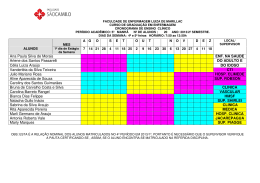
1 Serviço Nacional de Aprendizagem Industrial – SENAI Jacarepaguá Curso Técnico de Automação Industrial Turma : 2012051 Automação em Processo de Fabricação do Cimento Por: Adriana Silva Rocha Júlio, Adrielle Lima Bernardes, Aline Nascimento dos Santos, Allan Soares Ribeiro,Anna Carolina Lima da Silva, Arthur Diogo Gonçalves,Bruna Barros, Carolina Sena de Souza, Diogo Ferreira Barbosa Pinto, Gabriel Pereira da Costa, Gustavo Mendes Silva,Hérika Hellen Mazza Souza de Oliveira, Ingrid Fonseca Netto Gomes, Ingrid Stephanny Santos Ferreira, João Guilherme Rodrigues Moitas,Keite Chaves de Oliveira, Leandro Caldeira Sabino, Lucas Pereira da Costa, Magno Silva Moreira dos Santos,Marcella Thomaz dos Santos, Marlon Oliveira Teles Santana, Matheus Faria do Nascimento,Michelle Oliveira dos Santos, Rodrigo Rodrigues Pereira,Tayná Salvina dos Santos, Venâncio Rasga de Mello Silva, Vinicius Calsolares Relva, Wesley Porto da Silva Rio de Janeiro 2013.1 SENAI-RJ / JACAREPAGUÁ Módulo: Desenvolvimento de Sistema de Controle. Turma:2012051 2 Serviço Nacional de Aprendizagem Industrial – Senai Jacarepaguá Curso Técnico de Automação Industrial Turma : 2012051 Automação em Processo de Fabricação do Cimento Trabalho de Conclusão de Curso Apresentado ao SENAI Jacarepaguá Como Requisito Para o Módulo Desenvolvimento de Sistema de Controle. Orientadores: Júlio Costa e Sandro Barbosa Rio de Janeiro 2013.2 SENAI-RJ / JACAREPAGUÁ Módulo: Desenvolvimento de Sistema de Controle. Turma:2012051 3 Banca Examinadora __________________________________________________ Prof. Orientador – Senai/RJ __________________________________________________ Prof. Co - Orientador – Senai/RJ __________________________________________________ Prof. Avaliador – Senai/RJ __________________________________________________ Prof. Avaliador – Senai/RJ __________________________________________________ Prof. Avaliador – Senai/RJ SENAI-RJ / JACAREPAGUÁ Módulo: Desenvolvimento de Sistema de Controle. Turma:2012051 4 RESUMO O processo de fabricação do cimento é dividido em etapas, mas o nosso foco principal foi nas etapas de moagem e armazenamento no cimento. Onde, temos quatro tanques de armazenamento, cada uma delas com uma substância. Clínquer, Calcário, Gesso e Pedras Vulcânicas. Cada substância cairá individualmente sobre a esteira, passando por um sensor capacitivo com a finalidade de certificar toda a passagem das substâncias. Temos um misturador com duas comportas, uma na entrada e outra na saída. Após todo o produto entrar no tanque, o motor é acionado e o maçarico aceso. O controlador indicador de temperatura receberá as informações do transmissor indicador de temperatura através de sinal elétrico, o controlador enviará um comando para o maçarico através de um sinal binário elétrico para manter a temperatura desejável. Após todo o processo de mistura concluir, um pistão hidráulico erguerá o tanque até uma determinada inclinação. O motor trabalhará lentamente para que toda a mistura saia pela comporta. Um sensor de saída do tanque indicará quando toda a mistura sair. Toda a substância cairá sobre um funil com uma peneira, um motor vibrador estará ligado nesse processo. Conforme o tipo de cimento, cada mistura cairá por uma direção diferente no Diverter. O tipo um será encaminhado diretamente ao silo um. Os tipos dois e três serão encaminhados a uma esteira com rotação de sentido horário e anti-horário, caindo no silo dois ou três. Três sensores capacitivos serão postos sobre os silos para indicar o final do transporte da mistura. SENAI-RJ / JACAREPAGUÁ Módulo: Desenvolvimento de Sistema de Controle. Turma:2012051 5 SUMÁRIO CAPA....................................................................................................................... 1-3 SUMÁRIO................................................................................................................ 4 1.INTRODUÇÃO..................................................................................................... 5 1.1. Motivação …………………………………………………………………….…... 5 2.OBJETIVOS ........................................................................................................ 5 2.1. Aplicação e Seguimentos de Mercado………………………………………….. 5 3.DOCUMENTAÇÃO TÉCNICA ............................................................................. 5 3.1 Definição de cimento……………………………………………………………..… 5-10 3.2 Equipamentos………………………………………………………………………. 10 - 17 3.3 Execução……………………………………………………………………………. 18 3.4 Elaboração………………………………………………………………………….. 18 - 93 4.MANUAL DE OPERAÇÃO.................................................................................. 93-96 5.CONCLUSÃO………………………………………………………………………… 97 6.BIBLIOGRAFIA ................................................................................................... 97 SENAI-RJ / JACAREPAGUÁ Módulo: Desenvolvimento de Sistema de Controle. Turma:2012051 6 1- INTRODUÇÃO 1.1. Motivação Ao analisar vários processos industriais, o mais viável se tratando da área de automação foi o da fabricação do cimento. É automatizado, sendo possível programá-lo e supervisioná-lo utilizando os devidos conhecimentos na área. 2- OBJETIVOS 2.1. Aplicação e Seguimentos de Mercado O cimento é uma das substâncias mais consumidas pelo homem e isso se deve a características que lhe são peculiares, como trabalhabilidade e moldabilidade (estado fresco), e alta durabilidade e resistência a cargas e ao fogo (estado duro). Insubstituível em obras civis, o cimento pode ser empregado tanto em peças de mobiliário urbano como em grandes barragens, em estradas ou edificações, em pontes, tubos de concreto ou telhados. Pode até ser matéria-prima para a arte. 3– DOCUMENTAÇÃO TÉCNICA 3.1 Definição de cimento Cimento: É um pó fino, com propriedades aglomerantes, que endurece sob ação de água. Material utilizado em construção civil na forma de concreto (cimento endurecido) pode atingir diversas formas e volumes, de acordo com a necessidade de cada construção. Existem no mercado vários tipos de cimento. SENAI-RJ / JACAREPAGUÁ Módulo: Desenvolvimento de Sistema de Controle. Turma:2012051 7 História: Antigamente, era utilizado um tipo de material feito de gesso calcinado como aglomerante, no Antigo Egito. Os gregos e romanos utilizavam solos, que endureciam após serem misturadas com água. Desde 1786 surgiram grandes ideias que foram evoluídas e originaram o cimento. A primeira descoberta foi feita pelo inglês John Meato, que criou uma mistura resistente através da calcinação de calcários argilosos e moles. Em 1818, o francês Viça obteve resultados semelhantes aos de Meato, pela mistura de componentes argilosos e calcários. E finalmente em 1824, o construtor inglês Joseph Espadim queimou conjuntamente pedras calcárias e argila, transformandoas num pó fino, notou que obtinha uma mistura que, após secar, tornava-se tão dura quanto às pedras empregadas nas construções e não se dissolvia em água e foi patenteada pelo construtor no mesmo ano. Companhia Brasileira de Cimento Portland Perus S.A. foi a primeira fábrica de cimento do Brasil. E cedeu cimento para construir a metade da metrópole de São Paulo. O cimento da fábrica em Perus, também serviu para construir a cidade de Brasília. A fábrica era um referencial, até porque foi a pioneira em todo território