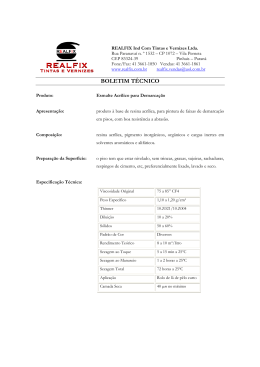
XXXIII ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO A Gestão dos Processos de Produção e as Parcerias Globais para o Desenvolvimento Sustentável dos Sistemas Produtivos Salvador, BA, Brasil, 08 a 11 de outubro de 2013. A GESTÃO DE PROCESSOS COMO ALTERNATIVAS PARA PROCESSOS DE SECAGEM DE TOMATE Aline Jorge (UTFPR ) [email protected] Evaldo Toniolo Kubaski (UTFPR ) [email protected] Denise Milleo Almeida (UTFPR ) [email protected] Sergio Mazurek Tebcherani (UTFPR ) [email protected] A Gestão de Processos é uma ferramenta de Gestão de Tecnologia utilizada no setor industrial, com o intuito de conhecer e monitorar os processos para o aproveitamento energético, redução de custo e aumento de produtividade para a indústria.. A secagem de alimentos tem como característica o elevado consumo energético e longo períodos de processo, geralmente usado para agregar valor a produtos alimentícios, como é o caso da desidratação de tomate, por se tratar de produto com elevado teor de umidade. O presente estudo teve como objetivo comparar três tipos de processo de secagem de tomate em relação ao tempo e o consumo energético. Os tomates foram submetidos à secagem em estufa convencional, com fluxo de ar aquecido e por liofilização e, os consumos energéticos obtidos foram de 62,4 kWh, 39,51bkWh e 156,414 kWh, tendo como consumo energético para produzir 1 kilograma de tomate seco 635,11kW, 343,56 kW e 2139,73, respectivamente. O método em fluxo de ar aquecido apresentou menor gasto de energia e custo por quilograma de tomate desidratado. Palavras-chaves: Secagem consumo energético XXXIII ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO A Gestão dos Processos de Produção e as Parcerias Globais para o Desenvolvimento Sustentável dos Sistemas Produtivos Salvador, BA, Brasil, 08 a 11 de outubro de 2013. A gestão de processos como alternativas para processos de secagem de tomate 1. Introdução A gestão de um processo é realizada a partir de um mapeamento de todas as ações que o compõe, sendo necessário o conhecimento de todas as atividades e características, com objetivo de medir e quantificar o processo. Chou et al. (2000) afirmou que qualquer que seja o foco de interesse da indústria, é possível variar as condições de operação que resultem em produtos de alta qualidade, como a redução do consumo energético. Entre os processos de operação com alto consumo energético está a secagem de produtos alimentícios, que pode ser definida como a aplicação de calor sob condição controlada, para remover a maior parte da água presente no alimento por evaporação. No entanto, existem métodos que não há aplicação de calor no produto, como a liofilização (OETTERER et al., 2006), mas requerem energia para o desenvolvimento do processo. Os processos de secagem de alimentos geralmente são demorados, não sendo indicado o uso de temperaturas acima de 75 ºC, pois podem causar perdas e alterações nutricionais, conduzindo a mudanças nas características de cor, sabor e textura dos produtos. Nesse sentido, os processos convencionais de secagem em alimentos requerem maior tempo de exposição do produto ao calor e, como consequência há um elevado consumo energético com aumento do custo final para o consumidor. Considerando estes aspectos tornam-se necessários estudos sobre a gestão de processo de secagem, para redução do tempo de processo e do consumo energético, gerando maior produtividade e lucratividade para a indústria. Esse trabalho tem como objetivo comparar três tipos de processo de secagem de tomate em relação ao tempo e o custo do consumo energético. 