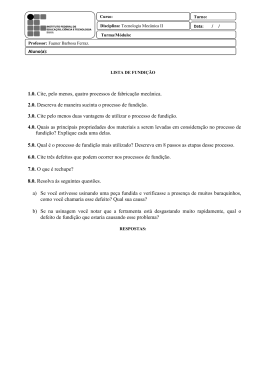
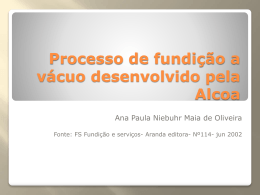
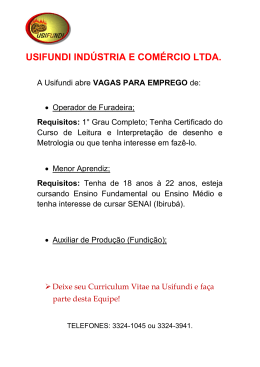
Disciplina: Fundição Professor: Guilherme O. Verran Dr. Eng. Metalúrgica Aula 13 : Processos de Fundição Sob Pressão 01: Introdução Princípio, classificação e potencialidades do processo. 02. Fundição sob pressão em cãmara quente 03. Fundição sob pressão em cãmara fria 04. Parâmetros de Processo 05. Processo de fundição sob pressão à vácuo 06. Processos a Baixa Pressão Disciplina: Fundição Professor: Guilherme O. Verran Processos Fundição Sob Pressão Fundição sob Pressão Princípio do Processo Classificação dos Processos Processo que utiliza um molde metálico estacionário (MATRIZ) no qual o metal líquido é introduzido usando altas pressões. Classificados em função do tipo de equipamento utilizado Câmara Quente Câmara Fria 1 Disciplina: Fundição Professor: Guilherme O. Verran Processos Fundição Sob Pressão Placa Fixa Matriz Placa Móvel Peça Ejetores Câmara de Injeção Ataque Pistão Disciplina: Fundição Professor: Guilherme O. Verran Processos Fundição Sob Pressão Potencialidades do Processo O processo permite obter: • Peças com seções muito finas (< < 0,2mm). • Reprodução de detalhes finos. Peças Complexas • Elevada precisão dimensional Peças “NET SHAPE” • Excelente acabamento superficial • Altas Produtividades. • Adequado para automação. 2 Disciplina: Fundição Professor: Guilherme O. Verran Processos Fundição Sob Pressão Fundição Sob Pressão em Câmara Quente Características Gerais Bocal Pescoço de ganso • O sistema de injeção encontra-se mergulhado no metal líquido e o arranjo permite o enchimento do molde em curto tempo com baixa perda de temperatura do metal. • Utilizado para ligas com baixos pontos de fusão: Mg – Zn – Sn - Pb Cilindro hidráulico Pistão Forno Semi-molde ejetor Semi-molde fixo • Peças de até 23Kg • Ligas de Al em dispositivos sem êmbolo à base de ar comprimido. Disciplina: Fundição Professor: Guilherme O. Verran Processos Fundição Sob Pressão Acumulador Pistão Placas Sistema de Fechamento Bico Pescoço de Ganso Matriz Esquema mostrando os componentes principais de uma Máquina de Fundição Sob Pressão em Câmara Quente 3 Disciplina: Fundição Professor: Guilherme O. Verran Processos Fundição Sob Pressão Esquema mostrando o sistema de canais em um Máquina de Fundição Sob Pressão em Câmara Quente Disciplina: Fundição Professor: Guilherme O. Verran Processos Fundição Sob Pressão Fundição Sob Pressão em Câmara Quente Sistemas de Injeção do Tipo Câmara Quente • à base de êmbolo. • por imersão à base de ar comprimido. • à base de ar comprimido com válvula submergida. • para ligas de Mg. Parâmetros de Processamento: • Pressão de Injeção = 50 a 130 Kg/cm2. • A quantidade de metal varia de acordo com o tamanho do colo de cisne (pescoço de ganso). • Produtividade = 50 a 500 tiros/hora. • Máquina Especiais de Alta Produção = 2000 a 5000 tiros/h. 4 Disciplina: Fundição Professor: Guilherme O. Verran Processos Fundição Sob Pressão Materiais Utilizados no Equipamento: • COLO DE CISNE Ferro Fundido Cinzento ou Nodular - Aço • A escolha do material depende do tipo de metal, da pressão de operação e do custo. • CAMISA e BICO Aço H13 – Aço Ligado Nitretado ou Aço Inox • Peças sujeitas ao calor, atrito e pressão mecânica. • Uma camisa pode durar até 2000h de trabalho. Ferro Fundido Cinzento • PISTÃO Disciplina: Fundição Professor: Guilherme O. Verran Processos Fundição Sob Pressão Seqüência Fechamento do Molde Operacional: Separação do Bico de Injeção Fixação da Tubulação de Injeção Abertura do Molde