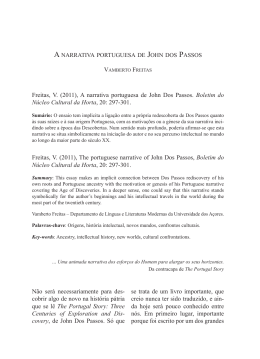
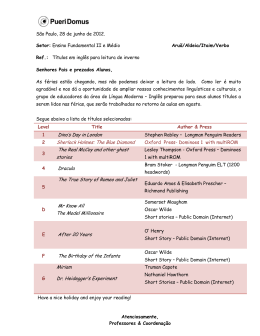
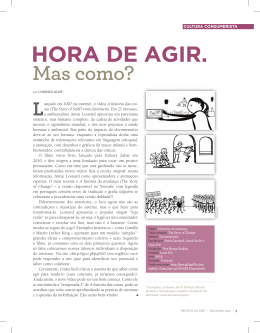
UNIVERSIDADE DE SÃO PAULO ESCOLA DE ENGENHARIA DE LORENA THIAGO HENRIQUE FRANCO SOUZA UTILIZAÇÃO DA METODOLOGIA QC STORY PARA SOLUÇÃO DE PROBLEMAS EM UMA INDUSTRIA ALIMENTÍCIA ORIENTADOR: PROF. DR. FÉLIX MONTEIRO PEREIRA LORENA 2013 THIAGO HENRIQUE FRANCO SOUZA Utilização da Metodologia QC Story para Solução de Problemas em uma Industria Alimentícia Monografia apresentada à Universidade de São Paulo na Escola de Engenharia de Lorena. Área: Qualidade e produtividade Orientador: Prof. Dr. Félix Monteiro Pereira LORENA 2013 2 Dedicatória Dedico este trabalho com todo amor e carinho aos meus amados pais, Mario e Silvia, pelo incentivo à minha formação moral e cultural, pelo esforço em me darem a oportunidade de chegar até aqui. A eles eu só tenho a dizer que eu os amo muito e que serei eternamente grato. 3 Agradecimentos Agradeço primeiramente a Deus que iluminou meu caminho e fortaleceu meus passos, e, principalmente pela dádiva de mais uma tarefa na minha vida concluída. A minha amada Katia Draber que sempre me incentivou, apoiou e me ajudou em todos os momentos. Ao meu orientador Félix Pereira Monteiro, pelo apoio, confiança e paciência na execução deste trabalho. Aos Prof. Dr. Gerônimo Virgínio Tagliaferro e Prof. Dr. Marco Antônio Carvalho Pereira, por seu auxílio e sua confiança. Aos caros colegas e amigos, o meu muito obrigada pela amizade, e confiança. A EEL-USP pelos anos maravilhosos e pelo ensino excepcional. E por todos aqueles que de alguma forma contribuíram para o meu crescimento. Muito Obrigada!!! 4 RESUMO SOUZA, T. H. Utilização da Metodologia QC Story para Solução de Problemas em uma Industria Alimentícia. Monografia (Trabalho de Graduação em Engenharia Industrial Química) – Escola de Engenharia de Lorena, Universidade de São Paulo, Lorena, 2013. Com o objetivo de solucionar o problema de perdas materiais por sobrepeso de uma indústria multinacional do ramo alimentício, que produz caldos extrusados, sopas e temperos, foi utilizado a metodologia QC Story (Quality Control Story) para identificação da causa-raiz e a solução do problema. De acordo com os passos sistemáticos da metodologia QC Story, iniciou-se um Projeto de Melhoria na Fábrica que será estudada, a fim de diminuir as perdas materiais que serão detalhadas neste trabalho. Nas estratificações das maiores perdas encontradas na fábrica, sendo elas perdas de matéria prima e embalagens, constatou-se que as perdas de matéria prima representam cerca de 99,47% do total de perdas, contra 0,53% de materiais de embalagem. Onde caldos extrusados representam 81,1% da perda. Ao analisar essas perdas de acordo com as etapas de produção, observou-se que as perdas referentes ao sobrepeso em caldos é muito maior do que em qualquer outra tarefa rotineira da produção. Sendo assim o foco deste trabalho é tratar o problema de sobrepeso nos tabletes de caldos extrusados a fim de reduzir as perdas materiais utilizando a ferramenta para análise e solução de problemas QC Story. Palavras-chave: Causa-raiz, Análise e Solução de Problemas, QC Story. 5 LISTA DE FIGURAS Figura 1 - Esquema do Fluxo da Metodologia QC Story utilizada na empresa em estudo.................................................................................25 Figura 2 – Análise do Fenômeno utilizando 5W 2H............................... 42 Figura 3 – Plano de Trabalho..................................................................43 Figura 4 – Ilustração do sistema de dosagem da massa........................45 Figura 5 – Identificação dos pontos de maior variação de peso.............46 Figura 6 - Desgaste na tremonha do sistema de dosagem....................47 Figura 7 – Desgaste nos cames de acionamento das palhetas – parte frontal......................................................................................................47 Figura 8 - Desgaste nos cames de acionamento das palhetas – parte de trás..........................................................................................................48 Figura 9 - Desgaste nos canais de acionamento das palhetas nos cilindros...................................................................................................48 Figura 10 – Desgaste nas Palhetas........................................................49 Figura 11 – Análise dos 5 Por quês........................................................50 6 LISTA DE TABELAS Tabela 1 – Ações de Propostas e Contramedidas..................................51 Tabela 2 – Análise de perda evitada.......................................................52 Tabela 3 – Custo evitado........................................................................52 7 LISTA DE GRÁFICOS Gráfico 1 – Estratificação das perdas por etapa de produção - período de 12 meses.................................................................................................39 Gráfico 2 – Estratificação das perdas de sobrepeso por envasadora de caldos, em um período de 12 meses......................................................40 Gráfico 3 – Variação de Sobrepeso - Linha A.........................................53 8 SUMÁRIO 1. INTRODUÇÃO 1.1 2. 10 Objetivo 11 REVISÃO BIBLIOGRÁFICA 12 2.1 Perdas 12 2.2 Conceito de Controle de Qualidade Total (TQC) 13 2.3 Métodos de Resolução de Problemas 17 2.4 QC Story – Quality Control Story 3. 5. 2.4.1 QC Story ou MASP 20 2.4.2 Histórico do QC Story 21 2.4.3 O QC Story e as Ferramentas de Qualidade 23 2.4.4 Etapas do Método de Solução de Problemas – QC Story 25 2.4.5 Times Prioritários 33 METODOLOGIA 3.1 4. 20 36 Aplicação de QC Story em uma pesquisa-ação RESULTADOS E DISCUSSÕES 36 38 4.1 – Identificação das Perdas 38 4.2 – Seleção do Tema e Justificativa 40 4.3 – Princípios de Funcionamento 41 4.4 – Identificação do Fenômeno 41 4.5 – Estabelecimento dos Objetivos 43 4.6 – Preparar Plano 43 4.7 – Análise das Causas Raízes 44 4.8 – Propostas de Contramedidas 51 4.9 – Implementação de Contramedidas 52 4.10 – Checar Resultados 53 4.11 – Padronização 54 4.12 – Planos Futuros 54 CONCLUSÃO 55 REFERÊNCIAS BIBLIOGRÁFICAS 9 56 1. INTRODUÇÃO A maximização da produção com menor custo, além da redução de perdas nos processos produtivos, são as principais necessidades das organizações na busca por melhores posições num mercado globalizado e competitivo. Os clientes e suas crescentes demandas obrigam as organizações a ajustarem, aperfeiçoarem e desenvolverem maior competitividade por meio de inovações em suas operações, além de maior rapidez e produtividade. Essa adaptação, muitas das vezes, baseia-se no uso de padrões e conceitos que, de modo geral, são geridos e mantidos de forma desarticulada, o que certamente causam resultados indesejáveis, principalmente em seus processos produtivos (ESTEVES & MOURA, 2010). Autores como Hinnes e Rich (1997), defendem que as empresas empenham mais esforços no estudo das oportunidades de melhoria nas atividades que geram valor para o cliente do que na eliminação, ou minimização, dos desperdícios e das atividades que não geram valor, e que muitas vezes são necessárias para a geração de produtos/serviços. Assim, há a necessidade de criar e implementar muitos princípios e métodos, adaptados aos sistemas atuais como ferramentas de controle, com o objetivo de eliminar os desperdícios e as atividades que não agregam valor ao produto. A aplicação desses princípios tem também como objetivo a eficácia e a eficiência das operações produtivas para melhorar a qualidade dos produtos/serviços, o tempo de entrega e principalmente a satisfação dos clientes. Partindo desse princípio, o estudo proposto à organização analisada, buscará apresentar um estudo de caso de uma perda crônica de uma das linhas, priorizando estabelecer uma avaliação consistente dos motivos das perdas de matéria prima no seu processo produtivo e da variabilidade de peso dos produtos. Seu processo de fabricação e o fluxo de inter-relações entre 10 áreas e utilização de insumos também serão apresentados para um maior entendimento de como as perdas acontecem e como poderão ser analisadas e apresentadas propostas de melhorias. 