CONCEITOS DE PROCESSO E EQUIPAMENTOS DE SECAGEM (PARK, ANTONIO, OLIVEIRA e PARK)
CONCEITOS DE PROCESSO E
EQUIPAMENTOS DE SECAGEM
KIL JIN PARK
GRAZIELLA COLATO ANTONIO
RAFAEL AUGUSTUS DE OLIVEIRA
KIL JIN BRANDINI PARK
http://www.feagri.unicamp.br/ctea/projpesq.html
Campinas, Março de 2007.
OBS.: Os autores agradecem a citação deste documento nas
referências bibliográficas.
CONCEITOS DE PROCESSO E EQUIPAMENTOS DE SECAGEM (PARK, ANTONIO, OLIVEIRA e PARK)
SUMÁRIO
NOMENCLATURA...................................................................................................................................................... i
I.
INTRODUÇÃO .................................................................................................................................................. 1
II. MATÉRIA PRIMA ............................................................................................................................................ 3
2.1
COMPORTAMENTO BIOLÓGICO ..................................................................................................................... 3
2.1.1
Respiração Aeróbica .............................................................................................................................. 3
2.1.2
Respiração anaeróbica .......................................................................................................................... 4
2.1.3
Fatores que afetam a intensidade da respiração ................................................................................... 4
2.1.3.1
2.1.3.2
2.1.3.3
2.1.3.4
2.1.3.5
2.1.4
Conseqüências do processo Respiratório .............................................................................................. 7
2.1.4.1
2.1.4.2
2.2
2.3
2.3.1
2.3.2
2.3.3
2.3.4
2.3.5
2.4
2.5
2.6
2.6.1
Umidade.................................................................................................................................................................5
Temperatura...........................................................................................................................................................5
Umidade versus Temperatura...............................................................................................................................6
Microorganismos ..................................................................................................................................................6
Outros Fatores .......................................................................................................................................................6
Umidificação e Aquecimento...............................................................................................................................7
Quebra Técnica .....................................................................................................................................................7
COMPOSIÇÃO QUÍMICA DOS ALIMENTOS ...................................................................................................... 8
CARACTERÍSTICAS FÍSICAS .......................................................................................................................... 9
Peso Hectolitro....................................................................................................................................... 9
Ângulo de Repouso............................................................................................................................... 10
Porosidade ........................................................................................................................................... 11
Condutividade Térmica ........................................................................................................................ 12
Higroscopicidade ................................................................................................................................. 12
LIMPEZA ................................................................................................................................................. 13
DETERMINAÇÃO DE UMIDADE.................................................................................................................... 13
MÉTODOS PARA A DETERMINAÇÃO DE UMIDADE ....................................................................................... 14
Métodos Diretos ................................................................................................................................... 14
2.6.1.1
Método da estufa.................................................................................................................................................14
2.6.2
Métodos Indiretos................................................................................................................................. 15
2.7
CONTEÚDO DE UMIDADE ................................................................................................................... 15
III.
TRATAMENTOS DO AR .......................................................................................................................... 17
3.1
PSICROMETRIA........................................................................................................................................... 17
3.1.1
Introdução ............................................................................................................................................ 17
3.1.2
Propriedades do Ar - Vapor de água ................................................................................................... 17
3.1.2.1
3.1.2.2
3.1.2.3
3.1.2.4
3.1.2.5
3.1.2.6
3.1.2.7
3.1.2.8
3.1.2.9
3.1.3
Temperatura de Bulbo Seco ...............................................................................................................................17
Umidade Absoluta ..............................................................................................................................................17
Umidade Relativa................................................................................................................................................18
Grau de Saturação ...............................................................................................................................................19
Temperatura de Orvalho ou Ponto de Orvalho .................................................................................................19
Entalpia................................................................................................................................................................19
Temperatura de Saturação Adiabática ...............................................................................................................20
Temperatura de Bulbo Úmido............................................................................................................................21
Volume Específico..............................................................................................................................................21
Construção da Carta Psicrométrica .................................................................................................... 23
CONCEITOS DE PROCESSO E EQUIPAMENTOS DE SECAGEM (PARK, ANTONIO, OLIVEIRA e PARK)
3.1.4
Utilização da Carta Psicrométrica ...................................................................................................... 23
3.1.4.1
3.1.4.2
3.1.4.3
Identificação ........................................................................................................................................................24
Processos do ar....................................................................................................................................................28
Combinação dos Processos ................................................................................................................................34
IV.
RELAÇÃO ENTRE UMIDADE E SÓLIDO ............................................................................................ 39
4.1
EQUAÇÕES DE ISOTERMAS ......................................................................................................................... 43
4.1.1
Modelo de Langmuir ............................................................................................................................ 43
4.1.2
Modelo de BET (Brunauer, Emmet e Teller)........................................................................................ 43
4.1.3
Modelo de BET linearizado.................................................................................................................. 44
4.1.4
Modelo de GAB (Gugghenheim, Anderson e de Boer)......................................................................... 44
4.1.5
Modelo de Chen ................................................................................................................................... 44
4.1.6
Modelo de Chen & Clayton.................................................................................................................. 44
4.1.7
Modelo de Chung & Pfost (1967) ........................................................................................................ 45
4.1.8
Modelo de Halsey................................................................................................................................. 45
4.1.9
Modelo de Oswin.................................................................................................................................. 45
4.1.10
Modelo de Henderson...................................................................................................................... 45
4.1.11
Modelo de Aguerre .......................................................................................................................... 46
4.1.12
Modelo de Peleg.............................................................................................................................. 46
V. TEORIA DE SECAGEM................................................................................................................................. 47
5.1
PRINCÍPIOS DE SECAGEM ........................................................................................................................... 47
5.2
MECANISMOS DE MIGRAÇÃO DE UMIDADE ............................................................................................... 47
5.3
EFEITOS COLATERAIS DURANTE A SECAGEM ............................................................................................ 48
5.4
CURVAS TÍPICAS DE SECAGEM .................................................................................................................. 49
5.5
CÁLCULO DE CINÉTICA DE SECAGEM ........................................................................................................ 53
5.5.1
Período de Taxa Constante .................................................................................................................. 53
5.5.2
Período de Taxa Decrescente............................................................................................................... 55
5.5.2.1
5.5.2.2
Teoria Difusional ................................................................................................................................................55
Teoria Capilar......................................................................................................................................................57
5.6
DADOS EXPERIMENTAIS ............................................................................................................................ 57
5.6.1
Medida do Coeficiente de Difusão da água ......................................................................................... 57
5.6.1.1
5.6.1.2
5.6.1.3
Método estacionário............................................................................................................................................57
Método não-estacionário ....................................................................................................................................58
Método por identificação....................................................................................................................................58
5.6.2
Experimento e Tratamento dos Resultados .......................................................................................... 58
5.6.3
Curva Característica de Secagem........................................................................................................ 59
VI.
PRÁTICA DE SECAGEM DE ALIMENTOS.......................................................................................... 62
6.1
CURVA DE SECAGEM ................................................................................................................................. 62
6.1.1
Umidade do material............................................................................................................................ 64
6.2
TAXA DE SECAGEM.................................................................................................................................... 64
6.2.1
Regressão não Linear........................................................................................................................... 69
6.3
DIMENSIONAMENTO DO SECADOR ............................................................................................................. 70
6.3.1
Tempo de secagem ............................................................................................................................... 70
6.3.1.1
6.3.1.2
6.4
Período de Taxa Constante.................................................................................................................................71
Período de Taxa Decrescente .............................................................................................................................71
DIMENSÕES DO SECADOR........................................................................................................................... 73
CONCEITOS DE PROCESSO E EQUIPAMENTOS DE SECAGEM (PARK, ANTONIO, OLIVEIRA e PARK)
6.5
CONSUMO ENERGÉTICO DO PROCESSO ...................................................................................................... 75
6.5.1
Ventiladores ......................................................................................................................................... 75
6.5.2
Aquecimento do ar ............................................................................................................................... 75
6.5.3
Custo de processo ................................................................................................................................ 77
VII.
MÉTODOS DE SECAGEM ....................................................................................................................... 79
7.1
SECAGEM POR CONVECÇÃO ....................................................................................................................... 79
7.2
SECAGEM POR CONDUÇÃO ......................................................................................................................... 80
7.3
SECAGEM POR RADIAÇÃO .......................................................................................................................... 81
7.4
SECAGEM DIELÉTRICA ............................................................................................................................... 81
7.5
SECAGEM POR LIOFILIZAÇÃO ..................................................................................................................... 82
7.6
SECAGEM POR VAPOR SUPER AQUECIDO .................................................................................................... 83
7.7
SECAGEM EM LEITO FLUIDIZADOS ATIVOS ................................................................................................. 84
VIII. TIPOS DE SECADORES ........................................................................................................................... 85
8.1
CRITÉRIOS PARA CLASSIFICAÇÃO .............................................................................................................. 85
8.2
SECADORES COM REGIME HIDRODINÂMICO NÃO ATIVO ............................................................................. 91
8.2.1
Secadores com leito estacionário,........................................................................................................ 91
8.2.2
Secadores com leito móvel ................................................................................................................... 95
8.2.3
Secadores com leito de queda livre...................................................................................................... 96
8.3
SECADORES COM REGIME HIDRODINÂMICO ATIVO ..................................................................................... 99
8.3.1
Secadores com leito fluidizado............................................................................................................. 99
8.3.2
Secadores com leito agitado .............................................................................................................. 101
8.3.3
Secadores com leito escoante............................................................................................................. 102
8.4
TIPOS DE SECADORES DE GRÃOS .............................................................................................................. 106
8.4.1
Secadores de camada estática (leito fixo) .......................................................................................... 106
8.4.2
Secadores contínuos........................................................................................................................... 106
8.5
SISTEMAS DE SECAGEM PARA GRÃOS .......................................................................................................... 107
8.5.1
Silos secadores ................................................................................................................................... 107
8.5.2
Secador móvel com sistema de carga contínuo.................................................................................. 108
8.5.3
Secador de torre................................................................................................................................. 109
8.5.4
Seca-aeração...................................................................................................................................... 115
8.6
PROJETO DE SECADORES .......................................................................................................................... 116
BIBLIOGRAFIA...................................................................................................................................................... 118
CONCEITOS DE PROCESSO E EQUIPAMENTOS DE SECAGEM (PARK, ANTONIO, OLIVEIRA e PARK)
NOMENCLATURA
α
A
a, b, c
As
aw
β
B
C
Cpa
Cpv
dif
D
Def
G
h
H
ha
ho
hv
Hv
i
K
k1 e k2
k
L
l
&
m
m
M
n
N
n
n1 e n2
Nu
P
PMa
PMv
q
Q
R
t
T
T∞
Constante de forma (equação expandida de Fick)
Constantes das isotermas
Constantes da equação de Nusselt
Área superficial
Atividade de água
coeficiente convectivo de transferência de massa
Constantes das isotermas
Constantes das isotermas
Calor específico de ar seco
Calor específico de vapor de água
Difusividade de transferência de massa
Constantes das isotermas
Difusividade efetiva
Coeficiente do modelo de PAGE
Entalpia por massa unitária
Entalpia
Entalpia do ar seco
Coeficiente convectivo de transferência de calor
Entalpia de vapor de água
Entalpia de vaporização
Número de termos da equação expandida de Fick
Constantes das isotermas
Constantes das isotermas
Constante da equação expandida de Fick
Calor latente de vaporização
Dimensão característica (equação expandida de Fick)
Vazão mássica
Expoente do modelo de PAGE
Massa
Número de moles = M/pM
Fluxo de massa
Número de camadas (equação de BET)
Constantes das isotermas
Número de Nusselt
Pressão
Peso molecular de ar seco
Peso molecular de vapor de água
Calor transferido por tempo
Fluxo de calor por área
Constante universal de gases
Tempo de secagem
Temperatura
Temperatura do ar de secagem
i
[m2]
[kgw/Pa·m2.s]
[kcal/kga ºC]
[kcal/kgv ºC]
[m2/s]
[m2/s]
[J/kg]
[J]
[kcal/kga]
[W/m2.oC]
[kcal/kga]
[W/kg.oC]
[1/s]
[kcal/kgv]
[m]
[kga/h]
[kg]
[kg/mol]
[kgw/m2.s]
[Pa]
[28, 966 kg/kg mol]
[18 kg/kg mol]
[kcal/h]
[W/m2]
[8341 J/kg mol K ]
[s]
[K ou ºC]
[oC]
CONCEITOS DE PROCESSO E EQUIPAMENTOS DE SECAGEM (PARK, ANTONIO, OLIVEIRA e PARK)
UR
ν
v
V
W
X
Y
z
Ψ
Umidade relativa
Volume específico
Velocidade
Volume
Umidade Absoluta
Conteúdo de umidade
Adimensional de umidade
Direção de difusão
Grau de saturação
[%]
[m3/kg a]
[m/s]
[m3]
[kg v/ kg a]
[kgw/kgsc]
[m]
-
SUBSCRITOS
0
a
b
bs
bu
cr
eq
m
or
s
sat
sc
t
v
w
inicial
ar seco
barométrica
base seca
base úmida
crítico
equilíbrio
monocamada
orvalho
superfície
saturação
seco
total
vapor de água
água
ii
CONCEITOS DE PROCESSO E EQUIPAMENTOS DE SECAGEM (PARK, ANTONIO, OLIVEIRA e PARK)
I.
INTRODUÇÃO
O objetivo máximo de qualquer processamento é a manutenção das qualidades do
produto. Portanto, para o dimensionamento e controle ótimos de processos e equipamentos de
processamento é necessário quantificar a deterioração de qualidade do material que está sendo
manuseado.
A qualidade de um produto depende no uso final do produto que, por sua vez, dirá qual a
característica necessária da qualidade que deverá ser conservada. Assim, é o critério de
conservação de qualidade que dita o nosso processo de secagem.
A secagem de sólidos é uma das mais antigas e usuais operações unitárias encontradas
nos mais diversos processos usados em indústrias agrícolas, cerâmicas, químicas, alimentícias,
farmacêuticas, de papel e celulose, mineral e de polímeros. É também uma das operações mais
complexas e menos entendida, devido à dificuldade e deficiência da descrição matemática dos
fenômenos envolvidos de transferência simultânea de calor, massa e quantidade de movimento no
sólido. Assim a secagem é um conjunto de ciência, tecnologia e arte, ou seja, um know-how
baseado em extensiva observação experimental e experiência operacional (MENON &
MUJUMDAR, 1987).
As razões para a secagem são tantas quantos são os materiais que podem ser secos. KEEY
(1978) descreve que um produto tem que estar capacitado para um processo subseqüente ou para
ser vendido. Assim, existem materiais que necessitam de uma determinada umidade para
poderem ser prensados, moídos ou peletizados. Pós necessitam ser secos a baixos conteúdos de
umidade, permitindo um armazenamento satisfatório. Custos de transportes também são
reduzidos pela remoção de grande parte de água contida no produto. Vegetais desidratados
possuem um sabor enriquecido e são também utilizados em pratos rápidos (fast food) e caros
(PAN et al., 1997).
Segundo KEEY (1972), a secagem durante muitos séculos foi realizada com métodos
totalmente sem técnica. Durante a Revolução Industrial na França foi descrita uma das primeiras
técnicas de secagem de papel em folhas em uma sala com circulação de ar. Um século depois,
outra técnica foi descrita em Londres na “Grande Exibição”, também para a secagem de papel em
cilindros aquecidos. Leite e vegetais também eram secos através de um pequeno aquecimento.
Fornos simples eram usados para a secagem de amido e porções de sal.
A partir daí uma série de novos métodos de secagem foram surgindo, devido à crescente
necessidade de métodos mais eficientes e rápidos. Apesar desta evolução na arte da secagem,
métodos complexo de secagem começaram a ser propostos só no fim do século 19, como por
exemplo patentes de secador a radiação térmica e secador à vácuo. Estas inovações foram
gradualmente sendo proliferadas e incorporadas pela indústria.
A secagem é a remoção de uma substância volátil (comumente, mas não exclusivamente,
água) de um produto sólido. E a quantidade de água presente no sólido é chamada de umidade.
Esta definição de secagem exclui a concentração de uma solução e a remoção mecânica de água
por filtragem ou centrifugação. Exclui também métodos térmicos relatados à destilação.
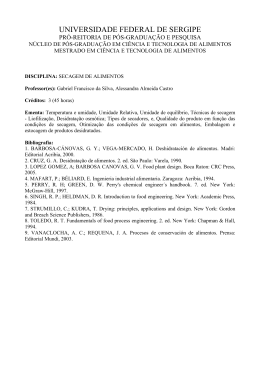
Durante a secagem é necessário um fornecimento de calor para evaporar a umidade do
material e também deve haver um sorvedor de umidade para remover o vapor água, formado a
partir da superfície do material a ser seco (Figura 1).
1
CONCEITOS DE PROCESSO E EQUIPAMENTOS DE SECAGEM (PARK, ANTONIO, OLIVEIRA e PARK)
Fonte de
Calor
Sorvedor de
Umidade
Transferência
de Calor
Transferência
de Massa
Material a
ser seco
Fonte: ALONSO (1998)
Figura 1: Diagrama do processo de secagem
É este processo, de fornecimento de calor da fonte quente para o material úmido que
promoverá a evaporação da água do material e em seguida a transferência de massa arrastará o
vapor formado.
Do ponto de vista de fornecimento de calor, os mecanismos básicos de transferência de
calor empregados indicam os possíveis equipamentos necessários. A retirada do vapor de água
formado na superfície do material é analisada do ponto de vista de movimento do fluido,
indicando também os possíveis equipamentos para esta finalidade.
Assim, observa-se que dois fenômenos ocorrem simultaneamente quando um sólido
úmido é submetido à secagem:
Transferência de energia (calor) do ambiente para evaporar a umidade superficial. Esta
transferência depende de condições externas de temperatura, umidade do ar, fluxo e direção
de ar, área de exposição do sólido (forma física) e pressão.
Transferência de massa (umidade), do interior para a superfície do material e sua subseqüente
evaporação devido ao primeiro processo. O movimento interno da umidade no material sólido
é função da natureza física do sólido, sua temperatura e conteúdo de umidade.
2
CONCEITOS DE PROCESSO E EQUIPAMENTOS DE SECAGEM (PARK, ANTONIO, OLIVEIRA e PARK)
II.
MATÉRIA PRIMA
2.1 COMPORTAMENTO BIOLÓGICO
Os produtos agrícolas são classificados em 2 grandes grupos do ponto de vista de perdas
após a sua colheita.
Os grãos são classificados como deterioráveis, pois se enquadram nos produtos que
deterioram lentamente. E, portanto, não necessitam de sistemas sofisticados para a sua
conservação.
Os produtos que deterioram rapidamente são classificados como produtos perecíveis.
Estes produtos exigem baixas temperaturas para a sua conservação, isto é, +5 a +15ºC para
produtos pouco perecíveis; +5 a –5ºC para produtos medianamente perecíveis; e abaixo de –10ºC
para produtos altamente perecíveis.
Os produtos agrícolas que fornecem alimentos necessários à vida. E são classificados de
acordo com a função no organismo humano:
Plásticos ou construtores - responsáveis pelo crescimento e renovação das células (proteínas);
Energéticos - fornecem energia necessária para a existência e manutenção da vida
(carboidratos);
Reguladores - regulam o funcionamento dos diversos órgãos (vitaminas, sais minerais,
enzimas e hormônios).
Após a colheita, a matéria prima continua sofrendo transformações que alteram a
qualidade original.
Para os organismos vivos, a respiração é necessária para que as células se mantenham
vivas. Assim temos dois importantes tipos:
2.1.1
RESPIRAÇÃO AERÓBICA
A respiração aeróbica é aquela que, ocorrendo na presença de oxigênio do ar atmosférico,
oxida os carboidratos e gorduras, produzindo gás carbônico, água e liberam energia na forma de
calor.
O processo formulado por meio de GLICOSE, como produto que é desdobrado por uma
completa combustão, é apresentado pela seguinte equação:
C6H12O6
+
6 O2
→
6 CO2
+
6 H 2O
+
calor
180 g
+
134,4 l
→
134,4 l
+
108 g
+
677,2 cal
1g
+
0,747 l
→
0,747 l
+
0,6 g
+
3,76 cal
3
CONCEITOS DE PROCESSO E EQUIPAMENTOS DE SECAGEM (PARK, ANTONIO, OLIVEIRA e PARK)
Pela equação acima, para cada volume de oxigênio absorvido há um volume desprendido
de dióxido de carbono.
A razão destes dois volumes é denominada de quociente respiratório. No presente caso da
glicose temos o quociente respiratório igual a 1.
Para os valores médios de quociente para os substratos mais comuns temos: 0,7 a 0,8 para
lipídios; 0,8 a 0,9 para protídios e 1,3 a 1,5 para ácidos orgânicos.
Por exemplo, apresentando a oxidação de um lipídeo temos:
(C15H13COO)3C3H5 + 72,5 O2 → 51 CO2 + 49 H2O + 667,2 cal
Portanto, o quociente respiratório é (51/72,5) = 0,7
2.1.2
RESPIRAÇÃO ANAERÓBICA
A respiração anaeróbica é aquela que ocorre na ausência de oxigênio, efetuada por
microorganismos.
Os processos de respiração anaeróbica são denominados de fermentações. Os produtos
finais desta respiração são gás carbônico e compostos orgânicos simples.
Utilizando novamente a GLICOSE para apresentar algumas reações, temos:
C6H12O6 → 2 C2H5OH + 2 CO2 + 22 cal
C6H12O6 → 3CH3COOH + 15 cal
(álcool etílico)
(ácido acético)
C6H12O6 → 2CH3CHOHCOOH + 22,5 cal
(ácido lático)
Observe que na respiração anaeróbica, a quantidade de calor liberado por unidade de
substrato consumido é consideravelmente menor que nos processos aeróbios (15 a 22,5 calorias
comparadas com 677 calorias).
2.1.3
FATORES QUE AFETAM A INTENSIDADE DA RESPIRAÇÃO
Os principais fatores que afetam a intensidade de respiração, além do substrato que é
consumido, são umidade e temperatura.
A velocidade respiratória é avaliada pela quantidade de gás carbônico eliminada a cada 24
horas.
4
CONCEITOS DE PROCESSO E EQUIPAMENTOS DE SECAGEM (PARK, ANTONIO, OLIVEIRA e PARK)
2.1.3.1
Umidade
O conteúdo de umidade do produto determina o tempo de conservação de acordo com o
ambiente em que está armazenado.
Grãos armazenados secos com 11% de umidade respiram pouco. Se tiverem com mais de
13%, a respiração é acelerada consideravelmente.
A respiração aumenta exponencialmente, com o acréscimo da umidade. E este processo
causará deterioração do grão e em caso de sementes, com alto conteúdo de umidade perdem o
poder germinativo e vigor.
Como exemplo, Tabela 1, temos a variação da velocidade respiratória (mg CO2/100g
24h) de grão de trigo com vários teores de umidade.
Tabela 1: Intensidade do processo respiratório e colônias de fungos a diferentes níveis de
umidade do trigo.
Umidade do grão
mg CO2/ 24h
Colônias de fungos
12,3
0,07
0,5
13,6
0,11
0,1
13,8
0,23
0,1
14,5
0,57
0,4
15,4
2,53
4,8
16,3
23,35
209,0
16,8
23,35
396,0
18,5
111,00
2.275,0
20,8
604,90
11.300,0
25,2
1.282,00
37.500,0
30,5
1.724,80
63.500,0
Para frutas e hortaliças, a conservação está associada ainda com o tipo de respiração:
aquelas em que o amadurecimento e envelhecimento ocorrem com grande demanda de energia,
responsável pela alta taxa de respiração (climatéricos) ou aqueles que necessitam um longo
período de amadurecimento (não-climatéricos).
Os produtos perecíveis, por conter altos valores de conteúdo de umidade, necessitam de
processamentos que diminuam esta quantidade de água para permitir uma conservação por maior
tempo sem a necessidade de conservação a frio ou de atmosfera modificada.
2.1.3.2
Temperatura
A respiração aumenta rapidamente para o aumento da temperatura, e decresce nas
temperaturas altas. Este decréscimo é explicado pela inativação das enzimas a altas temperaturas.
No entanto, altas temperaturas causam injúrias na matéria prima.
5
CONCEITOS DE PROCESSO E EQUIPAMENTOS DE SECAGEM (PARK, ANTONIO, OLIVEIRA e PARK)
A influência da temperatura sobre a respiração da soja com alto teor de umidade (18,5%)
e sob condições de aeração é mostrada na Tabela 2.
Tabela 2: Respiração de soja com 18,5% de umidade
Temperatura (oC)
25
30
35
40
45
Respiração (mg CO2/100gMS. 24h)
33,6
39,7
71,8
154,7
13,1
Verificamos que a respiração aumentou rapidamente para o aumento da temperatura de 30
o
para 40 C, e decresceu violentamente na temperatura de 45oC. Este decréscimo é explicado pela
inativação das enzimas a altas temperaturas.
2.1.3.3
Umidade versus Temperatura
Apesar do teor de umidade ser o fator que governa a conservação, a conjugação do
aumento da temperatura com alto teor de umidade pode acelerar a respiração.
O processo respiratório nos produtos armazenados é acelerado pela própria reação, a qual
aumenta o teor de umidade (transpiração) do produto e temperatura (reação).
O aumento da temperatura pela liberação de calor faz com que o ar no espaço
interparticular tenha mais condições de reter a umidade pela água liberada durante a respiração.
Portanto, os produtos secos e frios mantêm melhor a qualidade original do produto.
2.1.3.4
Microorganismos
A possibilidade de deterioração microbiana cessa para ambientes de umidades relativas
menores que 60%.
As bactérias são usualmente mais exigentes quanto à disponibilidade de água livre em
relação a bolores e leveduras.
2.1.3.5
Outros Fatores
Os grãos oleaginosos (linho) respiram com maior intensidade que os grãos amiláceos.
Grãos mais ricos em albumina respiram com mais intensidade que os carentes (OBS: as
proteínas são encontradas armazenadas em todas as sementes; a proporção em sementes de
leguminosas é muito maior do que nas gramíneas).
6
CONCEITOS DE PROCESSO E EQUIPAMENTOS DE SECAGEM (PARK, ANTONIO, OLIVEIRA e PARK)
A composição do ar ambiente de armazenamento (taxa de oxigênio e gás carbônico) afeta
o processo respiratório de uma massa de grão, assim como os produtos químicos, tais como
etileno, acelera a respiração e amadurecimento dos produtos de respiração climatérica.
