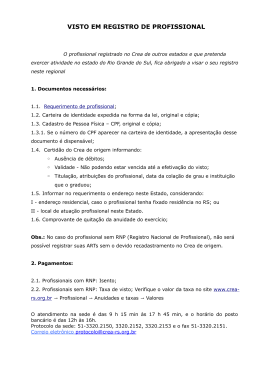
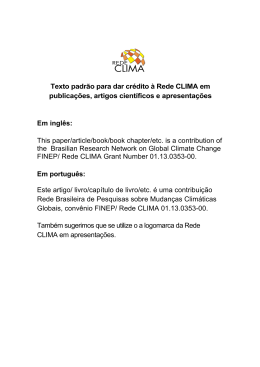
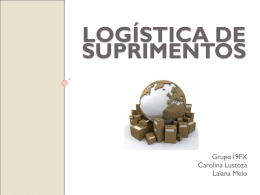
g y y REV. DE CIÊNCIA & TECNOLOGIA, Piracicaba, v. 11, n. 22, p. 1-74, jul./dez. 2003. REVISTA DE CIÊNCIA & TECNOLOGIA • 22 1 002302_C&T22.book Page 2 Tuesday, July 27, 2004 8:16 AM INSTITUTO EDUCACIONAL PIRACICABANO Presidente do Conselho Diretor LUIZ ALCEU SAPAROLLI Diretor Geral ALMIR DE SOUZA MAIA Vice-Diretor GUSTAVO JACQUES DIAS ALVIM UNIVERSIDADE METODISTA DE PIRACICABA Reitor GUSTAVO JACQUES DIAS ALVIM Vice-reitor Acadêmico SÉRGIO MARCUS PINTO LOPES Vice-reitor Administrativo ARSÊNIO FIRMINO DE NOVAES NETTO EDITORA UNIMEP CONSELHO DE POLÍTICA EDITORIAL GUSTAVO JACQUES DIAS ALVIM (presidente) SÉRGIO MARCUS PINTO LOPES (vice-presidente) AMÓS NASCIMENTO ANTÔNIO ROQUE DECHEN BELARMINO CESAR GUIMARÃES DA COSTA CLÁUDIA REGINA CAVAGLIERI DENISE GIÁCOMO MOTTA MARCO POLO MARCHESE NELSON CARVALHO MAESTRELLI NÚMERO 22 – VOLUME 11 – 2003 “Gestão de recursos produtivos em empresas” COMISSÃO EDITORIAL NELSON CARVALHO MAESTRELLI – presidente (Gestão da Produção) KLAUS SCHÜTZER (Engenharia Mecânica) LUIS AUGUSTO CONSULARO (Ciência da Computação) NEWTON LIBÂNIO FERREIRA (Engenharia Química) REGINA HELENA DE OLIVEIRA LINO FRANCHI (Matemática) COMITÊ CIENTÍFICO BERT LAUWERS (Katholieke Universiteit Leuven – Bélgica) CARLOS ALBERTO GASPARETTO (Facens/Unicamp – Brasil) CORNÉLIUS J. FOURIE (University of Stellenbosch – África do Sul) ELSO KULJANIC (Udinc/University of Italy – Itália) IRACEMA DE OLIVEIRA MORAES (Unicamp – Brasil) NERI DOS SANTOS (UFSC – Brasil) REINER ANDERL (Darmstatt University of Technology – Alemanha) REUVEN KATZ (University of Michigan – Estados Unidos) RICARDO LUIS DE FREITAS (PUC-Campinas – Brasil) ROSEANA DA EXALTAÇÃO TREVISAN (Unicamp – Brasil) EDITOR EXECUTIVO HEITOR AMÍLCAR DA SILVEIRA NETO (MTb 13.787) 2 A REVISTA DE CIÊNCIA & TECNOLOGIA é uma publicação semestral da Editora UNIMEP, que publica trabalhos que contribuam para o desenvolvimento científico nas áreas de Ciências Exatas e Tecnologia e de Arquitetura e Urbanismo. Os textos são selecionados por processo anônimo de avaliação por pares (blind peer review) e a relação do corpo de referee é apresentado na última edição de cada ano. Veja as normas para publicação no final da revista. Os originais devem ser encaminhados por e-mail ([email protected]) ou pelo Correio para Comissão Editorial da RC&T: UNIMEP – Campus Taquaral – Rod. do Açúcar, km 156 – 13400-911 – Piracicaba/SP. As opiniões expressas nos artigos, tanto os encomendados como os enviados espontaneamente, são de responsabilidade dos seus autores. Revista de Ciência & Tecnologia (Science and Technology Journal) is published twice a year by UNIMEP Press (São Paulo/Brazil), that publishes works that contribute to the scientific development in the fields of Exacts Sciences, Technology, Architecture and Urbanism. Manuscripts are selected through a blind peer review process and the list of the referee body is presented in the year’s last edition. Editorial norms for submission of articles can be requested to the Editor. A Revista Ciência & Tecnologia é indexada por Revista de Ciência & Tecnologia is indexed by Periódica – Índice de Revistas Latino-americanas em Ciências (Unam). EQUIPE TÉCNICA SECRETÁRIA Ivonete Savino ASSITENTE ADMINISTRATIVO Altair Alves da Silva EDIÇÃO DE TEXTO EM PORTUGUÊS Suzana Verissimo REVISÃO DO INGLÊS Cristina Paixão Lopes BOLSISTA ATIVIDADE DA REVISTA acadêmica Milene Fagundes Vidal GRÁFICA UNIMEP COORDENAÇÃO Carlos Terra EDITORAÇÃO ELETRÔNICA CAPA Jorge Henrique dos Santos EDITORAÇÃO ELETRÔNICA Carla Cynthia Smanioto REVISÃO GRÁFICA Juraci Vitti Impresso em Duplicadora Digital ASSINATURAS E REDAÇÃO EDITORA UNIMEP www.unimep.br/editora Rodovia do Açúcar, km 156 13400-911 – Piracicaba – SP Tel./fax: (19) 3124-1620 / 1621 E-mail: [email protected] REVISTA DE CIÊNCIA & TECNOLOGIA V. 1 • N. 1 • 1991 Piracicaba, Editora UNIMEP Semestral / Twice a year 1- Tecnologia – periódicos CDU – 62 (05) ISNN 0103-8575 002302_C&T22.book Page 3 Tuesday, July 27, 2004 8:16 AM RC&T 22 Editorial A IMPORTÂNCIA DA ENGENHARIA SIMULTÂNEA E DA TEORIA DAS RESTRIÇÕES Tornou-se um lugar comum, quando se trata de analisar a questão da competitividade industrial, a afirmação de que, “nas últimas décadas, tem crescido substancialmente a variedade ou mix dos produtos e serviços oferecidos pelas empresas, ao mesmo tempo em que a vida destes produtos e serviços, sob o aspecto mercadológico, tem diminuído”. Considerar ou não esse pressuposto pode definir a permanência de uma empresa ou negócio em um mercado competitivo, caracterizado pela constante introdução e evolução tecnológica de produtos e serviços. No entanto, oferecer produtos inovadores nas condições de custo competitivo, padrão de conformidade e rigoroso cumprimento de prazos exigidas pelos consumidores requer desdobramentos nos procedimentos internos das empresas, notadamente no âmbito da fabricação. Desse modo, a utilização de técnicas modernas de gestão procura garantir que as empresas utilizem, internamente, técnicas e procedimentos que garantam a concretização de suas estratégias produtivas, seja qual for o produto fabricado ou o serviço prestado. Pode-se, a partir das ponderações anteriores, considerar que o processo produtivo de cada número de nossa Revista de Ciência & Tecnologia, seja analisado de forma análoga. Assim, para garantir que nosso produto chegue à comunidade científica, a custos adequados, no padrão de qualidade requerido e no momento mais oportuno, esta Comissão Editorial tem trabalhado com seriedade e profissionalismo, utilizando modernas práticas de gestão, de forma a atingir seus objetivos de desempenho. A aplicação de duas das mais importantes técnicas de gestão surgidas nos últimos anos tem auxiliado significativamente nosso trabalho. A utilização dos conceitos de Engenharia Simultânea aos processos de submissão, avaliação e editoração de artigos e a aplicação de fundamentos da Teoria das Restrições aos nossos procedimentos internos, visando à identificação, redução e, eventualmente, eliminação de gargalos produtivos, permitiram que nossos ciclos produtivos fossem reduzidos, que o intervalo de tempo decorrido entre a submissão de artigos e o fechamento de cada edição tenha diminuído e que as principais deficiências de nosso trabalho, embora não eliminadas, estejam identificadas. Todavia, esforços complementares são necessários para concretizar a mais importante característica das organizações modernas e competitivas: a continuidade do trabalho, baseado na busca constante por melhorias, para atingir e manter os patamares de excelência exigidos por nosso mercado. COMISSÃO EDITORIAL REVISTA DE CIÊNCIA & TECNOLOGIA • 22 3 002302_C&T22.book Page 4 Tuesday, July 27, 2004 8:16 AM 4 002302_C&T22.book Page 5 Tuesday, July 27, 2004 8:16 AM Sumário Sumary 7 ESTUDO DOS MÉTODOS OTIMIZADOS DE APLICAÇÃO DE FLUIDOS DE CORTE NO PROCESSO DE RETIFICAÇÃO Study of Optimized Methods of Cutting Fluids Application in Grinding Process RODRIGO EDUARDO CATAI (UNESP/SP), EDUARDO CARLOS BIANCHI (UNESP/SP), LEONARDO ROBERTO DA SILVA (CEFET/ MG), PAULO ROBERTO DE AGUIAR (UNESP/SP) & DANIEL CATAI (UNESP/SP) 19 CONCEITOS E APLICAÇÕES DE DATA MINING Data Mining Concepts and Applications HELOISA HELENA SFERRA (UNIMEP/SP) & ÂNGELA M. C. JORGE CORRÊA (UNIMEP/SP) 35 ANÁLISE DOS CUSTOS DE MANUTENÇÃO E DE NÃO-MANUTENÇÃO DE EQUIPAMENTOS PRODUTIVOS Cost Analysis of Maintenance and Non-Maintenance Policies for Productive Equipments WILSON ROBERTO MARCORIN (UNIMEP/SP) & CARLOS ROBERTO CAMELLO LIMA (UNIMEP/SP) 43 MÉTODOS DE ENSAIO ACELERADO COMO ALTERNATIVA PARA OS DADOS DE VIDA DE FORNECEDOR Accelerated Test Methods as an Alternative to the Catalogue Life Data PEDRO LUIS SASSERON (UNIMEP/SP) & ÁLVARO JOSÉ ABACKERLI (UNIMEP/SP) 49 O PROGRAMA SEIS SIGMA APLICADO A PROCESSOS ADMINISTRATIVOS The Six Sigma Program Applied to