nacional. Tipos de Cimento: • Adições: • Clínquer: O clínquer é o principal item na composição de cimentos Portland, sendo a fonte de Silicato tricálcico (CaO)3SiO2 e Silicato dicálcico (CaO)2SiO2. Estes compostos trazem acentuada característica de ligante hidráulico e estão diretamente relacionados com a resistência mecânica do material após a hidratação. SENAI-RJ / JACAREPAGUÁ Módulo: Desenvolvimento de Sistema de Controle. Turma:2012051 8 A produção do clínquer é o núcleo do processo de fabricação de cimento, sendo a etapa mais complexa e crítica em termos de qualidade e custo. A matéria-prima é abundantemente encontrada em jazidas de diversas partes do planeta, sendo de 80% a 95% de calcário, 5% a 20% de argila e pequenas quantidades de minério de ferro. • Gesso : O gesso (ou gipsita, nome mais correto) (CaSO4 • 2 H2O) é adicionado em quantidades geralmente inferiores a 3% da massa de clínquer, tem função de estender o tempo de pega do cimento (tempo para início do endurecimento). Sem esta adição, o tempo de pega do cimento seria de poucos minutos, inviabilizando o uso. Devido a isso, o gesso é uma adição obrigatória, presente desde os primeiros tipos de cimento Portland. • Escória siderúrgica : A escória, de aparência semelhante a areia grossa, é um sub-produto de alto-fornos, reatores que produzem o ferro gusa a partir de uma carga composta por minério de ferro, fonte de Fe, e carvão vegetal ou coque, fonte de carbono. Entre diversas impurezas como outros metais, se concentram na escória silicatos, que apesar de rejeitados no processo de metalização, proporcionam-na características de ligante hidráulico. Sendo um sub-produto, este material tem menor custo em relação ao clínquer e é utilizado também por elevar a durabilidade do cimento, principalmente em ambientes com presença de sulfatos. Porém, a partir de certo grau de substituição de clínquer a resistência mecânica passa a diminuir. • Argila pozolânica: As pozolanas ativadas reagem espontaneamente com CaO em fase aquosa, por conterem elevado teor de sílica ativa SiO2. Esta característica levou ao uso de pozolanas como ligante hidráulico complementar ao clínquer, com a característica SENAI-RJ / JACAREPAGUÁ Módulo: Desenvolvimento de Sistema de Controle. Turma:2012051 9 de tornar os concretos mais impermeáveis o que é útil na construção de barragens, por exemplo. As pozolanas são originalmente argilas contendo cinzas vulcânicas, encontradas na região de Pozzuoli, Itália. Atualmente, materiais com origens diferentes mas com composições semelhantes também são considerados pozolânicos, tais como as pozolanas ativadas artificialmente e alguns sub-produtos industriais como cinzas volantes provenientes da queima de carvão mineral. • Calcário: O calcário é composto basicamente de carbonato de cálcio (CaCO3), encontrado abundantemente na natureza. É empregado como elemento de preenchimento, capaz de penetrar nos interstícios das demais partículas e agir como lubrificante, tornando o produto mais plástico e não prejudicando a atuação dos demais elementos. O calcário é também um material de diluição do cimento, utilizado para reduzir o teor de outros componentes de maior custo, desde que não ultrapassando os limites de composição ou reduzindo a resistência mecânica a níveis inferiores ao que estabelece a norma ou especificação. • Tipos: Cimento CP-I: (NBR 5.732): É conhecido como o Cimento Portland Comum porque não possui nenhum tipo de aditivo, apenas o gesso que tem a função de retardar o início de pega do cimento para que possamos ter um tempo de aplicação. Tem alto custo e menos resistência. Sua produção é toda direcionada para a indústria. Classe de resistência: 25 Mpa. Cimento CP-II: (NBR 11.578): É conhecido como Cimento Portland Composto porque tem a adição de outros materiais na sua mistura que conferem a este cimento um menor calor de hidratação (libera menos calor quando entra em contato com a água). São 03 tipos de CP-II: SENAI-RJ / JACAREPAGUÁ Módulo: Desenvolvimento de Sistema de Controle. Turma:2012051 10 CP-II E: cimento Portland com adição de escória de alto-forno. CP-II Z: cimento Portland com adição de material pozolânico. CP-II F: cimento Portland com adição de material carbonático - fíler. O CP-II: é versátil e aplicado a todas as fases de obras. Classe de resistência: 25, 32 e 40 Mpa. Cimento CP-III (NBR 5.735): É conhecido como Cimento Portland de Altoforno (NBR 5735) porque tem na sua composição de 35% a 70% de escória de altoforno. Apresenta maior impermeabilidade e durabilidade, além de baixo calor de hidratação, assim como alta resistência à expansão devido à reação álcali-agregado, além de ser resistente a sulfatos. É menos poroso e mais durável. Classe de resistência: 25, 32 e 40 Mpa. Cimento CP-IV (NBR 5.736): É conhecido como Cimento Portland Pozolânico porque tem na sua composição de 15% a 50% de material pozolânico. Por isso, proporciona estabilidade no uso com agregados reativos e em ambientes de ataque ácido, em especial de ataque por sulfatos. Possui baixo calor de hidratação, o que o torna bastante recomendável na concretagem de grandes volumes e sob temperaturas elevadas. É pouco poroso sendo resistente a ação da água do mar e esgotos. Classe de resistência: 25 e 32 MPa. Cimento CP-V ARI (NBR 5.733): É conhecido como Cimento Portland de Alta Resistência Inicial porque em função do seu processo de fabricação tem alta reatividade nas primeiras horas de aplicação fazendo que atinja resistências elevadas em um curto intervalo de tempo. Ao final dos 28 dias de cura também atinge resistências maiores que os cimentos convencionais. É muito utilizado em obras industriais que exigem um tempo de desforma menor. É recomendado apenas para a fabricação de concretos. SENAI-RJ / JACAREPAGUÁ Módulo: Desenvolvimento de Sistema de Controle. Turma:2012051 11 Cimento RS (NBR 5.737): É conhecido como Cimento Portland Resistente a Sulfatos. Os materiais sulfatados estão presentes em redes de esgotos, ambientes industriais e água do mar. Assim, seu uso é indicado para construções nesses ambientes. Cimento Branco (NBR 12.989): É conhecido como Cimento Portland Branco (CPB). Tem como primeira característica a cor branca diferenciada dos outros cimentos. A cor branca é conseguida através de matérias-primas com baixo teor de manganês e ferro e a utilização do caulim no lugar a argila. Existem dois tipos de cimento branco: Estrutural: indicado para fins arquitetônicos. Não comum nos dias de hoje devido ao custo e a tecnologia que as tintas proporcionam. Não estrutural: indicado para rejunte de cerâmicas. 