Os danos causados na colheita também aceleram a deterioração da qualidade.
2.1.4
CONSEQÜÊNCIAS DO PROCESSO RESPIRATÓRIO
2.1.4.1
Umidificação e Aquecimento
Como já vimos, quanto mais elevado o teor de umidade ou temperatura, mais intenso é o
processo respiratório, o qual provoca o consumo de substâncias orgânicas; mais rápida será a
deterioração do produto e, conseqüentemente, verifica-se a perda de peso da matéria seca.
Respiração e aquecimento de uma massa são considerados em conjunto, porque são partes
de um mesmo processo biológico que produz umedecimento e aumenta rapidamente a
temperatura, podendo até ocorrer combustão após um tempo demorado.
2.1.4.2
Quebra Técnica
O consumo de materiais orgânicos do grão (substrato) durante o processo respiratório
reduz o peso do grão. Esta quebra de peso é denominado de quebra técnica.
Devido aos inúmeros fatores que afetam a respiração, é muito difícil medir com exatidão
a quebra técnica. Para quantificá-la na prática, unidades armazenadoras usam dados de
observações empíricas.
A perda de matéria seca dos grãos armazenados está ilustrada na Tabela 3 e refere-se a
grãos e condições americanas.
Tabela 3: Perda de matéria seca por dia em grãos armazenados.
Temperatura oC
4,5
15,5
26,5
38,0
15% umidade
0,0003
0,0010
0,0034
0,0101
% de perda por dia
20% umidade
25% umidade
0,0033
0,0098
0,0106
0,0312
0,0338
0,0994
0,1074
0,3165
30% umidade
0,0173
0,0553
0,1766
0,5622
Grãos oleaginosos não seguem esta tabela.
Havendo até 10% de grãos com injúrias mecânicas, multiplicar a porcentagem de perda
por 1,3. Entre 10 e 20% de danificados, multiplicar por 1,67. Entre 20 e 30%, multiplicar por
2,17.
Para frutas e vegetais, esta conseqüência é notada pela perda de vigor.
7
CONCEITOS DE PROCESSO E EQUIPAMENTOS DE SECAGEM (PARK, ANTONIO, OLIVEIRA e PARK)
2.2 COMPOSIÇÃO QUÍMICA DOS ALIMENTOS
Os alimentos fornecem energia ao organismo para o metabolismo de descanso, síntese de
tecidos (crescimento, manutenção, gravidez, lactação), atividades físicas, processo de excreção e
manutenção do balanço térmico. Quimicamente os alimentos são constituídos principalmente de
carbono, hidrogênio, oxigênio e nitrogênio.
Os componentes dos alimentos que possuem valor nutritivo são: proteínas, carboidratos,
gorduras, vitaminas, sais minerais e água. Os valores de referência para cada produto são dados
importantes quando se trata da produção e conservação de produtos agrícolas.
A Tabela 4., mostra a composição média de alguns grãos cultivados.
Tabela 4: Valor nutritivo de alguns grãos em 100g de matéria seca
Grãos
Caloria
Proteína (g)
10,0
Gordura
(g)
4,5
Carboidrato
(g)
71
Cálcio
(mg)
12
Ferro
(mg)
2,5
Milho
(inteiro)
Arroz benf.
Sorgo
(inteiro)
Trigo
(inteiro)
Feijão
Amendoim
Soja
363
352
355
7,0
10,4
0,5
3,4
80
71
5
32
1,0
4,5
344
11,5
2,0
70
30
3,5
326
579
335
20,0
27,0
38,0
1,5
45,0
18,0
58
17
31
120
50
208
10,0
2,5
6,5
As principais reservas armazenadas pelos grãos são carboidratos, gorduras e proteínas,
que se localizam em grande parte do endosperma, um pouco no embrião e raramente no
tegumento.
De acordo com o tipo de substâncias de reservas acumuladas no endosperma ou no
embrião, os grãos podem ser classificados em:
AMILÁCEOS
-quando as substâncias armazenadas compõem-se principalmente
de carboidratos (exemplo: arroz, milho, sorgo).
ALEURO-AMILÁCEOS
-quando as substâncias armazenadas compõem-se principalmente
de carboidratos e proteínas (exemplo: ervilha, feijão).
OLEAGINOSOS
-quando as substâncias armazenadas compõem-se principalmente
de óleos (exemplo: mamona).
ALEURO-OLEAGINOSOS -quando as substâncias armazenadas compõem-se principalmente
de óleos e proteínas (exemplo: amendoim).
8
CONCEITOS DE PROCESSO E EQUIPAMENTOS DE SECAGEM (PARK, ANTONIO, OLIVEIRA e PARK)
CÍRNEAS
-quando as substâncias armazenadas compõem-se principalmente
de celulose (exemplo: café).
PROTÉICAS
-quando as substâncias armazenadas compõem-se principalmente
de proteínas (exemplo: soja).
A Tabela 5 mostra valores referentes à composição química de alguns alimentos.
Tabela 5: Composição química de alguns alimentos (g/100g).
Alimento
Carboidratos
Proteína
Gordura
Cinzas
Água
Arroz
79,0
6,7
0,7
0,6
13,0
Batata
18,9
2,0
0,1
1,0
78
Banana
24,0
1,3
0,4
0,8
73,5
Laranja
11,3
0,9
0,2
0,5
87,0
Maçã
15,0
0,3
0 ,4
0,3
84,0
Melão
6,0
0,6
0,2
0,4
92,8
Para se conhecer os valores referentes à composição química de um produto são feitas
determinações analíticas (análises).
A AOAC (Association of Official Analytical Chemists) é uma associação de cientistas e
organizações dos setores público e privado, que promove a validação de métodos e medidas de
qualidade nas ciências analíticas. Essa associação publica uma coletânea de métodos de análise e
procedimentos obtidos por estudos sistemáticos interlaboratoriais de vários países. São métodos
oficiais válidos em todo o mundo. Os métodos estão descritos em dois volumes, nos quais estão
descritos, para cada tipo de produto, os procedimentos recomendados para o preparo e as
determinações analíticas subseqüentes.
Essas publicações são constantemente atualizadas.
2.3 CARACTERÍSTICAS FÍSICAS
2.3.1
PESO HECTOLITRO
Medida de capacidade, em massa, equivalente em 100 litros.
O peso hectolitro pode ser correlacionado com o peso específico, que é a massa de 1000
litros, isto é, dez vezes o peso hectolitro é igual ao peso específico.
O peso hectolitro de uma massa de grão será menor quanto maior for o conteúdo de
umidade do mesmo.
Na Tabela 6, apresentamos alguns valores dos pesos específicos de grãos, a 13% de
umidade.
9
CONCEITOS DE PROCESSO E EQUIPAMENTOS DE SECAGEM (PARK, ANTONIO, OLIVEIRA e PARK)
Tabela 6: Valores de peso específico a 13% de umidade
Peso específico (kg/m3)
580 a 620
750 a 820
340 a 420
411
600 a 680
340 a 420
718
615
750 a 800
411
750
750 a 840
641
750 a 840
760
630 a 660
Grãos
Arroz com casca
arroz descascado
amendoim descascado
aveia
café beneficiado
café em coco
centeio
cevada
feijão
girassol
milho debulhado
soja
sorgo
trigo
juta
malva
O peso hectolitro tem várias aplicações práticas, entre eles a mais conhecida é a fixação
do preço mínimo de trigo feito para um peso hectolitro de 78 com 13% de umidade.
2.3.2
ÂNGULO DE REPOUSO
É o ângulo máximo, formado entre o talude do material amontoado e o plano horizontal.
Este ângulo existe devido ao coeficiente de fricção, entre as partículas do material granular.
Existem os ângulos de repouso estático e dinâmico. O estático é o ângulo de fricção de
material granular sólido quando desliza sobre si próprio. O dinâmico é aquele que aparece
quando de um lote de material granular está em movimento, como a descarga de silos ou moegas.
A variação do ângulo de repouso ocorre da seguinte maneira:
- quanto mais esférico for o grão, menor o ângulo.
- quanto maior o grão, menor o ângulo.
- quanto menor a superfície lisa do grão (maior rugosidade, pêlo, etc.), maior o ângulo.
- maior teor de umidade, maior o ângulo (este aumento é acentuado acima de 20% de
umidade na base seca).
- impurezas geralmente aumentam o ângulo.
A Tabela 7. mostra alguns valores de ângulo de repouso.
Tabela 7: Ângulo de repouso
10
CONCEITOS DE PROCESSO E EQUIPAMENTOS DE SECAGEM (PARK, ANTONIO, OLIVEIRA e PARK)
Material
arroz com casca
arroz sem casca
aveia
café beneficiado
centeio
cevada
ervilha
farinha de milho fubá
farinha de milho flocos
farinha de mandioca torrada
feijão
alho em grão
soja
sorgo
trigo
pelets
Ângulo [grau]
32 - 36
24 - 32
26 - 32
27 - 30
26 - 37
16 - 26
24 - 26
38
35
34
27 - 32
26 - 29
29
33
25 - 28
45
O ângulo de repouso determina o volume do cone na parte superior do silo, inclinação do
fundo do silo para a descarga natural, inclinação de dutos de transporte por gravidade e
capacidade de transporte nas correias transportadoras.
2.3.3
POROSIDADE
É o espaço vazio ocupado pelo ar existente dentro de uma massa de grãos. A porosidade
influi na facilidade de escoamento do ar, além de influenciar na capacidade do silo.
A porosidade de uma massa de grãos varia de 30 a 50%, conforme tipo, teor de umidade e
quantidade de grãos quebrados.
A Tabela 8 mostra alguns valores de porosidade.
Tabela 8: Porosidade de alguns grãos
Grão
arroz
aveia
centeio
milho
sorgo
soja
trigo
% umidade b.s.
14,2
10,9
10,8
9,9
10,5
7,4
10,9
% porosidade
46,5
47,6
41,2
40,0
37,0
36,1
40,1
A porosidade é menor em grãos maiores, porém as dimensões dos poros são maiores, e
como conseqüência é mais fácil escoar o ar.
11
CONCEITOS DE PROCESSO E EQUIPAMENTOS DE SECAGEM (PARK, ANTONIO, OLIVEIRA e PARK)
Grãos quebrados aumentam a porosidade, mas diminuem as dimensões dos poros
dificultando o escoamento do ar.
As impurezas finas preenchem os espaços vazios, diminuindo a porosidade.
Grãos úmidos possuem maior volume, portanto apresentam menor porosidade com maior
dimensão dos poros em relação aos grãos secos.
2.3.4
CONDUTIVIDADE TÉRMICA
A condutividade térmica é uma propriedade termo-física do material, que descreve a taxa
na qual o fluxo de calor passa através do mesmo sob a influência de uma diferença de
temperatura. O calor é transmitido no corpo sólido pela transferência física de elétrons livres e
pela vibração de átomos e moléculas e cessa quando a temperatura em todos os pontos do corpo
for igual à temperatura do meio em que se encontra, isto é, atinge-se o equilíbrio térmico.
No caso dos grãos, devido à baixa condutividade térmica dos mesmos, temos um bom
isolamento térmico.
Uma camada de 1 cm de espessura de trigo tem uma capacidade equivalente a 9 cm de
concreto.
Em grandes silos, de diâmetro ou altura acima de 5m, variações de 10oC de temperatura
ambiental causam 1oC a cada 10 cm de profundidade.
Devido a este isolamento térmico, qualquer foco de aquecimento que ocorre no interior do
silo pode não ser detectado em tempo hábil para a sua correção.
A condutividade térmica dos grãos aumenta com o aumento de conteúdo de umidade.
Como um exemplo, apresentando uma equação empírica para a predição de condutividade
térmica para o sorgo, SHARMA e THOMPSON (1973), temos:
k = 0,0564 + 0,000858M
sendo que k é obtida na unidade de (Btu/h péoF) e M variou de 1,0 a 22,5% de umidade
na base úmida.
2.3.5
HIGROSCOPICIDADE
Uma substância é denominada higroscópica, se a mesma pode conter a umidade ligada.
A umidade ligada num sólido é o líquido cuja pressão de vapor é menor que a do líquido
puro na mesma temperatura. O líquido pode estar ligado por retenção em pequenos poros
capilares, por soluções em paredes de células ou de fibras, por soluções homogêneas no sólido,
ou por adsorsão física ou química nas superfícies sólidas. Portanto, os materiais biológicos são
materiais higroscópios.
12
CONCEITOS DE PROCESSO E EQUIPAMENTOS DE SECAGEM (PARK, ANTONIO, OLIVEIRA e PARK)
Os grãos expostos em um ambiente absorvem ou perdem água, até entrar em equilíbrio
com o ambiente. Este equilíbrio depende da temperatura e da umidade relativa do ar, assim como
do tipo de grão.
Os grãos ricos em óleos possuem menor teor de umidade de equilíbrio em relação aos
grãos amiláceos nas mesmas condições de temperatura e de umidade relativa do ar.
Veremos com mais detalhe no tópico de ATIVIDADES DE ÁGUA/ SECAGEM.
2.4 LIMPEZA
Limpeza é a operação que visa eliminar os fragmentos do próprio produto, detritos
vegetais, torrões da terra, etc., existentes na massa de grãos.
A limpeza da massa de grãos é uma operação fundamental. A deterioração de uma massa
de grãos, depositada na célula de um silo freqüentemente tem seu início nas regiões de acúmulo
de impurezas.
As impurezas em uma massa de grãos dificultam as operações de secagem, aeração e
expurgo. Conforme visto na seção sobre porosidade, mesmo as impurezas que aumentam a
porosidade dificultam o escoamento do ar pela diminuição das dimensões dos poros.
A massa de grãos contendo impurezas é portadora de grande quantidade de
microorganismos, portanto proporciona condições que aceleram a deterioração do produto.
As impurezas sempre apresentam atividade de água maior que a do produto, assim
oferecem condições favoráveis para o desenvolvimento de microorganismos.
Não se pode desprezar a desvalorização comercial causada pelas impurezas.
2.5 DETERMINAÇÃO DE UMIDADE
A preservação de um alimento entre outros fatores, depende da quantidade da água
presente no mesmo. Existem muitos métodos para determinar a umidade em alimentos.
A escolha do método vai depender da forma a qual a água está presente na amostra, a
natureza da amostra, da quantidade relativa de água, rapidez desejada na determinação e
equipamento disponível.
A água pode estar presente na amostra sob duas formas:
Água livre: é a água que está simplesmente adsorvida no material, e a mais abundante. É
perdida facilmente às temperaturas em torno da ebulição.
Água ligada: É a água da constituição, que faz parte da estrutura do material, ligada a
proteínas, açúcares e adsorvida na superfície de partículas coloidais, e necessita de níveis
elevados de temperatura para sua remoção. Dependendo da natureza da amostra, requer
temperaturas diferentes para a sua remoção, que freqüentemente não é total e em alguns casos
não é eliminada nem a temperaturas que carbonizam parcialmente a amostra.
13
CONCEITOS DE PROCESSO E EQUIPAMENTOS DE SECAGEM (PARK, ANTONIO, OLIVEIRA e PARK)
O aquecimento da amostra pode causar a caramelização ou decomposição dos açúcares,
perda de voláteis ou ainda a oxidação dos lipídeos. Portanto, é importante uma avaliação
criteriosa e cuidadosa para a escolha do método mais adequado e conveniente à amostra e
disponibilidade do laboratório.
Na determinação de umidade em matérias-primas deve ser considerado em relação à
natureza da amostra:- Produto perecível ou - Produto deteriorável
Observação: os métodos normalmente utilizados mensuram apenas a água livre pela faixa de
temperatura prevista nos mesmos.
2.6 MÉTODOS PARA A DETERMINAÇÃO DE UMIDADE
Os métodos de determinação de umidade podem ser classificados em diretos e
indiretos (WEBER, 1995). Nos métodos diretos, a umidade de uma amostra é removida e a
determinação é feita pela pesagem. Nos métodos indiretos, as determinações são feitas
mensurando características físicas do material relacionadas ao teor de umidade. Por exemplo,
medidores de umidade que medem a resistência elétrica do produto e a relaciona com o teor de
umidade do produto. Os métodos indiretos devem ser calibrados por um método direto oficial.
2.6.1
MÉTODOS DIRETOS
Nos métodos diretos a água é retirada do produto, geralmente por processo de
aquecimento, e o teor de umidade é calculado pela diferença de peso das amostras no início e no
final do processo.
Devido a sua maior confiabilidade, os métodos diretos são empregados como padrão para
a aferição de outros procedimentos. Por exigir um tempo relativamente longo para sua execução,
às vezes representa uma desvantagem do método, por exemplo quando se necessita de resposta
imediata no controle de uma determinada operação.
Como métodos diretos tem-se: Estufa, Destilação e Infravermelho.
2.6.1.1
Método da estufa
Neste método, a umidade corresponde à perda de peso sofrida pelo produto quando
aquecido em condições nas quais a água é removida. O aquecimento direto da amostra a 105ºC é o
processo mais usual.
No caso de amostra de alimento que se decompõe, ou sofre transformações a esta
temperatura, devem ser aquecidas em estufas a vácuo, onde se reduz a pressão atmosférica e se
mantém a temperatura de 70ºC.
14
CONCEITOS DE PROCESSO E EQUIPAMENTOS DE SECAGEM (PARK, ANTONIO, OLIVEIRA e PARK)
2.6.2
MÉTODOS INDIRETOS
Nestes métodos o teor de umidade é estimado em função das propriedades elétricas do
produto em uma determinada condição. Os dois princípios empregados são o da resistência
elétrica e o da medida da constante dielétrica (capacitância).
2.7 CONTEÚDO DE UMIDADE
O conteúdo de umidade de um produto é a proporção direta entre a massa de água
presente no material e a massa de matéria seca. O conteúdo de umidade é a quantidade de água,
que pode ser removida do material sem alteração da estrutura molecular do sólido, e pode ser
expressa de duas maneiras:
Base Seca (X bs) – Em relação à massa seca do produto.
X bs =
MW
M MS
(1)
Base Úmida (X bu) - Em relação à massa total do produto.
X bu (%) = 100 ⋅
Mw
Mt
(2)
A determinação da umidade dos grãos (deterioráveis) pelo método de estufa é baseado na
secagem de uma massa conhecida de grãos, calculando-se o teor de umidade mensurando a massa
de água perdida no processo. (ASAE, 1991 a)
Para frutas e hortaliças (perecíveis) utilizam-se estufas a vácuo. A alta temperatura acelera
uma série de reações químicas nas frutas e hortaliças que podem alterar a massa seca do produto,
ou, que podem reter a umidade no produto, mascarando o conteúdo de umidade no produto.
(AOAC, 1990)
Exemplo:
Em um armazém tem-se 1.000 ton de milho, com 20% de umidade, e deseja-se armazená-lo
com 12% de umidade. Qual a quantidade de água a ser retirada na secagem?
Mt = 1.000 ton {( 200 ton => Mw) e (800 ton => Msc - cte)}
X bu =
Mw
Mw
⋅ 100 ⇒ 12 =
⋅ 100
M w + M sc
M w + 800
Mw = 109 ton
Portanto : retirar na secagem: 200 - 109 = 91 ton água
Utilizações comuns:
Xbu: designações comerciais, armazenamento, etc.
Xbs: em trabalhos de pesquisa, equações de secagem.
15
CONCEITOS DE PROCESSO E EQUIPAMENTOS DE SECAGEM (PARK, ANTONIO, OLIVEIRA e PARK)
MUDANÇA DE BASE
a) Passar de BU para BS
X bs (%) =
X bu (%)
⋅ 100
100 − X bu (%)
(3)
Ex.: Xbu = 13%
X bs (%) =
13%
⋅ 100 = 14,9%
100 − 13%
b) Passar de BS para BU
X bu (%) =
X bs (%)
⋅ 100
100 + X bs (%)
(4)
Ex.: Xbs = 13%
X bs (%) =
13%
⋅ 100 = 11,5%
100 − 13%
16
CONCEITOS DE PROCESSO E EQUIPAMENTOS DE SECAGEM (PARK, ANTONIO, OLIVEIRA e PARK)
III.
TRATAMENTOS DO AR
3.1 PSICROMETRIA
3.1.1
INTRODUÇÃO
O estudo das misturas de gás e vapor de um líquido denomina-se psicrometria.
A mistura gasosa de maior importância na indústria alimentícia é o ar, sendo que sua
utilização pode ser facilmente visualizada nas operações industriais que exigem o seu tratamento,
tais como: secagem, armazenamento, condicionamento de ar em geral, etc.
Ao olharmos a composição do ar seco (Tabela 9), verificamos que as maiores frações são
dos gases de oxigênio e nitrogênio sendo o seu peso molecular de aproximadamente 29.
Tabela 9: Composição do ar seco.
Componente
Peso Molecular (PM)
Fração Molar
PM Parcial
Oxigênio (O2)
32.000
0,2095
6,704
Nitrogênio (N2)
28,016
0,7809
21,878
Argônio (A)
39,944
0,0093
0,371
Dióxido de Carbono (CO2)
44,010
0,0003
0,013
1,0000
28,966
TOTAL
Como a psicrometria de nosso interesse é a mistura ar - vapor de água (peso molecular de
água = 18) definiremos algumas propriedades desta mistura.
3.1.2
PROPRIEDADES DO AR - VAPOR DE ÁGUA
3.1.2.1
Temperatura de Bulbo Seco
É a temperatura indicada pelo termômetro comum.
3.1.2.2
Umidade Absoluta
É a relação entre a massa de vapor de água e a massa de ar seco num mesmo volume de
mistura.
Alguns autores referem-se a esta umidade absoluta como sendo a razão de umidade ou
umidade específica.
Em condições de pressão atmosférica, a mistura de ar seco e vapor de água pode ser
considerada ideal, portanto, podemos aplicar a lei para gases ideais.
17
CONCEITOS DE PROCESSO E EQUIPAMENTOS DE SECAGEM (PARK, ANTONIO, OLIVEIRA e PARK)
Pb = P a + P v
(5)
PV = nRT
(6)
Pa
V
1
=
RT
M a PM a
ou
Pa =
Ma 1
RT
V PM a
(7)
Pv
V
1
=
RT
M v PM v
ou
Pv =
Ma 1
RT
V PM v
(8)
Dividindo os termos um pelo outro, temos:
Pv M v PM a
=
Pa M a PM v
E por definição: Mv/Ma = W , portanto:
Pv
PM a
= W
Pa
PM v
W=
PM v Pa
PM a Pv
Da equação: Pb = Pa + Pv ⇒ Pa = Pb - Pv,
Substituindo tem-se:
W =
PM v
Pv
PM a P b − P v
W = 0.62
(9)
Pv
Pb − Pv
( 10 )
Quando a pressão parcial de vapor de água numa dada temperatura, for igual a pressão
de vapor de equilíbrio (Psat), o ar está saturado e a umidade nestas condições denomina-se de
umidade de saturação (Wsat).
3.1.2.3
Umidade Relativa
Define-se como sendo a relação entre a fração molar do vapor de água na mistura e a
fração de vapor de água numa mistura saturada à mesma pressão e temperatura.
Como sabemos que a mistura ar-vapor de água à pressão atmosférica (considerada de
baixa pressão) pode ser considerada um gás perfeito, definimos a umidade relativa como sendo a
razão entre a pressão parcial do vapor na mistura (Pv) e a pressão do vapor saturado (Psat) à
mesma temperatura.
18
CONCEITOS DE PROCESSO E EQUIPAMENTOS DE SECAGEM (PARK, ANTONIO, OLIVEIRA e PARK)
P
UR (%) = v ⋅ 100
Ps
( 11 )
A umidade relativa mostra a capacidade que o ar possui de absorver a umidade. Isto é,
quanto menor a umidade relativa, maior a capacidade do ar em absorver a umidade.
O ar está saturado quando sua umidade relativa é de 1 (ou 100%).
A umidade relativa é um dos parâmetros que influem no conforto das pessoas e além
disso é um parâmetro importante no ar de secagem.
3.1.2.4
Grau de Saturação
É a relação entre a umidade absoluta real do ar e a umidade absoluta do ar saturado à
mesma temperatura. Isto é: Grau de saturação:
Pv
X real
Pb − Pv
P P −
Ψ =
=
= v b
Ps
X sat
Ps P b −
0 . 62
P b − Ps
0 . 62
3.1.2.5
Ps
P − Ps
= UR b
( 12 )
Pv
Pb − Pv
Temperatura de Orvalho ou Ponto de Orvalho
É a temperatura na qual uma dada mistura de ar-vapor de água é saturada, isto é, a
temperatura na qual a pressão parcial real do vapor de água corresponde ao valor de pressão de
saturação.
Como é a temperatura na qual ocorre condensação do vapor de água existente no ar, ela
representa a temperatura mínima que a mistura pode sofrer de resfriamento sem haver a
precipitação (condensação) de umidade.
3.1.2.6
Entalpia
É a quantidade de energia relativa contida na mistura a uma temperatura assumida como
referencial.
Por conveniência expressamos as entalpias por massa unitária, isto é:
H = Ha = Hv
( 13 )
H = m a h a +m v h v
( 14 )
m
H
= h = ha + v hv
ma
ma
( 15 )
19
CONCEITOS DE PROCESSO E EQUIPAMENTOS DE SECAGEM (PARK, ANTONIO, OLIVEIRA e PARK)
Tomando a temperatura referencial como sendo 0ºC podemos expressar:
h a = C pa ⋅ ∆T = C pa ⋅ (T − 0) = 0,24 ⋅ T
( 16 )
h v = L(0º C) + C pv ⋅ ∆T = 597 + 0,45 ⋅ T
( 17 )
Substituindo na equação da entalpia, temos:
h = 0,24 ⋅ T + (597 + 0,45 ⋅ T ) ⋅ W
( 18 )
Denominamos de calor específico do ar úmido, a relação:
( 19 )
Cp ar úmido = 0,24 + 0,45 ⋅ W
Resultando em:
( 20 )
h = Cp ar úmido ⋅ T + 597 ⋅ W
3.1.2.7
Temperatura de Saturação Adiabática
Ar Saturado
Ar úmido
Água a T2
T1, W1 e Pb
T2, W2 e Pb
Considere um duto suficientemente longo que recebe o ar úmido não saturado a pressão
Pb, a temperatura T1 e a umidade absoluta W1, sendo o duto suficientemente longo, de forma a
conseguir o equilíbrio termodinâmico no processo; o ar na saída estará saturado a temperatura T2
com a umidade absoluta W2. Isolando-se termicamente o duto, a temperatura da saída (T2)
denomina-se temperatura de saturação adiabática (Tsat).
