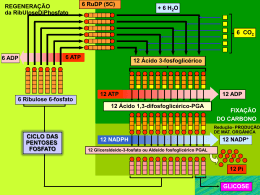
SUMÁRIO Editorial 04 Entrevista Telmo Nobre Director: J. M. Dias Miranda Coordenação: Marta Miranda Secretariado: Nazaré Almeida Redacção e Administração: ISQ - Instituto Soldadura e Qualidade Av. Prof. Dr. Cavaco Silva, 33 TAGUSPARK - OEIRAS 2740 - 120 PORTO SALVO Tel. 214 228 100 Fax 214 228 120 Propriedade: ISQ - Instituto de Soldadura e Qualidade NIPC: 500 140 022 Concepção Gráfica: SAR, Publicidade Paginação: Alexandre Rodrigues - ISQ Impressão: Madeira & Madeira, SA Rua Cidade de Santarém Quinta do Mocho - Zona Industrial 2000-831 Várzea de Sintra Periodicidade: Trimestral 05 Termometria História da Termometria 08 Termografia Termografia 13 ATP LABET - Castelo Branco 17 Manter ou renovar? 23 Termografia SAFERAIL - Projecto FP7 28 INTERAIL - Projecto FP7 31 Reentrada 34 Manutenção Industrial Relação Cliente / Prestadores de Serviços de Manutenção 38 HOMO APREHENDIS Andragogia do e-Learning 42 MAINTENANCE RAMS, application to a real case 43 AMBIENTE Projecto OILPRODIESEL 50 Tiragem: 3 000 exemplares Depósito Legal: 36 587/90 ISSN: 0871-5742 Registo ICS: 108 273 A data desta revista sofreu uma actualização. PARTICIPADAS ISQ ASK multiplica por 4 vezes os seus activos sob gestão na área de capital de risco Notícias ISQ 52 54 EDITORIAL Editorial Como mudou o ISQ, Portugal e o Mundo nestes últimos 31 anos! Apesar de todas as mudanças que, continuam a ritmo acelerado, foi possível manter a revista que começou com o nome "Soldadura e Construção Metálica" passando em 1990 a denominar-se "Tecnologia e Qualidade". O objectivo inicial, que se tem mantido, é o de comunicar com os sócios e clientes, mostrando a evolução do ISQ e das áreas em que se insere. Fui o director da revista desde o seu início. Em Maio passado deixei a presidência do ISQ sendo o Eng. Manuel Cruz o novo Presidente. Naturalmente, o novo director será, a partir do próximo número, o Eng. Manuel Cruz. Quer a presidência do ISQ, quer a direcção da "Tecnologia e Qualidade" estão muito bem entregues e desejo ao novo director as maiores feliciJ. M. Dias Miranda Presidente do Conselho de Administração do ISQ dades. Quero agradecer a todos quanto colaboraram ao longo destes 31 anos na elaboração da revista e aqueles que a enriqueceram com os seus artigos. Finalmente dirijo-me aos governantes do nosso país no sentido de os incentivar a "olhar" mais para a grande instituição que é o ISQ e a aproveitar melhor as suas potencialidades como um "braço técnico" do T & Q 68/69 Estado. 4 ENTREVISTA Telmo Nobre Tecnologia e Qualidade: Sendo o ISQ uma instituição voltada para a qualidade e apoio à indústria, qual é a estratégia do LABET para a prestação de um serviço de excelência? Um dos factores que tem largamente contribuído para o grande sucesso do LABET nos últimos anos, quer a nível técnico quer a nível empresarial, tem sido a nossa postura de procurarmos ser sempre os melhores, não nos contentando com o normal. Quando pensamos implementar um novo serviço, uma nova técnica de inspecção ou novo método de ensaio, efectuamos sempre uma cuidada análise das nossas capacidades e recursos. Se verificarmos que reunimos ou podemos facilmente reunir as condições que assegurem um domínio e controlo perfeito desta nova situação, de modo a permitirem uma liderança de topo, então avançamos. Só vale a pena fazer aquilo que sabemos fazer bem feito. TQ: Quais são as obras de referência? TN: Dada a diversidade de actuação do LABET, creio poder referir várias obras consideradas de referência, quer pela seu elevado grau técnico de execução, quer noutros casos pelo seu pioneirismo. Uma das primeiras obras de referência do LABET foram sem dúvida as inspecções efectuadas às chaminés da Petrogal e da central da EDP, ambas em Sines, no início da década de 90. Estas foram inovadoras em vários aspectos, quer pelo recurso a novos meios de elevação de estruturas (helicóptero), para montagem da estrutura de suporte do baileu no topo da chaminé, quer pela apertada e rigorosa planificação efectuada à hora e com recurso pela primeira vez a sistemas informáticos, em virtude do apertado tempo disponível para a sua realização. Outra obra de grande referência foi a inspecção dos sistemas de esgotos da SANESTE. Esta obra, também na década de 90, obrigou ao desenvolvimento e construção de robots estanques especiais, capazes de transmitirem e gravarem, via fibra óptica, imagens de alta qualidade dos colectores de esgotos em carga. Nas áreas de fiscalização de obra (frio / AVAC) o acompanhamento da construção do Carrefour de Loures, foi outro marco fundamental, pois os excelentes resultados obtidos e a garantia de qualidade alcança5 T & Q 68/69 Telmo Nobre: Desde o seu inicio, há mais de 20 anos, que o LABET tem tido como ponto fundamental da sua estratégia de desenvolvimento, a prestação de um serviço de excelência. Apoiado nos mais recentes equipamentos e métodos de ensaios, suportados por uma equipa técnica com sólida, continuada e permanentemente actualizada formação, tem conseguido um elevado grau de polivalência em áreas afins, e enormes capacidades de inovação e decisão. da pelo nosso cliente, fizeram com que o LABET passasse a ser o seu parceiro em todas as suas obras. A termografia às colunas de cracking da Petrogal Sines foi outro enorme êxito alcançado pelo LABET, tendo conseguido uma nova forma de controlo dos refractários destas colunas, permitindo estender consideravelmente a sua vida útil. Este método foi analisado e aprovado pelo respectivo construtor americano. Na área da certificação ATP podemos salientar a ampliação e remodelação do LABET de Castelo Branco, tornando-o num dos mais avançados laboratórios de certificação ATP do mundo, com um sistema de controlo e recolha de dados totalmente automatizado e informatizado e que mereceu inclusive a visita e realização do congresso CERTE, do Instituto Internacional do Frio em 2009. Os testes de placas de revestimento do novo vaivém espacial da ESA, realizados em 2008, constituíram um marco decisivo na escolha do ISQ como parceiro laboratorial da ESA para o programa IXV e assim, o reconhecimento e internacionalização do LABET nesta importante área aeroespacial. TQ: Quais são as apostas para o aumento de eficiência e qualidade nos serviços prestados aos clientes? TN: Estes dois factores qualidade e eficiência constituem um binómio indissociável que é necessário compreender e manter em perfeito equilíbrio, ou corre-se o risco de tornar o nosso negócio num verdadeiro desastre empresarial. T & Q 68/69 Para que haja qualidade, é necessário haver eficiência, e a qualidade é um dos factores necessários para manter a eficiência. Actualmente, com a rápida evolução tecnológica, serviços de alta qualidade requerem uma constante renovação e actualização de recursos, quer materiais quer humanos, o que obriga a 6 investimentos constantes e de curtos prazos de amortização. Mas para que isto seja possível, tornando o negócio rentável, é necessário e fundamental que haja uma grande eficiência capaz de gerar os fundos necessários a esta constante renovação de investimentos. Por isso tem sido uma das preocupações constantes, e talvez a chave do sucesso do LABET, manter a sua eficiência sempre nos mais altos níveis possíveis. TQ: Mas afinal o que é a eficiência, e como se consegue? TN: Qualquer PDA ou MDA tem isso bem definido, como alcançar a eficiência máxima. Esta passa por uma rentabilização máxima de todos os recursos disponíveis evitando-se tempos mortos não produtivos. Para o efeito recorreremos à polivalência (polivalência significa aptidão para desenvolver várias actividades afins e/ou complementares dentro do mesmo sector e não um canibalismo desenfreado e concorrencial entre diversos sectores, como muitas vezes acontece e que leva não a uma maior eficiência, mas antes pelo contrário a uma perda de eficiência). Recorremos ainda a métodos e organização de trabalhos e serviços, delegando competências a vários níveis e fortalecendo o espírito de equipa. Mais vale uma equipa coesa de técnicos medianos do que uma equipa onde haja um génio, mas que só faz o que quer e quando lhe apetece, nada fazendo em prol da equipa. TQ: Então se isto está bem definido, por que não se consegue a eficiência máxima em todos os sectores? Não nos podemos ainda esquecer que lidamos e gerimos fundamentalmente pessoas, seres humanos felizmente todos diferentes. Muita vezes, mais do que fórmulas ou receitas técnicas de gestão, é necessário haver uma empatia, uma compreensão não apenas a nível físico, material ou racional mas a um nível psicológico subliminar. É necessário primeiro aceitarmos e compreendermos os outros para que eles nos possam aceitar e compreender. Se assim for, tudo se torna fácil e natural. TQ: Quais são os principais factores diferenciadores do LABET no mercado nacional e internacional? TN: Os principais factores diferenciadores do LABET, quer no mercado nacional, quer no mercado internacional são para além do elevado rigor e capacidade técnica nas suas áreas de intervenção. Penso que seja um factor comum a todos os sectores do ISQ, a capacidade de análise e de propor novas metodologias quase sempre bem sucedidas para se solucionarem novos problemas e desafios colocados pelos nosso clientes. Por norma o LABET antes de dizer "não é possível" tenta por todas as formas analisar os novos desafios e procurar as melhores soluções para a boa resolução dos mesmos. Para nós são os desafios técnicos que nos motivam, o nosso trabalho começa onde os outros já não vêem solução e desistiram. TQ: O LABET não está sedeado em Oeiras. Qual o impacto, positivo e negativo, desta descentralização? TN: Esta afirmação não é totalmente correcta, pois o LABET encontra-se distribuído em dois pólos, um em Oeiras e outro em Castelo Branco onde dispomos do Laboratório de Certificações ATP e outros ensaios Termodinâmicos. Penso que esta distribuição por dois pólos é bastante benéfica. Por um lado permite-nos mais facilmente assegurar uma cobertura do território nacional e por outro (da experiência que tenho tido durante estes 15 anos em que foi construído o LABET de Castelo Branco), não sei se será uma característica desta zona Beirã ou se será comum a outras zonas, uma muito maior colaboração e entreajuda entre os vários sectores empresariais, universidades e organismos públicos. A facilidade de diálogo e congregação de esforços em torno de projectos comuns encontra-se extraordinariamente facilitada e sem os entraves quase inultrapassáveis das pesadas burocracias, como acontece nos grandes centros urbanos. Basta um simples telefonema e de um dia para o outro se necessário conseguimos reunir com o Presidente da Câmara, a Direcção do Politécnico, Administradores de empresas etc.. Conseguir isto em Lisboa, por exemplo, é impensável. Por outro lado ainda, não sei se fruto da péssima qualidade de vida dos habitantes das grandes zonas urbanas, (sujeitos a filas intermináveis de trânsito, filas para almoçar, filas e mais filas para tudo) existe uma diferença acentuada entre o dinamismo e forma de encarar novos desafios por parte das grandes zonas urbanas e as pequenas zonas do interior, como Castelo Branco. Em Castelo Branco novos desafios são encarados com ânimo, como um novo catalizador, ou uma nova etapa que teremos de vencer. Nas grandes zonas urbanas, estes novos desafios são muitas vezes encarados com desconfiança, algo que nos vem estragar a monótona rotina do dia a dia! TQ: Como imagina o LABET daqui a 5 anos? TN: O LABET é um departamento do ISQ, encontrando-se por isso a sua actividade sujeita às linhas gerais de orientação do ISQ e a sua actividade sujeita à aprovação do seu Conselho de Administração. No entanto, e dado a sempre boa receptividade e apoio deste Conselho de Administração, creio poder afirmar que o LABET irá desenvolver nos próximos anos uma politica de forte internacionalização principalmente no sector aeroespacial. Se queremos continuar a crescer dentro deste ramo de actividade (ensaios nas áreas da Termodinâmica), então o nosso mercado terá de se virar para o exterior, não nos podemos confinar a este rectângulo à beira mar plantado. O LABET tem vindo neste 2 últimos anos a desenvolver, técnicas e equipamentos por forma a torná-lo num dos poucos ou mesmo único laboratório europeu capaz de efectuar ensaios termodinâmicos em condições extremas de temperatura / vácuo, como as que são exigidas na indústria avançada de componentes aeroespaciais. Temos excelentes técnicos, a matemática e as leis da física são iguais para todos, e por isso não temos qualquer preconceito ou estigma de sermos portugueses. Batemo-nos de igual para igual com qualquer técnico dentro da nossa área de especialidade. É evidente que esta evolução terá de ser devidamente ponderada e ajustada passo a passo. Actualmente as evoluções tecnológicas, sociais e económicas são de tal maneira rápidas que não podemos ficar limitados a planos predefinidos. Temos que ter a capacidade de nos adaptarmos rapidamente às novas situações. As certezas de hoje podem ser totais incertezas amanhã. Construir pode demorar anos, mas destruir apenas alguns segundos. 7 T & Q 68/69 TN: Quando ouvimos Bocelli, ouvimos uma voz de tenor perfeita, tecnicista, certamente resultado de um longo e continuado treino, mas quando ouvimos Pavarotti, oh meu Deus, ouvimos qualquer coisa de sublime, única, inigualável. O primeiro é o resultado da técnica, de formação, de muito estudo e dedicação, o segundo é o resultado de um dom natural, não pode ser replicado nem ensinado. Com os gestores acontece o mesmo, são seres humanos todos diferentes, alguns mesmo após os PDA ou MDA são apenas gestores "perfeitinhos e tecnicistas" outros e às vezes mesmo sem os PDA ou MDA são simplesmente "GESTORES". TERMOMETRIA Telmo Nobre História da termometria Hipócrates aproxima a sua mão de Mistofeles, assenta-a durante alguns segundos na sua testa e sente que esta se encontra mais quente do que é normal. Este aumento de temperatura é um precioso indicador de que algo de anormal está a acontecer a Mistofeles. T & Q 68/69 Esta situação aconteceu em 400 AC. Já nessa altura Hipócrates se apercebera que a temperatura dos seus pacientes era um bom indicador do seu estado de saúde. A temperatura é sem dúvida a propriedade física dos corpos mais conhecida e utilizada desde a antiguidade para recolher informações sobre o seu estado ou condição de funcionamento. A temperatura de um corpo ou processo, pode dar-nos importantes informações sobre a condição desse corpo ou processo de fabrico. 8 384-322 AC - Aristóteles Considerado um dos maiores Filósofos de todos os tempos, desenvolveu uma teoria na qual as quatro qualidades fundamentais "Calor, Frio, Seco e Húmido" eram as responsáveis pela formação dos quatro elementos básicos do mundo Fogo, Terra, Ar e Água. 320-268 AC - Lampsaque Sob a influência das ideias de Democritas, admitia a existência de vida entre as mais pequenas partículas de matéria, chamadas átomos, explicam-se assim os fenómenos de dilatação e contracção que o calor e o frio produziam nos corpos. 280 AC - Philon Descreveu um instrumento que demonstrava a expansão do ar. Este instrumento poderá ter sido utilizado como um dos primeiros termómetros conhecidos. 170 AC - Galeno Médico Grego-Romano, criador da Fisiologia experimental, propõe um standard de temperatura neutra em redor da qual haveria quatro graus de calor até à ebulição da água e quatro graus de frio até à formação de gelo. 1606 - Galileu Considerado por muitos historiadores o ano em que Galileu inventou o Termoscópio. Este consistia num tubo de vidro com um balão numa extremidade. A extremidade livre deste tubo era colocada dentro de um recipiente com água colorada tendo-se o cuidado de deixar parte dessa água dentro do tubo. Quando o bolbo de vidro era aquecido, devido à dilatação, o ar aí contido aumentava de volume obrigando a água a descer no tubo. Contrariamente, se este bolbo fosse arrefecido, o volume de ar diminuía obrigando a água a subir dentro do tubo. Colocando uma escala graduada ao longo do tubo, era possível efectuar uma medição quantitativa destas variações. Esta data de 1606 pode ser posta em dúvida ao ler-se o seguinte nos manuscritos de Benedetto Castelli: “Por volta de 1603 vi um dispositivo na mãos de Galileu: Ele pegou num frasco de vidro com as dimensões de um ovo e com um pescoço bastante fino com cerca de 50 cm de comprimento. Aqueceu o frasco com a sua mão, e então com a boca invertida, mergulhou-a no interior de outro recipiente onde havia alguma água. Quando ele afastou o calor da mão do frasco, a água começou de imediato a subir no interior do pescoço de vidro atingindo uma altura de cerca de 25 cm acima do nível da água do recipiente”. 1606 - Santorio Contemporâneo de Galileu e seu amigo, é considerado por alguns historiadores como um dos co-inventores do Termoscópio. 1611 - Sagredo Discípulo de Galileu e construtor de instrumentos da casa de Medicis, cria uma escala para o Termoscópio com 360 divisões. Baseado na divisão do círculo em 360º, Sagredo resolve também chamar a cada divisão desta escala do Termoscópio "grau". 1641 - Ferdinando II Aperfeiçoa o Termoscópio e desenvolve o primeiro termómetro selado, que usa líquido em vez de ar, como meio termométrico. Este em vidro selado utilizava álcool e dispunha de uma escala com 50 graduações. Quando colocado em gelo fundente Este termómetro era conhecido como termómetro de espírito. Figura 1 - Aristóteles 1664 - Robert Hooke Um dos mais brilhantes e versáteis cientistas ingleses do século XVII, passa a utilizar um corante encarnado no álcool do termómetro e cria uma escala na qual todos os graus representavam um incremento igual de volume e equivalentes a cerca de 1/500 partes do volume de líquido do termómetro. Para esta escala, era necessário definir-se um ponto fixo conhecido. Hooke optou para este ponto, a temperatura de congelamento da água. Este termómetro e respectiva escala, constituíram o standard do Colégio Gresham e foi usado pela Royal Society até 1709. 1702 - Guillaume Amontons Melhora o termómetro de gás, tornando-o independente da pressão atmosférica e correlaciona as diferenças de temperatura com variações de pressão. Desenvolve a Lei dos Gases de Amontons P1.T2 = P2.T1, que terá eventualmente levado à descoberta do conceito de Zero Absoluto no Século XIX. Figura 2 - Galeno Efectuou ainda inúmeros estudos com termómetros de líquido a álcool, água e mercúrio. 1702 - Ole Roemer Astrónomo dinamarquês, constrói um termómetro a álcool tendo baseado a sua escala de temperaturas em dois pontos fixos em vez de um. Para calibrar o ponto quente, Roemer utilizou a temperatura da água em ebulição (aparentemente não se apercebeu que esta temperatura variava também com a pressão atmosférica local). A esta temperatura atribui-lhe o valor de 60 graus. Figura 3 - Ferdinando II Em virtude dos apontamentos de Roemoer terem sido destruídos em 1728 num incêndio em Copenhaga, tem havido algum debate sobre qual o ponto baixo da escala de Roemer. Segundo alguns, este seria 0 graus e corresponderia à temperatura de uma mistura água, gelo e cloreto de amónio. Outros defendem que este ponto seria 7,5 graus e corresponderia à temperatura da neve em fusão. Em 1708, o físico alemão Daniel Grabiel Fahrenheit visita Roemer, e fica bastante impressionado com esta escala termométrica que lhe iria servir de base para o desenvolvimento da sua própria escala Fahrenheit. 1717 - Fahrenheit Fabricante de instrumentos científicos, conhece Ole Roemer e a partir da sua ideia de escala de temperaturas, e das experiências de Guillaume Amontons constrói o primeiro termómetro de vidro utilizando mercúrio como líquido termométrico e cria uma nova escala de temperaturas em que o 0ºF corresponde à temperatura da mistura gelo/sal e os 90 ºF correspondem à temperatura do corpo humano. Com este termómetro, Fahrenheit mede a temperatura do gelo fundente tendo determinado 32 ºF e mede a temperatura da água em ebulição tendo chegado a 212 ºF. Ou seja nesta nova escala, a diferença de temperatura entre o gelo fundente e a água em ebulição, é de 180 ºF. 1730 - Réaumur Físico e naturalista francês considerado o fundador da Metalurgia Científica, constrói um termómetro a álcool para o qual utiliza uma escala de 0º a 80º, correspondendo os 0º à temperatura do gelo e os 80º à temperatura da água em ebulição. 1742 - Celsius Físico e astrónomo sueco, construiu um termómetro de vidro utilizando o mercúrio. Neste termómetro, Celsius criou uma escala onde definiu 100º para a temperatura do gelo fundente e 0º para a temperatura da água em ebulição, sendo esta dividida em 100 partes iguais. Sim, está correcto, a escala de temperaturas inicialmente criada por Celsius, era a inversa daquela que hoje utilizamos. 9 T & Q 68/69 indicava 13,5º. No Inverno descia a cerca de 7º e no verão subia até valores de 40º. Nesta escala directa de temperaturas, os 0º passavam a corresponder à temperatura do gelo fundente e os 100º à temperatura da água em ebulição a uma pressão aproximada de 755 mm de mercúrio. 