AÇO ZINCADO POR IMERSÃO A QUENTE
Índice
Generalidades
Generalidades
01
Produtos
02
Principais Aplicações
02
Normas e Especificações Produzidas
03
Dimensões
10
Tipos de Revestimento e Condições de Acabamento
11
Tipos de Revestimento
Condições de Acabamento
11
13
Orientações para Uso dos Produtos Zincados
16
Identificação e Certificação
24
Garantias
24
A zincagem é um dos processos mais efetivos e
Como Fazer o Seu Pedido
26
econômicos empregados para proteger o aço contra a
Cuidados
27
corrosão atmosférica. A proteção do aço pelo revestimento
Para o Transporte
27
Para o Manuseio
28
Para a Estocagem
28
Cuidados na Utilização
29
galvânica ou sacrificial, operante nos casos de exposição
30
simultânea do par aço-zinco (arranhões, cortes, bordas).
Informações Gerais
Tolerâncias de Espessura
30
Tolerâncias de Largura
35
de zinco se desenvolve segundo dois mecanismos: proteção
por barreira exercida pela camada de revestimento e proteção
Na Usina Presidente Vargas da CSN, o aço zincado é
produzido desde 1949 e em linhas de zincagem contínua
Embalagens
39
desde 1973, o que comprova a grande experiência
acumulada da Empresa ao longo destes anos. Essas chapas
podem ser produzidas com revestimentos iguais ou
diferenciados por face e, quanto mais espesso for o
revestimento, maior será a durabilidade da chapa.
01
Produtos
Normas e Especificações Produzidas
Os produtos zincados da CSN são fornecidos em bobinas ou fardos de
chapas, em espessuras que variam de 0,30 a 2,70 mm e largura entre
700 e 1.524 mm.
A combinação de características de qualidade das
Atendendo à demanda do mercado, a CSN fornece chapas zincadas por
chapas zincadas, tais como alta resistência à corrosão,
imersão a quente com revestimento de zinco puro e liga Zn-Fe
boa pintabilidade, conformabilidade e soldabilidade,
(GALVANEW ®). As chapas zincadas podem ser submetidas aos mesmos
permite sua utilização em diversos campos de aplicação,
processos de fabricação que as chapas não revestidas, de modo que,
destacando-se a indústria automobilística, utilidades
com pequenos ajustes de processo, elas serão prontamente soldadas,
domésticas e construção civil.
conformadas, bem como se adaptam aos diversos processos de pintura,
A combinação dos tipos de aço, peso de revestimento de
nos casos em que fatores estéticos ou aumento de resistência à corrosão
zinco e superfície define o material mais indicado para
forem relevantes.
cada aplicação.
Principais Aplicações
Os produtos são fabricados em modernos equipamentos de aciaria e laminação, que lhes conferem elevado
Os produtos zincados podem ser utilizados:
padrão de qualidade e características conforme as principais normas nacionais e internacionais, como:
ABNT
–
Associação Brasileira de Normas Técnicas
• em conformações e dobramentos simples na fabricação de telhas,
NT CSN –
Norma Técnica CSN
NBR
–
Norma Brasileira
NM
–
estampagem de média (painéis) a extra profunda (peças críticas) no
SAE
–
segmento da indústria automobilística e utilidades domésticas
ASTM
–
American Society for Testing and Materials
(refrigeradores, freezers, etc.);
API
–
American Petroleum Institute
EN
–
Euro Norme
DIN
–
Deutsches Institut für Normung e.v.
BS
–
British Standard
SEW
–
Material Specification by Organization of the German Iron and Steel Industry
• em aplicações que combinem resistência mecânica e conformabilidade
JIS
–
Japanese Industrial Standards
em painéis expostos, como tetos e capôs de automóveis e peças
AS
–
Australian Standards
tubos, aplicações da construção civil, etc;
• na fabricação de peças conformadas, expostas ou não, com grau de
Norma Mercosul
Society of Automotive Engineers
• como material estrutural em aplicações que requeiram dobramentos
simples, corrugações ou estampagem leve, tal como silos, perfis
estruturais para a construção civil e estruturas de ônibus;
estruturais na indústria automobilística.
A CSN poderá atender também a outras normas técnicas mediante consulta técnica prévia.
02
03
Aços para Uso Geral
Blanks Soldados
São Blanks compostos sob medida
São aqueles que se destinam à conformação simples e suas principais aplicações estão na construção civil, tubos,
("tailored
blanks"),
soldagem
a
montados
por
componentes, peças, aplicações onde não se necessita de aprimorado nível de propriedades mecânicas. Na maioria
laser,
permitindo
a
das especificações é garantida apenas a composição química dos aços. Outras garantias devem ser atendidas
combinação numa mesma peça de
mediante acordo prévio.
chapas com espessuras, propriedades
mecânicas e acabamentos diferentes.
Qualidade Comercial
Essa
Norma
Técnica
Grau
Composição Química
Propriedades Mecânicas
técnica
otimiza
a
produção
de componentes para a indústria
(% máxima)
automobilística, reduzindo custo, peso,
Alongamento
C
Mn
P
S
L E*
L R**
Espessura
Base de Medida Valor mín.
e aumentando a segurança do veículo.
(MPa)
(MPa)
(mm)
(mm)
NBR 7008
ZC
0,15
0,60
0,05
0,05
–
–
–
–
ASTM A-526
–
0,15
0,60
0,035
0,04
–
–
–
–
–
única siderúrgica brasileira a fornecê-
ASTM A-527
–
0,15
0,60
0,035
0,04
–
–
–
–
–
los para as montadoras nacionais.
ASTM A-653
CS – A
0,10
0,60
0,03
0,035
170 / 345
–
qualquer
50
20
CS – B
0,02 / 0,15
0,60
0,03
0,035
205 / 345
–
qualquer
50
20
CS - C
0,08
0,60
0,10
0,035
170 / 380
–
qualquer
50
15
EN-10142
DX51D
/FePO2G
–
–
–
–
140 mín.
270 / 500
qualquer
80
JIS G3302
SGCC
–
–
–
–
–
–
205 mín. (1) 270 mín. (1)
* LE – Limite de escoamento.
** LR – Limite de resistência.
(%)
–
A CSN destaca-se por ser a primeira e
22
–
(1)
Valores de referência.
Aços para Estampagem
Qualidade da Estampagem Média
Aços indicados principalmente para a fabricação de peças estampadas, desde deformações mais
leves até as mais severas. Alterações em suas composições químicas proporcionam diversos graus
Norma
Técnica
Grau
Composição Química
Propriedades Mecânicas
(% máxima)
Alongamento
de estampabilidade, adequados à aplicações específicas. Para a escolha do tipo de aço, deve ser
C
analisado o nível de conformação a que será submetido o material, que pode variar de estampagem
média, em peças de leve conformação (como painéis e longarinas), até estampagem extra profunda
NBR 7008
ZE
0,10
Mn
0,45
P
0,03
S
0,03
L E*
L R**
(MPa)
(MPa)
–
315-390
Espessura
(mm)
e ≤ 0,60
Base de Medida Valor mín.
(mm)
27
0,10
0,50
0,02
0,035
170 / 310
–
qualquer
50
26
FS - B
0,02 / 0,10
0,50
0,02
0,030
170 / 310
–
qualquer
50
26
DX52D/
FePO3G
–
–
–
–
140 / 300
270 / 420
qualquer
80
26
em peças críticas e complexas (tais como cárter de óleo, caixa de roda na indústria automobilística)
ASTM A-653
com elevado nível de estiramento e estampagem.
EN-10142
(%)
50
FS - A
e > 0,60
28
Os aços IF – interstitial free – são o destaque do grupo de aços para estampagem. Sua excelente
conformabilidade permite a confecção de peças de elevado nível de complexidade (peças críticas).
* LE – Limite de escoamento.