1.1. Características dos diferentes processos de secagem Entre os métodos de conservação de alimentos está a secagem, com intuito de reduzir a deterioração, perda do valor nutricional e comercial do produto (SOARES et al., 2001). De 2 XXXIII ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO A Gestão dos Processos de Produção e as Parcerias Globais para o Desenvolvimento Sustentável dos Sistemas Produtivos Salvador, BA, Brasil, 08 a 11 de outubro de 2013. acordo com Fellows (2006), o objetivo da secagem é prolongar a vida de prateleira dos alimentos por meio da redução da atividade de água, promovendo a inibição do crescimento microbiano. No entanto, a temperatura de processamento costuma ser insuficiente para provocar a inativação da atividade enzimática. A redução no peso e no volume do alimento desidratado diminui os custos de transporte e armazenamento. Para alguns alimentos a desidratação oferece um produto conveniente para o consumidor ou ingredientes facilmente manuseados para os processadores de alimentos (FELLOWS, 2006). Está ficando aparente que o consumo de energia na secagem industrial é relativamente alto. Vários setores da indústria consomem quantidades de energia variadas nos seus processos de manufatura (KOWALSKI; PAWLOWSKI, 2011). Segundo Dyer et al. (2008), uma grande quantidade de energia é requerida mundialmente pelo setor industrial, o que resulta em consumo de recursos naturais e além disso reflete no preço dos produtos e serviços oferecidos pela indústria tanto alimentícia quanto de qualquer outro setor. Muitas frutas e vegetais podem ser desidratados. Um dos aspectos mais importantes da secagem industrial é prever o comportamento da secagem e aumentar a eficiência do processo. A taxa de secagem, estabilidade no armazenamento, características de reidratação e mudanças de qualidade dependem do tipo de secador, parâmetros do processo e também do pré-tratamento (YUCEL et al., 2010). Os níveis de alteração da qualidade durante o processo de secagem de alimentos são fortemente dependentes da temperatura, do tempo e do conteúdo de umidade (VIEIRA et al., 2012), no entanto, seus parâmetros não têm significado físico, e consequentemente, não oferecem uma visão apurada dos processos importantes que ocorrem durante o fenômeno, embora descrevam as curvas de secagem para determinadas condições experimentais (MARTINAZZO, 2007). Alterações de qualidade do produto final podem ser entendidas como a degradação de nutrientes, modificações químicas e alterações sensoriais no aroma, cor e sabor do produto que será desidratado, mudanças, essas, que não podem ser representadas através de uma curva de secagem. Do ponto de vista energético, a secagem ótima toma lugar quando a energia fornecida ao secador combina com a energia para evaporação da água em qualquer instante. Uma das soluções técnicas para aprimorar a secagem é baseada em fornecimento de energia térmica 3 XXXIII ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO A Gestão dos Processos de Produção e as Parcerias Globais para o Desenvolvimento Sustentável dos Sistemas Produtivos Salvador, BA, Brasil, 08 a 11 de outubro de 2013. que varia periodicamente com o tempo, projeto do secador ou pela operação (KOWALSKI; PAWLOWSKI, 2011). Nas operações de desidratação existem dois estágios de perda de umidade, primeiro a fase em que a água é evaporada e depois a água evaporada vai ser extraída. Para Javanmard et al., (2010) através do procedimento de secagem altos níveis de energia são consumidos e isso é porque as operações de remoção da umidade do material são de elevado consumo de energia. 1.2. Secagem em estufa Tradicionalmente, frutas e vegetais são desidratados à luz do sol. Em sistemas de secagem rústicos, que não exigem instalações elétricas para o seu funcionamento. Contudo, Doymaz (2011) afirma que a luz do sol é dependente do clima, afetando a homogeneidade e qualidade do produto final. Além disso, os produtos são expostos aos microrganismos e outros contaminantes. Para superar esses problemas os secadores industriais devem ser usados. O tipo de secador mais simples é o secador de bandeja, ou estufa de secagem. O secador de bandeja é uma câmara onde o material a ser seco é colocado em bandejas ou tabuleiros. É uma unidade de operação descontínua, usada para operações em pequena escala (FOUST et al., 1982). A secagem com ar quente implica um tratamento térmico e a degradação térmica de polifenóis é esperada, mas a decomposição de polifenóis proveniente depende da matriz do alimento e das condições de processo. Além disso, este processo aumenta ou elimina a atividade antioxidante dos vegetais dependendo da natureza ou substrato (MRKIC et al., 2006). As desvantagens da desidratação convectiva nos produtos de agricultura usando fluxo de ar quente incluem: considerável consumo de energia térmica, período de operação relativamente longo, bem como uma qualidade ruim e encolhimento do produto desidratado (MONTEVALI et al., 2011). 