FACULDADE DE ARACRUZ
MESTRADO PROFISSIONAL EM TECNOLOGIA AMBIENTAL
CLAUDIO SILVA DE SOUSA
Análise Exergética do Processo de Produção de Ferro Gusa em
Altos-fornos: Identificação de Oportunidades em Redução de
Emissões de Gases de Efeito Estufa
Aracruz
2010
Livros Grátis
http://www.livrosgratis.com.br
Milhares de livros grátis para download.
CLAUDIO SILVA DE SOUSA
ANÁLISE EXERGÉTICA DO PROCESSO DE PRODUÇÃO DE FERRO GUSA EM
ALTOS-FORNOS: IDENTIFICAÇÃO DE OPORTUNIDADES EM REDUÇÃO DE
EMISSÕES DE GASES DE EFEITO ESTUFA
Dissertação apresentada à Faculdade de
Aracruz para obtenção do título de Mestre
Profissional em Tecnologia Ambiental.
Área
de
Concentração:
Eficiência
Energética.
Orientador(a): Prof. Dr. Rodolfo Jesús
Rodriguez Silvério
Aracruz
(2010)
Autorizo a reprodução e divulgação total ou parcial deste trabalho, por qualquer meio
convencional ou eletrônico, para fins de estudo e pesquisa, desde que citada a
fonte.
Catalogação da Publicação
Serviço de Documentação da Biblioteca Professora Maria Luiza Devens
Faculdade de Aracruz/ES
Sousa, Claudio Silva de.
Análise exergética do processo de produção de ferro
gusa em altos-fornos: identificação de oportunidades em
redução de emissões de gases de efeito estufa / Claudio
Silva de Sousa ; orientador Rodolfo Jesús Rodriguez
Silvério. - Aracruz, 2010.
109 f.
Dissertação (Mestrado)--Faculdade de Aracruz, 2010.
1. Ferro Gusa – Produção – Alto-Forno. 2. Metalurgia –
Gases. 3. Carvão Vegetal. 4. Termodinâmica. I. Silvério,
Rodolfo Jesus Rodrigues. II. Título.
CDU 669.162
DEDICATÓRIA
Ao meu saudoso pai, Paulino e a minha mãe Vilma pelos eternos ensinamentos de
vida principalmente de persistência, otimismo e humildade.
AGRADECIMENTOS
Aos que de alguma forma demonstraram algum incentivo, agradeço pela satisfação
de tê-los como contribuintes no desenvolvimento deste trabalho.
Agradeço também ao orientador professor Doutor Rodolfo Jesus Rodriguez Silvério
por sua contribuição para realização dos trabalhos, pelas sábias sugestões e
principalmente por despertar a objetividade desde o primeiro momento.
Aos professores da FAACZ pelo suporte e empenho durante o curso atendendo as
necessidades técnicas, teóricas e práticas deste trabalho e a secretaria pelos
processos de apoio que facilitaram esta conquista.
Ao professores Gutemberg Brasil pela parceira e aprendizado nos trabalhos
profissionais de realização de inventários de GEE e orientações iniciais e Gylvan
Meira pela formação em mudança do clima.
A querida esposa Heliara e queridos filhos Paulo e Eduardo pelo amor,
compreensão e apoio fundamental na decisão da matrícula.
Aos diretores e amigos do Instituto Totum e KeyAssociados em especial ao Delpupo
e
Fujihara
por
acreditarem
em
minhas
contribuições
no
time
Carbono.
Respeitosamente a minha mãe Vilma e irmã Claudiana por acreditarem na minha
missão e objetivos de vida.
Aos integrantes da banca pela análise criteriosa e avaliação deste trabalho,
apontando suas valiosas sugestões.
Pela força dos amigos Alessandro, Evandro Abreu, Penha, compadres Jovanir e
Ângelo.
Pela contribuição da Siderúrgica Ibiraçu Ltda. na pessoa do Gerente de Produção
Terêncio.
Pela dedicação do graduando em engenharia metalúrgica da UFOP Caio Bitencourt
e sua importante contribuição como bolsista voluntário desta obra.
A Deus.
"Não é o mais forte da espécie que sobrevive, nem o mais inteligente; é o
que melhor se adapta à mudança".
Charles Darwin
Resumo
Sousa, C.S. Análise Exergética do processo de produção de ferro gusa em
altos-fornos: identificação de oportunidades em redução de emissões de
gases de efeito estufa. 2009. 115 f. Dissertação (Mestrado) – Faculdade de
Aracruz, Aracruz, 2009.
No alto-forno, os carvões exercem dupla função sendo a principal a reação de
bourdoard que, no interior deste reator, fornece o gás redutor o qual promove a
redução dos óxidos ferrosos em ferro, liberando o gás carbônico. Parcela do carvão
utilizado pode estar sendo consumido por fenômenos indesejados inerentes a cada
equipamento e operação e um desperdício energético pode ser constatado
aplicando-se conceitos termodinâmicos.
Este trabalho procurou identificar oportunidades de redução de emissão de gases de
efeito estufa através de alternativas de melhor aproveitamento de recursos
energéticos, principalmente do emprego do carbono, principal agente redutor na
produção de ferro gusa em altos-fornos. Para tanto foi aplicada uma metodologia de
análise baseada nos princípios da termodinâmica, através dos conceitos de exergia.
Esta análise foi feita com base em dados reais de processo e aplicação dos
conceitos de primeira e segunda lei da termodinâmica.
Buscou-se a partir daí identificar as perdas exergéticas pela variação dos principais
parâmetros operacionais do reator buscando relações que desdobrem em
oportunidades para melhor aproveitamento energético e a tomadas de ações de
mitigação de emissão de gases de efeito estufa durante o processo.
Palavras chave: Ferro gusa, alto-forno, carvão vegetal, análise de exergia, gás de
efeito estufa
ABSTRACT
Sousa, C.S. Exergetic Analysis of the pig iron production in blst furnaces: oportunities
for ghg emissions reductions. 2009 . 115 f. Faculdade de Aracruz, Aracruz, 2009.
In the blast furnace, the coals have double funcition as the main reaction of
bourdoard that within this reactor, provides the reducing gases which promote the
reduction of iron ore, releasing carbon dioxide. Part of the coal being used can be
consumed by unwanted phenomena inherent in the equipment operation and waste
energy can be determined by applying thermodinamic concepts.
This study sought to identify opportunities for reducing emissions of greenhouse
gases though better use of alternative energy resources, the main reducing agent in
the pig iron production. Thus, was aplied a methodology based of thermodinamics
analisys. This was based on currently data process and application of the first and
second law concepts.
It was possible to identify from that exergetic losses by instability of the operational
parameters of furnace seeking relationships to mitigate emissions of ghg during the
process.
Keywords: Pig iron, blast furnace, charcoal, exergy analysis,
greenhouse gases
LISTA DE FIGURAS
Figura 1 – Evolução da produção de ferro gusa........................................................ 18
Figura 2 – Modelo esquemático da siderurgia a carvão vegetal .................................. 31
Figura 3 – Matriz Energética Nacional.................................................................... 32
Figura 4 – Evolução do consumo de carvão vegetal e produção de ferro gusa ............. 32
Figura 5 – Consumo de carvão vegetal por grau de integração................................... 33
Figura 6 – Consumo de carvão segundo origem ....................................................... 34
Figura 7 – Distribuição do consumo de lenha .......................................................... 36
Figura 8 – Balanço de carbono na redução do minério de ferro .................................. 38
Figura 9 – Visão parcial da corrida de ferro gusa ..................................................... 40
Figura 10 – Fluxograma do minério de ferro ........................................................... 41
Figura 11 – Fluxograma do carvão vegetal .............................................................. 41
Figura 12 – Diagrama de energia na siderurgia integrada .......................................... 42
Figura 13 – Emissões de CO2 pelo uso de combustíveis fósseis ................................. 43
Figura 14 – Arranjo interno do alto-forno................................................................ 45
Figura 15 – Figura esquemática da redução de minério de ferro................................. 47
Figura 16 – Emissões setoriais mundiais de gases de efeito estufa ............................. 49
Figura 17 – Emissões de GEE no Brasil .................................................................. 51
Figura 18 – Emissões na siderurgia por grau de integração de 1990 a 1998................. 51
Figura 19 – Emissões setoriais no Brasil ................................................................. 53
Figura 20 – Perdas de exergia ................................................................................ 55
Figura 21 – Fronteira de trabalho ........................................................................... 61
Figura 22 – Representação conceitual de exergia ..................................................... 68
Figura 23 – Fluxos de elementos no alto-forno ........................................................ 72
Figura 24 – Marcha operacional do alto-forno dias 1 e 2 .......................................... 80
Figura 25 – Marcha operacional do alto forno dias 11/01/2009 e 28/08/2008 .............. 80
Figura 26 – Volume de carvão vegetal enfornado..................................................... 81
Figura 27 – Inputs de exergia no alto-forno ............................................................. 86
Figura 28 – Outputs de exergia .............................................................................. 86
Figura 29 – Gráfico de temperatura do gusa em graus kelvin versus perda exergética .. 93
Figura 30 – Consumo específico de carvão vegetal versus perda de exergia ................ 94
Figura 31 – Temperatura do ar insuflado nas ventaneiras versus perda de exergia ....... 95
Figura 32 – Comparação das perdas exergéticas ...................................................... 95
Figura 33 – Correlação entre perda de exergia e as emissões de GEE ......................... 98
LISTA DE TABELAS
Tabela I – Rotas de fabricação de aço ..................................................................... 25
Tabela II – Evolução da produção de ferro gusa no Brasil ......................................... 26
Tabela III – Fontes de emissão na siderurgia ........................................................... 27
Tabela IV – Reações químicas no alto-forno ........................................................... 28
Tabela V – Insumos utilizados em altos-fornos a carvão vegetal ................................ 30
Tabela VI – Consumo de lenha no Brasil ................................................................ 36
Tabela VII – Características do alto-forno analisado ................................................ 39
Tabela VIII – Produção, consumo, importação de carvão mineral/coque .................... 44
Tabela IX – Principais setores e fontes de emissão de CO2 das industrias siderúrgicas 53
Tabela X – Emissões de poluentes .................................................................... 54
Tabela XI – Resultados da comparação dos inputs de exergia ......................... 57
Tabela XII – Resultados da comparação dos outputs de exergia ...................... 57
Tabela XIII – Propriedades térmicas do alto-forno: inicial e final ....................... 63
Tabela VIV – Comparação entre energia e exergia ........................................... 67
Tabela XV – Análise química do carvão vegetal - imediata ............................... 74
Tabela XVI – Composição química das cinzas do carvão ................................. 74
Tabela XVII – Análise elementar do carvão vegetal .......................................... 74
Tabela XVIII – Análise química do minério enfornado ...................................... 75
Tabela XIX – Análise química das pelotas enfornada ........................................ 75
Tabela XX – Matérias primas e insumos enfornados ......................................... 75
Tabela XXI – Composição química dos fundentes ............................................ 76
Tabela XXII – Composição química da sucatinha ............................................. 76
Tabela XXIII – Produtos e subprodutos do alto-forno ........................................ 77
Tabela XXIV – Composição química do ferro gusa ........................................... 77
Tabela XXV – Composição química da escória ................................................. 78
Tabela XXVI – Composição química do pó do balão ......................................... 78
Tabela XXVII – Composição química do gás de alto-forno ............................... 79
Tabela XXVIII – Balanço térmico dia 1 ............................................................... 82
Tabela XXIX – Balanço térmico dia 2 ................................................................. 83
Tabela XXX – Balanços de exergia no dia 1 ....................................................... 84
Tabela XXXI – Balanços de exergia no dia 2 ..................................................... 85
Tabela XXXII – Emissões de gases de efeito estufa ......................................... 98
LISTA DE SIGLAS E ABREVIATURAS
ABM – Associação Brasileira de Metalurgia e Materiais
ABRACAVE – Associação Brasileira de Carvão Vegetal
AF – Alto Forno
BEN – Balanço Energético Nacional
BF – Blast furnace
BFG – Blast furnace gás
CER – Certification Emition Reduction
CH4 – Gás Metano
CO2 – Gás carbônico
COG – Gás de coqueria
GAF – Gas de Alto-forno
GEE – Gas de efeito estufa
GHG – Grenhouse Gases
IBS – Instituto Brasileiro de Siderurgia/Instituto Aço Brasil
IEA – International Energy Agency
IPCC – Intergovernamental Painel of Climate Change
ISIJ – The Iron and Steel Institute of Japan
MCT – Ministério de Ciência e Tecnologia
MDL – Mecanismo de Desenvolvimento Limpo
MP – Meth Painel
OECD – Organização para Cooperação e Desenvolvimento Econômico
OIE – Oferta Interna de Energia
ONU – Organização Nacional das Nações Unidas
PIB – Produto Interno Bruto
RE – Redução de emissões
SBB – Steel Business Briefing
Sindifer – Sindicato das Indústrias do ferro
UNFCCC – Union Framework Convention Climate Change
LISTA DE SIMBOLOS
Cp
Calor específico a pressão constante {kJ/mol.K}
Cv
Calor específico a volume constante
D
Diâmetro [m]
E
Espessura [m]
V
Volume (m3)
v
Volume específico [m3/mol]
p
Pressão {atm]
C
Carbono
CO
Monóxido de carbono
CO2
Dióxido de carbono / gás carbônico
S
Entropia
H
Entalpia
U
Energia interna
h
Entalpia por unidade de massa
s
Entropia específica
u
Energia interna específica
R
Constante dos Gases Ideiais
PCS
Poder calorífico superior
PCI
Poder calorífico inferior
m
Massa
m
Vazão Mássica
p
Pressão
W
Trabalho
Q
Transferência de calor
T
Temperatura
SUMÁRIO
1. INTRODUÇÃO .............................................................................................. 14
1.1 Justificativa ............................................................................................... 17
1.2 Objetivos .................................................................................................. 19
1.2.1 Objetivo geral...................................................................................... 20
1.2.2 Objetivos Específicos ......................................................................... 20
1.3 Metodologia .............................................................................................. 20
1.4 Estruturas do Trabalho ............................................................................. 21
2. REVISÃO BIBLIOGRÁFICA .......................................................................... 23
2.1 Emissões de Gases de Efeito Estufa e Impactos às Mudanças
do Clima ........................................................................................................ 23
2.2 Processos Siderúrgicos ............................................................................ 24
2.3 Siderurgias – Fundamentação Teórica .................................................... 28
2.3.1 Fundamentos do Processo de Redução do Minério de ferro .............. 28
2.3.2 Altos –fornos ....................................................................................... 28
2.3.3 Siderurgias a Carvão Vegetal ............................................................. 31
2.3.4 Uso de Carvão Vegetal Renovável como Termo Redutor na
Siderurgia e Geração de Gases de efeito Estufa ....................................... 35
2.3.5 O Reator Analisado ............................................................................ 39
2.3.6 Uso de Combustível Fósseis na Siderurgia – Siderurgia a Coque ..... 42
2.3.7 Operação dos Atos- Fornos a Carvão vegetal .................................... 48
2.3.8 Injeção de Finos de Carvão em Altos-Fornos e a Redução de
Emissão de CO2.......................................................................................... 47
2.3.9 Emissões e Gases de Efeito Estufa e os Processos Siderúrgicos ..... 49
2.3.10 Exergia como Ferramenta Aplicada a Redução de Emissões de
Gases de Efeito Estufa ............................................................................... 54
3. FUNDAMENTAÇÃO TEÓRICA..................................................................... 60
3.1 Primeiras e segunda Lei da Termodinâmica Aplicada ao Processo de Redução
de Minério de Ferro ........................................................................................ 60
3.2 Métodos da Exergia ................................................................................. 65
4. ANÁLISE DA EXERGIA EM ALTOS FORNOS ............................................. 72
4.1 Critérios e Dados Operacionais Aplicados ............................................... 73
4.2 Discussão dos Parâmetros Operacionais Coletados ............................... 79
4.3 Balanços térmicos no Alto-forno............................................................... 81
4.4 Balanço Exergético .................................................................................. 81
4.5 Eficiência Exergética ................................................................................ 87
4.6 Exergia e Emissões de Gases de Efeito Estufa ....................................... 88
5. ANÁLISE DOS RESULTADOS ..................................................................... 91
5.1 Influências dos Parâmetros Operacionais ................................................ 91
5.2 Considerações Finais ............................................................................... 99
6. CONLUSÕES ............................................................................................... 103
BIBLIOGRAFIA ................................................................................................. 104
14
1 - INTRODUÇÃO
A vida vem sendo ameaçada pela ação antrópica descontrolada. Os gases emitidos
pelas diversas atividades econômicas agravam o efeito estufa na terra provocando
uma série de conseqüências catastróficas. Segundo Miguez (2002), a física do
forçamento radioativo indica que a taxa de deposição de energia na superfície da
terra, isto é, o próprio aquecimento, é proporcional à concentração de gases de
efeito estufa (GEE).
Na indústria siderúrgica a busca de redução de emissões de GEE e mitigação das
mudanças do clima tem sido pauta prioritária pelo alto grau de impacto ambiental e
emprego de combustíveis fósseis em seus processos. As alternativas utilizadas
pretendem minimizar o consumo de energéticos em seus processos, principalmente
o emprego do carbono dos agentes redutores, principal responsável pela produção
de CO2 e CH4 no seguimento, bem como aperfeiçoar os processos em toda a
cadeia.
Um conjunto de novas tecnologias vem sendo aplicadas ao modelo integrado neste
sentido em todas as áreas e processos da siderurgia. Entretanto, é no processo de
redução de minério de ferro em altos-fornos onde ocorre o maior consumo de
carbono e conseqüentemente onde se destacam as maiores necessidades de
pesquisa e desenvolvimento quanto à utilização racional dos recursos naturais.
Em contra partida, a aplicação dos conceitos de exergia permite avaliar a utilização
dos recursos naturais e desta forma, identifica como as irreversibilidades dos
processos estão relacionadas ao consumo do carbono e, conseqüentemente
permitindo uma avaliação das emissões de gases de efeito estufa. Assim, na
15
siderurgia, fortemente caracterizada pelo consumo de agentes redutores no
processo de redução de minério de ferro em altos-fornos, balanços termodinâmicos
de segunda lei vêm sendo realizada com menos freqüência. Este caminho pode ser
economicamente atrativo quando comparado a pesquisas de aplicação de novos
tipos de combustíveis e fontes de energia não usuais, o que possivelmente se
conseguiria com grandes mudanças de tecnologias. De forma alternativa, um estudo
de exergia também é uma ferramenta importante quando aplicada em conjunto as
novas tecnologias.
Em todo o processo de produção de aço, é no alto-forno onde se quantifica a maior
demanda dos recursos energéticos os quais são destinados ao processo de redução
de minério de ferro no interior do reator. Os altos-fornos são destinados a produção
de ferro gusa o qual é matéria prima para à fabricação de aços e ferros fundidos nas
unidades de aciarias e fundições. Nestas unidades, o ferro gusa se transforma em
produtos como chapas, bobinas, perfis, peças automobilísticas, entre outras.
Existem duas vias principais para produção de ferro gusa que se caracterizam pelo
insumo energético utilizado: o coque ou o carvão vegetal. Os altos fornos a coque
são reatores de grande porte e normalmente compõem uma estrutura de processo
para fabricação de produtos do aço. O carvão de biomassa é empregado para altosfornos de menor porte e, em grande parte, em empresas que tem o ferro gusa como
produto final. Por características específicas de processo o consumo de coque e
carvão vegetal em altos-fornos representa mais de 50% do custo final do ferro gusa
(Araujo, 1997).