1746 - Stroemer Matemático e astrónomo, é apontado por alguns historiadores, como sendo o responsável pela inversão da escala original de Celcius, considerando os 0º para a temperatura de fusão do gelo e os 100º para a temperatura de ebulição da água. Figura 4 - Anders Celsius Ao efectuar a calibração desta escala, Celsius veio a estudar e efectuar inúmeras experiências ao nível do mar e no alto de montanhas tendo concluído que a temperatura a que a água entrava em ebulição baixava à medida que a altitude aumentava. Estes estudos vieram a confirmar as suspeitas já levantadas por Fahrenheit de que a temperatura de ebulição da água variava proporcionalmente à pressão barométrica a que se encontrava sujeita. T & Q 68/69 1745 - Linné Botânico Sueco famoso, conhecido de Olof Celsius, tio de Anders Celsius, conhece Fahrenheit na Holanda e utiliza a sua escala de temperaturas. Posteriormente, ao regressar à Suécia e ao tomar conhecimento dos trabalhos de Anders Celsius, abandona a escala Fahrenheit em favor da nova escala de Celsius. Alguns historiadores apontam Linné como o responsável pela inversão da escala de temperaturas inicialmente proposta por Celsius. No entanto, nos registos efectuados por Pehr Wargentin, Secretário da Real Academia Sueca das Ciências, em 1749, são mencionados os nomes de Celsius, do seu sucessor Stroemer e do fabricante de instrumentos Ekstroem como os responsáveis pela nova escala directa de temperaturas, não havendo qualquer menção a Linné. 10 1780 - Jacques Charles Físico francês descobriu que para um mesmo aumento de temperatura, todos os gases têm o mesmo aumento de volume, porque os seus coeficientes de expansão são muito semelhantes. Assim, baseado neste princípio, Charles propõe a criação de um termómetro que utiliza gás como meio termométrico, e para o qual apenas seria necessário ser definido um ponto de calibração em vez dos dois propostos por Fahrenheit ou Celsius. 1794 - La Convention adopta o nome de grau termométrico como sendo a centésima parte da distância entre a temperatura do gelo e a temperatura da água em ebulição. 1800 - William Herschel Astrónomo e matemático, descobre a radiação infravermelha. Ao efectuar observações do sol com telescópio e utilizando filtros de cores diferentes, Herschel verificou que o calor que passava através destes filtros variava com a sua cor. Para esclarecer este fenómeno e tirar conclusões mais cientificas, Herschel, faz atravessar um raio de luz solar através de um prisma óptico, por forma a obter a sua decomposição no espectro de cores. Após obter este espectro de cores (arco íris) e com o auxilio de termómetros, faz a medição de temperatura de cada uma das cores do arco íris obtida. Ao efectuar estas medições, verifica que a temperatura das cores aumenta do violeta para o vermelho. Ao verificar esta distribuição, Herschel resolve colocar o termómetro na zona imediatamente a seguir à cor vermelha. Para sua surpresa esta zona aparentemente sem luz de qualquer cor é a que regista a temperatura mais elevada. Herschel procedeu a mais experiências com estes "raios de calor" invisíveis, e chegou à conclusão que estes tinham um comportamento perfeitamente idêntico à luz visível: podiam ser reflectidos, refractados, transmitidos e absorvidos. Estava descoberta a radiação infravermelha. No entanto, Herschel detectou que esta experiência não era repetitiva para diferentes tipos de vidros com que eram efectuados os prismas ópticos, havendo variação nos valores de temperaturas obtidas consoante se variava este tipo de vidro. 1824 - Sadi Nicolas Léonard Carnot Publica o seu trabalho "Reflexões sobre Potência Motriz do Fogo e Máquinas Próprias para Aumentar essa Potência". Este livro, depois de rescrito e reformulado por Clapeyron, tornou-se bastante conhecido e foram mais tarde incorporados nos trabalhos de Clausius e William Thompson, tendo sido um dos contributos para o posterior desenvolvimento da Escala de Temperaturas Absolutas. O físico francês iniciou sua investigação sobre as propriedades dos gases, em especial a relação entre pressão e temperatura, em 1831. Em 1832, morre subitamente de cólera, no dia 24 de Agosto. Apesar de quase todas suas coisas terem sido incineradas - como era de costume da época - parte das suas anotações escaparam à destruição. Essas anotações mostram que Sadi Carnot havia chegado à ideia de que, essencialmente, calor era trabalho, cuja forma fora alterada. Por essa, Nicolas Leonard é, por excelência, considerado o fundador da Termodinâmica - ciência que afirma ser impossível a energia desaparecer, mas apenas a possibilidade da energia se alterar de uma forma para outra. 1830 - Nobili Dedica-se ao estudo da termo electricidade, tendo inventado uma termo pilha Em 1829, Nobili concebeu um novo instrumento para medição de radiações térmicas, uma espécie de "termómetro eléctrico" que, na sequência de melhorias efectuadas por Melloni, representou uma inovação tecnológica que permitiu um avanço crucial para uma correcta interpretação teórica da radiação térmica. O novo dispositivo consistia numa termo pilha ligada em série aos terminais dum galvanómetro, que também havia sido criado por Nobili. Chamou-o termoscópio termo multipilha. Durante a maior parte do século XIX, esta termo pilha de Nobili provou ser um instrumento insubstituível no estudo da radiação térmica para a sua alta sensibilidade e rapidez de resposta. 1833 - Melloni Melhora o termopar de Nobili, composto por um termóscopio eléctrico e um galvanómetro. Com este equipamento constrói um banco de ensaios com o qual efectua uma série de experiências e medições com a radiação infravermelha. Uma das descobertas feitas por Melloni, e já suspeitada por Herschel, é a de que a transmissão da radiação infravermelha varia consoante a qualidade material com que é feito o vidro dos prismas ópticos. Melloni chegou à conclusão que prismas feitos com cristais de sal comum ClNa, eram os que melhor deixavam passar a radiação infravermelha. 1848 - William Thompson (Lord Kelvin) Com base nos seus estudos efectuados sobre Termodinâmica, e em particular na teoria de Sadi Carnot, veio a propor uma nova escala de temperaturas absolutas. Esta escala de temperaturas absolutas, como hoje a conhecemos, só muito mais tarde foi determinada com precisão após uma melhor compreensão da teoria da conservação de energia. 1860 - Langley Inventa os primeiros materiais foto resistentes, ou seja, materiais cuja resistência eléctrica varia com a sua temperatura. Estes materiais são também conhecidos como Bolómetros. Basicamente estes bolómetros são constituídos por uma ponte Wheatstone com duas faixas em platina. Quando uma das faixas recebe radiação, verifica-se uma variação da sua resistência eléctrica interna, comparada com a outra faixa. Com estes novos materiais, conseguiuse uma notável melhoria de sensibilidade na detecção da radiação infravermelha. 1871 - Sir William Siemens Propõe um termómetro no qual o meio é um metal condutor cuja resistência eléctrica varia em função da sua temperatura. O elemento Platina, não se oxida com temperaturas elevadas e tem uma variação de resistência eléctrica quase uniforme para uma larga gama de temperaturas. Os termómetros de resistência de Platina encontram-se hoje largamente difundidos e cobrem gamas de temperaturas dos 260 ºC a 1235 ºC. 1933 - Experiências efectuadas com termómetros de gás vieram demonstrar haver uma muito pequena diferença na escala de temperaturas para diferentes gases. Assim, era possível definir uma escala de temperaturas independente do meio termométrico utilizado, desde que o gás utilizado estivesse a uma baixa pressão. Neste caso, todos os gases se comportavam como um "gás perfeito", havendo uma relação muito simples entre a sua pressão, volume e temperatura. PV = constante.T Esta temperatura foi chamada de temperatura termodinâmica e foi aceite como a medida fundamental de temperatura. Em 1933, o Comité Internacional de Pesos e Medidas, adoptou como Zero natural para a escala de temperaturas o triplo ponto da água, a temperatura à qual coexistem em equilíbrio, gelo, água e vapor de água. O seu valor foi calculado como sendo de 273,16. A unidade desta nova escala de temperaturas foi chamada de Kelvin. 1968 - Foram definidas as temperaturas da tabela 1 como "Pontos de Referência Primários": 1989 - Na reunião do Comité Internacional de Pesos e Medidas foi adoptada a Escala Internacional de Temperaturas (tabela 2), para 1990. 1990 - a 1 de Janeiro entra em vigor a nova Escala Internacional de Temperaturas ITS-90 (tabela 3), definida em fenómenos determinísticos de temperatura e que redefiniu alguns pontos fixos de temperatura. Esta escala foi definida 3 anos antes na XVIII Conferência Geral de Pesos e Medidas Tabela de Pontos fixos estabelecidos na ITS-90, comparados com os valores fixados na IPTS-68. Tabela 1 - Pontos de Referência Primários (1968) Standard Primário Triplo ponto da água Triplo ponto do Hidrogénio Ponto de ebulição do Hidrogénio a 25/76 atm Ponto de ebulição do Hidrogénio a 1 atm Ponto de ebulição do Néon a 1 atm Ponto triplo do Oxigénio Ponto de ebulição do Oxigénio a 1 atm Ponto de ebulição da Água a 1 atm Ponto de fusão do Zinco a 1 atm Ponto de fusão da Prata a 1 atm Ponto de fusão do Ouro a 1 atm 273,16 K 13,81 K 17,042 K 20,28 K 27,102 K 54,361 K 90,188 K 373,15 K 692,73 K 1235,08 K 1337,58 K 11 T & Q 68/69 utilizada na medição de calor radiante. Uma termo pilha é um dispositivo que permite a detecção de fontes de fraca radiação infravermelha usando o efeito termo eléctrico. Bibliografia Tabela 2 - Escala Internacional de Temperaturas (1989) 0, 65 K a 5,0 K 3,0 K a 24,556 K 13,8033 K a 961,78 K > 961,78 K A temperatura é definida em termos da relação Pressão de Vapor e Temperatura dos isótopos de Hélio A Temperatura é definida em termos de termómetro a gás de Hélio A Temperatura é definida em termos de resistências de Platina A temperatura é definida na Lei da radiação de Planck Tabela 3 - Escala Internacional de Temperaturas (1990) Pontos Fixos ITS-90 Ebulição do oxigénio -182,962 ºC -182,954 ºC Ponto triplo da água +0,010 ºC 0,010 ºC Solidificação do estanho +231,968 ºC +231,928 ºC Solidificação do zinco +419,580 ºC 419,527 ºC Solidificação da prata +961,930 ºC +961,78 ºC Solidificação do ouro +1064,430 ºC +1064,180 ºC Conclusão O termómetro, apesar de amplamente difundido e de ser hoje um instrumento de excepcional versatilidade na indústria, na ciência e no quotidiano, mostrou uma evolução histórica bastante lenta devido ao empirismo que envolvia o calor e os fenómenos com ele relacionados. Somente quando se conseguiram fabricar instrumentos reprodutíveis fiáveis, e estabelecer escalas termométricas de uso prático, é que o termómetro se impôs como um item essencial em laboratórios científicos. Em particular, o estabelecimento no século XIX de um conceito de temperatura baseado em considerações termodinâmicas (levando à definição do zero absoluto) foi um avanço extraordinário frente ao estabelecimento de escalas termométricas baseadas em pontos arbitrários. T & Q 68/69 ITS-68 A evolução da Física e da Ciência em geral fez com que o termómetro fosse essencial para a caracterização e a determinação de um número crescente de parâmetros físicos, químicos, biológicos, etc., valorizando este instrumento nas mais diversas áreas do conhecimento humano e transformando-o até hoje num item básico e imprescindível. 12 A evolução técnica do instrumento passou: a. pela redução de seu peso, correspondendo ao emprego de modelos menores, b. pela diversificação dos tipos de termómetro para aplicações específicas; c. pela associação com outros instrumentos cujos parâmetros avaliados são dependentes da temperatura (como no caso da densidade); d. pela redução das escalas termométricas hoje em uso; e. pela substituição dos modelos baseados na dilatação de um fluido termométrico pelos termómetros digitais. O termómetro é apenas um de entre tantos exemplos onde a digitalização revolucionou o formato e a aplicabilidade dos instrumentos. Além dos aspectos evolutivos em si sobre a medida de temperatura, é importante salientar que a introdução de novas fontes de energia térmica revolucionou a actividade industrial e o quotidiano das pessoas, inaugurando novas eras no progresso da humanidade, tal como atestado no advento da descoberta do fogo. José P. Sousa Dias Página dos Estudos Históricos e Sociais da Farmácia Faculdade de Farmácia da Universidade de Lisboa 2001 http://www.ff.ul.pt/~jpsdias World Scientific Herschel, Sir William http://www.plicht.de/chris/06hersch.htm http://www.comp.glam.ac.uk/pages/staf/bfjones/h erschel http://www.plicht.de/chris/06hersch.htm Langley, Samuel Piermont http://encarta.msn.com/find/Concise.asp?ti=0391 1000 http://avstop.com/History/first/Laqngley.html Aristóteles http://www.geocities.com/CapeCanaveral/7997/a ristot.htm Hipócrates http://www.geocities.com/fdocc/hipocrates.htm http://perso.wanadoo.es/icsalud/hipocr.htm http://usuarios.lycos.es/ecoweb/biog_hipocrates.ht m Galeno, Cláudio http://www.emsf.rai.it/biografie/anagrafico.asp?d= 166 http://www.ebiografias.net/biografias/claudio_galeno.shtml http://www.alexuea.hpg.ig.com.br/saude/10/index_ pri_1.html http://www.christianismus.it/sezstorico/doc0002/ pggaleno.html Galilei, Galileu http://galileo.imss.firenze.it/museo/b/egalilg.html Santorio Santorio http://es.rice.edu/ES/humsoc/Galileo/People/santorio.html http://www.istrianet.org/istria/illustri/santorio/ Sagredo, Giovanfranceco http://galileo.imss.firenze.it/museo/a/edialog.html Ferdinando II de Medici http://www.mega.it/ita/gui/pers/fersec.htm Hooke, Robert http://www.roberthooke.org.uk http://www.ucmp.berkeley.edu/history/hooke.html Amontons, Guillaume http://fccjmail.fccj.org/~ethall/gaslaw/gaslaw.htm http://www.phy.davidson.edu/FacHome/dmb/PY43 0/Friction/history.html http://www.todayinsci.com/cgibin/indexpage.pl?http://www.todayinsci.com/10/1 0_11.htm http://chemed.chem.purdue.edu/genchem/topicreview/bp/ch4/gaslaws3.html#amonton Ole Roemer http://es.rice.edu/ES/humsoc/Galileo/Catalog/File s/roemer.html http://dibinst.mit.edu/BURNDY/OnlinePubs/Roeme r/bibliography.html http://www.edu2car.org/ME301/fahrenheit.html Daniel Fahrenheit René Reaumur http://www.matse.psu.edu/matsc81/GlossaryPeopl e/Reaumur.html http://classes.bnf.fr/dossitsm/b-reaumu.htm Anders Celcius http://www.astro.uu.se/history/Celsius_eng.html http://www.astro.uu.se/history/celsius_scale.html Carl von Linné http://www.ucmp.berkeley.edu/history/linnaeus.htm l Leopoldo Nobili http://profiles.incredible-people.com/leopoldo-nobili/ Contibuition a l’Histoire du Thermometre http://isafrance.org/public/Education/Resources/Jacques_t hermolyon.doc TERMOGRAFIA Telmo Nobre Termografia A termografia infravermelha é a ciência de aquisição e análise de informações térmicas a partir de dispositivos de obtenção de imagens térmicas sem contacto. A descoberta da radiação infravermelha no espectro electromagnético efectuada em 1800 por William Herschel, astrónomo inglês de origem alemã, constituí a base e começo desta técnica. Inicialmente utilizada para fins científicos e militares durante a II Guerra Mundial, só nos finais da década de 60 atingiu uma maturidade e desenvolvimento que lhe permitiram a sua entrada no domínio industrial. Era, no entanto, uma tecnologia cara e pouco conhecida. Foi só após mais uma guerra, "Tempestade no deserto", que a termografia deu um enorme salto, ao passarem para o domínio público na década de 90 grande parte dos conhecimentos e tecnologias de infravermelhos utilizados durante essa mesma guerra. O enorme desenvolvimento de CPU, mais rápidos e potentes, veio também contribuir imenso para o grande desenvolvimento e vulgarização desta técnica no início do segundo milénio. Foram desenvolvidas técnicas e métodos de inspecção nas várias áreas da engenharia, para além da já então tradicional área eléctrica, tendo-se alargado e estendido a termografia a inspecções de equipamentos mecânicos, estruturas de betão, edifícios, chaminés, fornos, controlo de muitos e variados processos industriais, e ainda participação em vários projectos europeus de I&D para aplicação da termografia a novas áreas. Hoje tal como no passado, e embora a termografia se encontre banalizada, havendo muitas e inúmeras empresas a prestarem este tipo de serviço nas áreas hoje consideradas tradicionais na aplicação da termografia, o LABET continua a ser o líder e pioneiro nesta técnica, desenvolvendo equipamentos e adoptando métodos complementares, que abrem uma nova dimensão de aplicação da Termografia. Leitura de uma imagem térmica Os actuais equipamentos de termografia, para além das enormes potencialidades que os processadores informáticos que os integram nos permitem facilmente obter e de se encontrarem a preços bastante competitivos, apenas fornecem ao operador uma imagem térmica do alvo inspeccionado. São de facto equipamentos bastante poderosos, capazes de efectuarem milhões de cálculos por segundo... mas são apenas isso, uma máquina que se limita a efectuar cálculos, não a tirar conclusões ou a efectuar interpretações. Um equipamento de termografia não se limita a medir uma grandeza, tal como a tensão ou carga de um condutor ou a massa específica ou a dureza de um corpo. Uma câmara de termografia, mostranos uma imagem em tempo real )25 imagens por segundo), de uma superfície que pode ir até uma dimensão de 640 x 640 pixels, ou seja 409.600 pontos. Esta imagem apenas representa a radiação infravermelha emitida pelos vários pontos da superfície do alvo, e isto partindo do princípio que o operador já introduziu correctamente os vários parâmetros (aborsividade da atmosfera, emissividade do objecto, temperaturas aparentes reflectidas, etc.), que lhe garantam a obtenção de uma imagem térmica correcta, e não qualquer coisa que nada tem a ver com o objecto em análise. Para interpretarmos esta imagem obtida pela câmara, teremos que ter um profundo conhecimento de todos os mecanismos de transmissão de calor a que o nosso objecto se encontrava sujeito na altura da inspecção, O nível de radiação infravermelha emitida pelos vários pontos da sua superfície são precisamente o resultado final de todas estas trocas de energia térmica que se efectuam quer no interior do objecto, quer na sua superfície. Para conhecermos e sabermos tirar conclusões acertadas, temos de dominar todos os mecanismos de transmissão de calor: • Condução - saber o que são condutividades térmicas, inércias térmicas, como é que a energia térmica se transmite no interior dos corpos, etc. • Convecção - saber o que são coeficientes de transmissão térmica, como é que estes coeficientes variam com o tipo de superfície, como variam com o meio em que se encontram, densidade, viscosidade, velocidade do escoamento, orientação da superfície, etc. 13 T & Q 68/69 Há 22 anos o ISQ, através do LABET, foi uma das primeiras empresas pioneiras em Portugal na utilização da Termografia como técnica de inspecção não destrutiva. • Radiação - saber o que é a emissividade, como é que esta pode variar com o acabamento da superfície, textura, cor, forma e geometria, tipo de material, comprimento de onda em que está a emitir, ângulo sólido de visão, etc. uns com os outros, pois regimes estáveis, e de acordo com as leis da termodinâmica, raramente acontecem na vida real, mas apenas em situações controladas em laboratório • Mudanças de estado - saber como varia a temperatura da superfície se houver evaporação, ou condensação Se dominarmos perfeitamente estes vários conceitos de termodinâmica e formos capazes, em tempo real, diria quase que por instinto, fazer esta análise, é possível que a interpretação que se faz da imagem térmica apresentada pela câmara, seja aproximadamente a correcta. • Regime não permanente - saber como variam todos os mecanismos atrás descritos no tempo e como interagem E este é o verdadeiro drama da Termografia, equipamentos baratos, equipamentos com muita informação, mas interpretações efectuadas sem quaisquer conhecimentos, o que muitas vezes leva a conclusões totalmente erradas e que muitas vezes são as responsáveis por algum descrédito ou suspeitas sobre esta técnica. Exemplos de aplicações da termografia Edifícios Figura 1 - Igreja Nª. Sª. do Rosário - Barreiro A termografia têm-se revelado um precioso auxiliar em inspecções de edifícios e/ou estruturas de betão, permitindo detectar e localizar diversas patologias, tais como infiltrações, delaminações, fissuras internas, desagregamentos, qualidade e eficácia de isolamentos térmicos, etc. Na figura 1 podemos ver e localizar as zonas da parede afectadas pela existência de humidade no seu interior. Com a nossa visão normal não nos conseguimos aperceber desta anomalia pois o estado da superfície exterior ainda não se encontra afectado, mas a termografia com a sua grande sensibilidade térmica face à radiação infravermelha emitida pela superfície exterior desta parede, consegue detectar pequenas variações nesta radiação. Figura 2 - Tubagem de água Com estas pequenas variações e após um balanço termodinâmico adequado conseguimos chegar a esta conclusão. Para um "leigo" e sem os necessários conhecimentos de termodinâmica esta anoma-lia tanto pode representar humidades, como delaminações, desagregamentos, diferença de pigmentações, etc. T & Q 68/69 Nas figuras 2 e 3 utilizamos a termografia para detectar a localização do circuito de tubagens de água e de alimentação de um ventilo convector. Na figura 4, podemos ver a fachada de um edifício coberta por painéis. A termografia mostra-nos a existência de um diferencial térmico, revelando uma anomalia. Será humidade, desagregamento interno, descolagem, reflexos de radiação exterior, falha de isolamento térmico? Figura 3 - Circuitos de aquecimento / refrigeração 14 Para se poder determinar o tipo de anomalia e dar uma resposta correcta, teremos mais uma vez de recorrer ao nosso grande aliado "balanço termodinâmico. Para isso, e depois de efectuarmos uma análise dos dados envolventes, temperatura do ar, orientação solar, localização de eventuais estruturas reflectoras e condições ambientais internas do edifício, então