Fisicamente, tudo se passa como se o ar se resfriasse fornecendo o calor para a água que
se evapora saturando o ar.
Para que esta situação ocorra, a temperatura da água deve estar perto de Ts, mas pode-se
supor que em equilíbrio a temperatura da água tenha atingido a temperatura limite de T2.
Efetuando o balanço temos:
(Entalpia da entrada do ar) + (Entalpia de H20) = (Entalpia de saída ar)
(ha1 + W1hv1) + (hL2(W2 - X1)) = ha2 + W2hv2)
W1h1 - W1hL2 = (ha2 - ha1) + W2hv2 - W2hL2
20
CONCEITOS DE PROCESSO E EQUIPAMENTOS DE SECAGEM (PARK, ANTONIO, OLIVEIRA e PARK)
W1 (hv1 - hL2) = (ha2 - ha1) + W2(hv2 - hL2)
Como o ar sai saturado, temos:
W1 (hv1 - hLs) = (ha2 - ha1) + Wsat (Ls)
W1 =
C pa (Ts − T ) + Wsat (Ls )
( 21 )
h v1 − h LS
No processo de saturação adiabática, o termo de variação da entalpia devido a água (hL2
(W2 - W1)) é desprezível, portanto, o balanço entálpico fica sendo:
( 22 )
h a1 + W1 ⋅ h v1 = h a 2 + W2 ⋅ h v 2
3.1.2.8
Temperatura de Bulbo Úmido
É a temperatura indicada por um termômetro cujo bulbo está coberto por uma mecha de
pano embebido em água.
Deve-se fazer passar sobre o bulbo úmido um fluxo de ar com a velocidade ao redor de
4,5 m/s. Quando o ar úmido não saturado escoa através da mecha de pano embebido em água,
esta se evapora. E para que ocorra esta evaporação, há a necessidade de calor latente da
vaporização de água. Esta necessidade de calor é fornecida pelo ar insaturado na forma de calor
sensível, que por sua vez faz com que a temperatura indicada pelo termômetro do bulbo úmido
seja inferior à temperatura do bulbo seco.
A diferença entre a temperatura de bulbo seco e a temperatura de bulbo úmido
denomina-se depressão de bulbo úmido. Como esta depressão é de calor sensível, a transferência
de calor por mecanismo de radiação deve ser desprezível.
Quanto menor a umidade relativa do ar, maior será a depressão do bulbo úmido.
Considerando o ar saturado, a depressão do bulbo úmido é nula.
Para a mistura do ar-vapor de água submetida á pressão próxima da atmosférica e à
temperatura inferior a 100ºC (caso geral), as temperaturas de saturação adiabática e de bulbo
úmido são coincidentes.
Normalmente nos referimos à temperatura de saturação adiabática como sendo a
temperatura do bulbo úmido termodinâmico e, temperatura do bulbo úmido como sendo a
temperatura de bulbo úmido psicrométrico.
3.1.2.9
Volume Específico
Define-se como sendo o volume ocupado pela mistura por unidade de massa de ar seco.
A densidade específica é igual ao inverso do volume específico.
21
CONCEITOS DE PROCESSO E EQUIPAMENTOS DE SECAGEM (PARK, ANTONIO, OLIVEIRA e PARK)
Da Equação 7 temos:
Pa =
Ma 1
V
RT
RT −
=
V PM a
Ma
PM a Pa
( 23 )
Substituindo a Equação 5 na equação 23 temos:
ν=
V
RT
M a PM a (P b − P v )
( 24 )
Ou, da Equação 8:
Pv =
Mv
1
V
RT
RT − P v
=
V PM v
Mv
PM v
( 25 )
Sabemos que:
V
V
V
V 1
W =
∴
=
M v
Ma
M v
Ma W
Substituindo na Equação 25 temos:
Pv
V
RT
= W
M a
PM a
Pa
V
RT
=
M a PM a
V
(Pv + Pa ) = W RT + RT
Ma
PM v PM a
ou seja:
W
ν =
RT
RT
+
PM v
PM a
Pb
( 26 )
22
CONCEITOS DE PROCESSO E EQUIPAMENTOS DE SECAGEM (PARK, ANTONIO, OLIVEIRA e PARK)
3.1.3
CONSTRUÇÃO DA CARTA PSICROMÉTRICA
Apresentamos a seguir os passos para a construção da carta psicrométrica:
a) Definir dois eixos de temperatura e umidade absoluta nas faixas que necessitamos e
estabelecer a escala nas coordenadas correspondentes;
W (kgw/kga)
T (ºC)
b) Utilizando a tabela de vapor de água saturada, podemos encontrar as pressões de vapor de
água para as temperaturas que queremos. Estas pressões, são pressões em equilíbrio,
denominadas pressões de saturação (Psat).
c) Utilizando a equação 10 calcular as umidades absolutas (W) obtendo os pontos no gráfico (T;
W)
d) Unindo os pontos obtidos no procedimento anterior obtemos uma curva que representa a
umidade relativa igual a 1 (100%).
e) Utilizando a definição da umidade relativa (equação 11, podemos multiplicar as pressões da
tabela (procedimento (b) por 0,9; 0,8; 0,7; e assim por diante obtendo Pv para 0 = 0,9; 0 = 0,8;
0 = 0,7; etc.; utilizando os procedimentos (c) e (d) conseguindo, assim todas as curvas de
umidade relativa.
f) Utilizando a equação 18, calcula-se a entalpia (h1) para um ponto aleatoriamente escolhido.
De posse desta entalpia (h1), escolhe outra temperatura e calculo o valor de W para localizar
outro ponto com o mesmo valor de (h1). Unindo estes dois pontos obtemos uma reta de
entalpia constante com o valor numérico de (h1).
g) Repetindo esta operação para outro valor numérico de entalpia (h2) acabamos obtendo a reta
correspondente a (h2).
h) As retas correspondentes aos valores de (h1) e (h2) são paralelas. O intervalo destas retas
correspondem a diferença de entalpia dadas pelas retas (h1) e (h2).
i) Podemos traçar retas paralelas, quantas forem necessárias, atribuindo os valores pela
aplicação de soma ou diferença, conforme a direção da escala no gráfico, obtendo assim as
retas isoentálpicas.
j) Utilizando a equação 26 obteremos as retas para o volume específico.
3.1.4
UTILIZAÇÃO DA CARTA PSICROMÉTRICA
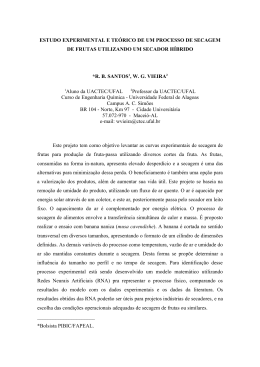
Pela construção da carta, podemos notar que necessitamos de duas propriedades quaisquer
do ar para determinar o estado da mistura ar-vapor de água, em uma certa pressão. Quaisquer das
duas propriedades são suficientes. A partir destas duas propriedades todas as demais podem ser
encontradas na carta (Figura 2).
23
CONCEITOS DE PROCESSO E EQUIPAMENTOS DE SECAGEM (PARK, ANTONIO, OLIVEIRA e PARK)
Uma vez localizado (identificado) o estado inicial do ar prosseguimos, verificando a
alteração que o mesmo sofre pela sua utilização nas operações industriais ou pelo tratamento que
queremos dar para utilizá-lo.
Próximo passo: entender a identificação do ar, assim como os processos que o mesmo
sofre, utilizando exemplos.
Figura 2: Diagrama psicrométrico.
3.1.4.1
Identificação
a) A temperatura do bulbo seco do ar úmido é de 26ºC. Levando-se em conta que a pressão é a
pressão atmosférica e que a temperatura do orvalho é de 16ºC, calcule:
1) A pressão parcial do vapor de água
2) A pressão parcial do ar seco
3) A umidade relativa
4) A umidade absoluta
Solução:
1) Tbs = 16ºC
W = 0,0114 kgw/kga.
24
CONCEITOS DE PROCESSO E EQUIPAMENTOS DE SECAGEM (PARK, ANTONIO, OLIVEIRA e PARK)
W = 0 , 62
Pv
Pv
= 0 , 62
Pb − Pv
760 − P v
W
0,0114 (760 - Pv) = 0,62 Pv (0,0114) (760) = (0,62 + 0,0114) Pv
Pv = 13,7 (mm Hg)
Da tabela de vapor saturado Psat a 16ºC = 13,6 mmHg
2) Pa = Pb - Pv = 760 -13,7 = 746,3 (mmHg)
3) UR =
Pv
no presente caso Pv = Psat a 16ºC
Psat
Psat = Psat a 26ºC
ou encontramos Psat a 26ºC na tabela de vapor, ou calculamos analogamente a (1), e temos
Psat = 25,2 (mmHg)
25
CONCEITOS DE PROCESSO E EQUIPAMENTOS DE SECAGEM (PARK, ANTONIO, OLIVEIRA e PARK)
UR =
Pv
13,6
=
= 0,54 (confere com a carta)
Psat 25,2
4) pela carta W = 0,114 kgw/kga
W = 0,62 ⋅
Pv
utilizando Pv = PS a 16oC
Pb − Pv
W = 0,62 ⋅
13,6
= 0,0114 (kgw /kga)
760 − 13,6
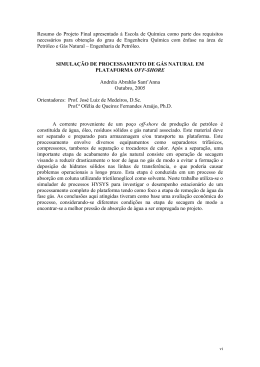
b) Para uma certa quantidade de ar úmido, temos a temperatura de bulbo seco de 30ºC e a
temperatura de bulbo úmido de 20ºC. Se a pressão barométrica é de 1 atm, determine a
temperatura de orvalho, a umidade absoluta e a umidade relativa.
Solução:
W
UR = 40%
Tor = 14,8ºC
W = 0,0105 kgw /kga
26
CONCEITOS DE PROCESSO E EQUIPAMENTOS DE SECAGEM (PARK, ANTONIO, OLIVEIRA e PARK)
c) Encontre as propriedades da mistura do ar - vapor de água a temperatura de bulbo seco de
20ºC e UR = 60%. Calcule a entalpia e compare com o valor do gráfico.
hcal = 0,24 T + (0,45T + 597) W
h = 0,24 (20) + [(0,45) (20) + 597] (0,0087)
h = 4,8 + (9 + 597) (0,0087) = 10,1 (kcal/kga)
h gráfico = 14,5
h calculado = 10,1
h gráfico - h calculado = 4,4
Devemos lembrar que a entalpia é um valor relativo ao referencial. A equação utilizada
para calcular h assume o valor de h = 0 para t = 0 e W = 0.
Olhando a carta, para t = 0 e W = 0 temos h = 4,4 kcal/kga. Portanto o h calculado deve
sofrer a adição de 4,4 para poder ser comparado aos valores referenciais colocados nos mesmos.
27
CONCEITOS DE PROCESSO E EQUIPAMENTOS DE SECAGEM (PARK, ANTONIO, OLIVEIRA e PARK)
3.1.4.2
Processos do ar
Nas operações industriais normalmente analisamos uma situação sob os seguintes
aspectos: o que temos e o que queremos para daí verificar o melhor caminho para atingir as
metas.
Em termos da utilização do ar, normalmente o que temos é a condição inicial do ar e o
que queremos é a condição de ar tratado (condição intermediária ou final do ar). O ar tratado
entra no processo industrial e sofre as modificações, portanto, dependendo do nosso interesse, a
condição final poderá ser o ar de saída do processo industrial.
As modificações que o ar inicial sofrem até as condições do ar final (ou intermediária) são
chamadas de processo de ar.
Seguindo abordaremos algumas formas de alterar o estado do ar.
a) Aquecimento
O aquecimento do ar é indicado para aqueles tratamentos que aumentam a temperatura do
ar úmido sem alterar o conteúdo de umidade absoluta.
Este aquecimento é feito através de trocadores de calor indireto.
Uma certa quantidade do ar necessária para o processo é chamada de vazão mássica ou
fluxo de ar. Este fluxo é expresso em termos de quantidade de ar seco por tempo (kg ar seco/h).
A quantidade de calor transferido ao ar no aquecimento (mudança do ar do estado 1 para
2) pode ser calculada com a seguinte fórmula:
& ⋅ (h 2 − h1 ) = m
& ⋅ Cp ⋅ (T2 − T1 )
q=m
( 27 )
b) Resfriamento
É o tratamento inverso do anterior, isto é, em vez de aquecer o ar, o trocador resfria o ar
sem alterar o conteúdo de umidade absoluto do mesmo.
28
CONCEITOS DE PROCESSO E EQUIPAMENTOS DE SECAGEM (PARK, ANTONIO, OLIVEIRA e PARK)
Para que esta situação ocorra, devemos ter cuidado com a temperatura da superfície do
trocador, que deve ser maior que a temperatura do orvalho (é evidente que a temperatura da
superfície do trocador deve ser menor que a temperatura do bulbo seco do ar) para que não haja
condensação da água na superfície do mesmo.
A quantidade de calor retirado do ar será:
& ⋅ (h 2 − h1 ) = m
& ⋅ Cp ⋅ (T2 − T1 )
q=m
( 28 )
Baseado no mesmo esquema utilizado no item anterior, no presente caso o ar passará do
estado 2 para o estado 1.
c) Resfriamento com Desumidificação
Neste processo, o ar inicialmente no estado 1 diminuirá sua temperatura e sua umidade
absoluta para chegar ao estado 2.
W1
W2
W3
Um exemplo típico seria o do ar condicionado, que resfria o ar ambiente além de
desumidificá-lo. Devido a este motivo, nossa pele resseca quando permanecemos por muito
tempo num ambiente com o ar condicionado ligado.
A temperatura de superfície do trocador é muito menor do que a temperatura de orvalho
do ar 1.
A primeira pergunta seria: por que o ar 1 não resfria com a umidade absoluta constante
(isto é, idêntico ao item anterior) para depois resfriar mais até condensar a água (linha de
umidade relativa igual a 1) atingindo Tsat (ou T2 perto de Tsat)? O motivo pelo qual não ocorre
esta situação, é que a vazão do ar é muito grande, não permitindo que todo o ar entre em contato
direto com a superfície do trocador. Em outras palavras, a quantidade de ar que entra em contato
com a superfície do trocador sai com Tsat e sofre uma mistura com a quantidade de ar que não
entra em contato com a superfície do trocador, resultando no estado 2.
Como veremos mais adiante a mistura de dois ares situa-se no meio da reta que une os
estados dos referidos ares.
29
CONCEITOS DE PROCESSO E EQUIPAMENTOS DE SECAGEM (PARK, ANTONIO, OLIVEIRA e PARK)
A razão da massa de ar que não entra em contato em relação à massa total do ar define o
nosso estado 2 (FBP = o fator de "by pass" do trocador), isto é:
FBP =
m nãocontato
m total
=
W2 − Xs
h − hs
= 2
W1 − X s
h1 − h s
( 29 )
Percebemos facilmente que quanto menor o FBP, mais próximo o estado 2 estará do
estado (s).
O calor retido neste processo será: q = m (h1 - h2)
A água que condensa, ou a água retirada do ar, será:
m água = m ⋅ (W1 − W2 )
( 30 )
É importante perceber que apesar do aumento da umidade relativa do ar, neste processo,
ele sofreu desumidificação (W2 < W1).
Se a temperatura da superfície for maior que 0ºC, a superfície do trocador estará coberta
com água (ex: ar condicionado).
Se a temperatura da superfície for menor que 0ºC, a superfície do trocador estará coberta
com gelo (ex: geladeira).
d) Resfriamento Evaporativo
Este processo é conhecido também como sendo o processo de umidificação adiabática ou
umidificação do bulbo úmido.
Quando fazemos com que o ar entre em contato com a água através de pulverização da
mesma, a umidade relativa e a umidade absoluta do ar aumentam; ao passo que a sua temperatura
diminui. Como neste processo ocorre entalpia constante, a temperatura de água tenderá à
temperatura do bulbo úmido.
O ar dificilmente atinge 100% de umidade relativa em virtude de não conseguirmos um
contato ideal de ar-água na prática.
O fluxo de água evaporada, ou seja, a quantidade de água a ser fornecida ao ar, será
representado por:
& água = m
& ⋅ (W2 − W1 )
m
( 31 )
Esta mesma situação pode ser vista em secagem de materiais considerados muito úmidos.
O ar que entra em contato com o material muito úmido sofrerá processo descrito acima (ex:
secagem de roupa).
A secagem de materiais de baixa umidade será enfocada em aulas sobre o referido tópico.
30
CONCEITOS DE PROCESSO E EQUIPAMENTOS DE SECAGEM (PARK, ANTONIO, OLIVEIRA e PARK)
e) Mistura de Duas Correntes de Ar
A corrente do (ar 1) (m1) mistura-se com a corrente do (ar 2) (m2).
Como esta mistura é considerada uma ocorrência adiabática, referimo-nos a este processo
como sendo a mistura adiabática de dois ares.
1) A massa total do ar (3) será:
( 32 )
&3 =m
&1+m
&2
m
2) A quantidade de água do ar (3) será:
( 33 )
& 3 ⋅ w3 = m
& 1 ⋅ w1 + m
& 2 ⋅ w2
m
3) A entalpia do ar 3 será:
( 34 )
& 3 ⋅ h3 = m
& 1 ⋅ h1 + m
& 2 ⋅h2
m
Com as equações 32, 33 e 34 podemos deduzir as relações necessárias neste processo.
1)
& 3 da equação 32 temos:
Na equação 33, substituindo m
(m& 1 + m& 2 ) ⋅ w 3 = m& 1 ⋅ w1 + m& 2 ⋅ w 2
& 1 ⋅ w3 + m
& 2 ⋅ w3 = m
& 1 ⋅ w1 + m
& 2 ⋅ w2
m
& 1 ⋅ (w 3 − w 1 ) = m
& 2 ⋅ (w 2 − w 3 )
m
31
CONCEITOS DE PROCESSO E EQUIPAMENTOS DE SECAGEM (PARK, ANTONIO, OLIVEIRA e PARK)
& 1 w 2 − w3 w3 − w2
m
=
=
& 2 w 3 − w1 w1 − w 3
m
2)
( 35 )
Na equação 34, substituindo m3 da equação 32 temos:
(m& 1 + m& 2 ) ⋅ h 3 = m& 1 ⋅ h1 + m& 2 ⋅ h 2
& 1 ⋅ h3 + m
& 2 ⋅ h3 = m
& 1 ⋅ h1 + m
& 2 ⋅h2
m
& 1 ⋅ (h 3 − h1 ) = m
& 2 ⋅ (h 2 − h 3 )
m
& 1 h2 − h3 h3 − h2
m
=
=
& 2 h 3 − h1 h 1 − h 3
m
3)
( 36 )
Ou seja:
& 1 w 2 − w3 h 2 − h3 w3 − w 2 h3 − h2
m
=
=
=
=
& 2 w 3 − w 1 h 3 − h1 w 1 − w 3 h1 − h 3
m
( 37 )
Representando graficamente temos:
W2
W3
W1
A equação 37 pode ser colocada em termos dos segmentos das retas, isto é:
& 1 32
m
=
& 2 13
m
32
CONCEITOS DE PROCESSO E EQUIPAMENTOS DE SECAGEM (PARK, ANTONIO, OLIVEIRA e PARK)
Ou utilizando a relação de triângulo, isto é:
&1
&
m
m
32
32
= 1 =
=
& 2 +m
&1 m
& 3 13 + 32 12
m
( 38 )
&2
&
m
m
13
13
= 2 =
=
&1+m
&2 m
& 3 13 + 32 12
m
( 39 )
É evidente que as equações 38 e 39 podem ser deduzidas pelas equações:
4) Utilizando a equação 33 temos:
& 1 ⋅ w1 + m
& 2 ⋅ w 2 + (m
& 1 ⋅ w2 − m
& 1 ⋅ w2 ) = m
& 3 ⋅ w3
m
& 1 ⋅ (w 1 − w 2 ) + w 2 ⋅ (m
&1+m
& 2)= m
& 3 ⋅ w3
m
& 1 ⋅ (w 1 − w 2 ) + w 2 ⋅ m
&3 =m
& 3 ⋅ w3
m
& 1 ⋅ (w 1 − w 2 ) = m
& 3 ⋅ (w 3 − w 2 )
m
& 1 w3 − w2
m
=
& 3 w1 − w 2
m
( 40 )
&2 m
& 3 da seguinte maneira:
Ou podemos obter m
& 1 ⋅ w1 + m
& 2 ⋅ w 2 + (m
& 2 ⋅ w1 − m
& 2 ⋅ w1 ) = m
& 3 ⋅ w3
m
(m& 1 + m& 2 ) ⋅ w1 + m& 2 ⋅ (w 2 − w1 ) = m& 3 ⋅ w 3
& 3 ⋅ w1 + m
& 2 ⋅ (w 2 − w 1 ) = m
& 3 ⋅ w3
m
& 2 ⋅ (w 2 − w 1 ) = m
& 3 ⋅ (w 3 − w 1 )
m
& 2 w 3 − w1
m
=
& 3 w 2 − w1
m
( 41 )
Estas relações, equações 38 e 39 ou 40 e 41 são também chamadas de regra de alavanca
inversa:
33
CONCEITOS DE PROCESSO E EQUIPAMENTOS DE SECAGEM (PARK, ANTONIO, OLIVEIRA e PARK)
&1 B
m
=
&2 A
m
;
&2 A
m
=
;
&1 B
m
&1 B
m
=
;
&3 C
m
&2 A
m
=
&3 C
m
f) Tratamento Alternativo
1) O processo de resfriamento com desumidificação pode ser obtido através da pulverização da
água gelada no ar.
2) Quando se deseja aumentar o conteúdo de umidade do ar sem alterar sua temperatura, utilizase a injeção de vapor no ar.
3.1.4.3
Combinação dos Processos
Em muitos casos o ar que dispomos (estado 1) não consegue atingir o estado que
queremos, através de um simples processo. Exigindo pois mais de um tratamento para obtermos
êxito.
A escolha do (s) processo (s) baseia-se essencialmente em dois pontos de vista, a saber:
1) facilidade de montagem e controle do sistema
2) baixo custo (tanto do custo fixo quanto do custo operacional).
Assim, a visualização dos estados do ar na carta psicrométrica, conjugada ao
conhecimento prévio dos processos relatados permitem um melhor tratamento do ar.
Veremos mais alguns exemplos numéricos visando facilitar a familiarização com o
tratamento do ar:
34
CONCEITOS DE PROCESSO E EQUIPAMENTOS DE SECAGEM (PARK, ANTONIO, OLIVEIRA e PARK)
A) Num processo industrial de secagem utiliza-se o aquecimento e a umidificação com o
objetivo de evitar perdas grandes de água do produto a ser tratado.
Sabendo que o processamento requeria o ar com 30ºC e 90% de umidade relativa, e ainda
que necessitamos de 1.000 kg ar úmido/h; pergunta-se:
a) a quantidade de calor
b) a quantidade de água a ser adicionada no sistema (Ar ambiente T = 20ºC; UR = 0,7)
Solução:
W2
W1
w1 = 0,0102 kgw/kga
w2 = 0,0247 kgw/kga
Necessitamos de 1.000 kg ar úmido/h com x2 = 0,0247
1000 kgar úmido/h = m kga/h + (0,0247 kgw/kga) m kga/h
1.0247 m = 1.000
m = 976 (kga/h)
q = m (h2 – h1) = 976 (26,4 - 15,3)
q = 10.834 kcal/h
mágua = m (w2 – w1) = 976 (0,0247 - 0,0102)
m água = 14 kgw/h
B) Mistura-se uma corrente de ar úmido: 10 kg ar seco/h; 15ºC de temperatura do bulbo seco e
10ºC de temperatura de bulbo úmido com outra corrente: 15 kga/h; 25ºC de temperatura de
bulbo seco e 19,2ºC de temperatura de orvalho.
35
CONCEITOS DE PROCESSO E EQUIPAMENTOS DE SECAGEM (PARK, ANTONIO, OLIVEIRA e PARK)
Determine o ar da mistura e a vazão mássica total:
Solução:
W2
W3
W1
ar 1 w1 = 0,0055 kgw/kga
ar 2 w2 = 0,0140 kgw/kga
Podemos utilizar qualquer equação de mistura de ares:
& 2 w 3 − w1
m
=
& 3 w 2 − w1
m
w 3 = w1 +
&2
m
⋅ (w 2 − w 1 )
&3
m
w 3 = 0,0055 +
15
⋅ (0,0140 − 0,0055)
25
w3 = 0,0055 + 0,0049 = 0,0104 kgw/kga
&3=m
&1+m
& 2 = 10 + 15 = 25 (kga/h)
m
& 3 = 25 + 25 ⋅ 0,0104 = 25,26 (kg ar úmido/h)
m
Ou, pela regra de alavanca inversa, onde:
& 3 = 25 kga/h
a reta 1 - 2 = 7,5 cm corresponde m
36
CONCEITOS DE PROCESSO E EQUIPAMENTOS DE SECAGEM (PARK, ANTONIO, OLIVEIRA e PARK)
& 2 13 13
m
15
=
=
∴ 13 = 7,5 ⋅
= 4,5cm
& 3 12 7,5
m
25
C) O gerente de uma firma solicitou a instalação de um túnel de mistura de 2 ares visando obter
um ar com a vazão de 18.234 kg ar úmido/h, 23,5oC de temperatura de bulbo seco e 18oC de
temperatura de orvalho. O engenheiro encarregado desta instalação dispunha dos seguintes
ares com vazões limitadas de:
ar 1: 30ºC de temperatura de bulbo seco e 20 g água/kg ar seco
ar 2: 21ºC de temperatura de bulbo seco
Pergunta-se:
a) quais foram as vazões do ar 1 e ar 2?
b) o engenheiro afirmou que a temperatura do bulbo seco do ar 2 era suficiente para seu projeto.