O segmento siderúrgico a carvão vegetal, quando praticado num modelo autosustentável, tem uma contribuição favorável às emissões de gases de efeito estufa,
16
pois estas podem ser consideradas nulas, isto é, todo o CO2 emitido por este
processo pode ser capturado pelo plantio de florestas resultando em uma prática
totalmente sustentável.
Em contracorrente a este crescimento, reduzir o consumo de combustíveis fósseis e
atenuar as emissões de gases de efeito estufa é meta consolidada no contexto das
mudanças climáticas mundiais. Para isto, estudos ambientais vêm sendo realizados
em atendimento a estas necessidades, visando não somente a redução do aporte de
energia específica consumida nos diversos processos bem como promover
otimização da eficiência destes. Um conjunto de alternativas e novas tecnologias
vem sendo aplicadas ao modelo integrado siderúrgico.
Seguindo esta linha, este trabalho se apóia nos conceitos derivados das leis da
termodinâmica para a identificação e avaliação de oportunidades de otimização de
processos a partir da operação de um alto-forno a carvão vegetal. Espera-se que
tais alternativas sejam adotadas com sucesso antes da adoção de mudanças
tecnológicas que implicam em altos custos de implantação.
O novo perfil da indústria do ferro gusa adota modelos sustentáveis que buscam
superar diretrizes políticas e legais. O mercado internacional e as questões voltadas
às mudanças do clima passam a ganhar força a cada dia, promovendo o
desenvolvimento e implantações de projetos sustentáveis principalmente através de
plantio de florestas. Segundo Meira (2008), a mudança do clima deixou de ser um
problema ambiental para tornar-se uma questão de planejamento racional uma vez
que a questão não se desdobra mais em risco, pois já se vive suas conseqüências.
Torna-se de fundamental importância que os fundamentos de exergia sejam
ferramentas úteis promovendo um uso mais racional do agente redutor no processo
17
de redução de minério de ferro em conjunto com a otimização de processos térmicos
no alto-forno. Reduzir o consumo de combustíveis fósseis e atenuar as emissões de
gases de efeito estufa são metas consolidadas no contexto de mudanças climáticas
mundiais.
1.1 - Justificativa
Dentre os segmentos industriais instalados no país, a siderurgia se faz importante na
economia e se destaca como um alto consumidor de recursos energéticos para seus
processos de produção. As necessidades de redução deste consumo estão
diretamente associadas às ações proativas de melhoria do clima através das
reduções de emissões de gases de efeito estufa neste segmento.
A siderurgia a carvão vegetal, até então, pouco investiu em um modelo sustentável
de produção por questões associadas ao alto custo de implantação de florestas e
faltas de incentivos financeiros devido aos riscos inerentes a estes tipos de projetos.
Em conseqüência disto o setor pode ser considerado como potencial poluidor
ambiental e se torna um emissor significativo de gases de efeito estufa quando a
madeira utilizada para fabricação do carvão vegetal não é de origem renovável.
A produção de ferro gusa em altos-fornos a carvão vegetal teve seu crescimento
mundial interrompido pela escassez de terras para plantio de florestas,
principalmente nos países europeus. Entre os países que ainda praticam este
sistema estão o Brasil e Índia por ainda possuírem grandes áreas para plantio e
clima favorável ao crescimento da biomassa de eucalipto.
18
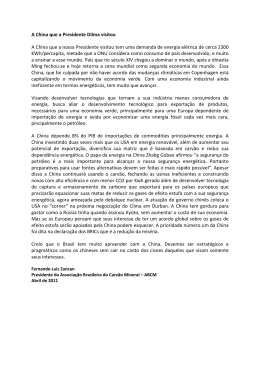
Seguindo as tendências mundiais, a siderurgia brasileira tem sua grande
contribuição econômica. O mercado brasileiro é fortalecido pela produção em
pequenos altos-fornos que utilizam biomassa. Tem-se registrado neste setor, pelo
sexto ano consecutivo, um crescimento médio de 5,6% ao ano entre março de 2007
e março de 2008 (IBS, 2008). Tal evolução tem projeções otimistas causada pelas
necessidades de consumo e crescente aumento da demanda do aço. O gráfico
mostrado na figura 1 apresenta a produção brasileira de ferro gusa entre os anos de
1989 a 2006.
10
9
8
7
Milhões de t de Ferro Gusa
6
5
4
3
2
1
0
Minas Gerais
Espirito Santo
Carajás
Outros
Figura 1 - Evolução da Produção de Ferro Gusa (Sindfer, 2007)
Historicamente o setor a carvão vegetal sempre esteve diante às dificuldades de
investimentos em plantios florestais dedicados à produção de carvão vegetal
renovável pelo seu alto custo de implementação, pela ausência de políticas e linhas
de financiamento e pelas instabilidades macroeconômicas. A complexidade de
análise de investimentos associada a riscos relacionados ao ciclo de crescimento do
eucalipto, e condições de garantia de pagamento são dificuldades consideradas
pelos bancos e fundos de investimento. A situação é agravada pelas poucas
19
evoluções tecnológicas voltadas a eficiência energética dos equipamentos. Neste
cenário, a utilização de madeira de origem de reflorestamento será cada vez mais
restrita e sua utilização como matérias primas e produção de carvão vegetal está
comprometida (BRITO, 1990).
Tais dificuldades podem ser atenuadas com a implantação de técnicas e tecnologias
de otimização de processos e com estudos de melhor aproveitamento dos recursos
energéticos utilizados pelo setor buscando um caminho sustentável mais sólido. Por
outro lado, devem-se aprimorar os estudos de utilização de carvão vegetal e avaliar
a sua utilização em massa na siderurgia mundial como alternativa benéfica ao meio
ambiente.
1.2 - Objetivos
1.2.1 - Objetivo Geral
O presente trabalho tem como objetivo efetuar uma análise termodinâmica do
processo de fabricação de ferro gusa em um alto-forno a carvão vegetal para
identificar oportunidades de redução de emissão de gases de efeito estufa. Para
tanto, será empregada uma análise de 2ª Lei introduzindo conceito de exergia para
identificar as maiores fontes de irreversibilidades do sistema e as oportunidades de
otimização energética.
20
1.2..2 - Objetivos Específicos
- Pesquisa bibliográfica para atualização da informação e estado da arte referente às
tecnologias de alto-forno e avaliação termodinâmica dos mesmos.
- Levantamento de dados de produção e parâmetros de operação em campo para
realização dos cálculos pertinentes.
- Realização dos balanços de massa e energia e avaliação da eficiência energética
do sistema.
- Realização dos balanços de exergia e determinação da eficiência exergética do
sistema.
- Avaliação de redução de emissão de gases de efeito estufa
- Discussão de resultados
1.3 – Metodologia
A metodologia aplicada ao desenvolvimento do trabalho baseia-se na realização de
balanços energéticos e exergéticos do processo de obtenção de ferro gusa a partir
do carvão de biomassa. O estudo foi conduzido pela realização de pesquisa
documental e aplicações de dados operacionais de uma indústria de gusa dotada de
um alto-forno com características conhecidas. A pesquisa bibliográfica abrangeu
livros e artigos caracterizados segundo Marconi e Lakatos (1990), como imprensa
escrita e publicações. Boa parte das publicações foi obtida via internet e a
compilação foi feita após estratificação do material por palavras-chave sendo elas:
21
exergia, balanço exergético, siderurgia, carvão vegetal, alto-forno, ferro gusa. O
material coletado está em sua maioria em meio digital organizado sistematicamente.
As fontes dos dados industriais foram obtidas através de cópias de documentos
originais da empresa contida em relatórios de operação. A pesquisa de campo foi
orientada por pesquisa bibliográfica permitindo com que o levantamento de dados
fosse sistematizado.
Como parte da tabulação dos dados, buscou-se identificar a alternativa mais
adequada de aplicação dos dados. Decidiu-se utilizar dados operacionais
específicos (por tonelada de gusa produzido) por ser uma unidade praticada pelo
setor. No que tange as técnicas de determinação de amostras duas questões foram
levadas em consideração: 1) período em que a marcha operacional do alto-forno
estava estável; 2) Tipo de biomassa utilizada para produção do carvão vegetal. Para
compilação dos dados termodinâmicos utilizou-se tabelas conforme modelo sugerido
nas principais bibliografias sobre o assunto.
1.4 - Estrutura do Trabalho
Essa dissertação divide-se em seis capítulos sendo assim distribuído: capítulo um
introdução, onde foi abordada principalmente a metodologia utilizada para a
pesquisa e fatores relevantes que motivaram a realização dos trabalhos, dentre eles
a importância ambiental, e a representação do setor siderúrgico no contexto nacional
e internacional; no capítulo dois, uma revisão bibliográfica procura saberes e
atualizações sobre o assunto, passando desde as principais fundamentações
teóricas sobre siderurgia e altos-fornos até uma resenha bibliográfica abordando as
22
principais referências encontradas; no capítulo três foram abordados os principais
conceitos que levaram a determinação do modelo teórico dos balanços; no capítulo
quatro apresentou-se o modelo proposto para balanço exergético em altos-fornos a
carvão vegetal bem como os procedimentos para avaliação da eficiência exergética
do processo, o que permitiu a subseqüente aplicação prática dos dados
operacionais do alto-forno em questão e apresentação dos resultados obtidos. No
capítulo cinco fez-se uma análise dos resultados obtidos onde se buscou identificar
as oportunidades de ganhos em eficiência e recomendações práticas e para
trabalhos futuros.
23
2
- REVISÃO BIBLIOGRÁFICA
Embora os fundamentos da termodinâmica possuam um amplo leque de aplicações,
ocorre que estes são comumente aplicados aos sistemas de geração de potência e
processos termo–químicos, porém observa-se que recentemente seus conceitos
vêm aos poucos sendo explorados e aplicados para esclarecer os entendimentos
sobre eficiência dos processos industriais, bem como para avaliar a qualidade da
utilização dos recursos energéticos.
A busca da redução de emissões de gases de efeito estufa pode estar relacionada
ao alcance da otimização térmica e redução de inputs de energia em altos-fornos.
2.1 - Emissões de Gases de Efeito Estufa e Impactos às Mudanças do
Clima
Embora a mobilização mundial tenha se demonstrado proativa, a sobrevivência
sustentável na terra tem sido grande desafio para políticos e pesquisadores.
Segundo Goldemberg (2000) a atmosfera tem função de um isolante térmico
caracterizado pela presença de uma pequena porcentagem de dióxido de carbono
(cerca de 370 partes por milhão de volume). A queima de combustíveis fósseis pela
ação humana em atividades industriais contribui para um aumento desta
porcentagem. Outros gases de efeito estufa são o ozônio (O3) Metano (CH4) e óxido
nitroso (N2O juntamente com vapor d’água (H2O), No entanto as emissões de CO2
representam em torno de 55% do total de emissões e o tempo de sua permanência
na atmosfera é de pelo menos 10 décadas (BNDES, 1999).
24
As conseqüências dos gases emitidos após a revolução industrial é o cenário
mundial vivido nesta década. Alguns dos principais efeitos já percebidos são:
- Aumento do nível do mar;
- Redução no suprimento de água doce;
- Maior número de ciclones;
- Tempestades de chuva e neve fortes e mais freqüentes; e
- Forte e rápido ressecamento do solo.
Alguns efeitos poderão ser irreversíveis e poderão ter impactos sócio econômicos
que comprometem a saúde humana.
2.2 - Processos Siderúrgicos
A siderurgia é o ramo da metalurgia que consiste nos estudos dos processos
relacionados à extração e transformação do ferro, principalmente quanto à
ocorrência da redução química de minérios. Esta redução química é fortemente
caracterizada pela remoção dos óxidos dos minérios por meio de um redutor, o qual
em geral, é um combustível carbonoso (ARAUJO, 1997).
Os dois agentes redutores mais amplamente utilizados são o coque e o carvão
vegetal. O carvão vegetal pode ser definido como o resultado do processo de
pirólise da madeira na ausência de ar realizada em fornos metálicos ou de alvenaria,
de grande importância ambiental por ser de origem renovável. Já o coque é um
produto obtido em fornos em um conjunto chamado de coqueria sendo o carvão
mineral de origem fóssil. Outros redutores aplicados são os combustíveis auxiliares,
25
normalmente usados como objetivo de reduzir o consumo dos redutores (WANG,
2007).
As rotas siderúrgicas podem ser classificadas em: Siderurgia não integrada, Semi
integrada e integrada podendo ser via coque ou a carvão vegetal. A principal
diferença entre elas pode ser observada na tabela I.
Tabela I – Rotas de fabricação de aço (elaboração própria)
INTEGRADA
Elevada
produtiva
SEMI INTEGRADA
capacidade Média
produtiva
NÃO INTEGRADA
capacidade Baixa capacidade
produtiva
Todas
as
plantas Não disponibiliza unidade As
plantas
possuem
disponibilizam
unidade de produção própria de pequenos altos-fornos
própria de produção de ferro gusa
ferro gusa. Grandes altosfornos
Maior parte da carga Maior parte da carga Não possuem aciaria
metálica é constituída pro metálica da aciaria é
gusa líquido
constituída por sucata
para produção de aço
Aciaria via oxigênio (BOF)
Aciaria elétrica
((EAF))
a
arco Não possuem aciaria
Principais produtos: aços Maioria
das
plantas Produto: ferro gusa para
planos
produzem aços longos
aplicação em aciarias ou
fundições
A rota integrada é responsável pela produção de 80% de todo o aço brasileiro (IBS
2008,c).
A
rota
não
integrada
brasileira,
representada
pelos
produtores
independentes de ferro gusa, é a maior comerciante mundial de ferro gusa (cerca de
42%). Sua produção no país está aumentando significativamente, pois em 1987
correspondia a 21% do mercado e em 2006 este número cresceu para 29%
(MILANEZ; PORTO, 2008).
26
A indústria do ferro e do aço pode ser considerada altamente poluidora. A geração
de resíduos equivale 613 kg/taço produzido sendo responsável por 21 milhões de
tonelada no ano de 2007, e 3% destes, considerados resíduos perigosos (IBS,
2008). Os impactos são agravados por emissões de materiais particulados, SOx,
NOx e gases de efeito estufa (WBG, 1998). A tabela II apresenta a evolução da
produção de ferro gusa no Brasil.
Tabela II – Evolução da produção de ferro gusa no Brasil (103 toneladas)
Empresa
Acesita
Belgo-Arcelor Brasil
CSN
Arcelor Mittal Tubarão
Gerdau
Usiminas
V&M
Guseiros
2001
2002
2003
2004
2005
2006
2007
610
991
3922
5014
3070
7032
474
6278
27391
536
971
4961
5024
3080
8091
476
6555
29694
589
1002
5211
4790
3619
8426
533
7869
32039
641
1090
5372
4971
3619
8615
593
9657
34558
628
1102
4969
4843
3658
8329
581
9774
33884
702
1104
3345
5094
3674
8462
604
9467
32452
689
1408
5114
5992
3694
8436
610
9628
35571
As principais fontes de emissões de poluentes na indústria siderúrgica são
apresentadas abaixo na tabela III. Esta tabela não contempla aspectos e impactos
para fabricação de agente redutor de origem renovável (carvão vegetal). Muito
embora os processos produtivos sejam de alto-impacto ao meio ambiente. De uma
maneira geral o nível de controle através de utilização de equipamentos e
tecnologias das indústrias siderúrgicas atingem satisfatoriamente aos limites
estipulados pelos órgãos ambientais.
27
Tabela III – Fontes de emissões na indústria siderúrgica (DSTI, 2007)
EMISSÕES ATMOSFÉRICAS DA INDÚSTRIA DO FERRO E AÇO
Dióxido de carbono, monóxido de carbono, material particulado,
Sinterização
compostos voláteis orgânicos, óxidos de nitrogênio, dióxidos e
furanos
Dióxido de carbono, compostos orgânicos voláteis, material
Coqueria
particulado, óxidos de nitrogênio, óxidos sulfúricos, monóxido de
carbono, materiais particulados, benzeno, e PAHs
Dióxido de carbono, monóxido de carbono, material particulado e
Alto-forno
óxido de nitrogênio
Aciaria (BOF)
Dióxido de carbono, monóxido de carbono, material particulado,
dióxidos e furanos.
Dióxido de carbono, monóxido de carbono, material particulado e
Caldeiras
óxidos de nitrogênio
PLANTAS NÃO INTEGRADAS
Forno elétrico Dióxido de carbono, monóxido de carbono, óxidos de nitrogênio,
a arco
material particulado, dióxidos e furanos
TODAS AS PLANTAS DE AÇO
Forno elétrico Dióxido de carbono, monóxido de carbono, óxidos de nitrogênio,
a arco
material particulado, dióxidos e furanos
TODAS AS PLANTAS DE AÇO
Laminação
a Dióxido de carbono, monóxido de carbono, óxido de nitrogênio,
quente
Laminação
frio
Acabamento
materiais particulados, compostos orgânicos voláteis
a
Compostos orgânicos voláteis
Dióxido de carbono e óxidos de nitrogênio
28
2.3 - Siderurgia – Fundamentação Teórica
2.3.1 Fundamentos do Processo de Redução do Minério de Ferro
No alto-forno pode ser utilizado tanto minérios no seu estado in natura bem como os
aglomerados de minério de ferro. Os minérios de ferro utilizados no processo de
redução são na natureza encontrados em sua maior parte na forma de hematita
(Fe2O3). As reações no interior dos altos-fornos são apresentadas na tabela IV.
A análise da geração desses gases nas diversas transformações no interior do forno
é fundamental para o estudo da formação gasosa no interior do reator. Cada reação
ocorre em determinada região interna do alto-forno e principalmente sobre
específicas condições de temperatura.
Tabela IV – Reações químicas no alto-forno
NOME DA REAÇÃO
REAÇÃO
Fe2O3 + CO →2FeO+CO2
Redução do minério
de ferro
Fe3O4 + CO → 3FeO + CO2
FeO + CO →Fe + CO2
FeO + C →Fe + CO2
--
3FeO + 5CO → Fe3C + 4CO2
Redução de óxidos
MnO + C → Mn + CO
FeS + CaO + C → CaS + Fe + CO
Decomposição de
silicatos
SiO2 + 2C → Si + 2CO
--
P2O5 + 5C →2P + 5CO
Precipitação do C
2CO → C + CO2
Bourdoard
CO2 + C → 2CO
Combustão
C + O2 → CO2
Decomposição de
carbonatos
CaCO3 → CaO + CO2
29
NOME DA REAÇÃO
REAÇÃO
Eliminação da água
Decomposição da água combinada
H2O + C → H2 + CO
2.3.2 - Altos-Fornos
O alto-forno é um equipamento que opera com leito poroso devido aos interstícios
formados na carga (redutor e minérios), onde gases quentes e com energia química
gerados nas partes inferiores pela gaseificação do carvão com ar pré-aquecido e
outros combustíveis auxiliares percorrem caminho ascendente, reagindo com a
carga em movimento descendente. O gás combustível e quente sobe através dos
poros, transferindo energia térmica e promovendo reações químicas onde prevalece
a redução dos óxidos de ferro metálico e sua fusão, formando a liga ferro-carbono
denominada ferro gusa. Os minérios de ferro normalmente são carregados na forma
de pelotas, sinter ou minério granulado. No Brasil, a siderurgia a carvão vegetal
utiliza o minério na forma granulada. Já os fornos a coque utilizam-se um mix
formado pelo granulado, pelotas e sinter. A tabela V apresenta as principais matérias
primas utilizadas na Siderurgia a Carvão Vegetal.
