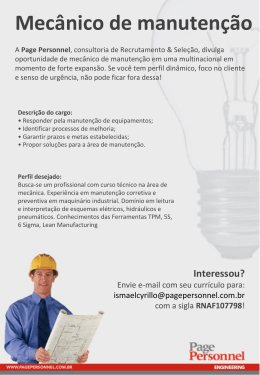
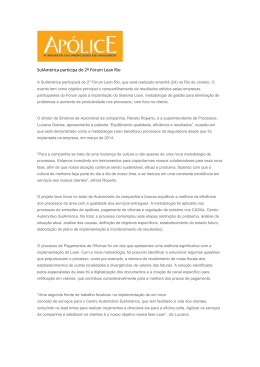
O que os Belts do Seis Sigma precisam saber sobre as métricas do Lean Perguntas e respostas sobre o Lean Seis Sigma Por Cristina Werkema O Lean Manufacturing busca eliminar desperdícios, isto é, excluir o que não tem valor para o cliente e imprimir velocidade à empresa. O programa utiliza, então, algumas medidas ou métricas para quantificar como os resultados da organização podem ser classificados, no que diz respeito à velocidade e eficiência. Essas medidas podem ser utilizadas na identificação de metas a serem atingidas em projetos de melhoria e na verificação do alcance da meta ao final do projeto (comparação dos valores assumidos pelas medidas “antes” e “depois”). Quais são as principais Métricas do Lean? As principais métricas Lean, conforme definições constantes no livro1 Léxico Lean – Glossário Ilustrado para Praticantes do Pensamento Lean (1), são apresentadas na figura 1. MÉTRICA DEFIN IÇÃO Tempo de Ciclo - T/C (CycleTime) Freqüência com que um produto é finalizado em um processo. LeadTime - L/T Tempo necessár io par a um produto percorrer todas as etapas de um processo ou fluxo de valor, do início até o fim. Tempo de Agregação deValor - TAV (Value AddedTime) Tempo dos elementos de tr abalho que realmente tr ansfor mam o produto de uma maneir a que o cliente se disponha a pagar. Tempo de Não Agregação deValor - TNAV (Non-ValueAddedTime) Tempo gasto em atividades que adicionam custos, mas não agregam valor do ponto de vista do cliente. Eficiência do Ciclo do Processo - PCE ( Process Cycle Efficiency) Indicador que mede a relação entre o tempo de agregação de valor e lead o time Taxa de Saída ( Throughput) Resultado de um processo ao longo de um per íodo de tempo definido, expresso em unidade / tempo. Tr abalho em Processo - WIP ( Work in Process) Itens que estão dentro dos limites do processo, isto é, que for am admitidos no processo, mas ainda não for am liber ados. Tempo de Setup ou Tempo deTroca - TR ( Changeover Time) Tempo gasto par a alter ar a produção de um tipo de produto par a outro. Tempo Takt ( Takt Time) Tempo disponível par a a produção dividido pela demanda do cliente. EficáciaTotal do Equipamento - OEE ( Overall Equipment Effectiveness) Indicador de Manutenção ProdutivaTotal T(PM ) que mede o gr au de eficácia no uso de um equipamento. . CO MEN TÁRIO S Se um processo completar um lote de 30 peças a cada 10 minutos, o tempo de ciclo par a o lote sereá10 d minutos e par a uma peça individual ser á de 20 segundos (10 x 60 segundos / 30 peças). O tempo de ciclo deve ser deter minado (cronometr ado) por meio de obser vação e inclui, além do tempo de oper ação, o tempo par a preparo, carregamento e descarregamento de mater iais. Por exemplo, o lead time de um processo de refinanciamento de um CDC par a compr a de um veículo é igual aomero nú de dias tr anscorr idos desde que o cliente faz a solicitação ao banco até o recebimento do car nê par a pagamento das pres ções ta correspondentes aos novos valores mensais e novo pr azo final do financiamento. O lead time também é conhecido como tempo por ta-a-por ta. Usualmente,TAV < T/C < L/T. Ar mazenamento, inspeção,set-up , movimentação, esper a e retr abalho são exemplos de atividades que não agr egam valor. É calculada a par tir da seguinte expressão: PCE = TAV . Lead Time Por exemplo, par a um processo com TAV = 2 hor as eLead Time = 6 dias (48 hor as), a PCE é 2 / 48 = 0,0417,17% = 4. É freqüente que os processos operem com PCE infer ior a 10%. Melhor ar esse resultado representa uma gr ande opor tunidade par a redução de custos. A taxa de saída (produção) pode