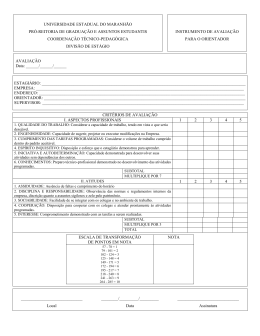
ANAIS OEE: UTILIZANDO CONCEITOS PARA MEDIR A EFICÁCIA DE UMA EQUIPE DE MANUTENÇÃO ELAINE CRISTINA DE OLIVEIRA LIMA ( [email protected] ) UNITAU - Universidade de Taubaté MIROSLAVA HAMZAGIC ZARATIN ( [email protected] ) UNITAU - Universidade de Taubaté Resumo: Utilizando o conceito de OEE (“Overall Equipment Effectiveness”), apresenta-se um estudo de caso com aplicação do OTE (“Overall Team Effectiveness”) ou Eficácia Global da Equipe, onde a eficiência, performance e qualidade dos serviços prestados por uma equipe de manutenção industrial são os componentes deste indicador que mede a realidade dos serviços prestados (AMARAL e PERCIBALLI, 2009), alinhada com estratégias empresariais, proporcionando vantagem competitiva sob o aspecto da filosofia “lean” aplicada dentro do processo de manutenção industrial. A conclusão responderá questionamentos dos gestores de “Como estou trabalhando?”, “Onde posso melhorar?” ou “Como está minha performance?” e “Porque a produtividade não aumenta?” Palavras-chave: OEE, Eficácia Global, Gestão Pessoas. 1 Introdução 1.1 Considerações Iniciais As empresas em todo o mundo discutem cotidianamente as novas exigências dos mercados consumidores, a globalização, o aumento da competividade, a evolução tecnológica e escassez de recursos e como isto tem exigido mudanças significativas no modo de gestão dos negócios. Buscam, ao longo do tempo, a melhoria dos seus processos e resultados por meio de diversas ferramentas, visando tornarem-se cada vez mais competitivas. No contexto da manufatura, o OEE (“Overall Equipment Effectiveness”) ou Eficácia Global dos Equipamentos ajuda a entender melhor como está o desempenho da área de produtiva e a identificar qual a máxima eficácia possível. (HANSEN, 2006). É uma abordagem quantitativa e uma referência como indicador sistêmico de produção para medir as principais perdas de equipamentos/sistemas e faz medição sob três aspectos: OEE = EFICIÊNCIA X PERFORMANCE X QUALIDADE É proposto o desenvolvimento de um indicador, aos moldes do OEE para equipamentos, que verifique ao mesmo tempo a eficiência, performance e qualidade de uma equipe de manutenção, ou seja, a eficácia desta equipe. Então temos o OTE (Overall Team Effectiveness) ou Eficácia Global da Equipe: 1/13 ANAIS OTE = EFICIÊNCIA x PERFORMANCE x QUALIDADE 1.2 Objetivos O objetivo principal deste artigo é apresentar um estudo de caso sobre a aplicação do OTE, contribuindo para a incorporação de uma cultura estratégica, baseada na formulação de indicadores de desempenho que, de certa forma, contribuem para identificar o valor dos recursos humanos nos resultados da empresa sob o aspecto do pensamento “lean” aplicado dentro do processo de manutenção industrial, destacando a produtividade do maior ativo deste processo – recursos humanos – através de uma nova linguagem de medição, expressa por valores numéricos que quantificam a eficácia da gestão. 1.3 Justificativas A ausência de um indicador estratégico que defina com clareza a situação da produção da equipe de manutenção, que possa ser um parâmetro e que quando analisado possa responder questionamentos constantes dos gestores de “Como estou trabalhando?”, “Onde posso melhorar?” ou “Como está minha performance?” e “Porque a produtividade não aumenta?”. 1.4 Escopo do Trabalho Este estudo apresenta e analisa o OTE, desenvolvido em empresa de energia, localizada São José dos Campos - SP entre os meses de Fevereiro e Julho de 2012, no qual participaram a equipe de manutenção da fábrica e supervisores da área. O estudo limita-se a monitorar o indicador de OTE da equipe de manutenção, operando em regime de trabalhos administrativo, 8 horas/dia, 5 dias/ semana. 