☰
Explorar
Assinar em
Inscrever-se
Envio
×
Baixar
Sem categoria
Felipe Carvalho
LAMINA SENSOR NOVO USIMARCH.pmd
Familiarização com os sensores
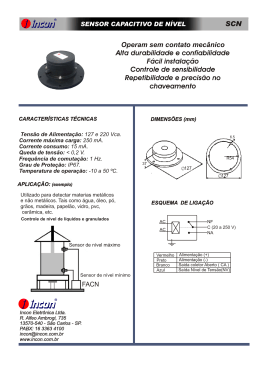
Catalogo
ProjetoTecnologia2006_2Semestre
Apresentação Grupo 1
ENCONTRO TÉCNICO SENSOR LAMBDA - MTE
HIDROFLEX II - MS Instrumentos
CLIQUE e descarregue a Dica de Reparação 14-2009
Slide 1 - LAR - UA - Universidade de Aveiro