiteturas de redes diferentes. São elas: Redes de camada única, redes de
múltiplas camadas e redes recorrentes.
De acordo com Braga; Ludemir e Carvalho (2000), a definição da estrutura de uma rede
neural é muito importante, pois a estrutura é um fator que restringe o tipo de problema que
pode ser tratado pela rede, que é definido pelo número de camadas da rede, número de
neurônios em cada camada, tipo de conexão entre os neurônios e a topologia da rede.
3.2.1 Redes de camada única
As redes de camada única são formadas por uma camada de entrada de nós e uma
camada de saída de neurônios. A camada de entrada projeta sobre a camada de neurônios em
sentido único. A camada de entrada não é contada para a definição do número de camadas,
porque nesta, não é realizada nenhuma ação computacional.
De acordo com Braga, Ludemir e Carvalho (2000) as redes de camada única só são
capazes de resolver problemas linearmente separáveis. Nas redes de camada única só existe
um nó entre qualquer entrada e qualquer saída da rede.
3.2.2 Redes neurais multicamadas
Uma das redes neurais artificiais mais utilizadas atualmente segundo Campos e Saito
(2004),
é
a
rede
neural
multicamadas
com
o
algoritmo
de
retroprogramação
(backpropagation) para a aprendizagem. Seu desenvolvimento alavancou o uso das redes
neurais artificiais por permitir a sua utilização em estruturas mais complexas, que são capazes
de resolver problemas que não podiam ser tratados por outros tipos de redes neurais. Este tipo
de rede neural artificial tem boa capacidade para áreas como: Controle, reconhecimento de
padrões, estatística e outras.
32
Estas redes neurais são normalmente chamadas de PERCEPTRONS de múltiplas
camadas (MLP), e tem sido aplicada com sucesso para resolver problemas difíceis através de
treinamento de forma supervisionada com o algoritmo backpropagation.
As redes de multicamadas são formadas por mais de uma camada de neurônios entre
alguma entrada e uma saída da rede. Ela “se distingue pela presença de uma ou mais camadas
ocultas, cujos nós computacionais são chamados correspondentemente de neurônios ocultos
ou unidades ocultas” (HAYKIN, 2001, p.47).
A camada oculta tem a função de interagir entre a camada dos nodos de entrada e a
camada de saída da rede. Quanto maior o número de camadas ocultas, maior a capacidade de
processamento da rede. Estas camadas ocultas não fazem parte da entrada ou da saída da rede
neural, por isso são denominadas ocultas.
A figura 4 mostra a estrutura de uma rede multicamada com uma camada oculta, uma
camada de entrada e uma de saída. Pode-se observar que a rede é totalmente conectada, ou
seja, um neurônio em qualquer camada da rede esta conectado a todos os neurônios da
camada anterior.
Figura 4 – Rede neural multicamada com uma camada oculta
Camada de entrada
Camada de saída
Y1
X1
Y2
X2
Y3
Xn
Yn
Camada Oculta
Sinal de entrada
(Variável)
Fonte: Baseado em Haykin (2001).
Sinal de saída
(Resposta)
33
Segundo Haykin (2001), os sinais de entrada se propagam para frente através da rede,
camada por camada. Os nós da fonte da camada de entrada fornecem os padrões de ativação
para os neurônios da segunda camada. Os sinais de saída da segunda camada são utilizados
como entrada para a terceira camada, e assim sucessivamente para o restante da rede. O
conjunto de sinais de saída da camada final de neurônios da rede forma a resposta para os
padrões de entrada na primeira camada de nós de ativação.
3.3
TIPOS DE APRENDIZAGEM DE UMA REDE NEURAL
Uma das características que chama a atenção nas Redes Neurais é a capacidade de
aprendizagem, que é feita através de treinamento, tomando como base os valores das variáveis
de entrada e os resultados das variáveis respostas. “A capacidade de aprender através de
exemplos e de generalizar a informação aprendida é, sem dúvida, o atrativo principal da
solução de problemas através das RNA’s.” (BRAGA; LUDEMIR; CARVALHO, 2000, p. 2).
O aprendizado de uma rede neural através do ambiente que ela está inserida pode ser o
seu principal atributo. Esta habilidade de aprender dentro do seu próprio ambiente pode
melhorar o seu desempenho.
“Aprendizagem é um processo pelo qual os parâmetros de uma rede neural são
adaptados através de um processo de estimulação pelo ambiente no qual a rede está inserida.
O tipo de aprendizagem é determinado pela maneira pela qual a modificação dos parâmetros
ocorre.” (HAYKIN, 2001, p.75).
O processo de aprendizagem de uma RNA inicia-se pela formação do banco de dados,
que de acordo com Campos e Saito (2004), deve ser divido em dois conjuntos, sendo: um
conjunto para o treinamento, que deve corresponder de 80 a 90% dos dados, e um segundo
conjunto para testes e validação da rede com 10 a 20% dos dados. O banco de dados para o
treinamento da rede deve ter tamanho suficiente para conter todas as condições possíveis do
processo operacional para garantir que o treinamento da rede seja abrangente. O mesmo
critério deve ser observado com o conjunto de dados para a avaliação da rede.
A figura 5 representa o fluxograma de processo de aprendizagem utilizado para a
configuração da RNA em estudo.