A geração do gás CO e CO2 são originadas das diversas reações a destacar as de
combustão e a de bourdoard. As reações de combustão do carvão acontecem em
sua maior parte nas regiões na altura das ventaneiras, região denominada de
raceway. O oxigênio contido no ar quente insuflado pelas ventaneiras reage com o
carbono do carvão vegetal dando origem a estas reações.
30
Tabela V – Insumos utilizados em altos-fornos a carvão vegetal
Carga Metálica
Minério de Ferro Bitolado –
Hematita: Fe2O3
Pelotas – Material composto
de hematita + aglomerantes
Sucatas – Materiais em
dimensões menores ou
britadas
Combustível e
Comburente
Carvão vegetal –
Madeira/lenha/resíduos
carbonizados
Coque – As vezes
adicionados em
proporções menores
Fundentes
Calcário Dolomítico –
Mineral basicamente
composto por Alumina
(Al2O3)
Quartzito/granito
britado – Mineral
composto por Sílica
(SiO2)
Estes gases gerados participam de outras reações e também são responsáveis pelo
arraste de material particulado proveniente da geração de finos das matérias primas.
Os principais finos são gerados pela degradação do carvão vegetal ou coque e pelo
fenômeno de crepitação do minério de ferro.
Os gases atravessam a carga permeável no interior do forno se dirigindo às saídas
pelo topo onde são interligadas as tubulações que levam ao sistema de lavagem tipo
Venturi. Parte das partículas passa aos regeneradores onde são emitidas para
atmosfera através de chaminés.
Os regeneradores participam do processo aquecendo o ar que é insuflado pelas
ventaneiras. A principal fonte de energia para este aquecimento é feito pela queima
do gás de alto-forno após passar pelo processo de limpeza dos gases. Porém, nem
todo o gás gerado é aproveitado neste aquecimento sendo necessário realizar a
queima deste excesso em queimadores. O excesso de energia do gás é queimado
em flare gerando gás CO2.
31
A co-geração de energia elétrica pela utilização do gás de alto-forno é uma
alternativa para auto-suficiência das empresas siderúrgicas em energia elétrica. Tal
prática confere uma evolução em práticas sustentáveis pelo setor e reduz as
emissões de gases de efeito estufa.
2.3.3 Siderurgia a Carvão Vegetal
A figura 2 apresenta o layout de uma empresa siderúrgica que utiliza o carvão
vegetal como agente redutor de minério de ferro. Apesar da madeira representar
12,9% da oferta de energia no Brasil, o ponto crítico da siderurgia a carvão vegetal
brasileira é em relação à auto-suficiência em carvão vegetal, isto devido aos
altos custos de reflorestamento.
Figura 2 - Modelo esquemático da siderurgia a carvão vegetal (Pereira, 1982)
Devido ao alto consumo da madeira a necessidade de madeira renovada plantada
para suprimento de toda a cadeia seria equivalente a uma vez e meia o estado do
32
Rio de Janeiro. Segundo Uhlig at al (2008) o aumento da fiscalização pode provocar
um deslocamento do uso de carvão vegetal por coque, que possui o preço mais
baixo, porém com maior fator de emissão de gases de efeito estufa. É preciso uma
política que estimule a produção de carvão vegetal
vegetal com custos mais competitivos,
com isto a demanda crescente por esta fonte de energia será atendida e a emissão
de milhões de toneladas de carbono evitada. A figura 3 apresenta a matriz
energética brasileira a qual é uma das mais limpas do mundo mostra
mostrando a
importância do consumo da madeira como prática sustentável.
3%
14%
Carvão mineral
6%
13%
9%
Lenha
Petróleo
Energia hídrica
13%
2%
40%
Nuclear
Gás natural
Produtos da cana
Outras
Figura 3 - Matriz energética nacional (BEN, 2007)
O consumo de carvão vegetal está intimamente ligado com a produção industrial de
ferro gusa. Em 2005 o setor consumiu
co
8,7 milhões de toneladas
neladas de carvão vegetal o
que equivaleu a 90,5% do seu consumo total. A figura 4 apresenta a relação entre o
consumo de carvão e a produção de ferro gusa entre os anos de 1985 a 2005
(Uhlig, 2008).
33
Figura 4 - Evolução do consumo de carvão e produção de ferro gusa (Uhlig, 2008)
Ainda em seu estudo, Uhlig et al (2008) apresenta consumos de carvão vegetal
realizado pelo IBAMA entre os anos de 2000 a 2004, que mostra que neste período
foram consumidos 14,2 milhões de toneladas do redutor sendo que 7,5 tiveram
origem de reflorestamento, 55,7% de resíduos de madeira, 20,1% de desmatamento,
12,2% da casca de babaçu e 4,5% de resíduos de desmatamento.
Os consumos de carvão vegetal por grau de integração da indústria siderúrgica é
apresentado na figura 5, e segundo a origem do carvão na figura 6. Pode-se verificar
que ao longo da evolução histórica de utilização de carvão o consumo de florestas
nativas vem superando ao consumo de florestas plantadas.
34
Figura 5 - Consumo de Carvão vegetal por grau de integração (adaptado de V&M,
2008)
45
40
35
30
25
MDC x 1.000
20
15
10
5
0
Nativa
Plantada
Figura 6 - Consumo de carvão segundo origem (Uhlig, 2008)
35
2.3.4 - Uso de Carvão Vegetal Renovável como Termo Redutor na Siderurgia e
Geração de Gases de Efeito Estufa
A biomassa é alvo de estudos sobre as alternativas de sustentabilidade de produção
de indústrias no mundo. Com as possibilidades de exaustão dos recursos naturais
não renováveis o uso de combustíveis de biomassa plantada vem sendo discutido
em grandes empresas principalmente no ramo siderúrgico do seguimento a coque.
Contudo o seu uso, bem como de outros renováveis ainda, fica parcialmente
prejudicado quando comparável aos combustíveis fósseis desconsiderando os
custos relacionados às questões ambientais e sociais. (GOLDEMBERG, 2004)
As siderúrgicas que já operam a carvão vegetal devem estar atentas as constantes
oscilações de mercado do ferro gusa o que vem exigindo cada vez mais das
empresas um modelo mais próximo do sustentável e competitivo.
Desde o início da existência humana tem-se a utilização da madeira como fonte de
energia utilizada nas principais ações necessárias à sobrevivência na terra. A
biomassa, porém, passou aos poucos a ser substituída pelos combustíveis fósseis
inicialmente despertadas pelo carvão mineral seguido pelo petróleo e gás natural.
Estes últimos ganharam mais força na indústria principalmente após a revolução
industrial com o avanço tecnológico e aumento da demanda de materiais
industrializados.
Não
obstante,
alguns
setores
mantiveram
a
demanda
de
combustíveis
lignocelulósicos, como é o caso relevante da siderurgia no Brasil, onde quase 30%
do ferro gusa produzido emprega o carvão vegetal como agente redutor e
energético. Outros setores como de celulose e papel, cerâmica vermelha, indústria
36
gesseira, alimentos e bebidas também são importantes consumidores de lenha
como fonte de calor de processo (NOGUEIRA, 2007). A tabela VI apresenta o
cenário de uso e consumo de lenha no Brasil nos anos de 2006 e 2007.
Pode-se observar que o consumo de lenha em carvoarias corresponde a 42,9%
sendo o restante em demais áreas como pode ser observado na figura 7.
Tabela VI – Consumo de lenha no Brasil (BEN, 2008)
unidade
Produção de lenha
2006
2007
3
91.922
92.317
0,4
3
38.307
39.153
2,2
3
52.949
52.614
-0,6
3
26.697
25.200
-5,6
3
9.420
9.670
2,7
10 t
Consumo em carvoarias
10 t
consumo final de lenha
10 t
Consumo residencial de lenha
consumo de carvão vegetal
10 t
10 t
Agropecuário;
7,90%
Residencial;
27,60%
%07/06
Outros
consumos;
1,00%
Carvoarias;
42,90%
Industrial;
20,50%
Figura 7 - Distribuição do consumo de lenha (BEN, 2008)
Segundo Uhlig (2008) no Brasil, o consumo de carvão vegetal está ligado a indústria
siderúrgica. A produção de ferro gusa é o principal consumidor de carvão vegetal e,
como esperado, o consumo de carvão vegetal é proporcional à produção de gusa. O
37
consumo de biomassa pelo setor de ferro gusa e aço representa cerca de 7,6% do
total (BEM, 2008).
A principal biomassa renovável utilizada para produção de carvão vegetal é o
eucalipto. Segundo Penedo (1980) é alternativa energética do coque metalúrgico
apresentando com vantagens competitivas como seguem:
- São isentos de enxofre;
- O carbono produzido pelas florestas não interfere no equilíbrio da terra.
- O carbono produzido nas florestas é perpetuamente renovável, enquanto
existir vida no planeta Terra.
As florestas geram carbono e o armazenam ao mesmo tempo, de modo que não é
necessário dispor de depósitos adicionais para o produto como acontece na maior
parte dos processos de fabricação de outros combustíveis.
Com efeito, as cadeias energéticas da biomassa florestal, desde os recursos
naturais até os equipamentos de uso final, mostram crescentes contradições. Por um
lado, a madeira representa uma forma de energia renovável, necessariamente
articulada com o desenvolvimento regional e capaz de aportar vantagens ambientais
localizadas, como a conservação de solo e a proteção dos mananciais, e caráter
global, permitindo atenuar as emissões de gases de efeito estufa (pelos efeitos de
substituição e seqüestro de carbono), sendo interessante e oportuno promover o seu
uso.
Por outro lado, em grande medida, a produção de vetores energéticos baseados na
madeira tem-se associado a impactos negativos, como o desmatamento e
degradação de uso de solo, subemprego e condições insalubres de trabalho.
38
A figura 8 apresenta o ciclo do carbono no processo a carvão vegetal. Para este
processo quando toda a madeira utilizada para fabricação de carvão vegetal é
explorada de florestas dedicadas de origem renovável, todo o CO2 emitido pelo
processo em altos-fornos é equivalente ao CO2 necessário para o crescimento do
eucalipto.
Figura 8 - Balanço de carbono na redução de minério de ferro (Nogami, 2004)
Segundo Goldemberg (2000), as reservas brasileiras de combustíveis fósseis não
deverão ultrapassar os 30 anos e ressalta que a única solução permanente que
poderá manter um desenvolvimento sustentado durante muitas décadas é através
do uso de fontes renováveis de energia.
39
2.3.5 - O reator analisado
As características do alto-forno analisado podem ser vistas na tabela VII. Este altoforno foi construído em 1980 e, considerando sua ultima reforma refratária está com
sua vida útil próximo do fim. Por ser um projeto já de 30 anos, seu layout está um
pouco ultrapassado com necessidades reais de ser otimizado principalmente os
sistemas de carregamento de matérias primas no topo, que ainda é pelo sistema tipo
skips, e seu sistema de lingotamento dotado de uma única roda de lingotar com
diâmetro sub-dimensionando o qual compromete a produtividade da usina. Uma
visão parcial desta siderúrgica pode ser vista na figura 9.
Tabela VII – Características do Alto-forno analisado
ITENS
Produção
H útil
Diâmetro do cadinho
Volume útil
Número de ventaneiras
Diâmetro das ventaneiras
Regeneradores
Volume de escória
Basicidade da escória
Vazão de ar
Temperatura da coroa
Pressão de sopro
Consumo de carvão/tgusa
Consumo de coque /tgusa
Consumo de minério
220t/dia
15,800 m
3,400 m
139 m3
10
90 mm
Glendon
120 kg/tgusa
0.92
11000-13000 Nm3
600o C
6,0 - 7,0 mca
550kg
86kg
1500kg
40
Seu principal produto, gusa nodular elaborado graças a um sistema de tratamento
metalúrgico em panela, é destinado ao mercado externo (japonês, americano e
europeu). Os demais tipos de gusa fabricados pela usina são: aciaria e fundição.
Figura 9 - Visão parcial da corrida de ferro gusa
As figuras 10 e 11 apresentam o fluxograma esquemático do suprimento de matérias
primas para produção de ferro gusa em uma indústria siderúrgica a carvão vegetal.
41
Figura 10 - Fluxograma do minério de ferro
Figura 11 - Fluxograma do carvão vegetal
42
2.3.6 - Uso de Combustíveis Fósseis na Siderurgia – Siderurgia a Coque
A aplicação de combustíveis fósseis na siderurgia está relacionada à entradas de
carvão utilizado no alto-forno como fontes do carbono. Os combustíveis fósseis
podem fazer parte da carga com a utilização total ou parcial de coque, injeção de
carvões minerais pulverizados pelas ventaneiras, injeção de gás natural e processos
periféricos de aquecimento ou de refino onde se utilizam queimas de óleos ou gás.
Um diagrama dos fluxos de energia devido ao uso de combustíveis fósseis pode ser
visto na figura 12. Para uso siderúrgico, o carvão mineral é em boa parte importado
devido à menor fração de impurezas em comparação ao carvão nacional,
viabilizando economicamente a sua aplicação para fins siderúrgicos. Pode-se
observar que o consumo industrial de combustíveis fósseis representa 67,9% do
total consumido.
Figura 12 - Diagrama de energia na siderurgia integrada (LARSON, 2003)
43
Na rota a coque os níveis de emissões de CO2 são fixados na atmosfera tendo
impacto nocivo ao aquecimento global. Na siderurgia a carvão vegetal, quando todo
carvão é de origem de florestas plantadas, existe um modelo perfeito de
desenvolvimento sustentável como resultado do balanço das emissões de carbono
já que o carbono total emitido retorna a natureza para o crescimento de biomassa.
Quanto ao coque consumido pelo Brasil o setor siderúrgico é responsável por mais
de 94% consumindo em média nove milhões de toneladas ano. Os consumos de
carvão mineral e coque contribuem proporcionalmente com as emissões de GEE do
setor industrial o qual estabelece como 2º colocado no ranking dos maiores
emissões pelo consumo de combustível como observado na figura 13. Uma
tendência de aumento no consumo de coque pode ser verificada na tabela VIII.
100.000
90.000
80.000
70.000
60.000
50.000
40.000
30.000
20.000
10.000
0
Figura 13 - Emissões de CO2 pelo uso de combustíveis fósseis (MCT, 2006)
44
Tabela VIII – Produção, consumo, importação de carvão mineral / coque (BEN 2008)
Produção
Importação
Variação de estoques, perdas, ajustes
Consumo industrial
Consumo na geração elétrica - CESP
Consumo em outros usos
Unidade
2006
2007
%07/06
103 t
5881
5965
1,4
3
14900
16441
10,3
3
616
-102
-116,6
3
13906
15097
8,6
3
5500
5074
-7,7
3
1875
2051
9,4
10 t
10 t
10 t
10 t
10 t
1 Carvão mineral e coque de carvão mineral
2 Centrais elétricas de serviço público
3 Diferença em toneladas, entre o carvão metalúrgico que é processado nas coquerias e o coque
produzido
2.3.7 - Operação dos Altos-Fornos a Carvão Vegetal
A operação com carvão vegetal por si só já apresenta vantagens em relação ao
coque por apresentar baixos teores de enxofre na composição química, conferindo
uma importante qualidade da composição final do ferro gusa.
Para a operação estável dos altos-fornos é necessário um controle de qualidade das
matérias primas basicamente dos minérios e carvões. Os principais parâmetros de
controle das matérias primas são:
- Minério de ferro: granulometria, composição química, redutibilidade, índice de
degradação sobre redução, morfologia, índice de crepitação.
- Carvão vegetal: Resistência mecânica, teor de umidade, composição química,
granulometria.
A operação dos altos-fornos a carvão vegetal se inicia no carregamento do carvão
minérios e fundentes pelo topo do alto-forno. As matérias primas armazenadas em
silos são pesados e transportados por correias transportadoras ou skips até o topo
45
do alto-forno. No topo os materiais são introduzidos no interior do equipamento por
sistemas de distribuição (por exemplo, de duplo cone ou calha rotativa). A figura 14
apresenta esquematicamente a distribuição de cargas no interior do alto-forno O gás
redutor (CO) representado pelas setas atravessa a zona de coesão para reagir com
o minério de ferro dando origem as primeiras emissões de gás CO2 no interior do
reator.
Figura 14 – Arranjo interno do alto-forno (MATSUI; SHIBATA e ONO, 2005)
Uma boa distribuição da carga garante uma decida de carga regular e um leito
permeável até as regiões de completa redução do minério de ferro em ferro gusa.
Como pode ser observado na figura anterior, o processo de redução do minério de
ferro se inicia quando o ar quente originado da captação e passagem deste por
equipamentos denominados regeneradores dotados de serpentinas é injetado pelas
ventaneiras do reator. Nesta região o oxigênio contido no ar encontra o carbono
dando origem as reações de combustão e a reação de bourdoard que liberam os
46
gases redutores. Estes gases redutores ascendentes encontram-se com a carga
descendente promovendo a redução do minério conforme estágios apresentados.
Nesta região, gusa e escória em estado líquido percola sobre a carga depositando
na região do cadinho. Na base do cadinho está situado o furo de corrida onde ferro
gusa e escoria escoam formando um jato direcionado a um canal revestido. Estes
materiais no estado líquido se separam durante o tempo de permanência no canal,
pela diferença de densidade.
As principais variáveis operacionais do alto-forno a carvão vegetal são: Temperatura
do ar soprado (temperatura de coroa), pressão de sopro, temperatura de topo,
relação fator (CO/CO2), altura da carga (sonda), temperatura do gusa no canal, teor
de silício do gusa, quantidade de carga hora, peso da corrida, volume de escória. A
boa marcha operacional do alto-forno é parcialmente garantida pelo controle
realizado pelos supervisores e operadores.
As instabilidades operacionais ocorridas são em função das variações na qualidade
do carvão vegetal enfornado. As principais variáveis inerentes as matérias primas
são teor de carbono, densidade e de umidade do carvão enfornado, e granulometria
do carvão e minério de ferro.
Dentre as variáveis apresentadas, um controle apurado é realizado ao consumo de
carvão vegetal que é função de alguns parâmetros como: peso específico do carvão,
umidade do carvão, redutibilidade do minério, crepitação do minério, regularidade na
distribuição de carga, volume de escória, basicidade de escória, temperatura dos
glendons, temperatura de coroa, eficiência do peneiramento, qualidade dos insumos,
teor de silício no gusa. A figura 15 representa, de forma esquemática, a redução do
minério de ferro.
47
Figura 15 - Figura esquemática de redução do minério de ferro
2.3.7 - Injeção de Finos de Carvão em Altos-Fornos e a Redução de Emissão de
CO2
A injeção de finos de carvão em altos-fornos é um recurso de redução de consumo
energético, pois normalmente pode se utilizar finos de carvão reciclados do próprio
processo de produção de ferro gusa. Segundo Assis 1995, durante o fluxo da
biomassa desde o processo de produção do carvão vegetal até o seu carregamento
no alto-forno pode ser gerado cerca de 25 % de finos. Este fino também conhecido
como moinha, que era de comercialização incerta, vem ganhando aplicação nos
diversos mercados industriais de demanda de energia podendo ser aplicados na
substituição de carvão vegetal carregado no topo bem como também do coque.