1.5 Metodologia Realizaram-se pesquisas bibliográficas em vários meios diferentes, como livros, revistas, boletins, informativos de empresas, sites, monografias, permitindo extrair muitas informações sobre a referida metodologia, enriquecendo o corpo principal deste trabalho. A pesquisa quantitativa baseada na utilização das ferramentas OEE foi a abordagem adotada neste estudo. Sua natureza aplicada decorre a possibilidade de utilização imediata dos conhecimentos gerados sobre a aplicação da ferramenta para auxiliar os setores de manutenção, no âmbito medir a eficácia da mão de obra. Do ponto de vista dos procedimentos, a pesquisa desenvolvida pode ser classificada como um estudo de caso. 2 Revisão Bibliográfica 2.1 Estratégia Empresarial Segundo Silbiger (1996), o pensamento estratégico envolve uma análise abrangente de uma empresa em relação ao seu setor, seus concorrentes e o ambiente empresarial a curto e a longos prazos. Em ultima análise, estratégia é o plano de uma empresa para atingir suas metas, porém planos estratégicos não podem ser formados no vácuo. O Modelo McKinsey 7S desenvolvido por Tom Peters e Robert Waterman, na época que ambos trabalhavam como consultores na Mckinsey & Co., oferece uma estrutura com a qual se pode fazer uma análise da empresa como um todo, composta de 7 variáveis-chave que podem afetar o desempenho da instituição e são necessários para uma organização operar de modo mais eficiente possível: 2/13 ANAIS • • “Structure” (Estrutura): Como a organização planeja e divide seus negócios? “Strategy” (Estratégia): Quais os planos que a organização tem para o desenvolvimento do ambiente externo? • “Style” (Estilo): Com o que a administração se depara e o que é verdade na sua cultura? • “Staff” (Pessoas): Quem são as pessoas e como elas são tratadas? • “Skills” (Habilidades): O que a empresa faz de melhor? • “Systems” (Sistemas): Quais procedimentos formais e informais a empresa tem? • “Superordinate Goals/ Shared Values” (Metas Superordenadas/ Valores compartilhados): O que é mais importante para a organização? O modelo dos 7S é uma ferramenta valiosa para organizar os pensamentos (SILBIGER, 1996), empresas somente terão sucesso quando alcançarem uma integração entre todos eles. Destacando o fator “Staff” (Pessoas) foco deste artigo, percebe-se muitas vezes que alta administração não acha muito importante atribuindo ao departamento de recursos humanos as tratativas de gestão de pessoas, experiências e competências, modo de recrutamento, treinamento e avaliação de desempenho. Neste contexto, destaca-se que acompanhamento do desempenho da equipe através de indicadore s que possibilitam um sentimento de participação sobre as ações tomadas, além disso, permite a busca de melhor qualidade e contínuo aprimoramento, Rezende (2003). Destaca-se desta forma que “a importância do fator humano como agente de transformação e de sustentação da competitividade e da performance assume seu contorno mais significativo”, Rezende (2003, p.200). 