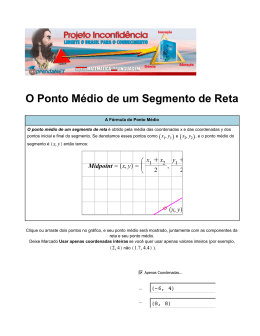
Usinagem Processos Programáveis - CNC Filipi Vianna Pontifı́cia Universidade Católica do Rio Grande do Sul Faculdade de Engenharia Porto Alegre, 2013 Conceitos Básicos Norma ISO 6983 A Norma ISO 6983 descreve o formato das instruções do programa para máquinas de Controle Numérico. Trata-se de um formato geral de programação e não um formato para um tipo de máquina especı́fica. A flexibilidade desta norma não garante intercambiabilidade de programas entre máquinas. Conceitos Básicos Os objetivos desta norma são : I unificar os formatos-padrões anteriores numa Norma Internacional para sistemas de controle de posicionamento, movimento linear e contorneamento; I introduzir um formato-padrão para novas funções, não descritas nas normas anteriores; I reduzir a diferença de programação entre diferentes máquinas ou unidades de controle, uniformizando técnicas de programação; I desenvolver uma linha de ação que facilite a intercambiabilidade de programas entre máquinas de controle numérico de mesma classificação, por tipo, processo, função, tamanho e precisão; I incluir os códigos das funções preparatórias e miscelâneas. Conceitos Básicos Nota: Esta norma dá suficiente liberdade ao fabricante da máquina CNC para adequar a estrutura dos programas às diversas aplicações na máquina, portanto, é preciso observar cuidadosamente o manual de programação. Sistema de coordenadas Os dados numéricos utilizados na programação de máquinas CNC podem ser cotas de posicionamento ou quantidades, como por exemplo, RPM. As cotas de posicionamento são definidas segundo o sistema de coordenadas. (Norma DIN-66217). Este sistema garante que a ferramenta pode ser comandada exatamente através dos percursos que realize porque os pontos na área de trabalho da máquina estão definidos. Sistema de coordenadas Podemos definir pontos através de um sistema de coordenadas: Sistema de coordenadas Sistema de Coordenadas Absolutas Em um sistema de coordenadas com 2 eixos, um ponto qualquer estará sempre corretamente definido, através de um par de coordenadas. Para melhor entendermos este sistema, já visto anteriormente como sistema cartesiano, tomemos o exemplo a seguir: Pontos X Y P1 0 0 P2 20 0 P3 40 20 P4 40 40 P5 20 40 P6 0 20 Sistema de coordenadas Sistema de coordenadas incrementais No sistema incremental, a localização de um ponto qualquer não é definida tomando-se à distância em relação à origem, mas sim, verificando-se o deslocamento efetuado desde o ponto anterior até o ponto atual. Pontos X Y P1 0 0 P2 20 0 P3 20 20 P4 0 20 P5 -20 0 P6 -20 -20 Sistema de coordenadas Regra da mão direita Para um sistema tridimensional, são utilizados três eixos perpendiculares (90o ) entre si, que podem ser designados através dos dedos da mão direita. I Polegar : indica o sentido positivo do eixo imaginário, representado pela letra X. I Indicador : aponta o sentido positivo do eixo Y. I Médio : nos mostra o sentido positivo do eixo Z. Sistema de coordenadas Nas máquinas ferramenta, o sistema de coordenadas determinadas pela regra da mão direita, pode variar de posição em função do tipo de máquina, mas sempre seguirá a regra apresentada, onde os dedos apontam o sentido positivo dos eixos imaginários; e o eixo “Z” será coincidente ou paralelo ao eixo árvore principal (conforme DIN-66217). Sistema de coordenadas Observe as figuras seguintes, que mostram a posição destes eixos numa fresadora com a árvore na vertical e uma com a árvore na horizontal. Y Z Z Y X X Sistema de coordenadas Para o comando de avanço e penetração dos tornos, bastam apenas dois eixos imaginários. Estes são designados pelas letras X e Z, onde o eixo X relaciona-se com o diâmetro da peça e o eixo Z coincidente com o eixo árvore, relaciona-se com as dimensões longitudinais da peça. Veja a figura a seguir para o esclarecimento do que foi exposto acima: Sistema de coordenadas Lembre-se de que os eixos mencionados X, Y e Z são apenas