1.3. Liofilização A liofilização permite que o alimento seja desidratado, sem que haja reações típicas de deterioração ou perda de qualidade por ação de enzimas que alteram a cor, aroma ou o próprio valor nutritivo (SANTOS, 1998). 4 XXXIII ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO A Gestão dos Processos de Produção e as Parcerias Globais para o Desenvolvimento Sustentável dos Sistemas Produtivos Salvador, BA, Brasil, 08 a 11 de outubro de 2013. Para Fellows (2006), a liofilização é a operação comercialmente mais importante e é usada para secar alimentos caros que têm aromas e texturas delicados, pelos quais os consumidores estariam dispostos a pagar por uma qualidade superior. O processo de secagem por congelamento, ou por liofilização tem seu custo elevado, devido ao fato de elevado consumo energético que é relatado por Liu et al. (2012), onde afirmou-se que a energia constitui o fator de maior custo, o que é composta pela energia necessária para a sublimação e também de dessorção (fenômeno pela qual a umidade é liberada através da superfície), bem como a energia para suportar o vácuo e a refrigeração. De acordo com o relatado por Viera et al. (2012) seu custo é expressivamente maior quando comparado aos produtos secos por outras técnicas, necessitando-se, assim, de pesquisas que minimizem os custos operacionais, ofertando, dessa maneira, produtos a um preço competitivo. De acordo com o Kowalski e Pawlowski (2011), na maioria dos casos, a abordagem mais eficiente para a intensificação da secagem é fazer a combinação de várias técnicas como, por exemplo, secagem convectiva combinada com microondas e secagem infravermelha e outros. O maior problema da liofilização é o custo elevado, quando comparado com outros métodos, pois o equipamento utilizado necessita manter baixas a temperatura e a pressão (SANTOS, 1998). No entanto, Ratti (2001) afirma que a secagem por congelamento a vácuo é o melhor método para remoção da água em alimentos com qualidade elevada em comparação com outros métodos para desidratação de alimentos, considerando que, conforme as afirmações de Fellows (2006) e Montevalli et al. (2011) de que elevadas temperaturas alteram a qualidade nutricional e sensorial dos produtos. Vieira et. al (2012), afirma que a qualidade final do produto, considerando-se os aspectos nutritivos e sensoriais, também deve ser investigada para garantir alimentos seguros e nutritivos aos consumidores. 1.4. Sistema de secagem por fluxo de ar aquecido Neste processo o sistema é fechado e a ventilação de ar forçado suga o ar através do purificador de ar, que consiste num sistema de filtro (acoplado no item de ventilação). O ar segue por uma tubulação de conexão, através da ventilação de ar forçado, para uma câmara de aquecimento (NOGUEIRA et al., 2010). 5 XXXIII ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO A Gestão dos Processos de Produção e as Parcerias Globais para o Desenvolvimento Sustentável dos Sistemas Produtivos Salvador, BA, Brasil, 08 a 11 de outubro de 2013. A câmara é capaz de aquecer o ar até a temperatura desejada e pode ser controlada por um sistema de termopar inserido dentro da câmara. Outro termopar é inserido próximo à peneira onde estão dispostas as amostras. O aquecimento o ar promove a esterilização do mesmo que, quando passa através do produto, não causa a contaminação do mesmo (NOGUEIRA et al., 2010). A secagem é um processo que normalmente envolve o uso de temperaturas elevadas, que podem provocar a degradação e a oxidação de alguns nutrientes (TONON, 2006). Esse processo pode causar degradação tanto na qualidade sensorial quanto no valor nutricional do alimento. De acordo com Nogueira et al. (2010) , a melhor operação unitária para desidratação consiste em realizar a secagem utilizando ar quente. O tempo de secagem varia conforme a quantidade de vapor de água presente no ar, temperatura do ar, a quantidade de água no alimento, composição, tamanho dos cortes, quantidade de alimento colocada no secador. 