2.2 Gestão Estratégica de Equipes – Indicadores Em função da globalização e da concorrência acirrada, as organizações precisam investir no capital humano superando fatores restritivos que se apresentam – a Gestão de Pessoas precisa ser substituída pela Gestão com Pessoas, com bom senso e equilíbrio emocional e empatia (ARAUJO, 2009), Desta forma, a preocupação em garantir os melhores índices de produtividade, custo e qualidade vem exigindo das organizações a constante busca em avaliar recursos humanos, mensurando seus resultados através de indicadores de desempenho, consolidando a importância estratégica da gestão com pessoas dentro das organizações. Hansen (2006) destaca que o elemento mais importante de uma fábrica são seus recursos humanos, desta forma a avaliação da gestão com pessoas numa organização industrial a é importante como diferencial competitivo tanto externo como interno no mercado globalizado e se aplicados em sintonia, os indicadores vão revelar se esforços e resultados estão sendo alcançados. E apesar da relação causa efeito ser algo complicado para medir e algumas avaliações aparentam caráter subjetivo, esse tipo de ferramenta pode ser a única opção disponível e que apresente algum resultado real. Existem centenas de indicadores que são utilizados pela área de RH, além da possibilidade da customização de indicadores para demandas específicas das organizações. Os dados mais comuns utilizados na construção de indicadores são: • Número de colaboradores (“Headcount”) • Absenteísmo 3/13 ANAIS • • • • • • • • Índice de entrada, Índice de saída, Índice de rotatividade (“Turnover”) Investimento em Treinamento (ROI) Investimento em Admissão (ROI) Clima Organizacional Folha de pagamento Faturamento Despesas Lucro A maior parte dos indicadores são taxas (razões), isto é, algum número dividido por outro e eles podem ser contagens ou outras taxas. Por este motivo, os indicadores são comumente expressos na forma de porcentagens ou frações. Outra característica que os indicadores mais comuns apresentam é o fato de serem medidas indiretas dos resultados alcançados. Por exemplo, uma empresa administra um treinamento para aumentar diminuir os erros (ou melhor, aumentar o número de acertos) em determinada atividade – isso é uma medida direta e como medida indireta o lucro alcançado. Existem indicadores de mão de obra que definem parcialmente a situação, mas não proporcionam uma visão sistêmica da situação. Segundo Gil Branco Filho (2006): ...”os índices de mão-de-obra e de pessoal não devem ser analisados isoladamente, pois o exame de apenas uma variável pode conduzir a interpretações equívocas. Assim é profundamente recomendável que se tenha um conjunto de índices que sejam periodicamente levantados e comparados”. 2.3 Conceito de Manufatura Enxuta Na década de 50, o “Lean Thinking” (Pensamento Enxuto), concebido inicialmente pelo Sistema Toyota de Produção, no Japão, visava produzir carros mais eficientes em um país pós-guerra. Nos anos 90, esta linha de pensamento foi apresentada por James Womack e Daniel Jones para empresas de produção em massa também se tornarem enxutas, acrescentando novos elementos à concepção inicial de Taiichi Ohno, idealizador do Sistema Toyota de Produção. A filosofia se expandiu pelo mundo, dentro de empresas de manufatura repetitiva de alto e baixo volume e sistemas de operações de serviços (GIANNINI, 2007), e várias são as definições, conforme apresentado abaixo: “A eliminação de desperdícios e elementos desnecessários a fim de reduzir custos; a idéia básica é produzir apenas o necessário, no momento necessário e na quantidade requerida (OHNO,1997).” “Há de conferir o máximo número de funções e responsabilidades a todos os trabalhadores que adicionam valor ao produto na linha, e a adotar um sistema de tratamento de defeitos imediatamente acionado a cada problema identificado, capaz de alcançar a sua causa raiz (WOMACK,1992).” Já Rotondaro (2010) destaca o