Injeção Extração dos Machos Retrocesso do Êmbolo Extração das Peças 5 Disciplina: Fundição Professor: Guilherme O. Verran Processos Fundição Sob Pressão Fundição Sob Pressão em Câmara Fria Características Gerais • O sistema de injeção não fica mergulhado no metal líquido. • Cada vez mais utilizado em função das exigências crescentes quanto a qualidade das peças injetadas. • Utilizado para ligas com maiores pontos de fusão: Cu – Al - Mg – Zn Disciplina: Fundição Professor: Guilherme O. Verran Processos Fundição Sob Pressão Placas Acumulador Sistema de Fechamento Pistão Câmara de Injeção Matriz Esquema mostrando os componentes principais de uma Máquina de Fundição Sob Pressão em Câmara Fria 6 Disciplina: Fundição Professor: Guilherme O. Verran Processos Fundição Sob Pressão Esquema mostrando o sistema de canais em um Máquina de Fundição Sob Pressão em Câmara Fria Disciplina: Fundição Professor: Guilherme O. Verran Processos Fundição Sob Pressão 0verflow – Bolsão de Ar Vents – Saídas de Ar Canais de Enchimento Cavidade (peça) Esquema mostrando os elementos da cavidade de uma matriz para Fundição Sob Pressão em Câmara Fria (sistema de canais de enchimento, bolsões e saídas da ar, cavidade da peça 7 Disciplina: Fundição Professor: Guilherme O. Verran Processos Fundição Sob Pressão Sistema de Alimentação da Máquina com Metal Líquido: • Manual com uma colher. • Por forno basculante e canal de alimentação. • Mediante um cadinho hermeticamente fechado e no qual atua uma pressão pneumática sobre o banho. • Por meio de uma bomba eletromagnética. • Por um braço mecânico (ou robô) com um dosador. Sistema de Injeção: • Produtividade: 2 a 5 injeções/minuto. • Acionamento do pistão por pressão de óleo ou água. • Pressão de injeção na faixa de 560 a 3000 kg//cm2. • Velocidade de injeção na faixa de 0,1 a 7,0 m/s. Disciplina: Fundição Professor: Guilherme O. Verran Processos Fundição Sob Pressão Classificação das Máquinas de Acordo com os Princípios Construtivos Máquina de Câmara Fria Horizontal Deslocamento do Embolo de pressão para cima. Máquina de Câmara Fria Vertical Deslocamento do Embolo de pressão para baixo. 8 Disciplina: Fundição Professor: Guilherme O. Verran Processos Fundição Sob Pressão Seqüência de Trabalho em um Máquina de Câmara Fria: • Fechamento do Molde. • Introdução do metal na câmara de pressão. • Injeção do metal. • Abertura do molde. • Extração dos machos • Expulsão ou extração da peça fundida. • Retrocesso do êmbolo de pressão. Disciplina: Fundição Professor: Guilherme O. Verran Processos Fundição Sob Pressão Ciclo do Processo de Fundição sob Pressão em Máquina de Câmara Fria Horizontal Preenchimento da câmara com concha manual Pistão Cavidade do molde Câmara de injeção Injeção do alumínio para a cavidade do molde. Extração do produto 9 Disciplina: Fundição Professor: Guilherme O. Verran Processos Fundição Sob Pressão Ciclo do Processo de Fundição sob Pressão em Máquina de Câmara Fria Vertical Pistão de injeção Ejeção do material residual ( massalote ). Injeção Tiro do produto Alumínio líquido Pinos extratores Varões extratores Preenchimento da cavidade do molde Extração do produto Contra pistão Disciplina: Fundição Professor: Guilherme O. Verran Processos Fundição Sob Pressão Parâmetros de Processamento: • Temperatura da Matriz ≅ 2500C Ligas de Alumínio • Vida Útil da Matriz de 100.000 a 150.000 ciclos. Produção: Exemplos • Conjuntos de até 5,0 Kg • Conjuntos de até 1,2 Kg • 30 a 60 ciclos/h em Máquina Automática • 40 a 120 ciclos/h em Máquina Semi-automática. 