Administrative Processes JOÃO MARCOS ANDRIETTA (UNIMEP/SP) & PAULO AUGUSTO CAUCHICK MIGUEL (UNIMEP/SP) 57 METODOLOGIA PARA ANÁLISE DA GESTÃO DA CADEIA DE SUPRIMENTOS: ESTRUTURA, PROCESSOS DE NEGÓCIOS E COMPONENTES DE GESTÃO Supply Chain Management Analysis Methodology: structure, business processes and management components ALEXANDRE TADEU SIMON (UNIMEP/SP) & SÍLVIO ROBERTO IGNÁCIO PIRES (UNIMEP/SP) REVISTA DE CIÊNCIA & TECNOLOGIA • 22 5 002302_C&T22.book Page 6 Tuesday, July 27, 2004 8:16 AM RESENHA 67 Seeing the Whole mapping the extend value stream, de Daniel Jones & James Womack WILSON ANTONIO PIZZOL (UNIMEP/SP) 69 74 NORMAS PARA PUBLICAÇÃO NOSSOS CONSULTORES 2003 6 002302_C&T22.book Page 7 Tuesday, July 27, 2004 8:16 AM Estudo dos Métodos Otimizados de Aplicação de Fluidos de Corte no Processo de Retificação Study of Optimized Methods of Cutting Fluids Application in Grinding Process RODRIGO EDUARDO CATAI Unesp (Guaratinguetá, Brasil) [email protected] EDUARDO CARLOS BIANCHI Unesp (Bauru, Brasil) [email protected] LEONARDO ROBERTO DA SILVA Cefet (Belo Horizonte, Brasil) [email protected] PAULO ROBERTO DE AGUIAR Unesp (Bauru, Brasil) [email protected] DANIEL CATAI Unesp (Guaratinguetá, Brasil) [email protected] RESUMO Quando se deseja qualidade e precisão nas peças e baixos valores de rugosidade com uma boa viabilidade econômica, logo se pensa no processo de retificação, caracterizado pela interação dos grãos do rebolo com a superfície da peça. Muitas vezes, um processo otimizado pode ser recomendado para se obter melhores resultados finais, tanto em relação à peça como aos custos. Por meio da otimização do processo, podem-se prever possíveis lucros no setor industrial, pois menores tendem a ser o desgaste das ferramentas, as forças de corte e a quantidade de fluido exigida – o que é interessante, porque o fluido representa uma grande parcela do custo final na retificação. Este trabalho apresenta uma revisão literária sobre os fluidos de corte, as possíveis formas existentes para a otimização do processo, como por exemplo, o emprego da técnica de Mínima Quantidade de Lubrificação (MQL). Palavras-chave RETIFICAÇÃO – OTIMIZAÇÃO – FLUIDOS DE CORTE – DEFLETORES – USINAGEM. ABSTRACT Whenever precision and quality in samples are needed, with low rugosity and economic viability, the grinding process should be used. An optimized process is often recommended to achieve better results in terms of pieces and costs. Through the optimization process it is possible to foresee profits for the industrial sector, since the tools wearing, the cutting forces and the quantity of demanded fluid tend to be reduced. This is interesting, because the fluid represents a great portion of the final cost in the grinding process. The present paper presents a literature review on cutting fluids and ways through which the grinding process can be optimized like through the use of Minimal Quantity of Lubricant (MQL). Keywords GRINDING – OPTIMIZATION – CUTTING FLUIDS – DEFLECTORS – MACHINING. REVISTA DE CIÊNCIA & TECNOLOGIA • V. 11, Nº 22 – pp. 7-18 7 002302_C&T22.book Page 8 Tuesday, July 27, 2004 8:16 AM INTRODUÇÃO A retificação é um processo de usinagem utilizado para a obtenção de tolerâncias estreitas (tolerâncias dimensionais entre IT4 e IT6 e tolerâncias geométricas compatíveis) e valores reduzidos de rugosidade (Ra de 0,2 a 1,6 µm) (Diniz et al., 2000). Neste processo, a peça é forçada contra o rebolo, gerando cavacos que são removidos da superfície da peça (Gupta et al., 2001). Durante a formação dos cavacos, grande parte da energia gerada é convertida em calor, causando altas temperaturas na região de corte que podem causar danos térmicos às peças e comprometer sua integridade superficial, com o surgimento de fissuras, distorções, tensões residuais elevadas e não-conformidades dimensionais (Kovacevic & Mohan, 1995). O calor gerado na zona de retificação é dissipado através da peça, rebolo, cavaco e fluido (Kohli et al., 1995). Com isso, a fim de minimizar as elevadas temperaturas geradas na região de corte, que podem danificar a peça, ou mesmo a ferramenta, e diminuir os custos com o desperdício de fluidos aplicados de maneira ineficaz, torna-se imprescindível a otimização do processo de retificação. Isso se realiza com a escolha correta do par fluido-ferramenta, a adoção correta dos parâmetros de corte e, principalmente, a utilização de sistemas otimizados de aplicação de fluidos. Já nos métodos convencionais de aplicação de fluidos de corte, a energia neles armazenada durante a aplicação não é suficiente, na maioria dos casos, para vencer a força centrífuga do rebolo ou penetrar na barreira de ar que o circunda quando em movimento. É importante observar que, com os fluidos, as ferramentas e os parâmetros de corte ideais, bem como um efetivo sistema de aplicação do fluido de corte, pode-se alcançar maiores velocidades de corte mantendo a eficiência do processo, o que permite um aumento interessante na produtividade (Jackson et al., 2001). FLUIDOS DE CORTE F. W. Taylor foi um dos primeiros a provar o grande auxílio que os líquidos poderiam trazer no corte de metais. Em 1883, ele demonstrou que um jato de água aspergido na ferramenta, no cavaco e na superfície da peça tornava possível o aumento da velocidade de corte em 30% a 40%. Foi essa constatação, feita por Taylor e por outros pesquisadores, que impulsionou o estudo e o desenvolvimento de vários tipos de fluidos de corte ao longo dos anos e, principalmente, nas últimas décadas (Silliman, 1992; Machado & Diniz, 2000). Segundo Novaski & Dörr (1999), a utilização de uma quantidade cada vez menor de fluido na região de corte, mas de modo a não comprometer a usinagem, tem grande importância no cotidiano das indústrias. Os gastos com refrigeração representam, em média, 17% dos custos de manufatura, um valor expressivo, se comparado aos destinados à ferramenta, que apresenta, em média, de 2 a 4%, além das despesas de manutenção do sistema e separação do cavaco do fluido de corte para uma posterior refundição. De acordo com Baradie (1996), nas indústrias, somente mais recentemente a correta seleção e aplicação dos fluidos de corte ganhou maior importância. Quando necessário no processo de retificação, se o fluido de corte for corretamente aplicado pode aumentar a produtividade e reduzir os custos, permitindo o uso de maiores velocidades de corte, altas taxas de remoção e grandes profundidades de corte. Além disso, uma efetiva aplicação possibilita aumentar a vida da ferramenta e a precisão dimensional e diminuir a rugosidade superficial da peça e a potência consumida. Os fluidos de corte são parte integrante dos processos de fabricação de peças no contexto que reúne máquinas ferramentas, ferramentas de corte, produção de peças e fluidos de corte (Runge & Duarte, 1990). PRINCIPAIS FLUIDOS DE CORTE: CONSIDERAÇÕES Fluidos a base de óleo contêm menor capacidade para dissipar o calor da zona de corte. Ou seja, não são capazes de efetivamente refrigerar a peça, permitindo uma elevada geração de calor no processo e proporcionando condições desfavoráveis ao estado final do produto. A utilização de fluidos a 8 jul./dez. • 2003 002302_C&T22.book Page 9 Tuesday, July 27, 2004 8:16 AM base de óleo com ferramentas superabrasivas de Nitreto Cúbico de Boro (CBN) mostra-se satisfatória, porque esses rebolos possuem a característica de resistir a elevadas temperaturas, além de dissipar o calor com facilidade (Bennett, 1982) São listadas na tabela 1 algumas características dos principais tipos de fluidos usados nos processos de retificação. Tab. 1. Características dos fluidos (1 - ruim; 2 - bom; 3 - ótimo; 4 - excelente) (Webster, 1995). SINTÉTICO SEMI- SINTÉTICO ÓLEO SOLÚVEL ÓLEO MINERAL Calor removido 4 3 2 1 Lubrificação 1 2 3 4 Manutenção 3 2 1 4 Filtrabilidade 4 3 2 1 Danos - Meio ambiente 4 3 2 1 Custo 4 3 2 1 Segundo Bennett (sd), as experiências com a utilização de rebolos de CBN