ser visualizada como um índice médio de conclusão, isto é, quantos itens são concluídos a cada segundo, minuto, hor a, dia, semana, etc.. Por exemplo, a taxa média de saída do processo de refinanciamento de CDC's par a aquisição de veículos pode ser de 50 solicitações por dia. Também é conhecido como estoque em processo. O tr abalho em processo é qualquer tr abalho que esteja no processo e que ainda não esteja concluído. Alguns exemplos são notas fiscais aguardando processamento, e-mails a serem respondidos, peças aguardando pintur a e clientes esper and o atendimento. WIP . O tr abalho em processo pode ser relacionado aolead time por meio da Lei de Little : Lead Time = Taxa de Saída O excesso de tr abalho em processo resulta em aumento delead time e de desperdícios (atividades que não agreg am valor ). O tempo de troca é medido pelo inter valo decorr ido entre a fabr icação da última peça do ciclo deodução pr que acabou de ser finalizado e a fabr icação da pr imeir a peça per feita do novo tipo de produto. Por exemplo, se uma empresa oper a 25.200 segundos por dia e a demanda do cliente é 400 unidades dia, por o tempo takt é 63 segundos (25.200 / 400 = 63). O tempo takt tem a função de sincronizar os r itmos de produção e vendas . é uma expressão alemã quenifica sig r itmo. Takt A OEE é calculada a par tir da multiplicação dos valores das seguintes taxas: • Taxa de disponibilidade, que mede as par adas causadas por falhas nos equipamentos e por ajuspercentualmente tes, ao tempo progr amado. • Taxa de desempenho, que mede as par adas relativas à velocidade de oper ação, o funcionamento emlocidades ve mais baixas do que a deter minada e pequenas par adas de alguns segundos. • Taxa de qualidade, que representa as perdas ger adas por refugo e retr abalho, percentualmente ao otal t de itens produzidos. Isto é: OEE = taxa de disponibilidade x taxa de desempenho x taxa de qualidade. Se, por exemplo, a taxa de disponibilidade é 93%, a taxa de desempenho é 98% e a taxa de qualidade é igual a 96%, então a OEE é 87,5% (0,93 x 0,98 x 0,96 = 0,875). Alertas quanto ao uso das Métricas Lean Os pontos abaixo devem ser objetos de atenção da empresa: É importante tomar cuidado para não confundir tempo de ciclo com lead time. A figura 2 ilustra a diferença entre as duas métricas. Vale destacar que, apenas quando um processo opera em fluxo contínuo, o tempo de ciclo é igual ao lead time. FIGURA 2 Processo Tempo de Ciclo LeadTime Entr ada Saída Para a redução do trabalho em processo, pode ser necessária a adoção de algumas ações que, à primeira vista, parecem produzir um resultado contrário ao que se espera, tais como a retirada temporária de itens do fluxo de produção e a alocação dos mesmos a um “depósito” ou buffer. Após a adoção de ações desse tipo, devido à resultante redução do trabalho em processo, o lead time irá diminuir e o trabalho será realizado melhor e mais rápido, de modo que os itens inicialmente alocados ao “depósito” poderão ser novamente introduzidos no fluxo de produção e finalizados no prazo – ou até mesmo antes do prazo! – determinado originalmente. Referências e comentários (1) Lean Enterprise Institute. Léxico Lean – Glossário Ilustrado para Praticantes do Pensamento Lean (São Paulo: Lean Institute Brasil, 2003), pp. 16; 76-77. Cristina Werkema é diretora do Grupo Werkema e autora das obras “Criando a Cultura Seis Sigma, Design for Six Sigma: Ferramentas Básicas Usadas nas Etapas D e M do DMADV”, “Lean Seis Sigma: Introdução às Ferramentas do Lean Manufacturing e Avaliação de Sistemas de Medição”, além de oito livros sobre estatística aplicada à gestão empresarial - [email protected]
Baixar