1.1 Objetivo Este trabalho tem como objetivo solucionar o problema de perdas materiais por sobrepeso de uma indústria multinacional do ramo alimentício, com produção de caldos extrusados, sopas e temperos, através de uma pesquisa-ação utilizando a metodologia QC Story (Quality Control Story). 11 2. REVISÃO BIBLIOGRÁFICA 2.1 Perdas As perdas são inerentes ao processo produtivo. Porém quanto maior o desperdício, menor será a eficiência desse processo. Se o objetivo de um sistema industrial de qualquer segmento é alcançar a excelência em seu desempenho produtivo e de qualidade frente à concorrência, todo esforço para uma análise eficaz e precisa dos seus processos, para a redução ou eliminação das perdas e desperdícios, será considerado de extrema relevância (ESTEVES, 2010). Para Brinson (1996, p.80), perdas e desperdícios são constituídos pelas atividades que não agregam valor e que resultam em gastos de tempo, dinheiro, recursos sem lucro, além de adicionarem custos desnecessários aos produtos. Atividades que não agregam valor são as que podem ser eliminadas sem que haja deterioração no desempenho da empresa (custo, função, qualidade e valor agregado). Inúmeros sistemas e métodos de apoio a administração da produção foram criados pela necessidade das empresas manterem-se competitivas e com custos cada vez mais reduzidos. Um dos principais impasses na indústria alimentícia estudada é a busca da redução das perdas, ocorridas durante o processo de produção, por inúmeros motivos, enfocando os programas de qualidade como primordiais para o decréscimo delas e dos custos envolvidos. Esses prejuízos representam agregação de valores extras aos produtos e por isso exigem que todas as etapas do processo sejam controladas com rigor, para se obter qualidade no produto final à baixo custo produtivo. 12 As perdas industriais podem possuir várias razões e naturezas, podem ser normais ao processo ou anormais, simples ou complexas. Decorrentes de mudanças de produto, máquina ou processo, e até mesmo de mão de obra. Podem estar ligadas a paradas programadas de máquinas para manutenção e ajuste de produção, ou paradas acidentais por falhas do processo ou da equipamento; perdas por falha no produto que levam a reprocessamento; transporte; armazenamento e etc (BRINSON, 1996). No caso deste trabalho, as perdas estudadas referem-se ao sobrepeso nas embalagens de caldos extrusados. O excesso de peso, além de constituir custo extra pelo próprio peso excedente, ou seja utilização de mais matéria prima do que o necessário, ainda é responsável por multas para a empresa. Da mesma forma que comercializar produtos alimentícios com conteúdo inferior ao indicado na embalagem ocasiona multa por danos ao consumidor por órgãos governamentais como o Inmetro, pois o Código de Defesa do Consumidor veda que o fornecedor coloque no mercado qualquer produto em desacordo com as normas do Conselho Nacional de Metrologia, Normalização e Qualidade Industrial; um excesso de peso numa dada embalagem pode ser caracterizada como concorrência desleal, e da mesma forma gerar multas para a empresa fabricante. 2.2 Conceito de Controle de Qualidade Total (TQC) Objetivo principal de uma empresa é a satisfação das necessidades das pessoas: consumidores (através da qualidade), empregados (através do crescimento do ser humano), acionistas (através da produtividade), e vizinhos (através da contribuição social). W. Edward Deming, considerado no Japão o pai do controle de qualidade, afirmou que a qualidade começa com a alta administração e é uma atividade estratégica. A filosofia básica de Deming é que a qualidade e a 13 produtividade aumentam a medida que a “variabilidade do processo” (imprevisibilidade do processo) diminui (MELO, 2004). Controle da Qualidade é um conjunto de ações ou medidas desenvolvidas com o objetivo de assegurar que os serviços ou produtos gerados atendam aos requisitos segundo os quais foram especificados. Segundo a ISO 8402, Controle da Qualidade é definido como sendo o conjunto de “técnicas e atividades operacionais usadas para atender os requisitos para a qualidade” (SENAI, 2000). Os objetivos do controle da qualidade são o de avaliar os padrões da qualidade em materiais recebidos, em material em processo e em produtos finais; julgar conformidade do processo e em produtos finais; julgar conformidade do processo a padrões estabelecidos e tomar ação apropriada quando são notados desvios; avaliar a qualidade ótima possível de ser obtida sob as condições dadas; melhorar a qualidade e produtividade por meio de controle de processos e da experimentação; desenvolver procedimentos para se estabelecer boas relações vendedor-comprador; desenvolver consciência da qualidade, tanto dentro como fora da organização (MADRAS, 1990). Os registros históricos nos mostram que até o final do século XVIII, antes do início da era industrial, os empreendimentos eram, na sua maioria, de natureza individual ou familiar e cada um definia e controlava a qualidade dos produtos ou serviços que gerava. No que se refere a “garantia da qualidade”, “cada um é responsável pela qualidade do que faz”. A diferença entre um profissional do final do século XVIII e o seu colega dos anos 90 está na forma segundo a qual aquele entendia e este entende a função “qualidade”. Para o profissional do século XVII a “qualidade” estava relacionada ao atendimento as especificações do produto, especificações estas quase sempre ditadas por ele mesmo. Ele definia o que deveria ser “qualidade”, produzia e, eventualmente, quase sempre sem uma programação específica definida, inspecionava o produto para verificar se estava conforme as suas especificações. Hoje, a “qualidade” é definida pelo cliente (SENAI, 2000). 14 A qualidade Total então não é uma forma inédita de se produzir qualidade em processos, produtos e serviços, mas é um modo novo de se fazer o que sempre se fez. Isso quer dizer o seguinte: para produzir Qualidade Total não é necessário revolucionar tudo o que se está fazendo; basta, apenas, conferir nova ênfase às atividades usuais de uma empresa, seja qual for seu porte, especificidades da mão-de-obra, ramo de atuação, características de mercado, disponibilidade de suporte tecnológico etc. A Qualidade Total não é um conjunto de ideias, conceitos e recursos teóricos, sem compromisso com a prática, mas sim um processo que visa o aperfeiçoamento contínuo da Organização, o que indica a necessidade de que sejam realizadas constantes avaliações do que está sendo feito, é uma questão de decisão, que se reflete em políticas de funcionamento da organização, e seus benefícios são consistentes, duradouros, permanentes. De fato, a alteração do conceito da qualidade dentro do ambiente produtivo é decorrente das mudanças ditadas pelo dia-dia do mercado consumidor. Portanto, Qualidade Total está completamente direcionada para o consumidor; pela abrangência do conceito, envolve a todos na organização, direcionando seus esforços para atendê-lo; pelo nível em que se deve colocar a questão, é uma das grandes metas da empresa, fixada em termos de políticas globais (PALADINI,1997). Segundo Campos (1999), a prática do “controle da qualidade” é o cerne do TQC e obrigação de todos. O controle da qualidade total é um novo modelo gerencial centrado no controle do processo, tendo como meta a satisfação das pessoas. Pode-se elucidar o conceito do TQC formando-o pelos seguintes tópicos: 1. Orientação pelo cliente: Produzir e fornecer serviços e produtos que sejam definitivamente requisitados pelo consumidor. 2. Qualidade em primeiro lugar: Conseguir a sobrevivência através do lucro continuo pelo domínio da qualidade. 3. Ações orientadas por prioridades: Identificar o problema mais crítico e solucioná-lo pelo mais alta prioridade. 15 4. Ação orientada por fatos e dados: Falar, raciocinar e decidir com dados e com base em fatos. 