Ainda nas indústrias não integradas o redutor é enfornado em faixas granulométricas
iguais ou superiores a 6,35 mm. Isto faz com que a geração de finos seja menor do
que nas outras classificações siderúrgicas e, portanto o volume gerado quase
48
sempre é um fator limitante para adoção da tecnologia de injeção de finos de carvão
pulverizado pelas ventaneiras. A alternativa neste caso, é a compra de moinha de
terceiros para suprir uma demanda regular de injeção do material. Outra limitação
desta utilização é o fator temperatura de sopro, pois os altos-fornos a carvão vegetal
são equipados com regeneradores do tipo glendon com o qual se alcançam
temperaturas menores do que os cowpers, utilizados em fornos maiores
principalmente por fatores econômicos.
Deve-se ressaltar também que a injeção de finos de carvão, tem efeito refrigerante,
induzindo o processo a um abaixamento na temperatura de chama. A injeção de
combustíveis auxiliares demanda cuidados especiais na operação dos altos-fornos,
pois esta prática implica em uma série de alterações operacionais: permeabilidade
da coluna, espessura da camada do redutor, distribuição da carga, temperatura de
chama e enriquecimento do ar (Wagner, 1994).
A injeção de finos de carvão pelas ventaneiras induz a um menor consumo de
carvão vegetal bruto, diminuindo o consumo anual de carvão e conseqüentemente
reduzindo a necessidade de área de reflorestamento.
Portanto, para siderúrgicas onde o redutor é o carvão vegetal de biomassa plantada,
o balanço de CO2 do alto-forno a carvão vegetal é positivo, isto é, o CO2 liberado
pelo alto-forno para a atmosfera é menor do que o absorvido anteriormente pela
floresta. Sendo assim a alternativa de injeção de finos pelas ventaneiras pode ser
considerada uma prática que contribui para com o desenvolvimento sustentável
amenizando o efeito estufa (Assis, 1996).
49
2.3.8 - Emissões de Gases de Efeito Estufa e os Processos Siderúrgicos
A figura 16 apresenta as emissões globais de gases de efeito estufa por setores de
atividades.
DESMATAMENTO
E MUDANÇAS DE
PADRÕES NO
USO DA TERRA
9%
AGRICULTURA
14%
CFCS
17%
INDÚSTRIAS
4%
PRODUÇÃO DE
ENERGIA
56%
Figura 16 - Emissões setoriais mundiais de gases de efeito estufa (MCT, 2006)
Uma boa prática a se utilizar em determinação de emissões é adota
adotar as
metodologias do Guia do GHG Protocol.
Protocol. Este documento foi elaborado
cuidadosamente com objetivo de padronizar de forma coerente, um inventário de
emissão de gases de efeito estufa. O GHG protocol foi desenvolvido pelo WRI –
Word Research Institute em colaboração
olaboração com outras entidades mundiais. Os
resultados objetivados são alcançados mediante a aplicação dos seguintes passos
propostos por ele sendo eles:
- Definição dos limites operacionais organizacionais do inventário
- Coleta de dados das atividades que
que resultam na emissão de GEE;
- Calculo das emissões
50
- Adoção de estratégias como: aumento de eficiência, projetos para crédito de
carbono, introdução de novas linhas de produtos, mudança de fornecedor, etc.
- Relato de resultados.
Sua aplicação envolve os seguintes benefícios: - oportunidades de redução de
custos; - criação de benchmark e oportunidades para melhorar a competitividade;
Participar de mercados de emissões de GEE; - Prestar contas aos acionistas e
stakeholders; - Aplicabilidade e impacto em cadeira; - Traçar e alcançar metas de
responsabilidade sócio-ambiental; - Avaliar passivos e preparar-se para futuras
políticas de emissões de GEE; - Garantir oportunidades no mercado internacional.
As expressões matemáticas para cálculos de emissões também são apresentadas
no Guia. Contudo, Brasil, Junior, P. e Junior, J. (2008) destaca a importância da
declaração de incertezas associadas aos processos de medida de emissões dos
gases para confiabilidade e segurança de avaliação de melhorias operacionais bem
como para definição coerente de metas de redução.
As emissões de gases de efeito estufa na indústria siderúrgica são originadas em
vários processos sejam eles os de produção ou os de apoio aos setores de
produção. Para quantificar as emissões primeiramente precisamos conhecer os
processos e tecnologias implantados em cada empresa bem como identificar com
detalhes como ocorrem às operações de logística e apoio operacional desde o
recebimento de todas as matérias primas, insumos e energia elétrica até a entrega
dos produtos, subprodutos e resíduos. As figuras 17 e 18 apresentam
respectivamente a contribuição de emissões por cada atividade econômica e
emissões por grau de integração na siderurgia.
51
7%
75%
9%
6%
QUEIMA DE COMBUSTÍVEIS NA
INDÚSTRIA
1%
2%
QUEIMA DE COMBUSTÍVEIS NO
TRANSPORTE
QUEIMA DE COMBUSTÍVEIS OUTROS
SETORES
EMISSÕES FUGITIVAS
PROCESSOS INDUSTRIAIS
MUDANÇA NO USO DA TERRA E
FLORESTAS
Figura 17 - Emissões de GEE no Brasil
2
1,5
1
siderurgia integrada
0,5
siderurgia semi
semi-integrada
0
redução direta
1990 1991
1992 1993
1994 1995
1996 1997
1998
Figura 18 - Emissões na siderurgia por grau de integração de 1990 a 1998 (tCO2/taço)
Ainda no primeiro inventário setorial realizado pelo Ministério de Ciência e
Tecnologia no Brasil, as emissões de gases de efeito estufa na siderurgia integrada
corresponderam valores superiores a 80% das emissões totais do setor entre os
anos de 1990 a 1998
98 comparativamente a siderurgia semi-integrada
semi integrada e a redução
direta.
O guia GHG protocol não engloba em sua metodologia de contabilização final de
emissões a contribuição da siderúrgica a carvão vegetal, pois credita que as
emissões são compensadas pela p
produção de O2 pelas florestas. Como bem explica
52
Sampaio (2004), dentre as várias possibilidades de energia renovável utilizada pelo
homem, é através da fotossíntese que os seres clorofilados absorvem energia solar
e, na presença de pigmentos verdes converte o dióxido de carbono e a água em
glicose funcionando como um coletor verde que serve para regenerar o oxigênio de
volta a atmosfera, limpando-a do dióxido de carbono expelido em excesso, servindo
também para a produção de carbono renovável como mostrada na reação a seguir:
6CO2+6H2O+Luz Solar/Clorofila →C6H12O6+6O2
Entretanto, segundo Cavaliero e Jannuzzi (1998), a utilização predatória de matas
nativas, sem o devido reflorestamento pode aumentar ainda mais a participação do
setor siderúrgico nas emissões nacionais de CO2, uma vez que até a etapa de
produção de ferro gusa a partir do processo de redução de minério de ferro, a
indústria a carvão vegetal emite mais que a indústria a coque de carvão mineral. Isto
configura que ambos os redutores utilizados classificam a atividade siderúrgica como
produtores de CO2 e consumidores de O2.
A figura 19 apresenta as emissões setoriais no Brasil. Os dados são retirados do
primeiro inventário nacional de gases de efeito estufa realizado pelo governo
brasileiro para o ano de referência de 1994. O setor siderúrgico que se enquadrano
setor industrial é responsável por 4% das emissões no país
Na figura 19 não foram levadas em consideração as emissões indiretas (consumo de
energia elétrica). Foram consideradas as emissões na coqueria, alto-forno e
emissões de processo (representando 60% das emissões totais da siderúrgica). A
tabela IX apresenta como são originadas as emissões de gás de efeito estufa para
cada tipo de siderurgia bem como por processos siderúrgicos e na tabela X compara
as emissões por setores da indústria.
53
Ferro e aço
Químicos e petroquímicos
Metais não ferrosos
Minerais não metálicos
Outros
27%
28%
18%
25%
2%
Figura 19 - Emissões setoriais no Brasil (IEA, 2007) *
Tabela IX – Principais setores e fontes de emissão de CO2 das indústrias siderúrgicas
Setores de produção
Ferro gusa
(Não Integrada)
Fontes de
emissão
Alto
Alto-forno
(carvão vegetal)
Coqueria
Sinterização
Ferro e aço
(Integrada)
Alto-forno
Alto
(coque)
Aciaria
Ferro ligas
Energia
Forno elétrico de
redução
Caldeiras das
centrais
termoelétricas
Origem das emissões
Combustão do carvão
Combustão dos finos de carvão injetado
nas ventaneiras
Redução dos óxidos de ferro
Decomposição dos fundentes
Queima do GAF e/ou COG
Queima de outros combustíveis (óleo
combustível; gás natural)
Oxidação de finos de coque ou de carvão
vegetal
Combustão do coque
Combustão dos finos de coque /carvão
mineral injetados nas ventaneiras
Redução dos óxidos de ferro
Decomposição dos fundentes (calcário e
dolomita)
Oxidação do carbono contido no aço
Oxidação do carbono dos eletrodos (forno
elétrico de aciaria)
Redução dos óxidos metálicos
Oxidação do carbono dos eletrodos
Oxidação do carbono contido nos
minerais
Calcinação dos carbonatos (calcário e
dolomita)
Combustão de gases siderúrgicos (GAF e
COG)
54
Tabela X – Emissões de poluentes (Silveira, sem data)
CO2
CH4
CO
NOx
NMVOC
236.505
401
12.266
1.601
1.596
23
3
39,1
69,6
64,5
74.066
55
1.833
347
55
7,2
0,4
5,8
15,1
2,2
37.887
37
790
113
23
% (em relação ao
setor energia)
3,7
0,3
2,5
4,9
0,9
% (em relação ao
subsetor industrial)
51
67
43
33
41
Emissões totais do
setor GJ
SETOR ENERGIA % (em relação as
emissões totais)
Emissões totais
Emissões do
Subsetor
SUBSETOR
INDUSTRIAL % (em relação ao
setor energia)
Emissões Ind.
Siderúrgica
INDÚSTRIA
SIDERÚRGICA
2.3.9 - Exergia como Ferramenta Aplicada a Redução de Emissões de Gases de
Efeito Estufa
Um estudo de Akiyama & Yagi (1998) apresenta uma metodologia para avaliação
de reduções de emissões pela minimização do consumo de exergia em indústrias
siderúrgicas. Os resultados sugeririam a possibilidade de economia de energia pela
indicando uma meta para redução da emissão de CO2 e diferenças entre simulações
de dados operacionais. Significativamente, a metodologia proposta é também
aplicável para todos os outros sistemas metalúrgicos e químicos para estudos de
alternativas e aproveitamento de recursos. A redução de emissões também pode ser
conduzida pela recuperação de calor de gases de alto-forno que saem a altas
temperaturas dos sistemas de produção de ferro e aço através da recuperação de
55
sua a exergia química. Afigura 20 apresenta a redução da perda exergética pelo
aumento do índice de pós combustão do gás de alto-forno.
Figura 20 - Perdas de exergia
O objetivo principal da análise de exergia é identificar e avaliar quantitativamente a
causas das imperfeições termodinâmicas dos processos térmicos.
Segundo Zargut, (1988) a exergia foi inicialmente introduzida por Rant em 1956
fundamentado em questionamentos sobre a degradação da energia quando utilizada
em sistemas e processos diversos. Segundo Valero, Munhoz e Lozano 1994, o
conceito foi trabalhado anos após para ser difundido mundialmente nos processos
industriais a partir de pesquisas realizadas por Wall, 1986.
Os estudos e aplicação do conceito de exergia em processos siderúrgicos são pouco
utilizados pelos pesquisadores da siderurgia principalmente para o seguimento a
carvão vegetal.
Em conseqüência disto, os estudos bibliográficos desta dissertação tiveram início
tomando como referência uma análise comparativa entre a siderurgia integrada
56
convencional a coque e a siderurgia a carvão vegetal. Também Oleg Ostrovisk e
Zhang (2004), realizaram estudo similar, porém desta vez, pesquisando a rota
integrada de produção de gusa e comparativamente com processos de redução
direta de óxidos de ferro.
Uma análise exergética comparativa para sistemas de produção de gusa via carvão
vegetal e coque (entradas e saídas de exergia) a qual objetivou avaliar as questões
ambientais principalmente relacionadas a emissões de gases de dióxido de carbono
para a atmosfera, foi desenvolvida por Nogami, Yagi e Sampaio (2004). O estudo
abrangeu a produção de carvão vegetal em fornos de carbonização e produção de
coque em coqueria, redutores utilizados nos processos de produção de gusa em
altos-fornos. Estes processos normalmente estão integrados aos dois modelos de
siderurgia estudados. O estudo em questão não considera algumas variáveis como
relacionadas ao aproveitamento de gases e vapores de exaustão. Observa-se que
alguns fatores como maior volume de ar soprado, menor volume interno do forno em
função da área superficial necessitam de maiores entradas de exergia em função da
quantidade de energia necessária para aquecimento de maiores quantidades de ar
nos glendons e maiores perdas de calor do sistema. Sobretudo, as exergias de
saída de ambos os processos tendem a se aproximar quando o processo via carvão
vegetal recupera as perdas de exergia contidas no gás de alto-forno em processos
de geração de energia elétrica por exemplo. As tabelas XI e XII apresentam os
resultados dos balanços de exergia obtidos por Nogami.
Como resultado do estudo realizado pode-se observar que a exergia de entrada
para o processo a carvão vegetal é maior que para o processo a coque. Isto
praticamente devido ao tipo de redutor utilizado. O processo a carvão vegetal está
57
caracterizado por um maior consumo de agente redutor por tonelada de ferro gusa
produzido.
Tabela XI – Resultados da comparação dos inputs de exergia (NOGAMI,
YAGI, SAMPAIO, 2004)
A coque
Carvão vegetal
Matérias primas
335
Matérias primas
188
Coque
11.415
Carvão vegetal
16.345
Injeção de carvão
pulverizado
3.135
Injeção de carvão
pulverizado
-
Sopro
1.105
Sopro
762
Eletricidade
155
Eletricidade
180
Total
16.145
Total
17.488
Unidade: MJ/tgusa líquido
Tabela XII – Resultados da comparação dos outputs de exergia (NOGAMI, YAGI,
SAMPAIO, 2004)
A coque
Carvão vegetal
Ferro gusa
8.121
Ferro gusa
8.410
Escória
519
Escória
252
Gás de coqueria
5.551
Gás de coqueria
6.498
Dust
71
Dust
224
Eletricidade
112
Perdas de calor
52
Outras
522
Total
14.948
Total
15.384
Unidade: MJ/tgusa líquido
Eficiência exergética / perdas
A coque
εperdas
Carvão vegetal
1.197
εperdas
2.148
58
Oleg Ostrovisk e Zhang (2004), realizando análise comparativa entre a indústria do
aço pela rota integrada via alto-forno e pela rota de processos de redução direta.
Comentou que os processos são irreversíveis e sempre acompanhados de perdas
de exergia. Do ponto de vista comparativo, o processo de redução direta pode ter
perdas exergéticas superiores aos altos-fornos a coque em função da razão da
variável de pós combustão (%CO2 + % H2O)/(%CO2 + % H2O + %CO + %H2)
compensadas pelo uso eficiente dos gases de saída do processo. Nos altos-fornos a
coque, a utilização eficiente do gás já está consolidada através de seus usos em
outros processos como de geração de energia elétrica, nas unidades de coqueria e
sinterização.
A exergia foi utilizada como ferramenta para um estudo de progressos nos
processos de produção de ferro gusa em alto-forno na indústria do Japão. Neste
estudo foram simuladas diversas situações, entre elas a injeção de finos de carvão
pelas ventaneiras o que levou a economia de exergia para o processo (YAGI, 1991).
Wall (1986) realizou um estudo comparativo entre diversos processos industriais
dentre eles a produção do aço em Mini-Mills via fornos elétricos. O estudo objetivou
apresentar que os estudos de exergia se aproximam de uma ação ineficiente à
medida que as temperaturas do processo na industrial se aproximam da temperatura
ambiente. Concluiu que perdas exergéticas de dois fornos elétricos em operação
podem ser significantemente reduzidas substituindo estes por apenas um forno com
capacidade de produção maior.
Outra parte da revisão bibliográfica sobre a aplicação dos conceitos para
desenvolvimento desta dissertação foi baseada na revisão bibliográfica “Bibliography
on Energy” publicada em 1992 por Goran Wall. Este identificou cerca de 2034
59
publicações a nível mundial que referenciam diretamente o conceito de exergia até o
ano de 1994. Admitiu-se, porém que somente 05 dos artigos publicados foram
voltados a processos siderúrgicos havendo restrição maior para o processo de
fabricação de ferro gusa em altos-fornos.
Contou-se também com o trabalho compilado por Cornelissen (1994) que
identificou os trabalhos relacionados ao tema no período entre 1985 e 1994. Seu
trabalho “Bibliography on Exergy Analysis and Related Techniques” identificou cerca
de 760 publicações sendo que não foram identificado estudos diretos de exergia em
altos-fornos. Pesquisas realizadas no período de 1993 a 2005 apontam 999
publicações compiladas por Palma, 2007.
Levando em conta a quantidade restrita de publicações em relação ao tema
proposto, considerou-se que as publicações citadas até aqui cruciais para
desenvolvimento deste trabalho e desenvolvimento da metodologia proposta.
60
3 - FUNDAMENTAÇÕES TEÓRICAS
A termodinâmica está intimamente ligada a engenharia e conseqüentemente aos
processos industriais quando as necessidades de melhorias no desempenho de
projetos, resultando em aumentos de produção, redução de consumo de recursos
naturais e/ou escassos, redução de custos ou menor impacto ambiental . Portanto
seus conceitos são ferramentas imprescindíveis às questões de sustentabilidade
ambiental, manutenção e qualidade da vida terrestre.
Este capítulo apresenta de forma breve os principais conceitos os quais serviram
como fundamento do modelo de estudo proposto. A aplicação dos conceitos de
exergia permite a realização de diagnósticos em diversos setores da indústria e será
utilizado para o processo de produção de gusa em altos-fornos pelo uso da
biomassa.
3.1 Primeira e Segunda Lei da Termodinâmica Aplicada ao Processo de
Redução de Minério de Ferro
Como nos altos-fornos o processo é realizado em regime permanente, o fluxo de
massa na entrada deste reator é igual ao fluxo de massa de saída. A ilustração dos
fluxos de massa que atravessam a superfície de um alto-forno pode ser vista na
figura 21.
Para qualquer volume de controle a equação de balanço de massa pode ser escrita
como (MORAN; SHAPIRO, 2008):
61
Variação líquida
Total de massa
Total de massa
que
sai
do
de
massa
no
que entra no
=
interior do volume
volume
de
volume
de
de controle
controle
controle
Figura 21 - Fronteiras de trabalho
Podemos reescrever as equações em termos de taxa do tempo obtendo:
(1)
62
Como os processos no alto-forno acontecem em regime permanente, as
propriedades termodinâmicas não variam com o passar do tempo, sendo a parcela
de taxa de variação de massa com o tempo nula podemos reescrever:
∑ m ∑ m
(2)
Como já foi abordado, no alto-forno do estudo em questão temos as seguintes
matérias primas enfornadas: carvão vegetal, minério de ferro, pelotas, sucatas de
ferro gusa, granito, dolomita e ar. Os principais produtos e subprodutos do alto-forno
são: ferro gusa, escória de alto-forno, gás de alto-forno, pó e lama de alto-forno,
sucatas. Assim, para a coerência das etapas que seguem neste trabalho procedeuse o seguinte balanço de massa o qual é detalhado no apêndice x.