3.2 Equipamentos Válvula Diverte A válvula projetada para aceitar o fluxo através da passagem inferior e o seu direcionamento através de qualquer uma das duas passagens in-line. Ela é usada normalmente para desviar o fluxo de uma única fonte para dois tubos diferentes. Os projetos de desviador estão disponíveis com atuadores pneumáticos ou elétricos para o controle automatizado. Isso inclui operação em 90 e 180 graus. SENAI-RJ / JACAREPAGUÁ Módulo: Desenvolvimento de Sistema de Controle. Turma:2012051 12 A válvula desviadora está disponível em configurações de passagem diferentes. Passagem V1 tem 90 graus em operação. O fluxo da passagem inferior não pode ser fechado, apenas desviado para uma das 2 portas de saída. A passagem V2 se destina ao funcionamento em 180 graus. Nessa configuração, o fluxo pode ser fechado com a simples operação da válvula de 90 graus. Figura 1 – Válvula Diverte SENAI-RJ / JACAREPAGUÁ Módulo: Desenvolvimento de Sistema de Controle. Turma:2012051 13 Silo Silo metálico para estocagem de cimento, confeccionado em chapa ASTM A36. Escada externa com guarda corpo; escada interna, de abertura pneumática, insuflador de ar para desagregar o cimento. Especificações Técnicas: - Altura: 7.027mm - Largura: 2.980mm - Peso Aproximado: 3.700 Kg. Figura 2 – Silo metálico SENAI-RJ / JACAREPAGUÁ Módulo: Desenvolvimento de Sistema de Controle. Turma:2012051 14 Forno Rotativo O forno rotativo de clínquerização encontra-se levemente inclinado em relação ao plano horizontal revestidos internamente com tijolo refratário específico e apropriado para suportar quando em operação, níveis de temperatura da ordem de 800 - 1600°C, de forma a proteger a carcaça do cili ndro contra ações térmicas (deformações), abrasividade do material e retenção de calor (isolante), possuem apenas duas bases de apoio, comprimento da ordem de 40 – 46m, e os acionamentos são efetuados através dos roletes de apoio. Figura 3 – Forno Rotativo SENAI-RJ / JACAREPAGUÁ Módulo: Desenvolvimento de Sistema de Controle. Turma:2012051 15 Esteira Transportadora Esteira transportadora elevatória para produtos a granel, com comprimento de 16 metros, largura de 1,5 metros e elevação de 8 metros. Possui moto redutor lacrado em banho de óleo que dispensa cuidados especiais com lubrificação e que proporcionam maior vida útil do motor e de suas peças. Correia transportadora de borracha três camadas vulcanizada. Figura 4 – Esteira Transportadora SENAI-RJ / JACAREPAGUÁ Módulo: Desenvolvimento de Sistema de Controle. Turma:2012051 16 Vibrador para a peneira Fornece mais de 3497 kg de força centrífuga para uma separação de materiais eficiente. Pode ser usado em locais com diferentes voltagens de energia elétrica. Única manutenção necessária é a lubrificação dos roletes com graxa a cada 2000 horas de operação. Figura 5 – Vibrador SENAI-RJ / JACAREPAGUÁ Módulo: Desenvolvimento de Sistema de Controle. Turma:2012051 17 Válvula Rotativa A válvula rotativa é usada como isolador de pressão entre duas câmaras com pressões diferentes, impedindo a perda de gás, enquanto o produto é transferido de uma para outra câmara. A estrutura de construção pode ser em ferro fundido ou aço, mancais do tipo monobloco com auto compensadores. O acionamento das válvulas é feito através de motor redutor ou motor-redutor. Opcionalmente podem ser fornecidas com acionamento com transmissão por corrente. Figura 6 - Válvula Rotativa SENAI-RJ / JACAREPAGUÁ Módulo: Desenvolvimento de Sistema de Controle. Turma:2012051 18 Motor É um motor de altíssima eficiência, excelente relação custo-benefício, redução do consumo de energia elétrica, baixos níveis de ruído e vibração e fácil manutenção. O aumento do volume interno da caixa de ligação facilita o acesso aos terminais de conexão, garantindo maior facilidade e segurança nas conexões elétricas durante a instalação e a manutenção do motor; • Características: o o o o Potência: 0,16 a 750 cv; Carcaças: 63 a 355A/B; Polaridade: 2, 4, 6 e 8 polos; Tensão: 220/380 V (até a carcaça 200L) e 220/380/440 V com 12 cabos (carcaças 225 a 355A/B); Frequência: 60hz; Flexibilidade da posição da caixa de ligação acima da carcaça 225S/M (B3D, B3E e B3T); Defletora de chapa para carcaças 63 a 132M/L Defletora de ferro fundido para carcaças 160M a 355A/B; Grau de vibração A, de acordo com a IEC 60034-14; Dois pontos de aterramento na carcaça. o o o o o o Figura 64 – Motor elétrico SENAI-RJ / JACAREPAGUÁ Módulo: Desenvolvimento de Sistema de Controle. Turma:2012051 19 3.3 Execução: 3.4 Elaboração: • Diagrama: Fluxograma Este é o fluxograma do processo de fabricação de cimento, ele é composto em três malhas. Na malha 1 há quatro tanques de armazenamento, cada uma delas com uma substância. Clínquer, Calcário, Gesso e Pedras Vulcânicas. Cada substância cairá individualmente sobre a esteira, passando por um sensor capacitivo com a finalidade de certificar toda a passagem das substâncias. Na malha 2 há um misturador com duas comportas, uma na entrada e outra na saída. Após todo o produto entrar no tanque, o motor é acionado e o maçarico aceso. O controlador indicador de temperatura receberá as informações do transmissor indicador de temperatura através de sinal elétrico, o controlador enviará um comando para o maçarico através de um sinal binário elétrico para manter a temperatura desejável. Após todo o processo de mistura concluir, um pistão hidráulico erguerá o tanque até uma determinada inclinação. O motor trabalhará lentamente para que toda a mistura saia pela comporta. Um sensor de saída do tanque indicará quando toda a mistura sair. SENAI-RJ / JACAREPAGUÁ Módulo: Desenvolvimento de Sistema de Controle. Turma:2012051 20 Na malha 3, toda a substância cairá sobre um funil com uma peneira, um motor vibrador estará ligado nesse processo. Conforme o tipo de cimento, cada mistura cairá por uma direção diferente no Diverter. O tipo um será encaminhado diretamente ao silo um. Os tipos dois e três serão encaminhados a uma esteira com rotação de sentido horário e anti-horário, caindo no silo dois ou três. Três sensores capacitivos serão postos sobre os silos para indicar o final do transporte da mistura. Pistão hidráulico O pistão hidráulico avançará quando o motor bombear o óleo para a entrada 3 da válvula direcional, passando pela saída 4 do pistão. A válvula direcional é comandada por um solenoide de avanço e recuo por mola. Após o avanço completo do pistão, uma pressão será exercida pelo bombeamento do óleo, este é direcionado ao tanque de armazenamento para aliviar a coação do motor. Ao recuar o pistão, o óleo retornará para o tanque enquanto a entrada 2 do pistão é preenchida. Entrada Digital São entradas que recebem sinais digitais binários. Possuem 16 entradas digitais, conexões e alimentação. Suas conexões são montadas de acordo com a programação do Controlador Lógico Programável (CLP), sendo assim, usando-se só 13 entradas no processo. Exemplo: sensores, botões, bobinas, entre outros. Saída Digital São saídas que enviam sinais digitais binários e essas informações são enviadas para o campo. Possuem 16 saídas digitais, conexões e alimentação. Contém a função on/off (liga/desliga) e são dividas em 2 módulos isolados. Suas conexões são montadas de acordo com a programação do Controlador Lógico Programável (CLP), sendo assim, usando-se só 16 saídas no processo. Exemplo: LED, esteiras, motor, entre outros. SENAI-RJ / JACAREPAGUÁ Módulo: Desenvolvimento de Sistema de Controle. Turma:2012051 21 Motor Elétrico Partida Direta Partida direta é o método de acionamento de motores de corrente alternada, na qual o motor é conectado diretamente a rede elétrica. Ou seja, ela se dá quando aplicamos a tensão nominal sobre os enrolamentos do estator do motor, de maneira direta. Usado em uma esteira para simples locomoção do produto para o misturador. Partida direta com inversor O motor começa com uma partida suave aumentando sua velocidade ao longo do tempo, esse motor é usado no misturador, onde se necessita de uma partida lenta e logo depois rápida no processo, tem a mesma função que o reversor, mas se