sim, poderemos concluir qual será esta anomalia. Neste caso trata-se de descolamento dos painéis. Conclusão Os limites de utilização da Termografia encontram-se apenas na nossa imaginação. Todas as actividades humanas envolvem trocas de energia e originam uma mudança continuada de temperaturas. A temperatura é a medição da energia cinética resultante da agitação atómica/molecular da Equipamentos mecânicos A termografia tem inúmeras aplicações muito para além da tradicional área eléctrica, exemplo disso são as áreas de mecânica ou processos fabris. A termografia é um precioso e expedito instrumento para efectuar uma rápida despistagem a linhas e circuitos de processos, tais como verificação de purgadores de vapor, válvulas e isolamentos térmicos. Na figura 5 podemos ver dois purgadores de vapor em que pela distribuição de temperaturas a montante e a jusante podemos concluir estarem a funcionar correctamente. Figura 4 - Revestimento exterior Outro grande campo de aplicação por excelência da termografia é, sem dúvida, a análise do desgaste de refractários internos em fornos fornalhas e chaminés. Na figura 6 podemos ver qual a zona do forno onde se encontram refractários desgastados e que terão de ser substituídos na próxima paragem. É fácil de compreender as enormes vantagens que uma inspecção termográfica nos pode dar. Saber qual a extensão e gravidade da anomalia, prever com grande precisão a quantidade de material necessário à reparação, evitando-se assim grandes stocks desnecessários, e prever o tempo necessário à sua reparação. Na figura 6, são facilmente identificadas as zonas onde o pano interior de refractário se encontra danificado, apresentando mesmo rupturas que permitem a fuga dos gases para o fuste exterior. Figura 5 - Purgadores de vapor Rolamentos e chumaceiras são também rapidamente despistados pela termografia, permitindo-nos de uma forma rápida e expedita determinar aqueles que apresentam eventuais anomalias e que deverão ser posteriormente analisados por métodos mais adequados e próprios para o efeito. Na figura 7 podemos ver um ensaio comparativo do sistema de aquecimento de diversos automóveis. T & Q 68/69 Todos os processos de fabrico em maior ou menor grau envolvem trocas de energia. Energia essa que se manifesta sempre por variações de temperatura. Assim, a termografia é cada vez mais um dos métodos utilizados para controlo de qualidade em diversos processos de fabrico. Figura 6 - Análise de refractários 15 matéria a qual só não ocorrerá a zero graus absolutos, o que na natureza nunca acontece. Nem mesmo no espaço interplanetário se consegue atingir esse valor. Assim, a temperatura é um fenómeno universal que se encontra permanentemente ao nosso alcance apenas temos de a ler e saber Figura 7 - Controlo de qualidade interpretar. O que assistimos hoje na termografia, é apenas o emergir de um gigantesco iceberg. Mas cuidado, não é a banalização e sofisticação dos instrumentos que faz o termografista, assim como não é o bisturi que faz o cirurgião. Esta técnica irá ser sem dúvida uma das mais utilizadas no futuro, não só nas áreas industriais, como também na medicina, investigação e desenvolvimento, mas para isso é preciso não desacreditá-la logo à partida com utilizações inapropriadas e por técnicos não qualificados. ATP Vasco Pires Telmo Nobre LABET - Castelo Branco O Laboratório de Ensaios Termodinâmicos (LABET) foi instalado em Castelo Branco em 1995, inicialmente com o objectivo principal de efectuar ensaios de certificação de acordo com a regulamentação (ATP) "Acordo sobre Transportes de Produtos Perecíveis sob Temperatura dirigida", acordo internacional a nível da ONU, e que inclui o transporte de produtos perecíveis, vulgarmente designado por transportes frigoríficos e/ou isotérmicos. Âmbito O LABET foi construído no âmbito de protocolo de colaboração com a então DGTT (Direcção Geral de Transportes Terrestres), actualmente IMTT (Instituto da Mobilidade de Transportes Terrestres) para implementar a certificação ATP em Portugal, bem como apoiar e facilitar aos fabricantes de equipamentos e transportadores, a certificação ATP dos seus equipamentos. Até então, tinham de se deslocar a outros centros de ensaio em Espanha, França ou outro país com centro de ensaios reconhecido pela ONU, situação que tinha vários inconvenientes, nomeadamente os custos associados e os tempos de regularização da certificação ATP dos seus equipamentos. Desde a sua criação que este laboratório foi considerado a nível mundial o mais avançado na área dos ensaios ATP, tendo sido ao longo dos anos o laboratório de referência e tem servido de padrão a muitos outros países, são normais visitas técnicas e pedidos de aconselhamento por parte de outros laboratórios congéneres a nível mundial. Dado que o acordo ATP obriga a apertados critérios de exigência em relação às condições de ensaio, havendo mesmo alguns casos de centros de ensaios, noutros países, que não conseguiram cumprir estas exigências. Entre 1995 e finais de 2003 o LABET limitava-se basicamente à execução de Figura 1 - Câmara de alto vácuo e radiação térmica - 10-6 mbar, 1000ºC T & Q 68/69 O LABET inicialmente era composto por 2 câmaras de temperatura controlada, uma com 22m de comprimento, normalmente denominada como túnel de frio, e uma mais pequena com 9m de comprimento. Figura 2 - Sistema de controlo e aquisição de dados 17 certificação ATP. Estes sistemas automáticos permitem a realização continua de ensaios 24 sobre 24 horas, bem como a emissão automática de relatórios de ensaios e de toda a documentação referente à certificação ATP, o que veio permitir ao cliente final a obtenção do certificado em cerca de 3 a 4 dias úteis (ter em atenção que só o tempo necessário para a realização dos ensaios de determinação do coeficiente K e eficiência do sistema de frio demora 48 h). Podemos afirmar sem qualquer dúvida de que o LABET é não só o laboratório ATP tecnologicamente mais avançado do mundo, como ainda aquele que consegue a emissão do Certificado ATP em tempo mais reduzido. Figura 3 - Segundo túnel em fase de conclusão ensaios ATP e à emissão dos respectivos relatórios de ensaio, que serviam de base à emissão do Certificado ATP efectuada pela então DGTT. O certificado internacional ATP é o documento que tem de acompanhar o veículo com equipamentos para transporte de produtos perecíveis, e lhe permite uma circulação legal nos vários países aderentes ao acordo ATP (actualmente 45 países). T & Q 68/69 A nível europeu, a maioria dos países optou pelo ATP a nível nacional, pelo que todos os seus transportes de produtos perecíveis, sejam ou não internacionais, se encontram devidamente certificados, garantindo assim a boa qualidade dos produtos transportados e zelando pela saúde pública do consumidor. No caso de Portugal, e até à data, não existe qualquer certificação nacional para este tipo de transportes, mesmo apesar das inúmeras tentativas efectuadas por diversos organismos e associações de transportadores, de fabricantes, de consumidores, de distribuidores, etc, sendo por isso apenas e unicamente abrangidos pelo próprio ATP os veículos com mais de 2,55m. Oxalá não haja intoxicações alimentares originadas por produtos transportados em condições inadequadas, para que o legislador se disponha a 18 tratar deste assunto! Em Janeiro de 2004, o LABET viu o seu trabalho no âmbito do ATP ser complementado também pela emissão da certificação ATP, função que era até então da responsabilidade da DGTT. Esta delegação da DGTT no ISQLABET, publicada em Diário da República, foi o resultado do bom desempenho, rigor e isenção demonstrados pelo LABET ao longo destes anos de actividade. Com o aumento da procura de ensaios ATP, o LABET foi objecto de uma ampliação em 2005. Para além de mais um túnel de 22m, contou também com a aquisição e desenvolvimento de novos sistemas automáticos de controlo e aquisição de dados, basea-dos em sistemas informáticos desenvolvidos sob LabView. Integralmente desenvolvidos pelo LABET, permitiu-lhe assim continuar na vanguarda e ser o laboratório mais avançado no âmbito da certificação ATP. Foram criadas também novas condições para dar resposta às necessidades, bem como melhorar as condições de trabalho e de atendimento de clientes e visitantes. Para além dos sistemas informáticos de controlo e recolha de dados de ensaios, o LABET procedeu também à construção de uma base de dados da Novas áreas de negócio No decorrer dos anos de existência do laboratório, existiu sempre o objectivo de alargar os trabalhos para além do ATP. Aproveitando os meios técnicos e humanos disponíveis, são realizados vários trabalhos fora do âmbito do ATP. Como exemplo, referimos um ensaio comparativo entre sistemas de climatização de vários automóveis para a revista Turbo; ensaios para certificação de cabines de portagem; ensaios de desenvolvimento de arcas frigorificas, ensaios de isolamentos, etc. Foi em 2008 que começou uma nova era nas áreas de negócio do LABET. Foi neste ano que o LABET fez os primeiros ensaios a materiais refractários constituintes do revestimento exterior do IXV, novo vaivém espacial em desenvolvimento para a ESA (Agência Espacial Europeia). Os excelentes resultados obtidos e a forma como o LABET conseguiu cumprir, desenvolver e implementar os procedimentos e equipamentos necessários ao cumprimento deste exigente programa de ensaios, granjearam-lhe a inclusão como um dos laboratórios parceiros da ESA em futuros programas espaciais, nomeadamente Projecto IXV (futuro vaivém espacial europeu a ser lançado em finais de 2012), Projecto CUST (Tanques criogénicos de combustível dos andares superiores de lançadores, Ariane), etc. Foi também neste ano que o LABET, em colaboração com o Laboratório de Metrologia legal do ISQ, começou a fazer verificações metrológicas a registadores de temperatura, mais vulgarmente conhecidos como termógrafos. No decorrer dos anos, para além da expansão a nível de instalações e de negócios, também a equipa de colaboradores foi aumentando conforme as necessidades, incluindo neste momento o LABET em Castelo Branco uma equipa de técnicos especializados, tanto ao nível dos ensaios a realizar, como também ao nível de criar e desenvolver novos meios tais como, electrónica, programação, mecânica, etc, sem necessidade de se recorrer ao exterior. Tem sido também uma política constante do LABET uma elevada polivalência e forte trabalho de equipa, recorrendo-se sempre que necessário a todas as valências de outros departamentos do ISQ e/ou a associadas do ISQ. Trabalhos desenvolvidos Ensaios ATP São os ensaios ATP que ocupam a maior parte do volume de trabalho feito pelo LABET, destacando-se dois tipos de ensaios: o ensaio para determinação do coeficiente global de transmissão térmica, mais vulgarmente designado como o ensaio de determinação de K, e o ensaio de verificação de eficiência de uma máquina frigorifica. Entre os ensaios ATP o LABET realiza outros ensaios, mas em quantidade reduzida, como é o caso de ensaios de verificação de eficiência de equipamentos refrigerados por placas eutéticas e ensaios de homologação de máquinas frigoríficas. Ensaio de determinação de K Numa explicação muito breve, o objectivo deste ensaio é quantificar a qualidade de isolamento de um equipamento (caixa isotérmica), Coeficiente Global de Transmissão Térmica. Este ensaio pode ser realizado em caixas só isotérmicas (sem máquina de frio), caixas frigoríficas, caixa refrigerada ou mesmo a cisternas isotérmicas de transporte de líquidos perecíveis. O ensaio tem como base, com uma temperatura de 7, ºC no exterior do equipamento manter 32,5 ºC no interior, situação que é garantida pelo aquecimento interno do equipamento a testar e pelo arrefecimento do túnel de frio onde o equipamento esteja colocado. Após obter as condições de regime estável como definido no acordo ATP, podemos obter o valor de K utilizando a seguinte fórmula: K - Coeficiente global de transmissão térmica, em W/m2K P - Potência entregue para aquecimento do interior do equipamento, em W Sm - Superfície média do equipamento, em m2 T - Diferença entre a temperatura interior e exterior, em K Na figura 4 pode observar-se um exemplo de um ensaio de K nas últimas 6 horas de regime estável, período este que é utilizado para a determinação do valor de K. O ensaio total de K normalmente tem uma duração total de 20 a 24 horas, incluindo as fases de aquecimento e estabilização. Ensaio de verificação de eficiência de uma máquina frigorifica Este ensaio tem como objectivo verificar a eficiência de uma máquina frigorífica que esteja instalada numa caixa isotérmica, sendo realizado somente a equipamentos frigoríficos. Figura 4 - Ensaio de determinação de K A máquina frigorífica tem como limite máximo baixar a temperatura no interior do equipamento de 30 ºC à temperatura de classe exigida no máximo em 6 horas, e depois tem de manter esta temperatura por um período mínimo de mais 12 horas. A temperatura exterior mantém-se sempre a 30 ºC 19 T & Q 68/69 O ensaio inicia-se com uma temperatura de 30 ºC no exterior do equipamento e 30 ºC no interior. Após o período de estabilização a 30 ºC, a máquina frigorífica é colocada em funcionamento no modo de transporte e regulada para a temperatura exigida. durante o ensaio. Trata-se de um ensaio que normalmente tem uma duração de 20 a 24 horas, período este que engloba também a verificação de outros parâmetros na máquina frigorifica, como sendo a regulação do termóstato, sistema de descongelação e sistema de funcionamento em eléctrico. Ensaio de verificação de eficiência de equipamentos refrigerados (placas eutéticas) Este ensaio é realizado em equipamentos instalados em caixas isotérmicas, que funcionam com o mesmo principio dos dispositivos de arrefecimento de geleiras portáteis, ou seja, congela-se um liquido (solução eutética), e é essa solução que está no interior das placas, que após congelada vai servir de reserva de frio (calor latente) e assim manter a temperatura baixa. Estes sistemas normalmente aplicam-se em veículos para distribuição local, em que durante o dia os veículos circulam em distribuição, sendo durante a noite nas instalações ligado à rede eléctrica e ficando a congelar a solução eutética. T & Q 68/69 O ensaio tem como base ter no início uma temperatura de 30 ºC no exterior do equipamento e 30 ºC no interior e nas placas. Após o período de estabilização a 30 ºC, a máquina frigorífica que compõe o sistema eutético é colocada em funcionamento no máximo da capacidade por um período continuo de 24 horas de modo a garantir o congelamento total da solução eutética. Após as 24 horas a máquina é desligada e o sistema deverá conseguir manter a temperatura abaixo de -20 ºC por um período mínimo de 12 horas. A temperatura exterior mantém-se em 30 ºC durante o ensaio. Figura 5 - Máquina de tracção compressão a 1.000º C - Projecto IXV - ESA rífica é colocada em funcionamento nos vários modos possíveis de accionamento, e regulada para as diferentes temperaturas exigidas para obter a homologação. A temperatura exterior mantém-se em 30 ºC durante o ensaio. A cada forma de accionamento e às diferentes temperaturas, após o período de estabilização previsto, é medida a capacidade frigorífica da máquina. São também medidos os consumos da máquina, em modo de accionamento eléctrico e/ou diesel. Certificação ATP A certificação ATP é um tema de obrigatoriedade e validades definidas por regulamentação. Ensaio de homologação de máquinas frigoríficas No caso da obrigatoriedade esta divide-se nos seguintes casos: Equipamentos que façam transporte internacional Equipamentos que façam transporte nacional, mas que tenham mais de 2,55m de largura exterior. Este ensaio tem como objectivo a determinação da capacidade frigorífica de uma máquina frigorífica. O ensaio inicia-se a uma temperatura de 30 ºC no exterior do equipamento e 30 ºC no interior. Após o período de estabilização a 30 ºC, a máquina frigo- Continua-se, ao fim de 14 anos, a aguardar a publicação da legislação nacional. No caso da validade de um certificado ATP têm-se como etapas: ATP inicial, 6 anos após data de 20 construção ou ensaios em túnel de frio 1ª Renovação, mais 3 anos após os 6 anos anteriores (total de 9 anos) 2ª Renovação, obrigatoriedade do equipamento ser submetido a ensaios em túnel de frio, e recomeço do período de validade 6+3 anos Para efeitos de certificação existem várias classificações possíveis que estão dependentes principalmente do tipo de equipamento e temperaturas permitidas. Classificações mais comuns dos equipamentos ATP: IN - Isotérmico Normal IR - Isotérmico Reforçado FNA - Frigorífico Normal, temperatura 0 ºC FRC - Frigorífico Reforçado, temperatura -20 ºC FRB - Frigorífico Reforçado, temperatura -10 ºC FRA - Frigorífico Reforçado, temperatura 0 ºC Uma classificação normal significa que o equipamento tem uma capacidade de isolamento normal, ou seja, só pode realizar transportes a temperaturas superiores a 0 ºC. Uma classificação reforçada significa que o equipamento tem uma capaci- dade de isolamento reforçada, ou seja, pode realizar transportes a temperaturas abaixo de 0 ºC, que no caso de equipamento frigoríficos, a temperatura de transporte fica definida pela capacidade da máquina de frio, podendo ser 0 ºC, -10 ºC ou -20 ºC. Para que um equipamento seja reforçado ou normal existem valores limites para K: Normal: K 0,4 W/m2K Reforçado: 0,4< K 0,7 W/m2K apresentada e com as homologações relacionadas, pois tal como acontece em Portugal com a emissão de certificados ATP para equipamentos de fabrico e instalação de nacional em que esta emissão é feita através da documentação apresentada, nos outros Países acontece o mesmo, e é então no momento que o equipamento passa para outro País que este é vistoriado pela primeira vez. interior do equipamento de 15 ºC à temperatura exigida no período máximo de 6 horas. 1ª Renovação A primeira renovação é realizada no final dos primeiros 6 anos, após a data de construção da caixa isotérmica ou da data em que o equipamento foi submetido a ensaios ATP em túnel de frio. Caso o equipamento fique aprovado, o certificado é renovado por mais 3 anos em relação à validade do certificado anterior. Este certificado pode ser obtido através dos ensaios realizados em túnel de frio reconhecido pelo WP.11 das Nações Unidas, e caso tenham um resultado favorável poderá ser emitido um certificado com base nos resultados obtidos. É nestes casos que o LABET tem uma grande responsabilidade, e uma tarefa que não é fácil, que consiste em analisar toda a documentação, dispor de meios e conhecimento para conseguir detectar irregularidades, como por exemplo não conformidades, quer com os equipamentos, quer com a documentação, tendo sido detectada por diversas vezes documentação falsificada e manipulada. Outra forma de obter o certificado ATP inicial é através de via documental, situação que ainda pode ser dividida por equipamento de construção e instalação nacional, e equipamento importado. Para dar apoio e reforço à emissão de um certificado ATP, em determinados casos, os equipamentos frigoríficos são ainda submetidos a um ensaio de controlo de eficiência da máquina frigorífica. No caso de equipamento de construção e instalação nacional, o certificado é emitido com base em memórias descritivas e termos de responsabilidades, documentos que são entregues nos serviços do LABET e que são comparados com as homologações indicadas, sendo o certificado ATP emitido caso esteja tudo em concordância. Este ensaio tem como base ter no início uma temperatura não inferior a 15 ºC no exterior do equipamento e 15 ºC no interior. A segunda renovação é realizada após a primeira renovação, ou seja, depois de decorridos os primeiros 6 anos após a data de construção da caixa isotérmica ou da data em que o equipamento foi submetido a ensaios ATP em túnel de frio, mais os 3 anos respeitantes à primeira renovação, ou seja, após um total de 9 anos. Após o período de estabilização a 15 ºC, a máquina frigorífica tem como limite máximo baixar a temperatura no Após este período o equipamento tem de ser obrigatoriamente submetido a ensaios ATP em túnel de frio, e caso Certificado ATP inicial Na 1ª renovação o equipamento é submetido a uma vistoria, com o objectivo de verificar se este está conforme, e tratando-se de um equipamento frigorifico, é ainda realizado um ensaio de controlo de eficiência da máquina frigorífica. 