conjunto de princípios e técnicas caracterizadas pelo sistema de produção “Lean”, ou literalmente, “enxuto”, que tem como ideal produzir cada vez mais com menos recursos – menos esforço humano, menos equipamento, menos tempo e menos espaço - e, ao mesmo tempo, aproximar-se cada vez mais de oferecer aos clientes 4/13 ANAIS exatamente o que eles desejam no tempo certo. Desta forma, especificar valor, alinhando na melhor seqüência as ações que criam valor, realizar essas atividades sem interrupção toda vez que alguém solicita e realizá-las de forma cada vez mais eficaz. Segundo OHNO (1997), no sistema produção “Lean” tudo o que não agrega valor ao produto, visto aos olhos do cliente, é desperdício, adicionando custo e tempo – todo desperdício é o sintoma e não a causa do problema. Porém, eliminam-se desperdícios e não empregos, isto é, a proposta principal é geração de valor para o cliente pela eliminação de desperdícios, tornando a organização mais competitiva no mercado. A filosofia “Lean” identifica 7 grandes fontes de perdas, sugerindo técnicas para eliminação ou otimização de atividades que não agregam valor ao cliente (FERNANDES & RAMOS, 2006). Segundo Kmita et alli (2003), preconizadas pelo Sistema Toyota de Produção, as 7 fontes de perdas são: 1) 2) 3) 4) 5) 6) 7) Perdas por superprodução; Perdas por transporte; Perdas no processamento em si; Perdas por fabricação de produtos defeituosos; Perdas por movimento; Perdas por espera; Perdas por estoque. Jim Womack idealizou a ‘ocidentalização do Sistema Toyota de Produção’, reconhecendo também o oitavo desperdício: 8) Desperdícios de Subutilização No presente trabalho, será restringida a descrição da perda considerada para o estudo: Subutilização da mão de obra. O conceito deve necessariamente ser aplicado em todas as áreas da empresa, de vendas a compras, de finanças a recursos humanos, assim como área operacional. Sempre priorizando onde existe maior desperdício e oferecendo maiores oportunidades de melhoria com impactos substanciais sobre o resultado do negócio. 2.4 OEE A análise da eficiência dos sistemas produtivos é considerada um tema de relevância para as empresas industriais. Pelo cálculo e monitoramento da eficiência produtiva dos recursos físicos, podem-se conhecer as suas reais eficiências, tendo como objetivo elaborar planos de ação e soluções para os principais motivos de ineficiência da produção. Como as informações para o cálculo correto da eficiência dos recursos nem sempre estão disponíveis nos sistemas corporativos das empresas, faz-se necessário coletar e analisar os dados dos recursos produtivos (PASSOS et al, 2004). A adoção de um sistema de medição correto e o gerenciamento de parâmetros-chave é capaz de contribuir para o aumento da produtividade tanto das áreas multifuncionais quanto da planta (HANSEN, 2006). Uma das ferramentas mais importantes na filosofia TPM é a Eficiência Global do Equipamento (OEE). O indicador OEE é resultado da multiplicação de três parâmetros que têm um papel relevante na filosofia TPM (FUENTES, 2006). Bariani & Del’Arco Júnior (2006) definem os parâmetros como: 5/13 ANAIS • • • Disponi bilidade: É a quantidade de tempo em que um equipamento esteve disponível para trabalhar comparado com a quantidade de tempo em que foi programado para trabalhar. Desempenho (ou Performance): É o quanto o equipamento trabalha próximo do tempo de ciclo ideal para produzir uma peça. Qualidade: É o número total de peças boas produzidas, comparado com o número total de peças produzidas. A Figura 1 e a Quadro 1 apresentam