2. Material e métodos 2.1. Material Foram utilizados neste trabalho tomates da variedade Santa Clara, adquiridos na feira do produtor no município de Ponta Grossa – Paraná. 2.2 Métodos 2.2.1. Processamento da matéria prima Os frutos foram adquiridos no estado de maturação comercial (3/4 da superfície vermelha), lavados e submersos em 1 L de água gelada, com 150 ppm hipoclorito de sódio por 20 minutos a 4ºC±1ºC. Os frutos foram cortados em quatro partes e as sementes retiradas. 2.2.2. Processamentos de secagem Foram realizados três processamentos de secagem para produção de tomate em pó, ou seja, em estufa convencional, pelo método por fluxo de ar aquecido e por liofilização, em escala de bancada. 6 XXXIII ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO A Gestão dos Processos de Produção e as Parcerias Globais para o Desenvolvimento Sustentável dos Sistemas Produtivos Salvador, BA, Brasil, 08 a 11 de outubro de 2013. 2.2.2. Secagem em estufa convencional Os tomates cortados foram dispostos sob grades, com a pele voltada para o lado de baixo e colocadas em estufa convencional com circulação mecânica de ar (Fanem, 320-SE) a temperatura de 70 ºC ± 2ºC por 24 horas. 2.2.3. Secagem por fluxo de ar aquecido O equipamento teve como finalidade, inicialmente, realizar a secagem do bagaço e resíduos provenientes da indústria da maçã (NOGUEIRA et. al., 2010), porém o estudo realizado neste artigo tem como objetivo testar e avaliar as vantagens da utilização desse processo para a secagem de tomate. A secagem por fluxo de ar aquecido foi realizada segundo processo desenvolvido por NOGUEIRA et al. (2010). Os tomates foram colocados sob a peneira dentro da câmara do equipamento, onde permaneceu sob o fluxo de ar aquecido por 18 horas (Figura 1). O sistema de secagem proposto é baseado na invenção e compreende de um equipamento para secagem através do arraste de vapor esterilizado em temperatura controlada proporcionando uma redução significativa no tempo e no custo de secagem quando comparado com o método convencional em estufa (NOGUEIRA et al., 2010). A circulação forçada de ar aquecido através do produto promove o arraste da umidade presente no produto de maneira mais rápida e eficiente, resultando em redução do tempo nos processos de secagem de frutas e hortaliças. O sistema é hermeticamente fechado, e o ar aquecido é distribuído através da peneira, atravessando o produto a ser desidratado, de maneira homogênea. O esquema do secador com fluxo de ar aquecido pode ser visualizado conforme a Figura 1, onde é indicada a entrada do ar, que é aquecido em um forno aquecedor. O sistema possui 2 controladores de temperatura, o controlador 1 (número 4 na figura) que controla o aquecimento e mantém a temperatura pelo tempo programado necessário, o aquecimento cessa quanto o tempo programado no controlador termina. O controlador 2 (número 5 na figura), é um termostato inserido próximo a peneira onde são dispostas as amostras para fazer o controle de temperatura na amostra, já que esta temperatura não deve exceder 70 ºC. Figura 1: Sistema de secagem por fluxo de ar aquecido. 7 XXXIII ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO A Gestão dos Processos de Produção e as Parcerias Globais para o Desenvolvimento Sustentável dos Sistemas Produtivos Salvador, BA, Brasil, 08 a 11 de outubro de 2013. 2.2.4. Secagem por liofilização Os quartos de tomate foram colocados em copos de polietileno, cobertos com papel alumínio e mantidos em ulltrafreezer (Liotop, UFR30), por período de 24 horas em temperatura de -50 ºC±1ºC. As amostras congeladas foram colocadas no Liofilizador (Liotop, L101) permanecendo por períodos de 72 horas. 