2ª Renovação Após recepção e validação da documentação é agendada uma vistoria ao equipamento, que visa verificar se este está de acordo com a documentação T & Q 68/69 No caso de equipamentos importados, o requerente tem de entregar nos serviços do LABET, quatro documentos: Certificado ATP do país de fabrico ou de registo Memória descritiva do equipamento Homologação da caixa isotérmica Homologação da máquina frigorífica, caso se trate de um equipamento frigorífico Figura 6 - Reunião WP.11 - UN - Genéve 2008 21 consiga obter aprovação, esta será por um novo período de mais 6 anos, podendo no final desse período renovar também por mais 3 anos. Em relação aos trabalhos a realizar para obter certificação ATP, e quando não sejam exigidos ensaios em túnel de frio, o LABET para além das instalações em Castelo Branco, também assegura estes trabalhos nas instalações fixas localizadas em Palmela, Carregado e Porto, sendo ainda a possibilidade de deslocar uma ou mais equipas móveis às instalações dos clientes. Registadores de temperatura (termógrafos) T & Q 68/69 Actualmente a grande maioria dos meios de transporte e armazenamento de ultracongelados, congelados e frescos, são obrigados a estar munidos de registadores de temperatura, que antes de serem colocados ao serviço e posteriormente, anualmente, têm de ser sujeitos a verificações metrológicas. Estando o LABET desde o seu início ligado à certificação dos equipamentos de transporte em condições de temperatura controlada, e como forma de facilitar a vida aos seus clientes, oferecendo-lhes um serviço único e multidisciplinar, era uma obrigatoriedade incluir nas actividades deste laboratório a verificação dos registadores de temperaturas, pois desta forma um equipamento ao deslocar-se às instalações do LABET, para além de regularizar a sua situação perante o ATP tem a possibilidade também de regularizar a verificação do registador de temperatura. Em relação aos registadores de temperatura, o laboratório oferece as seguintes possibilidades: Verificação em bancada no laboratório, em lotes ou individual Verificação directa nos veículos, nas instalações do LABET Verificação directa nos veículos, nas instalações do cliente Verificação nas instalações do cliente, em lotes ou individual 22 As verificações realizadas normalmente pelo LABET resumem-se na sua maior parte a verificações realizadas de acordo com a primeira e segunda posições apresentadas anteriormente, e principalmente a equipamento já instalado ou a ser instalado em equipamentos de transporte. Outras acividades Todas as actividades desenvolvidas pelo LABET sempre tiveram como objectivo providenciar uma evolução interna permanente, mas também contribuir para a manutenção e evolução da imagem do ISQ, tanto a nível nacional como internacional. Entre as actividades desenvolvidas pelo LABET, pode-se destacar: Construção e desenvolvimento de equipamento para realização de ensaios especiais nas vertentes mecânicas e electrónicas Desenvolvimento de software específico para controlo de ensaios e aquisição de dados Adaptação de equipamento Manutenção Organização de reuniões e sessões de esclarecimentos/formação, tanto a nível nacional como internacional Representação de Portugal no WP.11 das Nações Unidas O ISQ através do LABET é um dos parceiros fundadores do cluster Agro-alimentar do Centro Participação em projectos europeus de I&D (SAFERAIL, INTERRAIL) O LABET a nível técnico apresenta uma grande capacidade de autonomia para o desenvolvimento e criação de equipamentos especiais, situação que é muito importante dada a participação constante em projectos europeus de I&D, bem como para a realização de ensaios especiais não standard, como os ensaios para a ESA. Tendo em conta o trabalho desenvolvido ao longo dos anos, e o seu reconhe- cimento a nível internacional, o LABET tem tido inúmeros pedidos para participar e organizar reuniões e seminários, destacando-se as reuniões e sessões de esclarecimento com a Direcção Geral de Veterinária, as acções de formação no âmbito do ATP, os cursos de formação para a GNR, com Universidades, ISEG, Universidade Lusíada, etc., com o Ministério Espanhol da Industria e Turismo, que regulamenta os transportes abrangidos pelo ATP, e também com os responsáveis de assuntos ATP de vários países. Em termos de representações internacionais, pode-se destacar a presença do LABET no CERTE do Instituto Internacional do Frio como representante de Portugal para a área do ATP, e no WP.11, sub grupo do Departamento de Transportes Terrestres das Nações Unidas, presidido desde 2005 pelo Director do LABET. Este é responsável, a nível das Nações Unidas, pela certificação ATP. Conclusão O LABET e a sua equipa, calma e paulatinamente com um grande sentido de responsabilidade e humildade, mas conhecedores das suas competências e capacidades técnicas, são a demonstração de que Portugal pode vir a desempenhar um papel muito importante e decisivo neste novo milénio. Ser Portugueses, em nada nos diminui, antes pelo contrário, temos uma herança histórica de descobertas feitas, que devemos honrar e continuar. A matemática e as leis físicas são iguais para todos, se os outros conseguem, também nós conseguimos. Bibliografia ATP, Acordo para transporte de produtos perecíveis e para os equipamentos especiais a utilizar nesse transporte, WP.11 - Inland Transport Committe Nações Unidas Manual de Qualidade, ISQ-LABET ATP Telmo Nobre Manter ou renovar? Com um público consumidor cada vez mais atento e exigente com a qualidade dos produtos alimentares perecíveis, é cada vez maior a utilização de transportes isotérmicos especiais para movimentação destes produtos sob temperatura dirigida, vulgarmente designados por transportes frigoríficos. Como é óbvio, o recurso a estes transportes especiais, não só trás um custo acrescido, como constituí mais uma fonte de emissão de CO2 resultante da queima directa de fuel. A grande questão que se põe é, o que fazer para minimizar estes custos? Qual é a vida útil economicamente rentável de um transporte deste tipo? Num mundo cada vez mais globalizado, os produtos alimentares que consumimos, deixaram na maioria das vezes de ser produzidos localmente, podendo ser oriundos de qualquer parte do planeta. Isto só pode ser conseguido graças a uma cada vez maior frota de veículos especiais de transportes de produtos perecíveis sob temperatura dirigida, normalmente designados por veículos refrigerados ou frigoríficos que assim conseguem assegurar um fluxo constante entre os vários centros de produção e os vários centros de distribuição / consumo. Portugal, dada a sua localização periférica, obriga a que quer os produtos aqui produzidos e exportados, quer os produtos importados, transportados por via terrestre, tenham obrigatoriamente de atravessar a Estremadura Ibérica, que é uma região de clima bastante quente, nomeadamente no período estival, com temperaturas na ordem dos 35 ºC a 45 ºC. O tipo, qualidade e certificação destes veículos especiais de transportes internacionais de produtos perecíveis, encontra-se perfeitamente definido e enquadrado pela regulamentação ATP emanada pelo WP.11 (Working Party 11) da Divisão de Transportes Terrestres das Nações Unidas, do qual Portugal também é membro. No entanto, um tema sempre controverso e que nunca conseguiu reunir um consenso entre os vários membros do WP.11, é o de se saber afinal qual a vida económica útil de um transporte destes, tendo em conta o consumo de fuel e a emissão de CO2! Escolha do equipamento de transporte O ATP, emanado pelo WP.11 da Divisão de Transportes Terrestres das Nações Unidas e regulamenta o transporte de produtos perecíveis sob temperatura dirigida e os equipamentos especiais para o seu transporte, subscrito por 45 países, incluindo Portugal. Na maioria dos países Europeus foi também adoptado, com ou sem pequenas modificações, como regulamentação a aplicar também ao nível dos transportes nacionais (em Portugal aguarda-se desde há vários anos pela adopção do ATP a nível nacional). Um veículo / caixa especial para transporte deste tipo de produtos, terá de entre outras características, possuir um coeficiente global de transmissão de calor [K] de acordo com a Tabela 1. Vejamos em termos práticos o significado deste valor K. Imaginemos que o veículo em causa é um semi-reboque que tem uma superfície total média (paredes laterais, frontal, traseira, chão e tecto) de 150 m2. Se este semireboque efectuar transportes de produtos a 0 ºC e considerarmos que a temperatura média exterior é de 25 ºC, a potência dissipada através das paredes, e que terá de ser reposta pelo grupo de frio, é a descrita na tabela 2 e para vários valores de K. Nesta tabela podemos ainda ver o consumo em litros de gasóleo e o seu custo em euros, bem como o total de emissões de CO2. Não nos podemos esquecer que estes transportes, mesmo durante os períodos de paragem para descanso do motorista, têm de manter sempre o seu equipamento de frio activo, para que se possa continuamente manter a temperatura e assim assegurar a correcta conservação dos produtos transportados. Facilmente se pode verificar, como é lógico, que uma caixa isotérmica com um valor de K = 0,6 w/m2 ºC consumirá o dobro da energia de uma outra com um valor de K = 0,3 w/m2 ºC, isto para as mesmas condições de temperaturas interiores e exteriores. 23 T & Q 68/69 Introdução Tabela 1 K [w/m2 ºC] K 0,40 0,40 < K 0,70 K > 0,70 Classe Temperatura [ºC] - 20 Isotérmico Reforçado Produtos congelados ou frescos 0 Isotérmico Normal Aplicação Produtos frescos Não pode ser aprovado Não pode transportar produtos perecíveis Tabela 2 K [w / m2 ºC] Potência [w] Ti = 0 ºC, Te = 25 ºC Valores / ano (base 300 dias de trabalho) Consumo Gasóleo [L] Euros* Emissão CO2 [Kg] 10.854 0,30 1.125 4.050 4.941 0,40 1.500 5.400 6.588 14.472 0,50 1.875 6.750 8.235 18.090 0,60 2.250 8.100 9.882 21.708 * Foi considerado o preço médio do gasóleo na Zona Euro em Maio de 2010 €1,22 / L Envelhecimento do isolamento Para além da escolha do equipamento inicial (valor de K inicial) há ainda outro factor extremamente importante, muita vezes desconhecido pela maioria dos utilizadores destes tipo de equipamentos, e que pode elevar de forma verdadeiramente alarmante os custos de exploração destes equipamentos ou mesmo vir a inviabilizar a sua rentabilidade. Este factor é a qualidade de construção e a qualidade dos materiais utilizados, muito em particular, a qualidade dos painéis isolantes utilizados, na sua maioria em poliuretano. Estudos efectuados em diversos laboratórios de certificação ATP europeus, incluindo o LABET (Figura 1), vieram confirmar que durante as décadas de 80 e inícios de 90, o envelhecimento de caixas isotérmicas utilizadas nos transportes rodoviários de produtos perecíveis, tinha ao longo de 12 anos um valor médio de 6% / ano. Este aparente paradoxo, em que actualmente com a utilização de novas tecnologias, materiais e métodos de construção se deveriam obter produtos finais de melhor qualidade e não de pior, foi após uma análise mais detalhada dos dados recolhidos, justificado pelas seguintes razões: A substituição das antigas espumas de poliuretano fabricadas com gases expansores à base de CFC (gases compostos por moléculas de grandes dimensões), por novas espumas de poliuretano expandidas com gases "verdes" isentos de CFC, gases com moléculas de menor dimensão e que mais facilmente conseguem sair dos seus alvéolos sendo substituídos por ar, fazendo com que estas T & Q 68/69 Actualmente, e também de acordo com estudos efectuados pelo LABET ao longo da última década, ficou demonstrado, como alguns laboratórios de certificação ATP já suspeitavam, que a taxa de envelhecimento das caixas isotérmicas, tem vindo sistematicamente a aumentar nas construídas mais recentemente. Nos estudos efectuados em caixas construídas da última metade da década de 90, verifica-se uma taxa de envelhecimento média ao longo de 12 anos na ordem dos 9 % / ano. 24 Figura 1 novas espumas se encontrem por isso sujeitas a um mais rápido envelhecimento Por outro lado e a nível europeu, as grandes lutas comerciais pela conquista do monopólio deste mercado de construção de caixas isotérmicas tem levado, numa tentativa de fazer baixar preços, à construção destas caixas com recursos a materiais de menor custo / qualidade a grandes produções em série Um dos dados interessantes deste estudo que veio confirmar precisamente esta situação, foi a comparação, entre os resultados obtidos por duas conhecidas empresas europeias de construção destes equipamentos isotérmicos. Uma delas, que sempre se pautou pela defesa da elevada qualidade dos seus produtos, continua, mesmo com a novas espumas de poliuretano, a apresentar equipamentos com taxas de envelhecimento médio em 12 anos na ordem dos 5 % a 6 % / ano. A outra, cuja única meta é a tentativa de monopolização do mercado europeu com a produção de equipamentos de menor custo, apresenta envelhecimentos médios em 12 anos na ordem dos 10% a 12%. Vamos demonstrar os diferentes cenários que podemos obter com dois exemplos de veículos isotérmicos idênticos, semi-reboques semelhantes, mas com construção de diferente qualidade. No primeiro caso, veículo com K inicial = 0,30 w/m2 ºC e envelhecimento 5 % / ano, verifica-se que ao fim de 6 anos, prazo de validade do certificado inicial, mantém ainda um valor de K igual a 0,39 w/m2 ºC, inferior ao limite de 0,40 w/m2 ºC, o que lhe permite uma renovação na mesma classe de veículo isotérmico reforçado, podendo por isso continuar a transportar produtos congelados. No segundo exemplo a situação é totalmente diferente, pois ao fim dos 6 anos o valor de K já atinge os 0,70 w/m2 ºC, o que não permite a renovação deste veículo na mesma classe isotérmica reforçada, obrigando à sua desclassificação para a classe isotérmica normal e que só lhe permite o transporte de produtos frescos. um custo da ordem dos € 75.000, basta ver na Tabela 3 que só no sexto ano de exploração podemos estar a gastar em combustível, por uma escolha deficiente, cerca de € 34.000 mais do que seria necessário (76.935 42.998), representando este gasto adicional metade do custo de um equipamento novo! Se esta situação já por si é desastrosa, podendo mesmo vir a inviabilizar todo o investimento, tornando o negócio insustentável, se atendermos aos consumos adicionais de combustível para colmatar a falta de qualidade e perdas de energia através da caixa, verifica-se por exemplo que no segundo caso, e apenas ao fim de 6 anos já se gasta, quase tanto em combustível (€ 72.324 / ano) do que no primeiro caso ao fim dos 12 anos (€ 77.935), então, temos uma verdadeira dimensão dos elevados e incomportáveis gastos que podem ser ocasionados por uma escolha de um equipamento de baixo custo inicial, mas de qualidade menos garantida. Emissões de CO2 Para além destes custos directos de exploração dos equipamentos de transportes isotérmicos frigoríficos, existe ainda outro factor menos visível e muitas vezes escamoteado, mas de extrema importância na conjuntura actual - o aumento das emissões de CO2. Em condições de funcionamento normal, um motor diesel emite 2,68 Kg CO2 / l de combustível. Assim, à medida que a capacidade de isolamento da caixa vai diminuindo devido ao seu envelhecimento, o grupo de frio vai ter de trabalhar cada vez mais minutos por hora para conseguir manter a mesma temperatura no interior da caixa e assim compensar este acréscimo de perdas, acarretando uma maior emissão de CO2. Considerando que um semi-reboque novo totalmente equipado com caixa isotérmica e grupo de frio, poderá ter Tabela 3 K Box Engine Losses w / m2 ºC w 0 0,30 2.250 6.063 22 -25,0 19.560 0 19.560 42.968 0 42.968 3 0,35 2.590 5.881 26 -25,0 28.361 877 29.238 49.457 1.529 50.987 59.522 Year Working Inside Exploitation Costs CO2 Emissions Capacity Time Temp. Box Engine Total Box Engine Total w min / h ºC € / year € / year € / year Kg / year Kg / year Kg / year Envelhecimento da caixa 5 % / ano, perca de eficiência do grupo de frio 1 % / ano, Te = 25 ºC 6 0,39 2.930 5.699 31 -25,0 40.420 2.578 42.998 55.954 3.568 9 0,43 3.258 5.518 35 -25,0 56.617 5.586 62.203 62.217 6.138 68.356 12 0,47 3.560 5.338 40 -25,0 77.935 10.578 88.513 67.986 9.228 77.214 0 0,40 3.000 6.063 30 -25,0 26.080 0 26.080 57.291 0 57.291 3 0,53 3.982 5.881 41 -25,0 43.609 1.349 44.958 76.047 2.352 78.398 Envelhecimento da caixa 10 % / ano, perca de eficiência do grupo de frio 1 % / ano, Te = 25 ºC 6 0,70 5.243 5.699 55 -25,0 72.324 4.612 76.935 100.118 6.384 106.502 9 0,91 6.846 5.518 74 -21,0 105.356 0 105.356 115.776 0 115.776 12 1,18 8.865 5.338 100 -15,8 132.718 0 132.718 115.776 0 115.776 Perca de eficiência do sistema de produção de frio = 1 % / ano Consumo do equipamento de frio = 6 l/h Preço do combustível no ano 0 = € 1,22 / l (valor médio da zona euro em Maio de 2010) Taxa de crescimento do preço combustível = 8 % / ano (valor médio verificado na zona euro nos últimos 6 anos) T & Q 68/69 Dados iniciais: Área total média da caixa isotérmica de cada semi-reboque = 150 m2 Temperatura média exterior ao longo de um ano = 25 ºC Temperatura interior dos produtos transportados = -25 ºC Qualidade do isolamento K1 = 0,30 w/m2 ºC envelhecimento médio em 12 anos = 5 % / ano Qualidade do isolamento K2 = 0,40 w/m2 ºC envelhecimento médio em 12 anos = 10 % / ano 25 Como se pode verificar na Tabela 3, ao fim de 6 anos e apenas para compensar as perdas através das caixas aí analisadas, poderão ser emitidas 100.118 Kg/ano de CO2 numa caixa de menor qualidade, em vez de 42.998 Kg/ ano correspondente a uma caixa de boa qualidade. Comprar veículos usados importados? Não Tem sido uma prática corrente nos países mais desenvolvidos da Europa, como França e Alemanha, a renovação das frotas de veículos de transporte de produtos perecíveis ao fim dos primeiros 5 a 6 anos de utilização, tentando exportar esta "sucata" para outros países, nomeadamente Portugal. T & Q 68/69 O comprador destes equipamentos importados em segunda mão e com 5 ou 6 anos de idade, ao poupar cerca de €15.000 a €30.000 na sua aquisição, comparativamente ao preço de um veículo novo (semi-reboque), pensa ter efectuado o grande negócio da sua vida! Erro total e muitas vezes fatal. Estes veículos na sua grande maioria vendidos com o certificado ATP válido ainda por alguns meses, rapidamente o verão caducar, obrigando o veículo a ser reinspeccionado para efeitos de renovação deste certificado. E aí começa o drama e por vezes o fim do negócio. Na sua grande maioria estes veículos irão ser desclassificados, ou seja, um veículo que em novo permitia transportar produtos congelados, a sempre cobiçada classe FRC, devido ao envelhecimento da caixa isotérmica irá ser reclassificado para FNA, que apenas lhe permite transportar produtos frescos acima dos 0ºC. Mesmo que esta desclassificação não seja de todo impeditiva do funcionamento do negócio, há sempre que ter em atenção, e por tudo o que atrás foi demonstrado, que o consumo de combustível para compensação da má qualidade do isolamento irá ser sempre substancialmente superior à de um veículo novo, o que irá reduzir as margens de lucro ou mesmo tornar o negócio não rentável. Por isso à pergunta comprar veículos importados 26 em 2ª mão? A resposta é: Não obrigado. Conclusão Este verdadeiro problema económico é ainda muito mais grave do que aparenta ser, pois não só vai favorecer e prejudicar respectivamente quem exporta esta "sucata" e quem a importa, como ainda acaba a médio prazo por afectar favoravelmente e desfavoravelmente as economias dos respectivos países exportadores e importadores. Países exportadores destes equipamentos usados, vêem-se livres de equipamentos não rentáveis e de abate oneroso. Não esquecer que estas espumas de poliuretano não são recicláveis, sendo necessário pagar para se efectuar o seu abate. Os países importadores recebem equipamentos não rentáveis vendose a curto prazo a ter ainda de pagar para efectuar o seu abate. Países que exportam estes equipamentos usados, mantêm uma frota sempre renovada com melhores índices de exploração e melhor qualidade. Países importadores acabam por ficar com uma frota envelhecida, com gastos de exploração elevados e qualidade deficiente. Países que renovam as suas frotas mantêm activa toda uma indústria de fabricação e montagem deste tipo de equipamentos e acessórios (espumas isolantes, painéis isolantes, borrachas isolantes, acessórios para portas, postigos, grupos de produção de frio, etc. etc.). Países importadores destes equipamentos estão a contribuir para uma extinção de toda uma indústria. Países que exportam estes veículos usados transferem para terceiros o ónus do abate e destruição destes veículos, constituídos por materiais poluentes não recicláveis. Países importadores desta "sucata" ficam com o ónus do seu abate. Países que exportam estes veículos usados estão a contribuir de uma forma positiva para a redução das suas emissões de CO2: Países que os importam, estão contrariamente a aumentar as suas emissões de CO2. Não é pois por mero acaso que países europeus como França ou Alemanha são os líderes de mercado deste tipo de produtos, possuindo industrias fortes e competitivas que impõem os seus produtos, por vezes de fraca qualidade, mas a preços cada vez mais competitivos, fomentando uma crise cada vez mais acentuada neste sector industrial de mercado dos países menos desenvolvidos, como Portugal. Não é por acaso que nestes países mais desenvolvidos existem incentivos por parte dos respectivos governos para que se renovem as frotas e se exporte a "sucata" para outros. Não é por acaso que as coisas acontecem. Há que reagir, há que aconselhar os nossos transportadores, há que lhes demonstrar como conseguir efectuar transportes de produtos perecíveis de qualidade e de forma rentável, há que restringir fortemente a entrada desenfreada do "lixo" que os outros já não querem e que são verdadeiros sorvedouros de gasóleo e emissores de CO2. Há que criar incentivos para a renovação das nossas frotas com equipamentos novos dando um novo impulso por forma a salvar o que ainda resta desta indústria no nosso país. Bibliografia Roger McCaldin, A Comparison of CO2 Emissions for Various Types of Road Transports, Refrigeration Units, Future Energy Solutions ATP, Acordo para transporte de produtos perecíveis e para os equipamentos especiais a utilizar nesse transporte, WP.11 Inland Transport Committe - Nações Unidas Actas de Ensaio, Determinação de coeficiente global de transmissão de calor, ISQLABET Telmo Nobre, Aging factors, IIR Meeting, Estónia 2004 Telmo Nobre, Tecnologia e Qualidade nº 48 Telmo Nobre, Fuel consumption Simulator, WP.11 - Nações Unidas 2006 TERMOGRAFIA Rui Braz SAFERAIL - Projecto FP7 (UE) wikipedia Desenvolvimento de Sistema Inovador para Inspecção de Bogies Ferroviários T & Q 68/69 Actualmente, as