5. Controle de processos: Uma empresa não pode ser controlada por resultados, mas durante o processo. O resultado final é tardio para se tomar ações corretivas. 6. Controle da dispersão: Observar cuidadosamente a dispersão dos dados e isolar a causa fundamental da dispersão. 7. Próximo processo é seu cliente: O cliente é um rei ou uma rainha com quem não se deve discutir, mas satisfazer os desejos desde que razoáveis. Não deixe passar produto/serviço defeituoso. 8. Controle de monte: A satisfação do cliente se baseia exclusivamente em funções a montante. As contribuições à jusante são pequenas. [Identificar as necessidades verdadeiras dos clientes, assegurar a qualidade em cada estágio, prever falhas, preparar padrão técnico, etc.] 9. Ação de bloqueio: Não permita o mesmo engano ou erro. Não tropece na mesma pedra. Tome ação preventiva de bloqueio para que o mesmo problema não ocorra outra vez pela mesma causa 10. Respeito pelo empregado como ser humano: Respeitar os empregados como seres humanos independentes. [padronizar tarefa individual; educar e treinar, delegar tarefas, usar sua criatividade, fornecer programa de desenvolvimento pessoal, etc.] 11. Comprometimento da alta direção: Entender a definição da missão da empresa e a visão e estratégia da alta direção e executar as diretrizes e metas de todas as chefias. [Publicar definição da missão da empresa, visão e estratégia de alta direção, diretrizes de longo e médio prazo, metais anuais, etc.] Assim, de acordo com Campos (1992), “Um produto ou serviço de qualidade é aquele que atende perfeitamente, de forma confiável, de forma acessível, de forma segura e no tempo certo ás necessidades do cliente. Portanto, em outros termos pode-se dizer: projeto perfeito, sem defeitos, baixo 16 custo, segurança do cliente, entrega no prazo certo no local certo e na quantidade certa.” Porém, quando um produto ou processo não atende da maneira adequada todos estes termos, temos Problemas de Qualidade que precisam ser resolvidos. Assim, quando a qualidade é adequadamente definida, uma vez instituído padrões de qualidade, aqueles produtos que se desviarem do padrão serão considerados como problema. 2.3 Métodos de Resolução de Problemas Toda resolução de problema para ser eficaz, ou seja, para gerar resultados que eliminem os efeitos negativos gerados pelo problema (sem gerar outros efeitos indesejados), necessita de um método. O método confere estrutura ao raciocínio, ordenando etapas e garantindo, por exemplo, que uma análise imparcial preceda a solução. O método não é condição suficiente para garantir que o conteúdo da análise e da solução seja adequado, mas é certamente condição necessária (FERREIRA, 2008). Há diversos métodos de resolução de problemas, e o mais difundido e utilizado é o método PDCA (Plan-Do-Check-Act ou Ciclo de Deming), originário da teoria e prática de gerenciamento da qualidade total (Total Quality Management – TQM), cujo precursor deste método gerencial no Brasil é o professor Vicente Falconi. Nas palavras de Falconi, “O método pode ser entendido como o “caminho para o resultado” ou, então, como uma sequência de ações necessárias para atingir certo resultado desejado… A essência do trabalho numa organização é atingir resultados e, portanto, o domínio do método, por todas as pessoas é fundamental.” O Ciclo PDCA, é portanto uma metodologia que tem como função básica o auxílio no diagnóstico, análise e prognóstico de problemas organizacionais, sendo extremamente útil para a solução de problemas e manutenção da melhoria contínua das organizações. Poucos instrumentos se mostram tão efetivos para a busca do aperfeiçoamento quanto este método de melhoria 17 contínua, tendo em vista que ele conduz a ações sistemáticas que agilizam a obtenção de melhores resultados com a finalidade de garantir a sobrevivência e o crescimento das organizações (QUINQUIOLO, 2002). O método de solução de problemas é fundamental para que o controle da qualidade possa ser exercido através do PDCA, de modo a: Planejar a Qualidade: Estabelecimento de Padrões Manter a Qualidade: Manutenção dos Padrões de Qualidade (qualidade-padrão; custo-padrão; atendimento-padrão) Melhorar a Qualidade: Estabelecimento de Novos Padrões (produto/serviço melhor, mais barato, mais fácil, manutenção, mais seguro, menor tempo de produção) As empresas têm problemas que dificultam a obtenção de uma melhor qualidade e produtividade, e uma maior competitividade. Para a solução dos problemas é necessário a identificação da sua causa básica. A identificação da causa básica dos problemas deve ser feita através da análise dos processos, de acordo com uma sequência de procedimentos lógicos, baseada em fatos e dados. O ciclo PDCA ajuda a gerência a preparar e executar planos que reduzem a diferença entre as necessidades dos clientes e o desempenho de processos. Etapa Planejar (Plan) Etapa Fazer (Do) Etapa Verificar / Estudar (Check) Etapa Agir (Act) O ciclo PDCA opera reconhecendo que problemas (oportunidades de melhoria) em um processo, são determinados pela diferença entre necessidades do cliente (Interno e/ou Externo) e o desempenho do processo (Ferreira, 2008). 18 Uma diferença grande pode significar uma alta insatisfação do cliente, mas também uma grande oportunidade para a melhoria. Uma diferença pequena pode significar baixa insatisfação do cliente, e consequentemente menor oportunidade de melhoria. Howard S.Gitlow (1993) Primeira Etapa: Planejar Coleta de dados para definição de um plano de ações para a redução da diferença entre as necessidades do cliente e o desempenho do processo. Segunda Etapa: Fazer O plano estabelecido na primeira etapa é colocado em operação sendo conduzido no ambiente de trabalho ou em pequena escala, com clientes tanto internos quanto externos. Terceira Etapa: Verificar / Estudar Contínuo monitoramento do plano colocado em operação na segunda etapa, respondendo duas questões básicas: 1-Variáveis do processo manipuladas estão reduzindo a diferença entre as necessidades do cliente e o desempenho do processo? 2-Os efeitos resultantes do plano estão criando problemas ou melhorias? Quarta Etapa: Agir Implementação das modificações do plano descobertas na etapa Estudar, estreitando ainda mais a diferença entre as necessidades do cliente e o desempenho do processo. Consequentemente o ciclo PDCA permanece para sempre na melhoria contínua do processo expandido. A partir da pesquisa bibliográfica e de observações no campo, realizadas no exercício da profissão, é possível afirmar que basicamente, uma metodologia de solução de problemas deve passar por cinco etapas bem definidas: 19 1. Definir e delimitar o problema, 2. Identificar a causa-raiz deste problema, 3. Gerar soluções alternativas, 4. Escolher e implementar a solução, e 5. Testar a eficiência da solução escolhida. Para CAMPOS (1992), o método mais eficiente para se resolver os problemas de uma empresa é o método de soluções dos problemas ou Quality Control Story (QC Story). Segundo o autor, este método é a garantia para que o controle de qualidade funcione, pois serve para eliminar os desvios crônicos, ou seja, serve para fazer a manutenção de padrão de qualidade. A análise de processos consiste numa sequência de procedimentos baseada em fatos e dados, utilizando-se de recursos científicos e tecnológicos. 2.4 QC Story – Quality Control Story 2.4.1 QC Story ou MASP No Brasil, a introdução do QC Story na literatura foi feita por Vicente Falconi Campos que publicou em um apêndice de seu livro TQC no Estilo Japonês as tabelas formatadas contendo uma síntese da descrição do método de Kume (1993). As tabelas foram elaboradas por engenheiros da Cosipa, conforme descrito no livro. O método apresentado pelo autor é denominado Método de Solução de Problemas – MSP – mas ele se popularizou como Método de Análise e Solução de Problemas – MASP. O MASP contém oito etapas e, tal qual o método de Kume, também subdivide-se em passos. Não há dúvida que o MASP deriva do QC Story. Embora não ressalte as diferenças nos passos ou subpassos das abordagens, Vicente Falconi Campos afirma que o Método de Solução de Problemas apresentado por ele “[...] é o método japonês da JUSE (Union of Japanese Scientists and Engineers) chamado ‘QC Story’.” 