** LR – Limite de resistência.
Têm uma grande utilização, principalmente na indústria automobilística.
04
05
Qualidade da Estampagem Profunda
Norma
Técnica
Grau
Composição Química
Aços Estruturais
Propriedades Mecânicas
(% máxima)
Aços
que
possuem
alta
resistência
Alongamento
C
Mn
P
S
L E*
L R**
Espessura
(MPa)
(MPa)
(mm)
Base de Medida Valor mín.
(mm)
(%)
mecânica e são indicados principalmente
para
usos
planos
e
em
aplicações
NBR 7008
ZEE
0,08
0,45
0,03
0,03
–
315-375
e ≤ 0,60
50
30
ASTM A-653
DDS
0,06
0,50
0,02
0,025
140 / 240
–
qualquer
50
32
corrugações ou estampagem leve, tais
EN-10142
DX53D/
FePO5G (1)
–
–
–
–
140 / 260
270 / 380
qualquer
80
30
como
e > 0,60
(1)
* LE – Limite de escoamento.
** LR – Limite de resistência.
que requeiram dobramentos simples,
31
A CSN garante valores de coeficiente de anisotropia normal (r)
e expoente de encruamento (n) mediante acordo prévio.
silos,
perfis
estruturais
para
construção civil e estruturas de ônibus.
Qualidade da Estampagem Extra Profunda
Norma
Técnica
Grau
Composição Química
Qualidade Estrutural
Propriedades Mecânicas
Norma
Técnica
(% máxima)
Grau
Composição Química
Propriedades Mecânicas
(% máxima)
Alongamento
C
Mn
P
S
L E*
L R**
Espessura
(MPa)
(MPa)
(mm)
Alongamento
Base de Medida Valor mín.
(mm)
ASTM A-653
EDDS
0,02
0,40
0,02
0,02
105 / 170
–
qualquer
50
40
EN-10142
DX54D/
FePO6G
–
–
–
–
140 / 220
270 / 350
qualquer
80
36
ZEE-PC
0,08
0,45
0,03
0,03
ZEE- IF(1)
0,01
0,35
0,02
0,02
CSN
140 / 230
350 máx.
e ≤ 0,60
140 / 210
350 máx.
qualquer
50
36
50
40
e > 0,60
* LE – Limite de escoamento.
** LR – Limite de resistência.
(1)
C
P
S
(%)
NBR 10735
ASTM A-653
37
Outros elementos entram na composição, tais como: Al (0,02% mín.) e Ti (0,30% máx.).
Nota: A CSN garante valores de coeficiente de anisotropia normal (r)
e expoente de encruamento (n) mediante acordo prévio.
L E*
L R**
(MPa)
(MPa)
Espessura
Base de Medida
Valor mín.
(mm)
(mm)
(%)
50
18
ZAR-230
0,20
0,04
0,04
230
310
Qualquer
ZAR-250
0,20
0,10
0,04
250
360
Qualquer
qualquer
ZAR-280
0,20
0,10
0,04
280
380
SS33 (ou 230)
0,20
0,04
0,04
230
310
SS37 (ou 255)
0,20
0,10
0,04
255
360
SS40 (ou 275)
0,25
0,10
0,04
275
380
22
16
20
Qualquer
qualquer
50
18
16
* LE – Limite de escoamento mín.
** LR – Limite de resistência mín.
Qualidade Estrutural de Alta Resistência
Norma
Técnica
Grau
Composição Química
Propriedades Mecânicas
(% máxima)
.
C
S
L R**
(MPa)
430
Base de Medida
Valor mín.
(mm)
(mm)
(%)
ZAR-345
0,20
0,10
ZAR-550
0,20
0,10
0,04
550
570
–
–
–
SS50(340) Class 1
0,40
0,20
0,04
340
450
qualquer
50
12
SS50(340) Class 2
0,40
0,20
0,04
340
–
qualquer
50
12
SS50(340) Class 3
0,50
0,04
0,04
340
480
qualquer
50
12
0,04
0,04
550
570
–
–
–
0,20
345
Espessura
NBR 10735
SS80 (ou 550)
0,04
L E*
(MPa)
ASTM A-653
* LE – Limite de escoamento mín.
** LR – Limite de resistência mín.
06
P
qualquer
50
12
Para o grau ZAR-550, se o valor de dureza ultrapassar 83 HRB, o ensaio de tração deve ser dispensado.
Para o grau SS80, se o valor de dureza for igual ou superior a 85 HRB, o ensaio de tração deve ser dispensado.
07
Aços de
Alta Resistência
e Alta
Conformabilidade
Aços Microligados
Norma
Técnica
Grau
(1)
Composição Química
Propriedades Mecânicas
(% máxima)
Aços que combinam resistência mecânica e
conformabilidade,
utilizados
em
Alongamento
painéis
C
Al Total
LE*
LR **
Espessura
Base de
Valor mín.
(% mín.)
(MPa)
(MPa)
(mm)
Medida (mm)
(%)
SEW 093 ZSTE 260 0,10 0,60 0,030 0,030 0,50 0,09 0,22
0,015
260 /340
350 / 450
qualquer
80
24
automóveis, e peças estruturais na indústria
ZSTE 300 0,10 0,80 0,030 0,030 0,50 0,09 0,22
0,015
300 / 380
380 / 480
qualquer
80
22
automobilística,
ZSTE 340 0,10 1,00 0,030 0,030 0,50 0,09 0,22
0,015
340 / 440
410 / 530
qualquer
80
ZSTE 380 0,10 1,20 0,030 0,030 0,50 0,09 0,22
0,015
380 / 500
460 / 600
qualquer
80
ZSTE 420 0,10 1,40 0,030 0,030 0,50 0,09 0,22
0,015
420 / 540
480 / 620
qualquer
80
expostos, como portas, tetos e capôs de
tais
como
travessas
e
suportes. São fornecidos normalmente sob
Mn
P
S
Si
Nb
Ti
20
18
16
consulta técnica prévia.
* LE – Limite de escoamento.
** LR – Limite de resistência.
(1) Sob
consulta.
Aços Bake Hardening (1)
Aços que combinam resistência mecânica e conformabilidade, normalmente utilizados em painéis expostos (portas,
tetos, capôs). Esses materiais, endurecíveis por envelhecimento durante a cura da pintura, possibilitam redução na
espessura/peso, sem perda da resistência à formação de mossas (resistência à indentação - indentation resistance).
Aços Refosforados
Norma
Técnica
Grau
(1)
Possuem boa conformabilidade, devido aos baixos valores iniciais de limite de escoamento. Após a estampagem da
Composição Química
peça e a pintura, o limite de escoamento aumenta, conferindo resistência mecânica similar à de aços de alta
Propriedades Mecânicas
(% máxima)
resistência. A CSN produz esses materiais sob consulta técnica.
Alongamento
C
SEW 094
Mn
P
S
Si
Al Total
LE*
LR **
Espessura
Base de
Valor mín.
(% mín.)
(MPa)
(MPa)
(mm)
Medida (mm)
(%)
ZSTE 220 P
0,06 0,70
0,08 0,030
0,50
0,020
220 / 280
340 / 420
qualquer
80
30
ZSTE 260 P
0,08 0,70
0,10 0,030
0,50
0,020
260 / 320
380 / 460
qualquer
80
28
ZSTE 300 P
0,10 0,70
0,12 0,030
0,50
0,020
300/360
420 / 500
qualquer
80
26
* LE – Limite de escoamento.
** LR – Limite de resistência.
(1) Sob
Norma
Técnica
Grau
Propriedades Mecânicas
(% máxima)
Alongamento
S
Si
Mn
P
SEW 094 ZSTE 180 BH 0,04 0,70 0,06
0,030
0,50
Al Total
0,020
180 / 240 300 / 380
ZSTE 220 BH 0,06 0,70 0,08
0,030
0,50
0,020
220 / 280 320 / 400
qualquer
80
ZSTE 260 BH 0,08 0,70 0,10
0,030
0,50
0,020
260 / 320 360 / 440
qualquer
80
28
ZSTE 300 BH 0,10 0,70 0,12
0,030
0,50
0,020
300/360
qualquer
80
26
(% mín.)
consulta.