mostraram que os fluidos de corte a base de óleo são mais indicados para altas taxas de remoção de materiais. Já para médias e baixas taxas de remoção, são mais recomendados os óleos sintéticos ou solúveis. Dessa forma, fica clara a necessidade do desenvolvimento tecnológico de novas tendências quanto à criação de novas formulações e de métodos de aplicação a respeito de tais fluidos. Para Novaski & Rios (2002), as principais funções dos fluidos na usinagem são realizar a lubrificação da região de corte, reduzindo o atrito entre a peça e o rebolo, diminuir o desgaste e o consumo de energia e proporcionar um melhor acabamento na peça final. Quanto à refrigeração, ela tem a função de eliminar o calor sem permitir que ocorram alterações dimensionais nas peças, promover a expulsão dos cavacos metálicos gerados na usinagem e, por fim, proteger máquinas e ferramentas contra a corrosão atmosférica. A importância relativa de cada uma das funções dependerá, ainda, do material usinado, do tipo de ferramenta usada (geometria definida ou indefinida), das condições de usinagem, do acabamento superficial e do controle dimensional exigido (Silva, 2000). Segundo Motta & Machado (1995), é importante observar que os fluidos de corte só proporcionarão um máximo desempenho, reduzirão custos e aumentarão a produção se ocorrer a escolha correta do tipo de fluido, sendo que ele necessariamente precisará atender às condições específicas de usinagem que lhe serão impostas. De acordo com Runge & Duarte (1990), além das funções acima, os fluidos de corte devem ter, ainda, algumas propriedades básicas, como propriedades anticorrosivas, antiespumantes, antioxidantes, compatibilidade com o meio, propriedades de lavagem, alta capacidade de absorção de calor, alta capacidade de umectação, boas propriedades antidesgaste, propriedades EP, estabilidade durante a estocagem e o uso, ausência de odor forte ou desagradável, ausência de precipitados sólidos, viscosidade adequada, transparência etc. É importante observar que não existe um único fluido com todas as propriedades acima. Os fluidos comerciais buscam reunir as propriedades mais importantes para a operação de usinagem a ser desempenhada. OTIMIZAÇÃO DO PROCESSO DE APLICAÇÃO DE FLUIDOS A aplicação correta dos fluidos na região de corte, em plena interface peça-rebolo, num processo de retificação, é algo difícil de ser realizado. Vários estudos foram realizados sobre quais seriam os parâmetros, REVISTA DE CIÊNCIA & TECNOLOGIA • V. 11, Nº 22 – pp. 7-18 9 002302_C&T22.book Page 10 Tuesday, July 27, 2004 8:16 AM ferramentas e processos ideais a fim de que, na zona de corte, ocorresse sempre a melhor lubrificação e refrigeração possível da peça, evitando maiores danos térmicos e dimensionais a ela. Para garantir a qualidade final das peças é preciso, sempre, contar com um eficiente método para a aplicação dos fluidos de corte, além da utilização dos rebolos, fluidos e máquinas ideais para cada operação. De acordo com Ebbrell et al. (1999), a aplicação correta dos fluidos na região de corte é de grande importância, pois possibilita o aumento da capacidade de sua lubrificação e refrigeração e promove a remoção de cavaco mais facilmente. A aplicação correta promove menores dispersões dos fluidos na região de corte, mas para isso é necessário levar em conta o tipo e o posicionamento do bocal, o que tem grande influência no processo de corte. O efeito do posicionamento do bocal em relação à peça e à ferramenta pode ser visto na figura 1, levando-se em conta a rugosidade média aritmética (Ra) da peça retificada. Comparativamente, para a posição angular de aplicação de fluido, obteve-se uma menor rugosidade na peça, devido, principalmente, à maior lubrificação/refrigeração efetiva dos grãos abrasivos da ferramenta. Isso acarreta menores danos e solicitações térmicas e maior rugosidade superficial da peça para a posição de aplicação tangencial, em que o efeito conjugado lubrificação/refrigeração foi de menor eficiência. Fig. 1. Rugosidade em função do posicionamento do bocal (Ebbrell et al., 1999). Utilização de Bicos Otimizados Arredondados A utilização de bicos convencionais já não é mais adequada pois, devido ao crescimento do uso de fluidos à base de água e de menor densidade, quando eles são aplicados, sofrem grande dispersão e se perdem, em função da barreira de ar gerada em torno do rebolo pela sua elevada rotação. Essa barreira de ar pode ser vencida, igualando-se a velocidade de saída do jato à velocidade periférica do rebolo. Contudo, em razão do desenho incorreto dos bicos convencionais, o aumento da pressão da bomba visando aumentar a velocidade de saída do fluido leva a um aumento da dispersão do jato, diminuindo sua eficiência. A figura 2 apresenta um bico tradicional (convencional) que, por ter uma ou duas paredes convexas, propicia a separação do fluxo do fluido de saída, que é extremamente turbulento e de baixa pressão, dificultando a coerência do jato (Webster, 1995). Dessa forma, é para permitir a chegada eficaz do jato de fluido à região de corte que bicos especiais vêm sendo desenvolvidos. Segundo Webster (1995), um bico ideal teria formato arredondado e paredes internas côncavas, que garantem uma maior coerência do jato, onde D [mm] é o diâmetro externo da tubulação de alimentação do fluido e D [mm] é o diâmetro do orifício de saída de fluido (fig. 3). 10 jul./dez. • 2003 002302_C&T22.book Page 11 Tuesday, July 27, 2004 8:16 AM Fig. 2. Bico tradicional (Webster, 1995). Fig. 3. Bico especial arredondado que, por possuir superfície côncava, minimiza a queda de pressão e a turbulência ocasionada pela passagem e saída do fluido do bocal (Webster, 1995). Por meio da utilização desse bico arredondado foi constatado que (Webster, 1995): • a temperatura na região de corte diminuiu em relação aos processos com bicos tradicionais; • a velocidade periférica do rebolo em relação ao jato do fluido é muito significativa para a refrigeração da peça; • a abertura geométrica dos bocais na entrada e saída e as superfícies internas devem ser bem estudadas, pois têm grande importância na tentativa de diminuir a turbulência do fluido de corte no interior do bico; • deve-se atribuir grande importância ao raio de contração, que expressa a razão entre os diâmetros de entrada e saída do bocal, em que tal razão apresenta, de maneira significativa, a possibilidade da ocorrência de turbulência no bocal. • com o aumento desse raio tem-se um aumento na velocidade do fluido e, assim, um maior número de Reynolds, gerando, desse modo, uma região de turbulência graças à velocidade do fluido. Utilização de Bicos Especiais com Espécie de Língua Os métodos convencionais de aplicação de fluidos de corte no processo não são eficientes para remover o calor na região de retificação, pois não alcançam, efetivamente, a região de corte, dada a elevada rotação do rebolo, que gera um filme de ar em sua volta que acaba expulsando o fluido (Silliman, 1992). Para minimizar esse problema, bicos especiais são necessários. Para Silliman (1992), uma forma de evitar a camada de ar seria a utilização de bicos com uma espécie de língua ao redor do rebolo, conforme se vê na figura 4. Os bicos devem ser ajustáveis a uma grande faixa de tamanho de rebolos, contanto que a língua que deve ser conjugada ao bico também seja regulável. Os bicos devem possuir ao menos 3/4 da largura do rebolo, porém não devem ultrapassar a sua extremidade em nenhum ponto. Utilização de Bicos Injetores com Elementos Condutores Segundo Brinskmeier et al. (2001), outra forma de otimizar o processo é a utilização de bicos injetores do tipo sapata com elementos condutores. Esses condutores devem ser confeccionados em acrílico e têm as funções de direcionar melhor o fluxo do fluido e melhorar o preenchimento dos poros do rebolo. Na figura 5, vê-se a esquematização de bicos injetores com elementos condutores radiais retos, tangenciais, e sem eles. REVISTA