Para uma verificação mais apurada do balanço de massa em altos-fornos pode-se
reescrever a equação acima em função das vazões molares levando em
consideração as composições químicas de cada componente referente as matérias
primas e insumos, bem como os teores dos elementos contidos nos produtos,
subprodutos e resíduos do alto-forno.
Na prática de balanços de massa nos altos-fornos devemos considerar as diversas
perdas de processo as quais, muitas das vezes representam pequenas frações
inerentes as saídas, por questões inerentes ao processo de redução de minério de
ferro.
Estas perdas podem estar relacionadas a purgas no sistema de despressurização no
topo do alto-forno, pequenos vazamentos em válvulas do sistema de recuperação do
gás de alto-forno, instabilidades operacionais indesejadas de menor freqüência que
63
causam emissões instantâneas de massa, bem como perdas metálicas em canais e
no processo de separação de escória.
Pelo princípio de conservação de massa sabemos que:
∑ m ∑ m
(3)
O balanço de entropia para o regime permanente em termos de taxas é então
determinado por:
Q
0 ∑ T ∑ m. s ∑í m. s σ (4)
Para os processos reais em um volume de controle onde o processo siderúrgico se
desenvolve em regime permanente, as irreversibilidades estão presentes pela
observação das propriedades de troca de calor que entra no volume de controle e
taxa de produção de trabalho. A diferença entre o trabalho ideal de um processo
irreversível (que poderia ter sido realizado sem perdas) do trabalho realizado no
processo ideal descreve a definição de irreversibilidade.
I Wí W
(5)
64
No alto-forno a importância da termodinâmica é aplicada ao conhecimento das
transformações químicas que ocorrem no interior do reator no processo de redução
da hematita (Fe2O3) ao Fe metálico. No entanto, objetivando aplicar ao modelo os
conceitos de primeira e segunda lei, embora os estados iniciais e finais do sistema
possam fornecer informações globais que possam permitir a avaliação de emissões
de gases de efeito estufa, propõe-se, como sugerido por Andrade (1977) intervir em
dois estados intermediários de transformações químicas internas no reator como
recurso simplificado de execução dos balanços. Fazendo-se abstenção das fases
intermediárias, a principal reação de obtenção do gusa líquido no alto-forno poderia
ser escrita como:
Fe2O3 + 3CO = 2Fe + 3 CO2
No entanto, nem todo CO produzido nas ventaneiras do forno é consumido nesta
reação de modo que no gás de topo do forno há ainda considerável quantidade de
CO não aproveitado (PENA,1980). Tal fenômeno pode ser perfeitamente
demonstrado quando a velocidade das reações de redução atinge o equilíbrio
termodinâmico antes que todo o CO seja consumido, reforçando a importância desta
ciência quando aplicado nos processos siderúrgicos.
Para os processos siderúrgicos pode-se obter dados tabelados como as tabelas de
Kelly que fornecem os valores de St – S298 (JUVILAR, 1980).
Para elaboração do balanço térmico a determinação das fronteiras do sistema que
deve estar intimamente relacionada aos objetivos do estudo que se pretende
alcançar com o cálculo do balanço térmico. A garantia de exatidão dos balanços
65
bem como para todas as etapas aos cálculos deve-se proceder ao balanço de
massa por ser a entalpia diretamente dependente da massa (ASSIS; SAMPAIO,
1995).
A tabela XIII apresenta os dados de processos do alto-forno utilizados para os
balanços. Ressaltam-se a temperatura do minério de ferro o qual é secado no silo
através de aquecimento com gás de alto-forno recirculado no processo. Demais
insumos carregados pelo topo entram a temperatura ambiente e não estão isentos
de umidade.
Tabela XIII - Propriedades térmicas do alto-forno: inicial e final
Início
Fim
Componentes do sistema
Temperatura
Componentes do sistema
Temperatura
Carvão vegetal
298 K
Gusa Líquido
1623 K
Minério de ferro - Hematita
298 K
Escória de alto-forno
1623 K
Pelotas
298 K
Gás de alto-forno
460 K
H2O - Umidade da carga
298 K
Pó e lama de alto-forno
460 K
Ar
298 K
Sucatinha
298 K
Granito
298 K
Dolomita
298 K
3.2 Métodos da Exergia
O método de análise de exergia permite identificar e avaliar a perda residual de
recursos energéticos existente em determinado processo. Estas informações são
importantes quando utilizadas a favor de melhoria da eficiência de diversos
processos onde são demandados qualquer quantidade de energia seja nos mais
diversos tipos de processos existentes bem como em seguimentos industriais e são
66
importantes na avaliação das emissões de gases de efeito estufa e em pesquisas de
sua mitigação.
Segundo Kotas (1995) A partir da interação entre dois sistemas em diferentes
estados, pode ser realizado trabalho até o estado de equilíbrio. Qualquer um dos
sistemas pode ser considerado como estado de referência ou meio ambiente e o
outro sistema é o que se deseja estudar. Pode-se adotar a segunda nomeclatura
uma vez que o meio ambiente pode ser bem representado pela atmosfera, oceanos
ou pela crosta terrestre.
A definição de exergia é dado com sendo a parte da energia que pode ser
completamente convertida em qualquer outra forma de energia (Rant, 1956). A
exergia é a parte nobre da energia, ou em outras palavras, é a parcela que pode ser
convertida em calor ou trabalho.
Pode ainda ser considerado como a parte da
energia que é degradada como efeito indesejado e, em algumas vezes, inerentes a
um processo. Espera-se, contudo, mensurar estes efeitos de forma a recuperar entre
os destroços, a eficiência dos processos.
Podemos constatar que nos processos e equipamentos siderúrgicos, a energia se
conserva, isto é, ela não pode ser destruída. Portanto, a energia que entra sob
diversas formas, seja através de eletricidade, combustíveis, matérias primas, entre
outras formas, irá se transformar em produtos e seus derivados. Com a introdução
da exergia, devemos constatar até que ponto a recíproca é verdadeira estando
fundamentado nos conceitos de segunda lei. Já a exergia não é conservada, mas
pode ser destruída pelas irreversibilidades. Sendo assim a exergia pode ser toda
destruída para o caso de uma variação espontânea.
67
Segundo Torres (2001), a energia é a propriedade proveniente do primeiro ela não
pode ser criada nem destruída, só transformada e sempre se conserva e, a cada
transformação haverá sempre uma parte perdida. Rant introduziu a palavra Exergia,
também propôs a palavra anergia para denominar a parte de energia que não pode
ser aproveitada, isto é:
Energia = Exergia + Anergia
(6)
Uma comparação de energia com exergia foi apresentada por Szargut (1988) é
mostrada na tabela XIV.
Tabela XIV – Comparação entre energia e exergia
Energia
Exergia
Respeita as leis de conservação
Está isenta das leis de conservação
É função de estado da matéria em
consideração
É função de estado da matéria em
consideração e da matéria no meio
ambiente
Deve ser calculada com base em um
estado de referencia assumido
O estado de referencia é imposto
pelo meio ambiente; em baixas
temperaturas
No caso de um gás ideal, não
depende da pressão
Sempre depende da pressão
É zero quando no vácuo
É um valor positivo no vácuo
Segundo Szargut (1988) a energia pode ser dividida em 04 partes: cinética,
potencial, termomecânica e química. A figura 22 ilustra esquematicamente estas
contribuições.
68
Figura 22 - Representação conceitual de exergia
Portanto,
B = Bcinética+Bpotencial+BTérmica+Bquímica
(7)
Btérmica = BFísica+BQuímica
(8)
E
Btérmica = BΔP+BΔTT
(9)
Então a exergia é:
B = Bcinética+Bpotencial+ BΔP+BΔT+Bquímica
(10)
Onde B = Exergia
A exergia cinética é a própria energia cinética quando a velocidade relativa
considerada é a da superfície da terra. A exergia potencial é também igual a energia
potencial quando o referencial é a superfície do local avaliado, por exemplo a
superfície da terra.
erra. Considerando que a velocidade do sistema e a altura sejam
69
nulas em relação ao ambiente ( é!"# $%!&"#' 0), a exergia passa a
combinação da exergia química e a exergia química.
Quando se trata de análise de sistemas térmicos, ambas as exergias potencial e
cinética pode ser consideradas nula. A diferença entre as alturas bem como o fato
de que os sistemas estão na condição de repouso ambos são desprezíveis.
Exergia termomecânica ou física é definida como sendo o trabalho máximo obtido
em trabalhos reversíveis quando uma quantidade de matéria é levada do estado
inicial (P e T) ao estado de equilíbrio de pressão e temperatura de referencia (P0 e
To) do ambiente. Se uma região do espaço dispõe de pressão e temperatura maior
que o ambiente, neste caso existe um potencial com relação ao meio (SZARGUT,
1988). Quando a pressão e a temperatura do sistema se igualam com o meio,
afirma-se que esse é o estado Inativo Restrito, portanto, não tem mais capacidade
de gerar trabalho ou calor.
A exergia química é o trabalho é o trabalho obtido por uma substancia desde uma
condição inicial a uma condição de equilíbrio com o meio ambiente.
A exergia térmica ou termoquímica então é a contribuição da termomecânica mais a
química. Em outras palavras ela representa o trabalho máximo obtido quando uma
quantidade de matéria é levada ao estado de equilíbrio termomecânico (pressão e
temperatura) e
químico (potencial
químico) com
o
ambiente.
A
energia
termomecânica ou física é o potencial existente entre o estado em que se encontra
na região do espaço a P e T até o equilíbrio termomecânico (P0, T0) com o
ambiente.
70
A variação de exergia térmica pode ser calculada pelo modelo da máquina térmica
de Carnot. O fluxo de energia com entalpia H1 e entropia S1 na máquina reversível
onde as variações térmicas e/ou químicas irão acontecer resultando em nas
entalpias H2 e entropia S2.Portanto, também nos altos-fornos comparando-o a uma
máquina térmica devemos levar em consideração as contribuições físicas e químicas
de entalpia e entropia do processo de produção de ferro gusa. O máximo trabalho
que deveria ser obtido da máquina é obtido pela variação de exergia dos fluxos de
entrada e saída do reator. Portanto pelo balanço de energia temos que:
BTé)*+ B,-í)*. ΔBé)* H+ H. Q3
(11)
E pelos critérios de reversibilidade,
5
S. S+ 76 0
6
(12)
Assim temos que,
BTé)*+ B,-í)*. ΔBé)* H+ H. T3 9:+ :. ;
(13)
Para efeitos de cálculo da exergia química do agente redutor carvão vegetal
idealiza-se as principais reações como sendo a reação de combustão e a reação de
Boudoard a fim de se conhecer o trabalho máximo obtido nas respectivas reações
químicas.
A exergia química padrão dos produtos e matérias primas utilizadas no alto-forno
pode ser calculada por expressões aproximadas pela equação a seguir.
71
3
%
<5=í>"#
<?=í>"#
@& ∑B AB CB
(14)
Onde,
DB = número de moles dos elementos contidos no ferro gusa
CB = Coeficiente de exergia química padrão dos constituintes do ferro gusa
Para as matérias primas (minério de ferro, pelotas, dolomita, quartzito e granito
enfornadas a exergia química pode ser expressa como sendo:
3
<5=í>"#
∑ A C
(15)
D = Número de moles da matéria prima i
C = coeficiente levando em consideração os componentes químicos contidos na
matéria prima i
As principais saídas do alto-forno como já apresentado em outros capítulos são o
Ferro gusa, escória de alto-forno, gás de alto-forno e poeiras (pó e lama de altoforno).
72
4 - ANÁLISE DA EXERGIA EM ALTOS FORNOS
A figura 23 apresenta a definição da fronteira de interesse para o estudo proposto
bem como a representação dos fluxos de entrada e de saída do alto-forno.
O processo industrial para produção de ferro gusa tem um consumo de exergia
importante; este constitui cerca de 40% do consumo total de exergia na indústria do
ferro e do aço (Szargut, 1988). A eficiência exergética do alto-forno é relativamente
alta quando a contabilização abrange o ferro gusa líquido e a exergia química do gás
de alto-forno utilizado.
Figura 23 - Fluxos de elementos no alto-forno
73
Um exemplo dos balanços de energia e exergia de processos industriais para
fabricação de ferro gusa foi apresentado por Szargut (1988). A entalpia química no
balanço de energia foi calculada pelos princípios da enthalpy of devaluation. O
balanço de exergia para processos industriais é mostrado na figura 7.4.
4.1 Critérios e Dados Operacionais Aplicados
A característica do alto-forno apresentada pode ser detalhadamente visualizada no
anexo I. O forno tem volume útil de 139 m3 e uma produção nominal de 280 tgusa/dia.
Para realização deste estudo buscou-se identificar dois dias críticos na produção da
empresa em relação principalmente a qualidade das matérias primas, principalmente
do carvão vegetal enfornado. Este critério foi utilizado para enriquecimento do
trabalho procurando buscar identificar pontualmente o efeito do principal material
utilizado no comportamento termodinâmico do alto-forno.
Os principais dados operacionais utilizados para efeito de estudo são coletados dos
diversos relatórios de supervisão e operação gerados na produção de um alto-forno.
O enfornamento de carvão é controlado por balanças de pesagem calibradas
podendo ser recuperado do relatório boletim de cargas como exemplo mostrado no
anexo II. Toda a carga enfornada é pesada e o registro é feito pelo operador de
guincho. Procedimentos internos de amostragem determinam uma metodologia para
análise da umidade de carvão vegetal que está sendo enfornado. As tabelas XV, XVI
e XVII apresentam as composições químicas dos carvões utilizados.
74
Tabela XV – Análise química do carvão vegetal – imediata
Análise Química do Carvão Vegetal
Carbono Fixo
Matérias
voláteis
Cinzas
Umidade
69,93
21,70
4%
5,40
Tabela XVI – Composição química das cinzas do carvão vegetal
Análise química das cinzas do carvão vegetal (4%)
S
Fe
Al2O3
SiO2
MgO
CaO
Fe2O3
0,0255
1,64
3,2
17,43
9,04
35
10
Tabela XVII – Análise elementar do carvão vegetal
Química Elementar do carvão vegetal
C
H2
N2
O2
H2O
44
5,7
0,3
41
20
O consumo de minério de ferro e fundentes, bem como de outros insumos também
são controlados e pesados em toda a carga. Ao final de 24 horas têm-se os
resultados de um dia de consumo de todas as matérias primas enfornadas. A
qualidade das matérias primas é controlada pelo Laboratório de Controle de
Qualidade onde se procedem as análises químicas via úmida com equipamentos
calibrados. Ressaltam-se que a empresa tem implementado um secador de minério
de ferro objetivando melhor qualidade das matérias primas enfornadas. Este secador
determina uma temperatura média acima dos outros insumos de entrada. A tabela
XVIII apresenta a análise química do minério de ferro.
75
Tabela XVIII – Análise química do minério de ferro enfornado
Análises químicas do minério de ferro
Fe
Mn
P
Al2O3
SiO2
CaO
67,66
0,05
0,01
0,77
2,26
0,040
A empresa adota enfornamento de pelotas dependendo da oferta deste produto no
mercado. Sua análise química é enviada pelo fornecedor correspondendo os valores
apresentados na tabela XIX.
Tabela XIX – Análise química das pelotas enfornadas
Análises químicas das pelotas
Fe
Mn
P
Al2O3
SiO2
CaO
65,54
0,1
0,032
2,70
2,76
2,80
Todos os pesos de matérias primas são determinados através de balanços de
massa e cálculos de leito de fusão que variam com a qualidade das matérias primas,
composição do ferro gusa desejado e características da escória de alto-forno. A
tabela XX apresenta estes dados.
Tabela XX – Matérias primas e insumos enfornados
Input
unidade
Quantidade
Carvão vegetal (cinza)
kg/tgusa
669,148
Minério de ferro
kg/tgusa
1110,141
Pelotas
kg/tgusa
277,535
Granito
t/tgusa
18,396
Dolomita
t/tgusa
59,786
Nm3/tgusa
1.122,46
kg/tgusa
183,958
Energia Elétrica
kWh/tgusa
0,064
Água Resfriam.
m3/tgusa
15,000
Ar
Sucatinha de ferro
76
Como já foi explanado em capítulos anteriores, os fundentes são utilizados para
conferir propriedades específicas a escória do alto-forno objetivando uma operação
mais estável possível. As análises químicas destes fundentes são apresentadas na
tabela XXI. A umidade média dos fundentes é considerada igual a 4%.
Tabela XXI – Composição química dos fundentes
Análise química do granito
SiO2
Al2O3
90
0,4
Análise química da dolomita
CaO
MgO
37,45
13,50
A siderurgia enforna sucatas de ferro gusa selecionada e peneirada visando
mitigação das perdas. A tabela XXII a seguir apresenta composição química da
sucatinha gerada com composição aproximada do ferro gusa produzido pela própria
empresa.
Tabela XXII – Composição química da sucatinha
Sucatinha de ferro gusa
Fe
Mn
Si
P
S
C
95,16
0,07
0,2
0,05
0,02
4,50
Já os produtos, subprodutos e resíduos são pesados em balança rodoviária. O ferro
gusa é lingotado em formas dispostas em lingoteiras, tamboreado para classificação
de tamanhos e limpeza do lingote e descarregados em caçambas que são
transportadas por caminhão bruck até o pátio de estocagem. No início de uma
corrida, isto é, abertura do canal de corrida que é realizada de duas em duas horas,
77
é realizado um procedimento de amostragem para análise da composição obtida na
produção. Esta análise também é realizada no “Laboratório de Controle de
Qualidade por via úmida que libera as caçambas para descarga da corrida na pilha
correta. A tabela XXIII abaixo apresenta os fluxos de saída do alto-forno analisado.
Tabela XXIII – Produtos e subprodutos do alto-forno
Output
unidade
quantidade
kg
1000
Escória
kg/tgusa
100
Pó de balão
kg/tgusa
50
Ferro Gusa
3
Gás de alto-forno
Nm /tgusa
1780
Sucatas do lingotamento
kg/tgusa
20,000
Sucatas do tamboreador
kg/tgusa
30
A tabela XXIV a seguir apresenta a composição química dos fluxos de saída do altoforno.
Tabela XXIV - Composição química do ferro gusa
Teores dos elementos no ferro gusa
Si
Mn
P
C
S
Fe
0,25
0,07
0,05
4,50
0,02
95,11
A escória de alto-forno exerce função importante para a operação do alto-forno e
qualidade do ferro gusa a ser produzido. A sua composição química é determinada
nos balanços de massa e leito de fusão em função das cargas que estão sendo
enfornadas correspondendo a valores apresentados na tabela XXV. A empresa visa
a operação com volume de escória em torno de 100kg/tgusa. Durante a corrida de
ferro gusa são realizados amostragens da escória e estas são analisadas
objetivando confirmar os cálculos de leito de fusão e garantir a estabilidade
operacional melhor possível.
78
Tabela XXV - Composição química da escória
Teores dos elementos da escória do alto-forno (%)
Al2O3
SiO2
MgO
CaO
MnO
FeO
15,87
45
4,3
32,06
0,36
2,41
A geração de pó de alto-forno ocorre pelo arraste de material particulado que saí do
interior do reator juntamente com o gás do alto-forno para tubulações que destinam
estes para o sistema de limpeza de gás de alto-forno. Este sistema de limpeza
recolhe a maior fração de particulados a seco e a úmido gerando estes dois resíduos
siderúrgicos. As frações químicas do pó de balão são apresentadas na tabela XXVI.