Sua afirmação estava correta? Por que?
Solução:
Pela carta 1) w3 = 0,00130 kgw/kga
& 3 :m
& 3 ⋅ 0,013 + m
& 3 = 18234
m
& 3 = 18.000 (kga/h)
m
&1+m
&2 =m
& 3 = 18000 kga/h
m
37
CONCEITOS DE PROCESSO E EQUIPAMENTOS DE SECAGEM (PARK, ANTONIO, OLIVEIRA e PARK)
12 = 8cm
13 = 6cm
&1 2 1
m
= =
&2 6 3
m
Substituindo temos:
13 = 6cm
& 1 + 3⋅ m
& 1 = 18000
m
& 1 = 4.500 kga/h
m
& 2 = 13.500 kga/h
m
Verificando:
& 1 w 2 − w 3 0,0105 − 0,0130 5 1
m
=
=
=
≅
& 2 w 3 − w1 0,0130 − 0,0200 14 3
m
A afirmação do engenheiro não estava correta pois ele só poderia obter o ar 3 se o ar 2
tivesse a característica determinada na carta. No presente caso a temperatura do bulbo úmido
deste ar é de 17ºC.
D) Estamos num ambiente com as seguintes características: 35ºC de temperatura e 80% de
umidade relativa, e necessitamos de um ar com 20ºC de temperatura e 50% de umidade
relativa. Como procederemos para obter este ar?
Solução:
A temperatura de orvalho do ar 2 é de 9ºC.
Poderíamos utilizar um resfriador ou então a pulverização de água gelada visando obter o ar
com temperatura perto de 9ºC.
Após este procedimento, aqueceríamos o ar, obtendo assim o ar (2).
38
CONCEITOS DE PROCESSO E EQUIPAMENTOS DE SECAGEM (PARK, ANTONIO, OLIVEIRA e PARK)
IV.
RELAÇÃO ENTRE UMIDADE E SÓLIDO
As considerações básicas de secagem de materiais biológicos são aqueles que expressam
os relacionamentos de umidade e sólido.
Na tentativa de ajustar os modelos para expressar a secagem, os materiais biológicos
sofrem classificações por características físicas do sólido. Para alguns autores o material
biológico é um material classificado de porosos-higroscópicos, e para outros é classificado de
materiais coloidais.
Esta primeira caracterização vinculada ao sólido é realizada para poder inferir sobre as
suas propriedades determinantes na água durante a secagem. Portanto, a primeira consideração é
a respeito da higroscopicidade do material biológico. Em outras palavras, os materiais a serem
submetidos à secagem são classificados como materiais higroscópicos ou não higroscópicos
(hidrofóbicos), sendo que os materiais não higroscópicos são mais fáceis de secar.
Em materiais biológicos, parte da umidade presente no material parece estar presa (ligada)
nas proteínas, nos carboidratos, nas substâncias coloidais e água está presente na forma de
soluções.
Assim, a segunda consideração é de cunho mais científico que a primeira e versa sobre a
discussão das propriedades físico-químicas e termodinâmicas das ligações das moléculas de água
nas estruturas sólidas dos materiais biológicos. Nesta conceituação, a base da análise é a
verificação se a água está ligada ou não ligada (ligações física e/ou química) nas estruturas dos
sólidos.
As águas não ligadas (águas livres) envolvem a energia para sua evaporação ao nível de
calor latente de vaporização, ao passo que as águas ligadas necessitam maior nível de energia
para a sua evaporação. Conseqüentemente, os materiais hidrofóbicos apresentam águas livres.
Ainda dentro das considerações a respeito das propriedades, a mais importante delas é a
atividade da água.
As atividades de água, comumente conhecidas como isotermas de sorção, são as curvas de
equilíbrio, compostas pelas umidades de equilíbrio do material correspondentes às umidades
relativas para uma dada temperatura.
A umidade relativa, já definida na PSICROMETRIA, é a atividade de água.
É bom salientar que a atividade da água é importante para todo o tipo de processamento e
conservação. Se analisarmos somente em termos de conteúdo de umidade de equilíbrio fica
difícil a percepção da validade desta propriedade para o controle de qualidade de materiais
biológicos. No entanto, se utilizarmos a definição da atividade de água, percebemos que a pressão
de vapor de água representa a disponibilidade de água para o crescimento de microorganismos,
além de outras reações que alteram o produto (Figura 3).
39
CONCEITOS DE PROCESSO E EQUIPAMENTOS DE SECAGEM (PARK, ANTONIO, OLIVEIRA e PARK)
Fonte: LABUZA (1968)
Figura 3: Velocidade relativa de reações em função da atividade de água.
Portanto, o conhecimento destas curvas de sorção é indispensável para determinar o teor
de água final necessário para estabilizar um produto.
Outro ponto importante a ser lembrado é que esta representação gráfica pode ser de
adsorsão ou dessorção, dependendo da determinação da umidade do produto a ser feita, segundo
o processo de umidificação ou secagem. Estas curvas de adsorsão e dessorção não coincidem, e
esta diferença entre as isotermas é conhecida como o fenômeno de histerese.
Uma curva típica de isoterma de sorção é apresentada nas Figura 4, 5 e 6:
40
CONCEITOS DE PROCESSO E EQUIPAMENTOS DE SECAGEM (PARK, ANTONIO, OLIVEIRA e PARK)
Fonte: PARK e NOGUEIRA (1992)
Figura 4: Histerese das isotermas de sorção.
25
Feijão
20
Amendoim
Arroz
Trigo
15
Soja
10
5
0
10
20
30
40
50
60
70
80
Umidade Relativa (%)
Fonte: ASAE Standards (1991.b)
Figura 5 : Isotermas de sorção de produtos deterioráveis.
41
90
CONCEITOS DE PROCESSO E EQUIPAMENTOS DE SECAGEM (PARK, ANTONIO, OLIVEIRA e PARK)
80
Maça
Uvas
Banana
60
Espinafre
Menta
40
20
0
10
20
30
40
50
60
Umidade Relativa (%)
70
80
90
Fonte: LOMAURO, BAKSHI & LABUZA (1985a,b)
Figura 6 : Isotermas de sorção de produtos perecíveis.
A diferença do conteúdo de umidade inicial do material e do conteúdo de umidade de
equilíbrio, representa a força motriz para a secagem. A Figura 7, mostra a retenção de umidade
em função de conteúdo de umidade versus atividade de água.
Fonte: PARK e NOGUEIRA (1992)
Figura 7: Retenção de umidade.
42
CONCEITOS DE PROCESSO E EQUIPAMENTOS DE SECAGEM (PARK, ANTONIO, OLIVEIRA e PARK)
4.1 EQUAÇÕES DE ISOTERMAS
Pela facilidade de quantificação da isoterma, existem muitas equações empíricas que
correlacionam os dados experimentais das isotermas de sorção de materiais biológicos. Para o
caso das isotermas de grãos, as equações usuais são os polinômios de variados graus, sendo que
para a maioria das isotermas, os polinômios de segundo grau têm demonstrado bons resultados
(ALONSO, 1998).
Apesar das dificuldades apresentadas pelas equações teóricas, algumas considerações
termodinâmicas são indispensáveis. Uma das importantes aplicações das equações de isotermas é
a energia de ligação de água que é traduzida na energia de adsorção. A outra importante
consideração é acerca dos valores de monocamada molecular de água, que indicam a relação com
as reações químicas que determinam a deterioração dos materiais biológicos, através das áreas
expostas da matriz sólida.
Com o intuito de prever o comportamento das isotermas, diversos autores propuseram
modelos de ajuste de isotermas de sorção. Estes modelos são úteis no conhecimento das
características dos produtos. Em sua maioria são modelos empíricos e serão discutidos a seguir.
4.1.1
MODELO DE LANGMUIR
Termodinamicamente falando, a posição simplista ao considerar a condição de equilíbrio
aplicada à água livre fornece a taxa de evaporação idêntica à taxa de condensação. Baseada nesta
premissa, LANGMUIR (1918) propõe a equação:
X eq
Xm
4.1.2
=
C⋅aw
1+ C ⋅aw
( 42 )
MODELO DE BET (BRUNAUER, EMMET E TELLER)
Tecendo considerações da natureza química da umidade e ampliando o conceito de
Langmuir, os autores Brunauer, Emmet e Teller (BET) propõem, para camadas polimoleculares
(PARK e NOGUEIRA, 1992):
X eq =
(X m ⋅ C ⋅ a w ) ⋅ (1 − (n + 1) ⋅ a w n + n ⋅ a w n +1 )
(1 − a w ) ⋅ (1 + (C − 1) ⋅ a w − C ⋅ a w n +1 )
Esta equação tem dois importantes casos especiais:
Quando n = 1, ela fica reduzida à equação de Langmuir;
Quando n tende a infinito, ela se reduz à equação de BET linearizada.
43
( 43 )
CONCEITOS DE PROCESSO E EQUIPAMENTOS DE SECAGEM (PARK, ANTONIO, OLIVEIRA e PARK)
4.1.3
MODELO DE BET LINEARIZADO
O modelo de BET linearizado (BRUNAUER, EMMET e TELLER, 1938) se baseia na
suposição de que a água se adsorve em forma de camadas; a primeira se fixa por adsorção sobre
pontos uniformemente localizados e as camadas seguintes se fixam entre si mediante pontes de
hidrogênio. A equação geral da isoterma de BET, quando o número de camadas tende a um
número infinito, pode ser escrita na seguinte forma:
aw
a ⋅ (C − 1)
1
=
+ w
(1 − a w ) ⋅ X eq X m ⋅ C
Xm ⋅ C
4.1.4
( 44 )
MODELO DE GAB (GUGGHENHEIM, ANDERSON E DE BOER)
Gugghenheim, Anderson e de Boer estenderam as teorias de adsorção física de BET,
resultando numa equação triparamétrica, que permite um melhor ajuste dos dados de sorção dos
alimentos até a atividade de água de 0,9. A equação de GAB é escrita como (Van der BERG,
1984):
X eq =
Xm ⋅ C ⋅ K ⋅ a w
(1 − K ⋅ a w ) ⋅ (1 − K ⋅ a w + C ⋅ K ⋅ a w )
( 45 )
Onde C e K são constantes de adsorção relacionadas com as interações energéticas entre
as moléculas da monocamada e as subseqüentes, num dado sítio de sorção. Quando K = 1, a
equação de GAB fica reduzida à equação de BET linearizada.
PARK e NOGUEIRA (1992) mostraram a conceituação do modelo de BET, concluindo
que por apresentar três parâmetros a serem estimados (Xm, C e n) e sendo uma equação
polinomial de grau maior que 2, dependendo do valor numérico de n estimado, o modelo de BET
na sua forma original apresenta uma maior possibilidade de ajuste dos dados experimentais.
4.1.5
MODELO DE CHEN
Sua análise é baseada no período transiente da secagem e está limitada a situações em que
a difusão é o principal modo de transporte de massa (CHEN, 1971).
[
(
a w = exp k + A ⋅ exp B ⋅ X eq
4.1.6
)]
( 46 )
MODELO DE CHEN & CLAYTON
CHEN & CLAYTON (1971), tentaram relacionar a dependência das isotermas com a
temperatura obtendo a equação :
[
(
a w = exp − A ⋅ T B ⋅ exp − C ⋅ T D ⋅ X eq
)]
44
( 47 )
CONCEITOS DE PROCESSO E EQUIPAMENTOS DE SECAGEM (PARK, ANTONIO, OLIVEIRA e PARK)
4.1.7
MODELO DE CHUNG & PFOST (1967)
Este modelo é baseado na premissa que a variação na energia livre para a adsorção está
relacionada com o conteúdo de umidade (CHUNG & PFOST, 1967).
Ln (a w ) = −
A
⋅ exp[−B ⋅ X eq ]
R ⋅T
( 48 )
Ou
X eq = E − F ⋅ Ln[(− T + C ) ⋅ Ln (a w )]
4.1.8
( 49 )
MODELO DE HALSEY
HALSEY (1948) desenvolveu um modelo para a condensação das camadas a uma
distância relativamente grande da superfície.
−A
a w = exp
B
X eq
4.1.9
( 50 )
MODELO DE OSWIN
O modelo baseia-se na expansão matemática para curvas de formato sigmoidal. Apresenta
algumas vantagens sobre os modelos cinéticos de BET e GAB, pois inclui apenas duas constantes
de fácil linearização. É um modelo empírico, definido como (CHINNAN & BEAUCHAT, 1985):
a
X eq = A ⋅ w
1 − a w
B
( 51 )
4.1.10 MODELO DE HENDERSON
Um dos modelos mais usados para a predição de isotermas é a equação empírica (ASAE,
1991.b):
[(
1 − a w = exp − k ⋅ X eq n
)]
( 52 )
ou sua modificação:
[(
1 − a w = exp − k ⋅ T ⋅ X eq n
)]
( 53 )
45
CONCEITOS DE PROCESSO E EQUIPAMENTOS DE SECAGEM (PARK, ANTONIO, OLIVEIRA e PARK)
4.1.11 MODELO DE AGUERRE
Semelhante aos modelos de Chung e Chen, tenta relacionar a isoterma com as
temperaturas (AGUERRE, SUAREZ, & VIOLLAZ, 1989):
Y ⋅ ln (a w ) = k1 ⋅ k 2
X eq
( 54 )
Com
1
1
Y=
− −1
380,5 T
4.1.12 MODELO DE PELEG
Modelo empírico de quatro parâmetros, tenta conjugar duas tendências em uma equação
(PELEG, 1993).
X eq = k1 ⋅ a w n 1 + k 2 ⋅ a w n 2
( 55 )
A restrição para esta equação é que n1 < 1 e n2 > 1.
WANG e BRENNAN (1991) determinaram experimentalmente dados de umidade de
equilíbrio de absorção e dessorção de batata para quatro temperaturas; além dos modelos de BET
e GAB, foram também utilizados os modelos de HALSEY e OSWIN para ajustar estes dados e
avaliar as constantes destas equações matemáticas.
LOMAURO, BAKSHI e LABUZA (1985 - a) avaliaram 163 dados da literatura de
isotermas de frutas, vegetais, produtos cárneos, condimentos, leite, café, oleaginosas, etc.,
utilizando três equações de dois parâmetros e uma equação de três parâmetros. Observaram que a
equação de três parâmetros, denominada equação de GAB, apresentou melhor ajuste de dados das
isotermas do que as equações de dois parâmetros (Halsey, Oswin, Iglesias e Chirife).
Diferentes métodos estatísticos de obtenção dos parâmetros de BET utilizando dados de
isotermas de batata foram analisados por TOUPIN, Le MAUGER e McGREGOR (1983). Eles
concluíram que o método ponderado de regressão não linear, obtido pelo procedimento dos
mínimos quadrados, apresentou resultados mais confiáveis devendo-se evitar a regressão linear
para estimar os parâmetros.
MAROULIS et al. (1988) fizeram um ajuste de isotermas de adsorção de uva-passa,
damasco, figos e ameixas secas com o modelo de GAB, concluindo que o método de regressão
influencia os resultados do modelo e recomendaram o uso da regressão não linear para estimar os
parâmetros com melhor precisão.
46
CONCEITOS DE PROCESSO E EQUIPAMENTOS DE SECAGEM (PARK, ANTONIO, OLIVEIRA e PARK)
V.
TEORIA DE SECAGEM
5.1 PRINCÍPIOS DE SECAGEM
A secagem tem a finalidade de eliminar um líquido volátil contido num corpo não volátil,
através de evaporação. Portanto, a secagem de nosso interesse é caracterizada pela evaporação da
água do material biológico.
Durante a secagem é necessário um fornecimento de calor para evaporar a umidade do
material e também deve haver um sorvedor de umidade para remover o vapor água, formado a
partir da superfície do material a ser seco.
Este processo, de fornecimento de calor da fonte quente para o material úmido que
promoverá a evaporação da água do material e em seguida a transferência de massa arrastará o
vapor formado.
Do ponto de vista de fornecimento de calor, os mecanismos básicos de transferência de
calor empregados indicam os possíveis equipamentos necessários.
Ao passo que a retirada do vapor de água formado na superfície do material é analisada
do ponto de vista de movimento do fluido (mecânica dos fluidos), indicando também os possíveis
equipamentos para esta finalidade.
Finalmente, as considerações sobre como água é transportada do interior do sólido à
superfície fundamentam as teorias existentes na secagem.
5.2 MECANISMOS DE MIGRAÇÃO DE UMIDADE
O movimento de água do interior do material até à superfície é analisado pelos
mecanismos de transferência de massa, que indicará a dificuldade de secagem nos materiais.
Durante a secagem, para que haja a evaporação de água da superfície do material ao
ambiente, a água deve ser transportada do interior do sólido até a superfície.
Representando em diagrama no interior do sólido, temos (Figura 8):
SUPERFÍCIE DE SECAGEM
Transferência
de Calor
Mecanismo de Migração de Umidade
INTERIOR DO MATERIAL
Figura 8: Diagrama da migração de sólido no interior de um sólido.
47
CONCEITOS DE PROCESSO E EQUIPAMENTOS DE SECAGEM (PARK, ANTONIO, OLIVEIRA e PARK)
Os mecanismos mais importantes são:
Difusão líquida; ocorre devido à existência do gradiente de concentração;
Difusão de vapor; ocorre devido ao gradiente de pressão de vapor, causado pelo gradiente de
temperatura;
Escoamento de líquido e de vapor; ocorrem devido à diferença de pressão externa, de
concentração, capilaridade e alta temperatura. Todas estas considerações, tais como, conteúdo
inicial de umidade do material; conteúdo final de umidade que o material pode chegar
(umidade de equilíbrio); modo pelo qual a água está relacionada com a estrutura do sólido e
modo pelo qual o transporte da água é feito do interior à superfície do sólido durante a
secagem servem para fundamentar o fenômeno de secagem.
No entanto estamos longe de estabelecer uma única relação teórica que possibilite
generalizações para tratamentos na secagem.
5.3 EFEITOS COLATERAIS DURANTE A SECAGEM
Os mecanismos de transferência interna de massa, durante a secagem de materiais
biológicos, podem ser influenciadas por dois fenômenos colaterais durante a secagem.
Existência da contribuição do soluto durante a secagem. Por exemplo, o soluto como açúcar
da ameixa encontra-se depositado na superfície durante a secagem, formando uma crosta que
diminui a velocidade de secagem. Outro exemplo é uma experiência com a beterraba
açucareira mostrando que a mesma seca mais rapidamente quando é desaçucarada antes da
secagem.
Os produtos biológicos são células vivas exibindo portanto, um comportamento específico
onde a célula é distendida pelo líquido contido nele e, em conseqüência, a parede celular é
submetida a tensão e o líquido contido nela é submetido a compressão. Este fenômeno é
conhecido como "turgor". Conforme procede a secagem, com a retirada de água, estamos
diminuindo a pressão que o líquido exerce contra a parede celular. Os fenômenos associados
a esta diminuição de pressão são tratados como conseqüência do encolhimento do material. O
fenômeno de encolhimento do material não causaria muito problema durante a secagem se
não fossem os efeitos colaterais que os mesmos causam no material. Conforme o material
encolhe durante a secagem, a superfície do material endurece ("case hardening") por sofrer o
impacto da secagem primeiramente, sendo assim o material deforma-se e fissura-se. Um
exemplo seria a fissura durante a secagem do macarrão. Outro exemplo seria a fissura de
arroz durante a secagem.
48
CONCEITOS DE PROCESSO E EQUIPAMENTOS DE SECAGEM (PARK, ANTONIO, OLIVEIRA e PARK)
5.4 CURVAS TÍPICAS DE SECAGEM
Os produtos são muito diferentes entre si, devido a sua composição, estrutura, e suas
dimensões.
As condições de secagem são muito diversas, de acordo com as propriedades do ar de
secagem e a forma como se faz o contato ar-produto: por exemplo, secagem com ar quente na
superfície de um leito de partículas é um caso (a água estando situada dentro das partículas), ou
outro caso é a suspensão de uma partícula em um fluxo de ar.
Uma vez que o produto é colocado em contato com ar quente, ocorre uma transferência
do calor do ar ao produto sob o efeito da diferença de temperatura existente entre eles.
Simultaneamente, a diferença de pressão parcial de vapor d'água existente entre o ar e a
superfície do produto determina uma transferência de matéria (massa) para o ar. Esta última se
faz na forma de vapor de água.
Uma parte do calor que chega ao produto é utilizada para vaporizar a água.
A evolução destas transferências simultâneas de calor e de massa no decorrer da operação
de secagem faz com que esta seja dividida esquematicamente em três períodos que nós
descreveremos a seguir.
Na Figura 9, são mostradas as curvas de evolução do teor de água do produto (X), de sua
temperatura (T) e da velocidade de secagem (dX/dt), também chamada de taxa de secagem, ao
longo do tempo, para um experimento utilizando ar de propriedades constantes.
49
CONCEITOS DE PROCESSO E EQUIPAMENTOS DE SECAGEM (PARK, ANTONIO, OLIVEIRA e PARK)
X
(kgw/kgms)
Temperatura
do produto
dX/dt
(kgw/kgmss)
a) Evolução do
conteúdo de
umidade
c) Evolução da
temperatura
do produto
b) Cinética de
secagem
0
1
2
t
Figura 9: Curva de secagem exemplo.
A curva (a) representa a diminuição do teor de água do produto durante a secagem
(conteúdo de umidade do produto, X = XBS, em relação à evolução do tempo de secagem t), isto
é, é a curva obtida pesando o produto durante a secagem numa determinada condição de
secagem.
A curva (b) representa a velocidade (taxa) de secagem do produto (variação do conteúdo
de umidade do produto por tempo, dX/dt em relação à evolução do tempo t), isto é, é a curva
obtida diferenciando a curva (a).
A curva (c) representa a variação da temperatura do produto durante a secagem (variação
da temperatura do produto, T em relação à evolução do tempo t), isto é, é a curva obtida medindo
a temperatura do produto durante a secagem.
Descrevendo os três períodos temos:
Período 0
É o período de indução ou o período de se entrar em regime operacional. No começo, o
produto é geralmente mais frio do que ar, a pressão parcial de vapor da água na superfície do
produto (p) é débil e, por conseqüência, a transferência de massa e a velocidade de secagem
também são débeis. O calor chegando em excesso acarreta uma elevação da temperatura do
produto ocorrendo um aumento de pressão e da velocidade de secagem. Este fenômeno continua
50
CONCEITOS DE PROCESSO E EQUIPAMENTOS DE SECAGEM (PARK, ANTONIO, OLIVEIRA e PARK)
até que a Transferência de Calor compense exatamente a Transferência de Massa. Se a
temperatura do ar for inferior àquela do produto, esta última diminuirá até atingir o mesmo estado
de equilíbrio. A duração deste período é insignificante em relação ao período total de secagem.
Período 1
Consiste no período de velocidade (taxa) constante de secagem. Durante este período,
como no anterior, a quantidade de água disponível dentro do produto é bem grande. A água
evapora-se como água livre. A pressão de vapor de água na superfície é constante e é igual à
pressão de vapor de água pura à temperatura do produto. A temperatura do produto, por sua vez,
é também constante e é igual à temperatura de bulbo úmido, característica do fato de que as
transferências de calor e de massa se compensam exatamente (lembre-se da psicrometria). A
velocidade de secagem é, por conseguinte, constante.
Este período continua enquanto a migração de água do interior até a superfície do produto
seja suficiente para acompanhar a perda por evaporação de água na superfície.
É bom ressaltar que para os materiais biológicos é difícil a existência deste período, pois
as condições operacionais de secagem são tais que, as resistências de transferências de massa
encontram-se essencialmente no interior do produto, fazendo com que a taxa de evaporação da
superfície ao ambiente seja bem superior à taxa de reposição de umidade do interior à superfície
do material.
Período 2
Consiste no período de velocidade (taxa) decrescente de secagem. Desde o momento em
que a água começa a ser deficiente na superfície, a velocidade de secagem diminui.
Apesar de alguns autores definirem o valor de teor de água do produto no ponto de
transição entre os períodos 1 e 2 como sendo o teor de água crítico (Xcr), seria conveniente
denominar este ponto como o ponto de inflexão de taxa constante à taxa decrescente de secagem,
pois este ponto, longe de ser uma propriedade física do material, é um ponto que depende
inclusive das condições operacionais de secagem. Durante este período, a troca de calor não é
mais compensada, conseqüentemente, a temperatura do produto aumenta e tende
assintoticamente à temperatura do ar. Durante todo este período o fator limitante é a migração
interna de água. Esta redução da taxa (ou velocidade) de secagem é às vezes interpretada como
uma diminuição da superfície molhada no período 2, mas a interpretação mais freqüente é pelo
abaixamento da pressão parcial de vapor de água na superfície. No final deste período o produto
estará em equilíbrio com o ar (X = Xeq) e a velocidade de secagem é nula.
VAN BRACKEL (1980) resumiu e classificou em doze categorias, um grande número de
curvas experimentais de taxa de secagem, publicadas na literatura. Este trabalho reproduzido na
Figura 10, ilustra a diversidade das formas das curvas de secagem em relação aos casos típicos.
51
CONCEITOS DE PROCESSO E EQUIPAMENTOS DE SECAGEM (PARK, ANTONIO, OLIVEIRA e PARK)
Figura 10: Curvas de secagem adimensionalizadas.
I. e II. Leito de bolas de vidro ; de areia ; de argila ; de areia com argila ; de calcário ; de silicagel
III.
Evaporação de um líquido orgânico a partir de um leito bolas de vidro a) benzeno ; b) n-pentanol.
IV.
Leito de bolas de poliestireno
V.
Areia ; argila com plástico ; cerâmica ; lac-tose
VI.
Particulados (casos especiais de I)
VII.
caso (I) com diferentes curvaturas no período decrescente, exemplo: silicato de alumínio para diferentes
temperaturas ou areia e papel para diferentes espessuras.
VIII.
Madeira
IX.
a) papel, lã, estearato de alumínio ; b) batata, tapioca, farinha
X.
a) pão de centeio, fermento (leveduras) ; b) manteiga, margarinas
XI.
a) grãos de trigo ; b) e c) continuação da secagem depois de uma interrupção
XII.
a)calcário impregnado de água ; b) de água e sal ; c) tijolo de argila
52
CONCEITOS DE PROCESSO E EQUIPAMENTOS DE SECAGEM (PARK, ANTONIO, OLIVEIRA e PARK)
Para as categorias de I a VII e XII, que se referem sobretudo a produtos não biológicos,
pode-se observar geralmente um período 1 bem marcado. Porém é bem raro que a velocidade de
secagem seja rigorosamente constante. VAN BRACKEL (1980) indica os fenômenos de
superfície que acarretam uma ligeira diminuição de velocidade (ou taxa) de secagem durante este
período.