10 Disciplina: Fundição Professor: Guilherme O. Verran Processos Fundição Sob Pressão Parâmetros de Injeção: Estágios da Injeção A injeção pode ser separada em três estágios distintos: Primeiro estágio : o pistão avança com velocidade lenta Segundo estágio: na qual metal preenche a cavidade do molde. Terceiro estágio: é a fase de compactação do metal na cavidade, chamada de Recalque. Disciplina: Fundição Professor: Guilherme O. Verran Processos Fundição Sob Pressão Parâmetros de Injeção: Velocidade de Injeção a) Velocidade de Primeira Fase de Injeção É a velocidade de aproximação do pistão. É controlada por uma válvula controladora de fluxo. Nesta fase de Injeção, o pistão avança lentamente não permitindo que o metal líquido sofra qualquer turbulência evitando que bolhas de gases e ar venham a ser aprisionadas e injetadas para dentro da cavidade do molde b) Velocidade de Segunda Fase de Injeção É a velocidade com que o metal líquido preenche a cavidade do molde. É função da espessura e complexidade do produto a ser injetado. Peças com paredes finas Peças muito complexas Maiores velocidades de injeção para compensar a rápida troca de calor entre a superfície do molde e o metal líquido 11 Disciplina: Fundição Professor: Guilherme O. Verran Processos Fundição Sob Pressão Parâmetros de Injeção: Estágios • Primeiro estágio : o pistão avança com velocidade lenta para expulsão do ar e gases da câmara de injeção. 2a Fase 1a Fase A primeira fase termina quando todo Volume Hidráulico da câmara está ocupada pelo metal líquido e pode ser calculado para facilitar na definição dos paramentos de Injeção. Disciplina: Fundição Professor: Guilherme O. Verran Processos Fundição Sob Pressão Segundo estágio: no qual metal preenche a cavidade do molde. É o curso restante do pistão. Preenche a cavidade do molde com maior velocidade imediatamente após o término da primeira fase de Injeção. O curso de Injeção é calculado sempre a partir da posição inicial do pistão que deve facear o orifício de alimentação da câmara . É importante que o pistão tenha sempre o mesmo comprimento pois sua variação provocará variações no comportamento do alumínio durante o preenchimento da cavidade. INJEÇÃO DE AR A segunda fase iniciará junto com o Pistão menor antes que todo o alumínio para que o alumínio ocupe o volume dentro da cavidade padronizado hidráulico da câmara do molde. Pistão maior que o padronizado Penetração antecipada o alumínio para dentro da cavidade antes do inicio da segunda fase Peças com JUNTAS FRIAS. 12 Disciplina: Fundição Professor: Guilherme O. Verran Processos Fundição Sob Pressão Segundo estágio: Influência do comprimento do pistão sobre o regime de injeção e os prováveis defeitos. Normal 2a fase 1a fase Avançado Recuado Pistão maior que o padronizado Juntas Frias Pistão menor que o padronizado Porosidades Uma vez definida a câmara de injeção para um molde, em uma determinada máquina, o diâmetro do pistão e comprimento da haste automaticamente são definidos e a partir destas definições é que são determinadas os parâmetros das máquinas. Disciplina: Fundição Professor: Guilherme O. Verran Processos Fundição Sob Pressão Terceiro estágio: Recalque. É o responsável pela compactação final do material injetado imediatamente após a segunda fase de Injeção, compensando a contração de solidificação do alumínio, diminuindo a ocorrência de porosidades É utilizada em peças de paredes grossas e que sejam alimentadas por canais generosos para permitir a transmissão de pressão sem que solidifique antes o alumínio dentro da cavidade • Força de Injeção da Máquina. Determina: • Pressão Específica Final de Injeção • Responsável pela sanidade(estanqueidade) da peça, uma vez que durante a solidificação o metal contrai, necessitando assim de uma massa adicional que será transferida por pressão ainda no estado semi-sólido (pastoso). 