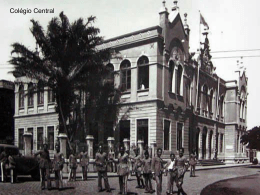
00_C&T18.book Page 45 Wednesday, September 10, 2003 3:05 PM Calibração de MM3Cs Utilizando uma Barra de Furos Calibration of the CMM Using Hole Bar BENEDITO DI GIACOMO Escola de Engenharia de São Carlos-Universidade de São Paulo [email protected] RENATA BELLUZZO ZIRONDI Escola de Engenharia de São Carlos-Universidade de São Paulo [email protected] RESUMO – Estudos têm sido realizados sobre os principais artefatos utilizados na calibração de máquinas de medir a três coordenadas com a finalidade de indicar as diferenças de desempenho entre eles. Aspectos como a capacidade de testar diferentes erros de geometria, do sistema de sondagem, a facilidade de calibração, a rastreabilidade à unidade fundamental, as dimensões e níveis de qualidade, as incertezas e a estabilidade sob influências ambientais são os mais estudados. Este artigo apresenta um procedimento para calibração de máquinas de medir a três coordenadas utilizando uma barra de furos.Com este procedimento é possível obter com facilidade, rapidez e baixo custo, a rastreabilidade e a expressão das incertezas. Uma comparação entre diferentes artefatos é apresentada e os resultados da calibração de uma MM3C utilizando a barra de furos foram comparados aos obtidos por meio de um sistema interferométrico . Palavras chave: MM3CS – CALIBRAÇÃO DE ERROS – CALIBRAÇÃO DE ARTEFATOS. ABSTRACT – Research has been made and still are on the comparison of the performance of different artifacts under different aspects such as: capacity of measuring different geometric errors, of evaluating the measuring system and the probe behavior, the easiness of use, the traceability to the fundamental unity, the size, the bulkiness, the quality level, the uncertainty and stability under environmental influences. This paper describes the calibration of coordinate measuring machines using a hole bar and shows that the traceability and the expression of the errors uncertainties can be obtained very easily, fast and at low cost. A comparison among different artifacts is presented and the calibration data obtained using the hole bar are compared with data obtained with an interferometric system. Keywords: CMM – ERROR CALIBRATION – CALIBRATION ARTIFACTS. REVISTA DE CIÊNCIA & TECNOLOGIA • V. 8, Nº 18 – pp. 45-53 45 00_C&T18.book Page 46 Wednesday, September 10, 2003 3:05 PM INTRODUÇÃO D esde a introdução das máquinas de medir por coordenadas (MM3Cs) na indústria, pela Ferranti, organizações internacionais de padronização, institutos de pesquisas, universidades e indústrias têm desenvolvido métodos de calibração e testes de desempenho para avaliar os erros das medições. Em muitos casos, esses métodos são baseados em artefatos, como blocos padrões, barras de esferas, padrões passo a passo etc. Segundo Knapp et al. (1991), estudos realizados pelo Comitê Suíço de Normalização sobre os principais artefatos indicam diferenças no seu desempenho em relação aos seguintes aspectos: capacidade de testar diferentes erros geométricos, do sistema de sondagem; facilidade de calibração; rastreabilidade à unidade fundamental; dimensões e níveis de qualidade; incertezas e estabilidade sob influências ambientais. Os artefatos testados foram padrões passo a passo, barras de esferas, círculos padrões, além das placas de esferas e de furos. Entre as conclusões apresentadas pelo autor, destacam-se duas, relacionadas ao escopo deste trabalho: • nas placas de esferas e de furos, os erros de forma das esferas e dos furos deixam de ser importantes se um número razoável de pontos forem tomados; • há a sugestão para a utilização da autocalibração, especialmente a técnica da reversão para a qualificação de placas de esferas e furos, sobre a qual até então nada havia sido publicado. Entretanto, devido à complexidade e universalidade das máquinas de medir a três coordenadas, não se dispõe até hoje de meios de calibração que propiciem a rastreabilidade das dimensões aos padrões internacionais – mesmo porque, até o presente momento, a noção de rastreabilidade aplicada