Tabela XXVI – Composição química do pó de balão
Teor dos elementos constituintes do pó e lama do AF
Mn
P
C
Fe
Al2O3
SiO2
CaO
0,45
0,05
27,5
59,84
2,15
8,01
2
Como subprodutos do alto-forno são geradas sucatas que estão presentes junto a
escória, nos canais de corrida, no lingotamento do alto-forno e no tamboreamento do
alto-forno. Estas sucatas têm a mesma composição química do ferro gusa
apresentado acima e representam perdas de processo.
A composição química do gás de alto-forno é obtida após análise no aparelho Orsat
e tem características importantes na avaliação de aspectos operacionais no interior
de aproveitamento dos gases redutores durante o processo de produção do ferro
gusa. Os componentes do gás de alto-forno são apresentados na tabela XXVII.
79
Tabela XXVII– Componentes do gás do alto-forno
Composição do gás de alto-forno
CO
H2
H2O
CH4
N2
CO2
22,15
5,46
9,88
1,02
46,73
14,76
4.2 - Discussão dos Parâmetros Operacionais Coletados
Os parâmetros operacionais referente a insuflação de ar pelas ventaneiras do altoforno bem como temperatura são monitoradas por termopar localizado na região
acima da coroa e por manômetros. Estes equipamentos também são calibrados
segundo normas internas da empresa. Os registros de medição são coletados de
hora em hora e são registrados no relatório de supervisão do alto-forno.
O número de cargas enfornadas por hora é uma variável importante para efeitos de
analise da estabilidade operacional do forno. Quando ocorrências de normalidades
como falhas na distribuição das matérias primas no forno ou ainda, alta umidade do
carvão vegetal, marcha fria, qualidade das matérias primas, engaiolamentos, etc.
levam a uma instabilidade operacional e falhas de produtividade. A figura 24
apresenta o número de cargas hora/dia como resultado operacional dos dias
11/01/2009 e 28/08/2008.
80
16
Número de cargas
14
12
10
11.01.2009
28.08.2009
8
6
00:00
01:00
02:00
03:00
04:00
05:00
06:00
07:00
08:00
09:00
10:00
11:00
12:00
13:00
14:00
15:00
16:00
17:00
18:00
19:00
20:00
21:00
22:00
23:00
4
Figura 24 - Marcha operacional do alto-forno dia 1 e 2
O peso do carvão vegetal enfornado esta intimamente ligada ao teor de umidade e
principalmente pela densidade do carvão vegetal. Como a empresa trabalha com um
mix de carvão vegetal a curva fica bem instável como pode ser verificada nas figuras
25 e 26.
11.000
Peso enfornado (kg)
10.000
9.000
8.000
28.08.2009
7.000
11.01.1009
6.000
5.000
00:00
01:00
02:00
03:00
04:00
05:00
06:00
07:00
08:00
09:00
10:00
11:00
12:00
13:00
14:00
15:00
16:00
17:00
18:00
19:00
20:00
21:00
22:00
23:00
4.000
Figura 25 - Marcha operacional do alto-forno dias 11/01/2009 e 28/08/2008
45,00
40,00
35,00
30,00
28.082.009
11.01.2009
25,00
20,00
15,00
HORA
00:00
01:00
02:00
03:00
04:00
05:00
06:00
07:00
08:00
09:00
10:00
11:00
12:00
13:00
14:00
15:00
16:00
17:00
18:00
19:00
20:00
21:00
22:00
Vlolume de carvão enfornado (m3/h)
81
Figura 26 - Volume de carvão vegetal enfornado (m3)
4.3 - Balanços térmicos no alto-forno
Nas tabelas XXVIII e XXIX a seguir são apresentados os balanços de energia do
alto-forno para os dois dias de operação. Apesar de que é possível notar alguma
diferença nas variáveis operacionais entre estes dois dias, destacam-se as
diferenças entre a qualidade das matérias primas, principalmente as referentes ao
carvão vegetal enfornado.
Calores positivos
21.373,71
12.625,83
2.343,21
2.287.269,61
44.394,84
2.648.863,88
TOTAL
274.059,73
6.796,95
Valor(kcal/tgusa)
Calores negativos
1)Calor de vaporização da umidade da carga(T=373K)
1.1)Vaporização da umidade do carvão vegetal
1.2)Vaporização da umidade do minério de ferro
1.3)Vaporização da umidade do ar insuflado
1.4)Vaporização da umidade da dolomita
2)Entalpia do gusa(T=1300K)
2.1)ΔH(Fe)
2.2)ΔH(Si)
2.3)ΔH(Mn)
2.4)ΔH(P)
2.5)ΔH(C)
2.6)ΔH(S)
2.7)ΔHDissolução(P)
2.8)ΔHDissolução(Si)
2.9)ΔHDissolução(C)
3)Entalpia da escória(T=1623K)
4)Entalpia da reação de Boudouard(T=298K)
5. Perdas
TOTAL
Eficiência energética
Balanço Energético em um alto-forno
RESULTADOS
2)Calores de formação do CO, CO2 e CH4 do gás de alto-forno(T=460K)
2.1)CO
2.2)CO2
2.3)CH4
3)Entalpia da combustão do carbono do carvão vegetal
4)Entalpia da redução da hematita
1)Calor sensível do ar úmido (T=1053K):
1.1)Ar seco
1.2)Umidade do ar (8g/Nm3)
DATA: 11.01.2009
205549,79
726,07
83,89
181,51
23349,93
43,28
-0,47
-2,75
19,35
54,16
1.002.748,73
1.338.993,39
2.648.863,87
0,49
72267,99
0,00
4849,01
0,00
Valor (kcal/tgusa)
82
Tabela XXVIII – Balanço térmico dia 1
Calores positivos
21.373,71
12.625,83
2.343,21
1.989.815,72
34.688,23
2.295.279,20
TOTAL
228.759,06
5.673,44
Valor(kcal/tgusa)
Calores negativos
1)Calor de vaporização da umidade da carga(T=373K)
1.1)Vaporização da umidade do carvão vegetal
1.2)Vaporização da umidade do minério de ferro
1.3)Vaporização da umidade do ar insuflado
1.4)Vaporização da umidade da dolomita
2)Entalpia do gusa(T=1300K)
2.1)ΔH(Fe)
2.2)ΔH(Si)
2.3)ΔH(Mn)
2.4)ΔH(P)
2.5)ΔH(C)
2.6)ΔH(S)
2.7)ΔHDissolução(P)
2.8)ΔHDissolução(Si)
2.9)ΔHDissolução(C)
3)Entalpia da escória(T=1623K)
4)Entalpia da reação de Boudouard(T=298K)
5. Perdas
TOTAL
Eficiência energética
Balanço Energético em um alto-forno
RESULTADOS
2)Calores de formação do CO, CO2 e CH4 do gás de alto-forno(T=460K)
2.1)CO
2.2)CO2
2.3)CH4
3)Entalpia da combustão do carbono do carvão vegetal
4)Entalpia da redução da hematita
1)Calor sensível do ar úmido (T=1053K):
1.1)Ar seco
1.2)Umidade do ar (8g/Nm3)
DATA:28/08/2008
205549,79
726,07
83,89
181,51
23349,93
43,28
-0,47
-2,75
19,35
54,16
872.343,68
1.118.923,50
2.295.279,20
0,51
62869,71
6044,45
4047,50
1045,60
Valor (kcal/tgusa)
83
Tabela XXIX - Tabela Balanço térmico dia 2
84
4.4 - Balanço Exergético
O desenvolvimento dos trabalhos foi realizado a partir dos dados coletados e
disponibilizados pela empresa. Assim, através das pesquisas bibliográficas foram
identificados todos os dados necessários para o cumprimento do objetivo final do
trabalho. Os principais dados coletados foram mostrados em tabelas anteriores e
complementados nos anexos. As propriedades termodinâmicas complementares
foram tomadas dos valores padrões apresentados por Carvalho et al (1977). Os
valores das constantes e das exergias padrão foram retirados de Zargut (1988).
A partir destes dados foram criadas planilhas contendo dados de entrada e de
saídas disponibilizando assim uma ferramenta de simulação para quaisquer tipos de
entrada de dados operacionais. Todos os cálculos realizados em planilha também
foram realizados de forma descritiva buscando melhor confiabilidade dos resultados
alcançados. As tabelas XXX e XXXI a seguir apresentam os resultados alcançados
de exergia dos fluxos de entrada e saída do alto-forno para os dois dias de produção
analisados respectivamente.
Tabela XXX – Balanços de exergia no dia 1
RESULTADOS
DATA: 11.01.2009
Balanço de Exergia em um alto-forno
ENTRADAS/
INPUTS
Carvão Vegetal
Minério
Pelotas
Ar
Granito
Dolomita
Exergia em MJ/tgusa
24.016,88
72,88
29,94
SAÍDAS/OUTPUT Exergia em MJ/tgusa
Gusa
8.380,45
Escória
1.283,85
Pó de alto-forno
294,43
Gás de alto278,47
forno
10.731,21
0,52 Resíduo
12.309,50
2,76 Perda
3.711,51
85
Os dados de produço são equivalentes à produção de dois dias típicos de 24 horas
de operação do alto-forno. Preferiu-se assim, pois como pode ser observado nos
gráficos acima, as variações e instabilidades de processos são muitas.
Tabela XXXI – Balanços de exergia no dia 2
RESULTADOS
DATA: 28.08.2008
Balanço de Exergia em um alto-forno
ENTRADAS/ INPUTS Exergia em MJ/tgusa
20893,54
Carvão Vegetal
60,78
Minério
41,33
Pelotas
232,05
Ar
0,46
Granito
2,33
Dolomita
SAÍDAS/OUTPUT Exergia em MJ/tgusa
Gusa
7074,04
Escória
1284,62
Pó de alto-forno
294,43
Gás de alto-forno
10731,21
Resíduos
12310,26
Perda
1846,18
Os gráficos das figuras 27 e 28 a seguir mostram as relações existentes
86
Dolomita
Granito
Dia 28.08.08
Ar
Pelotas
Minério
Carvão Vegetal
ENTRADAS/ INPUTS
Dolomita
Granito
Dia 11.01.09
Ar
Pelotas
Minério
Carvão Vegetal
0,00
5000,00
10000,00
15000,00
20000,00
25000,00
30000,00
Figura 27 - Inputs de exergia no alto-forno
Gás de alto-forno
EXERGIA
OUTIPUT (MJ/TGUSA)
Pó de alto-forno
Dia 28.08.08
Escória
Gusa
Gás de alto-forno
Pó de alto-forno
Dia 11.01.09
Escória
Gusa
0,00
1000,00 2000,00 3000,00 4000,00 5000,00 6000,00 7000,00 8000,00 9000,00
Figura 28 - Outputs de exergia (MJ/tgusa)
Pode-se observar que, como a empresa trabalha com um produto de composições
químicas invariantes, isto é, as variações de composição química do gusa no canal
de corrida são invariantes. A composição química final será conferida ao gusa
87
produzido pela metalurgia da panela feita imediatamente após a tamponagem do
alto-forno.
As irreversibilidades em ambos os dias de produção aqui analisados estão
diretamente relacionadas com as perdas térmicas devido às variáveis operacionais
do alto-forno bem como devido à geração de entropia das diversas reações químicas
que ocorrem no interior do reator.
Pode-se observar que exergia total do dia 11 supera o dia 28. A entrada de exergia
relativa ao carvão vegetal foi extremamente impactante sendo que as entradas de
exergia dos insumos variaram muito pouco entre os dois dias analisados.
4.5 - Eficiências Exergética
A eficiência exergética, Є, no alto-forno, assim como para qualquer equipamento,
pode ser entendida como o grau de imperfeição termodinâmica pelo modelo de
Szargut (1988) O maior valor da eficiência de segunda lei calculada expressa melhor
aproveitamento dos aportes de energia no alto-forno.
Tem-se, portanto que:
∑M GH&IJ# # K#íL#
ЄF@ ∑
N &H&IJ# # &!I#L#
(33)
A partir destes cálculos pode-se mensurar a irreversibilidade interna do alto-forno ou
avaliar a perda total do sistema mais conhecido com a eficiência exergética.
88
As conclusões dos cálculos se consolidam, pois podem-se observar no dia 2 as
necessidades de inputs de energia e exergia. Conseqüentemente a perda de exergia
foi também maior que no dia 1 quando os indicadores de consumo específico de
carvão vegetal e produtividade do alto-forno estiveram comprometidos.
4.5 - Avaliações das Emissões de Gases de Efeito Estufa no Alto-Forno
A avaliação das emissões de gases de efeito estufa é dado pela emissão do gás
carbônico equivalente. Para efeito dos cálculos de emissões considerou-se a
metodologia proposta pela UNFCCC para quantificação de emissões reduzidas para
créditos de carbono para uso de agentes redutores de biomassa de plantios
renováveis em substituição a carvão mineral de origem fóssil. Como esta
metodologia prevê outras emissões a montante da planta industrial do alto-forno
para melhor apresentar um cenário de emissões reduzidas na troca do agente
redutor coque por carvão vegetal renovável, o que não é objetivo deste estudo,
utilizou-se somente a parcela de emissões no processo de redução de minério de
ferro. A ferramenta do GHG Brasil permite efetuar estes cálculos com aplicação
direta de dados de consumo de agente redutor.
4.6 - Exergia e Emissões de Gases de Efeito Estufa.
Como já mencionado anteriormente a aplicação do conceito de exergia está
relacionado a questões de irreversibilidades e que, estando presentes, aumentam a
89
questão da concentração de gases de efeito estufa na atmosfera quando o agente
redutor utilizado no processo de redução de minério de ferro em altos-fornos é de
origem não renovável.
Para se conhecer precisamente as emissões de processos deve-se proceder um
trabalho criterioso o que, na maioria dos casos, fica impossível ter uma situação real
por não ter um quadro exato da situação exata, muitas das vezes aplicados a
siderurgia não integrada a carvão vegetal (COSTA, 2002). No entanto, muitos dados
e características de empreendimentos deste porte são conhecidos e um nível de
incerteza para um estudo como este pode estar inerente.
Normalmente, segundo Cang at al (2002), as estratégias de mitigação de emissões
de gases de efeito estufa na siderurgia podem estar relacionadas as seguintes
ações:
1. Reduzir a quantidade de gás CO2 produzido.
2. Remover e utilizar o CO2 dos processos.
3. Fixar o CO2 gerado em algum local do meio ambiente.
De fato, na siderurgia, o consumo do agente redutor está diretamente ligado ao
consumo do insumo no alto-forno. E, portanto, para cada tonelada de ferro gusa
produzido, quanto menor o consumo do carvão vegetal, menor o volume de gás
carbônico gerado do sistema. Ferreira (2005) ressalta que para o eucalipto
continuar a exercer sumidouro importante de CO2 fatores políticos, econômico e
sociais deverão ser considerados e discutidos para viabilizar fontes de financiamento
já que o coque metalúrgico apresenta melhores atrativos econômicos em detrimento
ao carvão vegetal.
90
Para o cálculo das emissões realizados nos dois dias de produção foi considerado o
modelo de cálculo proposto pela Union National Framework Climate Change C –
UNFCCC segundo a metodologia aprovada sob o código AM0082.
91
5 - ANÁLISE DOS RESULTADOS
5.1 Influências dos Parâmetros Operacionais
As variações dos parâmetros de processo do alto-forno podem levar a perdas de
produtividade e conseqüente aumento do consumo de carvão vegetal (SOUSA,
2009).
Contudo,
as
características
do
agente
redutor
são
consideradas
fundamentais para determinação da quantidade de emissão de gases originados na
produção de ferro gusa. Torna-se possível identificar relações diretas para
identificação e quantificação de emissões de CO2 as quais seriam importantes para
determinação de metas de redução e preservação.
Por outro lado, as perdas térmicas no reator expressam um maior consumo de
agente redutor e, por conseguinte o aumento das emissões. Para os cálculos
efetuados nesta dissertação, não são considerados a recuperação do gás de altoforno para aquecimento do ar insuflado nos glendons. Também não foram
consideradas perdas de calor pelas paredes refratárias do alto-forno. A queima de
gás de alto-forno nos glendons aumenta significativamente à eficiência energética do
sistema.
A importância de melhorias das eficiências energéticas em processos industriais por
sua vez está diretamente relacionada a redução de emissões de gases de efeito
estufa. O progresso tecnológico vem apresentando ao mercado produtos cada vez
mais automatizados e de baixo consumo de energia elétrica. Por outro lado,
necessidades de práticas sustentáveis e intervenção nas mudanças no clima vêm
92
sendo fato motivador para evolução nas linhas de produção industriais bem como
nas características dos produtos (POOLE; HOLLANDA E TOLMASQUIM; 1998)..
Diversos fatores operacionais e aqueles relacionados a qualidade das matérias
primas podem ser avaliados de forma a reduzir as perdas térmicas. Braga (1979)
destaca que o teor de carbono fixo afeta diretamente o consumo específico de
redutor e, portanto a produção. Embora quantificado as perdas térmicas durante um
dia de vinte quatro horas de operação, deve-se buscar uma confirmação da
existência das perdas térmicas e simular um cenário o qual possa ser comparável a
outras análises práticas e teóricas utilizando as diversas variáveis de controle de
processos de redução de minério de ferro em altos-fornos.
Akiyama (1993) propôs um sistema para reduzir as perdas de exergia no processo
de produção de ferro gusa em alto-forno pela injeção de gás natural utilizando um
modelamento matemático com base em balanços térmicos e balanços de massa.
Em conjunto, um sistema de modificação química do gás de alto-forno também foi
proposto pelo autor o qual obteve um grau de redução da emissão de gases de
efeito estufa para a atmosfera.
Para conhecimento dos efeitos de algumas variáveis operacionais nas perdas de
exergia no sistema de produção de gusa foram analisados parâmetros para dois dias
de produção do alto-forno estudado. As figuras a seguir apresentam uma série de
curvas de variação de parâmetros operacionais em função da perda de exergia no
alto-forno analisado. Pode-se observar na figura 29 que, quanto maior a temperatura
do gusa na bica menor a perda exergética.
Perda de exergia (MJ/tgusa)
93
4900
4850
4800
4750
4700
4650
1573
1623
1673
1723
1773
Temperatura do gusa
Figura 29 – Gráfico temperatura do gusa em graus Kelvin versus perda exergética
A temperatura do gusa é uma variável que está diretamente afetada pelo teor de
silício visado no ferro gusa. Quanto maior o teor de silício do gusa na bica, maior a
temperatura do gusa.
A figura 30 a seguir apresenta a relação do consumo específico do carvão vegetal
no alto-forno e os impactos sobre as perdas de exergia. Pode-se observar que
quanto menor o consumo específico menor as perdas de exergia. O consumo
específico de carvão é uma variável de controle operacional também interrelacionada com a temperatura de trabalho do gusa/forno. Observa-se que para o
consumo de 582,13 kg de carvão/tgusa, a perda de exergia se aproximou de
1.730MJ/tgusa. Para este dia de operação do forno, as condições de estabilidade
operacional bem como de produtividade foram consideradas dentro da meta de
produção da empresa.
O consumo de carvão no alto-forno é proporcional ao consumo de carbono por
tonelada de gusa produzida, que depende do aproveitamento térmico e redutor dos
gases gerados durante as reações os quais operam em fluxo ascendente, bem como
dos fenômenos fluidodinâmico devido características da carga enfornada e do tempo
94
de residência desta. Outra variável importante, em relação à carga e suas
características, está relacionada com a distribuição do fluxo gasoso.