34
Figura 5 - Fluxograma do processo de aprendizagem da RNA
Definição da Rede
(Número de camadas e
neurônios, Algoritmo de
treinamento)
NÃO
Etapa de treinamento
Banco de
dados para
treinamento
Etapa de validação
Banco de
dados para
validação
Desempenho
satisfatório ?
SIM
Rede disponível para
utilização
Fonte: Baseado em Braga; Ludemir e Carvalho, (2000).
Foram desenvolvidos alguns métodos de treinamento de uma rede neural, que usam
como ferramentas, diversos tipos de algoritmos de aprendizagem. De acordo com a
modelagem matemática do algoritmo a aprendizagem pode ser dividida em dois grupos
distintos, Aprendizagem Supervisionada e Aprendizagem não supervisionada.
3.3.1 Aprendizagem não Supervisionada
A aprendizagem não supervisionada não conta com a existência de um professor para
acompanhar o treinamento da rede. Neste tipo de treinamento a rede só conta com as variáveis
de entrada.
Segundo Braga, Ludemir e Carvalho (2000), a partir do momento que a rede estabelece
harmonia com os dados de entrada de forma estatística, ela consegue desenvolver a habilidade
35
de formar internamente, representações que codificam as características das variáveis de
entrada, criando assim automaticamente novos grupos. Para que seja possível este tipo de
treinamento é necessário que os dados de entrada sejam redundantes de tal forma que a rede
possa sempre comparar os dados entre si.
3.3.2 Aprendizagem Supervisionada
O treinamento de uma rede neural chamado de aprendizagem supervisionada tem esta
definição em função das variáveis de entrada e de saída serem fornecidas por um supervisor,
que tem a função de monitorar a resposta da rede neural artificial para cada valor de entrada.
O treinamento é feito com base nos pares de dados de entrada e saída. Este tipo de entrada
permite à rede um ajuste dos pesos, uma vez que os valores da resposta para cada dado de
entrada é conhecido, permitindo assim, uma aproximação com o valor desejado dentro de um
limite de erro estabelecido (RESENDE, 2005).
Braga, Ludemir e Carvalho (2000), dizem que este é o tipo de treinamento mais
comum, tanto de neurônios com pesos quanto os sem pesos. O objetivo é ajustar os
parâmetros de tal forma que se possa encontrar uma ligação entre os pares de entrada e de
saída. A desvantagem do aprendizado supervisionado é que na ausência do professor a rede
não conseguira aprender novas soluções para situações que não estão nos exemplos de
treinamento. A figura 6 ilustra o processo de aprendizagem supervisionada.
Figura 5 – Representação da aprendizagem supervisionada
Professor
Resposta
desejada
+
Resposta
real
∑
RNA
-
Sinal de entrada
Sinal de erro
Fonte: Baseado em Braga, Ludemir e Carvalho (2000).
36
3.4
O ALGORÍTIMO BACKPROPAGATION
O algoritmo de treinamento para redes neurais backpropagation surgiu em meados da
década de 1980 desenvolvido por Rummelhart, Hinton e Williams. Segundo Rezende (2005),
o mesmo veio solucionar o problema de treinamento das redes de multicamadas, que são
usadas para resolução de problemas com maior complexidade.
“O algoritmo backpropagation é um algoritmo supervisionado que utiliza pares
(entrada, saída desejada), para por meio de um mecanismo de correção de erros, ajustar os
pesos da rede” (BRAGA; LUDEMIR; CARVALHO, 2000, p. 59).
O treinamento da rede é feito através da avaliação dos erros medidos com a comparação
entre os valores de saída desejados e o calculado pela rede. De posse dos resultados dos erros
o algoritmo realimenta a camada oculta para que os pesos atribuídos às variáveis sejam
alterados. Este processo se repete até que os pesos sejam ajustados de tal forma que o erro
seja o menor possível.
De acordo com Braga, Ludemir e carvalho (2000), o treinamento acontece em duas
fases. A forward que é utilizada para definir a saída da rede utilizando o padrão de entrada. E
a fase backward que utiliza a saída informada e a saída fornecida pela rede para atualização
dos pesos. O fluxo desse processamento ocorre em sentidos contrários. Na forward os dados
das variáveis de entrada seguem para a camada de saída. Na backward os erros seguem da
saída para a entrada das conexões dos neurônios.
O que caracteriza o treinamento com o algoritmo backpropagation segundo Rezende
(2005), é o ajuste dos pesos das camadas intermediárias através da retroalimentação, ou seja,
propagação para traz do erro medido na camada de saída.
37
4
4.1
METOLOGIA DA PESQUISA
TIPO E DELINEAMENTO DA PESQUISA
A pesquisa desenvolvida pode ser classificada, de acordo com Silva e Menezes (2005),
do ponto de vista de sua natureza, como pesquisa aplicada, já que tem por finalidade gerar
conhecimentos científicos para aplicação em uma unidade evaporadora de múltiplos efeitos,
que atualmente encontra-se em operação em uma planta de alumina no estado do Pará. Com
relação à abordagem, a pesquisa é de cunho quantitativo.