As categorias VIII a XI, referem-se à secagem de produtos biológicos, e só o período de
secagem a taxa decrescente está presente.
A transição do período 1 ao período 2 é freqüentemente pouco nítida e a determinação do
teor de água neste ponto é delicada. Por outro lado, o teor de água do ponto de inflexão varia de
acordo com a natureza do material, sua espessura e a velocidade de secagem inicial (que depende
das condições de secagem).
Conforme pode ser notado, para a interpretação da cinética de secagem deve-se utilizar a
curva (b) em vez da curva (a).
5.5 CÁLCULO DE CINÉTICA DE SECAGEM
O objetivo da análise da secagem é sempre relatado à predição de tempo de secagem.
As taxas de secagem devem ser relacionadas para um determinado produto e para uma
determinada operação (processo e equipamento).
Os estudos da transferência de calor e massa, além do estabelecimento de possíveis
mecanismos de migração interna de umidade possibilitará o estabelecimento da taxa de secagem.
Com o conhecimento das limitações dos processos para um determinado produto
podemos avaliar, projetar e/ou otimizar o processo de secagem permitindo a avaliação do tempo
de secagem.
A predição do tempo de secagem é o dado fundamental para o dimensionamento e a
otimização de uma planta industrial de secagem.
Os dados experimentais são insubstituíveis, em outras palavras, quando se quer estudar a
secagem de materiais biológicos recomenda-se o levantamento experimental da secagem
(CURVA a), e estabelecer a CURVA (b).
Os métodos de cálculo da taxa de secagem diferem quando se trata de período de
velocidade constante ou decrescente.
No primeiro período, as transferências de calor e massa são analisadas da superfície do
material e ar de secagem, enquanto que no segundo período as análises são baseadas nas
transferências internas que governam a secagem.
5.5.1
PERÍODO DE TAXA CONSTANTE
Os métodos de cálculo da "taxa" de secagem são aplicados de modo diferente dependendo
do período: o período à taxa constante de secagem ou o período à taxa decrescente de secagem.
De fato, no primeiro caso são as transferências de calor e de massa na INTERFACE ar-produto
53
CONCEITOS DE PROCESSO E EQUIPAMENTOS DE SECAGEM (PARK, ANTONIO, OLIVEIRA e PARK)
que governam a secagem e fixam a velocidade de secagem, enquanto que no segundo caso são as
transferências INTERNAS que são limitantes.
Para o período 1, apresentamos abaixo, o método de cálculo da velocidade de secagem
geralmente admitido. Seu interesse é permitir a determinação da velocidade de secagem ótima
para as condições dadas.
Ela poderia ser aplicada também ao período 2 (dois), se fosse possível predizer de
maneira simples a atividade de água e a temperatura na superfície do produto.
As equações definindo as transferências de calor e de massa na interface ar-produto são
estabelecidas fazendo referência a uma noção de condutância de superfície interpretada por um
fenômeno de camada limite: se forma uma fina camada de ar em escoamento laminar ao redor da
partícula e há um equilíbrio de temperatura e umidade entre o ar e a superfície desta partícula. As
relações mais simples que dão uma boa concordância com a experiência são:
Fluxo de calor por unidade de área:
Q = h o ⋅ (T∞ − Ts )
( 56 )
Fluxo de massa por unidade de área:
∂X
N = β ⋅ (P − Pa ) = s A s
∂t
( 57 )
Já que durante este período, o calor fornecido é igual ao calor necessário para evaporar a
água, pode-se calcular o fluxo de massa N e obter a taxa de secagem pela seguinte equação:
N = β ⋅ (T∞ − Ts ) H v
( 58 )
As equações existentes para a avaliação de (h) ou (β) são empíricas, isto é, são avaliados
através de dados experimentais. No entanto, esta última equação é geralmente utilizada, uma vez
que a determinação do coeficiente de transferência de calor é mais precisa e mais fácil que a
determinação do coeficiente de transferência de massa.
Os trabalhos relacionados à engenharia química tratam longamente desta determinação.
Para as transferências em convecção forçada, o coeficiente é obtido a partir de uma relação
adimensional de semelhança tendo geralmente a seguinte forma:
Nu = a ⋅ Pr b ⋅ Rec
( 59 )
As constantes (a, b, c) adquirem diferentes valores em função da geometria do produto, do
modo como se faz o contato ar-produto (pilha, partícula isolada, etc.), da velocidade do ar e de
suas propriedades físicas. Porém, é preciso utilizar estas relações com prudência, pelo menos por
duas razões:
coeficiente é avaliado globalmente, já que o escoamento do ar não é homogêneo sobre a
superfície do produto.
As transferências de calor são influenciadas pela evaporação da água na superfície do produto.
54
CONCEITOS DE PROCESSO E EQUIPAMENTOS DE SECAGEM (PARK, ANTONIO, OLIVEIRA e PARK)
5.5.2
PERÍODO DE TAXA DECRESCENTE
O período 2 é quase sempre o único observado para a secagem de produtos agrícolas e
alimentícios. A complexidade dos fenômenos, colocados em jogo durante a secagem, conduz os
pesquisadores a proporem numerosas teorias e múltiplas fórmulas empíricas para predizer a taxa
de secagem.
Conforme PARK (1987), as teorias para explicar o comportamento de secagem no
período decrescente pode ser resumido como sendo derivadas de duas teorias; a teoria difusional
e a teoria capilar.
5.5.2.1
Teoria Difusional
Esta teoria se apóia exclusivamente sobre a lei de FICK, que expressa que o fluxo de
massa por unidade de área é proporcional ao gradiente de concentração de água. Utilizando a lei
de FICK na equação de balanço de massa de água no interior do produto, vem:
∂X
= ∇ ⋅ (D ef ⋅ ∇X )
∂t
( 60 )
Esta forma de FICK é simplificada, já que ela despreza a interdifusão, mas esta hipótese é
justificada, uma vez que a água migra dentro de uma matriz fixa.
Independentemente dos trabalhos sobre secagem, CRANK (1975) apresentou um grande
número de soluções da equação de difusão para condições iniciais e de contorno variados.
Entretanto, estas soluções se aplicam aos sólidos de formas geométricas simples (corpos semiinfinitos; placas, cilindros e esferas). E quando a difusividade é constante:
X − X eq
X o − X eq
Def ⋅ π 2
Exp − (2 ⋅ i + 1)2 ⋅
⋅ t
2
2
(
)
l
2
⋅
i
+
1
i =0
∞
= α⋅ ∑
1
( 61 )
A taxa de secagem pode ser calculada diferenciando estas equações. A solução destas
equações é mostrada na Figura 11.
55
CONCEITOS DE PROCESSO E EQUIPAMENTOS DE SECAGEM (PARK, ANTONIO, OLIVEIRA e PARK)
Figura 11: Solução da equação 61.
Onde 1 −
X − X eq
Ca − Ce
= 1−
Co − Ce
X o − X eq
Hipóteses:
1. A difusividade da água é constante. Esta suposição é levada em consideração pela maioria das
publicações, que afirmam que a secagem se faz de maneira isotérmica e que a difusividade da
água é independente do teor de água.
2. O produto é homogêneo: tem uma forma regular simples e simétrica. Em geral, os autores
fazem relação a uma esfera ou a uma placa; eles calculam a dimensão característica (l e/ou r)
considerando o mesmo volume para o produto e a forma escolhida.
3. As dimensões do produto permanecem constantes ao longo do tempo, o que é completamente
falso para os produtos biológicos, pois os mesmos encolhem durante a secagem. A mais
freqüente dimensão característica é calculada a partir do volume do produto depois da
secagem. O movimento da água resulta de um gradiente do teor de água dentro da partícula,
onde é assumido um perfil linear de concentração de umidade do material.
4. A superfície do produto se põe imediatamente em equilíbrio com o ar de secagem, Xs = Xeq.
O teor de água Xeq é o teor de água de equilíbrio do produto com o ar; ele deve então poder se
deduzir de uma curva de sorção do produto.
5. O conteúdo de umidade do material tende para a umidade de equilíbrio.
56
CONCEITOS DE PROCESSO E EQUIPAMENTOS DE SECAGEM (PARK, ANTONIO, OLIVEIRA e PARK)
5.5.2.2
Teoria Capilar
Krischer & Kröll (citado por DAUDIN, 1983) expõem em detalhe a teoria do movimento
capilar de água líquida dentro de sistemas simples constituídos de alguns tubos capilares e dentro
de sistemas complexos como os corpos porosos. O princípio é o seguinte: para um tubo capilar
isolado, a pressão de sucção e então a ascensão da água dentro do capilar, é proporcional à tensão
superficial da água e inversamente proporcional a seu raio. Admitindo-se que a tensão capilar é
finalmente associada ao teor de água, estes autores estabelecem uma lei geral na qual o fator de
potencialidade é o gradiente de teor de água. Os autores também agregam a este fluxo de água
líquida, um fluxo de vapor de água que se teria dentro dos poros depois da retirada do líquido.
Entretanto, estudando a cinética de secagem da batata, LABUZA & SIMON (1970)
demonstram a fraca importância da migração capilar para os produtos vegetais.
Não sendo o material biológico um material capilar, esta teoria não poderia ser aplicada
para estes materiais no senso estrito. No entanto, não se pode esquecer que esta teoria fornece
ferramentas poderosíssimas para fundamentar as equações fenomenológicas de transferência
simultânea de calor e de massa.
Assumir o fluxo de transferência de massa como sendo função somente do gradiente de
concentração é simplificar muito, apesar deste gradiente ser o mais importante contribuinte na
transferência de massa.
LUIKOV & MIKHAYLOV (1965) e LUIKOV (1966) redigiram os primeiros trabalhos
concernentes à aplicação do formalismo de termodinâmica dos processos irreversíveis ou
termodinâmica de não-equilíbrio às transferências simultâneas de calor e de massa dentro de
meios porosos.
Estes dois autores calcularam as soluções analíticas do sistema de equações, estabelecido
por esta teoria para numerosas condições limites e iniciais, mas sempre para coeficientes
constantes.
5.6 DADOS EXPERIMENTAIS
5.6.1
MEDIDA DO COEFICIENTE DE DIFUSÃO DA ÁGUA
Como nós já havíamos destacado, uma dificuldade importante do enfoque "teórico" reside
na determinação da difusividade da água no produto.
Nós apresentamos neste parágrafo alguns métodos. Este problema deu lugar a numerosos
trabalhos no quadro da Liofilização; infelizmente, as condições (pressão e estado congelado do
produto) tornam estas medidas não-utilizáveis no caso da secagem por ar quente.
5.6.1.1
Método estacionário
Esta técnica consiste em fixar o perfil de Umidade no material, impondo a ele uma
transferência de água unidirecional; isto pode ser realizado secando o produto de um lado e
pondo água de outro lado.
57
CONCEITOS DE PROCESSO E EQUIPAMENTOS DE SECAGEM (PARK, ANTONIO, OLIVEIRA e PARK)
A partir da medida do fluxo de água e do perfil do teor em água, é possível calcular o
valor do coeficiente de difusão para diferentes valores do teor de água. É possível também
estudar a influência da temperatura. A difusividade da água em alguns produtos minerais tem
sido estudada desta maneira:
5.6.1.2
Método não-estacionário
Uma amostra de produto de teor de água inicialmente fixo é posto numa atmosfera com a
umidade controlada. O coeficiente de difusão é calculado por meio de uma solução analítica da
equação de difusão, a partir da medida da quantidade de água, sorvida ou dessorvida ao longo do
tempo. O teor de água da amostra varia pouco durante a experiência, e a temperatura dela é
constante, o que permite fazer a hipótese de uma difusividade constante.
5.6.1.3
Método por identificação
Frente à complexidade de produtos agrícolas e alimentícios, numerosos autores preferiram
avaliar a difusividade da água diretamente a partir de uma curva de secagem. O método consiste
então em fazer concordar os resultados de um modelo de secagem com os resultados
experimentais, ajustando o valor do coeficiente de difusão; este último leva em conta o conjunto
de fenômenos físicos que intervém no curso da secagem, compreendendo a deformação do
produto.
5.6.2
EXPERIMENTO E TRATAMENTO DOS RESULTADOS
Numerosos pesquisadores se orientam no sentido de uma abordagem empírica na qual a
lei da secagem é tirada diretamente de experiências de secagens realizadas em laboratório. Então,
no cálculo de secadores, o pesquisador é freqüentemente induzido a utilizar este enfoque, porque
o cálculo da taxa de secagem do produto, que é repetida muitas vezes, deve ser simples.
Uma experiência consiste em medir a evolução do teor de água de uma amostra do
produto seco em condições constantes bem controladas.
Estas condições podem ser definidas segundo dois critérios: o modo de contato ar produto e as propriedades do ar de secagem.
O modo de contato ar-produto pode ser realizado de várias maneiras:
Uma só partícula de produto é colocada numa corrente de ar quente.
Uma amostra compreendendo numerosas partículas é seca em leito fluidizado.
produto é disposto de uma maneira a simular um secador industrial.
produto que compreende um grande número de partículas é disposto em um leito
monoparticular ou em leito delgado sobre um prato e o ar atravessa esta camada fixa.
Esta técnica, muito utilizada, solicita a seguinte observação: para admitir que todas as
partículas secam nas mesmas condições, a espessura da camada deve ser suficientemente
58
CONCEITOS DE PROCESSO E EQUIPAMENTOS DE SECAGEM (PARK, ANTONIO, OLIVEIRA e PARK)
delgada. Em efeito, atravessando este leito o ar se umidifica e se resfria, já que ele fornece a
energia de vaporização da água e carrega a água evaporada.
As propriedades do ar de secagem são a temperatura, a umidade e a velocidade. Esta
última não é homogênea em volta de uma partícula, e o valor dela é geralmente indicado pela
velocidade média do ar no exterior da camada.
A influência dessas três propriedades é estudada, fazendo variar cada uma delas; suas
escalas de variação dependem do produto e da utilização que se quer fazer dos resultados.
A medida da perda de água durante a secagem, a partir da qual são deduzidas as diferentes
curvas de secagem, se faz geralmente por pesagem da amostra; seja em contínuo, seja em
descontínuo.
Equações Empíricas
Estas equações põem sob uma forma matemática, as curvas experimentais de secagem.
Elas exprimem, seja a evolução do teor de água do produto durante a secagem (X = f (t)), seja a
taxa de secagem em função do tempo ou em função do teor de água (dX/dt = g1 (t) ou g2 (X)).
Estas duas últimas expressões podem ser calculadas derivando-se a primeira.
Estas equações contêm sempre constantes que são ajustadas para fazer concordar os
resultados dos cálculos com as curvas experimentais. Conseqüentemente, elas são válidas
somente no domínio da pesquisa experimental na qual elas foram estabelecidas.
5.6.3
CURVA CARACTERÍSTICA DE SECAGEM
VAN MEEL (1957) é o primeiro que define uma curva característica de secagem sem
dimensão para um produto dado. Ele admite que o teor de água crítica de um produto é constante,
e que as curvas de taxa de secagem dX/dt = f (X), obtidas para condições variadas de ar de
secagem, apresentam semelhanças na forma.
Mediante estas aproximações, ele propõe transformar as ordenadas e as abscissas para
agrupar todas as curvas experimentais numa só "curva de base" ou "curva característica de
secagem" graficando:
Abscissas: X → [X ] = Y =
X − X eq
X cr − X eq
vs. Ordenadas:
dX
dX dX dX
→ =
dt
dt dt dt período 1
Esta idéia foi retomada e exposta por SCHLÜNDER (1976) e DAUDIN (1983). Ela é
ilustrada pela Figura 12.
59
CONCEITOS DE PROCESSO E EQUIPAMENTOS DE SECAGEM (PARK, ANTONIO, OLIVEIRA e PARK)
dXs
dt
dXs
dt
1
2
Zona de reagrupamento
de curvas
C.C.S
3
[Xs]
Xs
As curvas 1, 2, e 3 relativas a ensaios de secagem efetuados em condições diferentes, se reagrupam.
Figura 12: Curva Característica de secagem (C.C.S)
Numerosos autores observaram um bom reagrupamento de curvas de taxa de secagem
utilizando estas transformações: Fowler (citado por KEEY, 1978) para placas de gesso tocadas de
leve por ar quente, Heartling (citado por DAUDIN, 1983) para pedaços de concreto, FORNELL
(1979) para cubos de gesso e pedaços de maçãs, de beterraba com açúcar, de cenouras e de
batatas, e ASHWORTH & CARTER (1980) para partículas de silicagel.
Outros, pelo contrário, indicam que as curvas não se agrupam: Terazawa & Iwashita
(citado por DAUDIN, 1983) para madeiras, Zabeschek (citado por: DAUDIN, 1983) para
partículas esféricas de silicato de alumínio, FORNELL (1979) para milho e pedaços de alhoporro, DAUDIN (1979) para salsa, e GUPTA & REDDY (1980) para pétalas de rosa.
Finalmente, duas conclusões se desprendem das publicações citadas aqui:
A dispersão de curvas depois das transformações é mais importante do que as
propriedades do ar terem variado durante os experimentos; este fenômeno é
particularmente sensível em relação à temperatura do ar.
Para alguns produtos, é impossível prever quais, estas transformações não permitem obter
um reagrupamento significativo das curvas, mesmo para variações fracas de propriedades
do ar.
SCHÖEBER (1980) indica que se a difusividade da água no produto decresce fortemente
com o teor de água, não é preciso generalizar a curva característica de secagem a outros teores de
água iniciais ou a outras taxas de secagem iniciais.
60
CONCEITOS DE PROCESSO E EQUIPAMENTOS DE SECAGEM (PARK, ANTONIO, OLIVEIRA e PARK)
SUZUKI, KEEY & MAEDA (1977) examinaram teoricamente as condições que devem
ser reunidas para que se possa obter uma curva característica de secagem. A partir de um modelo
difusivo no qual a difusividade da água é uma função do teor de água, estes autores
demonstraram que, para um produto, a forma das curvas da taxa de secagem variava em função
das condições de secagem e da espessura do produto.
O estudo em laboratório, em condições bem definidas, das cinéticas de secagem do
produto, permite minimizar os altos custos envolvidos em estudo efetuado diretamente sobre um
secador de grande porte.
61
CONCEITOS DE PROCESSO E EQUIPAMENTOS DE SECAGEM (PARK, ANTONIO, OLIVEIRA e PARK)
VI.
PRÁTICA DE SECAGEM DE ALIMENTOS
O objetivo final do estudo avaliação dos processos de secagem é o dimensionamento de
secadores. Qualquer que seja o tipo de secador a se construído, as suas dimensões,
comportamento e utilidade dependem do comportamento do material inserido no processo de
secagem.
Para dimensionarmos um secador, algumas questões básicas têm que ser respondidas:
Quanto tempo durará a secagem ?
Quais as dimensões do secador ?
Qual o consumo energético no processo ?
Para respondermos estas perguntas devemos compreender o comportamento do material
inserido no processo de secagem. Para tanto, determinamos a Curva de Cinética de Secagem. A
partir desta curva poderemos responder as questões básicas do dimensionamento de um secador.
Mas, como determinar a Curva de Cinética de Secagem? E, como responder às questões
básicas do dimensionamento de um secador a partir da curva? Vamos responder estas perguntas
analisando um exemplo prático de secagem de alimentos.
6.1 CURVA DE SECAGEM
Tomemos como exemplo o seguinte experimento de secagem de cebola. Uma massa de
500g de cebola cortadas em fatias de 1cm ocupam uma bandeja de 0,5 m2 de área em um secador
paralelo. Ar a 50oC e 15,4% de umidade relativa passa sobre a bandeja a 1 m/s de velocidade.
Nestas condições acompanharemos a secagem da cebola da seguinte forma:
Inicialmente a cada intervalo de 5 minutos pesar a amostra.
Aumentar o intervalo de tempo entre as medidas conforme diminuir a diferença entre
cada medida.
Anotar os dados em uma tabela e graficar o resultado.
Quando não houver mais diferença significativa entre as medidas considera-se
encerrada a secagem.
Tomar a amostra seca e levar a uma estufa para determinar a massa seca.∗
Vamos assumir que a massa seca representa 10% da massa total, ou seja, 50g da amostra.
Para esta secagem temos a Tabela 10 e a Figura 13.
∗
O ponto máximo que a secagem poderá atingir será a umidade de equilíbrio (dada pela curva de atividade de água).
Neste ponto o material ainda contém uma certa quantidade de água que será removida na estufa para que se possa
determinar a massa seca da amostra.
62
CONCEITOS DE PROCESSO E EQUIPAMENTOS DE SECAGEM (PARK, ANTONIO, OLIVEIRA e PARK)
Tabela 10: Dados de secagem de cebola obtidos a 50oC e 1 m/s.
Tempo (s) Massa (g) Tempo (s) Massa (g) Tempo (s) Massa (g) Tempo (s) Massa (g)
0
500,0
105
342,5
210
185,0
345
100,2
5
492,5
110
335,0
215
177,5
360
98,2
10
485,0
115
327,5
220
170,0
375
96,4
15
477,5
120
320,0
225
162,5
390
94,6
20
470,0
125
312,5
230
155,0
405
93,0
25
462,5
130
305,0
235
147,5
420
91,5
30
455,0
135
297,5
240
140,0
435
90,0
35
447,5
140
290,0
245
132,5
495
84,7
40
440,0
145
282,5
250
125,0
555
80,1
45
432,5
150
275,0
255
124,1
615
76,3
50
425,0
155
267,5
260
119,2
795
67,6
55
417,5
160
260,0
265
116,7
975
62,1
60
410,0
165
252,5
270
114,9
1155
58,6
65
402,5
170
245,0
275
113,3
1335
56,4
70
395,0
175
237,5
280
111,9
1515
55,0
75
387,5
180
230,0
285
110,7
1695
54,1
80
380,0
185
222,5
290
109,5
2055
53,1
85
372,5
190
215,0
295
108,5
2415
52,8
90
365,0
195
207,5
300
107,5
2775
52,6
95
357,5
200
200,0
315
104,8
3135
52,5
1007
350,0
205
192,5
330
102,4
3495
52,5
Curva de secagem de cebola
1000
Massa da amostra (g)
750
500
250
0
0
750
1500
2250
Tempo (min)
Figura 13 : Curva de secagem da cebola.
63
3000
3750
CONCEITOS DE PROCESSO E EQUIPAMENTOS DE SECAGEM (PARK, ANTONIO, OLIVEIRA e PARK)
6.1.1
UMIDADE DO MATERIAL
Subtraindo a massa seca da amostra temos o teor de água a cada instante:
( 62 )
M t = M w + M sc
A umidade pode ser indicada de duas formas: em Base Úmida (Equação 2) ou em Base
Seca (Equação 1):
Ou da relação entre elas:
M sc ⋅ X bs = M w ⇒ X bu =
M sc ⋅ X bs
X bs
⇒ X bu =
M sc ⋅ X bs + M sc
1 + X bs
( 63 )
Exemplo: para o instante t = 170min a massa total é 245g sabemos que a massa seca é de 50g
assim ; Mt = Mw + Msc ⇒ 245 = Mw + 50 ⇒ Mw = 195g é a massa de água no instante 170min.
e na base úmida
M w 195
kg
=
⇒ X bs = 3,9 w = 390%
M sc
50
kg sc
ou
M
195
X bs
3,9
X bu = w =
= 0,7959 = 79,59%
X bu =
=
= 79,59%
Mt
245
1 + X bs 1 + 3,9
A umidade na base seca
X bs =
6.2 TAXA DE SECAGEM
A taxa de secagem é a “velocidade” com que a secagem prossegue. Pode ser calculada
pela derivada da Umidade em base seca em relação ao tempo:
( 64 )
Taxa = dX dt
Numericamente a taxa poderá ser calculada pela diferença entre as umidades no intervalo
considerado, ou seja :
Taxa =
dX
∆X X n +1 − X n
⇒ Taxa =
=
dt
∆t
t n +1 + t n
( 65 )
Exemplo: para o instante t = 170 min a umidade em base seca é 3,9 kgW/kgS e para o instante t =
175 min a umidade em base seca é 3,75 kgw/kgsc. A taxa no intervalo de tempo será:
Taxa =
kg W *
∆X X n +1 − X n 3,75 − 3,9
=
=
= −0,03
∆t
t n +1 + t n
175 − 170
kg sc ⋅ min
Calculando todos os dados em uma planilha de cálculo como o Excel, temos a Tabela 11.
*
A taxa é negativa porque há redução na massa da amostra. Como para efeito de cálculo da perda de umidade o sinal
não faz diferença, podemos modificar o sinal para positivo.
64
CONCEITOS DE PROCESSO E EQUIPAMENTOS DE SECAGEM (PARK, ANTONIO, OLIVEIRA e PARK)
Tabela 11 : Tabela de dados de secagem completa.