controla sua velocidade, diminuindo a sua corrente elétrica. Partida direta com reversão Consiste em aplicar ao motor elétrico 100% da tensão necessária para que o mesmo funcione com potência total, esse tipo de partida fornece ao operador a opção de realizar a inversão de rotação do motor quando desejado. No processo a utilização do motor partida direta com reversão é necessária para que a esteira usada, conduza para dois sentidos, para locomover o produto. Entrada analógica A tensão ou corrente de entrada é convertida para um código digital proporcional ao valor analógico, através de um conversor analógico digital. Tipo e faixa de operação: os valores mais comuns são corrente (0-20mA, 4-20mA), tensão (0-10V, ±10V) ou temperatura. SENAI-RJ / JACAREPAGUÁ Módulo: Desenvolvimento de Sistema de Controle. Turma:2012051 22 Saída analógica A interface para saídas analógicas recebe do processador dados numéricos que são convertidos em valores proporcionais de corrente ou tensão e aplicados nos dispositivos de campo. Fonte de alimentação A fonte é energizada por uma alimentação existente de 220 V e converte sinal analógico para digital. Diagrama de malha O diagrama de malha mostra os instrumentos usados no projeto. O processo utiliza o Transmissor Indicador de Temperatura (TIT), instrumento discreto montado em campo, localizado dentro do misturador, envia um sinal elétrico para o Controlador Lógico Programável (CLP), onde o mesmo envia o sinal elétrico para um Controlador Indicador de Temperatura (TIC), instrumento discreto normalmente acessível ao operador, e este envia o sinal elétrico para uma sala de controle, como exemplo do projeto: Supervisório. Figura 23 – Diagrama de alimentação SENAI-RJ / JACAREPAGUÁ Módulo: Desenvolvimento de Sistema de Controle. Turma:2012051 23 Figura 24– Diagrama de aterramento SENAI-RJ / JACAREPAGUÁ Módulo: Desenvolvimento de Sistema de Controle. Turma:2012051 24 Figura 25– Diagrama de malha SENAI-RJ / JACAREPAGUÁ Módulo: Desenvolvimento de Sistema de Controle. Turma:2012051 25 Figura 26– Diagrama da entrada analógica SENAI-RJ / JACAREPAGUÁ Módulo: Desenvolvimento de Sistema de Controle. Turma:2012051 26 Figura 27– Diagrama da entrada digital SENAI-RJ / JACAREPAGUÁ Módulo: Desenvolvimento de Sistema de Controle. Turma:2012051 27 Figura 28– Diagrama do fluxograma SENAI-RJ / JACAREPAGUÁ Módulo: Desenvolvimento de Sistema de Controle. Turma:2012051 28 Figura 29– Diagrama hidráulico SENAI-RJ / JACAREPAGUÁ Módulo: Desenvolvimento de Sistema de Controle. Turma:2012051 29 Figura 30– Diagrama de ligação do motor SENAI-RJ / JACAREPAGUÁ Módulo: Desenvolvimento de Sistema de Controle. Turma:2012051 30 Figura 31– Diagrama da saída analógica SENAI-RJ / JACAREPAGUÁ Módulo: Desenvolvimento de Sistema de Controle. Turma:2012051 31 Figura 32– Diagrama da saída digital SENAI-RJ / JACAREPAGUÁ Módulo: Desenvolvimento de Sistema de Controle. Turma:2012051 32 Figura 70– Diagrama de força do vibrador SENAI-RJ / JACAREPAGUÁ Módulo: Desenvolvimento de Sistema de Controle. Turma:2012051 33 • • Figura 71– Diagrama de partida direta SENAI-RJ / JACAREPAGUÁ Módulo: Desenvolvimento de Sistema de Controle. Turma:2012051 34 Figura 72– Diagrama de Inversor de Frequência do Misturador SENAI-RJ / JACAREPAGUÁ Módulo: Desenvolvimento de Sistema de Controle. Turma:2012051 35 Figura 73– Diagrama de partida direta com reversão SENAI-RJ / JACAREPAGUÁ Módulo: Desenvolvimento de Sistema de Controle. Turma:2012051 36 • HAZOP • Objetivo: É investigar de forma minuciosa e metódica cada seguimento de um processo visando descobrir os possíveis desvios de condições identificando os perigos e os problemas de operabilidade de uma instalação de processo. • Metodologia : É baseada em um procedimento qualitativo, que geram perguntas de maneiras estruturadas e sistemática através do uso apropriado de um conjunto de palavras. Identificar riscos e problemas operacionais em plantas de processos indústrias, os quais, a pesar de não apresentar riscos imediatos, podem comprometer a produtividade e a segurança da planta, também tem sido efetivamente utilizada em qualquer estágio da vida útil de plantas indústrias. • Técnicas: Orienta a realização de um estudo eficiente, detalhado e completo sobre as variáveis envolvidas no processo. • Vantagens: Estão relacionadas com a sistematicidade, flexibilidade e abrangência para a identificação de perigos e problemas operacionais. • Desvantagens: Avalia apenas as falhas de processo (T,P,Q,PH), para determinar as potências e anormalidades da engenharia. Requer uma equipe multidisciplinar com larga experiência para implementação da técnica, especialistas em projeto, processo, operação do processo, instrumentação, química, segurança e a manutenção. SENAI-RJ / JACAREPAGUÁ Módulo: Desenvolvimento de Sistema de Controle. Turma:2012051 37 • Aplicação Pode ser usada na fase de projeto de novos sistemas/unidades de processo quando já se dispõe do fluxograma de engenharia e de processo da instalação ou durante modificações sou ampliações de sistemas/unidades de processo já em operação. Pode também ser usada como revisão geral de segurança de unidades de processo já em operação. Portanto, esta técnica pode ser utilizada em qualquer estágio da vida de uma instalação. A análise por HAZOP foi desenvolvida originalmente para ser aplicada a processos de operação contínua, podendo, com algumas modificações ser empregada para processos que operam por bateladas. • Normas técnicas: NR6 – Equipamentos de proteção individual. É a norma que consiste em regularizar os equipamentos de proteção individual, que são utilizados pelos trabalhadores, destinado à proteção de riscos suscetíveis de ameaçar a segurança a saúde no trabalhador. NR9 – Programa de proteção de riscos ambientais. Esta norma estabelece a preservação da saúde e da integridade dos trabalhadores, através da antecipação, reconhecimento, avaliação e consequentemente o controle da ocorrência de riscos ambientais existentes ou que venham a existir no ambiente de trabalho, tendo em consideração a proteção do meio ambiente e dos recursos naturais. SENAI-RJ / JACAREPAGUÁ Módulo: Desenvolvimento de Sistema de Controle. Turma:2012051 38 NR10 – Segurança em instalações e serviços em eletricidade. Esta norma estabelece os requisitos e condições mínimas objetivando a implementação de medida de controle e sistemas preventivos, de forma a garantir a segurança e a saúde dos trabalhadores que, direto ou indiretamente, interajam em instalações elétricas e serviços com eletricidade, e adotar medidas preventivas de controle de risco elétrico e de outros riscos adicionais. NR12- Segurança no trabalho em máquinas e equipamentos Esta norma estabelece as zonas de perigo das máquinas e equipamentos que devem possuir sistemas de segurança, caracterizados por proteções fixas, proteções moveis e dispositivos de segurança interligados, que garantam proteção a saúde e a integridade física dos trabalhadores; Os equipamentos devem ser aterrados conforme as normas técnicas oficiais vigentes, as instalações, carcaças, invólucros, blindagens ou partes condutoras das máquinas e equipamentos que não façam parte dos circuitos elétricos, mas que possam ficar sob tensão. NR15-Atividades e operações insalubres. Nas atividades ou operações nas quais os trabalhadores ficam expostos a agentes químicos, a