2.2.5. Cálculo energético dos processos de secagem O consumo energético dos métodos de secagem foi determinado por meio de cálculos matemáticos, utilizando balanço energético e desconsiderando a energia dissipada (Equação 1). Consumo energético (CE)=Σ Potência do equipamento X horas de funcionamento (Eq.1) Os resultados foram calculados segundo o consumo energético total de cada processo, sendo considerada a potência total do equipamento, a relação com o tempo de funcionamento, capacidade de cada equipamento e o custo da energia elétrica no estado do Paraná (Companhia Paranaense de Energia Elétrica (COPEL), sendo o valor tabelado para o ano de 2012. Para o cálculo do consumo energético da secagem por liofilização foi considerado todas as etapas e equipamentos utilizados como o ultrafreezer, liofilizador e bomba de vácuo e, o valor foi determinado pela soma desses processos unitários. 8 XXXIII ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO A Gestão dos Processos de Produção e as Parcerias Globais para o Desenvolvimento Sustentável dos Sistemas Produtivos Salvador, BA, Brasil, 08 a 11 de outubro de 2013. Para o tempo em horas foi estimado em relação ao tempo necessário para a secagem dos frutos, até a obtenção de uma umidade de 25 %. A capacidade máxima do equipamento foi calculada em gramas segundo a capacidade do equipamento utilizado para efetuar a secagem. O rendimento foi calculado pela capacidade máxima de fruto úmido colocada no equipamento e a quantidade de massa seca produzida ao final do processo. 3. Resultados e discussão 3.1. Secagem em estufa convencional Para desidratar 1,5 Kg de tomate, o consumo energético da secagem em estufa convencional foi de 62,4 kW, para cada 24 horas de processo, resultando em consumo total para a obtenção de 1 kg de tomate desidratado o consumo energético de 635,11 kW. No entanto, este consumo pode ser reduzido se forem utilizados equipamentos com capacidade maiores, ou seja, maior quantidade de produto numa mesma batelada. O consumo energético total para obtenção de tomate desidratado através desse método é 1,85 vezes maior do que o método que utiliza a circulação de ar aquecido. 3.2. Secagem por liofilização Para o cálculo do consumo energético da secagem por liofilização foi considerado todas as etapas do processo e equipamentos utilizados como o ultrafreezer, liofilizador e bomba de vácuo. Na etapa de congelamento, o produto permaneceu em ultrafreezer, por 24 horas, houve um gasto de energia de 19,2 kWh, e no período de 72 horas houve um consumo de energia pelo liofilizador e 71 horas pela bomba de vácuo de 95,04 kWh e 42,174 kWh, respectivamente, totalizando um gasto deste processo de 156,414 kWh. O rendimento médio para tomate desidratado através do processo de liofilização é de 7,31% a partir do tomate úmido, calculando-se o consumo energético total para a obtenção de 1 Kg de tomate desidratado através desse método foi de 2139,73 kW, que é 6,23 vezes maior do que o processo em circulação forçada de ar aquecido. Considerando a produtividade mensal, o processo por liofilização é o que apresentará menor volume de produção quando comparado com os outros métodos, visto que para uma batelada leva quatro dias e resulta em apenas 109,5 gramas a partir de 1500 gramas de tomate úmido. 9 XXXIII ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO A Gestão dos Processos de Produção e as Parcerias Globais para o Desenvolvimento Sustentável dos Sistemas Produtivos Salvador, BA, Brasil, 08 a 11 de outubro de 2013. Em um estudo paralelo avaliando a combinação de secagem em estufa convencional por 6 horas seguido de liofilização, conseguiu-se o tempo de 24 horas para o processo de liofilização, reduzindo o tempo de 96 para um total de 54 horas, quando somado 6 horas na estufa com 24 horas para congelamento e 24 horas no liofilizador. 3.3. Sistema de secagem por circulação forçada de ar aquecido Para o cálculo do sistema de secagem por circulação forçada de ar aquecido, deve ser considerada a potência do ventilador e a potência do forno que promove o aquecimento do sistema. CEventilador= 0,215kW . 18 horas CEventilador= 3,87 kWh CEaquecimento = 1,98kW . 