às medições tridimensionais é um tanto incipiente, e não se dispõe de procedimentos claros e práticos para os usuários (Swyt, 1995). Segundo Swyt (1995), no período que antecedeu os anos 90, rastreabilidade, para os fabricantes do mercado americano, resumia-se a apresentar os certificados de calibração dos seus instrumentos. Com a formação dos grandes blocos econômicos, a globalização e o advento de normas internacionais da qualidade, iniciou-se a busca por conceitos mais modernos de rastreabilidade, como forma de adequação aos requisitos dos sistemas de garantia da 46 qualidade dos compradores. Esses conceitos, necessários em todas as medições, estabelecem que: • é necessário que se esteja apto a demonstrar a cadeia contínua de padrões pela qual a medição foi realizada; • é necessário que a incerteza da medição com relação ao padrão internacional seja sempre expressa. Baseado no exposto acima, o uso de uma barra de furos para calibrar as componentes do erro volumétrico de uma máquina de medir a três coordenadas torna-se muito interessante. Entre as muitas razões que qualificam o artefato para a tarefa, estão o baixo custo e o tempo de fabricação e de pré-calibração. A barra também é manipulada facilmente e o procedimento de calibração da MM3C não apresenta dificuldades. A rastreabilidade pode ser alcançada pela calibração da distância entre os centros do primeiro e último furo, o que diminui os custos associados à pré-calibração do artefato. A calibração utilizando a barra de furos associa as vantagens dos procedimentos de calibração diretos e indiretos.1 Além disso, permite a identificação dos erros individuais e suas fontes, considera a influência do sistema de sondagem, e o tempo relativamente pequeno do processo de calibração reduz influências ambientais. Portanto, a utilização da barra de furos é útil aos fabricantes e usuários. Este artigo descreve como podem ser avaliadas as componentes dos erros volumétricos de uma máquina de medir a três coordenadas utilizando uma barra de furos (fig. 1). Além disso, é apresentada uma análise detalhada do método de separação dos erros e da técnica de reversão utilizada.2 Simultaneamente, é demonstrado que a rastreabilidade e a expressão da incerteza dos erros medidos podem ser obtidas de forma rápida e fácil. Uma comparação entre artefatos diferentes é apresentada, e os dados de calibração obtidos usando a barra de furos são comparados com aqueles em que se usou um sistema de interferométrico a laser. 1 A calibração indireta tem como característica principal a avaliação dos erros da máquina utilizando-se peças padrões pré-qualificadas e normalizadas. Essas técnicas são de especial interesse para os usuários, uma vez que oferecem como resultado direto a capacidade da máquina na execução de determinados serviços. Já a calibração direta é aquela em que os erros lineares e angulares são observados diretamente na máquina avaliada. Tais técnicas são as mais comuns no meio científico e junto aos fabricantes. 2 Ver ESTLER, W.T. Calibration and use of optical straightedges in the metrology of precision machines, Optical Engineering, 24: 372379, 1985. Dezembro • 2001 00_C&T18.book Page 47 Wednesday, September 10, 2003 3:05 PM Fig. 1. Barra de furos. OS ARTEFATOS NA CALIBRAÇÃO DAS MM3Cs Durante muitos anos, a medição de artefatos unidimensionais, como blocos padrões, foi utilizada como método prático para verificar o desempenho de MM3Cs. Entretanto, já nos anos 80, houve a expansão do uso de padrões passo a passo e das barras de esferas, sendo que essas últimas tornaram-se um dos artefatos mais populares quando se trata de verificação de erros em máquinas de medir a três coordenadas. Tanto que, em 1982, outras variantes de barras de esferas foram propostas, utilizando suportes magnéticos: a barra de esferas magnética fixa e a barra de esferas magnética telescópica. Essas versões diminuem o tempo de verificação das máquinas (Bryan, 1982). Apesar do sucesso inicial das barras de esferas magnéticas, hoje elas são menos utilizadas, devido ao uso limitado