cada índice e as principais falhas que interferem no seu desempenho: Figura 1 – Cálculo do indicador OEE Fonte: Adaptado Santos (2007) Índices Principais Perdas Paradas Identificáveis Disponibilidade Falhas nos equipamentos e desgastes de ferramentas Perdas com ajustes e setups Desempenho Qualidade Perdas com velocidade reduzida Downtimes e pequenas paradas Defeitos de qualidade Perdas do processo Quadro 1 – Índices e Principais Paradas Fonte: Adaptado Castro (2010) A medição da eficiência global dos equipamentos pode ser aplicada de diferentes formas e objetivos. Segundo Jonsson e Lesshmmar (1999), o indicador OEE permite indicar áreas onde devem ser desenvolvidas melhorias bem como pode ser utilizado como 6/13 ANAIS “benchmark”, permitindo quantificar as melhorias desenvolvidas nos equipamentos, células ou linhas de produção ao longo do tempo. A análise do OEE e da produção de um grupo de máquinas de uma linha de produção ou de uma célula de manufatura permitem identificar o recurso com menor eficiência, possibilitando, desta forma, focalizar esforços nesses recursos. 3 Estudo de Caso 3.1 Descrição do Projeto Este projeto teve como objetivo o desenvolvimento de um indicador nos moldes do OEE para equipamentos, que verifique ao mesmo tempo a eficiência, performance e qualidade da equipe de manutenção. Esta equipe composta de 4 (quatro) profissionais que atuavam na manutenção de meios produtivos: usinagem, teste de turbinas, teste de motores e utilidades. Os dados coletados se referem aos meses de Fevereiro a Julho de 2012 e foram aplicados de imediato gerando os planos de ação para os meses seguintes. 3.2 OTE EFICIÊNCIA EFICIÊNCIA = = Hs Disponíveis Ativ.Programadas Ativ.Não Programadas - ∑ + META Horas Extras 75% Hs Disponíveis EFICIÊNCIA = 450,50 - 54,83 + 23,00 = 92,9% 450,5 W agner R am os J o ã o G a b r ie l R e n a to M a r q u e s G e b e r M e is s n e r A Figura 2 mostra que na EFICIÊNCIA entram todos os eventos registrados, programados ou não programados. Por exemplo, treinamento (programado), faltas (não programado), reuniões ou quaisquer eventos que se possa mensurar e que seja rastreável. 25 23,00 20 17,83 16,00 Reunião Atividades Programadas 4,2 4,2 2,5 0,0 DDS Atividades Programadas 6,3 7,0 4,5 0,0 Treinamento Atividades Programadas 3,5 0,0 6,7 0,0 Atraso Atividades Não Programadas 0,0 0,0 0,0 0,0 Falta Justificada Atividades Não Programadas 0,0 0,0 0,0 0,0 Falta Injustificada Atividades Não Programadas 0,0 0,0 0,0 0,0 Licença Médica Atividades Não Programadas 0,0 0,0 16,0 0,0 Saída Antecipada Atividades Não Programadas 0,0 0,0 0,0 0,0 Horas Extras Horas Extras 23,0 0,0 0,0 0,0 Horas 15 10,83 10,17 10 5 0,00 0,00 0,00 Falta Justificada Falta Injustificada 0,00 0 Reunião DDS Treinamento Atividades Programadas Atraso Atividades Não Programadas Licença Médica Saída Horas Extras Antecipada Horas Extras Figura 2 – Estratificação dos Eventos Fonte: Autora Os apontamentos devem permitir, conforme mostra a Figura 3, a estratificação em termos de paradas programadas e não programadas no segundo nível e quais são estas paradas no terceiro nível. Pode-se ainda, conforme o nível do banco de dados, estratificar em termos os colaboradores. 