Ainda segundo Silva e Menezes (2005), sob o ponto de vista dos objetivos, a pesquisa
é descritiva, tendo em vista que o estudo é de um fenômeno, através de correlação entre
variáveis, baseado em coleta padronizada de dados. Pela classificação técnica, a pesquisa é
experimental, pois o estudo da eficiência do evaporador será feito através da análise das
influências das variáveis no processo.
4.2
COLETA DE DADOS
O procedimento de amostragem da pesquisa será feito através de observação
sistemática, pois conforme Silva e Menezes (2005), este tipo de coleta de dados tem
planejamento e realiza-se em condições controladas de forma que os resultados sejam de
acordo com o preestabelecido.
A coleta será realizada com o auxílio de ferramentas computacionais, através de um
software capaz de capturar as informações desejadas, diretamente da rede de controle de
operação do evaporador para uma planilha Excel. Este software permite a definição do
tamanho e quantidades de amostras que serão coletadas.
Os dados serão organizados em tabelas com o uso de recursos computacionais. O
tratamento destes dados será feito através de ferramentas estatísticas e matemáticas, para
análise dos resultados. A apresentação será feita em forma de tabelas e gráficos.
38
4.3
MODELAGEM DA REDE NEURAL ARTIFICIAL
Para o desenvolvimento da Rede Neural Artificial foi utilizado o software MATLAB
(apêndice B), de acordo com as etapas de desenvolvimento específicas para a elaboração da
rede. O modelo de rede utilizado foi feed-forward backpropagation.
4.3.1 Camada de entrada
Na camada de entrada foram utilizados os dados coletados das variáveis de entrada no
processo do evaporador. As variáveis utilizadas foram: Vazão de alimentação de solução de
aluminato de sódio, temperatura de entrada da solução de aluminato de sódio e pressão de
operação da unidade evaporadora, totalizando três variáveis de entrada.
A formação do banco de dados para as variáveis de entrada foi filtrado, eliminado as
amostras com resultados de saída igual a zero, que representavam situações atípicas na
operação do evaporador.
4.3.2 Camada oculta
Na camada oculta para a modelagem da RNA foram utilizados 5 neurônios. A definição
do número de neurônios foi feita de forma aleatória baseada em experiência de modelagem de
outras RNA.
4.3.3 Camada de saída
Para a camada de saída da RNA foi utilizado a medição da variável de saída: vazão de
condensado (água evaporada), referente aos resultados da medição das variáveis de entrada no
evaporador em um mesmo instante.
39
4.3.4 Algoritmo de aprendizagem
O algoritmo utilizado para o treinamento de aprendizagem foi o Backpropagation.
Considerou-se para a camada de entrada 3 variáveis, na camada oculta 5 neurônios e na
camada de saída uma variável.
4.3.5 Treinamento da RNA
Inicialmente realizou-se o treinamento de uma primeira rede com 100% dos dados, com
um total de 8108 amostras. Após o treinamento verificou-se o resultado de saída da rede
neural treinada com os valores padrões de aferição do projeto da unidade evaporadora.
Em seguida, foi realizado o treinamento de uma segunda rede. Para esta nova rede o
banco de dados foi divido, correspondendo a 70% para o treinamento e 30 % para validação
da rede neural artificial. Os dados de validação foram utilizados para fazer as simulações com
o modelo desenvolvido, totalizando 2401 simulações (ver Apêndice C).
4.3.6 Avaliação de performance
A validação da primeira rede neural não foi realizada em função do treinamento da
mesma ter sido realizado com 100% do banco de dados. Foi realizada somente uma avaliação
do treinamento através da utilização dos valores padrões de projeto.
A validação da segunda RNA foi realizada pela comparação dos valores estimados pelo
modelo com os valores reais medidos pelos instrumentos da unidade evaporadora,
correspondente aos 30% dos dados.
Foi avaliado o comportamento dos valores dos resultados das simulações do
treinamento, através de gráfico, verificando-se a tendência dos resultados estimados e a
diferença entre os valores reais e estimados.
40
Para a avaliação da performance foi utilizado o método do erro médio quadrático
(MSE) da diferença entre os valores reais e os valores estimados, conforme Haykin (2001),
este método é eficiente na avaliação de modelos de redes neurais artificiais,
41
5
5.1
ESTUDO DE CASO
CARACTERÍSTICA DO PROCESSO PESQUISADO
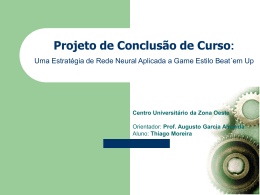
A refinaria de alumina instalada no município de Barcarena – PA com capacidade
nominal de 6.320.000 ton/ano, atualmente ocupando a posição de maior refinaria do mundo,
conta com sete unidades de evaporadores de múltiplos efeitos instaladas em seu parque
industrial. A figura 7 mostra uma das unidades instaladas.
Figura 7 – Instalação de um evaporador de múltiplos
Fonte: O autor (2012).
As unidades de evaporadores de múltiplos efeitos são projetas para manter o equilíbrio
do volume de solução de aluminato de sódio nos tanques de processo, através da retirada da
água que entra naturalmente no processo de fabricação da alumina. Os tanques de operação
têm capacidade limitada de armazenamento desta solução, por este motivo o controle de
volume dentro da refinaria é feito de forma muito rigorosa, pois um desequilíbrio entre a
entrada e saída de água poderá ocasionar transbordos destes tanques para as bacias de
contenção.