* LE – Limite de escoamento.
** LR – Limite de resistência.
08
Composição Química
C
LE*
LR **
(MPa)
(MPa)
400 / 480
Espessura
Base de
Valor mín.
(mm)
Medida (mm)
(%)
qualquer
80
32
30
Índice de bake hardening: 40 MPa mínimo
(1) Sob
consulta.
09
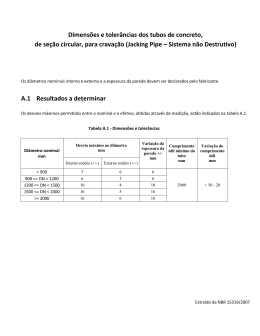
Dimensões
Tipos de Revestimento e Condições de Acabamento
Tipos de Revestimento
Espessuras e Larguras
Produto
Espessura (mm)
Largura (mm)
0,30 a 3,00
700 a 1524
Chapa zincada com cristal normal (NL)
O tipo de revestimento deve ser escolhido de acordo com as exigências de resistência à
Chapa zincada lisa (NL + LE)
0,41 a 2,70
700 a 1524
corrosão, condições de uso do produto final, método de conformação a ser empregado,
Chapa zincada extra lisa (MI + LE)
0,41 a 2,00
700 a 1500
etc. É recomendado um revestimento mais pesado quando a resistência à corrosão for
0,67 a 2,26
700 a 1524
GALVANEW
®
importante e um revestimento mais leve (X, A ou B) quando a conformabilidade e a
Quando produzido em chapas,
os comprimentos atendidos são de 1500 mm a 4600 mm.
soldagem forem críticas.
Diâmetros e Pesos
Diâmetro Interno Nominal
de Bobinas (mm)
508 ou 610
Peso Máximo
de Bobinas (t)
Peso Máximo de
Fardos de Chapas (t)
25 (1)
5
Tabela de Revestimentos Diferenciais – Ensaio Individual
Norma
Tipo
NBR 7008
X/A
30
80
X/B
30
125
A/B
80
125
A/C
80
158
B/C
125
158
Dimensões Padrão
Espessura
(mm)
Peso
(Kg/m2)
Largura
(mm)
0,30
2,36
1000
0,35
2,75
0,43
3,38
1220
0,50
3,93
1300
Massa Mínima (g/m2)
Face 1
(1) Bobinas para transporte rodoviário
com peso máximo limitado em 16,2 toneladas.
Face 2
Tabela de Revestimentos Equivalentes de Liga Zn-Fe – Ensaio Triplo
1100
1200
1400
0,65
5,10
0,80
6,28
0,95
7,46
Norma
Tipo
Por
Face
Ensaio
Individual (1)
NBR 7008
X (2)
24
60
Z
34
85
100
A
64
160
170
A25 (2)
24
61
1500
ASTM A-653M
1,11
8,71
1,25
9,81
1,55
12,17
Comprimento
(mm)
1,95
15,31
2000
Massa Mínima (g/m2)
Média Ensaio
Triplo (1)
70
76
(A-525M)
A40
37
92
122
A60
61
152
183
ASTM A-653M
ZF75 (2)
24
60
(A-525M)
DIN EN-10142
75
ZF120
36
90
ZF180
60
150
180
85
100
120
140
ZF100
ZF140
120
2500
2,30
18,06
2,70
21,20
3000
(1)
4000
(2)
Tolerâncias dimensionais conforme NBR 7013, ASTM A924M, EN 10143 e JIS G3302.
Tolerâncias restritivas e outras normas ou especificações mediante acordo prévio.
10
Massa de zinco depositada em ambas as faces, expressa em g/m2,
sendo considerada no cálculo apenas a área de uma face.
Um peso de revestimento de 100 g/m2 (nas duas faces) corresponde a uma espessura
de camada de 7,1 µm/face. A CSN produz os revestimentos X e abaixo de 100 g/m2
com as mesmas características do revestimento Z (NBR 7008).
11
Condições de Acabamento
Tabela de Revestimentos Equivalentes – Ensaio Triplo
Massa Mínima (g/m2)
Norma
Tipo
NBR 7008
X (2)
Z
A
B
C
D
E
F
G
G30 (2)
G40
G60
G90
G115
G140
G165
G185
G210
Z120
Z180
Z275
Z350
Z450
Z600
Z10
Z12
Z18
Z20
Z22
Z25
Z27
Z35
Z45
Z60
Z100
Z140
Z200
Z225
Z275
Z350
Z450
Z600
ASTM A-653
ASTM A-653M
JIS G3302
DIN EN10142
Por
Face
24
34
64
100
126
156
180
204
232
30
37
61
98
122
146
171
195
220
36
60
94
120
154
204
(1)
(2)
12
Ensaio
Individual (1)
60
85
160
250
315
390
450
510
580
76
92
152
244
305
366
427
488
549
90
150
235
300
385
510
85
102
153
170
187
213
234
298
383
510
85
120
170
195
235
300
385
510
Média Ensaio
Triplo (1)
70
100
170
260
335
410
470
530
610
92
122
183
275
351
427
503
565
641
120
180
275
350
450
600
100
120
180
200
220
250
275
350
450
600
100
140
200
225
275
350
450
600
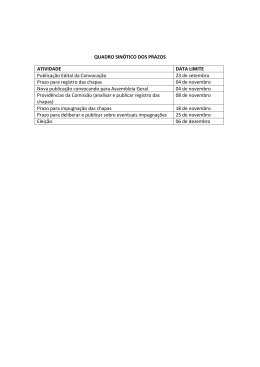
Qualidade de Superfície
Bobinas e Chapas Zincadas por Imersão a Quente
Revestimento de Zinco Puro (BZC e CZC)
As bobinas e chapas
Cristal Normal (NL)
zincadas podem ser
produzidas com os
A superfície da chapa apresenta brilho metálico e desenhos de flores, resultantes do
seguintes tipos de
livre crescimento de cristais de zinco durante o processo de solidificação. Possui
superfície:
acabamento convencional, sendo utilizada para estruturas e componentes do setor
automobilístico, fabricação de telhas, silos, equipamentos agrícolas e outras
aplicações dos setores de construção civil, de utilidades domésticas e para uso geral,
compatíveis com sua aparência e proteção superficial. Pode ser fornecida com
diversos tipos de revestimento de zinco, variando entre o X e o G ou equivalentes.
Lisa (NL + LE)
É obtida com a passagem da bobina
zincada com acabamento de cristais
normais pelo laminador de encruamento
(LE). A superfície lisa é indicada para
aplicações
com
pintura.
Pode
ser
fornecida nos revestimentos X, A e B ou
equivalentes.
Massa de zinco depositada em ambas as faces, expressa em g/m2,
sendo considerada no cálculo apenas a área de uma face.
Um peso de revestimento de 100 g/m2 (nas duas faces) corresponde a uma espessura
de camada de 7,1 µm/face. A CSN produz os revestimentos X e abaixo de 100 g/m2
com as mesmas características do revestimento Z (NBR 7008).
13
Extra Lisa (MI + LE)
Proteção de Superfície
É obtida com a passagem da bobina
zincada com acabamento de cristais
As bobinas e chapas podem ser fornecidas com tratamento químico passivante à base de
minimizados MI (produzidos através de
cromo e/ou oleadas, visando evitar a formação de corrosão branca durante o transporte e
um processo acelerado de resfriamento
estocagem. O tratamento químico é sempre o mais recomendado para o produto com cristais
do
Zn),
com
posterior
passe
de
normais, onde as aplicações normalmente não requerem pintura industrial, como coberturas
laminação de encruamento (LE). Pode
e tapamentos laterais. O oleamento é indispensável para produtos que não recebem o
ser fornecida nos revestimentos X, A e
tratamento químico, ou seja, produtos com superfície lisa, extra lisa e Galvanew ®, destinados
B ou equivalentes.
a aplicações com pintura.