caracterização de insalubridade ocorrerá quando forem ultrapassados os limites de tolerância constantes. NR21-Trabalhos a céu aberto SENAI-RJ / JACAREPAGUÁ Módulo: Desenvolvimento de Sistema de Controle. Turma:2012051 39 Nos trabalhos realizados a céu aberto, é obrigatória a existência de abrigos, ainda que rústicos capazes de proteger os trabalhadores contra intempéries; Serão exigidas medidas especiais que protejam os trabalhadores que protejam os trabalhadores contra a insolação excessiva, o calor, o frio, a umidade, e os ventos inconvenientes; Aos trabalhadores que residirem no local no trabalho, deverão ser oferecidos alojamentos que apresentam adequadas condições sanitárias. NR23 – Proteção contra incêndio. Nesta norma todos os empregadores devem adotar medidas de prevenção de incêndio, em conformidade com a legislação estadual e as normas técnicas aplicadas. O empregador deve providenciar para todos os trabalhadores informações sobre a utilização dos equipamentos de combate ao incêndio, procedimentos para evacuação dos locais de trabalho com segurança; Os locais de trabalho deveram dispor de saídas, em número suficiente e dispostas de modo que aqueles que se encontrem nesses locais possam abandoná-los com rapidez e segurança. As aberturas, saídas e vias de passagem devem ser claramente assinaladas por meio de placas ou sinais luminosos, indicando a direção da saída. Nenhuma saída de emergência deverá ser fechada a chave ou presa durante a jornada de trabalho, além disso as saídas de emergência podem ser equipadas com dispositivos de travamento que permitam fácil abertura do interior dos estabelecimentos. NR 26 – Sinalização de segurança Devem ser adotadas cores para segurança em estabelecimento ou locais de trabalho, a fim de indicar e advertir acerca dos riscos existentes; SENAI-RJ / JACAREPAGUÁ Módulo: Desenvolvimento de Sistema de Controle. Turma:2012051 40 As cores utilizadas nos locais de trabalho para identificar os equipamentos de segurança, delimitar áreas, identificar tubulações empregadas para a condução de líquidos e gases a advertir contra riscos, devem atender ao disposto nas normas técnicas oficiais. Riscos associados ao operador na indústria de cimento Ao ser realizado os estudos sobre os riscos na indústria de cimento, foram visualizados que há muitos riscos que podem colocar em perigo a saúde do operador como: • • • • • • • • Alta concentração de partículas em suspensão; Falta de equipamentos de proteção; Equipamentos que emitem altos ruídos; Fornos que trabalham em temperaturas elevadas; Poeiras que trazem riscos a saúde do operador; Explosão do misturador de partículas; O operador pode prender a mão na esteira; Choque elétrico. SENAI-RJ / JACAREPAGUÁ Módulo: Desenvolvimento de Sistema de Controle. Turma:2012051 41 Riscos ambientais A indústria do cimento é responsável por uma parte das emissões mundiais de gases de efeito estufa e emissões de CO2. Aproximadamente 50% referem-se ao processo produtivo, 40% ao processo de clinquerização e 10% a outros fatores. Figura 7 – Gráfico sobre a emissão de gases SENAI-RJ / JACAREPAGUÁ Módulo: Desenvolvimento de Sistema de Controle. Turma:2012051 42 Moagem de Cimento O processo de moagem do clínquer e de suas adições é um fator importante, pois irá influenciar em algumas características, como a hidratação e a resistência inicial e final do cimento. Figura 8 – Adições do Cimento SENAI-RJ / JACAREPAGUÁ Módulo: Desenvolvimento de Sistema de Controle. Turma:2012051 43 Cabo de alta temperatura Suporta 500 °C e 700 V. Para aplicações em ambiente s ou equipamentos com altas temperaturas, como estufas, fornos, injetoras e extrusoras, o MAT 500°C/750 V operam com tensão de isolamento de 750 V, sendo recomendado para uso fixo. Fornecido com seções de 1 a 10 mm², possui condutor com fios de cobre eletrolítico nu, cobre niquelado ou níquel puro e encordoamento Classe 4; isolação de fita de mica; e cobertura de trança de fibra de vidro branca com tarja preta. Oferece resistência à chama e estabilidade térmica até 500°C. Figura 9 – Cabo de alta temperatura SENAI-RJ / JACAREPAGUÁ Módulo: Desenvolvimento de Sistema de Controle. Turma:2012051 44 Transmissor indicador de temperatura BR-Exd-││C-T6 cepel EX 043 98 (À PROVA DE EXPLOSÃO) BR-EXia ││C T4/T5 cepel EX050 96 (INTRINSICAMENTE SEGURO) UI = 30V li=220mA PI = 1,2 W LI = desp CI = 6,4 NFT am = -20 a 65 °C (t4) / -20 a 50°C (t5 ) Figura 10 - Transmissor indicador de temperatura SENAI-RJ / JACAREPAGUÁ Módulo: Desenvolvimento de Sistema de Controle. Turma:2012051 45 Termorresistência-pt100 Sensor de temperatura faixa de (-100 a +600°c) Haste de aço inoxidável. Figura 11 - Termorresistência SENAI-RJ / JACAREPAGUÁ Módulo: Desenvolvimento de Sistema de Controle. Turma:2012051 46 Equipamento de Proteção Individual (EPI) Figura 12 - Protetor auricular Figura 13 - Óculos de proteção com hastes reguláveis Figura 14 - Máscara respiratória com filtro SENAI-RJ / JACAREPAGUÁ Módulo: Desenvolvimento de Sistema de Controle. Turma:2012051 47 Figura 15 - Luvas de vaqueta Figura 16 - Roupão para limpeza do misturador SENAI-RJ / JACAREPAGUÁ Módulo: Desenvolvimento de Sistema de Controle. Turma:2012051 48 Figura 17 - Capacete com aba frontal com jugular ajustável Figura 18 - Botas com sola de borracha SENAI-RJ / JACAREPAGUÁ Módulo: Desenvolvimento de Sistema de Controle. Turma:2012051 49 Filtro de mangas Uma solução para tentar diminuir os gases que a indústria solta no processo da fabricação do cimento. Figura 19 – Filtro de Mangas Proteção para o misturador de partículas Disco de ruptura para o caso do misturador alcançar uma temperatura acima do limite e vir a explodir. Figura 20 – Dispositivo de alívio de pressão de não selagem SENAI-RJ / JACAREPAGUÁ Módulo: Desenvolvimento de Sistema de Controle. Turma:2012051 50 Aterramento do misturador de partículas O aterramento do misturador de partículas e feito em si próprio, a haste de cobre já vem soldado junto ao misturador , bata só aterrar a haste. Pull cord Dispositivo de segurança para travar esteiras ou outros equipamentos, caso o operador prenda a mão. Figura 64 – pullcord Fluxograma dos riscos associados Malha 1 • Nó 1 - Riscos associados ao tanque. Risco - Ao cair o produto dos silos na esteira, vem a subir poeira, e emperramento da válvula. Solução - Instalar filtros de magas para filtrar a poeira e evitar sair para atmosfera, sempre manter o operador com os equipamentos de proteção individual e ser feita com frequência a manutenção preventiva. SENAI-RJ / JACAREPAGUÁ Módulo: Desenvolvimento de Sistema de Controle. Turma:2012051 51 • Nó 2 – riscos associados à esteira. Riscos – Risco de um operador vir a prender-se na esteira. Solução – Colocar marcações na área em volta da esteira e colocar um dispositivo de proteção como pull cord switch. • Nó 3 – Riscos associados a choques elétricos Riscos – O operador pode vir a perder a vida com um choque ou ter um ferimento grave. Solução – fazer o aterramento, manter os operadores sempre com os equipamentos de proteção individual e fazer marcações ou colocar placas de aviso. Figura 21 – Riscos da Malha 1 SENAI-RJ / JACAREPAGUÁ Módulo: Desenvolvimento de Sistema de Controle. Turma:2012051 52 Malha 2 • Nó 1 – riscos associados a explosões. Riscos – Risco de o misturador vir a explodir. Solução – Colocar transmissores de