42
Em várias etapas do processo de refino da alumina tem-se a entrada de água, feita de
forma controlada de acordo com a necessidade de cada etapa da produção. Na principal
matéria prima para a obtenção da alumina a entrada de água é muito significativa em função
da umidade do minério.
Outro aspecto importante que deve ser considerado são as entradas de água pluvial,
principalmente na época do inverno, que em nossa região alcança altos índices
pluviométricos. Pelas características das instalações desta refinaria que tem grandes áreas de
bacias de contenção e tanques de operação não cobertos, a entrada de água de chuva no
processo pode atingir valores expressivos.
Além da importante tarefa de controlar o volume da refinaria as unidades evaporadoras
são responsáveis também pela minimização de custos com a reposição do insumo Soda
Cáustica (NaOH). Uma vez que a água é retirada da solução de aluminato de sódio a
concentração de NaOH aumenta, requerendo assim uma menor quantidade deste insumo para
manter a concentração da solução dentro dos parâmetros de processo necessários para garantir
a produtividade da refinaria.
5.1.1 Descrição do processo
As sete unidades instaladas nesta refinaria foram concebidas por diferentes projetos
elaborados por três fornecedores distintos. Cada unidade tem sua particularidade com relação
a número de estágios (efeitos) e parâmetros de operação, porém obedecem aos mesmos
princípios básicos dos sistemas de evaporadores de múltiplos efeitos.
As unidades de evaporadores operam de forma independente, com sistemas de controle
das variáveis de entrada atuando nas suas respectivas unidades. Cada variável de entrada é
responsável por uma etapa deste processo e o seu controle dentro dos parâmetros
especificados é de fundamental importância para um bom desempenho das unidades.
O controle de todas as variáveis ocorre de forma simultânea, sendo realizado por um
sistema automatizado do tipo Sistema de Controle Digital Distribuído (SDCD), que realiza os
ajustes necessários nas variáveis do processo através de lógicas de programação digital que
43
atuam diretamente nos equipamentos de automação instalados nas unidades de evaporadores,
como válvulas automáticas e bombas hidráulicas.
Os valores medidos das variáveis são realizados através da utilização de sensores
instalados na unidade evaporadora. Cada variável de entrada e saída é medida com um tipo
específico de sensor de acordo com o material e a leitura que se deseja.
A operação de uma unidade evaporadora é complexa pelo elevado número de
parâmetros de controles existentes, que na maioria dos casos estão relacionados entre si. O
descontrole em um destes parâmetros pode interferir no controle de outro, causando assim um
desequilíbrio no sistema e consequentemente perda de produção.
Dentre as diversas variáveis de controle que compõem uma unidade evaporadora de
múltiplos efeitos, destacam-se as variáveis de entrada que tem maior influencia no seu
rendimento e eficiência como vazão de alimentação da solução de aluminato de sódio (Licor
Pobre), temperatura da solução, pressão nos tanques de expansão e a variável de saída vazão
de condensado (água), descritos a seguir:
Vazão de alimentação de solução de aluminato de sódio (Licor Pobre):
Está variável é controlada em vazão volumétrica (m³/h) e tem por finalidade
fornecer a água que será retirada desta solução. A retirada de água (em forma de
condensado) é proporcional à vazão de alimentação do Licor Pobre.
Temperatura da solução de aluminato de sódio (Licor Pobre):
Como a retirada de água se dá pelo fenômeno da ebulição, é necessário que a
solução seja aquecida até atingir este ponto. O aquecimento da solução é feito
através da utilização de vapor vivo saturado em trocadores de calor. A
temperatura é medida em °C.
Pressão nos tanques de expansão:
A pressão é uma variável que tem por finalidade alterar o ponto de ebulição da
solução em cada um dos estágios (efeito) da unidade de acordo com a curva de
entalpia da água, assumindo diferentes valores em cada estágio.
44
Vazão de condensado (Água):
A retirada de água da solução é medida em m³/h, e representa o resultado do
trabalho da unidade evaporadora.
O processo de operação da unidade evaporadora consiste em submeter a solução de
aluminato de sódio a diferentes pressões e temperaturas ao longo dos estágios. Este processo é
realizado através do bombeamento da solução a partir de um tanque de armazenamento que é
alimentado por uma corrente contínua de solução. A solução bombeada com vazão controlada
passa por etapas de aquecimento em trocadores de calor do tipo casco e tubo, tendo como
fonte de energia térmica vapor saturado. A medida que a solução passa pelos trocadores de
calor a mesma vai ganhando temperatura até atingir o ponto de ebulição de 126 °C a uma
pressão de aproximadamente 1,5 bar.
A etapa de ebulição ocorre nos tanques de expansão que proporcionam este fenômeno
pelo fato de possuírem uma grande área volumétrica, causando uma queda brusca na pressão
da solução quando a mesma sai da tubulação e entra no tanque. À medida que a solução passa
pelos tanques de expansão (efeitos) a temperatura da mesma diminui devido a liberação de
calor em forma de vapor saturado. A ebulição da solução com temperatura baixa nos tanques
de expansão subsequentes só é possível graças ao controle da pressão que é reduzida até a
solução atingir novamente o ponto de ebulição de acordo com a tabela de entalpia da água.