6000
5000
4000
3000
2000
Perda (MJ/tgusa)
1000
0
Consumo Específico (kg/tgusa)
Figura 30 – Consumo específico de carvão vegetal versus perda de exergia
A figura 31 apresenta a variação das perdas de exergia com a temperatura do ar
insuflado pelas ventaneiras do alto-forno. As condições de temperatura do ar
insuflado estão diretamente relacionada com as condições operacionais e de
conservação dos glendons e regulagem de tiragem do ar. Pode-se observar que
pelas condições operacionais a partir dos dados coletados que quanto maior a
temperatura do ar insuflado maiores serão as perdas de exergia no sistema. A
temperatura do ar insuflado representa a temperatura do ar na coroa do alto-forno e
os valores registrados nos dias analisados estão nas faixas normais de trabalho.
Temperaturas maiores que 850º C só é possível com a utilização de regeneradores
tipo cowpers.
95
Perda de exergia (MJ/tgusa)
4900,00
4880,00
4860,00
4840,00
4820,00
4800,00
4780,00
4760,00
650
700
750
780
800
850
Temperatura do Ar (K)
Figura 31 – Temperatura do ar insuflado nas ventaneiras (K) versus perda de exergia
A figura 32 fornece a avaliação da perda de exergia quando o alto-forno não é
equipado com um aquecedor de minério de ferro. Quanto maior a temperatura do
minério maiores as perdas de exergia na produção de gusa. Porém, seria importante
avaliar a contribuição da umidade do minério e as condições de permeabilidade do
forno quando a indústria não disponibiliza o secador de minério.
1
Perdas
Perdas
0
1000
2000
3000
4000
5000
6000
7000
8000
Figura 32 - Comparação das perdas exergéticas
96
A figura 33 apresenta o gráfico comparativo entre as perdas de exergia nos dias
analisados. O dia 1 está representado gráfico pela cor escura e o dia 2 pela cor
mais clara.
Os cálculos de emissões de gases de efeito estufa normalmente se processam por
diferentes fórmulas apresentadas por diversas instituições onde o assunto de
interesse seja mudanças do clima.
De uma maneira geral para cálculo das emissões de gases de efeito estufa está
diretamente relacionada aos fatores de emissão podendo ser aplicado a seguinte
fórmula:
EP AD S EFY
(34)
Onde:
Ey – emissões totais do GEE
AD – parâmetro que define o grau de atividade da instalação e a que se refere ao
fator de emissão correspondente
EFy = Fator de emissão do GEE avaliado
O fator de emissão dos gases de efeito estufa é um valor determinado por uma
instituição designada e competente para cada atividade por unidade específica do
produto a que se refere. Seja por exemplo para aplicação em cálculos de emissões
originadas de processos de combustão, o fator de emissão será específico para
cada tipo de combustível utilizado. Sendo assim pode sempre ser expresso por
unidade de massa do combustível ou ainda pelo conteúdo de carbono do
combustível por unidade de massa.
97
Uma metodologia proposta para quantificação das emissões no sistema de redução
de minério de ferro para produção uma tonelada de ferro gusa é disponibilizada
como etapa para determinação das emissões reduzidas de gases de efeito estufa
para um novo sistema de reduções em substituição ao uso de coque.
Para os cálculos de emissões reduzidas e em alguns casos de inventários de
emissão de gases de efeito estufa é adotado como prática a realização dos cálculos
com referencia anual. Para certos inventários principalmente os que representam a
quantidade de emissões em determinados eventos, podem ser realizados em
períodos menores de tempo. Ressalta-se que as emissões no estudo apresentado
foram calculadas com dados diários de produção selecionados por um critério
definido de escolha. Isto é, os dois dias aqui analisados representam dois cenários
diferentes onde os resultados de produção alcançados foram diferentes para
condições similares de operação. A fórmula utilizada para o cálculo das emissões
reduzidas em projetos de MDL para o uso de agente redutor na produção de gusa
pode ser vista abaixo.
aa
IREPJ,P ZPPJ,P S EF,PJ,P \ 9PPJ,P S CcHM,PJ,P S +.;
(35)
Onde:
IREPJ,P = Emissões de processo no sistema de redução de minério de ferro na
indústria no ano y (tCO2e)
PPJ,P= Produção de ferro gusa líquido no ano y (expectativa de produção do novo
sistema de redução de minério de ferro)
EF,PJ,P=Fator de emissão da produção de uma tonelada de ferro gusa líquido no
sistema de redução de minério de ferro (tgusa líquido)
98
CcHM,PJ,P = Teor de carbono por tonelada de ferro gusa líquido no ano y(tC/tgusa
líquido)
aa
+.
=Fator de conversão do carbono para CO2e
O fator de emissão utilizado pelo uso do carvão vegetal como combustível é
referenciada pelo IPCC como sendo 3, 01621 tCO2/t.
A tabela XXXII a seguir apresenta os cálculos de emissões para os dois dias
avaliados em função da produção.
Tabela XXXII – Emissões de gases de efeito estufa
Consumo
(kg C/tgusa)
Emissão
(tCO2/tgusa)
Produção
(tgusa)
Dia
11
468,40
1.412,793
256, 580
Dia
28
407,49
1.229,075
307,390
A figura 33 apresenta uma correlação dos resultados obtidos de emissão de gases
de efeito estufa e a perda de exergia no alto-forno em relação ao consumo de
agente redutor.
6000
5000
4000
3000
2000
Perda (MJ/tgusa)
1000
Emissão (TCO2)
0
Consumo Específico (kg/tgusa)
Figura 33 – Correlação entre perda de exergia e as emissões de GEE
99
5.2 - CONSIDERAÇÕES FINAIS
O menor consumo de carbono no alto-forno quando operado com o redutor
bioenergético de origem florestal dedicado é resultado de um modelo sustentável e
de emissões de gases de efeito estufa em uma prática mais perfeita de produção de
ferro gusa. A operação com carvão vegetal ofertado bloqueia a tomada de ações de
redução de emissão e compromete as análises de otimização de processo pela
instabilidade das qualidades.
A análise de exergia em altos-fornos é ferramenta importante para tomadas de
decisões em curto prazo e de menor custo para estudos de reduções de emissões
de gases de efeito estufa. Um estudo bem completo incluindo a termo-economia
seria capaz de ser indicador decisório nas tomadas de ações de redução, que
implicam em investimentos em tecnologias de custos maiores, podendo ser também
importante para análise de adicionalidade para projetos de créditos de carbono.
As usinas não integradas operam com carvão vegetal e se destinam a produção de
ferro gusa para aciarias e fundições para exportação e mercado interno brasileiro.
Esta alternativa é considerada vantajosa do ponto de vista ambiental pela sua
capacidade de utilização do carvão vegetal de madeira, combustível totalmente
renovável. Este cenário pode ser realidade nos países em desenvolvimento dotados
de grandes áreas como uma oportunidade de redução de emissões globais de
gases de efeito estufa. Todo CO2 equivalente emitido durante o processo de
fabricação de ferro gusa, se diferencia do processo via coque pela sua capacidade
produtiva e pelo combustível utilizado, apresentando balanço positivo de emissões
de gases do efeito estufa. O carvão vegetal, neste caso, pode ser considerado como
100
fonte neutra, ou seja, todo o carbono emitido no processo é absorvido pelas árvores
em crescimento, que seqüestram o CO2 da atmosfera e anexam o carbono em sua
estrutura, e posteriormente são destinadas à produção desta commodity.
De fato, desde o surgimento dos primeiros fornos a carvão vegetal, evidenciam-se a
sua decrescente contribuição no mercado mundial em detrimento ao aumento da
demanda do aço e um pequeno aumento de áreas de plantio florestal. No Brasil, a
falta de investimentos no passado para o plantio de florestas energéticas, fragilizouse principalmente na região sudeste o espaço do setor com o surgimento da
exploração de terras para plantio de madeira para outros seguimentos da indústria o
que impactou negativamente a cadeia sustentável. Isto talvez pela carência de
políticas ambientais mais agressivas e uma restrição de visão quanto às questões
futuras relacionadas ao cenário de mudanças do clima o qual é vivenciado na
atualidade.
A operação dos altos-fornos a carvão vegetal tem por principal característica desde
seu surgimento, a utilização técnicas de controle baseadas no empirismo dos
operadores. Tais técnicas são possíveis mediante conhecimento prático baseado na
experiência dos profissionais na observação dos processos bem como do
enfornamento de matérias primas e aspectos do ferro gusa e escória durante a
corrida. Entretanto, neste estudo pode-se observar que alguns dados operacionais
importantes para uma análise exergética não são confiáveis não sendo possível uma
avaliação precisa, pois, alguns parâmetros de controle não são regulamente
medidos e monitorados tais como: Análise do gás de alto-forno, pressão de sopro,
volume de ar, temperatura de sopro, temperatura do gusa, composição do ferro gusa
no canal de corrida, análise de escória, análise do pó de balão, etc.
101
Os resultados apresentaram maior demanda de exergia para o dia de menor
produção e conseqüentemente este dia ficou agravado devido à maior emissão de
gases de efeito estufa pelo maior consumo de carvão. A análise permite avaliar as
oportunidades de melhorias no processo e estabelecer um modelo adequado de
inputs de exergia versus emissões de gases de efeito estufa.
Foi realizada uma análise termodinâmica do processo de fabricação de ferro gusa
em um alto-forno a carvão vegetal em duas diferentes condições de operação
caracterizada através da coleta de dados de dois dias de produção da empresa.
Como de esperado, o critério adotado permite analisar a variação das perdas de
exergia nos dois dias de produção em função das flutuações operacionais dos
principais parâmetros de produção sendo possível identificar oportunidades de
redução de emissão de gases de efeito estufa principalmente pela variação no
consumo de agentes redutores pelo emprego dos conceitos de 2ª Lei da
termodinâmica. As maiores fontes de irreversibilidades do sistema e as
oportunidades de otimização energética podem ser identificadas.
As referências bibliográficas sobre exergia são ricas em diversos campos da ciência,
porém escassos quando aplicados no setor siderúrgico embora podem-se contar
com uma metodologia bem completa descrita por Szargut. As poucas referências
que estudam o processo de redução de minério de ferro não disponibilizam
claramente a metodogia utilizada nem as principais premissas técnicas operacionais.
Contudo, ela nos permite identificação das principais variáveis termodinâmicas do
sistema para uma realização eficaz do levantamento de dados de produção e
parâmetros de operação em campo para realização dos cálculos pertinentes.
Como critério de aplicação as etapas de execução dos balanços de massa foram
realizados
objetivando
maior
confiabilidade
dos
cálculos
subseqüentes
e
102
transparência termodinâmica. A partir deles pode-se comprovar que alguns fluxos de
saída do alto-forno não passam pelos sistemas internos de medição e
monitoramento, mas, são contabilizados como ajustes inerentes ao sistema de
produção.
Uma análise importante é da influência dos parâmetros de projeto e construtivos da
instalação do alto-forno na eficiência exergética, uma vez que boas partes das
irreversibilidades do sistema também podem estar relacionadas a fenômenos de
transferência de calor nas paredes refratárias das diferentes superfícies do reator. O
tamanho destas superfícies refratárias está intimamente relacionado à eficácia com
que se transfere o calor e à demanda de potência para movimentação dos fluidos
dentro do sistema o que determina os custos de investimentos e de operação das
instalações. Por isso é recomendável incluir no modelo os fenômenos de transporte,
deixando o modelo mais fidedigno com a operação real da instalação.
103
6. CONCLUSÕES
As variáveis operacionais na redução de minério de ferro em altos-fornos são
conhecidas. Contudo é importante relacioná-las às emissões de gases de efeito
estufa buscando quantificá-las objetivando promover uma operação mas eficaz em
relação ao consumo de carbono e emissões.
Com o presente trabalho foi possível concluir que:
- Aumentos da eficiência exergética da ordem de 5% podem reduzir o consumo de
carbono em 30% nos altos-fornos;
- Um aumento de 5% no consumo de carvão, nas condições apresentadas, aumenta
a perda de exergia em aproximadamente 1000MJ (85%), reduzindo a eficiência
exergética e provocando uma elevação de emissões de CO2.
- O aumento do teor de silício do gusa constatado entre os dois dias de operação do
alto-forno está relacionado ao aumento do consumo específico de carvão vegetal.
As perdas de exergia no dia 11 bem como as emissões de GEE foram maiores.
- Quanto maior as irreversibilidades de um sistema constituído pelo alto-forno maior
a emissão de gases de efeito estufa.
104
BIBLIOGRAFIA
AKIYAMA, Tomohiro; YAGI, Jun-ichiro. Methodology to evaluate reduction limit of
carbon dioxide emission and minimum exergy consuption for ironmaking. ISIJ
International, v.38, n.9, p.896-903, 1998.
ANDRADE, José Oscar Costa de. Combustão no alto-forno: Parte 1 –
Funcionamento do alto-forno: balanço térmico. Associação Brasileira de Metais.
São Paulo, 1977.
ARAUJO, Luiz Antônio de. Manual de Siderurgia: Produção. Vol.1. São Paulo:
Arte&Ciencia, 1997. p.195-257
ASSIS, Paulo Santos. Injeção de Materiais Pulverizados em Altos-fornos.
Associação Brasileira de Metalurgia e Materiais: São Paulo, 1996.
BANDES – Banco Nacional de Desenvolvimento Econômico e Social: Efeito Estufa
e a convenção sobre mudança do clima, 1999. Disponível em:
www.bndes.gov.br/SiteBNDES/export/sites/default/bndes_pt/.../clima.pdf
BRAGA, Raimundo Nonato Batista. Os parâmetros de qualidade do carvão e
seus reflexos na produção de gusa. Instituto de pesquisas e estudos florestais:
1979. 15 p. Belo Horizonte, 1979. (ISSN 0100-3453).
BRITO, José Otávio. Carvão vegetal no Brasil: Gestões Econômicas e Ambientais.
São Paulo Energia, São Paulo, no 64, 1990.
CARVALHO, José Luiz R.; Assis, Paulo Santos; Figueira, Renato Minelli; Camilo,
Ronaldo Darwich; Campos, Vicente Falconi. Dados Termodinâmicos para
Metalurgistas. Universidade Federal de Minas Gerais. Belo Horizonte, 1977
CORNELISSEN; R. L. Bibliography on exergy analysis and related technique.
University of Twente.1994
Empresa de Pesquisa Energética – EPE. Ministério de Minas e Energia, MME.
Balanço Energético Nacional 2008: ano base 2007. Empresa de Pesquisa
Energética. Rio de Janeiro: EPE 2008.
105
FERREIRA, Omar Campos (1986). “Emissão de Gases de Efeito Estufa na
Produção e No uso do Carvão Vegetal na Siderurgia”. Disponível em
HTTP://ecem/eee20/emiscar2.htm acessado em 16/03/2009
FILHO, Luiz Gylvan Meira. Simpósio internacional sobre mudança do clima &
oportunidades de negócio com créditos de carbono: Evolução do regime
internacional sobre mudança do clima à luz das decisões de Bali. Florianópolis.
2008.
GOLDEMBERG, José. International Conference for Renewable Energies: The Case
for Renewable Energies. Bonn, february, 2004
GOLDEMBERG, José. Mudanças climáticas
Avançados: vol.14. no39. São Paulo, 2000.
e
desenvolvimento.
Estudos
IBS. Siderurgia Brasileira: Relatório de Sustentabilidade 2008, São Paulo, 2008
IEA – Sectorial Approaches To Greenhouse Gas Mitigation: Exploring Issues Fors
Heavy Industry – Policy Overview and Key Statistics For Cement, Aluminium, Iron
and Steel. Paris, 2007.
LARSON, Mikael; DAHL, Jan. Reduction of the specific energy use in na
integrated steel plant – The effect of na optimisation model. ISIJ International.
V.43. no10.p.1664-1673, 2003.
MARCONI, Marina de Andrade; LAKATOS, Eva Maria. Técnicas de Pesquisa. São
Paulo: Atlas, 2ª ed. São Paulo, 1990.
MATSUI, Yoshiyuki; SHIBATA, Koichiro; ONO, Reiji. The principe of blast furnace
operational tecnology and centralized gas flow by center coke charging. Japan:
Kobelco Tecnology Review, no.26, 9 p., Japan, 2005.
MIGUEZ, José Domingos Gonzales. "O Mecanismo de Desenvolvimento Limpo: a
proposta e as perspectivas brasileiras”. MCT, 2002.
MILANEZ, Bruno; PORTO, Marcelo Firpo de Souza. A Ferro e Fogo: Impactos da
Siderurgia para o Ambiente e a Sociedade Após Reestruturação dos anos 1990.
Brasília, 2008.
106
MINISTÉRIO DE CIÊNCIA E TECNOLOGIA. Primeiro Inventário Brasileiro de
Emissões Antrópicas de Gases de Efeito Estufa: Emissões de gases de efeito
estufa nos processos industriais e por uso de solventes. Brasília: MCT, 2006.
95 p. Relatórios de Referência.
NOGAMI, Hiroshi; YAGI, Jun-ichiro; SAMPAIO, Ronaldo Santos. Exergy Analysis
of charcoal charging operation of blast furnace. ISIJ International. V.44. no10.
p.1646-1652, 2004
OSTROVSKI, Oleg; Zhang, Guangging. Energy and Exergy Analysis of Direct
Ironsmelting processes. Scholl of Materials Science ad Enginnering. The University
of New South Wales. Australia, 2004.
PENA, José Calazans. Físico Química Metalúrgica. Associação Brasileira de Metais.
São Paulo, 1980.
PEREIRA, José Fernando Brandão. ILAFA: Modelo de Micro Usinas Brasileiras a
Carvão Vegetal, 1982.
POOLE, Alan Douglas; HOLLANDA, Jaime Buarque de; TOLMASQUIM, Maurício
Tionmo.
SAMPAIO, Ronaldo Sampaio. Uso do carvão vegetal em mini altos-fornos situação
atual com tendências 2025: estudo prospectivo do setor siderúrgica: estudo
prospectivo. Belo Horizonte, 2008.
SAMPAIO, Ronaldo Santos. Agente Redutor na Produção de Metais – Exemplo
do Eucalipto na Produção de Ferro Gusa. Biomassa & Energia. V.1, n.2, p.145155, 2004.
SILVEIRA, Isis Laponez da. Emissões de gases de efeito estufa na siderurgia
brasileira e de Minas Gerais. Belo Horizonte. Sem data. Disponivel em:
HTTP://ecem/eee20/emiscar.htm acessado em 16/03/2009
Sindicato das Indústrias do Ferro. Produção de Ferro gusa no Brasil. Disponível
em: http://www.sindfer.com.br. Acesso em 03/05/2009.
SZARGUT, Jan; Morris, R. David; Stewart, Frank R. “Exergy Analysis of Thermal,
Chemical, and Metallurgical Processes”. Hemisphere Publishing Corporation,
1988.
107
TORRES, Ednildo Andrade. “Análise Exergética”. Universidade Federal da Bahia..
p.3-32. agosto, 2001.
UHLIG, Alexandre; GOLDEMBERG, José; COELHO, Suani Teixeira. O uso do
Carvão Vegetal na Indústria Siderúrgica Brasileira e o Impacto nas Mudanças
Climáticas. Revista Brasileira de Energia, São Paulo, v.14, No.2, p.67-85, 2o.sem.
2008.
VALERO, A.; MUNOZ M. e LOZANO, M.A. A general theory of exergy saving on
the thermoeconomic cost. The American Society of Mechanical Engineers. USA.
Sem data.
WALL, Goran. Bibliography on
www.exergy.se/ftp/exindproc.pdf
exergy.