DE CIÊNCIA & TECNOLOGIA • V. 11, Nº 22 – pp. 7-18 11 002302_C&T22.book Page 12 Tuesday, July 27, 2004 8:16 AM Fig. 4. Bico especial, com uma espécie de língua ao redor do rebolo (Silliman, 1992). Fig. 5. Disposição dos elementos condutores dentro dos bocais (Brinskmeier et al., 2001). Nesse tipo de bico, as diferentes geometrias dos elementos condutores, associadas à velocidade de corte e à vazão do fluido, influenciam as condições desfavoráveis de fluxo, como refluxos, separações de fluido e turbulências. A figura 6 ilustra um exemplo da separação de fluxo ocorrida dentro do bico devido à não utilização dos elementos condutores. Neste caso, usou-se uma vazão de 20 l/min e uma velocidade de corte de 30 m/s. Nota-se, claramente, a separação de fluxo na região a (Brinskmeier et al., 2001). Contudo, para a obtenção de um processo ideal (otimizado) para esses bicos, é necessária uma combinação adequada da vazão do fluido e da velocidade de corte, além da correta de disposição dos elementos condutores no interior do bico, para se evitar a separação do fluxo. Fig. 6. Linhas características de fluxo para uma vazão de Q = 20 litros/min e velocidade de corte de Vc =30 m/s (Brinskmeier et al., 2001). 12 jul./dez. • 2003 002302_C&T22.book Page 13 Tuesday, July 27, 2004 8:16 AM Otimização pela Eliminação do Ar em Torno do Rebolo Outra maneira de melhorar o processo é com o uso de defletores, placas defletoras ou sapatas refrigerantes, que têm a função de eliminar a cortina de ar formada ao redor do rebolo devido à sua rotação. A formação de uma cortina de ar ao redor do rebolo dificulta e até evita a entrada de refrigerante na zona de retificação. Para operações com elevadas velocidades de corte, o efeito dessa camada é ainda mais forte, sendo que a velocidade e a pressão do ar diminuem exponencialmente com a diminuição da distância radial em relação ao centro do rebolo. A figura 7 apresenta as respectivas velocidades e pressões do ar em relação à distância radial, partindo da face do rebolo (Ramesh et al., 2001). Fig. 7. Características da cortina de ar gerada por um rebolo com velocidade de corte entre 33m/s a 160m/s (Ramesh et al., 2001). A figura 8 apresenta um exemplo de sapata refrigerante proposta por Ramesh et al. (2001). Ela cobre cerca de 60º da superfície do rebolo. A porção superior é construída com um bloco constantemente carregado para raspagem da cortina de ar, sendo que a unidade possui três orifícios. O orifício superior tem a função de barrar a camada de ar esquerda-superior formada internamente. O inferior serve para gerar uma camada refrigerante e possibilitar a entrada do fluido na zona de corte. Já o orifício mediano fornece o refrigerante que leva à formação de uma camada refrigerante ao redor do rebolo. Reduzindo ou eliminando o efeito da camada de ar, principalmente quando se trabalha com retificações de altas velocidades de corte, podem-se reduzir as forças de corte em até 60% e os valores da rugosidade, em até 20% (Ramesh et al., 2001). Nas figuras 9 e 10, são apresentadas outras duas formas de atenuar ou até mesmo eliminar a camada de ar gerada pela alta rotação do rebolo: através da utilização de placas defletoras, conforme a figura 9, ou por meio de um sistema de defletores que expulsam o ar em alta velocidade que gira ao redor do rebolo e dificulta a aplicação correta do fluido na região de corte, visualizado na figura 10. Fig. 8. Proposta de sapata refrigerante para atenuar os efeitos da camada de ar (Ramesh et al., 2001). REVISTA DE CIÊNCIA & TECNOLOGIA • V. 11, Nº 22 – pp. 7-18 13 002302_C&T22.book Page 14 Tuesday, July 27, 2004 8:16 AM Fig. 9. Vistas frontal e superior, respectivamente, de uma placa defletora empregada no processo de retificação (Bellows, 1983). Fig. 10. Ilustração de um sistema de defletores (Bianchi et al., 2002). A Técnica da Mínima Quantidade de Lubrificante (MQL) Comprovando-se a tendência de preocupação ambiental quando da utilização dos fluidos de corte nos processos de usinagem, conforme relatado por vários pesquisadores e fabricantes de máquinas-ferramenta, constata-se a grande ênfase dada à tecnologia ambiental, ou seja, a preservação do meio ambiente e a busca da conformidade com a norma ISO 14000. Por outro lado, apesar das insistentes tentativas de eliminar completamente os fluidos de corte, em muitos casos a refrigeração ainda é essencial para que se obtenham vidas econômicas de ferramentas e as qualidades superficiais requeridas. Isto é particularmente válido quando há exigência de tolerâncias estreitas e alta exatidão dimensional e de forma, ou quando se trata de usinagem de materiais críticos, de corte difícil. Isso faz da mínima quantidade de lubrificante uma alternativa interessante, porque combina a funcionalidade da refrigeração com um consumo extremamente baixo de fluidos (geralmente < 80ml/h). Estas mínimas quantidades de óleo são suficientes em muitos casos, para reduzir o atrito da ferramenta e ainda evitar as aderências de materiais. A minimização de fluido de corte tem adquirido relevância nos últimos dez anos (Klocke et al., 1998 e Dörr & Sahm, 2000). As limitações das operações a seco podem ser superadas, em muitos casos, através da introdução de sistemas de lubrificação em quantidades mínimas (Near-Dry machining - MQL) que agem com base no princípio de utilização total, sem resíduos, aplicando fluxos de lubrificantes de 10 até no máximo 100ml/h a uma 14 jul./dez. • 2003 002302_C&T22.book Page 15 Tuesday, July 27, 2004 8:16 AM pressão de 4,0 a 6,0 kgf/cm2. O que importa é que, ainda assim, os cavacos sejam liberados praticamente secos, evitando custos resultantes da reciclagem do fluido de corte. Nesta tecnologia a função de lubrificação é assegurada pelo óleo e a de refrigeração principalmente pelo ar comprimido. Esta pequena quantidade de fluido pode ser suficiente para reduzir o atrito no corte, diminuindo a tendência à aderência em materiais com tais características. De sua comparação com a refrigeração convencional resultam numerosas vantagens (Klocke & Eisenblätter, 1997; Young et al., 1997; Heisel et al., 1998; Schulz, 1999; Dörr, 1999 e Diniz, 1999). Por outro lado, comparado com a técnica convencional, MQL causa custos adicionais para pressurizar o ar e suportes tecnológicos, o quais são necessário no processo para superar as restrições tecnológicas da técnica MQL. Por exemplo, técnicas especiais para o transporte do cavaco podem ser necessárias, e talvez a produtividade seja reduzida devido ao impacto térmico nos componentes usinados. O vapor, a névoa e a fumaça de óleo gerados durante o uso da mínima quantidade de lubrificante na usinagem podem ser considerados subprodutos indesejáveis, pois contribuem para aumentar o índice de poluentes em suspensão no ar e tornou-se fator de preocupação, necessitando de um bom sistema de exaustão na máquina. Na pulverização é utilizada uma linha de ar comprimido que funciona intermitentemente durante o processo. Essas linhas de ar geram um barulho que geralmente ultrapassa os limites admitidos pela legislação (Machado & Diniz, 2000). Com o conhecimento dos custos das usinagem úmidas e os das usinagens com MQL, foi feita uma comparação de custos dos investimentos e dos custos fixos e proporcionais anuais na BMW. A confrontação dos custos totais de investimento na linha tranfer, inclusive do equipamento para limpeza de cavacos, comprovou vantagens financeiras de 22% na usinagem com a tecnologia MQL (Dörr & Sahm, 2000). Esta técnica já é usada com sucesso há muitos anos em vários processos de corte, serramento e conformação de metais. As suas vantagens levam à previsão de que sua faixa de aplicações seja crescente, mas apesar de tudo, as variáveis de influência a serem consideradas e os efeitos sobre o resultado do processo têm sido matéria para apenas alguns poucos estudos. Nos sistemas de quantidade mínima são usados principalmente fluidos de corte não solúveis em água, principalmente