de algumas de suas características. O desenho de barras de esferas mais difundido e usado atualmente é o sistema de barras de esferas livres, que pode ser utilizado com qualquer tipo de sistema de sondagem (Phillips, 1993). Uma outra variante de barras de esferas possui um interferômetro a laser, que monitora a distância entre os centros das esferas. Seus criadores afirmam que, com a ajuda do artefato, podem-se obter os erros de posição para todo o volume de trabalho de forma muito rápida. Além disso, essas barras permitem a determinação dos erros geométricos (Ziegerth & Mize, 1994). Atualmente, uma grande tendência na avaliação do desempenho e determinação dos erros geométricos de MM3Cs é o uso de padrões bidimensionais, como o padrão placa de esferas e placa de furos. Porém, o elevado custo de construção e calibração e a duração dos ensaios são aspecREVISTA DE CIÊNCIA & TECNOLOGIA • V. 8, Nº 18 – pp. 45-53 tos negativos do uso desses artefatos, e estimulam usuários de MM3Cs a continuar utilizando barras de esferas e padrões passo a passo. As mesmas restrições de uso podem ser atribuídas aos padrões tridimensionais, como os padrões volumétricos tetraédricos (Peggs, 1990). Resumindo, os artefatos utilizados na avaliação do desempenho de MM3Cs possuem as mais diversas formas, desde as mais simples, como blocos e barras padrões, até estruturas volumétricas complicadas, construídas à base de múltiplas barras e esferas. Todos esses artefatos foram criados devido ao interesse de pesquisadores e fabricantes em desenvolver um sistema eficaz e de baixo custo para a calibração de MM3Cs. Outro fator importante quanto aos artefatos de referência que deve ser considerado é o custo, no que diz respeito à fabricação, calibração, manutenção e à própria aplicação. Além disso, a maioria dos artefatos foi projetada para verificações qualitativas por parte dos usuários, tornando complicada a realização de uma avaliação detalhada das máquinas. Assim, pode-se dizer que ainda existe a necessidade de pesquisas envolvendo o desenvolvimento de artefatos para calibração de MM3Cs e que permitam a realização dessa atividade com baixo custo, em curto espaço de tempo e facilidade de obtenção dos erros geométricos – além de considerar aspectos fundamentais, como a influência dos sistemas de sondagem e compensação e a estratégia de medição – a fim de que essa atividade seja cada vez mais acessível aos usuários desses equipamentos. METODOLOGIA A metodologia utilizada na calibração das componentes do erro volumétrico de MM3Cs pode ser dividida em duas partes: o procedimento 47 00_C&T18.book Page 48 Wednesday, September 10, 2003 3:05 PM experimental utilizado e o modelo matemático para separação de erros. Além disso, será demonstrado simultaneamente como a rastreabilidade pode ser conseguida. Fig. 2. Ilustração das posições normal e reversa. Procedimento Experimental O procedimento experimental é simples e consiste na medição das distâncias entre os centros dos furos. Entretanto, alguns passos devem ser seguidos: 1) pré-calibrar a distância entre os centros dos furos extremos. Determinar o valor verdadeiro da distância (Mcbarra ) entre o primeiro e último furo; 2) numerar os furos da barra a partir de 1 até n, onde n é o número de furos; 3) posicionar a barra paralelamente à escala a ser calibrada. Colocar o sistema de referência da máquina no centro do furo 1. Essa posição será denominada normal; 4) medir as distâncias entre furos consecutii ) = distância entre o cenvos. Fazer (MN tro do furo i e (i+1) na posição normal para i =1 a n-1; 5) girar a barra 1800 sobre o plano normal ao eixo de medição, alinhando a reta que passa pelo primeiro e último furo com o eixo a ser calibrado. Colocar o sistema de referência no centro do furo n. Essa posição será denominada reversa; 6) medir as distâncias entre furos consecutivos. Fazer (MRi ) = distância entre o centro do furo (i+1) e i na posição reversa para i =1 a n-1. A figura 2 apresenta uma ilustração das posições de medição. MODELO MATEMÁTICO O erro [em] que uma máquina comete