vias ferroviárias Europeias apresentam um volume de tráfego crescente, com veículos ferroviários viajando a altas velocidades e transportando um maior número de passageiros e cargas axiais maiores do que no passado. A combinação destes dois factores veio aumentar consideravelmente as cargas sobre as infra-estruturas existentes, conduzindo a um aumento das necessidades de inspecção e manutenção de equipamentos ferroviários. Os desafios que a indústria ferroviária enfrenta são os seguintes: a melhoria da segurança nos sistemas ferroviários dos países da União Europeia; o desenvolvimento de novas vias ferroviárias para suportar o crescimento contínuo das necessidades associadas a estas vias de comunicação; e a contribuição para o desenvolvimento de uma rede ferroviária mais sustentável, na vertente ambiental e financeira, com vista a um 28 desenvolvimento tecnológico eficiente. Introdução Para uma maior eficiência na segurança em viagens ferroviárias, a indústria ferroviária adoptou uma politica pró-activa de manutenção de bogies, combinando monitorização na própria linha e inspecção nos processos de produção e manutenção. Ao minimizar as falhas/defeitos nos bogies e reduzir os tempos de manutenção, contribuirse-á para uma redução de custos de manutenção, o que, por conseguinte, levará a um benefício directo para os operadores de veículos e infra-estruturas ferroviárias, tanto urbanas como interurbanas. O projecto SAFERAIL tem como objectivo dar resposta a este problema. Através do desenvolvimento de um novo sistema de inspecção instalado na linha para uma monitorização detalhada e fiável do estado de condição dos bogies em serviço, e desenvolvimento de uma poderosa ferramenta de inspecção por técnicas de ensaio não destrutivo, combinando ultra-sons e sensores de medição de campos magnéticos de corrente alterna, para um rápida e mais precisa inspecção de bogies nos processos de produção e de manutenção. O projecto visa melhorar as potencialidades das técnicas existentes de monitorização na própria linha, através da utilização de um sistema integrado instalado no carril, que combinará as técnicas de análise de vibrações, emissões acústicas e termografia. Cada uma destas técnicas complementa a outra, contribuindo para uma maior versatilidade do sistema integrado instalado na linha. Os três módulos de monitorização vão estar em comunicação através de software de análise automatizada dos resultados obtidos. O sistema integrado permitirá a ligação à rede de comunicação do respectivo operador ferroviário, providenciando a informação referente à passagem do conjunto (comboio), enviando-a para os técnicos e engenheiros responsáveis pelo controlo do tráfego, e a manutenção dos equipamentos em circulação. O LABET no SAFERAIL O Laboratório de Ensaios Termodinâmicos (LABET), como líder, tem uma importante contribuição no módulo de termografia, que consiste no desenvolvimento de um protótipo eficaz na detecção de problemas que ocorram em rodas e eixos, defeitos nos mecanismos de travagem e sobreaquecimen- Figura 1 - Conjunto Eixo, Roda e Rolamento Figura 2 - Esfoliação de uma roda to de rolamentos. O módulo irá incorporar uma matriz de pirómetros que será instalada no carril, e que será capaz de detectar variações de temperatura na superfície do conjunto de rodados durante a passagem do veículo a alta velocidade. A existência de defeitos nos rodados ou no sistema de travagem, e o sobreaquecimento dos rolamentos devido a lubrificação insuficiente, poderá ser detectado devido ao aumento de temperatura provocado por estes defeitos. A severidade dos defeitos será avaliada qualitativamente através da análise do incremento de temperatura registado em particular para cada área em estudo. Uma vez que a inspecção será efectuada ao veículo com este em movimento, o referido módulo deverá ser capaz de efectuar registos em comboios de alta velocidade. O LABET tem vindo a realizar vários 29 T & Q 68/69 Uma implementação bem sucedida dos sistemas desenvolvidos no projecto SAFERAIL permitirá eliminar praticamente a probabilidade de ocorrência de falhas e descarrilamentos causados por esses defeitos/anomalias, assim como minimizar os danos causados às infra-estruturas ferroviárias e veículos devido a lisos, cavidades e esfoliação (problemas mais comuns que ocorrem nos rodados de veículos ferroviários). tivo através de algoritmos de análise mais rigorosos, permitindo deste modo avaliar com mais detalhe as temperaturas registadas). Figura 3* - Imagem termográfica geral das rodas de um comboio recém-chegado à estação Figura 4* - Imagem termográfica pormenorizada de uma roda testes em laboratório, com o intuito de estudar a precisão e o tempo de resposta dos sensores de medição de temperatura por infravermelho (pirómetros). Os ensaios realizados foram efectuados com base no esquema de aplicação descrito na figura 2. A velocidade do comboio é medida uma vez. As rodas são monitorizadas individualmente e os dados são armazenados separadamente. De modo a optimizar o sistema, o segundo sensor de impulso será também utilizado para dar início à aquisição de dados pela matriz de pirómetros. Esta informação irá depender de três parâmetros: O grupo é constituído por uma matriz de pirómetros, hardware para processamento analógico do sinal proveniente dos sensores, passando por um interface de aquisição e processamento de sinal da National InstrumentsTM (NI), composto por um conjunto de módulos com velocidade de aquisição de 100k, amostras/S/ch, um módulo de entradas e saídas digitais, um controlador FPGA e uma Unidade de Processamento de Tempo-Real. Esta última, permite entre outras potencialidades, o armazenamento da informação recolhida e o acesso remoto como WebServer. O módulo I/O digital de alta velocidade, que está sincronizado no tempo com os restantes módulos, permitirá medir a velocidade de deslocação do veículo, assim como o impulso, que dará informação de início e fim de recolha de dados à passagem de cada roda. Com base na velocidade de deslocação o software permitirá avaliar o número de amostras a recolher, aumentando ou diminuindo a frequência de aquisição de acordo com a velocidade do veículo. A investigação e o desenvolvimento deste sistema decorrerão até ao final do projecto de modo a obter a optimização do mesmo, tornando o sistema válido e fiável para implementação futura. * Imagens gentilmente cedidas pela EMEF, S.A. O início de aquisição de dados, deverá ocorrer depois de um atraso definido de acordo com o impulso do segundo sensor e a distância a que matriz de pirómetros se encontra deste O número de amostras por varrimento, é uma constante definida pelo utilizador A velocidade instantânea do comboio, irá definir a frequência de amostragem. Quanto mais rápido se desloca o comboio, maior será a frequência de amostragem Os dados recolhidos são armazenados num ficheiro específico e processados em duas etapas: no modo "Online” (o qual permite avaliar de um modo geral a informação que está a ser simultaneamente recolhida e armazenada, e verificar se existe alguma alteração que justifique ser lançada nesse mesmo instante), e o modo "Off-line" (o qual processa a informação já armazenada de um modo mais exaus- Conclusão Este projecto foi oficialmente lançado em Outubro de 2008 no Reino Unido pelo TWI, Ltd. (coordenador do projecto). O sucesso geral dos sistemas desenvolvidos no âmbito do projecto SAFERAIL, onde destacamos a participação das áreas operacionais do ISQ; Direcção de I&D; Direcção de Controlo Não Destrutivo (CND); e Laboratório de Ensaios Termodinâmicos (LABET), proporcionará à indústria ferroviária várias vantagens técnicas e tecnológicas, antecipando a fiabilidade das unidades em serviço e contribuindo para a optimização dos custos operacionais. Distinguimos a participação da EMEF, S.A., como utilizador final do sistema em desenvolvimento, bem como a interacção com os parceiros envolvidos na realização de ensaios ao longo projecto. Os parceiros envolvidos acreditam que a comercialização da tecnologia SAFERAIL poderá ser implementada pouco tempo após a conclusão do projecto em Setembro de 2011. Acompanhe o projecto em www.saferail.net Referências T & Q 68/69 Portugal, EMEF, SA-Empresa de Manutenção de Equipamento Ferroviário, SA, 2010. Proposta SAFERAIL - FP7-SST-2007RTD-1 Figura 5 - Estrutura do grupo de aquisição de sinal 30 National Instruments Corporation http://www.ni.com/labview/ TERMOGRAFIA Rui Braz INTERAIL – Projecto FP7 (UE) bigfoto.com Desenvolvimento de um Sistema Inovador Integrado de Avaliação da Integridade Estrutural de Linhas Ferroviárias Uma grande percentagem dos acidentes registados nas infra-estruturas ferroviárias, deve-se a problemas existentes nos carris. O contínuo aumento do tráfego ferroviário, das cargas axiais e das velocidades de circulação, poderá conduzir a problemas catastróficos da linha férrea, tais como descarrilamentos, baixas humanas, graves problemas na rede ferroviária, custos desnecessários e a perda de confiança por parte do público no transporte ferroviário, como o sucedido em Hatfield, Reino Unido, em Outubro de 2000. A indústria ferroviária tem uma forte contribuição no que respeita ao desenvolvimento económico dos países da união europeia. Recentemente, a indústria ferroviária europeia tem demonstrado sinais de recuperação, após um longo período de declínio. Os avanços tecnológicos no projecto e construção de comboios levaram ao desenvolvimento de veículos ferroviários mais rápidos, mais eficientes e mais confortáveis, tornando o transporte ferroviário uma opção mais atractiva para os passageiros em comparação com outros meios de transporte. Actualmente, as vias ferroviárias europeias apresentam um volume de tráfego crescente, com veículos ferroviários viajando a altas velocidades e transportando um maior número de passageiros e cargas axiais maiores do que no passado. A combinação destes dois factores veio aumentar consideravelmente as cargas sobre as infra-estruturas existentes, conduzindo a um aumento das necessidades de inspecção e manutenção das linhas ferroviárias. Os custos associados à inspecção e manutenção têm aumentado nos últimos anos, não tendo no entanto, contribuído para uma melhoria da segurança na indústria ferroviária, conforme registado. O projecto INTERAIL, sob a coordenação do ISQ, pretende eliminar os problemas existentes na rede ferroviária, desenvolvendo e implementando um sistema integrado de alta velocidade para uma rápida e fiável inspecção de carris. O sistema de alta velocidade será complementado pela implementação de um equipamento inovador de teste semi-automático, que será aplicado na verificação e avaliação localizada de defeitos detectados no decorrer de uma inspecção realizada a alta velocidade. Durante os últimos anos, as empresas de infra-estruturas ferroviárias têm demonstrado um forte interesse no apoio ao desenvolvimento de novas técnicas de inspecção de alta velocidade para uma avaliação fiável e precisa dos carris, de modo a melhorar a eficiência na manutenção preventiva e reduzir a necessidade de recorrer à manutenção curativa. A Comissão Europeia definiu novas metas de segurança e procedimentos mais detalhados e rigorosos para a indústria ferroviária, como parte de um plano de integração e reforma, no 31 T & Q 68/69 Introdução National Member State Rail Network, numa única rede Pan-europeia. Os aspectos de segurança nos transportes ferroviários têm sido particularmente destacados pela UE, com vista a aumentar a confiança do público na utilização destes meios de transporte. O sucesso na implementação deste plano de reforma para a indústria ferroviária irá possibilitar significativos benefícios económicos e ambientais em prol da sociedade. O projecto INTERAIL vai ao encontro do esforço que tem vindo a ser realizado pela indústria ferroviária na obtenção de uma rede ferroviária mais moderna e na definição de novas normas de segurança, desenvolvendo novas metodologias na inspecção e na avaliação dos carris. Objectivos O Consórcio INTERAIL está a trabalhar no desenvolvimento, implementação e integração de inspecções a alta velocidade, baseado num sistema modular, que possibilitará uma mais rápida e fiável inspecção dos carris com velocidades até 320 km/h, dependendo do modo de inspecção utilizado. O sistema desenvolvido no projecto INTERAIL combinará a utilização de inspecção de visão automatizado, com sensores de medição de campos magnéticos de corrente alterna (ACFM) e com ultrasons, instalado num veículo de alta velocidade. T & Q 68/69 Cada módulo dará informação de aspectos diferentes do estado de condição do carril. Por exemplo, o módulo de inspecção visual automatizada, disponibiliza informação referente aos níveis de corrosão, desgaste no perfil do carril, danos de fadiga na superfície de rolamento do carril, ausência de parafusos nas travessas, desvios significativos da bitola, travessas defeituosas, entre outros problemas. A integração dos três modos de inspecção possibilitará a avaliação geral do estado de condição do carril de uma só passagem, resultando numa redução significativa do tempo de inspecção, quando comparado com os 32 actuais sistemas de ensaios não destrutivos de alta velocidade. Para além disso, a análise e fusão da informação obtida através dos diferentes modos de inspecção minimizará a indicação de falsos positivos, que contribuirá para uma redução tanto no tempo, como nos custos de inspecção, assim como nos recursos aplicados, optimizando e garantindo o bom estado de operação das linhas ferroviárias. A figura 1 representa esquematicamente o sistema de inspecção INTERAIL. O sistema de alta velocidade INTERAIL vai ser complementado através do desenvolvimento de verificações de erro e avaliações técnicas, que também poderão ser aplicadas às inspecções de soldaduras, agulhas e cróssimas, que são particularmente difíceis de inspeccionar com o equipamento existente, devido às limitações técnicas envolvidas. O consórcio desen- volverá três técnicas diferentes para este propósito, incluindo ACFM na determinação e identificação de defeitos superficiais (fissuras) no carril, ultra-sons (phased array) na detecção e avaliação dos defeitos internos e análise de vibrações na inspecção de soldaduras, agulhas e cróssimas. A figura 2 representa esquematicamente o conceito de inspecção INTERAIL. Principais Tarefas (Workpackages) O projecto INTERRAIL engloba cinco grupos de tarefas principais: Workpackage A Definição de amostras e especificação dos sistemas. Nesta tarefa o consórcio irá recolher e analisar a informação com base na literatura existente, empresas de infra-estruturas ferroviárias, prestadores de serviços de inspecção em linhas ferroviárias, Figura 1 - Sistema de inspecção de alta velocidade INTERAIL Figura 2 - Conceito esquemático da plataforma INTERAIL empresas de manutenção e fabricantes de carris, de modo a avaliar detalhadamente as deficiências que estão associadas aos procedimentos de inspecção e manutenção de carris e os seus efeitos na rede de transporte Europeia. Workpackage B Sistema de inspecção de alta velocidade inovador. Esta tarefa consiste num sistema de inspecção integrado combinando três módulos baseados em três diferentes tecnologias de ensaios não destrutivos: ACFM, ultrasons e visão automatizada. Workpackage C Desenvolvimento do subsistema de GPS, ajuste do posicionamento dos sensores e de marcação de defeitos. Workpackage D Técnicas manuais de inspecção e verificação de defeitos. Desenvolvimento de um equipamento especial para a verificação e avaliação dos defeitos detectados pelo sistema de alta velocidade nos carris. Workpackage E Integração e validação. A integração dos resultados obtidos nas tarefas B e C será convertida num único sistema de inspecção de alta velocidade. As técnicas de validação e de verificação dos defeitos serão a base para a avaliação do funcionamento do sistema. O LABET no INTERAIL O Laboratório de Ensaios Termodinâmicos (LABET) participará na tare- fa B1 – Desenvolvimento do Módulo de Visão Automatizada que se encontra enquadrado no WP B o qual será liderado pela Tecnogamma Spa. (Grupo Mer Mec). Esta tarefa será utilizada para detectar defeitos superficiais no carril, incluindo desgaste, irregularidades no perfil do carril, corrosão, fissuras superficiais, parafusos em falta, ausência de balastro, destemperamento. O Consórcio INTERAIL irá desenvolver um módulo de visão automatizado baseado na utilização combinada de lasers e câmaras digitais de alta resolução capazes de operar a altas velocidades. A velocidade de operação do módulo de visão irá depender das especificações a inspeccionar no carril. Por exemplo, se o módulo é apenas aplicado na avaliação do perfil do carril, na percentagem de desgaste e na presença de corrosão, então a velocidade de inspecção poderá ir até aos 320km/h. No entanto, se for necessário uma inspecção mais detalhada das características do carril, tal como fissuras, a velocidade de inspecção deverá ser reduzida até 30km/h, se for necessário processamento em tempo real. Contudo, sendo possível realizar pós processamento dos dados, a velocidade do sistema pode ser significativamente mais alta (>100km/h). Para inspecções realizadas a velocidades superiores a 100km/h, o módulo de visão será principalmente usado para avaliar o perfil do carril, percentagem de desgaste no topo do carril, presença de corrosão, falta de balas- tro e falta de parafusos. A baixas velocidades o módulo será usado para inspeccionar danos de fadiga na superfície de rolamento do carril e defeitos causados por travagens bruscas. O módulo de visão irá utilizar um odómetro para controlar a velocidade de captura de imagem. O odómetro irá permitir recolher informação no que se refere à distância e sentido da deslocação e, também, controlar a operação das câmaras digitais. Conclusão Este projecto foi oficialmente lançado em Outubro de 2009, em Lisboa, pelo Instituto de Soldadura e Qualidade (ISQ), sendo a Área de I&D responsável pela coordenação do projecto, com o envolvimento das áreas operacionais do ISQ; LABET – Laboratório de Ensaios Termodinâmicos e CND – Controlo Não Destrutivo. O projecto conta ainda com a participação da REFER E.P., como utilizador final do sistema em desenvolvimento, e com um grupo de 11 parceiros europeus . O sucesso da implementação do Sistema de Inspecção INTERAIL dará oportunidade aos gerentes das infraestruturas ferroviárias Europeias de harmonizar os procedimentos de inspecção e possibilitará a concretização do conceito de uma rede ferroviária Europeia. O INTERAIL deverá estar concluído em Setembro de 2012 com a demonstração da tecnologia de inspecção desenvolvida pelos membros do consórcio no operador nacional, representado pela REFER E.P.. Mais informação em www.interailproject.eu Bibliografia Proposta INTERAIL – FP7-SST-2008RTD-1. Figura 3 - Representação gráfica do modulo de visão automatizada: para a quantificação de desgaste e irregularidades no perfil do carril (esq.); para a detecção de defeitos superficiais e corrosão no carril (dir.) Railway Strategies Magazine – Janeiro 2010. 