A superfície é especialmente lisa e
indicada para pintura em aplicações
onde
a
aparência
é
de
grande
Produto
Proteção Superficial
importância, notadamente nos setores
Chapa zincada com cristal normal
Tratamento químico e/ou oleamento
automobilístico
Chapa zincada lisa
Oleamento
e
de
utilidades
domésticas.
Oleamento
Galvanew ®
Oleamento
Bobinas e Chapas Zincadas por Imersão a Quente Galvanew ®
Revestimento de Zinco-Ferro (BGA e CGA)
Bordas
É a denominação das chapas zincadas obtidas a partir do aço zincado por imersão a quente e submetidas a um
As bobinas e chapas zincadas
tratamento térmico posterior, o que proporciona um revestimento constituído totalmente de liga Zn-Fe,
podem ser fornecidas com
formado pela difusão do ferro oriundo do aço-base para o revestimento.
bordas naturais de laminação ou
Esta estrutura confere à chapa um excelente aspecto superficial, possibilitando melhor qualidade de solda e
com bordas aparadas em linha
melhor adequação para pintura, quando comparada às chapas com revestimentos constituídos de zinco puro.
de acabamento. Tolerâncias
Pode ser fornecida nos revestimentos X e A ou equivalentes, somente com laminação de encruamento e
restritivas são atendidas
oleamento. Com a combinação destas características, é a mais indicada para uso nos setores automobilístico e
mediante acordo prévio.
de utilidades domésticas.
14
Chapa zincada Extra Lisa
Orientações para Uso dos Produtos Zincados
• A superfície deve ser limpa e livre de óleos, graxa, produtos de corrosão e/ou umidade.
• A superfície deve ser tratada através de fosfatização ou cromatização, ou aplicado um primer
Pintura
específico para uma adequada aderência da tinta.
•A
A pintura de chapa zincada tem exigências
detalhadas sobre a especificação das tintas devem ser obtidas com seus fornecedores ou
não revestida e pode ser executada nas
fabricantes. A sequência básica de pintura de chapas zincadas depende das seguintes condições:
mesmas instalações utilizadas para os
a) se o processo for em fábrica, processo contínuo onde existem facilidades de pré-tratamento;
aços não revestidos, com pequena ou
b) se o processo for em campo, processo não-contínuo onde tais facilidades não existem.
nenhuma modificação.
maior
parte
tinta de acabamento e a tinta intermediária devem ser selecionadas de acordo com as
necessidades determinadas pelo ambiente em que as chapas estarão expostas. Informações
similares às da pintura de chapa de aço
Na
Os principais cuidados para a pintura de chapas zincadas são:
das
aplicações,
as
chapas/bobinas zincadas são usadas sem
pintura.
Entretanto,
elas
podem
ser
pintadas por três motivos:
Resistência à Corrosão Pós-Pintura
1 – ESTÉTICO:
• Quando na aplicação final do produto
for desejada uma cor diferente da cor
cinza metálica característica do
revestimento de zinco.
3 – AUMENTO DE VIDA:
• Quando ela for exposta a uma
atmosfera industrial ou marinha.
• Quando a espessura do revestimento
de zinco for pequena.
• Quando serviços de manutenção
2 – FUNCIONAL:
• Para identificação, padronização ou
sinalização.
Entre todos os métodos aplicados no combate à corrosão, um dos mais difundidos é
a pintura, por ser o revestimento de mais fácil aplicação e, na grande maioria das
vezes, mais prático.
Em particular, a combinação de “chapa zincada + pintura” (sistema duplex)
proporciona ainda melhor resistência à corrosão (RC). Ela é muito superior à proteção
(inspeção e repintura) forem
oferecida pela soma da ação isolada de cada sistema, produzindo-se, portanto, um
praticamente impossíveis, dado o
efeito sinérgico, que é expresso experimentalmente por:
difícil acesso das peças na obra.
(
RC “sistema duplex” = 1,5 Rczn + Rcpintura
16
)
17
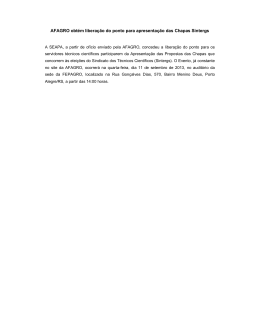
Aderência de Pintura
Acabamento de Superfície das Chapas Zincadas
Um menor tamanho de cristais de zinco favorece a aderência de pintura.
Para se conseguir a máxima durabilidade e maior resistência à corrosão,
Nas chapas zincadas que apresentam os cristais de zinco com tamanho
é de vital importância que exista uma boa aderência entre a superfície do
mínimo, consegue-se uma melhor aderência de pintura que nas chapas
aço zincado e a película de tinta. Normalmente a superfície do zinco é
zincadas de cristais grandes. A CSN recomenda o uso de chapa zincada
muito lisa, o que dificulta a aderência mecânica. A principal dificuldade a
com acabamento de superfície em cristal minimizado (MI) para aplicação
ser superada na pintura das chapas zincadas em relação às chapas não
revestidas é a sua menor aderência à pintura. No entanto, o aço zincado
Aço Zincado – Cristal Normal
em pintura.
não é mais difícil de pintar que os outros substratos metálicos se forem
Nota: As chapas zincadas por imersão a quente a serem pintadas devem
observados os seguintes aspectos: acabamento de superfície da chapa
ser adquiridas sem o tratamento químico passivante, que é utilizado para
zincada e pré-tratamento de superfície.
prevenir a formação de corrosão branca durante o transporte e
armazenagem da chapa. A proteção de superfície indicada para as
chapas zincadas destinadas a receber pintura é o oleamento.
Aço Zincado – Cristal Minimizado
Pré-Tratamento de Superfície
A menor aderência de pintura das chapas zincadas em
relação às chapas não revestidas é superada com a
utilização de técnicas de pré-tratamento de superfície.
O pré-tratamento normalmente envolve a aplicação de
películas responsáveis pelo aumento das forças adesivas,
formando um elo que permite uma boa ancoragem da tinta
ao substrato.
A fosfatização, cromatização ou aplicação de primer de
aderência (wash-primer ou epóxi poli-isocianato) são
recomendadas para pintura de chapas zincadas. Nestas
condições, pode ser aplicado qualquer tipo de tinta para
Galvanew ®
acabamento.
19
Conformação
As chapas zincadas por imersão a quente, do mesmo modo que as
A grande maioria dos materiais planos produzidos pela CSN é utilizada
chapas laminadas a quente e as chapas laminadas a frio, podem ser
em posteriores processos de conformação na indústria automobilística,
usadas em diversas aplicações, desde o simples dobramento até a
utilidades domésticas, dentre outros importantes segmentos de mercado.
conformação
mais
crítica.
Para
isto
é
importante
especificar
corretamente o aço-base de acordo com a aplicação final pretendida.
Além das propriedades mecânicas e das condições de superfície e forma
Aços laminados a quente e aços laminados a frio podem ser igualmente
da chapa de aço (rugosidade, aplainamento, dentre outras), as condições
usados como metal-base no processo de zincagem por imersão a quente.
de conformação e o projeto do ferramental são decisórios para o sucesso
da confecção da peça.