ao determinar a medida [M] de uma distância qualquer entre centros de dois furos pode ser escrito como: em = M – medida verdadeira da distância 48 (1). Considerando que a distância não tenha sido pré-calibrada, o valor tido como sua medida verdadeira é, então, desconhecido. Entretanto, pode-se escrevê-lo como o valor da distância especificada no projeto [VN] mais o erro da fabricação da barra [ef]. Portanto, a equação 1 pode ser reescrita como: em = Mcbarra – (VN + efc) (2). Rearranjando os termos de (2), tem-se: Mcbarra – VN = em + efc (3). Observe-se que as distâncias especificadas no projeto e o erro de fabricação da barra não variam com a mudança da posição normal para a reversa, pois são características de cada distância entre furos consecutivos. Então, pode-se reescrever a equação (3) para cada uma das posições: • para a posição normal i MN -VNi = efi + emi para i = 1 a (n-1) (4), onde: n = número de furos; emi = erro que a máquina comete ao medir a distância entre os furos i e (i+1); efi = erro de fabricação da barra entre os furos i e (i+1); VNi = valor nominal da distância entre os furos i e (i+1). Dezembro • 2001 00_C&T18.book Page 49 Wednesday, September 10, 2003 3:05 PM último furo e, portanto, possui uma incerteza definida; u M • para a posição reversa (n–1) C barra MN -VN(n-i) = ef(n-i) + emi para i = (n-1) a 1(5). Considerando que n é um número ímpar,3 pode-se fazer: • para a posição normal (n – 1) ⁄ 2 ∑ ∑ i 1 ∑ ef i + (n – 1) ∑ ( M N – VN i ) = i [(n—1)/2+1 em i (6) em i (7) 1 1 (n – 1) (n – 1) ∑ ∑ ef i + [(n—1)/2]+1 [(n—1)/2]—1 • para a posição reversa [ ( n – 1 )/2 + 1) ∑ (n – 1) ⁄ 2 [ ( n – 1 )/2 ] + 1 ∑ ( M N – VN i ) = i (n – 1) δef C 2 - u C = ------------------ δM C Mbarra barra 1 a n 2 u 1 a n ef c = u 2 C M barra = u C M barra (12), (n – 1) ⁄ 2 (n – 1) ⁄ 2 ( M N – VN i ) = tem-se que: ef i + (n – 1) ∑ em i (8) Como a incerteza de ef 1C a n pôde ser expressa e seu valor foi obtido através de uma cadeia contínua de medições pela definição de rastreabilidade, pode-se dizer que trata-se de um valor rastreado até a unidade padrão de comprimento. Somando as equações 6 e 8, tem-se como resultado a equação (13) a seguir: De (10) e (13), pode-se escrever: Observe-se que é possível calcular o valor de (n – 1) ⁄ 2 ∑ 1 em i e que esse valor é rastreável até a unidade 1 fundamental. A justificativa para essa afirmação 1 ∑ ( M N – VN i ) = i (n – 1) ⁄ 2 ∑ reside no fato de que todas as grandezas de entrada4 (n – 1) 1 ef i + (n – 1) ⁄ 2 ∑ em i (9). [ ( n – 1 )/2 ] + 1 têm incerteza definida, e, por meio da aplicação da Lei de Propagação de Incertezas, é possível expres(n – 1) ⁄ 2 Sabendo que sar a incerteza de ∑ em i . 1 n–1 1 a n ef C = ∑ efi n–1 ∑ VNi – = i=1 c MC barra (10). Somando as equações 7 e 9, a equação 15 obtém a seguinte expressão: i=1 a incerteza de ef 1C a n pode ser definida através dos requisitos propostos pelo Guia para a Determinação das Incertezas de Medição (1996) como: (n – 2) ⁄ 2 ∑ [(n—2)/2+1) ( M N – VN i ) + i ∑ u 1 a n ef c = δef C 2 - u C + ------------------ δM C Mbarra barra 0 = 1 a n 2 ∑ 1 (11), i (13). (n – 1) 1 [ ( n – 1 )/2 ] + 1 (n – 1) ⁄ 2 1 a n 2 δef C 2 -------------------- u VN δVN ( M R – VN i ) = 0 ( ef i + 2em i ) + ∑ ef i (13). (n – 1) e que: a • os valores de VNi são constantes, portanto n–1 derivada parcial de ef 1C em relação a ∑ VN é i=1 zero; • C é obtido através de medições repetidas na pré-calibração da distância entre o primeiro e M barra 3 O modelo matemático também é válido para barras com número par de furos, e o procedimento de cálculo é semelhante. A diferença reside no fato de não haver um furo central e, sim, uma distância central. REVISTA DE CIÊNCIA & TECNOLOGIA • V. 8, Nº 18 – pp. 45-53 4 Ver definição no Guia para a Expressão das Incertezas de Medição (1996). 