óleos minerais. Deve-se considerar que, devido às quantidades muito pequenas de fluidos de corte usadas, os custos não deveriam impedir o uso de composições de alta tecnologia no campo dos óleos básicos e aditivos. Os materiais derivados de origem vegetal estão sendo cada vez mais empregados. Estes óleos, inalados com a formação do aerossol, diminuem os riscos à saúde (Heisel et al., 1998). Heisel et al. (1998) apresentam um diagrama esquemático de um sistema de mínima quantidade de lubrificação com o princípio de pressão descrito e os seus componentes ilustrados na figura 11. O know-how desta tecnologia consiste na otimização do projeto do bocal. Fig. 11.Diagrama esquemático de um sistema de Mínima Quantidade de Lubrificação (Heisel et al., 1998). REVISTA DE CIÊNCIA & TECNOLOGIA • V. 11, Nº 22 – pp. 7-18 15 002302_C&T22.book Page 16 Tuesday, July 27, 2004 8:16 AM Os sistemas de mínima quantidade de lubrificação requerem espaço muito pequeno para sua instalação nas máquinas, podendo escolher diversas posições para a sua fixação. Estes sistemas são facilmente integrados com as máquinas, possibilitando instalar válvulas de controle para uma melhor integração. Estas vantagens fazem da MQL um sistema flexível para aplicações na retificação e em outros processos de corte (Heisel et al., 1998). CONCLUSÕES Em relação aos fluidos de corte, tem-se que os mesmos são de grande importância na retificação. Suas principais características são a refrigeração e a lubrificação da região de corte. Os fluidos que contêm óleo em maior proporção lubrificam mais e os que contêm água em maior quantidade refrigeram mais a interface peça-rebolo. As formas de aplicação dos fluidos devem ser estudadas para cada operação, desde o posicionamento do bico de saída de fluido em relação à superfície da peça, o que influencia significativamente sua rugosidade final, até seus diâmetros e formas internas e externas. Para bicos arredondados especiais, o ideal é que eles possuam superfícies côncavas, a fim de minimizar a ocorrência de queda de pressão e turbulências ocasionadas durante a passagem e a saída do fluido de corte do bocal. A otimização do processo por meio da confecção de bocais ou bicos especiais torna-se ainda mais importante quando se trabalha com altas velocidades de corte, pois a camada de ar que é gerada em torno do rebolo é mais forte, o que dificulta ainda mais a entrada do fluido na região de corte. Para evitar que essa camada atrapalhe a correta incidência do fluido na região de corte, recomenda-se a utilização de defletores e/ ou sapatas refrigerantes, que impedem a ação do ar provindo da rotação do rebolo sobre o fluido de corte. Reduzindo ou eliminando o efeito da camada de ar, além de se conseguir utilizar uma quantidade menor de fluido no processo, principalmente quando se trabalha com retificações de altas velocidades de corte, é possível diminuir as forças de corte em até 60% e a rugosidade, em até 20% (Ramesh et al., 2001). Com a otimização do processo, pode se prever possíveis lucros no setor industrial, pois tendem a ser menores o desgaste das ferramentas, as forças de corte e a quantidade de fluido exigida. Isso é interessante porque o fluido representa uma grande parcela do custo final na retificação, devido, principalmente, aos gastos com seu descarte e manutenção. REFERÊNCIAS BIBLIOGRÁFICAS BARADIE, M.A.E. Cutting fluids: part I. Characterisation. Journal of Materials Processing Technology, Irlanda, 1996, 786-797. BENNETT, B. Cutting fluids and superabrasives applications. AES Magazine, Cincinnati Milacron, 2. ed. 1-12, 1982. BELLOWS, G. Low Stress Grinding – for quality production. Machining Process Series. 2 ed. Cincinnati, Ohio: Metcut Research Associates Inc., 1983. BIANCHI, E.C. et al. Otimização do processo de retificação pela análise da quantidade de fluido de corte aplicada. Bauru, Universidade Estadual Paulista, 2002. [Pedido de auxílio à pesquisa] BRINKSMEIER, E. et al. Como a aplicação do fluido refrigerante pode ser melhorada na retificação. Revista Máquinas & Metais, 429, 34-41, 2001. DINIZ, A. E., Minimal Lubrification in the Drilling Process of Aluminum Silicion Alloy, 3rd International Machining & Grinding Conference, out./99, 683-697. DINIZ, A.E. et al. Tecnologia da Usinagem dos Materiais. 2 ed. Campinas, Brasil: Artiliber, 2000. DÖRR, J. New Perspectives in Dry Machining, In: Seminário International de Alta Tecnologia, 4, 1999, Piracicaba. “Inovações Tecnológicas na Manufatura para o Ano 2000”. DÖRR, J., SAHM, A. A Mínima Quantidade de Lubrificante Avaliada pelos Usuários. Máquinas e Metais, 418, p. 20-39, nov./ 2000. EBBRELL, S. et al. The effects of cutting fluid application methods on the grinding process. International Journal of Machine Tools & Manufacture, School of Engineering, Liverpool John Moores University, Liverpool, jun./99. GUPTA, R. et al. Optimization of grinding process parameters using enumeration method. Journal of Materials Processing Technology, 112 :63-64, 2001. 16 jul./dez. • 2003 002302_C&T22.book Page 17 Tuesday, July 27, 2004 8:16 AM HEISEL, U. et al. A Técnica da Quantidade Mínima de Fluidos e sua Aplicação nos Processos de Corte, Revista Máquinas e Metais, nº 386, Fev, 1998, 22-38. JACKSON, M.J. et al. High-speed grinding with CBN grinding wheels – applications and future technology. Journal of Materials Processing Technology, nº 110 : 78-88, 2001. KLOCKE, F., EISENBLÄTTER, G., Dry Cutting. Annals of the CIRP, Vol. 46, No.2, 1997, pp. 519-526. KLOCKE, F. et al. Clean Manufacturing Technologies - The Competitive Edge of Tomorrow?. The International Journal of Manufacturing Science & Production, Vol.1, No.2, 1998, pp. 77-86. KOHLI, S.P. et al. Energy partition for grinding with aluminum oxide and CBN abrasive wheels. ASME Journal of Engineering for Industry, 117: 160-168, 1995. KOVACEVIC, R.; MOHAN R. Effect of high speed grinding fluid on surface grinding performance. SME Technical Paper MR95-213, In: First International Machining and Grinding Conference, Deaborn, Michigan : 919-931, 1995. MACHADO, A.R.; DINIZ, A.E. Vantagens e desvantagens do uso de fluidos de corte. Revista Máquinas & Metais, 419: 134151, dez./00. MOTTA, M.F.; MACHADO A.R. Fluidos de corte: tipos, funções, seleção, métodos de aplicação e manutenção. Revista Máquinas & Metais, nº 356 : 44-56, set./95. NOVASKI, O.; DÖRR, J. Usinagem quase a seco. Revista Máquinas & Metais, 406: 34-41, nov./99. NOVASKI, O.; RIOS, M. Vantagens do uso de fluidos sintéticos na usinagem. Revista Metal Mecânica, nº 118 : 56-62, 2002. RAMESH, K. et al. Coolant shoe development for high efficiency grinding. Journal of Materials Processing Technology, 114: 240-245, 2001. RUNGE, P.R.F.; DUARTE, G.N. Lubrificantes nas Indústrias – produção, manutenção e controle. Cotia: Triboconcept Edições Técnicas, 1990. SCHULZ, H. Trends in Manufacturing Technology at the Threshold of the Millennium. 4º Seminário International de Alta Tecnologia - Inovações Tecnológicas na Manufatura para o Ano 2000. Unimep, ago/99. SILLIMAN, J.D. (ed.). Cutting and Grinding Fluids: selection and application. 