7/13 ANAIS 800 700 600 500 400 300 200 100 0 Hs Disponíveis Jan Fev 528,00 Mar 736,00 Abr 496,00 Hs Reais Trabalhadas 454,58 654,03 Ativ.Programadas 86,92 46,47 0 13,50 Ativ. Não Programadas Horas Extras Mai 748,00 Jun 714,00 Jul 450,50 426,33 615,67 661,17 418,67 46,17 154,83 24,33 38,83 35,50 23,50 12,00 57,00 16,00 0,00 0,00 34,50 28,50 23,00 Ago Set Out Nov Dez Figura 3 – Estratificação Atividades Programada e Não Programadas Fonte: Autora 714,00 661,17 80% 450,50 748,00 615,67 90% 70% 418,67 500 496,00 528,00 600 454,58 700 100% 426,33 800 654,03 736,00 Ainda devem permitir visualizar o acompanhamento mensal da equipe, conforme mostrado na Figura 4: 60% 400 50% 300 40% 30% 200 20% 100 10% 0% 0 Jan Fev Mar Abr Mai Hs Disponíveis Jun Jul Ago Hs Reais Trabalhadas Set Out Eficiência Nov Dez Meta Figura 4 – Acompanhamento Mensal Eficiência Equipe Fonte: Autora M ET A PERFORMANCE = PER F O R M A N C E = H s A p o n ta d a s 75% H s R e a is T r a b a lh a d a s PER F O R M A N C E = 38 8,92 = 9 2,9% 41 8,67 A Figura 5, destaca a PERFORMANCE que é a relação realizada pela produção teórica ou esperada. 8/13 ANAIS 3500 100% 97,0% 86,8% 3000 92,9% 90,4% 88,5% 90% 84,9% 80% 73,3% 2500 70% 60% 2000 50% 1500 40% 30% 1000 20% 500 10% 0 Acumula do 0% Jan Fev Mar Abr Mai Jun Jul Hs Reais Trabalhadas 3230,45 454,58 654,03 426,33 615,67 661,17 418,67 Hs Apontadas 2802,53 402,53 479,37 413,57 556,82 561,32 388,92 Performance 86,8% 88,5% 73,3% 97,0% 90,4% 84,9% 92,9% 75% 75% 75% 75% 75% 75% Meta 75% 75% Ago Set Out Nov 75% 75% 75% 75% Dez Figura 5 – Acompanhamento Mensal Performance Equipe Fonte: Autora As Horas Reais Trabalhadas foram estratificadas por tipo de atendimento e por funcionário, permitindo ao Planejamento e Controle de Manutenção uma melhor análise: • • • • Tempos médios por tipo de atendimento; Nivelamento de recursos por tipo de atendimento; Programação de atividades de manutenção; Priorização adequada de trabalhos. Indicador de Utilização por Tipo de Trabalho 192:00 168:00 Tempo (Horas) 144:00 120:00 96:00 72:00 48:00 24:00 00:00 Preventiva Geber Meissner 78:45 João Gabriel 111:00 Renato Marques 05:30 Wagner Ramos 00:00 Preditiva 00:00 00:00 00:00 00:00 Pesquisa e Desenvolvimento 00:00 00:00 00:00 00:00 Novas Instalações 00:00 00:00 00:00 00:00 Melhoria 00:00 00:00 03:00 00:00 Corretiva Programada 44:20 24:20 50:00 00:00 Corretiva Não Programada 39:40 27:10 04:40 00:00 Figura 6 – Estratificação por tipo de atendimento – por funcionário Fonte: Autora Na Figura 7 é mostrado que para avaliação da QUALIDADE dos serviços foram estabelecidos questionários específicos – CSS (“Customer Satisfaction Survey”) – onde o 9/13 ANAIS cliente direto definia periodicamente (mensalmente) a sua satisfação diante dos serviços prestados. Critérios de Avaliação RESUMO DA AVALIAÇÃO fevereiro-13 Mes-Ano fevereiro-13 Mes-Ano Como Avaliar ITEM O QUE AVALIAR Sim 1 Itens Avaliados * Quase acidente Acidentes pessoais 1.4 1.5 Não SEGURANÇA: 1.2 1.3 MANUTENÇÃO 0 * Acidente sem afastamento * Acidente com afastamento Acidentes impessoais Nota: 0 * Danificou equipamento e/ou materiais 0 X 0 X 0 X 1.6 * Provocou incêndio ou princípio de incêndio 1.7 * Uso adequado dos EPI´s 0 1.8 * Utilização adequada das ferramentas 5 Nota: 0 X 0 X 1 SEGURANÇA (30) FAIXA NOTA 1.1 Acidentes pessoais 0 à -50 0 1.2 Acidentes impessoais 0 à -30 0 1.3 Postura Segura 0 à 20 15 Manteve frentes de trabalho limpas e arrumadas 0 à 20 15 X 1.4 X 2 Postura Segura 1.9 * Uso adequado da Proteção Coletiva 1.10 * Utilização de equipamentos de prevenção de incêndios 1.11 * Limpeza de peças 1.12 1.13 1.14 2 2.1 2.2 2.3 2.4 Manteve frentes * Materiais e equipamentos em locais adequados de trabalho limpas e * Manter área limpa e organizada arrumadas * Mantém adequadamente os equipamentos e instalações. Ocorrência ambiental QUALIDADE Serviço 3.4 4 4.1 5 X 5 X 5 X 0 Nota: 15 * Envolveu órgãos internos da MBB * Envolveu