49 00_C&T18.book Page 50 Wednesday, September 10, 2003 3:05 PM (n – 2) ⁄ 2 (n – 1) ⁄ 2 [(n—2)/2+1) ∑ ∑ ( M N – VN i ) + i ( M R – VN i ) = – ef C i 1 a n—1 = 2 (n – 1) 1 (n – 1) ∑ (n – 1) 1 i ( M R – VN i ) = – ef C i 1 a n—1 Da mesma forma, observe-se que é possível (n – 1) ∑ calcular o valor de em i . [ ( n – 1 ) ⁄ 2 ]+1 (n – 1) ⁄ 2 ∑ Com os valores de (n – 1) ∑ em i e em i , [ ( n – 1 ) ⁄ 2 ]+1 1 e utilizando as equações 16 e 17, é possível calcular (n – 1) ⁄ 2 os valores de ∑ (n – 1) ef i e (n – 1) ⁄ 2 ∑ (n – 1) ⁄ 2 ( Mi – Vi ) = ∑ ∑ 1 (n – 1) ⁄ 2 ef i + 1 (n – 1) ∑ ∑ [(n – 1) ⁄ 2 + 1] em i (16). 1 (n – 1) ( Mi – Vi ) = ∑ [(n – 1) ⁄ 2 + 1] (n – 1) ef i + ∑ em i (17). [(n – 1) ⁄ 2 + 1] Observe-se que as parcelas calculadas são rastreáveis até a unidade fundamental, o metro, pelas mesmas razões anteriormente explicadas. O erro de fabricação [ef] é o erro de posicionamento do centro de um furo i em relação ao centro de um furo i-1. Portanto, cada efi possui um referencial diferente. Assim, torna-se importante transladar todos esses erros para um mesmo referencial. Esse processo dá-se da seguinte forma: inicialmente, escreve-se o erro da distância entre dois furos como função da posição P. Do centro de cada furo a e b tem-se: d = Pb – Pa ∑ (15). em i epb = erro de posicionamento do furo b com relação a um referencial O; Pa e Pb podem ser reescritos como: Pa = Pideal + epa a (19) + epb Pb = Pideal b (20). Substituindo as equações 17 e 18 na equação 16, pode-se escrever: ef i . [ ( n – 1 ) ⁄ 2 ]+1 1 = 2 [ ( n – 1 ) ⁄ 2 ]+1 (n – 1) ⁄ 2 [(n — 1)/2 + 1 (14). em i 1 ∑ ( M N – VN i ) + ∑ (18), – Pideal + epb – epa d = Pideal b a (21) onde: Pideal – Pideal pode ser visto como o valor b a nominal [VN] da distância entre os furos a e b. Se VN = Pideal – Pideal e d = M – em, é possíb a vel escrever a equação (22) para cada distância medida: M – em – VN = epb – epa (22) ou epb = M – VN – em + epa . A equação 22 pode ser generalizada e reescrita como: • para a posição normal epiN = [MiN – VNi] + epi – 1 – emi (23) • para a posição reversa Pa Pb ideal Pa Pideal b epa 50 onde: = posição absoluta do furo a; = posição absoluta do furo b; e sabendo que: = posicionamento absoluto ideal do furo a; = posicionamento absoluto ideal do furo b; = erro de posicionamento do furo a com relação a um referencial O; epiR = [MiR – VNi] + epi – 1 – emi (24). Para a posição normal, pode-se escrever : (n – 1) ⁄ 2 ∑ i=1 (n – 1) ⁄ 2 i ep N = ∑ i=1 (n – 1) ⁄ 2 ( M N – VN i ) + i ∑ 1 (n – 1) ⁄ 2 ep i – 1 – ∑ em i (25), 1 Dezembro • 2001 00_C&T18.book Page 51 Wednesday, September 10, 2003 3:05 PM Fig. 3. Resultados obtidos com o modelo proposto e com interferometria a laser. substituindo-se na equação 25 os valores encontrados através das equações 14, 15, 16 e 17. O mesmo procedimento pode ser aplicado para: i = [(n-1)/2]+1 a n. Desde que o sistema de coordenadas de referência tenha sido posicionado no centro do furo 1, o erro de posicionamento absoluto ep1 deste furo é zero, isto é, ep1 = 0. Usando um programa5 computacional de linguagem simbólica, o sistema de equação pode ser resolvido. RESULTADOS E DISCUSSÕES Durante o procedimento de medição, a temperatura da sala onde está localizada a MM3C foi mantida constante em 20 ± 1oC. Cada distância entre furos consecutivos foi medida 5 (cinco) vezes em cada uma das posições (normal e reversa). Os dados obtidos são as entradas para o modelo matemático. A medição do erro de posicionamento utilizando o sistema interferométrico foi realizada para fins de validação do modelo proposto. Para essa medição, foi usado um interferômetro da marca HP em conjunto com ópticas para medições lineares. O gráfico da figura 3 apresenta uma comparação entre os resultados da calibração dos erros de posicionamento do eixo com movimentação em Y de uma MM3C, tipo ponte móvel, obtidos através do modelo proposto e os obtidos utilizando um sistema interferométrico laser. Pode-se observar na figura 3 que a maior diferença entre o valor medido e o calculado é de 0,6 µm na posição 50 mm. Isso demonstra que o modelo apresentou-se eficaz na determinação dos erros de posicionamento da MM3C. As figuras 4 e 5 apresentam as incertezas relacionadas à calibração da MM3C. Os valores foram obtidos utilizando os requisitos propostos pelo Guia para Expressão da Incerteza de Medição (1996). Fig. 4. Incerteza dos erros de posicionamento obtidos por meio do método proposto. 