2 ed. Dearborn, Michigan: SME, 1992. SILVA, E.J. Análise da influência dos tipos de fluido de corte e rebolo na retificação do aço SAE HVN-3. Unesp, Bauru: 2000. [Dissertação de mestrado] WEBSTER, J. Selection of coolant type and application technique in grinding. Supergrind, 1995, 205-218. YOUNG, P. et al. Manufacturing and the Environment. The International Journal of Advanced Manufacturing Technology, Vol.13, 1997, 488-493. Dados dos autores RODRIGO EDUARDO CATAI Engenheiro mecânico e de Segurança do Trabalho. Doutorando em Engenharia Mecânica/ Unesp, campus de Guaratinguetá EDUARDO CARLOS BIANCHI Professor doutor. Livre docente do Departamento de Eng. Mecânica/Unesp, campus de Bauru LEONARDO ROBERTO DA SILVA Professor doutor do Departamento de Mecânica/ CEFET, Belo Horizonte PAULO ROBERTO DE AGUIAR Professor doutor. Livre docente do Departamento de Eng. Elétrica/Unesp, campus de Bauru DANIEL CATAI Graduando em Engenharia Elétrica/UNESP, campus de Guaratinguetá Recebimento do artigo: 4/out./02 Consultoria: 11/nov./02 a 25/fev./03 Aprovado: 17/mar./03 REVISTA DE CIÊNCIA & TECNOLOGIA • V. 11, Nº 22 – pp. 7-18 17 002302_C&T22.book Page 18 Tuesday, July 27, 2004 8:16 AM 18 jul./dez. • 2003 002302_C&T22.book Page 19 Tuesday, July 27, 2004 8:16 AM Conceitos e Aplicações de Data Mining Data Mining Concepts and Applications HELOISA HELENA SFERRA Universidade Metodista de Piracicaba (Piracicaba, Brasil) [email protected] ÂNGELA M. C. JORGE CORRÊA Universidade Metodista de Piracicaba (Piracicaba, Brasil) ajcorrea@unimep RESUMO Atualmente, muito se fala em Data Mining, encontrando-se na literatura significativa variedade de estudos sobre o tema. Este artigo tem como objetivo introduzir conceitos básicos dessa tecnologia a interessados que ainda estão iniciando o estudo de Data Mining. Nesse contexto, o presente texto pretende apresentar alguns desses conceitos sobre as técnicas que envolvem a descoberta de conhecimento em grandes conjuntos de dados, além de registrar algumas características de um software específico para mineração de dados, o Clementine, da SPSS, bem como algumas aplicações realizadas nessa ferramenta. Palavras-chave MINERAÇÃO DE DADOS – DESCOBERTA DE CONHECIMENTO EM BASE DE DADOS – ANÁLISE EXPLORATÓRIA DE DADOS – MODELOS ESTATÍSTICOS DE RELACIONAMENTO ENTRE VARIÁVEIS – CLEMENTINE/SPSS. ABSTRACT Much is said about Data Mining nowadays and there is a significant variety of studies on the subject. This paper’s aim is to introduce some of the technology’s basic concepts to those who are beginning their studies on Data Mining. In such context, the present article presents some of the concepts related to the techniques involved in knowledge discovery within large databases. Moreover, it presents some features of a specific software for Data Mining: Clementine, from SPSS. The paper also indicates some applications for this tool’s use. Keywords DATA MINING – KNOWLEDGE DISCOVERY IN DATABASES – EXPLORATORY ANALYSIS – STATISTICAL MODELS OF RELATIONSHIP BETWEEN VARIABLES – CLEMENTINE/SPSS. REVISTA DE CIÊNCIA & TECNOLOGIA • V. 11, Nº 22 – pp. 19-34 19 002302_C&T22.book Page 20 Tuesday, July 27, 2004 8:16 AM INTRODUÇÃO A rápida evolução dos recursos computacionais ocorrida nos últimos anos permitiu que, simultaneamente, fossem gerados grandes volumes de dados. Estima-se que a quantidade de informação no mundo dobra a cada 20 meses e que o tamanho e a quantidade dos bancos de dados crescem com velocidade ainda maior (Dilly, 1999). O explosivo crescimento do volume de dados tem gerado uma urgente necessidade de novas técnicas e ferramentas capazes de transformar, de forma inteligente e automática, terabytes de dados em informações significativas e em conhecimento. Essas informações, de grande valia para o planejamento, gestão e tomadas de decisão, estão, na verdade, implícitas e/ou escondidas sob uma montanha de dados, e não podem ser descobertas ou, no mínimo, facilmente identificadas utilizando-se sistemas convencionais de gerenciamento de banco de dados. Em resposta a essa necessidade, surgiu o Data Mining (DM), também chamado de Mineração de Dados. Data Mining é uma tecnologia que emergiu da intersecção de três áreas: estatística clássica, inteligência artificial e aprendizado de máquina, sendo a primeira a mais antiga delas. Observa-se que o Data Mining é parte de um processo maior conhecido como KDD (Knowledge Discovery in Databases) – em português, Descoberta de Conhecimento em Bases de Dados –, que, segundo Addrians & Zantinge (1996), permite a extração não trivial de conhecimento previamente desconhecido e potencialmente útil de um banco de dados. Esse conceito é enfatizado por Fayyad et al. (1996b), ao afirmar que é “o processo não trivial de identificação de padrões válidos, desconhecidos, potencialmente úteis e, no final das contas, compreensíveis em dados”. Nesse contexto, o presente artigo tem como finalidade apresentar conceitos sobre as principais técnicas que envolvem a descoberta de conhecimento em grandes conjuntos de dados e relatar algumas características de um software específico para mineração de dados, o Clementine, da SPSS, bem como aplicações realizadas nesta ferramenta. Assim, são mostrados o processo de descoberta de conhecimento (KDD) e o Data Mining (DM), como parte desse processo, bem como suas técnicas e as metodologias estatísticas que as fundamentam. Em seguida, são discutidas as características de uma ferramenta de Data Mining, o Clementine, da SPSS, com a qual se desenvolve a aplicação relatada neste texto. DESCOBERTA DE CONHECIMENTO (KDD) E DATA MINING (DM) Considere-se uma hierarquia de complexidade: se algum significado especial é atribuído a um dado, ele se transforma em uma informação (ou fato). De acordo com Sade (1996), se uma norma (ou regra) é elaborada, a interpretação do confronto entre o fato e a regra constitui um conhecimento. O processo KDD é constituído de várias etapas, como ilustrado na figura 1, que são executadas de forma interativa e iterativa. De acordo com Brachman & Anand (1996), as etapas são interativas porque envolvem a cooperação da pessoa responsável pela análise de dados, cujo conhecimento sobre o domínio orientará a execução do processo. Por sua vez, a iteração deve-se ao fato de que, com freqüência, esse processo não é executado de forma seqüencial, mas envolve repetidas seleções de parâmetros e conjunto de dados, aplicações das técnicas de Data Mining e posterior análise dos resultados obtidos, a fim de refinar os conhecimentos extraídos. Dentre as várias etapas do processo KDD, a principal, que forma o núcleo do processo e que, muitas vezes, confunde-se com ele, chama-se Data Mining. 20 jul./dez. • 2003 002302_C&T22.book Page 21 Tuesday, July 27, 2004 8:16 AM Fig. 1. Visão geral das etapas que constituem o processo KDD (Fayyad et al., 1996b). Esse processo tem início com o entendimento do domínio da aplicação e dos objetivos a serem atingidos. Em seguida, é realizado um agrupamento organizado da massa de dados alvo da descoberta. Como em toda análise quantitativa, a qualidade dos dados é essencial para a obtenção de resultados confiáveis. Portanto, dados limpos e compreensíveis são requisitos básicos para o sucesso do Data Mining, como afirmam Diniz & Louzada-Neto (2000). A limpeza dos dados (identificada na literatura como Data Cleaning) é realizada por meio de um pré-processamento, visando assegurar a qualidade dos dados selecionados. Destaca-se que, segundo Mannila (1996), essa etapa pode tomar até 80% do tempo necessário para todo o processo, devido às dificuldades de integração de bases de dados heterogêneas. Os dados pré-processados devem passar por outra transformação, que os armazena adequadamente, visando facilitar o uso das técnicas de Data Mining. Nessa fase, o uso de Data Warehouses expande-se consideravelmente, já que, nessas estruturas, as informações estão alocadas da maneira mais eficiente. Addrians & Zantinge (1996) definem Data Warehouse como um depósito central de dados, extraído de dados operacionais, em que a informação é orientada a assuntos, não volátil e de natureza histórica. Devido a essas características, Data Warehouses tendem a se tornar grandes repositórios de dados extremamente organizados, facilitando a aplicação do Data Mining. Prosseguindo no processo KDD, chega-se especificamente à fase de Data Mining. O objetivo principal desse passo é a aplicação de técnicas de mineração nos dados pré-processados, o que envolve ajuste de modelos e/ou determinação de características nos dados. Em outras palavras, exige o uso de métodos inteligentes para a extração de padrões ou conhecimentos dos dados. É importante destacar que cada técnica de Data Mining utilizada para conduzir as operações de Mineração de Dados adapta-se melhor a alguns problemas