imaginários, mas conhecidos pelo computador, sendo através deles que o comando ordena os movimentos de deslocamento para o carro no torno ou da mesa nas fresadoras. Cabe a você, usando sua imaginação, visualizar a existência destes eixos, para que, assim como o computador possa também comandar os movimentos desejados durante a elaboração dos programas de usinagem. Sistema de coordenadas Além dos três eixos principais X, Y e Z já vistos, existem outros eixos que eventualmente também são utilizados. Cada um dos três eixos principais, pode ter um movimento rotativo em torno de si mesmo. A estes eixos, designados por “eixos rotativos”, atribuı́mos letras que os identificam ao comando, sendo elas as seguintes: Sistema de coordenadas I “eixo A” - rotação em torno do eixo X I “eixo B” - rotação em torno do eixo Y I “eixo C” - rotação em torno do eixo Z Sistema de coordenadas Em máquinas com acionamento duplo, por exemplo, duas torres, é necessário diferenciar para o comando, qual o revólver-ferramenta que será movimentado. Para este fim, usa-se um sistema de eixos, igual ao sistema principal, mas que recebe outras letras para a designação dos seus eixos, que são U, V e W, sendo o eixo U paralelo ao eixo X do sistema principal, o eixo V paralelo ao eixo Y e por fim o eixo W paralelo ao eixo Z. Este é o sistema secundário. Além destes eixos, existem ainda os eixos auxiliares de programação, usados por exemplo, para localizar o centro dos raios de curvatura quando se usinam segmentos de arco (trechos curvilı́neos do contorno das peças em usinagem), sendo estes eixos designados pelas letras I, J e K. O eixo I é paralelo ao eixo X, o eixo J relaciona-se aos movimentos executados em paralelo ao eixo Y e o eixo K representa os deslocamentos paralelos ao eixo Z. Pontos de Referência Ponto Zero Máquina: M O ponto zero da máquina, é definido pelo fabricante da mesma. Ele é o ponto zero para o sistema de coordenadas da máquinas e o ponto inicial para todos os demais sistemas de coordenadas e pontos de referência. Pontos de Referência Ponto de Referência: R Serve para aferição e controle do sistema de medição dos movimentos da máquina. Ao ligar a máquina, sempre deve-se deslocar o carro até esse local, antes de iniciar a usinagem. Este procedimento define ao comando a posição do carro em relação ao zero máquina. Pontos de Referência Ponto Zero da Peça: W Este ponto é definido pelo programador e usado por ele para definir as coordenadas durante a elaboração do programa. Recomenda-se colocar o ponto zero da peça de tal forma que se possam transformar facilmente as medidas do desenho da peça em valores de coordenadas. Pontos de Referência Definição de ponto zero da peça 1. No encosto 2. Na face da peça das castanhas Pontos de Referência Eixos coordenados no torno Torre dianteira, Torre traseira A geometria da peça é transmitida ao comando com auxı́lio de um sistema de coordenadas cartesianas, conforme o tipo de torre. Pontos de Referência Todo o movimento da ponta da ferramenta é descrito neste plano XZ, em relação a uma origem preestabelecida (X0 , Z0). Lembrar que X é sempre a medida do diâmetro e, Z é sempre a medida em relação ao comprimento. Pontos de Referência Coordenadas absolutas com o ponto zero no encosto das castanhas e torre traseira Coordenadas Absolutas Pontos X Z P1 0 60 P2 20 60 P3 20 40 P4 40 40 P5 40 20 P6 60 20 P7 60 0 Pontos de Referência Coordenadas absolutas com o ponto zero na face da peça e torre traseira Coordenadas Absolutas Pontos X Z P1 0 0 P2 20 0 P3 20 -20 P4 40 -20 P5 40 -40 P6 60 -40 P7 60 -60 Pontos de Referência Coordenadas incrementais com o ponto zero no encosto das castanhas e torre traseira Coordenadas Incrementais Pontos X Z P1 0 60 P2 20 0 P3 0 -20 P4 20 0 P5 0 -20 P6 20 0 P7 0 -20 Dúvidas?? Exercı́cio Carlos Alberto Pereira. Prpu - processos programáveis, 2007. [Apostila SENAI-SP - Elaborado pela Escola SENAI Roberto Simonsen do Departamento Regional de São Paulo].
Baixar