20 2.4.2 Histórico do QC Story Tudo começa na revolução científica entre os séculos XVI e XVIII quando eclodiu na Europa a revolução científica que lançou as bases do método científico que conhecemos hoje. Pensadores como Copérnico, Kepler, Descartes, Bacon e, principalmente, Galileu descreveram métodos para a observação da natureza, medições precisas e indução de novas teorias com base em experimentos. Tais preceitos serviram de alimento para a inspiração de tendências filosóficas diversas como o racionalismo, o empirismo e o pragmatismo (ORIBE, 2011). Na década de 30, o americano Walter Shewhart criou o ciclo, inspirado na sequência de produção de três etapas de Taylor e nos filósofos pragmatistas americanos. Para eles o valor do conhecimento depende de sua contribuição como meio para a obtenção de um resultado concreto e prático para a vida. A inserção da ideia de um ciclo foi inspirada no trabalho de John Dewey e foi Shewhart que inseriu a ação como parte do processo. Esse modelo, denominado ciclo de Shewhart, é levado por Deming ao Japão em 1950 mas, embora bem recebido, foi alvo de objeções e, incorporando o verdadeiro propósito de see – ver, os japoneses adaptaram o ciclo de Shewhart e criaram o ciclo PDCA que, no Japão é também denominado de ciclo de Deming. Preocupados com o desenvolvimento do aprendizado entre os supervisores, engenheiros e operários, os japoneses criaram um roteiro para a documentação e apresentação do histórico do trabalho de melhoria, daí denominado QC Story. Por abordar fatos passados, o QC Story teve originalmente um caráter descritivo, destinado a orientar o relato simples e inteligível de como as melhorias eram feitas. Posteriormente verificou-se que o roteiro poderia ser utilizado também de forma prescritiva. Yoshio Kondo relata que “[...] as pessoas perceberam que era um procedimento efetivo para realmente resolver problemas, e ele tornou-se amplamente defendido para esse propósito”. Assim, o QC Story passou de um método de relato, focado nas pessoas, objetivando, portanto, a comunicação e o aprendizado, para um 21 método de solução, focado nas organizações, visando sobretudo melhorias e a obtenção de ganhos. O caráter de aprendizado não foi perdido. Para compensar essa transposição metodológica, foram incluídas atividades e regras de funcionamento que permitiram ao método manter suas características educativas. Na década de 80, Hitoshi Kume descreve com muito mais detalhe e precisão o método QC Story. O autor desdobra um processo de solução de problemas em passos menores, dando mais distinção a cada atividade. Esse cuidado permite compreender melhor o que deve ser feito em cada etapa, e as ferramentas que precisam ser utilizadas em cada situação. Assim, o QC Story, é um método prescritivo, racional, estruturado e sistemático para o desenvolvimento de um processo de melhoria num ambiente organizacional, visando solução de problemas e obtenção de resultados otimizados. O QC Story se aplica aos problemas classificados como estruturados, cujas causas comuns, as soluções sejam desconhecidas e que envolvam reparação ou melhoria, ou performance e que aconteçam de forma crônica. Pode-se perceber que, para serem caracterizados da forma acima, os problemas precisam necessariamente apresentar um comportamento histórico. Devido a esse fato, o QC Story se vale de uma abordagem reativa. O QC Story é, sem dúvida o melhor e mais estruturado método de resolução de problemas em ambiente técnico-organizacional. Sua fundamentação é extremamente sólida, pois por trás dessas etapas estão mais de 350 anos de história de desenvolvimento científico. Trata-se, portanto, de um método para tratamento e resolução de problemas, derivado da aplicação das ferramentas da qualidade. Problema significa meta não atingida ou resultado indesejável de um item de controle. O Quality Control Story (Estória do Controle de Qualidade) é uma metodologia estruturada para identificar e eliminar a causa raiz de problemas crônicos, através de um time multifuncional. Segundo CAMPOS (1992), a análise de processos consiste numa sequência de procedimentos baseada em fatos e dados, utilizando-se de recursos científicos e tecnológicos. 22 2.4.3 O QC Story e as Ferramentas de Qualidade Ao aplicar o Qc Story para resolver problemas o usuário precisa inevitavelmente utilizar algumas ferramentas da qualidade. Isso significa que apenas o emprego do método não é suficiente para resolver problemas de forma efetiva. É preciso que as ferramentas auxiliem o processo, fazendo algo que o método não é capaz. A primeira coisa a ser esclarecida é a diferença entre método e ferramenta. O método é o caminho lógico, estruturado na forma de uma sequência de etapas previamente definidas e que seria o melhor roteiro para se chegar ao resultado esperado. O método é como um mapa que indica o melhor trajeto e que sempre será utilizado, pois ele foi estudado e escolhido dentre algumas alternativas possíveis. Já as ferramentas são instrumentos de trabalho de diversos tipos e que são empregados diversas vezes durante o trajeto (Oribe, 2012). Existem uma infinidade de ferramentas. Nancy Tague enumera quase 100 delas em seu livro The Quality Tool Box (2005), sem contar as variantes, que são ferramentas derivadas das originais com pequenas alterações feitas para um propósito específico. Diagrama de Causa-e-efeito, Diagrama de Verificação, Histograma, Diagrama de Dispersão, Pareto, Carta Folhas de de Controle, Brainstorming, 5 Porquês, Gráfico de Tendência são apenas alguns exemplos. As funções, no entanto, convergem para cerca de dez: descobrir problemas; planejar e gerenciar projeto; coletar dados; organizar dados e informações; análise de processos; analisar causas; gerar ideias; avaliar e tomar decisão; implementar soluções e estabelecer controle. Utilizar as ferramentas na ordem descrita acima seria, a grosso modo, resolver um problema usando um método estruturado, tal qual o QC Story. Assim, as ferramentas são como materiais de construção, que são usados nas etapas definidas da obra (método) para construir uma casa e abrigar uma família (problema). A diversidade de ferramentas pode levar o usuário a se confundir e escolher a ferramenta errada e, até mesmo, sequer vir a saber da existência de 23 ferramenta que poderia ajudá-lo. É recomendável então, que o usuário se familiarize com elas e aprenda a usar um conjunto que possa ajudá-lo a resolver problemas na maioria dos casos. A lista abaixo sugere um conjunto apropriado para uma ampla gama de problemas. 1. Diagrama de Causa-e-efeito 2. Estratificação 3. Diagrama de Pareto 4. Folhas de Verificação 5. Histograma 6. Diagrama de Dispersão e Análise de Regressão 7. Carta de Controle 8. Brainstorming 9. 5 Porquês 10. Fluxograma 11. Gráfico de Tendência 12. Diagrama de Árvore 13. Matriz É – NÃO É 14. Gráfico de Gantt 15. Matriz Gravidade-Urgência-Tendência – GUT 16. Matriz Resultado-Execução-Investimento – REI 17. 5W1H e 5W2H 18. Votação múltipla Segundo Kaoru Ishikawa, um número menor do que o apresentado acima já seria suficiente para ajudar na solução de 95% dos problemas típicos das empresas. Então, a hora agora é de dominá-las para que a objetividade e precisão substituam as ideias vagas e boas intenções. 24 2.4.4 Etapas do Método de Solução de Problemas – QC Story Embora sejam decorrentes do mesmo conceito (PDCA), as etapas e passos do QC Story encontrados na literatura podem ter pequenas diferenças. Algumas etapas podem ser apresentadas juntas, outras separadas, de acordo com a visão do autor mas, em geral, a estruturação é a mesma. A estrutura de doze etapas apresentada abaixo (Figura 1) é a comumente utilizada na indústria onde este projeto foi desenvolvido, de acordo com a Consultoria JIPM (Japan Institute of Plant Maintenance) que direciona os trabalhos. As cores relacionam as etapa do método em estudo com o ciclo PDCA. PLAN (Verde) DO (Azul) CHECK (Vermelho) ACT (Amarelo) Figura 1 – Esquema do Fluxo da Metodologia QC Story utilizada na empresa em estudo. 