do que a outros, o que impossibilita a existência de um método de Data Mining universalmente melhor. Para cada problema particular, tem-se uma técnica particular. Portanto, o sucesso de uma tarefa de Data Mining está diretamente ligado à experiência e à intuição do analista. A etapa final do processo de mineração consiste no pós-processamento, que engloba a interpretação dos padrões descobertos e a possibilidade de retorno a qualquer um dos passos anteriores. Assim, a informação extraída é analisada (ou interpretada) em relação ao objetivo proposto, sendo identificadas e apresentadas as melhores informações. Dessa forma, o propósito do resultado não consiste somente em visualizar, gráfica ou logicamente, o rendimento do Data Mining, mas, também, em filtrar a informação que será apresentada, eliminando possíveis ruídos (ou seja, padrões redundantes ou irrelevantes) que podem surgir no processo. Apresenta-se, a seguir, uma breve caracterização do processo de Data Mining. REVISTA DE CIÊNCIA & TECNOLOGIA • V. 11, Nº 22 – pp. 19-34 21 002302_C&T22.book Page 22 Tuesday, July 27, 2004 8:16 AM DATA MINING Data Mining, ou Mineração de Dados, pode ser entendido como o processo de extração de informações, sem conhecimento prévio, de um grande banco de dados e seu uso para tomada de decisões. É uma metodologia aplicada em diversas áreas que usam o conhecimento, como empresas, indústrias e instituições de pesquisa. Data Mining define o processo automatizado de captura e análise de grandes conjuntos de dados para extrair um significado, sendo usado tanto para descrever características do passado como para predizer tendências para o futuro. Para encontrar respostas ou extrair conhecimento interessante, existem diversos métodos de Data Mining disponíveis na literatura. Mas, para que a descoberta de conhecimentos seja relevante, é importante estabelecer metas bem definidas. Essas metas são alcançadas por meio dos seguintes métodos de Data Mining: Classificação, Modelos de Relacionamento entre Variáveis, Análise de Agrupamento, Sumarização, Modelo de Dependência, Regras de Associação e Análise de Séries Temporais, conforme citação e definição feita por Fayyad et al. (1996a). É importante ressaltar que a maioria desses métodos é baseada em técnicas das áreas de aprendizado de máquina, reconhecimento de padrões e estatística. Essas técnicas vão desde as tradicionais da estatística multivariada, como análise de agrupamentos e regressões, até modelos mais atuais de aprendizagem, como redes neurais, lógica difusa e algoritmos genéticos. Os métodos tradicionais de Data Mining são: • Classificação: associa ou classifica um item a uma ou várias classes categóricas pré-definidas. Uma técnica estatística apropriada para classificação é a análise discriminante. Os objetivos dessa técnica envolvem a descrição gráfica ou algébrica das características diferenciais das observações de várias populações, além da classificação das observações em uma ou mais classes predeterminadas. A idéia é derivar uma regra que possa ser usada para classificar, de forma otimizada, uma nova observação a uma classe já rotulada. Segundo Mattar (1998), a análise discriminante permite que dois ou mais grupos possam ser comparados, com o objetivo de determinar se diferem uns dos outros e, também, a natureza da diferença, de forma que, com base em um conjunto de variáveis independentes, seja possível classificar indivíduos ou objetos em duas ou mais categorias mutuamente exclusivas. • Modelos de Relacionamento entre Variáveis: associa um item a uma ou mais variáveis de predição de valores reais, consideradas variáveis independentes ou exploratórias. Técnicas estatísticas como regressão linear simples, múltipla e modelos lineares por transformação são utilizadas para verificar o relacionamento funcional que, eventualmente, possa existir entre duas variáveis quantitativas, ou seja, constatar se há uma relação funcional entre X e Y. Observa-se, conforme Gujarati (2000), que o método dos mínimos quadrados ordinários, atribuído a Carl Friedrich Gauss, tem propriedades estatísticas relevantes e apropriadas, que tornaram tal procedimento um dos mais poderosos e populares métodos de análise de regressão. • Análise de Agrupamento (Cluster): associa um item a uma ou várias classes categóricas (ou clusters), em que as classes são determinadas pelos dados, diversamente da classificação em que as classes são pré-definidas. Os clusters são definidos por meio do agrupamento de dados baseados em medidas de similaridade ou modelos probabilísticos. A análise de cluster (ou agrupamento) é uma técnica que visa detectar a existência de diferentes grupos dentro de um determinado conjunto de dados e, em caso de sua existência, determinar quais são eles. Nesse tipo de análise, segundo Pereira (1999), o procedimento inicia com o cálculo das distâncias entre os objetos estudados dentro do espaço multiplano constituído por eixos de todas as medidas realizadas (variáveis), sendo, a seguir, os objetos agrupados conforme a proximidade entre eles. Na seqüência, efetuam-se os agrupamentos por proximidade geométrica, o que permite o reconhecimento dos passos de agrupamento para a correta identificação de grupos dentro do universo dos objetos estudados. • Sumarização: determina uma descrição compacta para um dado subconjunto. As medidas de posição e variabilidade são exemplos simples de sumarização. Funções mais sofisticadas envolvem técnicas de visualização e a determinação de relações funcionais entre variáveis. As funções de sumarização são fre22 jul./dez. • 2003 002302_C&T22.book Page 23 Tuesday, July 27, 2004 8:16 AM qüentemente usadas na análise exploratória de dados com geração automatizada de relatórios, sendo responsáveis pela descrição compacta de um conjunto de dados. A sumarização é utilizada, principalmente, no pré-processamento dos dados, quando valores inválidos são determinados por meio do cálculo de medidas estatísticas – como mínimo, máximo, média, moda, mediana e desvio padrão amostral –, no caso de variáveis quantitativas, e, no caso de variáveis categóricas, por meio da distribuição de freqüência dos valores. Técnicas de sumarização mais sofisticadas são chamadas de visualização, que são de extrema importância e imprescindíveis para se obter um entendimento, muitas vezes intuitivo, do conjunto de dados. Exemplos de técnicas de visualização de dados incluem diagramas baseados em proporções, diagramas de dispersão, histogramas e box plots, entre outros. Autores como Levine et al. (2000) e Martins (2001), entre outros, abordam com grande detalhamento esses procedimentos metodológicos. • Modelo de Dependência: descreve dependências significativas entre variáveis. Modelos de dependência existem em dois níveis: estruturado e quantitativo. O nível estruturado especifica, geralmente em forma de gráfico, quais variáveis são localmente dependentes. O nível quantitativo especifica o grau de dependência, usando alguma escala numérica. Segundo Padovani (2000), análises de dependência são aquelas que têm por objetivo o estudo da dependência de uma ou mais variáveis em relação a outras, sendo procedimentos metodológicos para tanto a análise discriminante, a de medidas repetidas, a de correlação canônica, a de regressão multivariada e a de variância multivariada. • Regras de Associação: determinam relações entre campos de um banco de dados. A idéia é a derivação de correlações multivariadas que permitam subsidiar as tomadas de decisão. A busca de associação entre variáveis é, freqüentemente, um dos propósitos das pesquisas empíricas. A possível existência de relação entre variáveis orienta análises, conclusões e evidenciação de achados da investigação. Uma regra de associação é definida como se X então Y, ou X ⇒ Y, onde X e Y são conjuntos de itens e X ∩ Y = ∅. Diz-se que X é o antecedente da regra, enquanto Y é o seu conseqüente. Medidas estatísticas como correlação e testes