A unidade evaporadora opera com pressões negativas (vácuo) em alguns tanques de
expansão para possibilitar a ebulição da solução com baixas temperaturas. A operação com
baixas temperaturas tem por finalidade a minimização de custos operacionais através da
redução do consumo de vapor vivo. O controle da pressão é feito por meio de bombas de
vácuo que proporcionam pressões negativas com valores de até 0,080 mbar.
A quantidade de efeitos em uma unidade de evaporadores é fator determinante para a
definição da temperatura de operação na entrada da mesma. Quanto maior a quantidade de
efeitos menor temperatura de entrada será requerida, minimizando assim o consumo de vapor
vivo.
45
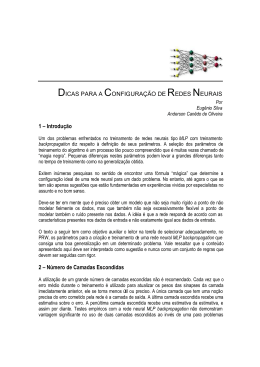
A unidade evaporadora em estudo é composta por doze efeitos. Com uma vazão de
alimentação de solução de 700 m³/h a mesma tem capacidade total de retirada de 100 m³/h de
água. A Figura 8 representa o fluxograma de processo desta unidade.
Figura 8 – Fluxograma de processo do evaporador de múltiplos efeitos
Fonte : Do autor (unidade evaporadora instalada na planta de alumina, Barcarena – PA - 2012).
5.2
ANÁLISE DO BANCO DE DADOS COLETADO
Os dados foram coletados diretamente da rede de controle de operação do evaporador
de múltiplos efeitos e exportados para uma planilha Excel. Extraiu-se uma série de dados das
variáveis de entrada: Temperatura de operação, Vazão de alimentação e Pressão de operação,
simultaneamente com a variável de saída: Vazão de condensado.
O período da amostragem foi de 01/01/2011 a 31/12/2011, com intervalos de média a
cada 01 hora, totalizando 8760 amostras, conforme Tabela 1.
46
Tabela 1 - Coleta de amostras (sem tratamento)
Entradas
Saída
Vazão de Alimentação
Temperatura
Pressão
Vazão de condensado
(m³/h)
(°C)
(mBar)
(m³/h)
1
701
128
0,137
65
2
699
129
0,141
64
3
699
129
0,135
64
...
...
...
...
...
463
701
127
0,087
76
464
702
127
0,087
75
465
700
128
0,089
75
...
...
...
...
...
3677
553
110
0,112
22
3678
143
70
0,209
9
3679
9
72
0,874
0
3680
0
74
0,915
0
...
...
...
...
...
5441
724
130
0,111
87
5442
711
130
0,108
87
...
...
...
...
...
8758
651
130
0,153
68
8759
651
130
0,160
66
8760
652
130
0,153
69
Amostra
Fonte: Do autor (2012).
Na avaliação do banco de amostras observa-se a presença de valores iguais a zero para
algumas variáveis de entrada e saída. Os valores de vazão de condensado igual a zero mesmo
com as variáveis de entrada apresentando valores normais ocorre nos momentos em que a
unidade evaporadora está parando ou entrando em operação.
Para não comprometer o treinamento da rede realizou-se uma filtragem nos dados
descartando-se os registros que apresentavam vazão de condensado igual a zero, resultando
em 8108 amostras (Tabela 2).
47
Tabela 2 – Coleta de dados (com tratamento)
Entradas
Saída
Vazão de Alimentação
Temperatura
Pressão
Vazão de condensado
(m³/h)
(°C)
(mBar)
(m³/h)
1
701
128
0,137
65
2
699
129
0,141
64
3
699
129
0,135
64
...
...
...
...
...
1948
651
126
0,082
71
1949
651
126
0,083
71
1950
649
126
0,082
68
...
...
...
...
...
2097
596
118
0,082
57
2098
602
118
0,082
57
2099
571
118
0,081
55
...
...
...
...
...
3176
701
130
0,108
75
3177
701
130
0,104
75
...
...
...
...
...
6808
678
127
0,132
65
6809
680
126
0,144
66
...
...
...
...
...
8106
651
130
0,153
68
8107
651
130
0,160
66
8108
652
130
0,153
69
Amostra
Fonte: Do autor (2012).
5.3
AVALIAÇÃO DA PRIMEIRA RNA
A tabela 3 indica o resultado da avaliação do treinamento da primeira rede neural
desenvolvida com 100% do banco de dados.
Tabela 3 – Cálculos dos erros para a avaliação do treinamento da primeira rede neural
RNA
Fonte: Do autor (2012).
Erro %
Erro Absoluto (m³/h)
2,586
1,991
48
O erro obtido nesta avaliação consiste na diferença absoluta entre o valor de referência
do projeto da unidade evaporadora e o valor estimado pela rede neural. Nota-se que o erro
pode ser considerado muito baixo, porém para efeito de validação da rede não é representativo
por se tratar de apenas uma amostra. O apêndice A demonstra a simulação realizada.