Tempo
MT
MW
Xbs
Xbu
Taxa
(minutos)
(g)
(g)
kg w
kg
sc
(%)
kg w
kg ⋅ min
sc
0
5
10
15
20
25
30
35
40
45
50
55
60
65
70
75
80
85
90
95
100
105
110
115
120
125
130
135
140
145
150
155
160
165
170
175
180
185
190
195
200
500,0
492,5
485,0
477,5
470,0
462,5
455,0
447,5
440,0
432,5
425,0
417,5
410,0
402,5
395,0
387,5
380,0
372,5
365,0
357,5
350,0
342,5
335,0
327,5
320,0
312,5
305,0
297,5
290,0
282,5
275,0
267,5
260,0
252,5
245,0
237,5
230,0
222,5
215,0
207,5
200,0
450,0
442,5
435,0
427,5
420,0
412,5
405,0
397,5
390,0
382,5
375,0
367,5
360,0
352,5
345,0
337,5
330,0
322,5
315,0
307,5
300,0
292,5
285,0
277,5
270,0
262,5
255,0
247,5
240,0
232,5
225,0
217,5
210,0
202,5
195,0
187,5
180,0
172,5
165,0
157,5
150,0
9,000
8,850
8,700
8,550
8,400
8,250
8,100
7,950
7,800
7,650
7,500
7,350
7,200
7,050
6,900
6,750
6,600
6,450
6,300
6,150
6,000
5,850
5,700
5,550
5,400
5,250
5,100
4,950
4,800
4,650
4,500
4,350
4,200
4,050
3,900
3,750
3,600
3,450
3,300
3,150
3,000
90,0
89,8
89,7
89,5
89,4
89,2
89,0
88,8
88,6
88,4
88,2
88,0
87,8
87,6
87,3
87,1
86,8
86,6
86,3
86,0
85,7
85,4
85,1
84,7
84,4
84,0
83,6
83,2
82,8
82,3
81,8
81,3
80,8
80,2
79,6
78,9
78,3
77,5
76,7
75,9
75,0
0,03000
0,03000
0,03000
0,03000
0,03000
0,03000
0,03000
0,03000
0,03000
0,03000
0,03000
0,03000
0,03000
0,03000
0,03000
0,03000
0,03000
0,03000
0,03000
0,03000
0,03000
0,03000
0,03000
0,03000
0,03000
0,03000
0,03000
0,03000
0,03000
0,03000
0,03000
0,03000
0,03000
0,03000
0,03000
0,03000
0,03000
0,03000
0,03000
0,03000
0,03000
65
CONCEITOS DE PROCESSO E EQUIPAMENTOS DE SECAGEM (PARK, ANTONIO, OLIVEIRA e PARK)
Tabela 11: Tabela de dados de secagem completa (Cont.).
Tempo
MT
MW
Xbs
Xbu
Taxa
kg W
kg sc ⋅ min
(minutos)
(g)
(g)
kg w
kg sc
(%)
205
210
215
220
225
230
235
240
245
250
255
260
265
270
275
280
285
290
295
300
315
330
345
360
375
390
405
420
435
495
555
615
795
975
1155
1335
1515
1695
2055
2415
2775
3135
3495
192,5
185,0
177,5
170,0
162,5
155,0
147,5
140,0
132,5
125,0
124,1
119,2
116,7
114,9
113,3
111,9
110,7
109,5
108,5
107,5
104,8
102,4
100,2
98,2
96,4
94,6
93,0
91,5
90,0
84,7
80,1
76,3
67,6
62,1
58,6
56,4
55,0
54,1
53,1
52,8
52,6
52,5
52,5
142,5
135,0
127,5
120,0
112,5
105,0
97,5
90,0
82,5
75,0
74,1
69,2
66,7
64,9
63,3
61,9
60,7
59,5
58,5
57,5
54,8
52,4
50,2
48,2
46,4
44,6
43,0
41,5
40,0
34,7
30,1
26,3
17,6
12,1
8,6
6,4
5,0
4,1
3,1
2,8
2,6
2,5
2,5
2,850
2,700
2,550
2,400
2,250
2,100
1,950
1,800
1,650
1,500
1,482
1,383
1,335
1,298
1,266
1,239
1,214
1,191
1,170
1,149
1,095
1,047
1,004
0,965
0,928
0,893
0,860
0,829
0,799
0,693
0,603
0,525
0,352
0,242
0,172
0,128
0,099
0,081
0,063
0,055
0,052
0,051
0,050
74,0
73,0
71,8
70,6
69,2
67,7
66,1
64,3
62,3
60,0
59,7
58,0
57,2
56,5
55,9
55,3
54,8
54,4
53,9
53,5
52,3
51,2
50,1
49,1
48,1
47,2
46,2
45,3
44,4
40,9
37,6
34,4
26,0
19,5
14,7
11,3
9,0
7,5
5,9
5,2
4,9
4,8
4,8
66
0,03000
0,03000
0,03000
0,03000
0,03000
0,03000
0,03000
0,03000
0,03000
0,02858
0,01970
0,00968
0,00743
0,00626
0,00552
0,00499
0,00459
0,00427
0,00401
0,00362
0,00319
0,00288
0,00265
0,00246
0,00231
0,00218
0,00207
0,00198
0,00177
0,00151
0,00129
0,00096
0,00061
0,00039
0,00025
0,00016
0,00010
0,00005
0,00002
0,00001
0,00000
0,00000
CONCEITOS DE PROCESSO E EQUIPAMENTOS DE SECAGEM (PARK, ANTONIO, OLIVEIRA e PARK)
Observando a Tabela 11 vemos claramente que até 250 minutos a taxa de secagem é
constante. Como já vimos este é o primeiro período de secagem* e ele se desenvolve de 90% a
60% de umidade (ou de 900 a 150% em base seca).
Este ponto de inflexão (de onde passamos do período constante para o período
decrescente) é chamado ponto crítico. Assim o ponto crítico desta secagem está na umidade de
60% (base úmida).
Deste ponto crítico em diante desenvolve-se o período decrescente. Neste período a
resistência interna passa a predominar e a taxa de secagem diminui. Há diversas formas de
tentarmos compreender este efeito de redução na taxa. Uma delas é lei de difusão de Fick :
∂ 2X
∂z
2
=
1 ∂X
⋅
dif ∂t
( 66 )
Pela lei de Fick, a taxa decrescente de secagem é função do tempo, posição no corpo e da
difusividade (dif). Podemos entender a difusividade como a facilidade com que a água é
removida do material. Como a difusividade varia conforme mudam as condições de secagem
(temperatura e velocidade do ar), ela não é intrínseca ao material, convenciona-se chamar de
difusividade efetiva (Def).
Em algumas situações, a teoria difusional não é suficiente para prever o comportamento
da taxa de secagem devido a interferências no efeito de resistência interna do material. Para estas
situações, podemos aplicar alguns modelos empíricos como o modelo de Page (citado por
CHINNAN, 1984):
[
X − Xeq
= Exp − G ⋅ t m
Xo − Xeq
]
( 67 )
Para caracterizar comportamento do período decrescente, segundo a teoria difusional de
Fick, temos de avaliar a difusividade efetiva que rege o comportamento da curva de taxa
decrescente.
Para aplicá-la é necessário especificar as condições de contorno e equacionar problema.
Supondo que possamos aproximar as fatias de cebola à forma de uma placa plana, em CRANK
(1975) encontramos a solução para as condições:
Umidade inicial uniforme
X(z, t ) = X(z,0) = X 0
Umidade máxima no centro
∂X ∂z z = 0 = 0
Umidade constante na superfície
X(z, t ) = X(l, t ) = X eq
Temos :
Y=
*
X − X eq
X 0 − X eq
=
8 ∞
2
∑
1
π i = 0 (2i + 1)
2
Def
⋅ Exp − (2i + 1)2 ⋅ π 2 ⋅
⋅ t
4 ⋅ l2
Note que o período zero (período de aquecimento) não foi considerado.
67
( 68 )
CONCEITOS DE PROCESSO E EQUIPAMENTOS DE SECAGEM (PARK, ANTONIO, OLIVEIRA e PARK)
Então para podermos calcular a difusividade efetiva começamos calculando Y
(adimensional de umidade) com base na umidade em base seca. Tomando o ponto crítico como
X0 (ponto inicial) e calculando a seqüência de tempo iniciando no ponto crítico, temos a Tabela
12.
Tabela 12 : Tabela do período decrescente.
Tempo
decrescente
Treal
Xbs
(horas)
(minutos)
kg w
kg sc
0,000
0,083
0,167
0,250
0,333
0,417
0,500
0,583
0,667
0,750
1,000
1,250
1,500
1,750
2,000
2,250
2,500
2,750
3,000
4,000
5,000
6,000
9,000
12,000
15,000
18,000
21,000
24,000
30,000
36,000
42,000
48,000
54,000
60,000
250
255
260
265
270
275
280
285
290
295
300
315
330
345
360
375
390
405
420
435
495
555
615
795
975
1155
1335
1515
1695
2055
2415
2775
3135
3495
3855
1,500
1,482
1,383
1,335
1,298
1,266
1,239
1,214
1,191
1,170
1,149
1,095
1,047
1,004
0,965
0,928
0,893
0,860
0,829
0,799
0,693
0,603
0,525
0,352
0,242
0,172
0,128
0,099
0,081
0,063
0,055
0,052
0,051
0,050
0,050
Y (adimensional)
X − X eq
X 0 − X eq
1,0000
0,9873
0,9194
0,8860
0,8604
0,8388
0,8198
0,8026
0,7867
0,7720
0,7582
0,7208
0,6879
0,6581
0,6307
0,6052
0,5813
0,5587
0,5372
0,5168
0,4434
0,3810
0,3275
0,2082
0,1323
0,0841
0,0534
0,0340
0,0216
0,0087
0,0035
0,0014
0,0005
0,0002
0,0001
Ajustando a curva de dados da Tabela 12 no modelo (Equação 68) encontraremos a
difusividade efetiva e poderemos prever o comportamento da curva em qualquer tempo.
68
CONCEITOS DE PROCESSO E EQUIPAMENTOS DE SECAGEM (PARK, ANTONIO, OLIVEIRA e PARK)
Como não podemos simplesmente isolar o valor da difusividade na série em função das
variáveis devemos usar de métodos de cálculo ou métodos de cálculo estatístico para obter o
ajuste da curva. Um destes métodos é a Regressão Não-Linear.
Diversos softwares de cálculo estatístico equacionam problemas de regressão não-linear.
Neste exemplo usaremos o pacote STATISTICA versão 5.0 .
6.2.1
REGRESSÃO NÃO LINEAR
Ver o manual disponível no site (CT&EA, 2005):
http://www.feagri.unicamp.br/ctea/projpesq.html
Na Tabela 13 estão os dados preditos (do modelo) e observados (experimental) com o
erro relativo calculado:
Tabela 13 : Resultados obtidos.
Y
Predito
0,9496
0,9135
0,8844
0,8599
0,8387
0,8198
0,8026
0,7868
0,7721
0,7583
0,7209
0,6880
0,6582
0,6308
0,6053
0,5814
0,5588
Y
Observado Erro (%)
0,9873
0,9194
0,8860
0,8604
0,8388
0,8198
0,8026
0,7868
0,7721
0,7583
0,7209
0,6879
0,6581
0,6307
0,6052
0,5813
0,5587
Predito
3,823
0,5373
0,647
0,5169
0,190
0,4436
0,061
0,3812
0,018
0,3277
0,004
0,2084
0,002
0,1325
0,004
0,0842
0,005
0,0536
0,006
0,0341
0,008
0,0217
0,009
0,0088
0,010
0,0035
0,011
0,0014
0,013
0,0006
0,014
0,0002
0,015
0,0001
Erro médio = 0,210
69
Observado Erro (%)
0,5373
0,5168
0,4435
0,3811
0,3276
0,2082
0,1324
0,0842
0,0535
0,0340
0,0216
0,0087
0,0035
0,0014
0,0006
0,0002
0,0001
0,017
0,018
0,024
0,030
0,035
0,053
0,071
0,088
0,106
0,124
0,142
0,177
0,212
0,248
0,283
0,319
0,354
CONCEITOS DE PROCESSO E EQUIPAMENTOS DE SECAGEM (PARK, ANTONIO, OLIVEIRA e PARK)
Aceitamos para este exemplo que a média dos erros relativos ponto a ponto deva estar
abaixo de 10%. Porém, o correto seria termos procedido um jogo de experimentos de ao menos
três temperaturas e três velocidades do ar. Comparando uma curva com a outra teríamos mais
subsídios para afirmar se o erro de 10% é alto ou não. Por exemplo se a maioria das curvas
tivesse erro inferior a 5% um erro de 10% seria considerado alto.
Com um valor de erro baixo como este temos certeza que o valor de k = 0,150946 1/s (ver
Tabela 11) representa a difusividade efetiva, embora ainda não seja a própria.
Calculando a difusividade efetiva teremos:
Def =
4 ⋅ k ⋅ L2
π2
=
4 ⋅ 0,150946 ⋅ 0,012
π2
⇒
( 69 )
Def = 6,11 × 10 − 6 m 2 / h = 1,7 × 10 − 9 m 2 / s
6.3 DIMENSIONAMENTO DO SECADOR
Mas, aparentemente, não respondemos as questões básicas para o dimensionamento de
um secador. De fato não, mas agora temos todos os subsídios necessários para respondê-las.
Suponhamos que agora, com base neste experimento, desejo dimensionar um secador
com capacidade 100 vezes maior ou seja, um secador para 50kg de cebola, que conduza a cebola
com 90% de umidade até 14,7% de umidade.
Novamente, vêm as questões básicas do dimensionamento:
Quanto tempo durará a secagem ?
Quais as dimensões do secador ?
Qual o consumo energético no processo ?
6.3.1
TEMPO DE SECAGEM
Vamos olhar para o experimento que realizamos, colocando em um gráfico os dados da
Tabela 11, taxa de secagem versus a umidade base seca (Figura 14).
70
CONCEITOS DE PROCESSO E EQUIPAMENTOS DE SECAGEM (PARK, ANTONIO, OLIVEIRA e PARK)
Curva de taxa de secagem
0.035
0.030
dX/dt (kgW / kgS min)
0.025
0.020
0.015
0.010
0.005
0.000
0.0
2.5
5.0
Xbs (%)
7.5
10.0
Figura 14 : Curva de taxa de Secagem
Sabemos que o comportamento da curva é diferente em cada período e por isso iremos
analisar cada período em separado.
6.3.1.1
Período de Taxa Constante
O período de taxa constante então se desenvolve de 90% até 60% (que é o ponto crítico),
correspondendo à faixa de 9,0 a 1,5kgw/kgsc em base seca. Nesta faixa deverão ser removidos
7,5kgw/kgsc de umidade (∆X = 9,0 – 1,5 = 7,5kgw/kgsc).
A uma taxa Taxa = ∆X ∆t de 0,03kgw/kgsc min, serão necessários ∆t = ∆X Taxa = 250
min para retirar a umidade da cebola no período de taxa constante.
6.3.1.2
Período de Taxa Decrescente
O período de taxa decrescente se desenvolve de 60% até 14,7% (do ponto crítico até a
umidade desejada), correspondendo à faixa de 1,5 a 0,172kgw/kgsc em base seca.
Nesta faixa como o valor de taxa é variável ao longo do tempo, não podemos
simplesmente aplicar o ∆X na equação de taxa para calcular o tempo.
71
CONCEITOS DE PROCESSO E EQUIPAMENTOS DE SECAGEM (PARK, ANTONIO, OLIVEIRA e PARK)
Para esta situação há duas soluções aplicáveis:
Numérica – Calculando o tempo ponto a ponto baseado em cada taxa.
Analítica – Analisando a curva de taxa decrescente.
Solução Numérica
Para integrarmos numericamente a curva de taxa decrescente, calculamos ponto a ponto o
tempo para cada taxa do ponto crítico até o fim da secagem.
Dos dados da Tabela 12 para período decrescente temos a Tabela 14.
Tabela 14: Resultados obtidos.
Xbs
∆X
Taxa
Tempo
kg w
kg sc
kg w
kg sc
kg w
kg ⋅ min
sc
∆X
(min)
Taxa
1,5
1,482
1,383
1,335
1,298
1,266
1,239
1,214
1,191
1,170
1,149
1,095
1,047
1,004
0,965
0,928
0,893
0,860
0,829
0,799
0,693
0,603
0,525
0,352
0,242
0,172
0,018
0,098
0,048
0,037
0,031
0,028
0,025
0,023
0,021
0,020
0,054
0,048
0,043
0,040
0,037
0,035
0,033
0,031
0,030
0,106
0,090
0,078
0,173
0,110
0,070
0.02858
1,6
0,01970
5
0,00968
5
0,00743
5
0,00626
5
0,00552
5
0,00499
5
0,00459
5
0,00427
5
0,00401
5
0,00362
15
0,00319
15
0,00288
15
0,00265
15
0,00246
15
0,00231
15
0,00218
15
0,00207
15
0,00198
15
0,00177
60
0,00151
60
0,00129
60
0,00096
180
0,00061
180
0,00039
180
ΣTempo = 901,6 min
Então o tempo de secagem no período decrescente é 901,6 min
Somando o tempo de secagem no período constante ao do período decrescente temos o
tempo total de secagem : t = tcte + tdec = 250 + 901,6 = 1151,6min ou t = 19,19horas
72
CONCEITOS DE PROCESSO E EQUIPAMENTOS DE SECAGEM (PARK, ANTONIO, OLIVEIRA e PARK)
Solução Analítica
No nosso experimento, vimos que o modelo de Fick é o que rege o comportamento da
curva de taxa decrescente. Então, pela curva de Fick poderemos determinar para que tempo,
alcançaremos a umidade desejada.
Calculando o adimensional para X = 0,172kgw/kgsc:
X − X eq
Y=
X 0 − X eq
0,172 − 0,05
=
= 0,0841
1,5 − 0,05
Nem o MATHEMATICA, nem o STATISTICA, serão capazes de equacionar este
problema, por isso teremos de, por tentativa e erro, interpolar o valor do tempo.
Com k = 0,150946 1/s e Y = 0,0841, aplicados à Equação 68, teremos t = 900 min.
Somando o tempo de secagem no período constante ao do período decrescente temos o
tempo total de secagem: t = tcte + tdec = 250 + 900 = 1150min ou t = 19,17horas
6.4 DIMENSÕES DO SECADOR
A primeira questão já foi respondida. Conhecemos o tempo necessário para obter esta
secagem.
A segunda questão diz respeito à dimensão do secador. Este parâmetro está vinculado às
condições de secagem. Note que o tempo de secagem obtido, foi o mesmo que o tempo se
tivéssemos considerado o próprio experimento de secagem. Tome na Tabela 11 o tempo
correspondente à umidade de 90%, to = 0min. Tome o tempo correspondente à umidade de
14,7%, tf = 1155min. Subtraindo tf - to = 1155 ou t = 19,25horas.
Isto só ocorre porque consideramos que as novas condições de secagem são as mesmas do
experimento, por exemplo a área de exposição. Inicialmente tínhamos 50g de massa seca
distribuída em 0,5 m2 de área, logo área de exposição de 10m2/kgS. Para que possamos manter
esta área de exposição para 5kg, a área de exposição do secador terá de ser de 50m2, desta forma
a taxa de secagem será a mesma do experimento.
Logicamente, ao dimensionarmos um secador, podemos interferir em diversas variáveis
para por exemplo intensificar a taxa de secagem e/ou reduzirmos a área de exposição, diminuindo
o tamanho do secador e reduzindo seu custo. Entretanto, a manipulação destas variáveis envolve
complicadas relações de transferências de calor e massa que fogem ao escopo deste trabalho.
Apenas a título de exemplo, vamos verificar a seguinte relação empírica:
Taxa =
dX
= 0.027 ⋅ v 0.8 ⋅ (Psat − Pa )
dt
( 70 )
Onde v é a velocidade do ar secante (em m/s), Psat é a pressão de saturação do ar secante e
Pa é a pressão parcial ar secante (em mmHg).
Revendo os parâmetros de secagem temos T = 50oC, UR = 15,4%, v = 1 m/s. Com estas
condições, podemos localizar na carta psicrométrica as pressões.
73
CONCEITOS DE PROCESSO E EQUIPAMENTOS DE SECAGEM (PARK, ANTONIO, OLIVEIRA e PARK)
Temos a pressão parcial Pa = 1,91kPa = 14,33mmHg, na tela da direita temos a pressão de
saturação Psat = 3,44kPa = 25,82mmHg. Aplicando os valores na equação:
kg w
dW
= 0,027 ⋅ 10.8 ⋅ (25,82 − 14,3) = 0,31
dt
m2 ⋅ h
( 71 )
Para uma área de 50m2 e massa seca 5kg e Mw = X ⋅ Msc temos :
kg
kg w
dX dW
1h
m2
=
⋅ Área exp osição = 0,31 W ⋅
⋅ 10
= 0,051
2
dt
dt
kg sc
kg sc ⋅ min
m ⋅ h 60 min
( 72 )
Um valor superestimado em relação ao experimento em cerca de 75%. Esta diferença é
proveniente da equação empírica em partículas individuais e não um leito de secagem.
Agora, se aumentarmos a velocidade do ar para 3 m/s
kg w
dW
= 0,027 ⋅ 30.8 ⋅ (25,82 − 14,33) = 0,74
dt
m2 ⋅ h
( 73 )
Obtemos duas vezes e meia o valor de taxa anterior.
Mas, para a mesma evaporar a mesma quantidade de água correspondente ao período de
taxa constante (0,051kgw/kgsc min), teremos uma nova área correspondente à velocidade do ar de
3 m/s:
kg w
kg w
dX dW
1h
m2
=
⋅ Área exp osição = 0,74
⋅
⋅ A = 0,051
⇒ A = 4,1
( 74 )
dt
dt
kg sc ⋅ min
kg sc
m 2 ⋅ h 60 min
A área pode ser reduzida para 20,5 m2 para secar 50 kg de cebola na mesma taxa de
secagem. Uma redução de 59% na área do secador.
74
CONCEITOS DE PROCESSO E EQUIPAMENTOS DE SECAGEM (PARK, ANTONIO, OLIVEIRA e PARK)
6.5 CONSUMO ENERGÉTICO DO PROCESSO
O consumo energético do processo depende fundamentalmente de dois fatores:
Energia consumida nos ventiladores
Energia consumida no aquecimento do ar
6.5.1
VENTILADORES
Sabemos que área de exposição é 10 m2/kgsc e para uma massa seca de 5 kg temos uma
área de exposição de 50 m2. Para calcular a vazão de ar temos de conhecer a disposição das
bandejas para saber como alcançar a velocidade desejada nesta área de exposição. Como o
problema é de fluxo paralelo, para uma única bandeja de 10m por 5m em uma velocidade do ar
de 1m/s supondo um leito de 10cm de altura sobre a bandeja, temos uma vazão de 1m3/s (10m x
0,1m x 1m/s). Para tal vazão seria necessário 1 ventilador de 3cv. Porém, em um jogo de 50
bandejas de 1m por 1m com 5cm de altura de leito teremos (50 x 0,05m x 1m x 1m/s) uma vazão
de 2,5m3/s e seria necessário 1 ventilador equivalente a três ventiladores de 3cv cada para
alcançar esta vazão. Supondo que a disposição escolhida tenha sido a primeira, precisaremos de
um ventilador que consumirá 3cv de potência.
É importante notar que, o fluxo de ar deverá ser suficiente para vencer a perda de carga na
tubulação e no leito de secagem, bem como para arrastar todo a umidade liberada pelo material
para fora do secador.
6.5.2
AQUECIMENTO DO AR
Observemos mais de perto o funcionamento do secador (Figura 15).
1
2
q
s
3
p
Figura 15 : Diagrama de funcionamento de um secador.
Na secagem, o ar ambiente (1) é aquecido (2) em um jogo de resistências (ou outro
aquecedor de potência p) e, em seguida, é insuflado sobre o leito de secagem. O calor adicionado
ao ar é transferido o material a ser seco (q). A umidade presente no material é aquecida e
transformada em vapor para finalmente se difundir no ar (s) e sair da câmara de secagem
transportado pelo ar agora resfriado e mais úmido (3) .
Na carta psicrométrica podemos ler os dados do ar para a nossa secagem de cebola
(Figura 16), apresentados na Tabela 15.
75
CONCEITOS DE PROCESSO E EQUIPAMENTOS DE SECAGEM (PARK, ANTONIO, OLIVEIRA e PARK)
Tabela 15 : Características do ar obtidos na Figura 15.
TBS (oC)
TBU (oC)
UR (%)
X absoluta (kgW/kgD)
Entalpia (kJ/kgD)
Densidade (kg/m3)
PONTO 1
Ar ambiente
25,0
19,5
60,0
0,01187
55,43
1,16
PONTO 2
Ar aquecido
50,0
26,5
15,45
0,01187
81,16
1,08
PONTO 3
Ar que sai do secador
45
26,5
23,61
0,01418
81,16
1,09
Figura 16 : Carta Psicrométrica
O fluxo de ar que atravessa o secador é a vazão volumétrica (1m3/s) multiplicada pela
densidade do ar aquecido (2) por que é a menor (1,08kga/m3). Assim, o fluxo de massa é:
& z ⋅ ρ = 1 ⋅ 1,08 = 1,08kg / s
& =V
m
a
76
( 75 )
CONCEITOS DE PROCESSO E EQUIPAMENTOS DE SECAGEM (PARK, ANTONIO, OLIVEIRA e PARK)
Com os dados da Tabela 15 vemos que ao aquecermos o ar do ponto 1 ao ponto 2, a
umidade absoluta permaneceu a mesma. O ar entretanto teve um ganho líquido de energia de
25,73 kJ/kgsc (∆h = 81,16-55,43 = 25,73).
O ganho líquido de calor multiplicado pelo fluxo de ar é a potência que têm de ser
liberada pelas resistências (p) para aquecer o ar. Assim:
p = m ⋅ ∆H = 1,08 ⋅ 25,73 = 27,79kJ / s = 27,79kW
( 76 )
A potência consumida nas resistências e no ventilador é a potência total consumida pelo
secador:
Pot = p + Vent. = 27,79kW + 3 CV ⋅ (0,7355 CV 1 kW ) = 30kW
( 77 )
Podemos afirmar com certeza o consumo de energia do secador, mas como poderíamos
garantir que o fluxo de calor é suficiente para remover a umidade da cebola? E como poderei
garantir que o fluxo de ar é suficiente para remover a umidade do secador.
A taxa de secagem constante é o valor máximo de remoção de água na secagem. Se o
fluxo de ar for suficiente para remover a água na taxa de secagem constante, o dimensionamento
do secador como um todo terá sido adequado, senão terei de repensar o projeto do secador.
Na taxa constante 0,03kgw/kgscmin ou 0,0005kgw/kgsc s de umidade serão liberados para o
ar secante em 5 kg de massa seca, o fluxo água será de 0,0025kg/s (0,0005kgw/kgsc s x 5kgs =
0,0025kgw/s). O fluxo de ar seco deverá remover esta quantidade de água, assim o aumento na
umidade será de 0,00231 kgw/kgsc (∆X = 0,0025 kgw/ s / 1,08 kgsc/s = 0,00231 kgw/kgsc).
Este ∆X somado à umidade absoluta do ar dá-nos a umidade absoluta do ar na saída do
secador (X3 = X2+∆X = 0,01187 + 0,00231= 0,01418kgw/kgsc). Na secagem, a entalpia do ar
aquecido não muda. Assim, se seguirmos a linha de entalpia do ar aquecido (h2 = 81,16 kJ/kgsc)
até a umidade absoluta na saída (X3 = 0,01418 kgw/kgsc), conheceremos a condição do ar de saída
(3), que é 45oC e 23,61% de UR.