25 Passo 1 – Identificação de Perdas Perdas são todos os recursos que temos disponíveis (materiais, produto, dinheiro, tempo, etc) mais que por algum motivo não o utilizamos total e/ou adequadamente. É a diferença entre a situação real e a situação ideal. A identificação das Perdas é feita através de Indicadores de fábrica / manufatura; Controladoria (perdas e ganhos); Árvores de perdas; Planilhas de monitoramento e etc. Normalmente nesta etapa utiliza-se Estratificações da perda, Quando é necessário quebrar uma representação em categorias ou classes mais significativas a fim de direcionar as ações corretivas ou pesquisar oportunidades de melhoria. Para fazer a Coleta de Dados é imprescindível Ir ao chão da fábrica, observar com os próprios olhos e estar alerta para entender o que está acontecendo. Coletar dados recentes através de monitoramento, conversa com operadores, equipe de manutenção, coordenadores e gerentes. Elaborar mapa de perguntas para direcionar entrevistas e registrar tudo o que observar e todas as informações que obtiver. Também há a possibilidade de filmar e tirar fotos. Passo 2 – Seleção do Tema e Justificativas Embasamento com as metas e tendências da companhia. Justificativa e relevância do tema. Preferencialmente, justificativa com números e dados que mostrem a importância do tema e a vantagem de atacá-lo. Passo 3 – Princípios de Funcionamento O objetivo é entender o princípio de funcionamento do local/equipamento/processo onde ocorre o problema. A elaboração pode ser 26 feita através de desenhos do fluxo do processo e/ou dos mecanismo da máquina; utilização de materiais alternativos para facilitar a compreensão de todo o time (maquete, manuais técnicos, fotos, vídeos, desenhos, etc.); utilização de LPP (Lição Ponto a Ponto) para transmitir o conhecimento. Na Avaliação das Condições Básicas, o objetivo é garantir restabelecimento das condições básicas de funcionamento antes de entrar na Análise da Causa Raiz. A avaliação pode ser feita A partir do princípio de Funcionamento, avaliando-se as condições básicas de funcionamento em função dos 6 M’s (Máquina, Método, Mão de obra, Material, Meio Ambiente e Medição): • Máquina: Verificar as condições da Limpeza, lubrificação e Manutenção. • Método: Verificar se há plano de Inspeção da Manutenção, Check list de Limpeza, inspeção e lubrificação da operação, Matriz de Habilidades, Instruções de Trabalho relacionada à operação, ART, guia de Locaute etc... • Mão de Obra: Qualificação da operação e Manutenção, aplicação dos métodos existentes, motivação/comprometimento da equipe. • Material: Verificar o impacto do Material no problema em questão: Especificação, dureza, gramatura, diâmetro, abertura de Notificação de qualidade, percentual de problemas em determinado período, etc... • Meio Ambiente: verificar se as variáveis climáticas tem impacto no problema: Temperatura (frio/Quente), umidade, poeira/pó etc... • Medição: Especificação, padrão (ex.: tara), aferição, calibração, unidade de medida, exatidão, gabarito. A partir da avaliação das condições básicas criar plano de ação para restabelecê-las, e criar evidências. Restaurada as condições Básicas, criar ações de bloqueio para que os problemas que provocaram alterações nas condições básicas não retornem. Alguns exemplos de ações de bloqueio são a retroalimentação de padrões através inserção de novos itens de controle, criação de poka yokes. 27 Passo 4 – Identificar o Fenômeno Fenômeno (“Gensho“) significa o fato sem pressuposições, tudo que é percebido pelos sentidos ou pela consciência (Aurélio, ). Identificar o fenômeno é observar os fatos com seus próprios sentidos. Algumas das Ferramentas utilizadas na Identificação de Fenômenos é conhecida como “5W 2H”, do inglês. A seguir: What O quê? O que aconteceu? Qual é o problema? Where Onde? Onde você está vendo os problemas? (local / máquina / linha / componente) Which Qual?? De que modo a tendência está se desenvolvendo? A tendência é aleatória ou há um padrão? Existe uma relação com outras variáveis? When Quando Quando você está vendo os problemas? Não é somente dia e hora, mas qualquer relação temporal com o fenômeno, p.ex. há alguma relação entre uma sequência de operações/produtos com o fenômeno? Quantas vezes ocorreu num determinado período de tempo? Who Quem? O problema é relacionado a habilidade? (depende ou não de habilidade da operação/manutenção) How Como Como o estado atual está mudado em relação ao estado normal? How much Quanto? Qual o custo (R$) envolvido? É importante ser mencionado que todas as respostas do 5W 2H devem ter embasamento nos dados coletados anteriormente. Não se deve supor nada, as respostas devem ser justificadas com dados. 28 Passo 5 – Estabelecimento do Objetivo Para definir adequadamente o objetivo a ser perseguido no primeiro ciclo, deve-se calcular o impacto deste fenômeno na eliminação da maior perda na situação atual; nas metas estabelecidas; na definição de quanto será o retorno. E estimar um prazo para o Ciclo de Melhoria, compatível com a complexidade do problema. Passo 6 – Preparar Plano Elaboração da estratégia de ação. Certificar-se de que as ações serão tomadas sobre as causas fundamentais e não sobre seus efeitos. Propor soluções diferentes, analise a eficácia e custo de cada uma e escolha a mais adequada. O Plano de Ação deve conter a definição das etapas detalhadamente, as atribuições de responsabilidades e os respectivos prazos, além do estabelecimento de acompanhamento das ações, definindo o que ainda está Planejado e as ações que já foram Finalizadas. Passo 7 – Análise de Causas Raízes Utiliza-se ferramenta conhecida como “5 Por quês”, que consiste em perguntar no mínimo 5 vezes, por que um determinado efeito ocorre (problema). Para cada resposta (motivo), devemos perguntar o respectivo “por que" e assim sucessivamente. O Resultado final é causa fundamental do problema. Teve origem na Toyota, e é até hoje usada como forma de aprovação de investimentos. Pergunta-se o porquê da anomalia e ao chegar ao quinto “por que” provavelmente terá encontrado a causa mais importante. 29 Para que haja uma análise eficiente dos 5 Por quês é necessário que se tenham previamente definidas as seguintes etapas: Caracterizar corretamente o problema utilizando, por exemplo, o 5W2H; Levantar e considerar todas as hipóteses - não descartar nenhuma ideia nessa fase; Verificação das hipóteses levantadas no local de ocorrência do problema (processo / equipamento) Roteiro para construção do Teste dos Por quês 1. Caracterizar bem o fenômeno, anotando a data e a equipe de análise. 2. Fazer a primeira rodada de perguntas, questionando por que o fenômeno ocorreu? 3. Levantar as hipóteses 4. Verificar a procedência de cada hipótese levantada. Se for verdadeira, assinale-as com uma bola preta e continue a análise. Se for falsa, assinale com bola branca e interrompa a análise. 5. Fazer a segunda rodada questionando o porquê de cada hipótese verdadeira. 6. Repetir a verificação do teor verdadeiro ou falso das hipóteses levantadas (item 4) 7. Este processo deverá continuar até a quinta rodada, pois estatisticamente se chega à causa-raiz no 5º por quê. 8. Para cada causa raiz, definir no mínimo uma ação correspondente. 