5 5 Exemplos: MatLab, Mathematica. REVISTA DE CIÊNCIA & TECNOLOGIA • V. 8, Nº 18 – pp. 45-53 51 00_C&T18.book Page 52 Wednesday, September 10, 2003 3:05 PM Fig. 5. Incerteza dos erros de posicionamento obtidos com interferometria a laser. Comparando os gráficos das figuras 4 e 5, pode-se observar que a incerteza dos erros obtidos através do método proposto é, em média, maior do que a dos erros obtidos com o uso do interferômetro laser. Isso ocorre pela introdução de novas variáveis, como sistema de sondagem, sistema de compensação e estratégia de medição, que são fontes de incerteza não consideradas quando do uso do interferômetro. CONCLUSÕES A vantagem do procedimento apresentado em relação ao sistema interferométrico laser é considerar as influências do sistema de sondagem, do sistema de compensação da máquina, dos programas computacionais e da estratégia de medição. Tais influências são fundamentais para os usuários de MMC, que têm, todos, as suas medições influenciadas por esses aspectos. Quanto à facilidade de aplicação, o método proposto utilizando a barra de furos é um método simples para a determinação dos erros individuais, se comparados aos utilizados na aplicação de artefatos como círculos padrão, barra de duas esferas. Outras vantagens do método proposto que podem ser citadas são: • a barra de furos possui menor preço e maior disponibilidade que outros artefatos, pois pode ser fabricada sem cuidados excessivos; • o método proposto pode ser aplicado, também, junto com artefatos como as barras de esferas múltiplas e os padrões passo a passo; • a calibração pelo método proposto necessita de um tempo relativamente pequeno para ser realizada, minimizando, assim, as influências de possíveis variações da temperatura ambiente; • o procedimento permite que as componentes do erro volumétrico sejam obtidas e rastreadas pré-calibrando somente a distância entre os furos extremos da barra, diminuindo, assim, o custo da pré-calibração do artefato. Devido a essas características, pode-se dizer que o método atende às expectativas e é capaz de satosfazer as necessidades tanto de usuários quanto de fabricantes. Agradecimentos À Fundação Coordenação de Aperfeiçoamento de Pessoal de Nível Superior (Capes), pela concessão do auxílio, e ao Laboratório de Metrologia do Departamento de Engenharia Mecânica da Escola de Engenharia de São Carlos-USP, onde foi desenvolvido o trabalho. REFERÊNCIAS BIBLIOGRÁFICAS BRYAN, J.B. A simple method for testing measuring machines and machine tools, part 2: principles and applications. Precision Engineering, 4: 61-69, 1982. GUIA PARA A EXPRESSÃO DA INCERTEZA DE MEDIÇÃO. Programa RH – Metrologia (apoio PADCT – TIB). Rio de Janeiro, 1996 52 Dezembro • 2001 00_C&T18.book Page 53 Wednesday, September 10, 2003 3:05 PM HARVIE, A. Factors affecting component measurement on coordinate measuring machines. Precision Engineering, 8: 13-18, 1986. KNAPP, W.; TSCHUDI, U. & BUCHER, A. Comparison of different artefacts for interim coordinate measuring machine checking: a report from the Swiss Standards Committee. Precision Engineering, 13: 277-291, 1991. KUNZMANN, H.; TRAPET, E. & WÄLDELE, F. A uniform concept for calibration acceptance test and periodic inspection of coordinate measuring machines using reference objects. Annals of the CIRP, 39 (1): 561-564, 1990. PEGGS, G.N. Traceability for Co-ordinate Measurement Technology. 27th International Matador Conference, 1990. PHILLIPS, S.D. et al. Properties of free-standing ball bar systems. Precision Engineering, 5: 16-24, 1993. SWYT, D.A. The International Standard of Lenght. In: BOSCH, J.A. Coordinate Measuring Machines and Systems. New York: Marcel Dekker Inc., 1995. ZIEGERT, J.C. & MIZE, C.D. The Laser Ball Bar: a new instrument for machine tool metrology. Precision Engineering, 16: 259-267, 1994. REVISTA DE CIÊNCIA & TECNOLOGIA • V. 8, Nº 18 – pp. 45-53 53 00_C&T18.book Page 54 Wednesday, September 10, 2003 3:05 PM 54 Dezembro • 2001
Download