Com isto, concluímos que o dimensionamento dos ventiladores e a área do secador são
suficientes para a secagem.
6.5.3
CUSTO DE PROCESSO
Economicamente falando, ainda que tenhamos respondido às questões básicas do
dimensionamento do secador, não conhecemos ainda o custo do processo de secagem. Este custo
poderá ser avaliado com base no consumo energético do secador.
Para secarmos 50kg de cebola de 90 a 14,7% de umidade são necessárias 16,25 horas de
secagem. Dado que o consumo energético do secador é de 30 kW, temos:
Energia = Potência ⋅ Tempo = 30 kw ⋅ 16,25h = 577,5kWh
77
( 78 )
CONCEITOS DE PROCESSO E EQUIPAMENTOS DE SECAGEM (PARK, ANTONIO, OLIVEIRA e PARK)
O custo do kWh é de R$0,20/kWh, assim, serão gastos R$115,50 durante o processo de
secagem.
Iniciamos a secagem com 50 kg de cebola, mas durante a secagem retiramos uma grande
massa de água. Resta então no fim do processo 7,35 kg de cebola (50 kg x 14% = 7,35 kg).
Então, o custo será de 15,7 reais por kg de cebola (R$115,50 / 7,35 kg = R$15,70/kg).
Se o preço de venda de envelopes de 100 g de cebola é R$2,00, o preço de venda é de
R$20/kg. Subtraído o custo do processo temos R$4,3/kg de lucro. O que viabiliza o uso do
processo de secagem na produção e venda de cebola seca.
78
CONCEITOS DE PROCESSO E EQUIPAMENTOS DE SECAGEM (PARK, ANTONIO, OLIVEIRA e PARK)
VII. MÉTODOS DE SECAGEM
Existem vários métodos que podem ser utilizados para fornecer calor para o material,
assim é muito difícil classificar todos os métodos de secagem. Os mais importantes estão
descritos a seguir (STRUMILLO e KUDRA, 1986; KEEY, 1978).
Para se ter uma idéia geral são apresentados alguns exemplos.
7.1 SECAGEM POR CONVECÇÃO
Este é um dos métodos mais comuns, onde o calor sensível é transferido para o material por
convecção. O agente de secagem (ar pré aquecido) passa sobre ou através do sólido, evaporando
a umidade e transportando-a para fora do secador (Figura 17). Tendo em mente o aumento da
eficiência térmica e a economia de energia, uma recirculação total ou parcial do ar de secagem é
também muito utilizada (Figura 18). As condições de secagem podem ser controladas pela
temperatura e umidade do ar aquecido.
Figura 17: Secagem por convecção sem circulação de ar.
79
CONCEITOS DE PROCESSO E EQUIPAMENTOS DE SECAGEM (PARK, ANTONIO, OLIVEIRA e PARK)
Figura 18: Secagem por convecção com circulação de ar.
7.2 SECAGEM POR CONDUÇÃO
Se o material a ser seco é muito fino ou muito úmido, este método é o mais apropriado. O
calor é fornecido ao material úmido por condução (contato) de superfícies aquecidas, que
suportam ou confinam o material, tais como: bandejas, placas, cilindros ou paredes de secadores
(Figura 19). A temperatura do material é maior do que na secagem por convecção e os
coeficientes de transferência de calor do material para a superfície aquecida e da superfície
aquecida para o ar aquecido governam o total de calor transferido para o material.
Figura 19: Secagem por contato.
80
CONCEITOS DE PROCESSO E EQUIPAMENTOS DE SECAGEM (PARK, ANTONIO, OLIVEIRA e PARK)
7.3 SECAGEM POR RADIAÇÃO
A energia térmica pode ser suprida através de vários tipos de fonte eletromagnética.
Tendo-se que a penetração da radiação infravermelha é baixa, a secagem por radiação é
geralmente usada para materiais finos, tais como filmes, pinturas e coberturas. Radiadores de
baixa temperatura e lâmpadas de quartzo de alta temperatura são geralmente empregados como
fonte de radiação infravermelha (Figura 20). Na secagem por radiação, o transporte de umidade e
a difusão de vapor do sólido seguem as mesmas leis que a secagem por condução e convecção.
Figura 20: Secagem por radiação.
7.4 SECAGEM DIELÉTRICA
Embora a maioria dos materiais úmidos, especialmente quando quase secos, sejam pobre
condutores de rádio-freqüência na faixa de 20 Hz, a impedância de tais materiais permite que se
tenha aquecimento elétrico como uma técnica factível. O material é posto em um campo
eletromagnético de freqüência muito alta (na região de radio-freqüência ou microondas) que varia
rapidamente de direção, causando a mudança de orientação nos dipolos de líquidos dielétricos ou
polares (Figura 21). Esta mudança provoca uma geração de energia devido à fricção molecular.
Desde que a constante dielétrica (que é proporcional à geração de calor) da água líquida é
consideravelmente maior que materiais sólidos a serem secos, calor é produzido nas partes
úmidas dos materiais. Assim a secagem dielétrica é uma boa escolha quando há pequenas
variações de umidade no material a ser seco, e não há maiores estresses na secagem. A técnica é
muito cara, e poucas aplicações industriais foram reportadas.
81
CONCEITOS DE PROCESSO E EQUIPAMENTOS DE SECAGEM (PARK, ANTONIO, OLIVEIRA e PARK)
Figura 21: Secagem dielétrica.
7.5 SECAGEM POR LIOFILIZAÇÃO
Este método baseia-se na sublimação da água congelada do material colocado em uma
câmara de secagem onde a pressão é abaixo do ponto tríplice da água. A energia requerida é
geralmente suprida por radiação ou condução de bandejas aquecidas a taxas nas quais a
temperatura do material não ultrapasse o valor de 0°C. A umidade sublimada se condensa em
placas refrigeradas localizadas em uma câmara do secador longe do material ou em um
condensador separado (Figura 22). Este método é utilizado quando o material a ser seco não pode
ser aquecido, mesmo com temperaturas baixas. Como uma regra, a secagem liofilizada é a que
menos agride o material, produzindo um produto de melhor qualidade dentre todos os outros
métodos. Entretanto, este método é muito caro, pois as taxas de secagem são baixas e usa-se o
vácuo. A secagem liofilizada é utilizada para desidratar alimentos com dificuldades na secagem
convencional, como aqueles que não podem ser aquecidos mesmo com temperaturas amenas, tais
como: café, cebola, sopas, frutas e certos produtos do mar (LIAPIS, 1987).
82
CONCEITOS DE PROCESSO E EQUIPAMENTOS DE SECAGEM (PARK, ANTONIO, OLIVEIRA e PARK)
Figura 22: Secagem liofilizada.
7.6 SECAGEM POR VAPOR SUPER AQUECIDO
Neste processo, o secador é preenchido com ar quente e tem início a convecção. No
decorrer do processo, a umidade evaporada começa a circular juntamente com o ar quente (Figura
23). Isto faz com que a pressão interna aumente e ative uma válvula de controle de pressão, a
qual regula qualquer sobrepressão, retirando gradualmente o ar ainda presente no secador,
fazendo com que a secagem ocorra no contato com o vapor superaquecido.
Figura 23: Secagem por vapor super aquecido.
83
CONCEITOS DE PROCESSO E EQUIPAMENTOS DE SECAGEM (PARK, ANTONIO, OLIVEIRA e PARK)
7.7 SECAGEM EM LEITO FLUIDIZADOS ATIVOS
Este método consiste na imersão do corpo sendo seco em um leito de uma substância
dissecante, fluidizada pelo ar (Figura 24). O mecanismo de transferência de umidade da
superfície do material para o leito dissecante possui uma natureza penetrativa; a força de secagem
do processo é uma diferença entre a conteúdo de umidade do material dissecante em equilíbrio
com a superfície e o centro do leito fluidizado.
Figura 24: Secagem em leitos fluidizados ativos.
84
CONCEITOS DE PROCESSO E EQUIPAMENTOS DE SECAGEM (PARK, ANTONIO, OLIVEIRA e PARK)
VIII. TIPOS DE SECADORES
8.1 CRITÉRIOS PARA CLASSIFICAÇÃO
Devido à grande variedade de tipos de produtos que devem ser secos por diferentes
métodos, existe também uma variedade de projeto de secadores. Os critérios para se classificar os
secadores são muitos, e segundo STRUMILLO e KUDRA (1986) podem ser assim divididos
(Tabela 16):
Tabela 16: Critérios para a classificação de secadores.
Critério para a classificação
Pressão no secador
Método de operação
Método de suprir o calor
Exemplo do tipo do secador
Atmosférica ou vácuo
Contínua ou em batelada
Convecção, contato, infravermelho, dielétrico e
sublimação.
Tipo do agente de secagem
Ar quente, vapor superaquecido, líquidos
aquecidos e gases rejeitados.
Direção do fluxo de calor e sólidos
Co-corrente, contracorrente e fluxo cruzado.
Método do fluxo do agente de secagem Livre ou forçado
Método do carregamento da umidade
Com agente externo de secagem, com gás inerte,
com absorção química da umidade.
Forma do material úmido
Líquidos, granulares, pós, pastas, folhas, camadas
finas, lama.
Tipo do fluxo do material (condição Regime estacionário, transiente ou disperso.
hidrodinâmica)
Escala de operação
De 10 kg/h até 100 ton/h
Construção do secador
Bandejas, túnel, esteira, tambor, rotatório, leito
fluidizado e muitos outros.
Fonte: STRUMILLO e KUDRA (1986)
Além deste critério, devem-se considerar também o método de aquecimento do agente de
secagem, a forma física da alimentação, se o produto seco é requerido em uma forma especial, se
o material é tóxico ou termolábil, etc. O mesmo autor também afirma que usualmente os tipos de
secadores podem ser divididos, basicamente, segundo o regime hidrodinâmico e o fluxo de
material.
KEEY (1978) divide os secadores segundo o meio de transporte do material (Tabela 17):
85
CONCEITOS DE PROCESSO E EQUIPAMENTOS DE SECAGEM (PARK, ANTONIO, OLIVEIRA e PARK)
Tabela 17: Métodos de transporte na secagem.
Método
Material estático
Material
que
cai
por
gravidade
Material
carregado
em
lâminas
Material transportado em
carrinhos
Material carregado sobre
rolos
Material
carregado
em
esteiras
Material vibrado em esteiras
Material suspenso no ar
Material atirado através do ar
Secador típico
Secador de bandeja
Secador rotatório
Secador
de
transportadora
Secador túnel
Material típico
Grande variedade de materiais
Grânulos em queda livre
rosca Materiais úmidos, pastas
Grande variedade de materiais
Secadores de cilindro aquecido
Teias finas, folhas e placas
Secador de esteira
Grande variedade de materiais
rígidos
Grânulos em queda livre
Grânulos
Soluções, materiais viscosos e
pastas finas.
Secador de esteira vibratória
Secador de leito fluidizado
Spray Dryer
Fonte: KEEY (1978)
NONHEBEL e MOSS (1971) também classificam os secadores segundo o método de
operação (Figura 25), a forma física da alimentação (Figura 26), a escala da operação (Figura 27)
e projetos especiais (Figura 28):
86
CONCEITOS DE PROCESSO E EQUIPAMENTOS DE SECAGEM (PARK, ANTONIO, OLIVEIRA e PARK)
SECADOR
BATELADA
Condução
Vácuo
Convecção
Atmosfera
Bandeja (3)
Com circulação de ar (4)
Bandeja (1)
Agitado (2)
Fluidizado (5)
CONTÍNUO
Condução
Convecção
Vácuo
Bandeja (6)
Atmosfera
Tambor (7)
Spray (9)
Rotativo direto (12)
Pneumático (10)
Esteira (13)
Fluidizado (11)
Bandeja (14)
Rotativo indireto (8)
Com circulação de ar (15)
Figura 25: Classificação dos secadores baseada no método de operação.
A seguir estão discriminados os materiais específicos para cada secador da classificação
anterior:
1. Pastas, pré-moldados, dura, granulares, fibrosos e folhas;
2. Líquidos, lama, pastas e granulares;
3. Pastas, pré-moldado, dura, granulares, fibrosos e folhas;
4. Pré-moldado, granulares e fibrosos;
5. Pré-moldado, granulares e fibrosos;
6. Lama e pastas;
7. Líquidos, lama, pastas e folhas;
8. Dura, granulares e fibrosos;
9. Líquidos, lama e pastas;
10. Pastas, pré-moldado, dura, granulares e fibrosos;
11. Pastas, pré-moldado, dura, granulares e fibrosos;
12. Granulares e fibrosos;
87
CONCEITOS DE PROCESSO E EQUIPAMENTOS DE SECAGEM (PARK, ANTONIO, OLIVEIRA e PARK)
13. Pastas, pré-moldado, dura e folhas;
14. Pastas, pré-moldado, dura, granulares, fibrosos e folhas;
15. Pré-moldado, granulares e fibrosos.
PRODUTO ÚMIDO
Líquidos
Lama
Pasta Mole
ou lodo
Pré-formado
Pasta compacta
ou matriz
Granular ou
sólido cristalino
Sólido fibroso
Folha
Agitado à
batelada
Agitado à
batelada
Bandeja a
vácuo
Bandeja a
vácuo
Bandeja a
vácuo
Bandeja a
vácuo
Bandeja a
vácuo
Bandeja a
vácuo
Tambor
Bandeja a
vácuo
Agitado à
batelada
Bandeja
convectiva
Bandeja
convectiva
Agitado à
batelada
Bandeja
convectiva
Bandeja
convectiva
Spray
Tambor
Bandeja
convectiva
Circulação de
ar à batelada
Rotativo
Indireto
Bandeja
convectiva
Circulação de
ar à batelada
Tambor
Spray
Fluidizado
Fluidizado
Bandeja
Contínua
Circulação de
ar a batelada
Fluidizado
Bandeja
contínua
Esteira a
vácuo
Pneumático
Fluidizado
Rotativo
indireto
Tambor
Esteira
convectiva
Rotativo
indireto
Pneumático
Spray
Bandeja
contínua
Pneumático
Rotativo
direto
Pneumático
Circulação de
ar contínua
Rotativo
direto
Esteira
convectiva
Esteira
convectiva
Esteira
convectiva
Bandeja
contínua
Bandeja
contínua
Circulação de
ar contínua
Circulação de
ar contínua
Figura 26: Classificação dos secadores baseada na forma física da alimentação.
88
CONCEITOS DE PROCESSO E EQUIPAMENTOS DE SECAGEM (PARK, ANTONIO, OLIVEIRA e PARK)
PROCESSO
Pequena Escala
de 20 a 50 kg/h
Batelada
Média Escala
de 50 a 1000 kg/h
Batelada
Grande Escala
Acima de tons/h
Contínuo
Contínuo
Bandeja a
Vácuo
Agitado
Fluidizado
Rotativo
Indireto
Agitado
Circulação
de ar
Esteira a
Vácuo
Spray
Bandeja
Convencional
Fluidizado
Rotativo
Indireto
Pneumático
Circulação
de ar
Spray
Rotativo
Direto
Fluidizado
Pneumático
Fluidizado
Bandeja
Esteira
Circulação
de ar
Figura 27: Classificação dos secadores baseada na escala de produção.
89
CONCEITOS DE PROCESSO E EQUIPAMENTOS DE SECAGEM (PARK, ANTONIO, OLIVEIRA e PARK)
PROCESSO
Perigosos
Produtos sensíveis
Pó
Produtos com
formato especial
Temperatura
Agitado à
batelada
Agitado à
batelada
Circulação
a ar
Esteira a
vácuo
Fluidizado
Esteira a
vácuo
Rotativo
indireto
Pneumático
Baixo custo de
investimento
Circulação
a ar
Fluidizado
Esteira a
vácuo
Rotativo
indireto
Spray
Tambor
Tóxico
Mecânica
Agitado à
batelada
Circulação
a ar
Esteira a
vácuo
Esteira a
vácuo
Esteira
contínua
Bandeja
contínua
Inflamável
Oxidável
Agitado à
batelada
Bandeja
a vácuo
Esteira a
vácuo
Spray
Esteira
a vácuo
Figura 28: Classificação dos secadores baseada em projetos especiais.
90
CONCEITOS DE PROCESSO E EQUIPAMENTOS DE SECAGEM (PARK, ANTONIO, OLIVEIRA e PARK)
8.2 SECADORES COM REGIME HIDRODINÂMICO NÃO ATIVO
Os principais tipos de secadores baseados no regime hidrodinâmico estão representados
nas seguintes figuras, nas quais as flechas pretas representam o material que está sendo seco (3 –
entrada e 4 – saída), as flechas brancas representam o agente de secagem (1 – entrada e 2 –
saída), as flechas brancas-pretas representam o material seco e gás de saída, e a linha tracejada
representa fluxo pulsado.
8.2.1
SECADORES COM LEITO ESTACIONÁRIO,
Nos quais o material pode ser considerado como estacionário enquanto o calor é fornecido
e a água é removida.
Figura 29: Secador de esteira com fluxo paralelo.
Figura 30: Secador de túnel.
91
CONCEITOS DE PROCESSO E EQUIPAMENTOS DE SECAGEM (PARK, ANTONIO, OLIVEIRA e PARK)
Figura 31: Secador de esteira com fluxo perpendicular.
Figura 32: Secador de bandejas.
Figura 33: Secador a tambor.
92
CONCEITOS DE PROCESSO E EQUIPAMENTOS DE SECAGEM (PARK, ANTONIO, OLIVEIRA e PARK)
Figura 34: Secador de duplo tambor.
Figura 35: Secador vertical convectivo (BROD et al., 1997).
93
CONCEITOS DE PROCESSO E EQUIPAMENTOS DE SECAGEM (PARK, ANTONIO, OLIVEIRA e PARK)
Figura 36: Secador horizontal convectivo (SILVA et al., 1997).
Figura 37: Secador convectivo laboratorial conjugado de fluxo perpendicular e paralelo.
94
CONCEITOS DE PROCESSO E EQUIPAMENTOS DE SECAGEM (PARK, ANTONIO, OLIVEIRA e PARK)
8.2.2
SECADORES COM LEITO MÓVEL
Nos quais o leito de partículas se move devido à gravidade e/ou forças mecânicas.
Figura 38: Secadores com leito móvel.
95
CONCEITOS DE PROCESSO E EQUIPAMENTOS DE SECAGEM (PARK, ANTONIO, OLIVEIRA e PARK)
Figura 39: Secador rotativo (PARK, NATSUMEDA e de OLIVEIRA, 1996).
8.2.3
SECADORES COM LEITO DE QUEDA LIVRE
Nos quais o leito ou as partículas individuais caem através do ar relativamente parado,
devido a forças gravitacionais (Figuras 40, 41 e 42).
96
CONCEITOS DE PROCESSO E EQUIPAMENTOS DE SECAGEM (PARK, ANTONIO, OLIVEIRA e PARK)
Figura 40: Secadores com leito em queda livre.
97
CONCEITOS DE PROCESSO E EQUIPAMENTOS DE SECAGEM (PARK, ANTONIO, OLIVEIRA e PARK)
Figura 41: Secador com promotores anulares de mistura (GODOI et al., 1996).
98
CONCEITOS DE PROCESSO E EQUIPAMENTOS DE SECAGEM (PARK, ANTONIO, OLIVEIRA e PARK)
Figura 42: Detalhes dos promotores anulares de mistura.
8.3 SECADORES COM REGIME HIDRODINÂMICO ATIVO
Secadores com regime hidrodinâmico ativo, nos quais a agitação do leito ou das partículas
é causada por uma força hidrodinâmica exercida sobre as partículas por uma corrente de ar com
uma velocidade apropriada. Exemplos destes secadores são mostrados a seguir:
8.3.1
SECADORES COM LEITO FLUIDIZADO
Nos quais a interação entre material a ser seco e a corrente de ar cria um leito fluidizado
típico ou um leito de fluidização rápida (partículas secas são removidas pela corrente de ar devido
à sua baixa densidade). Exemplos são mostrados nas Figuras 43 e 44.
99
CONCEITOS DE PROCESSO E EQUIPAMENTOS DE SECAGEM (PARK, ANTONIO, OLIVEIRA e PARK)
Figura 43: Secadores com leito fluidizado
100
CONCEITOS DE PROCESSO E EQUIPAMENTOS DE SECAGEM (PARK, ANTONIO, OLIVEIRA e PARK)
Figura 44: Secador vibro-fluidizado (PATENTE INDUSTRIAL PI 930244 e BROD, 1999).
8.3.2
SECADORES COM LEITO AGITADO
Nos quais o material a ser seco é agitado mecanicamente no leito do secador através da
rotação ou vibração do leito do secador ou através de um agitador propriamente dito (Figura 45).
101
CONCEITOS DE PROCESSO E EQUIPAMENTOS DE SECAGEM (PARK, ANTONIO, OLIVEIRA e PARK)
Figura 45: Secador com agitador/misturador – Patente industrial PI 05066639-5
(UNIVERSIDADE..., 2005) construído pela empresa MMC Equipamentos Industriais.
8.3.3
SECADORES COM LEITO ESCOANTE
Onde as partículas do material que está sendo seco fluem juntamente com a corrente de ar
(Figuras 46, 47 e 48).
102
CONCEITOS DE PROCESSO E EQUIPAMENTOS DE SECAGEM (PARK, ANTONIO, OLIVEIRA e PARK)
Figura 46: Secadores com leito escoante.
103
CONCEITOS DE PROCESSO E EQUIPAMENTOS DE SECAGEM (PARK, ANTONIO, OLIVEIRA e PARK)
Figura 47: Secadores com leito escoante (continuação).
104
CONCEITOS DE PROCESSO E EQUIPAMENTOS DE SECAGEM (PARK, ANTONIO, OLIVEIRA e PARK)
Figura 48: Secador pneumático (PAVANEL e PARK, 1998.)
105
CONCEITOS DE PROCESSO E EQUIPAMENTOS DE SECAGEM (PARK, ANTONIO, OLIVEIRA e PARK)
8.4 TIPOS DE SECADORES DE GRÃOS
8.4.1
SECADORES DE CAMADA ESTÁTICA (LEITO FIXO)
Os secadores de leito estático são equipamentos nos quais certa quantidade de grãos é
colocada num silo ou em secadores de coluna. BROOKER, BAKKER-ARKEMA e HALL
(1974), para o sistema de silo cheio, apontam como vantagens: a colheita pode ser feita a
qualquer ritmo; a operação relativamente simples; o manuseio mínimo dos grãos; a alta eficiência
energética; a não ocorrência de secagem excessiva e o baixo índice de quebra de grãos com
baixas temperaturas. Descrevem como desvantagens: a impossibilidade do uso de grãos com alto
teor de umidade e um período longo de operação.
Uma variação no processo deste tipo de secador consiste em efetuar a secagem por carga,
na qual certa quantidade de grãos já secos é transferida para o silo armazenador.
8.4.2
SECADORES CONTÍNUOS
Os secadores de fluxo contínuo se subdividem em vários grupos, de acordo com o modo
de escoamento: secadores de fluxo concorrente, secadores de fluxo contracorrente, secadores de
fluxo cruzado, secadores em cascata e secadores com promotores de mistura.
Em secadores de fluxo concorrente, ar e grãos fluem na mesma direção ao longo do
secador. Segundo WALKER e BAKKER-ARKEMA (1978), os secadores de fluxo concorrente
parecem ter as melhores condições para realizar a secagem com altas temperaturas, sem causar
danos aos grãos.
BAKKER-ARKEMA, FONTANA e SCHISLER (1983) realizaram testes simulados e
experimentais de secagem de arroz, em um secador de fluxo concorrente de 2 e 3 estágios, com
temperatura de secagem de 82ºC a 176ºC, e obtiveram a remoção de 6 % de umidade em cada
passagem. A energia consumida foi de 3,5 a 3,6 MJ/kg vapor e os grãos passaram por um período
de repouso no próprio secador a uma temperatura entre 40,5ºC e 43,3ºC.
Em secadores de fluxo contracorrente, ar e grãos fluem em sentido contrário ao longo
secador. Segundo NELLIST (1982), em um fluxo contracorrente, operando em equilíbrio, os
grãos deixariam o secador à mesma temperatura do ar de entrada. A sua aplicação é limitada pela
sensibilidade dos grãos a altas temperaturas. Assim, na indústria, o mesmo é utilizado como
resfriador ao invés de secador.
Os secadores de fluxo cruzado caracterizam-se pela passagem do ar perpendicularmente a
uma camada de grãos, os quais se movem entre chapas perfuradas. Os secadores de fluxo cruzado
são mais populares pela simplicidade de construção e baixo custo (STEVENS e THOMPSON,
1976). Sua maior desvantagem é a falta de uniformidade no processo de secagem.
MOREY e CLOUD (1973) efetuaram simulações de secagem neste tipo de secador
utilizando uma temperatura de 115,5ºC, e um fluxo de ar de 15,2 m3/min/m2. Os mesmos autores
recomendam o uso de leitos de 20 a 40 cm de espessura, dependendo da posição das colunas do
secador.
106
CONCEITOS DE PROCESSO E EQUIPAMENTOS DE SECAGEM (PARK, ANTONIO, OLIVEIRA e PARK)
Um secador em cascata é constituído de uma série de calhas invertidas em forma de V,
dispostas em linhas alternadas dentro do corpo do secador. Os grãos movem-se sobre as calhas
invertidas para baixo sob a ação da gravidade. O ar de secagem entra em uma linha de calhas e
sai em outras imediatamente adjacentes. Apesar de ser o secador do tipo contínuo mais utilizado
no Brasil, a sua principal desvantagem é o custo inicial alto.
PARK (1979) trabalhando com um trocador de calor munido de promotores estacionários
anulares de turbulência, obteve aumento na taxa de transferência de calor para o escoamento
laminar de fluidos newtoniano e não-newtoniano.