30 Passo 8 – Proposta de Contramedidas É bem provável que haja mais que uma solução para eliminar uma mesma causa raiz. Assim sendo, deve-se procurar encontrar qual solução será a melhor em termos de custos, praticidade e velocidade de implementação, além da eficácia na implementação. Utilizar a experiência e criatividade do grupo para levantar as possíveis soluções é importante. Sempre que for necessário deve haver envolvimento de especialistas no assunto para ajudar a eliminar a causa raiz do problema identificado no estudo. Passo 9 – Implementar as contramedidas Depois de definidas as ações deve-se divulgar a todos os empregados os planos de ações, através de reuniões e treinamento. Feito isto, os planos devem ser executados seguindo rigorosamente o cronograma, verificando-se se as ações estão sendo efetuadas, e sempre tendo o cuidado de registrar os resultados bons ou ruins e as ações tomadas, não se esquecendo de anotar as datas dos acontecimentos. Antes de executar as ações, por sua vez, é necessário avaliar os impactos em Segurança, Meio Ambiente, Saúde (ergonomia), confirmando se há algum problema relacionado a ação a ser implementada. Se haverá alguma interferência em Qualidade, ou se irá dificultar a operação do equipamento e se os operadores e manutentores aceitam a melhoria. Registrar sempre o antes e o depois da implementação da ação. Fazer “follow-up” constantemente. Passo 10 – Checar os resultados O objetivo é checar a efetividade da solução e desse modo testar entendimento, monitorando o desempenho focado na solução implementada, 31 checando se a solução removeu a razão identificada para o problema e comparando Resultado x Meta definida. Deve-se utilizar os dados executados antes e após as ações de bloqueio para verificar a efetividade das ações e o grau de redução do resultado indesejável. Deve-se fazer ainda uma Listagem dos Efeitos Secundários, pois toda alteração no sistema pode provocar efeitos secundários positivos ou negativos. Passo 11 – Padronização São medidas tomadas para que não ocorra o surgimento do mesmo problema. A padronização consiste na elaboração e alteração de procedimentos de modo a evitar o seu surgimento. A comunicação com os clientes é o processo mais amplamente usado para descobrir as necessidades dos clientes. É adaptável a muitos tipos de relacionamentos (JURAN, 1990). A comunicação é muito importante para que não ocorram problemas de aplicação do padrão, a fim de que os dados sejam cumpridos rigorosamente. Não basta apenas a comunicação, é necessário que ocorram reuniões e palestras, elaborar manuais de treinamento, para garantir a transmissão dos novos padrões para todos os colaboradores envolvidos e certificar-se se todos estão aptos ou não para executar os procedimentos adotados. Para tal, deve-se adotar um sistema de verificação periódica de procedimentos através da delegação por etapas. Deve haver acompanhamento da utilização do padrão. Evitar que o problema resolvido reapareça devido à degeneração no cumprimento dos padrões, estabelecendo um sistema de verificação periódica. 32 Passo 12 – Planos Futuros O objetivo é avaliar efetividade das ações, através da coleta de novos dados, comparação com dados anteriores ao trabalho, verificação dos benefícios tangíveis e intangíveis (facilidade de operação, segurança, limpeza, melhoria do ambiente de trabalho, etc.). Avaliar ainda o custo das ações implementadas x benefícios tangíveis e intangíveis, acompanhar o Resultado x Meta definida, resultados intangíveis, os Savings (em R$) e os Savings Potenciais (com replicação horizontal). 2.4.5 Times Prioritários São Times responsáveis por administrar a redução das principais perdas da fábrica. É um time que deve estar ligado a algum assunto chave da fábrica e estar relacionado à análise de seus indicadores, apresentando números que comprovem a importância do tema. Os Times têm estrutura definida e acompanhamento rigoroso pela gerência, além de possuírem estrutura multifuncional com o envolvimento direto da operação, manutenção, analistas, assistentes e Coordenação. Possui plano de trabalho e metas estabelecidas, além de início/meio e fim com duração de 3 a 6 meses cada Ciclo – dependendo da complexidade das análises e implementações necessárias. O monitoramento e desenvolvimento dos Times Prioritários é feito através de Reunião semanal, com a apresentação dos trabalhos (projetos) para toda coordenação, gerência e diretoria; e acompanhamento do Técnico, que participa de algumas reuniões do time para redirecionar, ajudar, identificar necessidades de recursos. Além disso o Time é auditado pela Gerência cerca de 2 vezes ao ano. Papéis e Responsabilidades Técnico: Definição e esclarecimento do brief para o Capitão e o time; 33 Definição, juntamente com o Capitão, dos jogadores do time; Orientação e acompanhamento do Capitão visando apoiá-lo no desenvolvimento das competências e habilidades requeridas para exercer a liderança; Garantia de alinhamento da atuação do time com o negócio e as estratégias da fábrica; Acompanhamento do desenvolvimento do trabalho do time; Garantia dos meios e dos recursos necessários para o sucesso do time. Capitão: Alavancar a definição do plano de trabalho e dos targets do time junto com o técnico; Estabelecer as regras de funcionamento do time junto com os membros; Atuar como facilitador e condutor do processo de feedback e desenvolvimento do time; Atuar como canal de comunicação do time com o técnico, garantindo homogeneidade de informação dentro e fora do time; Garantir registro dos trabalhos do time; Marcar as reuniões e convocar os jogadores; Reportar as dificuldades ao técnico; Reportar o andamento do time em fóruns e reuniões Jogadores: Responsabilidade pelos trabalhos do time; Elaboração do plano de trabalho do time; Participação na definição das regras de funcionamento do time; Participação nas reuniões do time; 34 Execução das ações do plano de trabalho do time no prazo estabelecido; Documentação e informação dos trabalhos e resultados obtidos; Compartilhar a liderança; Praticar feedback. 35 3. METODOLOGIA 3.1 Aplicação de QC Story em uma pesquisa-ação Para verificar o fenômeno de perdas materiais na empresa em questão, foi realizada uma pesquisa-ação, onde a pesquisa é orientada para a ação, iniciada com o planejamento da pesquisa, seguida de coleta de dados, análise de dados, tomada de ações e finalizada com a avaliação das ações. A indústria na qual foi realizado o trabalho é uma filial brasileira do ramo alimentício de uma organização multinacional. A unidade estudada possui mais de mil funcionários e 3 blocos de produtos distintos, temperos, sopas e caldos extrusados com mais de 50 sabores diferentes. A produção mensal da unidade chega a cerca de 2,5 mil toneladas. A manufatura é composta por 29 linhas de envase de produtos, sendo 22 linhas de caldos extrusados, 5 linhas de envase de sopas e 2 linhas de envase de temperos. A produção é dividida em 3 etapas, sendo elas: - Fabricação da Massa (massa do caldo, sopa e temperos) - Processo de Envase - Armazenagem No processo de fabricação da massa ocorre a mistura dos macro (ingredientes de maior quantidade), médio e micro ingredientes e aromas, o que caracteriza um processo de mistura, porém com temperatura e umidade rigidamente controladas. No processo de envase os produtos são embalados em suas respectivas embalagens, cujas quantidades são características de cada produto. Caldos extrusados são envasados em tabletes e seguem para cartuchos, que por sua vez são armazenados em caixas. Temperos e sopas em sachês são armazenados em displays seguidos por caixas. Após o envase o produto segue para armazenagem em pallets para a posterior distribuição. 36 Cada uma das etapas do processo produtivo é acompanhada por um rígido controle de qualidade, bem como análises sensoriais diárias para liberação de produto. Limpeza dos equipamentos e análises microbiológicas também são monitoradas constantemente. A pesquisa-ação proposta no estudo irá seguir as etapas da estrutura QC Story, analisando de maneira ordenada, lógica e sistemática o problema de perdas materiais do processo explicitado, fazendo o uso de estratificações a fim de identificar a maior dentre as perdas materiais, para mapear e entender o fenômeno através de ferramentas como 5W 2H e ‘5 por quês’, e gerar plano de ações para solucionar ou minimizar o problema. Seguindo os passos da metodologia QC Story explicados no item 2.4.4, e que estão ordenados em sequência abaixo, iniciou-se um Projeto de Melhoria do time Prioritário de Perdas da Fábrica de Caldos. 