As propriedades de conformação das chapas zincadas dependem do
processo de fabricação empregado, da composição química do aço
Uma das técnicas utilizadas para a avaliação da conformabilidade do
utilizado e da conformabilidade da camada de revestimento.
material, levando-se em conta as condições industriais de conformação,
As características de conformabilidade das chapas zincadas devem,
é a chamada Curva-Limite de Conformação – CLC. Essa técnica consiste
portanto, ser observadas sob dois aspectos: a capacidade de
em comparar a performance do aço-base ou, no caso de produtos
conformação do aço e a ductilidade do revestimento.
zincados, aço-base mais revestimento, submetido a diferentes modos de
deformação em laboratório, com as deformações reais sofridas por ele
Quanto à capacidade de conformação do aço, dependendo da
durante a fabricação.
composição química e das condições de processamento utilizadas, podese obter uma vasta gama de propriedades mecânicas para chapas
Dessa forma é possível adequar o material produzido na usina ao
zincadas por imersão a quente. Isto significa que é necessário selecionar
processamento na indústria, garantindo-se assim, segurança na
o grau do aço mais adequado para o uso específico, de maneira a
produção em série e volume das diferentes peças.
assegurar a conformabilidade necessária para a obtenção da forma final
pretendida da peça.
A CSN, através de seus especialistas, está apta a confeccionar a CLC para
seus clientes, se necessário.
Com relação ao revestimento de zinco, este não afeta significativamente
a conformabilidade final das chapas zincadas, uma vez que tanto o
revestimento de zinco puro quanto o revestimento de liga Zn-Fe são
controlados de modo a se ter uma boa aderência do revestimento
mesmo nas mais severas condições de conformabilidade das chapas
zincadas. As operações de estampagem não são compatíveis com
revestimentos espessos. As chapas zincadas para estampagem
normalmente são produzidas nos tipos de revestimento X, A e B.
20
21
Soldagem
As chapas de aço zincado por imersão a quente podem ser prontamente
soldadas pelos diversos processos e técnicas de soldagem existentes.
No entanto, os processos devem ser selecionados de modo a afetar o
mínimo possível o revestimento de zinco. Entre os processos de
soldagem comumente utilizados, a soldagem por resistência elétrica é
preferido, pois produz o menor dano ao revestimento e, como resultado,
a perda da resistência à corrosão é minimizada. A soldagem por fusão
também pode ser empregada, principalmente em se tratando dos
processos que permitem o controle do calor adicionado a níveis
adequadamente baixos. Por outro lado, cuidados maiores devem ser
tomados na soldagem a chama, que é a que produz os maiores danos ao
revestimento.
Soldagem a Laser
Reconstituição de Juntas Soldadas
Uma das características do processo de soldagem
As soldas a ponto por resistência elétrica
a laser é a concentração de energia. O foco do
normalmente não necessitam de proteção
feixe laser varia de 0,2 a 0,6 mm, o que viabiliza a
adicional na região de solda, devido ao
união de chapas finas com soldas de pequenas
baixo nível de danificação do revestimento
dimensões e com rapidez (3 a 7 m/min.).
de zinco.
As soldas realizadas possuem propriedades
Ela se faz necessária quando o produto
mecânicas compatíveis com os materiais de base
final é utilizado sem pintura e exposto em
envolvidos, inclusive embutimento, assim como
ambiente agressivo, onde os pontos de
repetibilidade de qualidade de solda, soldas sem
solda podem ser focos para início de
empeno, e possibilidade de união de materiais
corrosão. Já nas soldas por costura onde o
com especificações (composição química e
zinco é eliminado e há impregnações de
propriedades mecânicas) e espessuras diferentes.
cobre dos eletrodos, a proteção adicional é
As características desse processo de soldagem
recomendada. Nos processos a arco
possibilitam a confecção de blanks soldados
elétrico (MIG/MAG), toda a região da
utilizando chapas zincadas.
solda
deve
ser
reconstituída.
Os
recondicionamentos do revestimento de
zinco devem ser feitos em superfícies
limpas de carepa ou óxidos formados
Soldagem
Soldagem a Arco
Fumos de Soldagem
durante a soldagem.
A geração de fumos é inevitável na soldagem por
A reconstituição da junta soldada deve ser
fusão de chapas zincadas. Embora estes fumos
realizada da seguinte forma:
por Resistência Elétrica
A soldagem a arco de chapas zincadas apresenta os seguintes
A soldagem por resistência das
chapas zincadas é conduzida sob
condições diferentes daquelas
para chapas de aço não
revestidas. Isto acontece devido
ao fato de o zinco ter baixo ponto
de fusão e alta condutividade
elétrica. Assim, o zinco funde logo
após o início da aplicação da
corrente de soldagem,
aumentando a área de contato na
interface das chapas e diminuindo
a densidade de corrente. Todos os
processos e técnicas de soldagem
por resistência elétrica – soldagem
a ponto, soldagem por costura e
soldagem por projeção – são
aplicáveis na soldagem de chapas
zincadas.
aspectos que a distinguem da soldagem de chapas não
revestidas:
não
•
menor velocidade de soldagem;
•
menor nível de amperagem e penetração, para as
mesmas condições de soldagem;
•
necessidade de recomposição da camada de zinco
afetada pelo calor da solda, após a soldagem a arco
de chapas zincadas;
•
maior quantidade de fumos de soldagem.
sejam
tóxicos,
eles
podem
causar
desconforto ao soldador. A quantidade de fumos
expelidos depende da camada de zinco, do
processo e das condições de soldagem utilizados,
da configuração da junta e da posição de
soldagem. Uma adequada ventilação do local
- limpeza de toda a região da solda e
adjacências, utilizando-se escova de aço
ou jateamento;
- aplicação de solvente orgânico tipo
hidrocarboneto, livre de gorduras, para
deve ser utilizada e, em situações particulares
remover qualquer resíduo remanescente;
(ambientes confinados), exaustores próximos ao
- pintar a região da solda com duas
local da solda devem ser empregados.
demãos de tinta rica em zinco ou uma
Todos os processos e técnicas de soldagem a arco podem ser
demão de tinta epóxi-mastic modificada.
aplicados na soldagem de chapas zincadas por imersão a quente.
Contudo esses processos provocam um certo dano ao
revestimento, que pode ser minimizado com a escolha adequada
dos parâmetros de soldagem.
22
23
FORMA
Identificação e Certificação
APLAINAMENTO
Os produtos são fornecidos com composição química e propriedades mecânicas de acordo com as normas contratadas
CAMBER
ESQUADRIA
BZC
Conforme norma encomendada, deverão ser observados
ou conforme combinado com o cliente.
Conforme norma
Não se aplica.
encomendada.
aqueles valores fixados na norma, após corte em chapas,
convenientemente desempenados.
Certificados de Qualidade
Identificação
CZC/BZ
Conforme norma encomendada.
Admite-se
um
valor
máximo de desvio de
O fornecimento dos produtos zincados da CSN é feito
Fornecidos com composição química e propriedades
com entrega da etiqueta de identificação, conforme
mecânicas de acordo com as normas contratadas ou
modelo, anexada às bobinas e fardos.
conforme combinado com o cliente.
Conforme norma
encomendada.
1% do valor nominal da
largura encomendada.
Aplainamento em condições especiais mediante acordo
prévio.
Garantia de ondulado lateral e repuxado central com
valor máximo de 7 mm (altura da onda) para produtos
com aplainamento restritivo.
SUPERFICIAL
IMPERFEIÇÕES
Garantias
BZC
Conforme
norma
técnica
APLICAÇÃO
encomendada.
RUGOSIDADE
Garantia
Exigências
apenas
para
BZ/CZC lisa e extra lisa,
especiais, mediante acordo prévio.
DIMENSIONAL
de 0,6 a 2,0 µm de Ra.
Quando em bobinas (QP – Qualidade Primeira):
ESPESSURA
LARGURA
COMPRIMENTO
Cristal normal = 96,0% e lote 98,0%.
Superfície lisa = 94,0% e no lote 97,0%.