temperatura e válvulas de alívio. • Nó 2 – Riscos associados a poeira. Riscos – Ao sair do misturador o produto irá cair na esteira e levantara poeira. Solução – colocar filtros de magas para filtrar a poeira e evitar sair atmosfera e sempre manter o operador com seus equipamentos de proteção individual. Nó 3 – riscos associados a elétrica e hidráulico. Riscos – O operador pode vir a perder a vida com um choque ou ter um ferimento grave e escorregar ou cair de alguma maneira para baixo do misturador. Solução - fazer o aterramento, manter os operadores sempre com os equipamentos de proteção individual e fazer marcações em volta do misturador ou, colocar algum dispositivo de proteção como pull cord switch. Figura 22 – Riscos da Malha 2 SENAI-RJ / JACAREPAGUÁ Módulo: Desenvolvimento de Sistema de Controle. Turma:2012051 53 Malha3 • Nó 1 – Riscos associados ao vibrador e a audição. Riscos – O operador pode vir a cair no funil e o vibrador com seu alto ruído pode deixar o operador com problemas de audição ou até surdo. Solução – colocar marcações em volta do funil e sempre manter o operador com o equipamento de proteção individual principalmente o protetor auricular. • Nó 2 – Riscos associados à poeira. Riscos – O produto ao cair nos silos de armazenagem irá levantar poeira. Solução - Colocar filtros de magas para filtrar a poeira e evitar sair atmosfera e sempre manter o operador com seus equipamentos de proteção individual. • Nó 3 – riscos associados a esteira. Riscos – Risco de um operador vir a prender-se na esteira. Solução – Colocar marcações na área em volta da esteira e colocar algum dispositivo de proteção como pull cord switch. • Nó 4 – Riscos associados a choques elétricos. Riscos – O operador pode vir a perder a vida com um choque ou ter um ferimento grave. Solução – fazer o aterramento, manter os operadores sempre com os equipamentos de proteção individual e fazer marcações ou colocar placas de aviso. • Nó 5 – Riscos associados aos tanques. Riscos – O tanque pode transbordar com o produto e levantar poeira. Solução - Colocar filtros de magas para filtrar a poeira e evitar sair atmosfera e sempre manter o operador com seus equipamentos de proteção individual. SENAI-RJ / JACAREPAGUÁ Módulo: Desenvolvimento de Sistema de Controle. Turma:2012051 54 Figura 23 – Riscos da Malha 3 • CLP: Definição Um Controlador Lógico Programável ou Controlador Programável, conhecido também por suas siglas CLP ou CP e pela sigla de expressão inglesa PLC (Programmable logic controller), é um computador especializado, baseado em um microprocessador que desempenha funções de controle através de softwares desenvolvidos pelo usuário (cada CLP tem seu próprio software)PB - controlePE de diversos tipos e níveis de complexidade. Geralmente as famílias de Controladores SENAI-RJ / JACAREPAGUÁ Módulo: Desenvolvimento de Sistema de Controle. Turma:2012051 55 Lógicos Programáveis são definidas pela capacidade de processamento de um determinado numero de pontos de Entradas e/ou Saídas (E/S). Este dispositivo nasceu dentro da General Motors em 1968, devido a grande dificuldade de mudar a lógica de controle de painéis de comando a cada mudança na linha de montagem. A sua grande vantagem era a reprogramação sem necessidade de realizar modificações de hardware, e com isso os tradicionais painéis de controles e relês foram sendo substituídos. Os CLPs permitiram transferir as modificações de hardware em modificações no software. O CLP é o controlador indicado para lidar com sistemas caracterizados por eventos discretos (SEDs), ou seja, com processos em que as variáveis assumem valores zero ou um (ou variáveis ditas digitais, ou seja, que só assumem valores dentro de um conjunto finito). Podem ainda lidar com variáveis analógicas definidas por intervalos de valores de corrente ou tensão elétrica. As entradas e/ou saídas digitais são os elementos discretos, as entradas e/ou saídas analógicas são os elementos variáveis entre valores conhecidos de tensão ou corrente. Funcionamento do CLP: De modo simples, o CLP funciona basicamente por um sistema de controle sobre processos. Para que esse controle seja correto é preciso que o processo que se deseja controlar seja monitorado, papel este desempenhado por sensores. O CLP então atua sobre o processo com base nas leituras dos sensores, por meio de atuadores. Programação: Para que um CLP funcione corretamente ele precisa ser programado para desempenhar a função que desejarmos. Isso quer dizer que ele não vem pronto de SENAI-RJ / JACAREPAGUÁ Módulo: Desenvolvimento de Sistema de Controle. Turma:2012051 56 fábrica para ligar onde quisermos, é preciso que se diga a ele o que fazer com as informações que o mesmo receber através de suas entradas. A programação do CLP é feita por meio de uma Ferramenta que pode ser um Programador Manual (Terminal de Programação, Handheld Programmer), ou um PC com Software de Programação específico (ambiente DOS ou Windows) Bem, o modo como o CLP “trabalha” não é muito diferente de como nós fazemos nossas atividades no dia a dia. O mesmo se baseia em “funções”, as quais nós também podemos chamar de “rotinas”. Vamos citar como exemplo uma sirene utilizada dentro de uma indústria para alertar aos funcionários sobre um problema emergencial. Podemos dizer que isso é uma “rotina” – toda vez que alguém apertar um determinado interruptor, a sirene irá disparar. E nós podemos utilizar um CLP para programar essa função – vamos entender como. Com a utilização de um computador, o profissional irá registrar no programa a função (ou rotina) desejada – ao acionar o interruptor, a sirene deverá disparar. Assim: • Acionar o interruptor é uma “entrada”, ou seja, o comando. • Disparar a sirene é uma “saída”, ou seja, o resultado esperado. Nos cartões de entrada e saída, há diversas entradas e diversas saídas, ou seja, um único CLP pode executar diversas funções. Na figura a seguir você pode visualizar um cartão de entrada para ter uma melhor noção do que estamos dizendo. Linguagem ladder: A linguagem ladder, diagrama ladder ou diagrama de escada é um auxílio gráfico para programação Controladores Lógicos Programáveis (CLPs) no qual as funções lógicas são representadas através de contatos e bobinas, de modo SENAI-RJ / JACAREPAGUÁ Módulo: Desenvolvimento de Sistema de Controle. Turma:2012051 57 análogo a um esquema elétrico com os contatos dos transdutores e atuadores. A linguagem ladder está entre as cinco linguagens de programação de CLPs definidas pela IEC 1131-3 : FBD (Function block diagram), LD (Ladder diagram), ST(Structured text), IL(Instruction list) e SFC(Sequential function chart). O nome (ladder, escada em inglês), prove do fato que a disposição dos contatos e bobinas é realizada, de maneira geral, na horizontal, que lembra o formato de uma escada. Os componentes da linguagem: Existem 3 tipos de elementos na linguagem ladder : • As entradas (ou contatos), que podem ler o valor de uma variável booleana; • As saídas (ou bobinas) que podem escrever o valor de uma variável booleana; • Os blocos funcionais que permitem realizar funções avançadas As entradas (ou contatos): Existem dois tipos de contatos: • O contato normalmente aberto (NA) – Normalmente Aberto X --| |-- • O contato normalmente fechado (NF) – Normalmente Fechado X --|/|-- SENAI-RJ / JACAREPAGUÁ Módulo: Desenvolvimento