instituição externa X Desvio de Qualidade 0 3 0 ou -15 0 0 à 20 20 15 QUALIDADE (30) 5 X 3.1 Serviço 0 ou 15 X 3.2 Desvio de Qualidade 0 a - 20 0 3.3 Cumprimento dos padrões e fluxo 0 ou 15 15 X 0 X 4 ATENDIMENTO (20) 10 X 4.1 Prazo 0 à -10 0 X 4.2 Quantidade 0 à 10 10 Nota: 20 10 Nota: 15 15 X 0 X 0 X * Desvio de qualidade * Perda de Produção Nota: 0 90 Conceito 00 à 29 - Péssimo Nota: 15 15 X Nota: 0 0 X 50 à 69 - Regular 5 X 70 à 89 - Bom Nota: 10 5 X 90 à 100 - Excelente EXCELENTE 30 à 49 - Ruim ATENDIMENTO 4.2 Causou ocorrência ambiental Cumprimento dos padrões do SGA Nota * Existência de retrabalho Cumprimento padrões e * Retorno das solicitações fluxos Prazo 2.1 2.2 5 0 Nota: Cumprimento * Tratamento e destinação dos resíduos dos Padrões do * Destinou os resíduos conforme SGA estabelecido em padrões 3 3.3 15 MEIO AMBIENTE 3.1 3.2 Nota: MEIO AMBIENTE (20) Cumprimento dos prazos acordados * Execução dos serviços programados Quantidade 4.3 * Atendimento às emergências Figura 7 – CSS (Customer Satisfaction Survey) Fonte: Autora O resultado, com suas estratificações, (Figura 8) foi demonstrado em um único indicador como está a equipe analisada e suas possibilidades de melhoria. Acompanhamento Anual 89% 91% 92% 95% 90% 96% 92% Janeiro Fevereiro Março Abril Maio Junho Julho Agosto Setembro Outubro Novembro Dezembro Média 100% 90% 90% 90% 80% 90% 70% 90% 60% 90% 50% 90% 90% 90% 40% 30% 90% 20% 90% 10% 90% 0% 90% 90% Janeiro Fevereiro Qualidade Meta 90% Março Abril Maio Junho Julho 89% 91% 92% 95% 90% 96% 90% 90% 90% 90% 90% 90% Figura 8 – Acompanhamento Mensal Qualidade Fonte: Autora 10/13 Agosto Setembro Outubro Novembro Dezembro Média 92% 90% 90% 90% 90% 90% 90% ANAIS Então temos o OTE (Overall Team Effectiveness) ou Eficácia Global da Equipe: OTE = A Figura 9 destaca que em Abril o indicador alcançou 76,7%, atingindo a meta em 2 (dois) meses após o início da medição mantendo-se estável até o mês de julho indicando, numa primeira estratificação possibilidades de melhoria no indicador de Performance – a maior dificuldade encontrada – mostrar a importância do apontamento das Horas Trabalhadas. Além disso, mostra aos Gestores da Produção que o dimensionamento da equipe e produtividade da equipe de manutenção encontravam-se adequados e eficientes. Acompanhamento Anual 100% 68% 57% 77% 71% 71% 83% 71% Janeiro Fevereiro Março Abril Maio Junho Julho Agosto Setembro Outubro Novembro Dezembro Média 90% 80% 70% 60% 50% 40% 30% 20% 10% 0% Jan Fev 67,9% Mar 57,3% Abr 76,7% Mai 70,7% Jun 70,8% Jul 82,9% Ago Set Out Nov Dez 70% 70% 70% 70% 70% 70% 70% 70% 70% 70% 70% 70% OTE Meta Figura 9 – Acompanhamento Mensal OTE Fonte: Autora 4 Considerações Finais Buscando garantir o sucesso do projeto de OTE, foram implementadas reuniões mensais para avaliação dos resultados, juntos com os envolvidos, onde eram apontados e corrigidos os principais problemas e vários fatores determinantes foram identificados durante o processo de implementação. Dentre eles, destacam-se aspectos críticos e positivos: • Fatores críticos: os relacionamentos interpessoais e as crises pessoais, devido à quebra de paradigmas culturais e comportamentais; • Fatores positivos: a valorização de todos os envolvidos, a adequação da equipe as necessidades de buscar ‘ser’ e ‘estar’ cada vez melhor (em face de meta de fazer sempre mais com menos). Em muitos momentos, o caminho mais simples parecia ser retornar ou abandonar o ‘novo’ e, na verdade as dificuldades foram encontradas no ‘desaprender o velho’. Certos de que uma grande mudança normalmente é impossível a menos que todos os funcionários entendem o porquê mudar, investiu-se maciçamente em treinamentos voltados ao trabalho em equipe e motivação. Ainda assim, nem todos os envolvidos chegaram o ideal ao mesmo tempo, porém, outros conseguiram enxergar o futuro e projetar-se nele buscando a melhoria contínua de forma incansável, confirmando que mais do que mudar a equipe o fundamental foi a modificação das pessoas, pois nestas sustenta-se o sucesso de qualquer programa/ metodologia. 