Superfície extra lisa = 94,0% e no lote 97,0%.
BZC
Sem corte de pontas, dentro das tolerâncias a partir de
Dentro das tolerâncias.
Liga Zn-Fe (Galvanew ®) = 94,0% e no lote 97,0%.
Não se aplica.
15 m de cada extremidade ou ponta. Pode ser fornecida a
partir do corte de pontas, com 100% do comprimento
dentro das tolerâncias fixadas por norma.
CZC/BZ
CZC/BZ
Dentro das tolerâncias.
Dentro das tolerâncias.
Dentro das tolerâncias.
Não
são
admitidos
defeitos
que
comprometam
a
resistência à corrosão.
24
Quando especificadas com
Outras faixas de rugosidade
cristais normais e minimi-
podem
zados, não se garante o
mediante acordo prévio.
Não são admitidos defeitos em qualquer face do produto
Nota: Admite-se um comprimento máximo total de
que apresentem relevo ou depressão que comprometam a
aspecto pós-pintura em
30 metros por bobina ou de 15 metros em cada ponta com
conformidade do material durante o uso, considerando as
peças expostas com com-
espessura fora da faixa de tolerância.
propriedades mecânicas estabelecidas em contrato.
promisso de aparência,
Garante-se nestas regiões uma faixa de tolerância de
Garantia de 100% das chapas com superfície QP.
ser
fornecidas
que exigem a aplicação
espessura 3 vezes superior à faixa de tolerância encontrada.
com superfície extra lisa
Mediante acordo prévio, podem ser fornecidos produtos
(com skin-pass e rugosi-
com tolerâncias restritivas de espessura.
dade controlada).
25
Como Fazer o Seu Pedido
Cuidados
A CSN entrega normalmente as chapas zincadas com um tratamento
Para garantir que as necessidades específicas
especial de superfície (passivação).
sejam completamente atendidas, os produtos
Este tratamento fornece uma proteção temporária contra a corrosão
CSN são produzidos sob encomenda, de
branca. A corrosão branca é a oxidação do zinco que se forma na
acordo com as características e especificações
superfície da chapa zincada, na presença de água estagnada ou umidade
solicitadas pelo cliente e sob análise e
excessiva. O aparecimento da corrosão branca pode ser evitado mediante
recomendação da CSN.
medidas preventivas simples.
Por este motivo, é importante que o pedido de
compra seja suficientemente detalhado e
contenha todas as informações necessárias,
conforme apresentado no quadro abaixo:
Para o
Transporte
O produto zincado deve ser
transportado coberto com lonas
impermeáveis ou outro material
adequado para evitar molhamento.
No recebimento, verifique:
▲ se o produto está coberto;
▲ se existe sinal de molhamento;
Guia de Informações
• Tipo de produto: bobina/chapa
• Especificação: norma,tolerância
• Dimensões: espessura, largura
e comprimento
• Qualidade de superfície
• Acabamento superficial
• Tipo de revestimento
• Proteção de superfície
• Uso final do produto
26
• Tipo de borda
• Peso (faixa)
• Quantidade
• Diâmetro externo máximo
• Diâmetro interno nominal
• Tipo de embalagem
• Local de entrega
• Prazo de entrega
▲ se existem danos de manuseio na embalagem.
Caso verifique
alguma irregularidade:
▲ registre a ocorrência na folha de conhecimento de transporte;
▲ comunique ao setor de vendas da CSN, que acionará a seguradora;
▲ mantenha o produto em seu depósito devidamente protegido;
▲ aguarde a inspeção.
Para
o Manuseio
Cuidados
na Utilização
O produto zincado deve ser
Garanta a adequada rotatividade de
Na confecção de telhas para a cobertura de uma mesma
manuseado com equipamentos
estoque utilizando sempre os lotes
obra, ou nos casos em que o requisito de brilho superficial
adequados para evitar
mais antigos.
no produto final tiver elevada importância, procure utilizar
sempre materiais de uma mesma encomenda ou lote
amassamentos.
adquirido e evite utilizar materiais com diferença de tempo
No manuseio,
tome os seguintes cuidados:
▲ não utilize correntes ou cabo de aço. Use cintas ou empilhadeira
de estocagem superior a dois meses.
com garfo para o manuseio de fardos e ganchos especiais para o
manuseio de bobinas;
▲ assegure-se de que os equipamentos de manuseio não possuam
irregularidades ou bordas agudas que danifiquem o material;
▲ não permita que as bordas e a superfície do produto sejam
danificadas durante o manuseio;
▲ no caso de empilhamento de bobinas, verifique a posição dos
selos de embalagem, de forma que eles não fiquem em contato
direto com outras bobinas.
Para
a Estocagem
Na hora de estocar,
observe as seguintes precauções:
▲ mantenha o produto em local coberto, seco, ventilado, longe de vãos
e/ou portas abertas e livre de qualquer poluição;
▲ estoque o produto sobre estrado de madeira ou metálico,
evitando contato com o chão e permitindo a circulação de ar por
baixo;
▲ mantenha o produto embalado, evitando condensação de
umidade entre as espiras da bobina ou entre as chapas do fardo
(caso utilize parte de uma bobina ou fardo, embale novamente o
produto antes de estocá-lo);
▲ faça inspeções periódicas – no caso de molhamento direto ou por
condensação de umidade, seque o produto imediatamente com ar
comprimido e/ou outros meios;
▲ mudanças rápidas de temperatura podem causar condensação de
umidade entre as espiras das bobinas ou entre as chapas dos
fardos. Intensifique os cuidados durante as estações frias.
28
Nos casos em que for
imprescindível a manutenção de
produtos finais (peças zincadas) ao
tempo, tome os seguintes cuidados:
▲ evite o contato das peças com o solo ou outras substâncias;
▲ utilize, entre as peças, espaçadores adequados e que não
absorvam umidade, para que o ar entre em contato com todas as
partes da superfície das peças;
▲ mantenha as peças inclinadas e com boa drenagem de água no
caso de chuva ou condensação.