13 Disciplina: Fundição Professor: Guilherme O. Verran Processos Fundição Sob Pressão Parâmetros de Injeção: É obtida através da pressão hidráulica da rede ou multiplicada da Injetora, dividida pela área do êmbolo de injeção. Força de Injeção Resultante da Força de Injeção da Máquina dividido pela Área do Pistão de injeção. Ou seja, é a força aplicada a cada cm2 de metal injetado. Pressão Específica de Injeção A pressão específica (Pe) pode ser regulada na máquina, dependendo do tipo de peça, este valor pode ser estipulado pelo projetista. Peças standard 200 – 400 kgf/cm2 Peças técnicas 400 – 600 kgf/cm2 Peças estanques 600 – 1000 kgf/cm2 Disciplina: Fundição Professor: Guilherme O. Verran Processos Fundição Sob Pressão Parâmetros de Injeção: Força de Fechamento Os diversos tipos de máquinas injetoras que são produzidas, geralmente são identificadas pela capacidade da Força de Fechamento. Exemplo: - Máquina de 630 T = a capacidade desta manter as placas fechadas e travadas até 630.000 kgf de Injeção, que é determinada pela Pressão Específica ( Pe ) multiplicada pela área projetada do molde. 14 Disciplina: Fundição Professor: Guilherme O. Verran Processos Fundição Sob Pressão Processo de Fundição sob Pressão a Vácuo Primeiro Estágio • O vácuo é aplicado no banho fundido que está no forno. • O metal fundido é aspirado para a câmara de injeção da máquina, com o objetivo de obter um grau de enchimento de 30 a 40 % Aspiração do metal fundido do forno para a câmara de injeção. Disciplina: Fundição Professor: Guilherme O. Verran Processos Fundição Sob Pressão Processo de Fundição sob Pressão a Vácuo Segundo Estágio • O pistão avança e efetua a vedação do tubo de aspiração do metal no forno. •. Desta forma o metal fundido é pressionado contra o canal de ataque da matriz, o que ocorre sob baixas velocidades que variam de 0.2 a 0.5 m/s. Transporte do metal fundido do forno para o canal de ataque. 15 Disciplina: Fundição Professor: Guilherme O. Verran Processos Fundição Sob Pressão Processo de Fundição sob Pressão a Vácuo Terceiro Estágio • Corresponde a segunda fase do processo de fundição sob pressão convencional • As válvulas de vácuo fecham e o metal fundido é injetado a alta velocidade na cavidade da matriz • Velocidades típicas do metal fundido entre 2 e 5m/s para tempos de enchimento de 30 a 70 ms. Disciplina: Fundição Professor: Guilherme O. Verran Preenchimento da Matriz Processos Fundição Sob Pressão Processo de Fundição sob Pressão a Vácuo Quarto Estágio • Após o preenchimento completo da matriz efetuase a pós-compressão em que o metal fundido é submetido a alta pressão até a sua solidificação completa. Compressão Final 16 Disciplina: Fundição Professor: Guilherme O. Verran Processos Fundição Sob Pressão Processo de Fundição sob Pressão a Vácuo Controle da Injeção • Para se obter peças fundidas com qualidade homogênea, todas as máquinas são equipadas com um sistema próprio de controle de injeção desenvolvido na empresa para a visualização dos parâmetros do processo. • Através deste processo é possível obter o registro e a análise de um conjunto de até 40 parâmetros para o tipo de processo de fundição individual; Disciplina: Fundição Professor: Guilherme O. Verran Processos Fundição Sob Pressão Processos de Fundição a Baixa Pressão Baixa Pressão Aspiração à Vácuo 17
Download