11/13 ANAIS 5 Referências Bibliográficas AMARAL, A; PERCIBALLI, M.A. Utilizando os conceitos do OEE para medir a eficácia de uma equipe. Anais do 24º Congresso Brasileiro de Manutenção, Recife, 2009. ARAUJO, M.A., Administração de Produção e Operações: uma abordagem prática. Rio de Janeiro: Brasport, 2009. BARIANI, L.& DEL’ARCO JÚNIOR, A.P. Utilização da tecnologia da informação por grupos integrados de manufatura para o controle de indicadores de produção enxuta. Revista de Ciências Humanas, Taubaté, v.12, n.1, p. 67-79, jan./jun, 2006. CASTRO, F.P.; ARAUJO, F.O. Medição de Eficiência Operacional através do Indicador OEE (Overall Equipment Efectiveness): Uma Proposta de Implantação no Segmento de Bebidas. Anais do VI Congresso Nacional de Excelência em Gestão, Niterói. 2010. FERNANDES, P. M. P.; RAMOS, A. W.. Considerações sobre a integração do Lean Thinking com o Seis Sigma. In: ENEGEP, 26., 2006, Fortaleza. Anais... Fortaleza, CE: UNIFor, 2006. FUENTES, F.F.E. Metodologia para inovação da gestão de manutenção industrial. 2006. Tese (Doutorado em Engenharia Mecânica) Universidade Federal de Santa Catarina, Florianópolis, 2006. GIANNINI, R. Aplicação de Ferramentas do Pensamento Enxuto na redução de Perdas em Operações de Serviços. 2007. Dissertação (Mestrado) – Escola Politécnica da Universidade de São Paulo, São Paulo, 2007 (Disponível em: <http://www.teses.usp.br/teses/disponiveis/3/3136/tde-10082007-174556/>,acessado em: 03.10.2013). JONSSON, P.; LESSHAMMAR, M. Evaluation and improvement of manufacturing performace measurement systems – The role of OEE. Internacional Jounal of operation & Production management. HANSEN, R.C. Eficiência global dos equipamentos: uma poderosa ferramenta de produção/manutenção para o aumento dos lucros. Porto Alegre: Bookman. 2006. OHNO, T.O. Sistema Toyota de Produção – além da produção em larga escala. Porto Alegre: Bookman, 1997. PASSOS, A.; ANTUNES JÚNIOR, J.A.; KLIPPEL, M. Considerações críticas sobre a eficiência nos sistemas produtivos industriais – uma abordagem a partir do Sistema Toyota de Produção e da Teoria das Restrições. Anais do XXIV Encontro Nacional de Engenharia de Produção. Florianópolis, SC: ABEPRO, 2004. SANTOS, A.C.; SANTOS, M.J. Utilização do Indicador de Eficácia Global de Equipamentos (OEE) na Gestão de Melhoria Contínua do Sistema de Manufatura – Um Estudo de Caso. Anais XXVII Encontro Nacional de Engenharia de Produção, Foz do Iguaçu, PR: ENEGEP, 2007 SILBIGER, S. MBA em 10 lições: as mais importantes lições das melhores faculdades de administração americanas. 6 ed. Rio de Janeiro: Campus, 1996 12/13 ANAIS REZENDE, José Francisco de carvalho. Balanced Scorecard e a Gestão do Capital Intelectual: alçando a mensuração equilibrada na economia do conhecimento. Rio de Janeiro: Campus, 2003. ROTONDARO, R. G., vários colaboradores. Seis Sigma: estratégia gerencial para a melhoria de processos, produtos e serviços. 1.ed. São Paulo: Atlas, 2010 WOMACK, J.P.; JONES, D.T.; ROOS, D. A Máquina que Mudou o Mundo. 5.ed. Rio de Janeiro: Editora Campus Ltda, 1992 13/13
Baixar