18 horas CEaquecimento = 35,64 kWh Avaliando o consumo energético do sistema de secagem por circulação forçada de ar aquecido, o consumo energético total por batelada foi de 39,51 kWh, onde pode ser observado que é 36 % menor do que a secagem em estufa convencional, que tem consumo energético igual a 62,4 kWh. O consumo energético do sistema de secagem por circulação forçada de ar aquecido resulta em um valor equivalente a 343,56 kW de energia para produzir 1 kg de tomate desidratado através desse processo. Quando comparado com a secagem em estufa convencional, o custo é bem mais elevado, já que o consumo para o processo em estufa é de 635,11 kW. De acordo com as características do equipamento, montado experimentalmente, é possível colocar um maior número de peneiras dispostas uma sobre a outra, possibilitando assim, dobrar ou triplicar a capacidade de tomate úmido colocado no equipamento. Mas neste caso, deve ser avaliado novamente o tempo de processo, já que o ar que irá passar pela última peneira possivelmente terá umidade relativa mais elevada, removendo menor quantidade de umidade do produto em um mesmo tempo. Outra possibilidade seria de que o diâmetro da peneira fosse maior, e da mesma maneira, comportar quantidade maior de produto de modo que mantenha o tempo de processo em 20 horas e que o consumo energético também seja mantido. 10 XXXIII ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO A Gestão dos Processos de Produção e as Parcerias Globais para o Desenvolvimento Sustentável dos Sistemas Produtivos Salvador, BA, Brasil, 08 a 11 de outubro de 2013. 3.4. Consumo energético entre os processos de secagem O consumo energético entre os processos de secagem utilizados neste trabalho estão apresentados na tabela 1. Tabela 1 – Caracterização do consumo energético dos métodos de secagem Estudo energético Consumo energético total (KWh) Tempo do processo (h) Capacidade máxima (g) Rendimento (%) Consumo energético do processo por Kg de tomate seco (Kw/Kg) Processos de Secagem Estufa convencional Fluxo de ar aquecido 62,4 39,51 Liofilização 156, 414 24 1500 6,55 18 1500 7,6 96 1000 7,31 635,11 kW 343,56 kW 2139,73 O sistema de secagem por liofilização foi o sistema que apresentou o maior consumo energético, e consequentemente o maior custo de processo. Apresentando consumo energético total equivalente a 156,414 kWh para o processo, incluindo a energia consumida para o congelamento do produto no ultrafreezer e também a energia consumida pela bomba e do próprio liofilizador. Resultado que confirma o suposto por Liu et al. (2012). 4. Conclusão O consumo energético dos processos de secagem pode ser reduzido por meio de modificações das condições de processamento, como por exemplo, o aumento da velocidade do ar ou o controle da umidade relativa do mesmo. Os processos de secagem são frequentemente realizados por pequenos produtores, com o intuito de aproveitar matérias primas de origem agropecuária, sendo assim, processos feitos em bateladas e em quantidades que não são muito grandes, indicando a viabilidade da utilização desses sistemas para secagem destes produtos, apesar de todos eles terem apresentado custo energético elevado, os sistemas de secagem em estufa e com fluxo de ar aquecido podem ter suas capacidades ampliadas sem que consumam maior quantidade de energia e mantendo o tempo de processo. 11 XXXIII ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO A Gestão dos Processos de Produção e as Parcerias Globais para o Desenvolvimento Sustentável dos Sistemas Produtivos Salvador, BA, Brasil, 08 a 11 de outubro de 2013. O processo de secagem por liofilização apresentou valor muito mais elevado para consumo energético, bem como tempo muito elevado. A comparação desse sistema de secagem com os outros dois métodos que aplicam calor fica dificultada, visto que as características físicas, químicas e sensoriais do produto são muito diferentes. O método resulta em um produto diferenciado que é destinado a consumidores específicos. Consumidores esses, que podem ser outras indústrias alimentícias, indústria farmacêutica para extração de compostos e similares. A respeito da gestão de processo, verificou-se que há uma grande gama de situações dentro da indústria que permitem o uso dessa ferramenta como melhoria de produtividade e aumento da lucratividade. Contudo, não existem muitos estudos científicos que apontem essas possibilidades. Atualmente tem se investido muito na produção de energias renováveis, e estudos a esse respeito, mas não são muito estudas as alternativas de redução do consumo energético como uma solução rápida