5.4
AVALIAÇÃO DA SEGUNDA RNA
A figura 9 representa o erro de treinamento da segunda rede obtida com o banco de
dados de 70% das amostras.
Figura 9 – Teste de treinamento (Diferença absoluta entre valores reais e valores estimados)
Teste de treinamento da RNA - Diferença
20,0000
Diferença absoluta
10,0000
0,0000
-10,0000
-20,0000
-30,0000
2401
2301
2201
2101
2001
1901
1801
1701
1601
1501
1401
1301
1201
1101
901
1001
801
701
601
501
401
301
201
1
101
-40,0000
Fonte: Do autor (2012).
A tabela 4 indica o resultado dos erros obtidos para a avaliação do treinamento da rede
neural.
Tabela 4 – Cálculos dos erros para a avaliação do treinamento da rede neural
Erro
Fonte: Do autor (2012).
Absoluto (m³/h)
-5,502
Erro médio quadrático
45,781
49
O erro médio obtido consiste na diferença absoluta entre os valores reais da saída de
água da unidade evaporadora e os valores estimados pela rede neural com o banco de dados
de 30 %. Os dados demonstram uma forte tendência dos resultados estimados pela RNA
apresentarem na maioria das simulações valores abaixo de zero, indicando quase na totalidade
erros negativos.
O erro médio quadrático (MSE) foi calculado de acordo com a equação (1)
demonstrado na tabela 1.
(1)
5.4.1 Avaliação da performance e validação da RNA
Para a etapa de validação da rede foi feito a comparação entre os resultados dos valores
estimados e os valores reais na saída de água da unidade evaporadora, a tendência destes
resultados é representada na Figura 10.
Observa-se que existe uma forte aderência entre os dois valores, pois o comportamento
dos valores estimados retrata o mesmo comportamento dos valores reais. Nota-se que existe o
acompanhamento das tendências de subida e descida dos valores reais pelos valores estimados
pelo modelo da rede neural.
Figura 10 - Gráfico de comparação do valor real x valor previsto
Fonte: Do autor.
50
Para a avaliação estatística do comportamento do modelo de rede neural desenvolvido,
foi feito com auxílio do software MINITAB 16.0, o teste de distribuição dos valores do banco
de dados de 30% utilizado na validação da rede e dos valores estimados pelo modelo, são
demonstrados nas figuras 11 e 12.
Figura 11 – Teste de distribuição normal do valor real (Medido)
Probability Plot of Real (Medido)
Normal
99,99
99
95
Mean
StDev
N
AD
P-Value
66,27
7,487
2432
53,535
<0,005
Mean
StDev
N
AD
P-Value
60,77
5,889
2432
49,954
<0,005
Percent
80
50
20
5
1
0,01
0
10
20
30
40
50
60
Real (Medido)
70
80
90
Fonte: Do autor (2012).
Figura 12 – Teste de distribuição normal do valor estimado (Calculado)
Probability Plot of Estimado (Calculado)
Normal - 95% CI
99,99
99
Percent
95
80
50
20
5
1
0,01
Fonte: Do autor (2012)
0
10
20
30
40
50
60
Estimado (Calculado)
70
80
90
51
O resultado obtido foi uma distribuição não normal para ambos os conjuntos de dados
analisados. De acordo com as figuras 11 e 12 é possível verificar que a distribuição das duas
amostras tem o mesmo comportamento, comprovando estatisticamente a existência de
aderência entre os valores obtidos pela rede neural e os valores reais.
A tabela 5 indica a comparação entre a mediana e o desvio padrão dos valores reais
(medidos) e dos valores estimados (calculados) pelo modelo da rede neural.
Tabela 5 – Comparação da mediana e desvio padrão entre valores reais e estimados
Real (Medido)
Estimado (RNA)
Mediana
67,537
61,037
Desvio padrão
7,487
5,889
Fonte: Do autor (2012).
Como se pode verificar a mediana dos valores estimados pelo modelo apresentou um
valor abaixo do valor real, confirmando a tendência de erros negativos. Com relação ao
desvio padrão a modelagem apresentou um desvio menor que os resultados de saída do
evaporador.
Em termos percentuais a validação foi feita tomando como base a mediana dos valores
reais e valores estimados (ver tabela 6).
Tabela 6 – Resultado do erro calculado pela mediana do valor estimado e valor real
Erro %
Modelo RNA
9,625
Fonte: Do autor (2012).
O erro de 9,625% para o modelo de rede neural desenvolvido, sob o ponto de vista
operacional, pode ser considerado como razoável para um previsor do processo do evaporador
em estudo, pelo fato das variações que ocorrem nas variáveis de entrada e saída do processo.
52
6
CONCLUSÃO
Este estudo demonstrou que é possível a utilização de modelagem por rede neural
artificial como um previsor dos resultados de saída de água (condensado) em uma unidade
evaporadora de múltiplos efeitos. Com os resultados estimados pela rede neural artificial,
verificou-se que é possível obter um aumento na eficiência da unidade evaporadora, através
da redução de perdas de produção por testes de alterações dos parâmetros de entrada na
unidade durante a operação.