Suécia.
1992.
Disponível
em:
WALL, Goran. Exergy Flows in Industrial Processes. Gotemburgo, Suécia 1986.
Disponível em: www.exergy.se/ftp/exindproc.pdf
WANG, Chuan. Possibilities of CO2 emission reduction: Process integration
analysis and carbon trading schemes. 2007. 215f. Tese (Departament of applied
phisics and mechanic engineering: division of energy engeneering, Lulea University
of Thecnology, Sweden, 2007.
WORD BANK GROUP – WBG. Pollution Prevention and Abatement Handbook:
Iron and steel manufacturing, 1998. Disponível em: www.ifc.org.
WORD BUSINESS CONCIL FOR SUSTAINABLE DEVELOPMENT, WBCSD;
WORD RESOURCES INSTITUTE, WRI. The GHG for project accounting.
Disponível em: www.ghgprotocol.org/
YAGI, Juhn-ishiro. Recent progress in fundamental and applied researches in
blast furnace ironmaking in Japan. Japan: ISIJ International. V.31.p.387-394.
Japan, 1991.
108
Anexo 1 – Dados operacionais
109
110
Anexo 2
Controle de carvão vegetal enfornado dia 1 – 11/01/09
HORA
00:00
01:00
02:00
03:00
04:00
05:00
06:00
07:00
08:00
09:00
10:00
11:00
12:00
13:00
14:00
15:00
16:00
17:00
18:00
19:00
20:00
21:00
22:00
23:00
CARGA
13
9
8
10
8
9
8
9
10
8
9
12
12
9
10
9
11
7
11
10
11
13
10
10
Kg/h
9.360
6.480
5.760
7.200
5.920
6.525
5.800
6.840
7.500
6.000
6.570
8.760
8.760
6.525
7.450
6.480
7.920
5.040
7.920
7.200
7.920
9.360
7.200
7.200
kg acum
x
15.840
21.600
28.800
34.720
41.245
47.045
53.885
61.385
67.385
73.955
82.715
91.475
98.000
105.450
111.930
119.850
124.890
132.810
140.010
147.930
157.290
164.490
171.690
conf
9.360
15.840
21.600
28.800
34.720
41.245
47.045
53.885
61.385
67.385
73.955
82.715
91.475
98.000
105.450
111.930
119.850
124.890
132.810
140.010
147.930
157.290
164.490
171.690
m3/h
29,17
32,05
18,83
29,98
17,44
21,60
24,26
26,79
31,68
22,59
28,66
38,07
37,96
29,92
33,29
30,34
35,22
22,94
36,39
28,80
35,36
41,40
28,84
29,60
m3/acum
x
61,22
80,05
110,03
127,47
149,07
173,33
200,12
231,80
254,39
283,05
321,12
359,08
389,00
422,29
452,63
487,85
510,79
547,18
575,98
611,34
652,74
681,58
711,18
conf
29,17
61,22
80,05
110,03
127,47
149,07
173,33
200,12
231,80
254,39
283,05
321,12
359,08
389,00
422,29
452,63
487,85
510,79
547,18
575,98
611,34
652,74
681,58
711,18
m3
2,244
3,562
2,354
2,998
2,180
2,401
3,032
2,977
3,168
2,824
3,185
3,172
3,164
3,325
3,329
3,371
3,202
3,278
33,080
28,800
32,140
31,850
28,840
29,600
kg/m3
320,85
202,13
305,86
240,16
339,44
302,08
239,07
255,31
236,74
265,60
229,23
230,10
230,76
218,08
223,79
213,57
224,88
219,64
217,65
250,00
224,08
226,05
249,65
243,24
111
Anexo 3
Controle de carvão vegetal enfornado dia 2 – 28/08/09
HORA
00:00
01:00
02:00
03:00
04:00
05:00
06:00
07:00
08:00
09:00
10:00
11:00
12:00
13:00
14:00
15:00
16:00
17:00
18:00
19:00
20:00
21:00
22:00
23:00
CARGA
11
11
10
11
11
10
14
12
10
11
9
9
10
10
11
9
9
10
12
10
10
10
8
10
Kg/h
7.920
7.920
7.200
7.920
7.920
7.200
10.080
8.640
7.200
7.920
6.570
6.570
7.300
7.300
7.920
6.480
6.480
7.200
8.640
7.200
7.200
7.200
5.760
7.200
kg acum
x
15.840
23.040
30.960
38.880
46.080
56.160
64.800
72.000
79.920
86.490
93.060
100.360
107.660
115.580
122.060
128.540
135.740
144.380
151.580
158.780
165.980
171.740
178.940
conf
7.920
15.840
23.040
30.960
38.880
46.080
56.160
64.800
72.000
79.920
86.490
93.060
100.360
107.660
115.580
122.060
128.540
135.740
144.380
151.580
158.780
165.980
171.740
178.940
m3/h
32,50
29,00
27,13
30,26
32,54
28,86
30,73
29,08
26,02
30,34
24,71
23,07
26,11
27,21
30,68
25,44
22,35
21,23
30,72
25,39
27,46
30,81
21,12
25,94
m3/acum
x
61,50
88,63
118,89
151,43
180,29
211,02
240,10
266,12
296,46
321,17
344,24
370,35
397,56
428,24
453,68
476,03
497,26
527,98
553,37
580,83
611,64
632,76
658,70
conf
32,50
61,50
88,63
118,89
151,43
180,29
211,02
240,10
266,12
296,46
321,17
344,24
370,35
397,56
428,24
453,68
476,03
497,26
527,98
553,37
580,83
611,64
632,76
658,70
m3
2,954
2,636
2,713
2,751
2,958
2,886
2,195
2,424
2,602
2,759
2,746
2,564
2,611
2,721
2,789
2,827
2,484
2,123
2,560
2,539
2,746
3,081
2,640
2,594
kg/m3
243,69
273,10
265,38
261,73
243,39
249,48
328,01
297,11
276,71
261,04
265,88
284,78
279,58
268,23
258,12
254,64
289,83
339,01
281,20
283,54
262,10
233,69
272,72
277,56
112
Anexo 4
Dados operacionais: controle de corridas do alto-forno dia 1
DATA:
11.01.2009
Controle de Corridas do Alto-forno
Hora
01:20
03:15
05:20
07:30
09:30
11:30
13:20
15:15
17:30
19:15
21:15
23:30
Peso
24.630
11.340
15.770
29.570
22.690
14.250
17.620
25.000
29.080
24.580
20.670
21.380
Acumulado
24.630
35.970
51.740
81.310
104.000
118.250
135.870
160.870
189.950
214.530
235.200
256.580
113
Anexo 5
Dados operacionais: controle de corridas do alto-forno dia 02
DATA:
28.8.2009
Controle de Corridas do Alto-forno
Hora
01:25
03:20
05:20
07:30
09:30
11:30
13:30
15:20
17:20
19:20
21:20
23:30
Peso
19.000
26.710
33.750
27.200
27.280
29.180
22.170
16.490
23.910
27.090
24.630
29.980
Acumulado
19.000
45.710
79.460
106.660
133.940
163.120
185.290
201.780
225.690
252.780
277.410
307.390
114
Anexo 6
Demonstração dos balanços de massa dia 1
Entradas de
ferro
Ferro que entra = ferro que sai
Ferro que entra minério de ferro
Ferro que entra pelotas
Ferro que entra sucatas
Ferro que entra nas CZ do Carvão
Saídas de
ferro
Totais
Ferro que sai no gusa
Ferro que sai no pó de balão
Ferro que sai na forma de FeO Escória
Ferro que sai na sucata do lingotamento
Ferro que sai na sucata do tamboreador
Perdas
kg/tgusa
%
605,8783 59,45438
251,1453 24,6447
161,2262 15,82101
0,814322 0,079909
0
1019,064
100
mol/tgusa
10848,312
4496,783
2886,772
14,581
0,000
18246,448
951,1
17,952
1,874444
19,032
28,548
0,558
1019,064
17029,543
321,432
33,562
340,770
511,155
9,991
18246,454
93,3307
1,761616
0,183938
1,867595
2,801393
0,054756
100
BALANÇO DO MANGANÊS 11.01.2009
Saídas de manganês
Entradas de
manganês
Manganês que entra = manganês que sai
Manganês que entra minério
Manganês que entra nas pelotas
Manganês que entra sucatinha
Perdas
Totais
Manganês que sai gusa
Manganês que sai como MnO na escória
Manganês que sai no pó de balão
Manganês que sai sucata do lingotamento
Manganês que sai na sucata do tamboreador
Perdas
Totais
kg/tgusa
0,5551
0,2775
0,1288
0,2774
1,2388
0,7000
0,2788
0,1350
0,0140
0,0210
0,0900
1,2388
%
mol/tgusa
44,80796
10,1032
22,40398
5,0516
10,39499
2,3438
22,39306
5,0491
100
22,55
56,50818
22,50307
10,89801
1,130164
1,695245
7,265337
100
12,7412
5,0739
2,4572
0,2548
0,3822
1,6382
22,55
115
BALANÇO DO FÓSFORO 11.01.2009
Entradas de fósforo
Fósforo que entra minério de ferro
Fósforo que entra na sucatinha
Fósforo que entra na cinza do carvão
Fósforo que entra nas pelotas
Perdas
Totais
Entradas de fósforo
Fóforo que entra = fósforo que sai
Fósforo que sai gusa
Fósforo que sai no pó de balão
Fósforo que sai na sucata do lingotamento
Fósforo que sai na sucata do tamboreador
Perdas
Totais
kg/tgusa
0,1110
0,0736
0,2920
0,0888
0,0000
0,5654
%
19,63489
13,01456
51,64263
15,70791
0
100
0,5000
0,015
0,0100
0,0150
0,0154
0,5554
90,02521
2,700756
1,800504
2,700756
2,772776
100
BALANÇO DO CARBONO 11.01.2009
Saídas de carbono
Entradas de
carbono
Carbono entra = carbono sai
Entrada de carbono do carvão
Entrada de carbono na sucatinha
Perdas
Totais
Carbono que sai no gusa
Carbono que sai no pó de balão
Carbono que sai na sucata do lingotamento
Carbono que sai na sucata do tamboreador
Carbono que sai no gás de AF sob CO
Carbono que sai no gás de AF sob CO2
Carbono que sai no gás de AF sob CH4
Perdas
Totais
kg/tgusa
%
467,9352 98,26168
8,2781 1,738322
0
476,2133
100
45,0000
8,2500
0,9000
1,3500
223,8890
94,9403
18,0425
83,8414
476,2133
9,449547
1,732417
0,188991
0,283486
47,01444
19,93652
3,788749
17,60585
100
kmol/tgusa
38962,133
689,269
39651,402
3746,878
686,928
74,938
112,406
18641,885
7905,108
1502,292
6980,966
39651,399
116
BALANÇO DO ENXOFRE 11.01.2009
Entradas de
Enxofre
Enxofre que entra na cinza do carvão vegetal
Enxofre que entra na sucatinha
Perdas
Totais
Saídas de
Enxofre
Enxofre que entra = enxofre que sai
Enxofre que sai no gusa
Enxofre que sai na sucata do lingotamento
Enxofre que sai na sucata do tamboreador
Perdas
Totais
kg/tgusa
%
0,1706 81,20693
0,0368 17,50975
0,0027 1,283317
0,2101
100
mol/tgusa
5,3206
1,1472
0,0841
6,5519
0,2000 95,1837
0,0040 1,903674
0,0060 2,855511
0,0001 0,05711
0,2101
100
6,2364
0,1247
0,1871
0,0037
6,5519
BALANÇO DO SILÍCIO 11.01.2009
Siício que entra = silício que sai
Silício que entra como SiO2 na CZ do carvão vegetal
Silício que entra como SiO2 no minério
Silício que entra como SiO2 nas pelotas
Silício que entra como SiO2 no granito
Silício que entra na sucatinha
Perdas
Totais
kg/tgusa
2,1813
11,7306
3,5815
7,7409
0,3679
0,0000
25,6021
%
8,519914
45,81864
13,98888
30,23551
1,437054
0
100
mol/tgusa
77,653
417,606
127,499
275,576
13,098
0,000
911,432
Silício que sai no gusa
Silício que sai na escória
Silício que sai na forma de SiO2 pó do balão
Silício que sai na sucata do lingotamento
Silicio que sai na sucata do tamboreador
Perdas
Totais
2,5000
21,0399
1,1235
0,0400
0,0600
0,8386
25,6021
9,764837
82,18061
4,388444
0,156237
0,234356
3,275517
100
89,000
749,019
39,998
1,424
2,136
29,854
911,430
117
BALANÇO DO ALUMÍNIO 11.01.2009
Alumínio que entra = alumínio que sai
Alumínio que entra carvão vegetal
Alumínio que entra no minério
Alumínio que entra nas pelotas
Alumínio que entra no granito
Totais
Alumínio que sai escória
Alumínio que sai no pó do balão
Perdas
Totais
kg/tgusa
0,4534
4,5255
3,9671
0,0390
8,9850
%
5,046713
50,36691
44,15281
0,433566
100
8,4018 93,50946
0,3415 3,800479
0,2417 2,690058
8,9849
100
BALANÇO DO CALCIO 11.01.2009
Saída de
Cálcio
Entradas de
Cálcio
Cálcio que entra = Cálcio que sai
Cálcio que entra como CaO no minério de ferro
Cálcio que entra como CaO nas pelotas
Cálcio que entra como CaO na dolomita
Cálcio que entra nas cinzas do carvão vegetal
Totais
Cálcio que sai como CaO na escória
Cálcio que sai como CaO no pó de balão
Perdas
Totais
kg/tgusa
0,3174
5,5547
16,0043
6,6963
28,5726
%
mol/tgusa
1,110887
7,915
19,44053
138,520
56,01266
399,109
23,43592
166,989
100
712,534
21,8727 76,5514
0,4289 1,501008
6,2710 21,9476
28,5726
100
545,455
10,695
156,384
712,534
118
Demonstração do balanço de massa do ferro dia 1
Entradas de
ferro
Ferro que entra minério de ferro
Ferro que entra pelotas
Ferro que entra sucatas
Ferro que entra nas CZ do Carvão
Perdas
Totais
Saídas de
ferro
Ferro que entra = ferro que sai
Ferro que sai no gusa
Ferro que sai no pó de balão
Ferro que sai na forma de FeO Escória
Ferro que sai na sucata do lingotamento
Ferro que sai na sucata do tamboreador
Perdas
kg/tgusa
%
751,1215 71,09578
181,8966 17,21703
122,5382 11,59859
0,936053
0,0886
0
1056,492
100
951,1
17,952
1,874444
19,032
28,548
37,986
1056,492
90,02431
1,699208
0,177421
1,801433
2,702149
3,595482
100
mol/tgusa
13448,907
3256,878
2194,060
16,760
0,000
18916,605
17029,543
321,432
33,562
340,770
511,155
680,143
18916,606
BALANÇO DO MAGNÉRIO 11.01.2009
Magnésio que entra = Magnésio que sai
Entradas de
Magnésio
Saída de
Magnésio
kg/tgusa
%
mol/tgusa
0,1673 2,577326
6,8839
4,8667 74,95274
200,1947
1,4590 22,46993
60,0160
6,4931
100
267,0946
Magnésio que entra como MgO nas pelotas
Magnésio que entra como MgO na dolomita
Magnésio que entra como MgO na CZ do carvão
Totais
Magnésio que sai como MgO na escória
6,4880 99,92253
0,0050 0,077467
266,8877
0,2069
Totais
6,4931
267,0946
100
119
Anexo 7
Exergias padrão – espécies de referência (adaptado de ZARGUT, 1988)
Espécie de referência
Componente da
litosfera
Elemento químico
Al (s)
Si (s)
Ca(s)
Mn(s)
Mg(s)
fração em
Fórmula
massa
Al2O3
0,152
SiO2
0,591
CaO
5,1x10-2
MnO
1,18x10-3
MgO 3,45 x 10-2
Fórmula
Al2SiO3
SiO2 (s)
MnO2
CaCO3.MgO
Fração molar Bq padrão
padrão xm
(kj/mol)
2 x 10-3
15,4
0,472
1,9
2 x 10-4
21,1
2,3 x 10-3
15,1
Bq padrão
(kcal/mol)
3,681
0,454
5,043
3,609
Exergia
química
padrão do
elemento
(kj/mol)
888,4
854,6
482,3
633,8
Exergia química
padrão do
elemento
(kcal/mol)
212,328
204,249
115,270
151,478
120
Anexo 8
Coeficientes da equação aproximada que expressa a exergia química padrão do ferro gusa
coeficiente tk MJ/kg
Composição
Minério de ferro
Pelotas
Dolomita e granito
FeO
1463
3138
Fe2O3
103
103
103
FeS2
11908
FeS
1073
CaO
-353
1965
18
MgO
-83
1869
292
SiO2
31
-1062
31
Al2O3
133
1843
133
MnO
1304
2229
1304
CO2
470
0
SO3
332
45
H2O
50
50
121
Anexo 9
Exergia padrão de espécies de referência
Espécie de referência
Componente da
Elemento químico
Fe (s)
BQFe2O3
Fórmu fração em
la
massa
Fe2O3 3,1x10-2
57,33 kJ
Fórmula
Fe2O3
Fração
Bq padrão
molar
composto
padrão xm (kj/mol)
1,3 x 10-3
16,5
Bq padrão
(kcal/mol)
-
Exergia
química
padrão do
elemento
(kj/mol)
376,4
Exergia química
padrão do
elemento
(kcal/mol)
-
122
Anexo 10
Coeficientes da equação aproximada que expressa a exergia química padrão do ferro gusa
coeficiente tk MJ/kg
Componente
bch Fe
C
27,42
Si
23,69
Mn
2,04
Si
12,27
P
21,43
Fe
6,74
123
Anexo 11
Planilha de execução de cálculos de exergia
Livros Grátis
( http://www.livrosgratis.com.br )
Milhares de Livros para Download:
Baixar livros de Administração
Baixar livros de Agronomia
Baixar livros de Arquitetura
Baixar livros de Artes
Baixar livros de Astronomia
Baixar livros de Biologia Geral
Baixar livros de Ciência da Computação
Baixar livros de Ciência da Informação
Baixar livros de Ciência Política
Baixar livros de Ciências da Saúde
Baixar livros de Comunicação
Baixar livros do Conselho Nacional de Educação - CNE
Baixar livros de Defesa civil
Baixar livros de Direito
Baixar livros de Direitos humanos
Baixar livros de Economia
Baixar livros de Economia Doméstica
Baixar livros de Educação
Baixar livros de Educação - Trânsito
Baixar livros de Educação Física
Baixar livros de Engenharia Aeroespacial
Baixar livros de Farmácia
Baixar livros de Filosofia
Baixar livros de Física
Baixar livros de Geociências
Baixar livros de Geografia
Baixar livros de História
Baixar livros de Línguas
Baixar livros de Literatura
Baixar livros de Literatura de Cordel
Baixar livros de Literatura Infantil
Baixar livros de Matemática
Baixar livros de Medicina
Baixar livros de Medicina Veterinária
Baixar livros de Meio Ambiente
Baixar livros de Meteorologia
Baixar Monografias e TCC
Baixar livros Multidisciplinar
Baixar livros de Música
Baixar livros de Psicologia
Baixar livros de Química
Baixar livros de Saúde Coletiva
Baixar livros de Serviço Social
Baixar livros de Sociologia
Baixar livros de Teologia
Baixar livros de Trabalho
Baixar livros de Turismo
Baixar