33 T & Q 68/69 Sistema de detecção de defeitos superficiais nos carris – MER MEC, www.mermec.com. TERMOGRAFIA Telmo Nobre Reentrada Outubro de 2012 - Após ter sido colocada a uma altitude de 479 Km pelo lançador Vega, a nave IXV, inicia a sua manobra de reentrada. Ao atingir uma altitude de 120 Km, ainda fora da mesosfera terrestre, e com uma velocidade de 26.800 Km/h a nave estabiliza-se com um o ângulo de ataque de 40º. Os sensíveis instrumentos do IXV começaram a detectar o impacto de algumas moléculas de gases atmosféricos. Gradualmente, estes impactos vão crescendo em quantidade, as forças de desaceleração começam a ser francamente notórias e a temperatura do casco começou a aumentar. T & Q 68/69 A cerca de 90 km de altitude o IXV penetra na temida mesosfera. Aqui, a densidade dos gases atmosféricos já é suficiente para começar a absorver a incrível energia cinética do IXV. É apenas um simples mecanismo de transformação de energia, energia cinética em energia térmica. Mas as quantidades de energia são de tal maneira elevadas, que a sua transformação em energia térmica, vai transformar o IXV num verdadeiro archote. Nos bordos de ataque atingem-se temperaturas da ordem dos 2.500 ºC ficando as zonas mais frias a cerca de 1.000 ºC. Qualquer erro nos ângulos de ataque ou falha nos revestimentos térmicos do IXV, fálo-ão pura e simplesmente desintegrar-se. 34 Em 2008 o LABET empreendeu as medidas necessárias para diversificar e internacionalizar as suas actividades, tendo em colaboração com o ISQ Internacional, efectuado algumas reuniões com a European Space Agency (ESA) - European Space Research and Technology Centre (ESTEC). Esta encontrava-se a preparar o lançamento do programa para a construção do novo vaivém espacial europeu (IXV) encontrando-se em fase de selecção das empresas concorrentes. De imediato foram encetadas conversações com o prime contractor deste projecto Thales Alenia Space, tendo o ISQ oferecido a sua disponibilidade e vontade de vir a efectuar alguns dos ensaios no âmbito deste programa. Destas reuniões resultou um desafio: Façam-nos 50 testes de simulação de lift off e reentrada na atmosfera para analisarmos o comportamento de alguns materiais refractários. Este foi de facto um tremendo desafio, pois o LABET sendo um Laboratório de Termodinâmica e por isso apto a lidar com testes que envolviam temperaturas, teria agora de desenvolver métodos, técnicas e equipamentos para efectuar testes em vácuo e a temperaturas da ordem dos 1.000 ºC. Requisitos dos ensaios Amostra 2 painéis refractários do revestimento externo do IXV, com 200 x 200 x 75 mm cada Cada painel é constituído por uma sandwich de 20 mm em inox e core de “haloesferas” seguindo-se uma almofada de material isolante em Safill Ensaio Efectuar 50 ciclos (lift off & re-entry). Condições de cada ensaio: Despressurizar durante o lift off até P < 1E-4 mbar com T = ambiente. Fase da reentrada com duração aproximada de 17 min, aquecer a superfície exterior dos refractários até 900 ºC e seguir uma rampa de temperaturas a fornecer, iniciar um aumento gradual de pressão e aplicar cargas sobre a superfície dos refractários de acordo com rampa a fornecer. Figura 1 - Painéis refractários Monitorização Recolha e arquivo de dados de: Temperatura em diversos pontos e profundidades da amostra Pressão Deslocamentos entre as duas placas Cargas aplicadas Tensões em vários pontos e profundidades da amostra Equipamento Para a realização destes ensaios, e em virtude do problemático ambiente em vácuo, foi necessário proceder-se à construção de uma câmara de vácuo, mas não uma simples e normal câmara. As condições requeridas de temperaturas e aplicação de cargas requeriam toda uma construção especial não standard. Assim, o LABET optou por efectuar uma parceria com um dos seus fornecedores, construtor de câmaras climáticas para ambientes especiais. Desta parceria resultou o projecto final desta câmara de vácuo. Figura 2 - Projecto câmara de vácuo Os equipamentos constituintes desta câmara de vácuo, dada a sua especificidade, foram construídos e/ou adquiridos em vários fabricantes, quer Europeus, quer mesmo dos Estados Unidos. É uma câmara com 2,20 m de comprimento e 1,20 m de diâmetro, equipada com uma Turbo bomba molecular, que lhe permite atingir P < 1E-6 mbar. Para evitar eventuais sobreaquecimentos originados pela rampa de radiação, o corpo exterior desta câmara está revestido por uma camisa refrigerada a água glicolada em circuito fechado. Foi ainda montado no exterior um actuador especial passo a passo, capaz de através de uma flange passa muros actuar as cargas no interior e em ambiente de vácuo e alta temperatura. Foram também montadas inúmeras flanges passa muros adequadas à passagem de sinais de termopares, sinais de Figura 3 - Amostra preparada com sondas controlo e a potência eléctrica para alimentar a rampa de radiação de 35 Kw. Para evitar o efeito de arco eléctrico em certos patamares de baixas pressões, esta câmara encontra-se ainda equipada com transformadores, que lhe permitem regular a tensão a fornecer às rampas de radiação evitando-se assim estas descargas. Para o sistema de controlo, monitorização e recolha de dados, foram desenvolvidos pelo LABET programas informáticos específicos sobe a linguagem LabView da National Instruments. 35 T & Q 68/69 Encontra-se equipada com uma rampa de radiação por lâmpadas de quartzo preparadas para alto vácuo e com 37 Kw de potência, capaz de efectuar aquecimentos até 1.200 ºC em vácuo. Todo o sistema, incluindo os sensores e respectivas unidades de leitura, foi previamente calibrado, tendo-se determinado os coeficientes globais de incerteza expandida das várias grandezas. Figura 4 - Perfis teóricos estimados De acordo com o construtor do IXV, podemos observar as rampas de pressão, radiação e cargas que se pretendiam introduzir em cada reentrada. Podemos também ver no gráfico da direita, uma previsão da eventual distribuição da evolução das temperatura com o tempo e, a vários níveis, das placas térmicas refractárias de protecção do caso do IXV. Finalmente, e após o aparato da amostra ter sido colocado no interior da câmara de ensaios, de se terem efectuado todas a ligações eléctricas, de comando e de monitorização, fez-se um primeiro ensaio em vazio para confirmar a boa comunicação de todos os sistemas e circuitos. As leituras dos instrumentos foram conferidas uma a uma, foi accionado o actuador de cargas, foi testada a rampa de radiação, obtendo-se uma confirmação positiva de todos estes sistemas. O equipamento foi considerado apto para se proceder a estes 50 ciclos de testes. Foi montado o escudo de radiação térmico de baixa emissividade, para protecção das paredes interiores da câmara de vácuo, bem como constituir uma barreira à fuga de radiação, permitindo assim um menor dispêndio de energia de aquecimento. Este aquecimento iria ser efectuado em vácuo, pelo que o único mecanismo de transmissão de calor existente nessas condições é apenas o da transmissão por radiação, e que de acordo com a lei de Stand Boltzmann é uma potência do quarto grau da temperatura absoluta dos objectos. sendo Na Figura 6 podemos analisar os gráficos de pressão aplicada, rampa de aquecimento induzido por radiação e cargas dinâmicas aplicadas, bem como as temperaturas e tensões obtidas num dos 50 testes efectuados. Figura 5 - Teste de verificação Instrumentação Para análise do deslocamento entre as placas refractárias, foram utilizados transdutores de deslocamento sem contacto e para ambientes extremos, tipo PY106C e PY156C, com uma precisão inferior ± 0,01 mm. T & Q 68/69 Para a determinação das tensões utilizaram-se strain gauges tipo LZE-NC-W250G-120/7M. Devido às elevadas temperaturas que se esperavam estas strain gauges foram fixadas por soldaduras ponto a ponto. A precisão destas strain gauges é menor do que ± 10 µstrain. Para a medição de temperaturas foram utilizados termopares tipo K OMEGA CHAL032-120 que garantiam uma precisão de ± 1 ºC. O aparatos contendo os refractários e toda a instrumentação utilizada foi colocado no interior da câmara de vácuo apoiado em quatro células de carga. Estas células de carga iriam permitir monitorizar e controlar a aplicação das cargas durante o ensaio, fase da reentrada. No total, foram utilizados 4 transdutores de deslocamento, 4 células de carga, 12 strain gauges, 24 termopares e 2 sondas de pressão. 36 É interessante notar que a temperatura base plate, ou seja na superfície do casco da nave, abaixo da protecção refractária e na altura do touch down, cerca de 17 min após ser iniciada a reentrada, apresenta um valor da ordem dos 40 ºC, o que se encontra perfeitamente dentro e mesmo abaixo dos valores inicialmente previstos nos estudos técnicos, o que vem validar a boa capacidade de isolamento térmico deste material, nomeadamente as “haloesferas” constituintes do core da sandwich metálica. Outro aspecto que constituiu um grande sucesso nestes ensaios, e que nunca antes havia sido medido em ensaios semelhantes e a estas temperaturas de 900 ºC, quer em laboratórios europeus quer em laboratórios americanos, foi o valor das tensões verificadas em diversos pontos da amostra, nomeadamente na sua superfície exterior a 900 ºC. A criteriosa selecção das strain gauges, bem como o processo de fixação adoptado e o posterior tratamento e correcção do sinal obtido, permitiu-nos a obtenção dos gráficos de tensão em vários pontos da amostra, permitindo-nos assim correlacionar a mesmas com a pressão, temperatura e carga aplicadas. Para correcção e verificação das tensões fora da zona normal de trabalho garantida pelo fabricante das Strain guages, T > 700 ºC, foi utilizado o método de interpolação Spline. No intervalo [xi, xi + 1], a equação seguinte define valor de saída interpolado: y = Ayi + Byi + 1 + Cy"i + Dy"i + 1 sendo: Inspecção visual Entre cada 10 ciclos de testes e no final dos 50 ciclos, foi efectuada uma inspecção final por forma a serem detectadas e medidas todas e quaisquer alterações da amostra, comparativamente com o seu estado inicial. Nesta análise foi nítido haver um grave defeito no processo de brasagem, que não conseguiu garantir a boa aderência entre as faces externas em inox e o material do core em haloesferas constituintes desta sandwich. Conclusão Tendo o revestimento térmico do IXV desempenhado o seu papel protector. O IXV encontra-se agora a 40 Km de altitude animado com uma velocidade de 10.000 Km/h. Faltam 10 min para a amaragem. Figura 7 - Defeitos de brasagem Altitude 26 Km, velocidade 1.600 Km/h, são accionados os pára-quedas iniciando-se a fase final da amaragem. Ao vencer este desafio e tendo conseguido projectar, definir e desenvolver todos os equipamentos e procedimentos de testes que culminaram num trabalho de elevado nível e rigor, cumprindo um apertado calendário, o LABET não só alargou as suas fronteiras de conhecimento para a complexa área de escoamentos termodinâmicos hipersónicos, como ainda conseguiu a integração do ISQ como uma das entidades de testes laboratoriais parceiras deste programa de construção e desenvolvimento do IXV. 37 T & Q 68/69 Figura 6 - Teste de verificação MANUTENÇÃO INDUSTRIAL José Lopes dos Santos Relação Cliente / Prestadores de Serviços de Manutenção Este artigo analisa a relação entre os clientes e os prestadores de serviços de manutenção, identificando também outras entidades relevantes neste sistema e sugerindo algumas acções que contribuam para a melhoria da eficiência dos activos. T & Q 68/69 Tendo passado os primeiros dois terços da minha actividade profissional do lado do cliente e os últimos 17 anos como prestador de serviços, sou naturalmente parte interveniente no sistema. O que vou escrever resulta não só da reflexão que tenho feito sobre este tema, mas também das experiências vividas. Tenho consciência de que, felizmente, algumas das considerações que apresentarei não se aplicam a todos os intervenientes no sistema. 38 Motivação para este tema A produtividade do trabalho em Portugal é 63% da média da UE dos 15, contra os 160% do Luxemburgo, que tem 20% da sua força laboral, constituída por Portugueses. Se tivéssemos a produtividade dos Luxemburgueses, poderíamos ir de fim-de-semana às 18,00 horas de 3ª feira ou entrar de férias no dia 26 de Maio. sido feita, nos últimos anos, numa lógica de curto prazo. A gestão da relação cliente/prestadores de serviços de manutenção, não foge à regra. Há que fazer tudo o que nos for possível para alterar esta situação. Metodologia de análise Procurei identificar as causas para esta realidade, e concluí que uma das principais, é que a gestão do País tem Irei enquadrar esta análise, olhando para o passado, para o presente e para o futuro. Recuemos à década de 80 do século passado, que se caracterizou pela: Expansão pelo Ocidente das ferramentas da qualidade implementadas no Japão, como resposta à pressão do mercado sobre as empresas Necessidade de as empresas darem resposta às crises petrolíferas da década de 70 Recordemos a evolução do preço do barril de petróleo: 1900 - 1,2 $ 1950 - 1,7 $ 1970 - 1,8 $ 1980 - 32,0 $ Esta dupla pressão sobre as empresas, no sentido da melhoria da qualidade e da redução dos custos, levou à tomada de diversas medidas de gestão, das quais destacamos o recurso ao Outsourcing das actividades, não Core Business e não estratégicas. Este assunto já foi tratado em publicação anterior, pelo que deixo apenas algumas notas: O Outsourcing - apareceu como a solução milagrosa Permitia a redução dos custos fixos - inimigo a abater Passava-se grande parte do risco do negócio para jusante Só que, com a água do banho também foi o bebé - know how e algumas empresas perderam também a engenharia residente Pouca articulação entre os gestores e os técnicos Em resumo, o sistema desequilibrouse, podendo ser identificadas nas empresas, causas endógenas e exógenas. As principais Causas Endógenas foram: Desadaptação da estrutura interna das empresas à nova realidade Sistemas de preparação e avaliação de fornecedores inexistentes ou desadequados Pouca experiência nos sistemas de controlo e avaliação dos trabalhos fazer vs controlar Adopção de estratégias de curto prazo - não foi assegurada a engenharia residente As principais Causas Exógenas foram: Deficiente estrutura técnica e organizacional dos prestadores de serviços Recursos produtivos desadequados Baixa qualidade e produtividade Ausência de estratégia comercial O reconhecimento e a identificação destas causas obrigaram a que se actuasse do lado dos clientes e do lado dos prestadores de serviços procurando-se o reequilíbrio do sistema, através da correcção das deficiências acima referidas. Entretanto, surge um novo paradigma da gestão, caracterizado pela: Visão economicista - a linguagem dos decisores é económica e financeira e a relação funcional com os técnicos é cada vez mais difícil Análise dos custos - feita nem sempre duma forma criteriosa e ignorando os efeitos dos custos no médio e longo prazos Presente Dois acontecimentos têm marcado a relação cliente / prestadores de serviços. As centrais de compras. A crise financeira de 2008 e a consequente crise económica As centrais de compras Conceito: Procura da eficiência, desde que a eficácia não seja afectada. Considera-se que o efeito de escala permite ganhos aquisição. nos custos de Realidade: O peso excessivo das centrais de compras nos processos de aquisição tem acentuado o desequilíbrio entre o cliente e os prestadores de serviços, o que se traduz por: • A componente técnica das consultas ser muitas vezes insuficiente • O pedido de propostas com preços fechados passar a ser a regra • Sucessivas negociações para redução de preços • Atrasos injustificados nos processos de fecho das obras • Prazos reais de pagamento muito grandes Em suma, assiste-se de novo a um grande desequilíbrio nas relações entre o cliente e os prestadores de serviços. A crise financeira de 2008 e a consequente crise económica A crise financeira de 2008 e a sua evolução para crise económica, levaram a que o custo de aquisição tenha voltado a ser "o factor de decisão". Mais uma vez é o curto prazo a sobrepor-se à análise global. As consequências resultantes destas duas realidades, pressão das centrais de compras e crises financeira e económica, traduzem-se em: • Descapitalização das empresas prestadoras de serviços, particularmente das PME • Incapacidade para investirem em recursos humanos, técnicos e organizacionais • Tendência para alguns prestadores de serviços degradarem a qualidade dos serviços prestados Tudo isto vai em última análise afectar as empresas clientes, isto é, o desequi39 T & Q 68/69 Passado líbrio a favor dos economistas e financeiros, em detrimento dos engenheiros, que se verifica na gestão de algumas empresas, irá a médio e a longo prazos virar-se contra elas. Futuro Identificamos quatro entidades que podem contribuir para que este processo da relação cliente/prestadores de serviços de manutenção seja mais eficiente. Associações na área da manutenção Organismos estatais Clientes Prestadores de serviços Associações na Área da Manutenção T & Q 68/69 Associações na área da manutenção Fazendo uso da capacidade técnica e do conhecimento do mercado a APMI - Associação Portuguesa de Manutenção Industrial, tem desenvolvido um conjunto de actividades em várias áreas, de que destacamos, entre outras: • A regulamentação dos sistemas de qualificação/certificação • Os sistemas de normalização para a definição dos requisitos • A regulamentação dos sistemas de avaliação dos prestadores • A formação técnica e profissional Organismos estatais Devem reconhecer a importância de uma boa manutenção no aumento da eficiência dos activos e tomar as acções adequadas ao seu desenvolvimento, tendo em conta que: • Um aumento de 20% na eficiência da manutenção representa uma poupança de 1600 M€ / ano; • Os custos energéticos, muito influenciados pela eficácia da manutenção, representam - 85% das importações; - 5% do PIB; - 50% do défice externo • O apoio real às PME cria condições para o seu desenvolvimento organizacional e tecnológico e para o seu equilíbrio financeiro 40 • O incentivo aos actores deste processo, a considerarem a qualidade, o ambiente e a segurança nas suas relações, permitirá ganhos reais de eficiência dos activos • O privilegiar as análises que contemplem o médio e o longo prazos, tornam as decisões mais adequadas à realidade Clientes • Deverão implementar sistemas de relacionamento com os prestadores de serviços, que garantam o equilíbrio entre as áreas de engenharia, financeira e de aprovisionamento, de modo a que as decisões tomadas reflictam estas três competências das empresas, na adequada definição dos requisitos, nos sistemas de controlo dos trabalhos, nos processos de avaliação e no cumprimento dos prazos de pagamento acordados • Deverão evoluir, nos processos de análise e decisão, para a utilização de metodologias que privilegiem o médio e o longo prazos, de que são exemplos a aplicação dos conceitos de TCO (Total Cost of Ownership) e OEE (Overall Equipment Effectiveness) Prestadores de serviços • Deverão implementar uma estratégia de negócio que vise a oferta integrada aplicada à cadeia de valor do cliente • Deverão desenvolver parcerias técnicas com outros especialistas, alargando o âmbito da sua intervenção, em complemento / substituição da simples venda de "actividades", sejam elas de simples cedência de mão-de-obra ou de execução de serviços. Isto implica, uma permanente actualização dos seus recursos humanos e tecnológicos e uma postura de coresponsabilização com os objectivos dos clientes • Deverão privilegiar a oferta de soluções, em detrimento da prestação de serviços, desenvolvendo o conceito de parceria com o cliente • Em resumo, deverão intervir no sentido de substituir o "reparar" pelo "melhorar" Conclusão As quatro entidades que identificámos, como partes intervenientes neste sistema, deverão actuar no sentido de melhorar a eficiência global da manutenção, contribuindo para a melhoria da produtividade do País e para o seu desenvolvimento tecnológico, numa perspectiva de médio e longo prazos. Em particular às duas entidades mais directa e intensamente envolvidas neste sistema, Clientes e Prestadores de Serviços, deixo as seguintes notas de reflexão: Quem tem do processo e do negócio uma visão meramente economicista, defende a redução de custos como prática indiscutível Quem tem uma visão operacional e realista do processo e do negócio sabe distinguir entre os custos, que designo de "gordura", que não acrescentam valor ou o fazem duma forma marginal e, por isso, devem ser reduzidos e eliminados, e os custos "músculo", que acrescentam valor e são geradores de proveitos significativos e, por essa razão, devem ser objecto de investimento pelas empresas Os técnicos das empresas que lidam no dia-a-dia com os prestadores de serviços, sabem que o investimento nos bons prestadores de serviços e nas parcerias que se podem gerar, são um custo "músculo" onde vale a pena investir recursos, porque o retorno técnico e económico está assegurado O crescimento do prestador de serviços em qualidade e capacidade de resposta beneficiará o cliente O prestador de serviços deve ser visto como uma parte do processo produtivo do cliente e a sua sobrevivência deve ser por este estimulada HOMO APREHENDIS Margarida Nunes Andragogia do e-L Learning O e-Learning, utilizado para fazer face a necessidades formativas de públicos adultos, incorpora os princípios subjacentes à andragogia de forma a garantir a eficácia do processo de ensino e aprendizagem a uma qualquer distância entre o aprendiz e o conteúdo de aprendizagem. Esta metodologia atrai a população adulta pela flexibilidade que a caracteriza, possibilitando a conjugação de factores pessoais, profissionais e familiares e a possibilidade de aceder ao curso no local pretendido, no horário que mais se adequa ao formando e ao ritmo que o próprio pretende impor à sua aprendizagem. Nos anos 70, Malcolm Knowles introduziu o conceito de andragogia "a arte e a ciência de ajudar os adultos a aprender" (1980, p. 43), contrastando com o conceito de pedagogia entendido como a arte e a ciência de ajudar as crianças a aprender. De acordo com Knowles (1980, pp. 44-45), a andragogia sustenta-se em quatro pressupostos sobre as características do adulto enquanto aprendiz que consideram que, ao atingir a idade adulta, o indivíduo: (1) modifica o seu auto-conceito deixando de ser um indivíduo dependente (conforme a pedagogia assume) para ser independente, autodirigido; (2) acumula uma crescente reserva de experiências e, consequentemente, um maior volume de recursos de aprendizagem; (3) a sua motivação de aprendizagem é cada vez mais orientada para procurar desenvolver o seu papel social; (4) modifica a sua "perspectiva de tempo" em relação à aplicação de conhecimentos, tendo maior interesse pelos conhecimentos que impliquem uma utilização imediata e, consequentemente, a sua aprendizagem deve deixar de ser centrada no conteúdo para centrar-se no problema. T & Q 68/69 A tese central de Knowles é que na medida em que os adultos diferiram dos jovens como aprendizes em determinados aspectos críticos, exigiam abordagens diferentes à aprendizagem (Knowles, 1970). Considerando que a pedagogia é baseada na abordagem tradicional centrada no professor, a andragogia baseia-se na aprendizagem auto-dirigida (Gibbons & 42 Wentworth, 2004). O professor ou facilitador promove nos aprendizes a responsabilidade para ensinar e aprender (Ross, 2002). Segundo Knowles (1980), a idade adulta caracteriza-se pela percepção da capacidade de autodirecção. Em relação à forma como os indivíduos aprendem, a andragogia baseia-se nos seguintes princípios: (1) os indivíduos adultos são responsáveis e independentes e têm preferência pela autodirecção na determinação de objectivos, técnicas e resultados da aprendizagem (conceito de indivíduo que aprende); (2) a experiência de vida constitui um reservatório de aprendizagem (papel da experiência); (3) os indivíduos adultos valorizam a aprendizagem que responde às necessidades que sentem na sua vida quotidiana (disponibilidade para a aprendizagem); (4) os adultos revelam maior interesse por abordagens centradas no problema (orientação para a aprendizagem); (5) os adultos são motivados para aprender através de factores intrínsecos (motivação para aprender); (6) os adultos precisam de saber como a aprendizagem vai ser conduzida e a importância do que se vai aprender (necessidade de conhecimento). O e-Learning, utilizado para fazer face a necessidades formativas de públicos adultos, incorpora os princípios subjacentes à andragogia de forma a garantir a eficácia do processo de ensino e aprendizagem a uma qualquer distância entre o aprendiz e o conteúdo de aprendizagem. MAINTENANCE RAMS, application to a real case Abstract This thesis focuses in the application of RAMS methodologies to a real case. In this case the objective is to ensure a good performance of safety valves in a large industrial facility as well as their maintenance tasks. To achieve this, it is mandatory to identify and evaluate the failure modes and effects of both the valves and their critical maintenance tasks. By doing that, it is possible to come up with ways to eliminate or at least mitigate those negative impacts (through the implementation of corrective and preventive actions and also through the improvement of the traceability of the valves and their components). This study shows that the application of these methods will lead to cost reduction (production and operational costs) to increase both production capacity and safety and, will add value by making available relevant information concerning equipment and process performance. Methodology and structure of the study To develop this study, it was crucial to get a theoretical basis that was achieved through the reading and consulting of scientific and technical literature found both in books and in papers (displayed in the references chapter). Several meetings with the coordinators both from Instituto Superior Técnico (IST) (Eng.