Para a elaboração do modelo de rede neural artificial foram utilizadas as variáveis:
vazão de alimentação de solução de aluminato de sódio (m³/h), temperatura de entrada da
solução de aluminato de sódio (ºC) e pressão de operação na unidade evaporadora (bar). A
escolha destas variáveis foi em função de experiência de operação na unidade evaporadora
que demonstra maior sensibilidade a alterações nestes parâmetros.
A topologia de rede neural artificial utilizada foi uma rede de multicamadas, com
aprendizado supervisionado. Na camada oculta foram utilizados 5 neurônios. O algoritmo
utilizado para o treinamento da rede foi o backpropagation.
A avaliação do modelo de rede neural artificial desenvolvido foi feita através da
comparação entre os valores reais de saída do evaporador e dos valores estimados pelo
modelo. Os resultados desta comparação demonstraram uma boa aderência do modelo, que
reproduziu fielmente o comportamento da variável de saída da unidade evaporadora.
Para avaliação do treinamento da rede neural foi utilizado o método do Erro médio
quadrático (MSE) conforme recomenda a literatura, porém como foi desenvolvido somente
um modelo de rede neural a avaliação por este método não foi conclusiva. Foi realizada então
uma avaliação através da média do erro absoluto entre os valores reais e valores estimados. O
erro encontrado foi considerado razoável dentro de um limite de tolerância aceitável sob o
ponto de vista operacional.
Foi verificado que a distribuição dos dados de saída da unidade evaporadora e o
estimado pelo pela rede neural, apresentaram uma distribuição não normal. Por este motivo
para a validação do modelo de rede neural foi calculado o erro percentual considerando a
diferença entre as medianas dos dois valores. O resultado obtido também é considerado
razoável podendo, portanto ser validada a rede neural artificial.
53
7
RECOMENDAÇÕES PARA ESTUDOS FUTUROS
O banco de dados utilizado teve uma abrangência de um ano de operação da unidade
evaporadora, porém após a modelagem da rede neural verificou-se que em alguns momentos a
amostragem representava momentos atípicos da operação do evaporador, como momentos de
partida ou parada da unidade. A filtragem realizada no banco de dados levou em consideração
somente os valores que indicavam zero em algumas das variáveis. Portanto, recomenda-se
para estudo futuro fazer uma triagem no banco de dados de forma que sejam reportados
somente os valores das variáveis de entrada e saída em condições normais de trabalho (CNT).
O modelo de rede neural aplicado ao previsor foi feito com apenas uma configuração,
como o erro não foi menor que 5% é recomendado que sejam feitas novas configurações de
rede neural, para se fazer uma comparação entre as mesmas através do erro médio quadrático
(MSE), que poderá indicar qual modelo tem o melhor desempenho.
54
REFERÊNCIAS
ASSOCIAÇÃO BRASILEIRA DO ALUMÍNIO. Disponível em: <http://www.abal.org.br>.
Acesso em: 22 mar. 2012.
BASSANEZI, Rodney Carlos. Ensino – aprendizagem com modelagem matemática: uma
nova estratégia. São Paulo: Contexto, 2002.
BRAGA, Antônio de Pádua; LUDEMIR, Teresa Bernarda; CARVALHO, André C. P. de
Leon. Redes Neurais Artificiais: Teoria e Aplicações. LTC – Livros Técnicos e Científicos /
Editora S.A. – Rio de Janeiro, 2000.
CAMPOS, Mário Massa de; SAITO, Kaku. Sistemas inteligentes em controle e automação
de processos. Rio de Janeiro: Editora Ciência Moderna Ltda, 2004.
GEANKOPLIS, Christie J. Transport processes and unit operations. Newton –
Masschusetts: Allynand Bacon – 1983.
HAYKIN, Simon. Redes Neurais: Princípios e Práticas; trad. Paulo Martins Engel. 2. ed.
Porto Alegre: Bookman, 2001.
LARSON, Ron; FARBER, Betsy. Estatística Aplicada. 4. ed. São Paulo: Pearson Prentice
Hall, 2010.
LIMA, Mônica Marques Caetano de. Estimativa de concentração de Material particulado
em suspensão na atmosfera por meio da modelagem de rede neural artificial. 2006.
Dissertação apresentada ao Programa de Pós-graduação em Saneamento, Meio Ambiente e
Recursos Hídricos - Escola de engenharia, Universidade Federal de Minas Gerais, Belo
Horizonte, 2006.
LOESCH, Claudio; HEIM, Nelson. Pesquisa Operacional: Fundamentos e Modelos.
Blumenau: FURB, 1999.
LUZ, Adão Benvindo da; LINS, Fernando Antônio Freitas. Rochas & Minerais Industriais:
usos e especificações. 2. ed. Rio de Janeiro: CETEM/MCT, 2005.
55
MONTGOMERY, Douglas C.; RUNGER, George C. Estatística Aplicada e Probabilidade
para Engenheiros. Tradução e revisão técnica, Verônica Calado. 4. ed. Rio de Janeiro: LTC,
2009.
PAHL, Gerhard ; BEITZ, Wolfgang; FELDHUSEN Jorg ; GROTE, Karl-heinrich. Projeto
na engenharia: Fundamentos do desenvolvimento eficaz de produtos métodos e aplicações.
São Paulo: Editora Edgard Blucker, 2005.