8.5 SISTEMAS DE SECAGEM PARA GRÃOS
Os sistemas comerciais de secagem para grãos são classificados quanto a diversas
características (WEBER, 1995):
Classificação
Sistema de secagem
Quanto ao tipo de fabricação
Móveis ou fixos (silos secadores, de torre)
Quanto ao sistema de carga
Intermitente ou contínuos
Quanto à ventilação
Insuflação de ar ou aspiração de ar
Quanto ao fluxo de ar
Concorrente, contracorrente, cruzado ou misto
Quanto à torre de secagem
Calhas paralelas, calhas cruzadas, de colunas e com
câmara descanso
Quanto ao sistema de descarga
Descarga de bandeja mecânica, descarga pneumática,
descarga de eclusas rotativas
Quanto ao combustível
Líquido, sólido ou gasoso
Ar da fornalha
Direto e indireto
Grau de automatização
Secagem com controle manual e secagem automatizada
Se fizermos uma análise desta classificação, chegaremos à conclusão da existência
comercial de apenas três tipos de sistemas de secagem de grãos com variações da forma
construtiva e de dispositivos utilizados em seu interior.
Descreveremos a seguir os três tipos de secadores utilizados comercialmente (Silos
secadores, Secador móvel e Secador de torre) e a variação em seu funcionamento em função de
técnicas empregadas em sua construção:
8.5.1
SILOS SECADORES
Este sistema, ainda muito utilizado por cooperativas estaduais para secagem de sementes,
opera com o produto estático, sem movimento. São construídos com estrutura metálica e madeira,
107
CONCEITOS DE PROCESSO E EQUIPAMENTOS DE SECAGEM (PARK, ANTONIO, OLIVEIRA e PARK)
instalados dentro de armazéns. Inicialmente o sistema de insuflação de ar quente, proveniente de
uma fornalha alimentava este silo pela parte inferior onde estava localizado um plenum sobre o
qual se encontra o piso de chapa perfurada. Modificações foram efetuadas sendo acrescentado um
duto central perfurado, para a introdução do ar aquecido, onde as paredes do silo são de chapas
perfuradas permitindo a saída do ar úmido.
Existe também o Silo secador móvel. Este tipo de secador já foi muito utilizado no Brasil,
principalmente nas fronteiras agrícolas. Secam por carga, pequenos volumes de grãos. São silos
adaptados para facilitar seu deslocamento. Neste caso, por ser um sistema que trabalha ao
ambiente, utiliza-se estrutura metálica em sua construção. A insuflação de ar ocorre pela parte
inferior por intermédio de um plenum para distribuição do ar, e a saída do ar úmido é obtida pela
parte superior, conforme é mostrado na Figura 49.
Figura 49: Desenho esquemático de um silo secador móvel.
8.5.2
SECADOR MÓVEL COM SISTEMA DE CARGA CONTÍNUO
Sua característica de construção sobre rodas e utilizando combustíveis tanto líquido como
gasoso, torna-o extremamente versátil. Este trabalha pelo sistema contínuo ou intermitente,
conforme é mostrado na Figura 50.
Possui dois ventiladores axiais: um para a insuflação do ar aquecido na massa de grãos e
outro para o seu resfriamento. Dependendo de sua utilização também pode ser utilizado para o
aquecimento da massa de grãos.
O controle da descarga permite secar os grãos até o grau da umidade desejada, podendo
ser operado através de energia elétrica ou da tomada de força do trator.
108
CONCEITOS DE PROCESSO E EQUIPAMENTOS DE SECAGEM (PARK, ANTONIO, OLIVEIRA e PARK)
Figura 50: Secador móvel com sistema de carga contínuo.
8.5.3
SECADOR DE TORRE
Este sem duvida é o mais utilizado comercialmente, tanto pela faixa de capacidade em
que opera, quanto pelas suas características técnicas.
São secadores verticais, estáticos, que operam de forma intermitente ou contínua, com os
grãos em movimento, conforme mostrado na Figura 51.
Figura 51: Secador de torre.
109
CONCEITOS DE PROCESSO E EQUIPAMENTOS DE SECAGEM (PARK, ANTONIO, OLIVEIRA e PARK)
Este secador tem sua concepção nos dispositivos internos da torre, calhas ou dutos de ar
montados de forma paralela, onde o ar entra pelo lado da fornalha e sai pelo lado do ventilador,
que se encontra no lado oposto, calhas cruzadas, formando ângulo de 90º entre si, fazendo com
que o ar quente entre por um lado e saia formando um ângulo reto. Neste caso, a fornalha e o
ventilador não se encontram em linha. Este sistema oferece dificuldade na limpeza da torre,
comprometendo o desempenho e colocando-o em risco de incêndio, além de não oferecer uma
secagem uniforme em toda a seção.
O secador de coluna, não possui calhas, mas colunas de chapa perfurada. Os grãos descem
entre chapas perfuradas através das quais o ar atravessa a massa de grãos, de forma cruzada. E os
com câmara de descanso, dispositivo instalados em algumas torres que tem como objetivo
homogeneizar a massa de grãos em secagem pelo sistema intermitente, são indicados
principalmente para o arroz.
Quanto ao sistema de carregamento de grãos, podem ser intermitentes, trabalhando por
carga. Não possuindo zonas de resfriamento, recebem uma carga de grãos que circula na torre até
a completa secagem. É indicado para secagem de arroz, pois evita o choque térmico e o
surgimento de trincas. Os contínuos são, por sua vez, constituído por zona de aquecimento e de
resfriamento.
O sistema de ventilação pode ser por insuflação de ar. Neste caso o ar quente passa pelo
rotor do ventilador e insuflado na massa de grãos. Para este sistema são necessários dois
ventiladores, sendo o segundo utilizado para a insuflação do ar de resfriamento. Outra forma é
pela aspiração do ar. Neste caso a torre fica entre a fornalha e o ventilador, fazendo com que um
único ventilador movimente o ar aquecido e o de resfriamento, sendo este o mais utilizado.
Quanto ao fluxo de ar, são utilizados em fluxo concorrente, contracorrente, cruzado ou
misto, conforme é mostrado na Figura 52.
Figura 52: Caracterização do fluxo.
110
CONCEITOS DE PROCESSO E EQUIPAMENTOS DE SECAGEM (PARK, ANTONIO, OLIVEIRA e PARK)
Nas quatro situações os grãos, entram pela parte superior da torre e descem através do
corpo do secador, enquanto o ar entra na torre de secagem, pelas calhas (dutos), como
demonstrado na figura com o fluxo concorrente, contracorrente, cruzado ou misto (neste caso
existindo dois ou mais fluxos de ventilação).
As primeiras unidades construídas no Brasil, remontam à década de 60 e cuja capacidade
estava na ordem de 2 ton/hora. Estes equipamentos operavam em ambientes fechados.
Em poucos anos esta capacidade triplicaria, chegando hoje a capacidades de até 100
ton/hora.
Os secadores de torre hoje construídos utilizam basicamente os mesmos princípios dos da
década de 60, operando pelo sistema intermitente ou contínuo. Trabalham por aspiração e secam
qualquer tipo de sementes e de grãos, conforme mostrado nas Figuras 53 e 54.
Figura 53: Secador de torre utilizado para secagem de sementes.
Figura 54: Secador para secagem de grãos.
111
CONCEITOS DE PROCESSO E EQUIPAMENTOS DE SECAGEM (PARK, ANTONIO, OLIVEIRA e PARK)
O principal componente é a torre, dividida em duas zonas. Na parte superior, a zona por
onde o ar entra aquecido é também chamada de câmara de secagem. A segunda zona, na parte
inferior, é a zona de resfriamento da massa de grãos (Figura 55). Torres de secagem com mais
que duas zonas já estão sendo testadas.
Fonte: KEPLER WEBER
Figura 55: Secador contínuo de fluxo misto Kepler Weber.
112
CONCEITOS DE PROCESSO E EQUIPAMENTOS DE SECAGEM (PARK, ANTONIO, OLIVEIRA e PARK)
A torre é formada por quadros laterais. Estas fazem o fechamento e a estrutura lateral da
torre de secagem, são aparafusados entre si e sustentam os difusores de entrada e saída do ar.
Espelhos e dutos ou calhas são dispositivos montados que permitem a entrada do ar, sendo os do
lado da fornalha abertos e do lado do ventilador fechados. Este procedimento auxilia no
direcionamento do fluxo do ar em contracorrente ou concorrente, possibilitando que o ar
atravesse uma camada de grão da ordem de 210 mm. Neste momento é que se dá a troca de calor
do ar com a massa de grãos e a umidade do grão com o ar. Na câmara de resfriamento, os grãos
trocam calor com o ar, resfriando-se.
Os detalhes do secador estão mostrados nas Figuras 56 a 59.
Figura 56: Detalhes da torre de secagem.
113
CONCEITOS DE PROCESSO E EQUIPAMENTOS DE SECAGEM (PARK, ANTONIO, OLIVEIRA e PARK)
Figura 57: Torre de secagem montada.
Figura 58: Direção do fluxo de ar.
114
CONCEITOS DE PROCESSO E EQUIPAMENTOS DE SECAGEM (PARK, ANTONIO, OLIVEIRA e PARK)
Figura 59: Detalhes do fluxo de grãos em um secador de torre.
Como foi descrito anteriormente, este sistema de secagem permite quatro possibilidades
de utilização: a secagem contínua, a secagem intermitente, a secagem do corpo inteiro e a
secagem em lotes.
Na secagem contínua, a faixa recomendada de umidade para introdução no secador é da
ordem de 22% de umidade.
Para cada tipo de grão, recomenda-se uma determinada temperatura do ar de
aquecimento. Utilizaram-se faixas de temperatura entre 55ºC a 65ºC para o arroz, de 80ºC a
100ºC para o milho e de 100ºC a 110ºC para soja e trigo. Torna-se importante frisar que esta é a
temperatura de entrada do ar aquecido, mas o controle é efetuado pela temperatura da massa de
grão, a qual no caso do arroz, fica ao redor dos 40ºC, no milho em 55ºC e na soja e no trigo em
48ºC, PUZZI (1977).
Os procedimentos, para utilização da torre, tornam-se de fundamental importância para se
obter a maior eficiência na operação, uma vez que se trata de um volume de grãos muito elevado.
Os fabricantes justificam, como as principais vantagens deste sistema, a umidade de saída
praticamente constante. Nas indústrias de óleo, o sistema oferece grãos com melhor qualidade,
aumentando o rendimento do solvente na extração. A secagem é efetuada a mínimo custo, pois os
grãos não secam acima do necessário.
8.5.4
SECA-AERAÇÃO
Em 1962, pesquisas sobre um novo processo de secagem de cereais denominado secaaeração teve início. Este processo foi desenvolvido pelo Sistema de Pesquisa Agrícola (USDA),
em cooperação com a Universidade de Purdue.
A seca-aeração elimina o resfriamento quando na secagem de fluxo contínuo, os grãos
ainda aquecidos são transferidos para o interior do silo de seca-aeração, onde serão resfriados. O
115
CONCEITOS DE PROCESSO E EQUIPAMENTOS DE SECAGEM (PARK, ANTONIO, OLIVEIRA e PARK)
material colocado no silo permanece em repouso por um período de 8 a 12 horas, sendo
resfriados então muito lentamente, com um fluxo de ar de 0,5 m3/min/m3.
Mesmo que um produto úmido entre em contato com o ar à mesma temperatura, o efeito
observado geralmente é a secagem do tipo isoentálpica, ou seja, produz-se uma troca de umidade
e de calor entre o ar e o produto, cujo equilíbrio produz a entalpia constante. O ponto máximo de
evolução possível de uma reta isoentálpica é a curva de saturação. O ar absorve uma quantidade
de vapor de água suplementar e sua temperatura de bulbo seco se reduz até a temperatura de
bulbo úmido, atingindo a saturação. Esta temperatura de resfriamento é denominada “temperatura
isoentálpica de equilíbrio”.
Outro aspecto importante a ser considerado neste processo é a redução de rachaduras por
tensão e quebra dos grãos.
8.6 PROJETO DE SECADORES
Como pode ser observado existe mais de um tipo de secador adequado para um
determinado produto, assim o engenheiro tem que escolher um secador que seja capaz de atingir
as propriedades desejadas no produto final. Deste modo, a utilização de secadores em escala
pequena ou laboratoriais é sempre uma boa alternativa para a escolha final do secador industrial,
pois esses possibilitam a determinação das características de secagem do material que são
requeridas para predizer o modo como a matéria prima irá secar em escala industrial (KEEY,
1978).
O fluxograma indicativo dos passos a serem seguidos no projeto de secadores está
mostrado na Figura 60:
116
CONCEITOS DE PROCESSO E EQUIPAMENTOS DE SECAGEM (PARK, ANTONIO, OLIVEIRA e PARK)
PROJETANDO UM SECADOR
Coleta de informações
Conhecimento
dos materiais
Não
Sim
Conhecimento
do equipamento
Experiências
Isotermas de sorção
Informações sobre o
material, o
equipamento e o
processo
Cinética de secagem
Não
Sim
Conhecimento
do processo
Não
Testes
Balanços
Sim
Tempo de residência
Dimensões principais
Comportamento
dinâmico
CUSTOS
OTIMIZANDO UM SECADOR
Fonte: KEEY, 1978
Figura 60: Fluxograma para o projeto de secadores.
117
CONCEITOS DE PROCESSO E EQUIPAMENTOS DE SECAGEM (PARK, ANTONIO, OLIVEIRA e PARK)
BIBLIOGRAFIA
AGUERRE, R.J., SUAREZ, C., VIOLLAZ, P.Z. New BET type multi-layer sorption isotherms. Part II: Modelling water sorption in foods. In: Lebensm - Wiss u. Tech. [s.n.], 1989, v. 22,
p.192-195.
ALONSO, L.F.T. Desenvolvimento de um aplicativo para o projeto de secadores industriais.
Exame de qualificação para doutorado em Engenharia Agrícola - FEAGRI - UNICAMP.
Campinas, 1998. 49 p.
AMERICAN SOCIETY OF AGRICULTURAL ENGINEERS – ASAE. ASAE Standard:
S532.2: Moisture Measurement, 1991 a.
AMERICAN SOCIETY OF AGRICULTURAL ENGINEERS – ASAE. ASAE Standard:
D245.4: Moisture Relationship of Grains, 1991 b.
ASHWORTH, J.C.; CARTER, J.W. Examination of drying behavior of silica-gel granules by
continuous weighing in an air stream. Drying’ 80, Hemisphere Publishing Corporation, 1980.
ASSOCIATION OF OFFICIAL ANALYTICAL CHEMISTS - AOAC. Official Methods of
Analysis: 930.04, Moisture Content in Plants, 1990, v. 1.
BAKKER-ARKEMA, F. W., FONTANA, C., SCHISLER, I. P. Comparison of rice drying
systems. In: Transactions of the ASAE, [s.n.], 1983. v. 83, p.3532.
BROD, F.P.R. Construção e teste de um secador vibro-fluidizado. Dissertação (Mestrado em
Engenharia Agrícola) – Faculdade de Engenharia Agrícola, UNICAMP, Campinas, 1999.
BROD, F.P.R., SILVA, J.E.A.R., PARK, K.J. Construção de secador: parte 1 - secador vertical
convectivo. In: Engenharia Rural. Piracicaba, v. 8, n. 1, p. 112-120, 1997.
BROOKER, D. B., BAKKER-ARKEMA, F. W., HALL, C. W. Drying Cereal Grain. Westport:
The AVI Publishing Co. 1974.
BRUNAUER, S., EMMET, T.H., TELLER, F. Adsorption of gases in multimolecular layers. In:
G. Am. Chem. Soc., [s.n.], 1938. v. 60, n. 2, p. 309-319.
CT&EA – Centro de Tecnologia e Engenharia Agroindustrial. Determinação da difusividade
efetiva no processo de secagem pelo método numérico. 2005. Disponível em:
http://www.feagri.unicamp.br/ctea/index.html. Última atualização em: 30 de Novembro de
2006.
CHEN, C.S., CLAYTON, J.T. In: Transactions of the ASAE, 1971. v. 14, p. 927.
CHEN, C.S. In: Transactions of the ASAE, 1971. v. 14, p. 924.
CHINNAN, M.S., BEAUCHAT, L.R. Sorption isotherms of whole cowpeas and flours. In:
Lebensm - Wiss u. Tech., [s.n.], 1985. v. 18, p. 83-88.
CHINNAN, M.S., Evaluation of selected mathematical models for describing thin-layer drying of
in-shell pecans. In: Transactions of the ASAE, [s.n.], 1984. v.27, p. 610-615.
CHUNG, D.S., PFOST, H.B. In: Transactions of the ASAE, 1967. v. 10, p. 594.
CRANK, J. The mathematics of diffusion. 2. ed. Oxford: Clarendon Press, 1975. 414 p.
118
CONCEITOS DE PROCESSO E EQUIPAMENTOS DE SECAGEM (PARK, ANTONIO, OLIVEIRA e PARK)
DAUDIN, J.D. Séchage par l’air chaúd des prodúce biologiques - Calcul d’un séchoir. DEA,
Sience et Technique de l’Industrie Alimentaire, 1979.
DAUDIN, J.D. Calcul des cinétiques de séchage par l'air chaud des produits biologiques solides.
In: Sciences des Aliments, [s.n.], 1983. v. 3, p.1-36.
FORNELL, A. Séchage de produits biologiques par l’air chaúd - Calcul d’un séchoir, Tese
de doutorado, ENSIA, 1979.
GODOI, L.F.G., PARK, K.J., ALONSO, L.F.T., CORRÊA JR., W.A. Particle flow in an annular
static mixer dryer. In: 5th World Congress of Chemical Engineering, San Diego, California,
U.S.A. ,1996. July 14-18, p. 356-361.
GUPTA, C.L., REDDY, T.A. A simulation model for convective solar drying In: First
International Symposium on Drying, [s.l.]: Science Press, 1980. p. 453-459.
HALSEY, G. Physical adsorption on uniform surfaces. In: The Journal of Chemical Physics.
[s.n.], 1948. v. 16, n. 10, p. 931-937.
KEEY, R. B. Drying: principles and practice. Oxford: Pergamon Press, 1972.
KEEY, R. B. Introduction to industrial drying operations. Oxford: Pergamon Press, 1978.
KEPLER WEBER. Catálogos técnicos. Panambi-RS: Kepler Weber Industrial S/A.
LABUZA, T.P. Sorption phenomena in foods. In: Food Technol. [s.n.], 1968. v. 22, n.3, p. 1524.
LABUZA, T.P., SIMON, I.B. Surface Tension Effects During Dehydration. Air Drying of Apple
Slices. In: Food Technology, v. 24, p.712-715, 1970.
LANGMUIR, I. The adsorption of gases in a plane surfaces of glass, mica and platinum. In: J.
Am. Chem. Soc., [s.n.], 1918. v. 46, p. 1361-1403.
LIAPIS, A. L. Freeze Drying. In: MUJUMDAR, A. S. Handbook of Industrial Drying. New
York: Marcel Dekker Inc., 1987. cap. 1, p. 3-45.
LOMAURO, C.J., BAKSHI, A.S.; LABUZA, T.P. Evaluation of food moisture sorption isotherm
equations. Part I: Fruit, vegetable and meat products. In: Lebensm. - Wiss. u.-Technol. [s.n.],
1985 - a. v. 18, n. 2, p. 111-117.
LOMAURO, C.J., BAKSHI, A. S.; LABUZA, T. P. Moisture transfer properties of dry and semimoist foods. In: Journal of Food Science. v. 50, p. 397-400, 1985 - b.
LUIKOV, A.V. Heat and Mass Transfer in Capillary-Porous Bodies. [s.l.]: Pergamon Press,
523p., 1966.
LUIKOV, A.V., MIKHAYLOV, Yu. A. Theory of Energy and Mass Transfer. [s.l.]:
Pergamon Press, 392p., 1965.
MAROULIS, Z.B., TSAMI, E., MARINOS-KOURIS, D., SARAVACOS, G.D. Application of
the GAB model of the moisture sorption isotherms for dried fruits. In: Journal of Food
Science. [s.n.], 1988. v. 7, n. l, p. 63-78.
MATHEMATICA for Windows, enhanced version 2.2.3. Users guide. Ilinois-USA: Wolfram
Research Inc. 1994.
119
CONCEITOS DE PROCESSO E EQUIPAMENTOS DE SECAGEM (PARK, ANTONIO, OLIVEIRA e PARK)
MENON, A. S., MUJUMDAR, A. S. Drying of solids: principles, classification, and selection of
dryers. In: MUJUMDAR, A. S. Handbook of Industrial Drying. New York: Marcel Dekker
Inc., 1987. cap. 9, p. 295-326.
MOREY, R. V. and CLOUD, H. A. Simulation and evaluation of a multiple column crossflow
grain dryer. In: Transactions of the ASAE, 1973. v. 16, n. 5, p. 984-987.
NELLIST, M. E. Developments in continuous flow grain driers. In: The Agricultural
Engineering. Autumn, p. 74-80. 1982.
NONHEBEL, M. A., MOSS, A. A. H. Drying of solids in the chemical industry. London:
Butterworth & Co., 1971.
PAN, Y.K., LI, Z.Y., MUJUMDAR, A.S., KUDRA, T. Drying of a root crop in vibro-fluidized
beds. In: Drying Technology. NEW YORK: Marcel Dekker, Inc. v. 15, n. 1, p. 225-223,
1997.
PARK, K. J. Estudo comparativo do coeficiente de difusão sem e com encolhimento durante
a secagem. Tese de Livre Docência em Fenômenos de Transporte DEA - FEA - UNICAMP.
Campinas, 1987. 54 p.
PARK, K. J. Obtenção de correlação para transferência de calor e de quantidade de
movimento, para fluidos newtonianos e não-newtonianos, em um trocador munido de
promotores estacionários anulares de turbulência. Tese (Doutorado em Engenharia
Mecânica) - Faculdade de Engenharia de Campinas, UNICAMP Campinas, 1979. 102p.
PARK, K.J., NATSUMEDA, F.K., DE OLIVEIRA, H.M. Discontinuous rotary grain dryer. In:
5th World Congress of Chemical Engineering, San Diego, California, U.S.A. July 14-18, p.
137-142, 1996.
PARK, K.J., NOGUEIRA, R.I. Modelos de ajuste de isotermas de sorção de alimentos. In:
Engenharia Rural, Piracicaba: ESALQ/USP, 1992. v. 3, n. 1, p.81-86.
PAVANEL, V.L., PARK, K.J. Estudo do secador pneumático utilizando temperos verdes: In: VI
Congresso Interno de Iniciação Científica-UNICAMP, Campinas/SP, p.98, 16 a 20 de
novembro, 1998.
PATENTE INDUSTRIAL PI 9302443, UNICAMP. Processo e equipamento de secagem em
leito vibro-fluidizado. Inventores: Alexandre W. Mazzonetto, Osvaldo A. E. Bustamante,
Luís Felipe Toro Alonso, Kil Jin Park. 1993.
PELEG, M. Assessment of a semi-empirical four parameter general model for sigmoid moisture
sorption isotherms. In: J. Food Proc. Eng., Connecticut-USA: Food & Nutrition Press, Inc.,
1993. v. 16, n. 1, p. 21-37.
PUZZI, D. Abasteciemento e Armazenagem de Grãos. Campinas: Instituto Campineiro de
Ensino de Agrícola, 1986.
SCHLÜNDER, E.U. Le séchage. Cours présenté au CPCIA, Paris, p.298, 1976.
SCHÖEBER, W.J.A.H. A short-cut method for the calculation of drying rates in case of a
concentration dependent diffusion coefficient In: First International Symposium on Drying,
Science Press, p.453-459, 1980.
120
CONCEITOS DE PROCESSO E EQUIPAMENTOS DE SECAGEM (PARK, ANTONIO, OLIVEIRA e PARK)
SHARMA, D.K., THOMPSON, T.L., Special heat and thermal condutivity of sorghum.
Transaction of the ASAE, v.16, n.01, p.114-117, 1973.
SILVA, J.E.A.R., BROD, F.P.R., PARK, K.J. Construção de secador: parte 2 - secador
horizontal. In: Engenharia Rural. Piracicaba, v. 8, n. 1, p. 121-126, 1997.
STATISTICA for Windows, release 5.0. Computer program manual. USA: Tulsa-OK:
StatSoft, Inc. 1995
STEVENS, G. R. and THOMPSON, T. L. Improving Cross-flow Grain Dryer Design Using
Simulation. In: Transations of the ASAE, 1976. v. 19, n. 4, p. 778-781.
STRUMILLO, C., KUDRA, T. Drying: principles, applications and design. Switzerland: Gordon
and Breach Science Publishers. 1986.
SUZUKI, M. , KEEY, R.B. , MAEDA, S. On the characteristic drying curve, In: AIChE
Symposium Series, v. 73, n. 163, p.47-56, 1977.
TOUPIN, C.J., Le MAUGER, M., McGREGOR, J.R. The evaluation of BET constants from
sorption isotherms data. In: Lebensm.-Wiss. u.- Technol. [s.n.], 1983. v. 16, n. 3, p. 153-156.
UNIVERSIDADE ESTADUAL DE CAMPINAS – UNICAMP, GOHM TECHNOLOGY.
Campinas – SP, Kil Jin Park, Kil Jin Brandini Park, Tatiane Hae Kyung Park, Rafael Augustus
de Oliveira. Equipamento e processo de secagem de líquidos, semi-sólidos e sólidos a
diferentes pressões dotado de agitação e mistura dos componentes. (PI 05066639-5). 15 de
dez. de 2005.
VAN BRACKEL, J. Mass Transfer in Convective Drying. In: MUJUMDAR, A. S. Advances in
Drying, Washington: Hemisphere Publishing Corporation, 1980. p. 217-267.
Van der BERG, C. Description of water activity of foods for engineering purposes by means of
the GAB model of sorption. In: Engineering and Food. London: B. M. Mckenna Elsevier
Applied Science, 1984. v. 1, p.311-321.
VAN MEEL, D.A. Adiabatic Convection Batch Drying with Recirculation of Air, In: Chem.
Eng. Sci., v. 9, p36-44, 1957.
WALKER, L. P., BAKKER-ARKEMA, F. W. Energy efficiency in concurrent flow rice drying.
In: Transactions of the ASAE, n. 78, p.3540. 1978.
WANG, N., BRENNAN, J. G. Moisture sorption isotherm characteristics of potatoes at four
temperatures. In: Journal of Food Engineering, [s.n.], 1991. v. 14, p. 269-287.
WEBER, E.A. Armazenagem Agrícola, Porto Alegre: Kleper Weber Industrial, 1995. 400 p.
121
Baixar