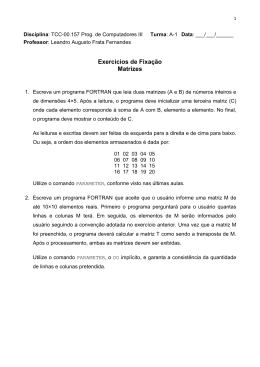
AÇO INOVADOR DE ALTO DESEMPENHO. INDICADO PARA A FABRICAÇÃO DE MATRIZES PARA FUNDIÇÃO SOB PRESSÃO DE ALUMÍNIO, BUSCANDO A REDUÇÃO DO CUSTO TOTAL DA FABRICAÇÃO DO MOLDE. APLICAÇÕES É indicado para a fabricação de: Matrizes para fundição sob pressão em geral. Exemplo de aplicação: bloco de cilindro e caixa de transmissão. Matrizes para fundição sob pressão do alumínio. Exemplo de aplicação: rodas de alumínio. Matrizes para fundição sob pressão de precisão. Exemplo de aplicação: peças elétricas. Matrizes para forjamento a quente. DADOS DE FORNECIMENTO Composição química (%): C Si Mn Cr Mo Ni V Ligado ao Cr-Mo-V | Material patenteado pela Hitachi Metals Ltda. Estado de fornecimento: recozido Dureza: 180 HB PROPRIEDADES DAC-MAGIC® é fabricado pelo processo de refundição a vácuo com formulação própria para garantir propriedades superiores aos aços SKD 61. Alta tenacidade para evitar trincas grosseiras. Alta resistência a elevada temperatura. Boa usinabilidade, possibilitando a redução do tempo de manufatura e o custo total. Excelente resistência a trinca térmica. Aumento da resistência a trinca por tensão, reduzindo o problema de trinca nos canais de refrigeração. COMPARATIVO DE PROPRIEDADES MATERIAL DESEMPENHO Resistência a trinca térmica Resistência a trinca térmica por tensão Usinabilidade Resistência a alta temperatura Tenacidade DAC-MAGIC® SKD61 Modernizado “Resistência a alta temperatura” SKD61 Melhorado “Alta tenacidade” SKD61 “AISI H13” Excelente / Médio / Pobre TRATAMENTO TÉRMICO Recozimento: Aquecer lentamente até a temperatura de 780-820°C, equalizar e deixar resfriar lentamente com o forno até a temperatura de 350°C, depois ao ar livre. Alívio de tensões: De usinagem - aquecer lentamente até a temperatura de 650°C, deixar em temperatura por duas horas e deixar resfriar lentamente até 350°C. De eletroerosão - aquecer lentamente até a temperatura de 540°C, deixar em temperatura por duas horas. Têmpera: A temperatura varia de 1010°C a 1030°C, dependendo do tamanho e aplicação da matriz. Normal: 1020°C. Pré-aquecer lentamente até os patamares de 600-650°C e 800-850°C, dependendo do tamanho e aplicação da matriz. Meios de resfriamento: A vácuo - a velocidade mínima de resfriamento no centro/meio da massa deve ser de no mínimo 30°C/min. Para ferramentas de grande tamanho e figura complexa, recomenda-se o resfriamento interrompido simulando martêmpera. Em banho de sais - recomenda-se proteger os orifícios e base do gume de roscas contra a contaminação do sal pós-tratamento, fazendo uma limpeza criteriosa. Banho de martêmpera ou leito fluidizado - temperatura de 450°C a 320°C, equalizar e continuar o resfriamento em um banho a 180°C depois ao ar livre. Óleo quente interrompido - o tempo de mergulho dependerá da massa da ferramenta ou matriz. REVENIMENTO Durezas recomendáveis Temperatura de tempera: 1030°C 1000 Vel. de resfriamento 900 800 50 40 -15 -10 -7 -5 600 500 400 300 400 500 -3 -1.2(ºC/min) -30 -20 Bs Ms Mf 100 Resfriamento simulando martêmpera Tempo 40 min 30 -60 -300 200 Resfriamento em óleo 25 700 300 · matrizes pequenas e médias: 45~52HRC. · matrizes de grandes dimensões: 42~46HRC. Curva de transformação de resfriamento contínuo 1100 Temperatura °C Temperatura de tempera: 1030° 60 Dureza(HRC) Revenir imediatamente, ainda com a ferramenta quente (50-100ºC), sendo que o primeiro revenimento deverá ser feito a uma temperatura de no mínimo 550°C com 2 horas de tempo de encharque. 0 1 10 100 1000 Tempo (minutos) 600 700 Temperatura de revenimento (°C) TRATAMENTO SUPERFICIAL Proteger a superfície da ferramenta contra o alumínio fundido com leve nitretação + oxidação ou leve nitretação + cobertura. Dependendo da aplicação, estas camadas podem variar. MAIORES INFORMAÇÕES “Uma boa execução dos processos descritos acima são essenciais para uma boa vida útil da ferramenta ou matriz.” Sabendo desta importância, a Alltech Steel está à disposição para auxiliá-lo nesses processos. Solicite a visita de um representante ou entre diretamente em contato com nosso departamento técnico. Av. Celso Ramos, 11466 Pavilhão A - Área Industrial Sul - Bairro Três Barras - Garuva - SC - Brasil +55 47 8870 3132 www.alltechsteel.com.br
Baixar