REIS, Martha Marques da Fonseca. Completamente química: Química Geral. São Paulo:
FTD, 2001.
REZENDE, Solange Oliveira. Sistemas inteligentes: fundamentos e aplicações /
organização. Barueri – SP: Manole, 2005.
SILVA, Edna Lúcia da; MENEZES, Estera Muszkat. Metodologia da Pesquisa e
Elaboração de Dissertação. 4. ed. rev. atual. Florianópolis: UFSC, 2005.
TAHA, Hamdy A. Pesquisa Operacional: uma visão geral. São Paulo: Pearson Prentice
Hall, 2008.
VIDAL, Luís Roberto de Godói. Manual de operações Unitárias. Tradução: Hemus, 2004.
ZSOLTS, L. Kovács. Redes neurais artificiais: fundamentos e aplicações– 4. ed. Ver. – São
Paulo: Editora Livraria da Física, 2006.
56
APÊNDICE A
Programação de simulação para avaliação do treinamento da primeira rede neural
>> p = [700;126;0.080] % teste padrão
p=
700.0000
126.0000
0.0800
>> y = sim(net,p) % simulação com o valor padrão
y = 76.9912
57
APÊNDICE B
>> load data_input.txt
>>data_input = data_input';
>> load data_output.txt;
>>data_output = data_output';
>>savedata_input
>> save data_output
>>net = newff(data_input,data_output,5)
net =
Neural Network object:
architecture:
numInputs: 1
numLayers: 2
biasConnect: [1; 1]
inputConnect: [1; 0]
layerConnect: [0 0; 1 0]
outputConnect: [0 1]
numOutputs: 1 (read-only)
numInputDelays: 0 (read-only)
numLayerDelays: 0 (read-only)
subobject structures:
inputs: {1x1 cell} of inputs
layers: {2x1 cell} of layers
outputs: {1x2 cell} containing 1 output
biases: {2x1 cell} containing 2 biases
inputWeights: {2x1 cell} containing 1 input weight
layerWeights: {2x2 cell} containing 1 layer weight
functions:
adaptFcn: 'trains'
divideFcn: 'dividerand'
58
gradientFcn: 'gdefaults'
initFcn: 'initlay'
performFcn: 'mse'
plotFcns: {'plotperform','plottrainstate','plotregression'}
trainFcn: 'trainlm'
parameters:
adaptParam: .passes
divideParam: .trainRatio, .valRatio, .testRatio
gradientParam: (none)
initParam: (none)
performParam: (none)
trainParam: .show, .showWindow, .showCommandLine, .epochs,
.time, .goal, .max_fail, .mem_reduc,
.min_grad, .mu, .mu_dec, .mu_inc,
.mu_max
weight and bias values:
IW: {2x1 cell} containing 1 input weight matrix
LW: {2x2 cell} containing 1 layer weight matrix
b: {2x1 cell} containing 2 bias vectors
other:
name: ''
userdata: (user information)
>>net = train(net,data_input,data_output)
net =
Neural Network object:
architecture:
numInputs: 1
numLayers: 2
59
biasConnect: [1; 1]
inputConnect: [1; 0]
layerConnect: [0 0; 1 0]
outputConnect: [0 1]
numOutputs: 1 (read-only)
numInputDelays: 0 (read-only)
numLayerDelays: 0 (read-only)
subobject structures:
inputs: {1x1 cell} of inputs
layers: {2x1 cell} of layers
outputs: {1x2 cell} containing 1 output
biases: {2x1 cell} containing 2 biases
inputWeights: {2x1 cell} containing 1 input weight
layerWeights: {2x2 cell} containing 1 layer weight
functions:
adaptFcn: 'trains'
divideFcn: 'dividerand'
gradientFcn: 'gdefaults'
initFcn: 'initlay'
performFcn: 'mse'
plotFcns: {'plotperform','plottrainstate','plotregression'}
trainFcn: 'trainlm'
parameters:
adaptParam: .passes
divideParam: .trainRatio, .valRatio, .testRatio
gradientParam: (none)
initParam: (none)
performParam: (none)
trainParam: .show, .showWindow, .showCommandLine, .epochs,
.time, .goal, .max_fail, .mem_reduc,
.min_grad, .mu, .mu_dec, .mu_inc,
.mu_max
weight and bias values:
60
IW: {2x1 cell} containing 1 input weight matrix
LW: {2x2 cell} containing 1 layer weight matrix
b: {2x1 cell} containing 2 bias vectors
other:
name: ''
userdata: (user information)
61
APÊNDICE C
Programação de simulação para avaliação do treinamento da segunda rede neural (exemplo)
>> p = [700;126;0.080]; % teste padrão
>> y = sim(net,p) % simulação com os valores padrões
y = 78.6473
>> p = [600;126;0.11]; % entrada da simulação 5677
>> y = sim(net,p) % simulação
y = 59.6421
>> p = [600;126;0.1070]; % entrada da simulação 5678
>> y = sim(net,p) % simulação
y = 60.2222
(...)
>> p = [651;130;0.1600]; % entrada da simulação 8107
>> y = sim(net,p) % simulação
y =57.7424
>> p = [652;130;0.1530]; % entrada da simulação 8108
>> y = sim(net,p) % simulação
y =58.9264
Baixar