de Sistema de Controle. Turma:2012051 58 Os blocos funcionais Os blocos funcionais permitem realizar operações mais complexas que a leitura ou escrita de variáveis. São exemplos de blocos funcionais os contadores, temporizadores, bobinas de set ou reset, etc. Norma ladder NORMA IEC 61131-3 Padronização em Programação de Controle Industrial. Considerando-se o reconhecimento da necessidade de um padrão para CLP’s, por parte da comunidade industrial internacional, em 1979, foi designado um grupo de trabalho com o IEC voltado para este propósito. Este grupo tinha como objetivo analisar o projeto completo de CLP’s (inclusive hardware), instalação, testes, documentação, programação e comunicações. Este grupo designou 8 frentes de trabalho para desenvolver diferentes partes do padrão para CLP’s. A primeira parte do padrão foi publicada em 1992. A parte 3, referente às linguagens de programação, foi publicada em 1993. A IEC 1131-3 é o único padrão global para programação de controle industrial. Uma interface de programação padrão permite a pessoas com diferentes habilidades e formações, criar elementos diferentes de um programa durante estágios diferentes do ciclo de vida de um software: especificação, projeto, implementação, teste, instalação e manutenção. O padrão inclui IEC 1131-3 é dividindo-o em duas partes: • Elementos comuns - Linguagens de Programação - Elementos Comuns - Tipos dados - Variáveis - Configuração, Recursos e Tarefas. SENAI-RJ / JACAREPAGUÁ Módulo: Desenvolvimento de Sistema de Controle. Turma:2012051 59 • Linguagens de Programação - Gráficas - Textuais Figura 33-FC1 SENAI-RJ / JACAREPAGUÁ Módulo: Desenvolvimento de Sistema de Controle. Turma:2012051 60 Figura 34-FC1 NET 2-3 SENAI-RJ / JACAREPAGUÁ Módulo: Desenvolvimento de Sistema de Controle. Turma:2012051 61 Figura 35- FC2 SENAI-RJ / JACAREPAGUÁ Módulo: Desenvolvimento de Sistema de Controle. Turma:2012051 62 Figura 36-FC2 NET2 SENAI-RJ / JACAREPAGUÁ Módulo: Desenvolvimento de Sistema de Controle. Turma:2012051 63 Figura 37- FC2 NET3 SENAI-RJ / JACAREPAGUÁ Módulo: Desenvolvimento de Sistema de Controle. Turma:2012051 64 Figura 38- FC2 NET4 SENAI-RJ / JACAREPAGUÁ Módulo: Desenvolvimento de Sistema de Controle. Turma:2012051 65 Figura 39- FC2 NET5 SENAI-RJ / JACAREPAGUÁ Módulo: Desenvolvimento de Sistema de Controle. Turma:2012051 66 Figura 40- FC2 NET5 SENAI-RJ / JACAREPAGUÁ Módulo: Desenvolvimento de Sistema de Controle. Turma:2012051 67 Figura 41- FC2 NET7 SENAI-RJ / JACAREPAGUÁ Módulo: Desenvolvimento de Sistema de Controle. Turma:2012051 68 Figura 42- FC2 NET8 SENAI-RJ / JACAREPAGUÁ Módulo: Desenvolvimento de Sistema de Controle. Turma:2012051 69 Figura 43- FC2 NET9-10 SENAI-RJ / JACAREPAGUÁ Módulo: Desenvolvimento de Sistema de Controle. Turma:2012051 70 Figura 44- FC2 NET11-12 SENAI-RJ / JACAREPAGUÁ Módulo: Desenvolvimento de Sistema de Controle. Turma:2012051 71 Figura 45- FC2 NET13-14 SENAI-RJ / JACAREPAGUÁ Módulo: Desenvolvimento de Sistema de Controle. Turma:2012051 72 Figura 46- FC2 NET15-16 SENAI-RJ / JACAREPAGUÁ Módulo: Desenvolvimento de Sistema de Controle. Turma:2012051 73 Figura 47-FC2 NET17-18 SENAI-RJ / JACAREPAGUÁ Módulo: Desenvolvimento de Sistema de Controle. Turma:2012051 74 Figura 48- FC2 NET19-20 SENAI-RJ / JACAREPAGUÁ Módulo: Desenvolvimento de Sistema de Controle. Turma:2012051 75 Figura 49- FC2 NET21-22 SENAI-RJ / JACAREPAGUÁ Módulo: Desenvolvimento de Sistema de Controle. Turma:2012051 76 Figura 50- FC2 NET23 SENAI-RJ / JACAREPAGUÁ Módulo: Desenvolvimento de Sistema de Controle. Turma:2012051 77 Figura 51- FC2 NET24 SENAI-RJ / JACAREPAGUÁ Módulo: Desenvolvimento de Sistema de Controle. Turma:2012051 78 Figura 52- FC2 NET25 SENAI-RJ / JACAREPAGUÁ Módulo: Desenvolvimento de Sistema de Controle. Turma:2012051 79 Figura 53- FC2 NET26 SENAI-RJ / JACAREPAGUÁ Módulo: Desenvolvimento de Sistema de Controle. Turma:2012051 80 Figura 54- FC2 NET 27 Figura 55- FC3 NET1 SENAI-RJ / JACAREPAGUÁ Módulo: Desenvolvimento de Sistema de Controle. Turma:2012051 81 Figura 56- FC3 NET2-3 SENAI-RJ / JACAREPAGUÁ Módulo: Desenvolvimento de Sistema de Controle. Turma:2012051 82 Figura 57- FC3 NET4 SENAI-RJ / JACAREPAGUÁ Módulo: Desenvolvimento de Sistema de Controle. Turma:2012051 83 Figura 58- FC3 NET5 SENAI-RJ / JACAREPAGUÁ Módulo: Desenvolvimento de Sistema de Controle. Turma:2012051 84 Figura 59- FC3 NET6-7 SENAI-RJ / JACAREPAGUÁ Módulo: Desenvolvimento de Sistema de Controle. Turma:2012051 85 Figura 60- FC3 NET8-9 SENAI-RJ / JACAREPAGUÁ Módulo: Desenvolvimento de Sistema de Controle. Turma:2012051 86 Figura 61- FC3 NET10-11 SENAI-RJ / JACAREPAGUÁ Módulo: Desenvolvimento de Sistema de Controle. Turma:2012051 87 Figura 62- FC4 NET1-2 SENAI-RJ / JACAREPAGUÁ Módulo: Desenvolvimento de Sistema de Controle. Turma:2012051 88 Figura 63- FC3 NET3-4 SENAI-RJ / JACAREPAGUÁ Módulo: Desenvolvimento de Sistema de Controle. Turma:2012051 89 • Supervisório: Introdução Os sistemas supervisórios permitem que sejam monitoradas e controladas as informações de um processo produtivo ou instalação física. Tais informações são coletadas através de equipamentos de aquisição de dados e, em seguida, manipuladas, analisadas, armazenadas e, posteriormente, apresentadas ao usuário. Estes sistemas também são chamados de Scada. Tela Principal São telas que deverão mostrar, de forma resumida, a situação de cada locomotiva, mostrando os estados das principais variáveis envolvidas no teste. Figura 65- Tela principal SENAI-RJ / JACAREPAGUÁ Módulo: Desenvolvimento de Sistema de Controle. Turma:2012051 90 Tela de malhas Apresentam uma representação gráfica de cada malha em detalhe. • Malha 1: Há quatro tanques de armazenamento, cada uma delas com uma substância: clínquer, calcário, gesso, e pedras vulcânicas. Cada substância cairá individualmente sobre a esteira, passando por um sensor capacitivo com a finalidade de certificar toda a passagem das substâncias. Figura 66- malha 1 SENAI-RJ / JACAREPAGUÁ Módulo: Desenvolvimento de Sistema de Controle. Turma:2012051 91 • Malha 2: Há um misturador com duas comportas, uma na entrada e outra na saída. Após todo o produto entrar no tanque, o motor é acionado e o maçarico aceso. O controlador indicador de temperatura receberá as informações do transmissor indicador de temperatura através de sinal elétrico, o controlador enviará um comando para o maçarico através de um sinal binário elétrico para manter a temperatura desejável. Após todo o processo de mistura concluir, um pistão hidráulico erguerá o tanque até uma determinada inclinação. O motor trabalhará lentamente para que toda a mistura saia pela comporta. Um sensor na saída do tanque indicará quando toda a mistura sair. Figura 67- malha 2 SENAI-RJ / JACAREPAGUÁ Módulo: Desenvolvimento de Sistema de Controle. Turma:2012051 92 • Malha 3: Toda a substância cairá sobre um funil com uma peneira, um motor vibrador estará ligado nesse processo. Conforme o tipo de cimento, cada mistura cairá por uma direção diferente no Diverter. O tipo um, será encaminhado diretamente ao silo um. Os tipos dois e três serão encaminhados a uma esteira com rotação de sentido horário e anti-horário, caindo no silo dois e três. Três sensores capacitivos serão postos sobre os silos para indicar o final do transporte da mistura. Figura 68- malha 3 SENAI-RJ / JACAREPAGUÁ Módulo: Desenvolvimento