Informações Gerais
Tolerâncias de Espessura
Tolerâncias Normais e Restritivas da Norma ASTM A 525 M/91
e 50% ASTM A 525 M/91
Tolerâncias Normais da Norma NBR 7013/81
Espessura
(mm)
Afastamento Superior e Inferior / Largura (mm)
L ≤ 800
800 < L ≤ 1000
1000 < L ≤ 1200
L > 1200
e ≤ 0,50
± 0,07
± 0,07
± 0,07
± 0,10
0,50 < e ≤ 0,80
± 0,10
± 0,10
± 0,10
± 0,15
0,80 < e ≤ 1,00
± 0,12
1,00 < e ≤ 1,30
± 0,15
± 0,15
± 0,15
± 0,20
1,30 < e ≤ 1,80
± 0,17
± 0,17
± 0,17
± 0,22
1,80 < e ≤ 2,50
± 0,20
± 0,22
± 0,22
± 0,27
2,50 < e ≤ 5,00
± 0,25
± 0,25
± 0,27
± 0,32
± 0,12
± 0,12
± 0,17
Tolerâncias Normais e Restritivas da Norma ASTM A 525/93
e 50% ASTM A 525/93
Espessura
(mm)
Largura (mm)
e ≤ 0,58
até 1524
Largura (mm)
e ≤ 0,40
até 1524
Afastamento Superior e Inferior / Largura (mm)
100% ASTM
± 0,08
50% ASTM
± 0,04
± 0,10
± 0,05
1,00 < e ≤ 1,50
± 0,13
± 0,065
1,50 < e ≤ 2,00
± 0,15
± 0,075
2,00 < e ≤ 2,50
2,50 < e ≤ 5,00
L ≤ 1500
± 0,20
± 0,10
L > 1500
± 0,23
± 0,11
até 1524
± 0,23
± 0,11
Tolerâncias Normais e Restritivas da Norma ASTM A 924/97
e 50% ASTM A 924/97
Espessura
(mm)
Largura (mm)
± 0,08
± 0,04
e ≤ 0,40
até 1524
0,58 < e ≤ 1,10
± 0,10
± 0,05
0,58 < e ≤ 1,10
± 0,10
± 0,05
1,10 < e ≤ 1,55
± 0,13
± 0,065
1,10 < e ≤ 1,55
± 0,13
± 0,065
1,55 < e ≤ 1,90
± 0,15
± 0,075
1,55 < e ≤ 1,90
± 0,15
± 0,075
± 0,18
± 0,09
1,90 < e ≤ 2,60
± 0,18
± 0,09
1,90 < e ≤ 2,60
2,60 < e ≤ 4,75
30
Afastamento Superior e Inferior / Largura (mm)
Espessura
(mm)
0,40 < e ≤ 1,00
100% ASTM
L ≤ 813
50% ASTM
813 a 1524
± 0,20
± 0,10
L ≤ 1016
± 0,20
± 0,10
1016 a 1524
± 0,23
± 0,12
2,60 < e ≤ 4,75
Afastamento Superior e Inferior / Largura (mm)
100% ASTM
L ≤ 813
± 0,08
50% ASTM
± 0,04
813 a 1524
± 0,20
± 0,10
L ≤ 1016
± 0,20
± 0,10
1016 a 1524
± 0,23
± 0,12
31
Tolerâncias Normais da Norma DIN 59232/78
Tolerâncias Normais e Restritivas da Norma ASTM A 924/97
e 50% ASTM A 924/97
Espessura
(mm)
Espessura
(mm)
Largura (mm)
e ≤ 0,40
até 1524
L ≥ 1500
± 0,07
–
0,40 < e ≤ 0,50
± 0,08
± 0,075
0,50 < e ≤ 0,60
± 0,20
± 0,10
L > 1500
± 0,23
± 0,11
até 1524
± 0,23
± 0,11
50% ASTM
± 0,08
± 0,04
0,40 < e ≤ 1,00
± 0,10
± 0,05
0,25 ≤ e ≤ 0,40
1,00 < e ≤ 1,50
± 0,13
± 0,065
1,50 < e ≤ 2,00
± 0,15
L ≤ 1500
2,50 < e ≤ 5,00
1200 ≤ L < 1500
L < 1200
Normal
L ≥ 1500
Normal
Restr.
Restr.
Normal
Restr.
–
± 0,05
± 0,04
–
–
–
–
± 0,09
–
± 0,06
± 0,05
± 0,07
± 0,06
–
± 0,08
± 0,09
–
± 0,06
± 0,05
± 0,07
± 0,06
–
–
0,60 < e ≤ 0,70
± 0,09
± 0,10
± 0,10
± 0,07
± 0,06
± 0,08
± 0,07
± 0,08
± 0,07
0,70 < e ≤ 0,80
± 0,09
± 0,10
± 0,11
± 0,07
± 0,06
± 0,08
± 0,07
± 0,09
± 0,07
0,80 < e ≤ 0,90
± 0,10
± 0,11
± 0,11
± 0,08
± 0,07
± 0,09
± 0,08
± 0,09
± 0,08
0,90 < e ≤ 1,00
± 0,10
± 0,11
± 0,12
± 0,08
± 0,07
± 0,09
± 0,08
± 0,10
± 0,08
1,00 < e ≤ 1,20
± 0,11
± 0,12
± 0,13
± 0,09
± 0,08
± 0,10
± 0,09
± 0,11
± 0,09
1,20 < e ≤ 1,50
± 0,13
± 0,14
± 0,14
± 0,11
± 0,09
± 0,12
± 0,10
± 0,12
± 0,10
1,50 < e ≤ 2,00
± 0,15
± 0,16
± 0,16
± 0,13
± 0,10
± 0,14
± 0,11
± 0,14
± 0,11
2,00 < e ≤ 2,50
± 0,17
± 0,18
± 0,18
± 0,15
± 0,12
± 0,16
± 0,13
± 0,16
± 0,13
2,50 < e ≤ 3,00
± 0,19
± 0,20
± 0,20
± 0,17
± 0,14
± 0,18
± 0,15
± 0,18
± 0,15
Tolerâncias Normais da Norma JIS G 3302/98
(Aço-Base: Laminado a Frio)
Espessura
(mm)
32
Graus ST 02 Z a ST 05 Z
1200 ≤ L
< 1500
L < 1200
100% ASTM
2,00 < e ≤ 2,50
Largura (mm)
Grau ST 01 Z
Afastamento Superior e Inferior / Largura (mm)
–
Tolerâncias Normais da Norma BS 2989/82
Afastamento Superior e Inferior / Largura (mm)
Espessura
(mm)
630 ≤ L < 1000
1000 ≤ L < 1250
1250 ≤ L < 1600
L ≥ 1600
0,25 ≤ e < 0,40
± 0,05
± 0,05
± 0,06
–
0,40 ≤ e < 0,60
± 0,06
± 0,06
± 0,07
± 0,08
0,60 ≤ e < 0,80
± 0,07
± 0,07
± 0,07
± 0,08
0,80 ≤ e < 1,00
± 0,07
± 0,08
± 0,09
± 0,10
1,00 ≤ e < 1,25
± 0,08
± 0,09
± 0,10
± 0,12
1,25 ≤ e < 1,60
± 0,10
± 0,11
± 0,12
1,60 ≤ e < 2,00
± 0,12
± 0,13
± 0,14
Largura (mm)
Revest. G 100, 200, 275, 350, IZ 100 e 180
Revest. G 450 e 600
L ≤ 1200
1200 < L ≤ 1500
L ≤ 1200
1200 < L ≤ 1500
0,35 < e ≤ 0,40
± 0,05
± 0,06
± 0,07
± 0,08
0,40 < e ≤ 0,60
± 0,06
± 0,07
± 0,08
± 0,09
0,60 < e ≤ 0,80
± 0,07
± 0,08
± 0,09
± 0,10
± 0,14
0,80 < e ≤ 1,00
± 0,08
± 0,09
± 0,10
± 0,11
± 0,16
1,00 < e ≤ 1,20
± 0,10
± 0,11
± 0,12
± 0,13
2,00 ≤ e < 2,50
± 0,14
± 0,15
± 0,16
± 0,18
1,20 < e ≤ 1,60
± 0,12
± 0,13
± 0,14
± 0,15
2,50 ≤ e < 3,15
± 0,16
± 0,17
± 0,18
± 0,21
1,60 < e ≤ 2,00
± 0,14
± 0,15
± 0,16
± 0,17
2,00 < e ≤ 2,50
± 0,16
± 0,17
± 0,18
± 0,19
2,50 < e ≤ 3,00
± 0,19
± 0,20
± 0,21
± 0,22
33
Tolerâncias Normais e Restritivas da Norma DIN EN 10143/93
Tolerâncias de Largura
Aços com LE < 280 MPa (Inclusive Tipos de Aço FeE 550G e S 550GD)
(Afastamento Superior)
Espessura
(mm)
Nota: Todos os valores em milímetros.