e com baixos investimentos, até que grandes inovações e descobertas sejam inseridas o setor industrial. REFERÊNCIAS ANEEL, Agência Nacional de Energia Elétrica. Tarifas residenciais vigentes de 24/06/2012 até 26/06/2013. Disponível em <http://www.aneel.gov.br/493.htm>. Acesso em 10 de novembro de 2012. Chou, S.K. ; Chua, K.J. ; Mujumdar, A.S. ; Hawlader, M.N.A. ; Ho, J.C. Food and Bioproducts. Processing, 2000, Vol.78(4), p.193-203. DOYMAZ, I. Drying of Pomegranate Arils and Selection of a Suitable Drying Model. Food Biophysics, 2011. Vol. 6 (4). DAYER, C.H.; HAMMOND, G.P; JONES, C.; MCKENNA, R.C. Enabling technologies for industry demand managements. Energy Policy, 2008. Vol. 36, p. 4434-4443. FELLOWS, P. Tecnologia do processamento de alimentos: princípios e prática. 2. ed. Porto Alegre, RS: Artmed, 2006. FOUST, A.S.; WENZEL, L.A.; CLUMP, C.W.; MAUS, L.; ANDERSEN, L.B. Princípios das Operações Unitárias. 2. Ed. Rio de Janeiro, RJ: LTC, 1982. JAVANMARD, M.; ENDAN, J.; ABBAS, K.A.; ARVIN, F. Development of A SemiIndustral Multi Fruit Dryer System Using Simultaneous Intelligent Control. American journal of Applied Sciences, 2010. Vol.7 (2), p. 160-166. KOWALSKI, S.J.; PAWLOWSKI, A. Energy consumotion and quality aspect by intermittent drying. Chemical Engineering and Processing, 2011. Vol. 50, p.384–390. 12 XXXIII ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO A Gestão dos Processos de Produção e as Parcerias Globais para o Desenvolvimento Sustentável dos Sistemas Produtivos Salvador, BA, Brasil, 08 a 11 de outubro de 2013. LIU, P.; ZHANG, M.; MUJUMDAR, A.S. Comparison of three microwave-assisted drying methods on the physiochemical, nutritional and sensory qualities of re-structured purple-fleshed sweet potato granules. International Journal of Food Science and Technology, 2012. Vol. 47, p. 141–147. MARTINAZZO, A.P.; CORRÊA, P.C.; RESENDE, O.; MELO, E.C. Análise e descrição matemática da cinética de secagem de folhas de capim limão. Revista Brasileira de Engenharia Agrícola e Ambiental, 2007. Vol. 11 (3), p.301-306. MONTEVALI, A.; MINAEI, S.; KHOSHTAGAZA, M.H. Evaluation of energy consumption in different drying methods. Energy Conversion and Management, 2011. Vol. 52, p. 1192–1199. MRKIC, V.; COCCI, E.; ROSA, M.D.; SACCHETTI, G. Effect of drying conditions on bioactive compounds and antioxidant adtivity of broccoli (Brassica oleracea L.). Journal of the Science of Food and Agriculture, 2006.Vol. 86 (10). NOGUEIRA, A.; WOSIACKI, G.; VIEIRA, R.G.; TEBCHERANI, S.M.; CAVA, S.S.; SEGUINEL, T. Iatajara Minérios Ltda. Sistema de secagem de bagaço de maçã. PI0806012-6, 19 jun. 2008, 14 set. 2010. OETTERER, M.; REGIANO-DÁRCE, M.A.B.; SPOTO, M.H.F. Fundamentos de Ciência e Tecnologia de Alimentos. Editora Manole. São Paulo, 2006. SANTOS, F.B.F. Obtenção de cebola seca utilizando pré-tratamento por desidratação osmótica em mistura de solutos. 171f. Dissertação (Mestrado em Engenharia Química). Universidade Federal de Santa Catarina. Florianópolis, 1998. RATTI, C. Hot air and freeze-drying-value foods: a review. Journal of Food Engineering, 2001. Vol.49 (4), p. 311-319. SOARES, E.C.; OLIVEIRA, G.S.F.; MAIA, G.A.; MONTEIRO, J.C.S.; SILVA Jr., A.; S. FILHO, M.S. Desidratação da polpa de acerola (Malpighia emarginata D.C.) pelo processo “foam-mat”. Ciência e Tecnologia de Alimentos, 2001. Vol. 21 (2). TONON, R.V.; BARONI, A.F.; HUBINGER, M.D. Study of osmotic dehydratation of tomato in ternarary solutions through response surface methodology. Ciência e Tecnologia de Alimentos. Vol. 26 (3). VIEIRA, A.P.; NICOLETI, J.F.; TELIS, V.R.N. Freeze drying of pineapple slices: evaluation of drying kinetics and product quality. Brazilian Journal of Food Technology, 2012. Vol.15(1). YUCEL, U.; ALPAS, H.; BAYINDIRLI, A. Evaluation of high pressure pretreatment for enhancing the drying rates of carrot, apple, and green bean. Journal of Food Engineering, 2010. Vol. 98, p. 266-272. 13 XXXIII ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO A Gestão dos Processos de Produção e as Parcerias Globais para o Desenvolvimento Sustentável dos Sistemas Produtivos Salvador, BA, Brasil, 08 a 11 de outubro de 2013. 14
Download