1 - Identificação da Perda 2 - Seleção do Tema e Justificativa 3 - Princípios de Funcionamento 4 - Identificar Fenômeno 5 - Estabelecimento de Objetivos 6 - Preparo do Plano 7 - Analisar Causas Raízes 8 - Proposta de Contramedidas 9 - Implementar Contramedidas 10 - Checar Resultados 11 - Padronização 12 - Planos Futuros 37 4. RESULTADOS E DISCUSSÕES 4.1 – Identificação das Perdas Para dar início a avaliação dos dados, realizou-se a estratificação das maiores perdas encontradas na fábrica de caldos, num período de 12 meses. Assim, ao considerar perdas de matéria prima e embalagens, constatou-se que as perdas de matéria prima representam cerca de 99,47% do total de perdas, contra 0,53% das embalagens. Ao estratificar a perda de matéria prima pelas linhas de produto, obtém-se que Caldos representa 81,1% da perda, contra 17,2% de sopas e 1,7% de caldos prensados (outra linha de produto). Dentre as perdas de matéria prima, a maior parte advém de perdas com gordura líquida (mais de R$ 600 mil neste item único), seguida de perdas com glutamato (R$ 343 mil), sal (R$ 328 mil), amido (R$ 178 mil) e outros produtos (cerca de 353 itens que perfazem mais de R$ 520 mil em perdas). Ao analisar essas perdas de acordo com as etapas de produção, observa-se que as perdas referentes ao sobrepeso em caldos é muito maior do que em qualquer outra tarefa rotineira da produção, o sobrepeso acumulado chega a 1,8%. Abaixo gráfico de estratificação das maiores perdas em relação as etapas de produção (Gráfico 1). 38 Gráfico 1 – Estratificação das perdas por etapa de produção - período de 12 meses. Em seguida foi avaliado as perdas por sobrepeso por máquina, e das 22 máquinas envasadoras de caldos (Figura 3), é notável que as perdas encontradas na Linha A são as mais altas, e por isso mais preocupantes, pois possui sobrepeso acumulado de 2,10%. 39 Gráfico 2 – Estratificação das perdas de sobrepeso por envasadora de caldos, em um período de 12 meses. 4.2 – Seleção do Tema e Justificativa Após análise das estratificações, levando-se em conta o produto com a maior perda material, e o projeto que traria os maiores benefícios, o tema escolhido e as justificativas do Projeto de Melhoria QC Story estão a seguir. Tema: Redução de Perdas de Gordura Líquida em Caldos Justificativa 1: O estudo foi direcionado para as Perdas de Gordura Líquida, por representar 25% da perda de matéria prima da Fábrica analisada, num período de 12 meses, com custo acumulado de R$ 610.431,30. Justificativa 2: O estudo foi desenvolvido em cima de SOBREPESO, pois combatendo o SOBREPESO será possível reduzir perdas de Gordura, Glutamato, Sal, Amido e demais matérias-primas utilizadas na fabricação de Caldos. 40 4.3 – Princípios de Funcionamento Foram utilizadas lições ponto a ponto (LPP) e vídeos para descrição do princípio de funcionamento da envasadora (Linha A). Após a fabricação da massa, a mesma é depositada na tremonha do piso superior (Processo de Fabricação), descendo pela tubulação de massa, que leva a massa até a tremonha da envasadora, em contato com cilindro de extrusão, a massa é forçada a seguir para os bicos dosadores da linha. Os bicos dosadores dosam a massa nos cubos de papel, que são formados automaticamente pela envasadora, e estes passam rapidamente pelo sistema de dobra onde o papel é dobrado, finalizando o envase do tablete. Já no formato de cubo seguem pela esteira em direção a encartuchadora, onde são adicionados em cartuchos (embalagem) com 12 cubos cada. Os cartuchos seguem para a encaixotadora (armazenados em caixas) que em seguida, seguem para os pallets. 4.4 – Identificação do Fenômeno De acordo com o Passo 4 do QC Story, utilizou-se a análise 5W 2H (Figura 2), para analisar o fenômeno, de acordo com os dados que foram apresentados anteriormente e coletados ao longo do trabalho. 41 Figura 2 – Análise do Fenômeno utilizando 5W 2H. Analisando os resultados e os dados coletados, foi constatado sobrepeso médio de 3 gramas por cartucho, devido a variação média de 1 a 2 gramas de peso nos tabletes formados nos bicos dosadores, durante a operação normal da máquina e dependendo da habilidade do operador. Isso se deve a habilidade do operador em regular a máquina, e a experiência prévia na função. Essa variação pode ocorrer também em função da variação da massa no processo, ou seja, a massa pode ser de uma produção recente ou não, com maior tempo de maturação ou não, impactando em uma massa “mole” (massa nova) ou massa “dura” (antiga). A massa “dura” pode influenciar o processo a ter uma menor variação de peso. 42 4.5 – Estabelecimento dos Objetivos O objetivo do trabalho foi identificar as causas raízes do problema de sobrepeso na envasadora identificada nas estratificações (Linha A), que no momento tem sobrepeso acumulado de 2,10% gerando perdas materiais e financeiras para a empresa. 4.6 – Preparo do Plano Com a escolha do Tema e das Justificativas, um Plano de Trabalho foi traçado para auxiliar o time na realização do Projeto de Melhoria (Figura 3). Figura 3 – Plano de Trabalho. 43 4.7 – Análise das Causas Raízes Em discussões e brainstorms realizados pelo grupo de trabalho, hipóteses, a partir de análises do sistema de dosagem mapeado, surgiram sendo as possíveis causas raízes. Gerando ações de coletas de dados para ser analisado pelo grupo. Hipóteses: Desgaste na tremonha do sistema de dosagem Desgaste nos cames de acionamento das palhetas dos cilindros Desgaste nos canais de acionamento das palhetas nos cilindros Desgaste nas palhetas Desgaste no cabeçote do sistema de dosagem Para melhor entendimento das hipóteses foi ilustrado esquematicamente o sistema de dosagem (Figura 4). A massa ao entrar na tremonha da envasadora, entra em contato com os cilindros da tremonha, onde são extrusados. A massa é forçada a descer para o bico dosador devido a extrusão dos cilindros. 44 Cames Canais Figura 4 – Ilustração do sistema de dosagem da massa. Após as coletas de dados, a análise dos dados coletados mostraram maior variação de peso (sobrepeso) nos tabletes provenientes dos bicos dosadores 3, 4, 5 e 6 (Figura 5). 45 Figura 5 – Identificação dos pontos de maior variação de peso. A partir das hipóteses propostas e dos dados coletados, identificando os pontos de maior variação de peso no sistema de dosagem, foram feitas medições na envasadora Linha A. Foi identificado desgaste de 8 mm no centro da tremonha de dosagem e 6 mm nas extremidades (Figura 6). 46 Figura 6 - Desgaste na tremonha do sistema de dosagem. Além disso, foi constatado desgaste nos cames de acionamento das palhetas, cuja folga na parte frontal dos cames e de 1,5 mm (Figura 7) e na parte de trás de 2 mm (Figura 8). Figura 7 – Desgaste nos cames de acionamento das palhetas – parte frontal. 47 Figura 8 - Desgaste nos cames de acionamento das palhetas – parte de trás Outros pontos com desgastes com desgastes de 2 mm cada foram os canais de acionamento das palhetas nos cilindros (Figura 9) e palheta do cilindro (Figura 10). Figura 9 - Desgaste nos canais de acionamento das palhetas nos cilindros. 48 Figura 10 – Desgaste nas Palhetas. De acordo com a sequência da Metodologia proposta, foi realizada Análise dos ‘5 Por quês’ para encontrar as causas do problema levantado, a partir da definição do problema pelo 5W 2H do Passo 4 (Identificação do Fenômeno). Todas as hipóteses e ideias foram analisadas minuciosamente nesta etapa, definindo-se para cada causa raiz pelo menos uma ação correspondente. A análise dos Por quês com as causas encontradas pela equipe e as ações necessárias se encontram na Figura 11. 49 Figura 11 – Análise dos 5 Por quês Na análise dos 5 por quês (Figura 11) realizada pelo grupo de trabalho, observou-se causas que não procedem (em amarelo), tais como velocidade do cilindro, pois ao reduzir a velocidade do cilindro, pode-se obter um maior controle na variação de peso, porém a produtividade é drasticamente afetada. A massa “dura” pode beneficiar o controle, contudo, pode prejudicar também o rendimento da produção, por se tratar de uma máquina de alta vazão, não é viável segregar somente massa dura para a linha em questão. As causas procedentes tiveram ações imediatas (em verde), tais como, troca da válvula e pistão do sistema de dosagem e came de acionamento da válvula. 