Tolerâncias Normais
Tolerâncias Restritivas
L ≤ 1200
1200 < L ≤ 1500
L > 1500
L ≤ 1200
1200 < L ≤ 1500
L > 1500
e ≤ 0,40
± 0,05
± 0,06
–
± 0,03
± 0,04
–
0,40 < e ≤ 0,60
± 0,06
± 0,07
± 0,08
± 0,04
± 0,05
± 0,06
0,60 < e ≤ 0,80
± 0,07
± 0,08
± 0,09
± 0,05
± 0,06
± 0,06
0,80 < e ≤ 1,00
± 0,08
± 0,09
± 0,10
± 0,06
± 0,07
± 0,07
1,00 < e ≤ 1,20
± 0,09
± 0,10
± 0,11
± 0,07
± 0,08
± 0,08
1,20 < e ≤ 1,60
± 0,11
± 0,12
± 0,12
± 0,08
± 0,09
1,60 < e ≤ 2,00
± 0,13
± 0,14
± 0,14
± 0,09
± 0,10
2,00 < e ≤ 2,50
± 0,15
± 0,16
± 0,16
± 0,11
2,50 < e ≤ 3,00
± 0,17
± 0,18
± 0,18
± 0,12
Norma NBR 7013/81
Largura
Bordas Naturais
Bordas Aparadas
600 < L ≤ 700
+ 24
+5
± 0,09
700 < L ≤ 800
+ 28
+6
± 0,10
800 < L ≤ 1000
+ 32
+6
± 0,12
± 0,12
1000 < L ≤ 1200
+ 32
+7
± 0,13
± 0,13
L > 1200
+ 38
+8
Norma ASTM A 525/93
Tolerâncias Normais e Restritivas da Norma DIN EN 10143/93
Largura
Tolerância
L ≤ 762
+ 3,2
762 < L ≤ 1219
+ 4,8
1219 < L ≤ 1524
+ 6,3
Aços com LE ≥ 280 MPa (Excluindo Tipos de Aço FeE 550G e S 550GD)
Espessura
(mm)
Tolerâncias Normais
Tolerâncias Restritivas
L ≤ 1200
1200 < L ≤ 1500
L > 1500
L ≤ 1200
e ≤ 0,40
± 0,06
± 0,07
–
± 0,04
± 0,05
–
0,40 < e ≤ 0,60
± 0,07
± 0,08
± 0,09
± 0,05
± 0,06
± 0,07
0,60 < e ≤ 0,80
± 0,08
± 0,09
± 0,11
± 0,06
1200 < L ≤ 1500
± 0,07
± 0,07
0,80 < e ≤ 1,00
± 0,09
± 0,11
± 0,12
± 0,07
± 0,08
± 0,08
1,00 < e ≤ 1,20
± 0,11
± 0,12
± 0,13
± 0,08
± 0,09
± 0,09
1,20 < e ≤ 1,60
1200 < L ≤ 1500
+6
± 0,13
± 0,14
± 0,14
± 0,09
± 0,11
± 0,11
1,60 < e ≤ 2,00
1500 < L ≤ 1524
+8
± 0,15
± 0,17
± 0,17
± 0,11
± 0,13
± 0,12
2,00 < e ≤ 2,50
± 0,18
± 0,19
± 0,19
± 0,13
± 0,14
± 0,14
2,50 < e ≤ 3,00
± 0,20
± 0,21
± 0,21
± 0,14
± 0,15
± 0,15
L > 1500
Norma ASTM A 525 M/91
Largura
600 < L ≤ 1200
Tolerância
+5
Norma ASTM A 924/97
34
Largura
Tolerância
L ≤ 762
+ 3,2
762 < L ≤ 1219
+ 4,8
1219 < L ≤ 1524
+ 6,3
35
Tolerâncias de Comprimento
Norma ASTM A 924M/97
Largura
Tolerância
L ≤ 1200
+ 5,0
762 < L ≤ 1500
+ 6,0
1500 < L ≤ 1524
+ 8,0
(Afastamento Superior)
Nota: Todos os valores em milímetros.
Norma NBR 7013/81
Comprimento
C ≤ 1000
Tolerância
+ 6,0
1000 < C ≤ 1500
+ 13,0
Norma JIS G 3302/98
1500 < C ≤ 2000
+ 19,0
2000 < C ≤ 3000
+ 25,0
Aço-Base: BQ
3000 < C ≤ 4000
+ 32,0
4000 < C ≤ 5000
+ 38,0
5000 < C ≤ 6000
+ 44,0
C > 6000
+ 50,0
Largura
L ≤ 1500
Aço-Base: BF
A
B
+ 25
+ 10
+7
L > 1500
+ 10
Norma ASTM A 525/93
Norma DIN 59232/78
Comprimento
Tolerância Normal
Tolerancia Restritiva
1524 < C ≤ 2438
+ 13,0
+2
2438 < C ≤ 3048
+ 19,0
+3
3048 < C ≤ 3962
+ 25,0
Largura
600 ≤ L < 1200
+6
L ≥ 1200
+6
C ≤ 1524
L ≤ 1200
+6
+ 6,0
3962 < C ≤ 4877
+ 32,0
4877 < C ≤ 6096
+ 38,0
Norma ASTM A 525 M/91
Norma BS 2989/82
Largura
Tolerância
Borda Natural
Borda Aparada
Espessura
Tolerância
e ≤ 3,00
+ 2,00
1500 < C ≤ 3000
+ 20,0
3000 < C ≤ 6000
+ 35,0
1200 < L ≤ 1500
+7
e ≤ 3,00
+ 3,00
qualquer
–
e > 3,00
+ 3,00
Comprimento
C ≤ 1500
Tolerância
+ 6,0
Norma ASTM A 924/97
Comprimento
Norma DIN EN 10143/93
36
C ≤ 1524
Tolerância
+ 6,0
1524 < C ≤ 2438
+ 13,0
Largura
Tolerância Normal
Tolerância Restritiva
2438 < C ≤ 3048
+ 19,0
700 ≤ L < 1200
+ 5,0
+ 2,0
3048 < C ≤ 3962
+ 25,0
1200 ≤ L < 1500
+ 6,0
+ 2,0
3962 < C ≤ 4877
+ 32,0
1500 ≤ L < 1524
+ 7,0
+ 3,0
4877 < C ≤ 6096
+ 38,0
37
ASTM A 924 M/97
Comprimento
Tolerância
C ≤ 1500
+ 6,0
1500 < C ≤ 3000
+ 20,0
3000 < C ≤ 6000
+ 35,0
JIS G 3302/98
Aço-Base: BQ
Aço-Base: BF
+ 15,0
+ 15,0
Norma DIN 59232/78
Largura
Tolerância Normal
Tolerância Restritiva
C < 2000
+ 6,0
+ 3,0
C ≥ 2000
0,003 x C
0,0015 x C
Norma BS 2989/82
Largura
C < 1500
Tolerância Normal
+6
Tolerância Restritiva
+3
1500 ≤ C ≤ 3000
+8
+4
C > 3000
+ 0,3% do Com.
+ 0,15% do Com.
Norma DIN EN 10143/93
Largura
38
Tolerância Normal
Tolerância Restritiva
C < 2000
+ 6,0
+ 3,0
C ≥ 2000
0,003 x C
0,0015 x C
39
40
41
42
43
7
10
4
12
9
3
5
1
2
6
8
11
44
45
46
47
www.csn.com.br
Sede
Escritório Central
Rio de Janeiro
Volta Redonda
Rua Lauro Müller, 116 - 36° andar
Rua 21, n° 10
Botafogo - Rio de Janeiro - RJ
Vila Santa Cecília - Volta Redonda - RJ
CEP: 22299-900
CEP: 27269-900
Tel.: (21) 586-1500 (PABX)
Tel.: (24) 3344-6000 (PABX)
Fax: (21) 586-1400
Fax: (24) 3344-5131
home page: http://www.csn.com.br
e-mail: [email protected]
Vendas e Marketing
São PauloSão Paulo
Av. Carlos Gomes, 111 - Conj. 802
torre 1 - 14° andar
Montserrat - Porto Alegre - RS
Itaim-Bibi - São Paulo - SP
CEP: 90480-003
CEP: 04543-900
Tel.: (51) 328-2811
Tel.: (11) 3049-7100 (PABX)
Fax: (51) 328-5391
Fax: (11) 3049-7192
e-mail: [email protected]
48
Porto AlegreSão Paulo
Av. Pres. Juscelino Kubitschek, 1830
www.csn.com.br
Baixar