º João Ventura) and from Integridade - Serviços de Manutenção e Integridade Estrutural, Lda (INT)* (Eng.º Lopes da Santos) and also a visit to GALP Energia’s, SGPS, SA (GALP) refinery were crucial to understand how the safety valves * INT is a company within the ISQ group whose core specialization is valve maintenance in industrial facilities. This company cooperated together with IST to develop this study. 43 T & Q 68/69 Nowadays with the rising number of competitors, with the development of more complex machines and pieces of equipment, it is essential that enterprises play their role in the most efficient way, raising the profit margins and improving the quality of their products and services. This can be achieved through the use or implementation of methodologies and tools that increase the reliability and availability of the machinery and systems in general, decreasing the maintenance costs and ensuring the safety of both workers and equipment. work and how the maintenance tasks are performed. With the collected data from the sources referred above, it is possible to perform analysis like FMECA, FMEA and the 5S methodology that will enable the improvement of their performance (valves and maintenance tasks), increasing its reliability, availability and safety. FMEA (Failure Modes and Effects Analysis) is a structured and systematic study of possible failures, their causes and effects. It is used to find ways to eliminate the identified failures through the suggestion of improvements actions in the product, equipment or production process [1, 2]. FMECA (Failure mode, effects, and criticality analysis) as FMEA, is used to investigate possible weaknesses and to sort them in descending order of their potential to cause failures. The FMECA’s critical analysis charts the probability of the failure modes against the severity of their respective effects [2, 3]. The goal of the 5S methodology is to achieve efficiency, good traceability and to eliminate waste of time and effort. It is going to be applied to the maintenance operations site. T & Q 68/69 To conduct this thesis, it was necessary to break down the study in three phases: Introduction and literature review In this first step, the idea is to gather all the relevant information needed to understand the fields in which RAMS acts (Reliability, Availability, Maintainability and Safety). Application to a practical and real case In this chapter, a description of industrial environment is presented. Based on the information collected, a FMECA and FMEA are to be held in order to develop solutions that eliminate the problems identified. An extended explanation of the FRACAS methodology and its application is going to be approached as well in this chapter (encouraging the data 44 sharing between the GALP and INT). Comparisons will be made between the results obtained in these tests and the current situation of both companies and their workers, pointing the areas that need to be improved. Also, a 5S methodology will be applied to obtain further improvements in valve and component traceability in the maintenance site. Conclusions In this last chapter, the conclusions of this study and future challenges will be presented. Introduction, objectives and literature review The purpose of this thesis is to study the improvements that can be achieved through the application of RAMS methodologies and tools to a practical and real case. This practical case consists in analyzing the bottlenecks and restrictions found in the maintenance tasks performed by INT, during a scheduled ‘Production Shutdown’ in GALP’s refinery in Northern Portugal. RAMS can be defined as an application of methodologies and tools that crosses across the concepts of Reliability, Availability, Maintainability and Safety. Its main goal is to maximize the productivity, profit and to decrease costs, failure risks and accidents. The reliability of certain equipment is the probability that the equipment will perform correctly during a certain period of time and under pre-defined conditions [4, 5]. A device or component that has a higher level of reliability tend to be durable, to last longer, to perform its function without needing any unscheduled corrective maintenance. It is possible to find other denominations for reliability such as Mean Time Between Failures (MTBF) or total number of failures. The higher the value of MTBF, the greater the reliability of the equipment [6]. Availability is the capacity of an equipment or system being able to perform its functions in a certain moment and under pre-defined conditions or during a certain period of time (assuming that all needed external resources are provided) [1, 5]. Availability is a performance criterion for repairable equipment that takes into account both its reliability and its maintainability. This means that availability is the probability of a system to work properly when required [7]. Unlike the reliability (that characterizes the continuity of the functioning flawlessly until a given time and does not take account of the events after a failure) the availability does not take into account whether the equipment or process failed and was repaired. It only takes into account the state at a given instant. These two features complement each other. Maintainability is the probability of an active maintenance action for an element under certain conditions being able to be performed in a predefined time interval. To be valid, the maintenance is performed in the pre-defined conditions with utilization of written procedures and predefined resources [1, 5]. The maintainability reflects the ability of equipment to be maintained in good operating condition and maintenance consists of applying a set of repairing tasks that allow the equipment to its proper functioning (whether it is defective or just a routine process to prevent damage) [8]. Safety is the conservation of the human life and also the prevention of damage to equipment and products. Over the years, organizations, researchers and authors have been contributing to the development of safety and its application in industrial facilities [4]. The technical concepts of safety are based on knowledge of situations considered potentially dangerous in an industrial unit for all modes of operation and maintenance as well as all possible operating environments. It also The risk of an undesired event to occur can be estimated by calculating the product of the probability of the event’s occurrence by the severity of its consequences. It is associated with unknown result that a given decision may result in [9]. The goals of this study are to show that through the application of RAMS methodologies and tools it is possible to determine main failure modes (both in processes and in equipment), to identify the current controls to detect them, to suggest actions to eliminate them, to optimize maintenance times and to improve workers safety both inside and outside the maintenance installations. It is also intended to show that the correct application of these methodologies and tools allow an objective, organized and complete selection of the subsystems and respective critical elements in order to define the appropriate maintenance tasks and its frequency. By doing this, the costs with equipment across its life cycle tend to decrease, also the reliability and availability tend to rise [10, 11]. Application of RAMS methodologies to a real case This chapter will consist on the application of engineering concepts, methodologies and tools that enable the optimization of processes (production and maintenance) through analysis of various individual steps and equipment that composes them. The maintenance services performed by INT (during the scheduled ‘Production Shutdown’ in June 2011) in GALP’s refinery in Matosinhos will be analyzed carefully. To apply RAMS correctly it is mandatory to identify potential failures and make appropriate changes to eliminate them [12]. For this purpose analy- sis like FMECA (for safety valves) and FMEA (for the tasks of its maintenance process) are performed. These tests allow an understanding of how this type of equipment and its repair process fails. It has the main purpose of suggesting actions to avoid these failures. Brief description of the industrial environment This refinery is located in northern Portugal (near Porto). Its industrial complex has an area of approximately 290 hectares and is integrated with the tankers’ terminal in the maritime port of Leixões. This refinery produces a wide variety of oil and aromatic products (raw materials for chemical and petrochemical industry). Its different production lines deliver a variety of fuels, base oils and lubricants, aromatic solvents, greases, waxes, bitumen and also sulfur. In the next section, FMECA and FMEA analysis are performed. 45 T & Q 68/69 takes into account the characteristics of each potentially dangerous situation in terms of the severity of its consequences and its likelihood of occurrence. Application of FMECA and FMEA methodologies to safety valves (PSV) and to maintenance processes respectively FMECA PSV Two failure modes were identified for this equipment: ‘doesn’t work’ and ‘malfunctioning’. The first one refers to situations where the valve does not act to set pressure, damaging the whole system and endangering human lives. The 'malfunctioning' refers to the action of the valve at pressures below the set pressure, causing losses of efficiency in the production chain. The highest severity value is attributed to failure mode ‘doesn’t work’ because its consequences are much more serious than the ones from the ‘malfunctioning’ failure mode. The effects of the first failure mode are originated by ‘problems in internal components’, ‘valve not well calibrated’ (can happen after performing its function for long period of time with no maintenance intervention), ‘corrosion’, ‘assembly error’ (not common, but must be taken into account, and will be important in the critical maintenance processes’ FMEA). The causes identi- fied for the second failure mode are ‘problems in internal components’ and ‘joint failures’. The causes that have higher occurrence values are ‘problems in internal components’ and ‘not well calibrated’. The current controls are the pressure gauges installed along the process and the existence of a preventive maintenance plan (the periodic ‘Production Shutdowns’). All the causes have the same detectability value except for the ‘joint failures’ that can be observed visually by a worker and has a lesser value of detection than the others. RPN (Risk Priority Number) is a way to prioritize the failures regarding the risk they represent. It can be determined by calculating the product of the scores of severity, occurrence and detectability already determined. Its calculation is crucial in this analysis to determine the failures that need to be eliminated more urgently, those will be the ones with the highest value of RPN [13]. In the equation RPN = S O D, S is the Severity of the effects; O is the probability of occurrence of the causes of failure and D is the efficiency of the current controls to detect the failures. Actions to be taken by GALP and INT Some of the actions that should be implemented to reduce the RPN values of the identified failure modes are: a routine and regular measure of the quantities of products produced at the end of each step of the industrial processes that will identify losses (if any); the installation of sensors in safety valves, or the purchase of more recent ones with this embedded sensor system; introduction of redundant valves in the sections which have the biggest failure record; the painting of the components most likely to corrode and the definition of more strict control tests. In the operation of valve assembly in the industrial unit, it is important to make sure that the joint is perfect and the valve is well placed. All valves should be registered with a single reference, shared between GALP and INT in order to be able to trace to a particular valve, its FMECA and records that are relevant and which can be filed correctly and completely identified. Implementation of the methodology FRACAS (Failure Reporting, Analysis and Corrective Action System) is a process that makes possible to sort, analyze and report failures and plan corrective actions in response to each type of these failures. It is used in the industrial field for data collection, storage and analysis of system failure. T & Q 68/69 PSV failure modes’ criticality analysis Figure 1 - Implementation of redundant PSV in parallel 46 In this chapter, the goal is to study the feasibility of implementing a redundant system composed by a PSV and a redundant PSV, its benefits and disadvantages. The chosen model is a parallel one and it requires the use of an interlock to choose only one flow between the two possible ones. This model makes possible the mainte- Using mathematical models and theory that fits this situation (Bayes Theorem and Poisson distribution) it is possible to prove that (using this passive redundancy, only one valve active at a time) the valves are independent (the failure of one is independent from the other) and the use of a redundant valve is always better and makes an even bigger difference if one valve tend to fail more often. A system with a redundant valve allows 0 or 1 fail which is better than using only one valve that cannot fail (allowing 0 failures). Being the failure rate and t the time, this system (with the redundant valve) is 1 + t times better than a system with a unique valve. This value was obtained through the application of the already referred mathematical theories. This system reduces the criticality of the identified failure modes. The benefits of its implementation are an increased reliability, availability and safety and production capacity through the reduction of vulnerabilities. The main disadvantage is the cost associated with the implementation of this system. Critical maintenance processes FMEA The maintenance phases identified as critical were: ‘assemble/disassemble of the valve from the process’, ‘disassemble of the valve in its components (including cleaning, washing and drying)’ and ‘reparation of the damaged components (including polishing and lapping)’. The first task (‘assemble/disassemble of the valves’) needs to be improved in terms of safety. The failure mode identified is the difficulty to access some valves. The effect observed is the damage it can cause to the workers. The causes that can lead to that effect are difficulties in reaching the valves, and the existence of vertical stairs instead of spiral staircases in the towers, that leads to a difficulty in tool carrying. The only controls available to guarantee the good performance of the INT workers in their activities are the mandatory one day course on safety procedures and their experience in performing those maintenance tasks in similar conditions. and move around. That can be achieved by making mandatory the use of a belt with eyelets (a tool belt where they can put their required tools for each operation). The failure mode identified for the ‘disassemble of the valve in components’ maintenance phase is the loss and disorganization of the tools and valve components. The effects from that failure mode are the rise of the MTTR (Mean Time To Repair) and the loss of maintenance efficiency. The causes that lead to this are the lack of an efficient traceability system and of good tool and component controls. The current controls are the knowledge of the worker in what he’s doing (e.g., grouping the similar components together and separate them from other valve’s components). To improve the traceability of the tools and components in the ‘assemble/disassemble of the valves’; an implementation of 5 S methodology is crucial to ensure that the components that are disassembled from a valve will return to the same valve. In the ‘reparation of the damaged components’ task the failure mode identified is the ‘repair has not been correctly achieved’. The effects of this include a shortened lifespan and the decreasing MTBF (Mean Time Between Failures). If these errors are found in the next maintenance step (calibration) it leads to a rise of the MTTR. The current controls are the skills and experience of the worker in the separation and maintenance of the damaged components. The task with the biggest value of RPN is the ‘assemble/disassemble of the valves’. Improvement actions proposed to fill the identified gaps To achieve the goal of raising safety in the ‘assemble/disassemble of the valve from the process’ task, it is necessary to ensure that the workers always have their hands free to climb, GALP should study the feasibility of the construction of a permanent platform which makes the maintenance operations safer and faster, instead of using scaffolding. Traceability is the ability to interrelate uniquely identifiable entities. This methodology relies on five pillars: Sorting (Seiri), Setting in order (Seiton), Sweeping/cleanliness (Seiso), Standardizing (Seiketsu) and Self-discipline (Shitsuke). Sorting: The company INT must therefore rationalize the number of components to transport and store, carrying only the components most vulnerable to damage from the analysis of historical data shared between GALP (client) and INT (maintenance supplier), through FRACAS. Only the key tools should be transported. Setting in order: it is recommended that INT builds frames where the tools are identified and placed. It is also possible to have special cases to store all pieces from a certain valve to eliminate the possibility of mixing parts from different valves. In order to improve the traceability, the purchase of metal sheets with unique references to identify every valve and its components is also recommended. That’s the best suggestion because RFID and barcode technologies are more expensive when compared to this, and are more fragile, as the valves are exposed to outdoor climate (e.g., 47 T & Q 68/69 nance of a PSV without having to shut down any industrial activity (figure 1). wind, rain) and also workers can damage the RFID tag or scratch the barcode while moving around, making it impossible to be read. Different tasks will have different boards with different tools and colors. It is important and needed that the maintenance process doesn’t have loops and follows a logical order. Sweeping/cleanliness: It is necessary to develop a cleaning plan for each section and cleaning products must be all in one place and accessible to all. Keeping the workplace speckless doesn’t mean that the workers have to clean it the whole time; it is more about eliminating the causes that lead to its contamination. Standardizing: taking what was said back in ‘Setting in order’, the boards have to have different colors for different tasks and the tools have to be properly and uniquely identified (e.g., SDRI10 (S4)) should be the reference for a screwdriver of 10mm from the stage 4 of the maintenance process). Using this it is possible to reduce both the browsing time for tools, the duration of each maintenance stage and as consequence, the duration of the maintenance process, improving its efficiency. Self-discipline: each employee has to fulfill all the principles previously presented. Its application results in reducing the need to control and the awareness of individual responsibilities. This principle seeks continuous personal and organizational (INT workers and INT) improvement [14]. T & Q 68/69 The main benefits