50 4.8 – Propostas de Contramedidas Nas propostas de contramedidas que foram elaboradas a partir das análises realizadas, surgiram ações a partir de cada causa raiz conforme Tabela 1. Tabela 1 – Ações de Propostas e Contramedidas Para a troca do sistema de dosagem da Linha A, composto por tremonha, cames de acionamento das palhetas dos cilindros, palhetas, e eixo de acionamento dos pistões foi preparada uma proposta de capital, pois com o desgaste faz-se necessário a troca do sistema para obter melhores resultados de redução de sobrepeso. 51 4.9 – Implementação de Contramedidas Nesta etapa foram efetuadas as ações planejadas anteriormente e o estudo da proposta de capital. Sendo avaliado o custo do investimento frente ao retorno financeiro com a redução do sobrepeso, ou seja com a perda evitada (Tabela 2). Tabela 2 – Análise de perda evitada Com a análise acima observa-se um potencial redução da perda, pois analisando o período de 7 meses, tem-se uma perda de 37.750,00 Kg, e em 12 meses esse valor pode chegar em 64.714,29 Kg. Reduzindo o sobrepeso (Give Away) em 0,90%, ou seja, de 2,10% para 1,20% pode-se ter um ganho de 27,734,69 Kg de massa de produto (Perda Evitada). Esta redução poderá ser alcançada com um investimento no sistema de dosagem da Linha A. Analisando os valores em reais (R$), com base no preço médio e nas devidas proporções das matérias-primas envolvidas (Tabela 3) chega-se a um custo evitado de R$92.658,84 ou superior (aproximadamente € 40.042,71), justificando portanto o investimentos de melhoria. Tabela 3 – Custo evitado 52 4.10 – Checar Resultados Com as ações imediatas tomadas no trabalho, tais como, troca de válvula, troca dos pistões e troca do came de acionamento de válvula, verificou-se uma redução significativa no sobrepeso da Linha A, porém tais ações diminuíram o sobrepeso médio para 1,94% (Gráfico 3), sendo ainda um valor alto. O fato da variação diminuir e crescer novamente se deve ao fator humano, da operação em geral, pois como discutido anteriormente, a variação de peso também depende da habilidade do operador e da demanda do mercado, pois com alta demanda, faz se necessário aumento do volume de produção (Kg/h) prejudicando assim o controle do sobrepeso. Com a troca da tremonha do sistema de dosagem, as reduções podem alcançar os 1,20% ou menos de sobrepeso, portanto, justifica-se o investimento no sistema de dosagem da envasadora (Linha A). Mês 1 Mês 2 Mês 3 Mês 4 Mês 5 Mês 6 Mês 7 Mês 8 Gráfico 3 – Variação de Sobrepeso - Linha A 53 Mês 9 Mês 10 Mês 11 Mês 12 4.11 – Padronização A partir das informações obtidas, foi elaborado um plano de padronização dos tempos de vida útil de todos os componentes do sistema de dosagem, estipulando vida útil de 3 a 5 anos. Além disso realização de estudos junto aos fornecedores para desenvolver peças com maior resistência e durabilidade. Dessa maneira se pode controlar as variações no processo bem como a vida útil dos equipamentos. 4.12 – Planos Futuros Replicar as melhorias realizadas na Linha A para as outras linhas, de modo a continuar reduzindo as perdas materiais, reclamações dos consumidores, infrações do INMETRO, variações na produtividade do envase – em função de muitas paradas para ajustes – e também desperdícios com material de embalagem provenientes das paradas, promovendo assim a melhoria contínua. 54 5. CONCLUSÃO É possível concluir que a utilização da metodologia apresentada teve um resultado eficiente na solução e identificação das causas raízes do problema, pois além de fazer com que o projeto caminhasse de maneira totalmente estruturada, sendo claramente possível definir em qual estágio o projeto se encontrava, também tornou possível o sentimento automático de qual seria a próxima etapa e as ações a serem tomadas. Pode-se afirmar que os objetivos foram atingidos na pesquisa-ação apresentada, validando a aplicação da metodologia proposta. Conclui-se que com as melhorias propostas se pode obter uma redução significativa de perdas de no mínimo 27,734,69 Kg por sobrepeso, que em reais pode ultrapassar os R$ 92.658,84 de perdas evitadas. 55 6. REFERÊNCIAS BIBLIOGRÁFICAS BRINSON, James A. Contabilidade por atividades: Uma Abordagem de Custeio Baseado em Atividades, São Paulo, Atlas, 1996. CAMPOS, V.F. Controle de Qualidade Total (no estilo japonês). Belo Horizonte, MG: Editora de Desenvolvimento Gerencial, 1999. p 9-15. DEMING, William Edwards. Qualidade: a revolução da administração. Rio de Janeiro: Marques-Saraiva, 1990. ESTEVES, E.F.; MOURA, L.S. Avaliação de Desperdícios e Perdas de Matéria-Prima no Processo Produtivo de uma Fábrica de Bebidas, VII SEGeT, Resende, RJ, 2010. FALCONI, V. C. TQC – Controle da Qualidade Total (No Estilo Japonês). Rio de Janeiro: Editora da Fundação Cristiano Ottoni, 1992. FEIGENBAUM, ARMAND V., Controle da Qualidade Total; tradução Regina Cláudia Loverri, revisão técnica José Carlos de castro Waeny – 1ª ed. – São Paulo: Makron Books, 1994. FERREIRA, E. Metodologia para Análise e Solução de Problemas: Método de solução de Problemas “QC Story”, notas de aula. Escola Politécnica, UFBA, 2008. FREITAS, Fábio V. M. Estudo sobre a aplicação da metodologia MASP em uma empresa transformadora de termoplásticos. 2009. 107 f. Trabalho de Conclusão de Curso (Graduação em Tecnólogo de Produção com ênfase em Plástico) - Faculdade de Tecnologia da Zona Leste, São Paulo, 2009. GITLOW, H. S. Planejando a qualidade, a produtividade e a competitividade. Rio de Janeiro: Qualitymark Ed., 1993. HINES, Peter; RICH, Nick, (1997) "The seven value stream mapping tools", International Journal of Operations & Production Management, Vol. 17 Iss: 1, pp.46 – 64. INSTITUTO NACIONAL DE METROLOGIA, NORMALIZAÇÃO E QUALIDADE INDUSTRIAL – INMETRO. Avaliação da conformidade. Brasília: Ministério do Desenvolvimento, 2002. KUME, Hitoshi. Métodos Estatísticos para Melhoria da Qualidade. Editora Gente, São Paulo, 4ª edição, 1993. 56 LINDERMAN, K.; SCHROEDER, R.G.; ZAHEER, S.; CHOO, A.S.. Integrating quality management practices with knowledge creation processes. Journal of Operations Management. v. 22, Iss. 6, p. 589, Columbia, 2004. MADRAS, T.T.T.I. Controle de Qualidade. Traduzido por: Flávio Deny Steffen. São Paulo-SP: McGraw-Hill, 1990. p 1-54. MELO, K. C. Utilização de Cartas de Controle de Média para Avaliação de Peso em Sorvete. 2004. 69 f. Trabalho de Conclusão de Curso (Graduação em Engenharia de Alimentos) – Departamento de Matemática e Física, Universidade Católica de Goiás, Goiás 2004. ORIBE, C. Y. Artigos diversos sobre o Método de Análise e Solução de Problemas - MASP. 2011. ORIBE, Claudemir Y. O MASP e as Ferramentas da Qualidade. Revista Banas Qualidade, São Paulo: Editora EPSE, n. 236, janeiro 2012. PALADINI, E.P. Qualidade Total na Prática. Implantação e Avaliação de Sistemas de Qualidade Total. 2 ed. São Paulo-SP: Atlas, 1997. p 16-62. PESSOA, Gerisval A. Notas de aula da disciplina PDCA e Seis sigma: metodologia e ferramentas da qualidade. São Luís: FAMA, 2010. QUINQUIOLO, J. M. Avaliação da Eficácia de um Sistema de Gerenciamento para Melhorias Implantado na Área de Carroceria de uma Linha de Produção Automotiva. Taubaté⁄SP: Universidade de Taubaté, 2002. ROSSATO, I. F. Uma metodologia para a análise e solução de problemas. 1996. 117f. Dissertação (Mestrado em Engenharia de Produção). UFSC, Florianópolis, 1996. SENAI (Serviço Nacional de Apoio à Indústria). Elementos de Apoio para o Sistema APPCC. 2 ed. Brasília-DF, 2000. (Série Qualidade e Segurança Alimentar). Projeto APPCC Indústria. Convênio CNI/SENAI/SEBRAE. p 297-352. SHEWHART, Walter A. Statistical Method from the Viewpoint of Quality Control. The Graduate School of the Department of Agriculture: Washington DC, 1939. SUGIURA, YAMADA. The QC storyline: A guide to solving problems and communicating the results. Tokyo: Asian Productivity Organization, 1995. TAGUE, Nancy R. The Quality Tool Box. 2. ed. Milwaukee: ASQ Quality Press, 2005. 57
Baixar