de Sistema de Controle. Turma:2012051 93 Tela de fluxograma É uma tela de representação gráfica de um determinado processo. Figura 69- Tela de Fluxograma . Recursos necessários: Sistema Elipse SCADA O Sistema Elipse SCADA (que fará de interface entre o homem e a máquina) foi pensado para ser utilizado de forma eficiente e rápida, monitorando o processo de fabricação do cimento. CLP SIMATIC S7-300 O S7-300 é um sistema modular amplamente utilizado em aplicações centralizadas ou distribuídas de pequeno a médio porte. SENAI-RJ / JACAREPAGUÁ Módulo: Desenvolvimento de Sistema de Controle. Turma:2012051 94 Com uma arquitetura modular o SIMATIC S7-300 provê economia de espaço, flexibilidade de configuração e rápida expansão. O CLP S7-300 não necessita de racks com números predefinidos de slots para ser montado, o conjunto de módulos é encaixado e aparafusado sobre um trilho DIN padrão, os módulos são interligados uns aos outros através de um bus modular que fica embutido no trilho. Um amplo espectro de CPU's está disponível para aplicações simples ou aplicações de grande performance.A grande diversidade de módulos de expansão permite a adaptação da configuração para qualquer tipo de aplicação, estão disponíveis: • Módulos de I/O (SM) - Digitais (24Vdc, 48-130 Vuc, 120/230 VAC, Relé etc) - Analógicos (± 5V, 0-10V, 0/4 - 20mA, Hert etc) • Módulos de Comunicação (CP) - Profibus DP / FMS - Ethernet - AS-interface - Serial Ponto-a-Ponto - Modbus • Módulos de Função (FM) - Contadores rápidos - Saídas de pulso rápida SENAI-RJ / JACAREPAGUÁ Módulo: Desenvolvimento de Sistema de Controle. Turma:2012051 95 - Controle de posição - Controle de motor de passo - Controle em malha fechada (PID) Um total de até 32 módulos de expansão pode ser utilizado em uma configuração centralizada. Os módulos de expansão para S7-300 também são utilizados na estação de I/O distribuído ET200M, possibilitando economia com peças de reposição, em uma configuração distribuída com CLP S7-300 e ET200M. 4- MANUAL DE OPERAÇÃO. • Etapa 1 – Seleção de Matérias Primas As matérias primas são retiradas de uma jazida que fica localizada no Paraná. As reservas estão estimadas em 320 milhões de toneladas. Os blocos de calcário são conduzidos até as centrais de britagem, que tem a capacidade de 1640 toneladas/hora. No processo de britagem os blocos de calcário são reduzidos a 2,5 cm de dimensão, depois disso são empilhados e são levados a fabrica. • Etapa2 – Transporte e pré-homogeneização Nesta parte do processo as matérias primas são depositadas na fabrica e estocadas em um silo de concreto. O calcário é despejado em uma moega e através de correias transportadoras é levado para as pilhas de pré-homogeneização. Nessa SENAI-RJ / JACAREPAGUÁ Módulo: Desenvolvimento de Sistema de Controle. Turma:2012051 96 etapa as principais propriedades controladas são a granulometria e a composição química do calcário. Na fábrica o calcário é depositado em fileiras para fazer uma préhomogeneização permitindo o melhor controle na etapa da dosagem. • Etapa3 – Dosagem da Matéria – prima e a moagem do cru O calcário já pré-homogeneizado é transportado por uma esteira até o silo de estocagem. A dosagem de cada matéria prima e calculado pelo laboratório da fábrica, onde através de balanças de alta precisão. Após passarem pela balança são encaminhados a um moinho de rolos dando à origem a farinha crua, que será homogeneizado e levado ao forno. • Etapa4 – Secagem e homogeneização da farinha crua No moinho de rolos, a mistura e a moagem das matérias primas dão origem à farinha crua. O controle da granulométrica é feito por um separador de partículas, se o grão não estiver no tamanho desejado, ele retorna para o processo, até ficar do tamanho estabelecido. Gases quentes do forno entram no moinho de cru, fazendo a secagem da farinha. Antes de serem lançados na atmosfera todos os gases resultantes desse processo, passam por um filtro de mangas que retém mais de 99% do material particulado. • Etapa5 – Pré-Calcinação Depois de seca, homogeneizada e armazenada corretamente, a farinha vai para a etapa de pré-aquecimento e pré-calcinação nas torres de ciclones para facilitar o processo no interior do forno. Na torre de ciclones a temperatura aumenta conforme vai se aproximando do forno, chegando a 850°C no final deste processo. Esta torre tem o tamanho equivalente a um prédio de 20 andares. SENAI-RJ / JACAREPAGUÁ Módulo: Desenvolvimento de Sistema de Controle. Turma:2012051 97 • Etapa6 – Clinquerização A farinha após ser aquecida à temperatura de 850°C na torre de ciclone ela passa para o forno rotativo onde sofre aumentos graduados até atingir 1450°C fusão incipiente. Nesta etapa as características da farinha são alteradas, gerando o clinquer (rocha artificial), que é o principal componente no processo de fabricação do cimento. O forno é cilíndrico, revestido por tijolos refratários e tem uma leve inclinação para permitir o fluxo de material no seu interior. O maçarico é posicionado na saída do forno. O resfriamento do material é feito pela passagem de ar, o produto final resultante é o clinquer. • Etapa 7 e 8 – Moagem e Armazenagem Ao ligar o processo, quantidades distintas de clínquer,calcário,gesso e pedras vulcânicas são despejados sobre a primeira esteira. A quantidade é de acordo com o tipo de cimento, cada substância é direcionada individualmente ao misturador. Após as quatro substâncias armazenadas no misturador, o maçarico e o motor iniciarão o processo de aquecimento e mistura, respectivamente. Atingindo temperatura de 450°C em tempo determinado o misturador sofrerá um processo de resfriamento do novo produto. Um pistão hidráulico içará o misturador até despejar todo o produto em um funil de armazenamento para distinguir o destino deste. Através de uma peneira e um motor para exercer uma vibração, o produto percorrerá pelo funil e separado pelo diverter.O diverter encaminhará o primeiro tipo de cimento diretamente ao silo I.O segundo e o terceiro tipo de cimento são direcionados à segunda esteira, a rotação horária despejará ao silo II e a rotação anti – horário ao silo III. SENAI-RJ / JACAREPAGUÁ Módulo: Desenvolvimento de Sistema de Controle. Turma:2012051 98 5- CONCLUSÃO Concluiu se que ao fazer o projeto da indústria de cimento conseguimos automatizar uma etapa do processo. Foi encontrada uma pouco de dificuldade ao longo do projeto, mas nada que atrapalhasse o nosso desenvolvimento. 6 – BIBLIOGRAFIA • http://www.abcp.org.br/conteudo/basico-sobre-cimento/fabricacao/fabricacao • http://www.lippel.com.br/br/movimentacao-e-dosagem-de-biomassa/valvulasrotativas.html • http://www.vibramaq.com.br/acessorios/silo-para-estocagem-de-cimento.html • http://blogdocimento.blogspot.com.br/2011/10/fornos-de-cimento-historicoevolucao-de.html • http://abraman.org.br/Arquivos/59/59.pdf • http://www.cimentoitambe.com.br/ • http://www.guiatrabalhista.com.br/tematicas/epi.htm • http://www.elipse.com.br/port/index. aspx • http://www.industry.siemens.com.br/automation/br/pt/seguranca-demaquinas/interfaces-de-seguranca/plc-de-seguranca/simatic-s7300/pages/simatic-s7-300.aspx • http://www.abcp.org.br/conteudo/basico-sobre-cimento/aplicacoes/aplicacoes • http://www.balan.com.br/grupo.php?grupo=motores@1 SENAI-RJ / JACAREPAGUÁ Módulo: Desenvolvimento de Sistema de Controle. Turma:2012051
Baixar