that arise from the application of this methodology are the increase of productivity by reducing time in search of materials, the reduction of costs, the improvement of maintenance the quality, fewer accidents and greater employee satisfaction in the work environment. Conclusions and future challenges This study consisted in the application 48 of RAMS methodologies and tools in order to improve performance of both fuel production (GALP) and maintenance processes (INT). Upon completion of this study it was concluded that the application of these methodologies are indispensable to ensure a company's good performance by optimizing its resources and processes through failure analysis of a relevant equipment: the safety valves (PSV) and their respective maintenance procedures. FMEA focuses on eliminating the failures in order to increase the quality, reliability, availability and security, thus contributing to a better control of processes. This is the prioritization of failures with the highest RPN for disposal, and its philosophy of prevention. The correct application of this methodology also improves teamwork, exchange of ideas among departments that perform different functions as well as customer satisfaction. A workplace that meets the five principles and the suggestions already described will be a more efficient and safe place to work. When using the RAMS methodologies, it is possible to increase production efficiency, and thus, income, reliability and maintainability of equipment, reducing costs and downtime. Performing preventive maintenance can reduce costs up to 70% than performing corrective maintenance. In the future, it is essential to develop a record of the historical fails, organized objectively and comprehensively and an analysis of life cycle costs of equipment. By doing this it is possible to make the connection between the equipment, its maintenance history and the industrial unit it belongs to. The time to response in terms of maintaining the proper operation is reduced, improving the efficiency of the process. Bernardo Pedro Esteves Ferreira de Almeida Instituto Superior Técnico, Universidade Técnica de Lisboa, Lisbon, Portugal References [1] FERREIRA, Luís A.; “Projecto SITEM (Sistema Integrado de Engenharia e Gestão da Manutenção de Instalações e Equipamentos Industriais) RAMS - Reliability, Availability, Maintainability and Safety”, 2004 [2] Dietrich, Duane L.; “Introduction to RAM Management”, Copyright © 2010 IEEE. Reprinted from “2010 Reliability and Maintainability Symposium,” San Jose, CA, USA, Jan. 25-28, 2010 [3] http://www.ehow.com/facts_76435 14_difference-between-fmeafmeca.html (23 Dec., 2010) [4] DHILLON, B. S.; “Reliability, Quality, and Safety for Engineers”, 2005; CRC Press LLC [5] Norma NP EN013306_2007 Terminologia da Manutenção [6] NOVA, Acácio P.; “Apontamentos da cadeira de Gestão da Qualidade e Segurança – Parte de Qualidade”, 2008 [7] www.weibull.com (15 Nov., 2010) [8] ASSIS, Rui; “Manutenção Centrada na Fiabilidade: Economia das Decisões”, Oct. 2007, LIDEL [9] VENTURA, João; “Apontamentos da cadeira de Gestão da Qualidade e Segurança – Parte de Segurança”, 2008 [10] MORAIS, Ludovico; “Desenvolvimento de ferramentas para a aplicação da metodologia RAMS a equipamentos industriais”, Dec. 2005, Repositório aberto da Universidade do Porto. [11] BARATA, Eduardo L.; “SITEM: Sistema Integrado De Engenharia E Gestão Da Manutenção De Instalações E Equipamentos Industriais” - Ciência e Tecnologia dos Materiais, Vol. 19, nº 1 / 2, 2007 [12] DOD guide for achieving reliability, availability and maintainability, Aug. 3, 2005 [13] Strategic error proofing FMEA [14] LUGUESI, Daniel (L); OLIVEIRA, Diogo Fernando Coelho, DE FARIA, Hugo Guimarães; TAVARES DIAS, Ivo Alcantara; MACEDO, Mark Odrich; PENA, Rui Manuel de Sousa (A); DA SILVA, Vitor Duarte Oliveira “Just-intime nos sistemas produtivos” AMBIENTE Marco Estrela Projecto OILPRODIESEL Sistema integrado de gestão de resíduos para a reutilização de óleo alimentar usado na produção de biodiesel para a frota do município de Oeiras Âmbito e objectivos do projecto O projecto OILPRODIESEL* teve como finalidade desenvolver um sistema integrado para a recolha de óleos alimentares usados (OAU) produzidos no sector doméstico e o seu encaminhamento para a produção de biodiesel para abastecimento dos veículos da frota do Município de Oeiras. O objectivo do projecto foi resolver o problema do despejo incontrolado dos OAU no sistema de águas residuais através da implementação de um sistema adequado de gestão desse resíduo. A utilização dos OAU para a produção de biodiesel também desempenha o papel de redução da procura de energia primária pelos veículos do município e simultaneamente o de redução das emissões de gases com efeito de estufa. Deste modo, a implementação do projecto é baseada, etapa a etapa, na estimativa da quantidade de OAU disponíveis para recolha, na definição da logística do processo e na definição da utilização do biodiesel. Este projecto contou com a participação da Câmara Municipal de Oeiras, OEINERGE, INETI, APEMETA, IPODEC, INASMET (ES), Fraunhofer (D) e INNOTERM (HU). tentor vazio é então colocado no interior do contentor fixo. Sistema de monitorização de enchimento De modo a implementar uma rotina eficiente para a recolha dos resíduos recicláveis, foi necessário implementar um sistema de monitorização remota, que permita recolher os contentores somente quando uma quantidade significativa de resíduo tenha sido aí depositada. O sistema consiste em dois componentes: unidades de monitorização remota, instaladas dentro dos contentores de OAU, e um Centro de Controlo, instalado no edifício do operador de recolha dos resíduos. A unidade de monitorização mede o nível de enchimento dos contentores e transmite as leituras ao Centro de Controlo, onde são visualizadas juntamente com a localização do contentor num mapa digital. A unidade de monitorização é instalada num suporte no interior do contentor de OAU. 50 T & Q 68/69 Processador de biodiesel O processador é constituído por quarto tipos de contentores de aço inox, um tanque de pré-aquecimento, um tanque de processo de 1000L, um de condensação e um tanque de água para a bomba de vácuo. Uma bomba de calor procede ao aquecimento e arrefecimento do processo com a ajuda de um aquecedor eléctrico. O processador está colocado numa estrutura em aço para fácil transporte. O controlo dos parâmetros do processo é feito com um Controlador Lógico Programável (PLC). Resultados Para facilitar a monitorização dos contentores por qualquer parte interessada, foi desenvolvida uma aplicação Web que permite a qualquer pessoa possuin- Tecnologia e metodologia Recolha A recolha dos OAU originados no sector doméstico foi feita com 20 contentores especialmente desenhados e colocados em locais seleccionados do município. A especificação para a concepção do contentor inclui a robustez, atractividade e a deposição dos OAU em garrafas de plástico. O contentor possui duas partes, uma externa e um contentor substituível onde as garrafas são depositadas. Quando cheio, este contentor, que possui rodas, é movido para o camião de transporte e levado para a instalação de processamento. Um con- do uma ligação Internet aceder aos dados relevantes. A aplicação foi desenvolvida em Google Earth, que fornece atraentes mapas ou vistas aéreas sobre as quais são colocados as localizações dos contentores. Clicando no ícone apropriado, pode-se aceder aos dados (tais como nível de enchimento, hora do último relatório e localização da rua) de um contentor específico. Processo de Trans-esterificação Para se ter uma compreensão clara da atitude geral da população relativamente à reciclagem e práticas relacionadas com o manuseamento e gestão dos OAU, foi realizado um inquérito direccionado aos cidadãos. A análise das respostas mostra que uma larga maioria dos entrevistados (89%) utiliza óleos vegetais para cozinhar em casa, geralmente para fritar batatas e outros alimentos. Relativamente ao destino dos OAU, foi possível constatar que o sistema de águas residuais é o seu destino mais comum (56%), embora também haja uma percentagem considerável (44%) que opta por despejá-los no lixo. Os cidadão inquiridos demonstraram uma abordagem positiva à ideia de reciclagem dos OAU. Uma maioria expressiva estava disposta a participar no sistema de recolha proposto. Um sistema de recolha de OAU e produção de biodiesel foi concebido e montado. Um processador de biodiesel com 1000L de capacidade foi construído e instalado no local seleccionado. O sistema de monitorização de enchimento foi concebido e montado nos contentores de recolha. Estes foram concebidos, construídos e colocados em 20 locais seleccionados do município de Oeiras. Até Março de 2009, data de finalização do projecto, foram recolhidos 8.340 kg de OAU com mais 2.815 kg recolhidos até final de Junho de 2009, num total de 11.155 kg. A recolha mensal é de cerca de 14 toneladas. Foram realizados testes de emissões em veículos da CMO. Estes testes foram feitos com veículos atestados com gasóleo e com B20 (20% de biodiesel adicionado). Os resultados mostram uma diminuição das emissões de CO e um ligeiro aumento das emissões de NOx, o que está de acordo com dados publicados. Benefícios económicos e ambientais A recolha de óleos alimentares usados (OAU) do sector doméstico tem um impacte positivo no ambiente, uma vez que evita a deposição dos OAU em aterros ou a sua descarga no sistema de esgotos, a opção preferida antes do projecto. Esta última opção provoca muitos problemas na operação das estações de tratamento de águas residuais causando perdas de eficiência e aumentando custos operacionais. A utilização dos OAU recolhidos para produção de biodiesel traz também vários benefícios ao ambiente, nomeadamente a redução das emissões de CO2 do sector dos transportes, quando o biodiesel é utilizado para abastecimento dos veículos. A redução de emissões de CO2 é mais significativa quando os OAU são utilizados como matéria prima, uma vez que os efeitos da produção agrícola de óleos vegetais não é sentida. O projecto OILPRODIESEL demonstrou que é possível recolher com sucesso os OAU do sector doméstico e, portanto reduzir o impacte ambiental causado por este resíduo. A recolha de OAU conduz a diminuições significativas nos custos de manutenção do sistema de esgotos urbano e das ETARs. Estima-se que por cada kg de OAU despejados nos esgotos exista um custo adicional de 0,36€. Isto significa que no caso de Oeiras, em que foram recolhidos 11.150 kg de OAU durante 8 meses do projecto, as poupanças serão de cerca de 4.000€. Se todos os OAU produzidos no sector doméstico em Oeiras, estimados em 619 toneladas, fossem recolhidos, poderiam ser poupados cerca de 220.000€. A transformação do OAU em biodiesel e a sua utilização para abastecer os veículos tem vários benefícios ambientais nomeadamente ao ajudar a reduzir as emissões de CO2 dos transportes, um grande contribuinte para as Alterações Climáticas. Estima-se em 890.000 litros o consumo médio anual de gasóleo da frota do município de Oeiras. Utilizando B20 na frota significaria que seriam consumidos menos 178.000 litros de gasóleo o que resultaria na redução de 530 toneladas de CO2 emitida anualmente. Os custos operacionais da frota podem também ser reduzidos, uma vez que o biodiesel é mais barato do que o gasóleo. *Projecto co-financiado pelo programa LIFE Ambiente sob o contrato LIFE05 ENV/P/000369 51 T & Q 68/69 Resultados dos testes de emissão de gases (Para um Opel Corsa Eco 1500 Tdi - 1997) Este projecto trouxe benefícios ambientais directos, ao contribuir para encontrar uma solução para os OAU produzidos no sector doméstico que antes do projecto se iniciar eram enviados para o sistema de esgotos ou aterros. Quando enviados para o sistema de esgotos causam muitos problemas na operação das estações de tratamento de águas residuais (ETAR). Quando enviados para aterros também causam problemas ambientais. Se todos os OAU produzidos no sector doméstico forem recolhidos e transformados em biodiesel, os benefícios ambientais são bastante grandes uma vez que serão evitados muitos problemas nas ETAR e, portanto, a sua eficiência aumentará assim como a qualidade da água retornada ao ambiente. PARTICIPADAS ISQ ASK multiplica por 4 vezes os seus activos sob gestão na área de capital de risco A ASK T & Q 68/69 A ASK é uma empresa participada pelo ISQ (accionista fundador da ASK em 2006). Desenvolve a sua actividade em diversas áreas financeiras: (1) assessoria especializada em fusões e aquisições; (2) estruturação de dívida; (3) gestão de fundos de capital de risco; (4) gestão de fundos de investimento imobiliário. Encontra-se actualmente a aguardar a autorização do Banco de Portugal e da CMVM para iniciar as actividades de (5) gestão de patrimónios e de (6) corretagem. Apesar de actuar essencialmente na Península Ibérica, as suas actividades 52 desenvolvem-se também em Angola (escritório em Luanda) e Brasil (S. Paulo e em Belo Horizonte). A lógica da parceria ASK / ISQ A colaboração entre a ASK e o ISQ tem sido muito intensa desde a fundação da ASK, que ocorreu em finais de 2006. Para além do apoio aos negócios de assessoria financeira, o ISQ é o principal parceiro da ASK na actividade de capital de risco. Foi o fundador da sociedade gestora de capital de risco e foi por isso a entidade que lançou este negócio. Hoje, dada a sua excelência técnica e diversidade das suas áreas Na sua actividade de capital de risco, a ASK gere actualmente um montante de €10,65M distribuídos pelos Fundos ISQ Capital (com uma dotação de €7,15M) e o ISQ Brasil Sustentável (€3,50M). Com base no trabalho desenvolvido nos últimos anos, a ASK conseguiu angariar €31,00M para o lançamento de 2 novos fundos: O Fundo ASK Capital (€11,00M) e o Fundo ASK Celta (€20,00M). Deste montante global, o QREN investirá €16,5M através do Programa Compete. O montante remanescente (€14,5M) foi captado junto de investidores privados. Os fundos têm características distintas. O Fundo ASK Capital destina-se a investir em empresas que se encontrem na fase inicial da sua vida - com um máximo de 3 anos de existência - e apresentem uma componente clara de inovação (seja ela tecnológica ou não). O montante máximo de investimento é de €1,00M por cada empresa e o investimento destina-se preferencialmente a empresas com sede fora da zona de Lisboa. As empresas deverão apresentar um potencial de valorização muito relevante e potencial de mercado claramente internacional. Tipicamente, encaixam neste fundo, projectos a iniciar de raiz a sua actividade, bem como projectos que tenham já ultrapassado a sua fase de desenvolvimento e/ou os primeiros testes ao mercado mas que necessitem de fundos de capacidade de gestão para se desenvolverem (early stage). O Fundo ASK Celta destina-se a reforçar o capital de empresas que se encontram numa fase mais avançada da sua vida e que apresentem também um forte potencial de crescimento. Os fundos destinar-se-ão a financiar novos projectos de investimento. A internacionalização de empresas é uma das áreas de foco de investimento deste Fundo de Investimento. As empresas terão que ter forçosamente a sua sede fora da zona de Lisboa. O investimento máximo por empresa é de €4,50M, sendo o investimento máximo anual de €1,50M. Novos parceiros de negócio A ASK considera que reuniu uma equipa de excelência para a assessoria e gestão dos novos fundos nomeadamente ao nível dos seus comités de investimento. O Fundo ASK Capital reunirá no seu comité de investimento as seguintes personalidades: Eng. Oliveira Santos (Presidente); Dra. Luísa Coutinho; Dr. Pedro Baltazar; Eng. Carlos Alves; Professor Dr. Fernando Bello; Dr. Sérgio Pena Dias e Eng. Fernando Lamas de Oliveira. Trata-se da combinação de diversas competências de perfil técnico, académico, e empresarial (perfil empreendedor e de lógica associada às grandes multinacionais). O Fundo ASK Celta terá como parceiro de referência o Dr. Luís Assis Teixeira, empresário de sucesso em diversas áreas, nomeadamente no sector automóvel. A equipa de gestão dos fundos de investimento de capital de risco também será reforçada, dado o crescimento do número de empresas a analisar e a acompanhar (após a fase de investimento). A equipa do ISQ como fonte de identificação de oportunidades de investimento O ISQ com os seus cerca de 900 colaboradores poderá constituir uma excelente base de identificação de oportunidades de investimento. Não só para os próprios colaboradores do ISQ, com características empreendedoras, que apresentem boas ideias de negócio, como também para toda a rede de relacionamento que constitui o eco sistema do ISQ - clientes, fornecedores, parceiros. Desta forma, os novos fundos de capital de risco da ASK pretendem assumir-se como o braço financeiro à disposição do Grupo ISQ para o apoio dos bons projectos empresariais que, sabemos, surgem de forma muito recorrente. A área de capital de risco da ASK tem como objectivo investir em projectos rentáveis e fazer com que os seus investidores participem fortemente na valorização económica e financeira da inovação, do conhecimento e da capacidade de empreender que existe em Portugal. A ASK irá contribuir com os fundos que tem sob gestão e com o apoio à gestão dos projectos. Para isso é determinante a colaboração com o ISQ. 53 T & Q 68/69 de actuação, desempenha um papel crítico em três componentes distintas: 1) identificação de oportunidades de investimento; 2) avaliação técnica de oportunidades de investimento, fornecendo pareceres de altíssima qualidade e fiabilidade permitindo uma redução drástica dos tempos de análise e 3) desenvolvimento de diversas empresas participadas pelos Fundos que a ASK tem sob gestão, ao nível técnico e comercial, utilizando a sua presença nos mercados nacional e internacionais. Trata-se inquestionavelmente de uma parceria muito forte. Investigação do ISQ distinguida pela Comissão Europeia O projecto “OILPRODIESEL” - coordenado pelo ISQ/ID Ambiente – foi seleccionado pela Comissão Europeia como um dos 23 melhores projectos do programa LIFE AMBIENTE de 2009. Foi graças a este projecto que o município de Oeiras implementou a sua rede de recolha de Óleos Alimentares Usados (OAU), com os oleões alaranjados, entretanto adoptados por mais 11 municípios Portugueses. Este projecto contou com a participação da Câmara Municipal de Oeiras, OEINERGE, INETI, APEMETA, IPODEC, INASMET (ES), Fraunhofer (D) e INNOTERM (HU). 10 anos de certificação da área de Formação Há 10 anos atrás a Área de Formação foi pioneira a lançar-se no desafio da certificação do seu Sistema de Gestão da Qualidade. Em Janeiro de 2010 realizámos, com sucesso, a transição para a nova versão da norma NP EN ISO 9001:2008. Hoje, muito para além do reconhecimento que encontramos no mercado, consideramos que foi uma aposta ganha, pois permitiu-nos desenvolver e melhorar continuamente um sistema de gestão que reflecte com rigor a identidade da Área e que nos ajuda de uma forma sistemática na tomada de decisão. Construção de novas pontes No âmbito das actividades do ISQ em Angola, decorre desde o início do ano de 2009, na Província da Lunda Sul, a construção de novas pontes substituindo as estruturas metálicas provisórias que foram colocadas para permitir a passagem dos rios em substituição das anteriores pontes destruídas durante a guerra que se viveu no país. Intervindo desde a fase do reconhecimento inicial dos locais, passando pelos levantamentos topográficos que permitiram a elaboração dos respectivos projectos, também da responsabilidade do ISQ em conjunto com o gabinete do Prof. Armando Rito, a nossa intervenção culminou, durante a execução das obras, na Fiscalização, Controlo de Qualidade e Controlo Financeiro das empreitadas para o nosso Cliente – Instituto de Estradas de Angola (INEA). De um total de 12 Pontes em construção do troço de estrada Saurimo / Muconda / Luau, o ISQ teve intervenção em todas elas, estando quatro dessas infra-estruturas praticamente concluídas e as restantes em diferentes fases de execução. As que se encontram em fase de acabamentos finais situam-se no troço da estrada Muconda / Luau, são da responsabilidade de construção da empresa espanhola CCL Peninsular e em que a construtora portuguesa CONDURIL é seu subempreiteiro geral. Ponte sobre o Rio Luvige Ponte sobre o Rio Luxico Ponte sobre o Rio Lualo Ponte sobre o Rio Luveto Como características comuns a estas pontes destaca-se a sua execução toda em betão armado e a aplicação, em alguns dos seus elementos, do préesforço de forma a aligeirar a dimensão destes elementos. São constituídas por um tabuleiro único de 11,00 m de largura, subdividido em 2 faixas de rodagem de 3,50 m – uma em cada sentido - 2 bermas de 0,50 m e 2 passeios de 1,50 m de largura, sendo as suas inclinações transversais de 3 % na via de circulação e bermas com pendente para as extremidades e de 2 % nos passeios para o interior do tabuleiro. Estes são dotados dos dispositivos de drenagem necessários ao escoamento das águas pluviais, evitando-se assim a concentração das mesmas, a qual se tornaria perigosa para a circulação rodoviária e conservação da obra. Se o arranque inicial foi um pouco difícil, o sistema actual é ágil, bem interiorizado e pertença de cada um de nós. T & Q 68/69 Na Área de Formação pretende-se que o fazer qualidade aconteça naturalmente no dia-a-dia. Chegou a hora de nos lançarmos num novo desafio, a implementação de um Sistema de Gestão da Segurança, desta vez em conjunto com outras cinco áreas do ISQ. 54 Ponte sobre o rio Lualo
Download