de hipóteses apropriados revelam a freqüência de uma regra no universo dos dados minerados. Vários métodos para medir associação são discutidos por Mattar (1998), de natureza paramétrica e nãoparamétrica, considerando a escala de mensuração das variáveis. • Análise de Séries Temporais: determina características seqüenciais, como dados com dependência no tempo. Seu objetivo é modelar o estado do processo extraindo e registrando desvios e tendências no tempo. Correlações entre dois instantes de tempo, ou seja, as observações de interesse, são obtidas em instantes sucessivos de tempo – por exemplo, a cada hora, durante 24 horas – ou são registradas por algum equipamento de forma contínua, como um traçado eletrocardiográfico. As séries são compostas por quatro padrões: tendência, variações cíclicas, variações sazonais e variações irregulares. Há vários modelos estatísticos que podem ser aplicados a essas situações, desde os de regressão linear (simples e múltiplos), os lineares por transformação e regressões assintóticas, além de modelos com defasagem, como os autoregressivos (AR) e outros deles derivados. Uma interessante noção introdutória ao estudo de séries temporais é desenvolvida por Morettin & Toloi (1987). Diante da descrição sumária de metodologias estatísticas aplicáveis ao procedimento de Mineração de Dados, registra-se que, embora Hand (1998) afirme que o termo Data Mining possa trazer uma conotação simplista para os estatísticos, Fayyad et al. (1996a) mostraram a relevância da estatística para o processo de extração de conhecimentos, ao afirmar que essa ciência provê uma linguagem e uma estrutura para quantificar a incerteza resultante quando se tenta deduzir padrões de uma amostra a partir de uma população. De acordo com Hand (1998), a estatística preocupa-se com a análise primária dos dados, no sentido de que eles são coletados por uma razão particular ou por um conjunto de questões particulares a priori. Data Mining, por outro lado, preocupa-se também com a análise secundária dos dados, num sentido mais amplo e mais indutivo do que uma abordagem hipotético-dedutiva, freqüentemente considerada como o paradigma para o progresso da ciência moderna. Assim, Data Mining pode ser visto como o descendente direto da estatística, já que são técnicas metodológicas complementares. REVISTA DE CIÊNCIA & TECNOLOGIA • V. 11, Nº 22 – pp. 19-34 23 002302_C&T22.book Page 24 Tuesday, July 27, 2004 8:16 AM CLEMENTINE: UMA FERRAMENTA DE DATA MINING Nos itens anteriores deste artigo, foram apresentados conceitos e técnicas para descoberta de conhecimentos em banco de dados. Esta sessão tem como objetivo discutir a utilização de uma ferramenta de Data Mining e analisar sua aplicação em uma base de dados de natureza econômica. A ferramenta em questão é o Clementine, da empresa SPSS Inc. Todos os passos do processo de descoberta de conhecimento podem ser realizados pelo Clementine. No entanto, segundo o manual do usuário (Clementine Users Guide, 2001), a metodologia indicada para ser usada em conjunto com a ferramenta é o modelo CRISP-DM (Cross-Industry Standard Process for Data Mining), que foi desenvolvido a partir da experiência de três empresas pioneiras no setor: a DaimlerChrysler, que aplica análises de Data Mining em seus negócios desde 1996; a NCR, que provê soluções de Data Warehouse; e a SPSS, que disponibiliza soluções baseadas no processo de mineração de dados desde 1990. Essa metodologia é composta por seis fases, como ilustrado na figura 2. Fig. 2. O modelo CRISP-Data Mining (CRISP-DM, 2001). Como pode ser observada na figura 2, a seqüência das fases desse processo não é rígida. Voltar e ir avante entre as diferentes fases é sempre necessário. Dessa forma, uma fase depende do resultado de outra, ou da tarefa particular de uma fase que precisa ser executada na próxima etapa. O círculo externo simboliza a natureza cíclica do processo de Data Mining. As fases desse processo são: • Entendimento do Negócio (Business Understanding): visa o entendimento dos objetivos e requisitos do projeto, do ponto de vista do negócio. Baseado no conhecimento adquirido, o problema de mineração de dados é definido e um plano preliminar é projetado para alcançar os objetivos. • Entendimento dos Dados (Data Understanding): inicia com uma coleção de dados e prossegue com atividades que visam buscar familiaridade, identificar problemas de qualidade, descobrir os primeiros discernimentos nos dados ou detectar subconjuntos interessantes para formar hipóteses da informação escondida. 24 jul./dez. • 2003 002302_C&T22.book Page 25 Tuesday, July 27, 2004 8:16 AM • Preparação dos Dados (Data Preparation): cobre todas as atividades de construção do dataset final. As tarefas de preparação de dados são, provavelmente, desempenhadas várias vezes e sem qualquer ordem prescrita. Essas tarefas incluem a seleção de tabelas, registros e atributos, bem como a transformação e limpeza dos dados para as ferramentas de modelagem. • Modelagem (Modelling): várias técnicas de modelagem são selecionadas e aplicadas, e seus parâmetros são ajustados para valores ótimos. Geralmente, existem várias técnicas para o mesmo tipo de problema de mineração de dados. Algumas delas têm requisitos específicos na formação de dados. Portanto, retornar à fase de preparação de dados é freqüentemente necessário. • Avaliação (Evaluation): o modelo (ou modelos) construído na fase anterior é avaliado e os passos executados na sua construção são revistos, para se certificar que o modelo representa os objetivos do negócio. Seu principal objetivo é determinar se existe alguma questão de negócio importante que não foi suficientemente considerada. Nesta fase, uma decisão sobre o uso dos resultados de mineração de dados deverá ser obtida. • Utilização ou Aplicação (Deployment): após a construção e avaliação do modelo (ou modelos), ele pode ser utilizado de duas formas: em uma, o analista pode recomendar ações a serem tomadas baseando-se, simplesmente, na visão do modelo e de seus resultados; na outra, o modelo pode ser aplicado a diferentes conjuntos de dados. A Interface do Clementine O Clementine possui uma interface de programação visual que facilita a construção de modelos de Data Mining para o processo de descoberta de conhecimento. A ferramenta oferece ricas facilidades para a exploração e manipulação de dados, além de várias técnicas de modelagem e recursos gráficos, para a visualização de dados. As operações são representadas em uma área de trabalho por nós (nodes) que, conectados, formam o fluxo de dados, chamado de streams, conforme ilustra a figura 3. Fig. 3. A Interface de Programação Visual do Clementine. 1. Desktop ou Área de trabalho 3. Paleta de Modelos Gerados 4. Botão de Execução 2. Paleta de Objetos 5. Report Window REVISTA DE CIÊNCIA & TECNOLOGIA • V. 11, Nº 22 – pp. 19-34 6. Status Window 25 002302_C&T22.book Page 26 Tuesday, July 27, 2004 8:16 AM A área de trabalho, ou desktop, também chamada de stream pane, é a área de construção e manipulação dos streams e dados. Em outras palavras, é a área de construção do modelo de Data Mining. Os nós apresentam-se agrupados de acordo com seu tipo de funcionalidade na paleta de objetos localizada na parte inferior da área de trabalho do Clementine, que pode ser acessado e do qual é possível importar dados, por meio das funcionalidades dos nós do grupo Source; manipular registros e campos, através do grupo Record Ops; visualizar os dados a partir de gráficos contidos nos diversos nós do grupo Graphs; construir modelos por meio de uma variedade de técnicas de modelagem disponíveis no grupo Modelling; e avaliar os resultados com os recursos do grupo Output. A paleta de modelos gerados, localizada à direita do leitor na área de trabalho, contém os resultados de um modelo construído depois de executado. Para executar um modelo, basta clicar no botão de execução, abaixo da paleta de modelos gerados. Ao se clicar no botão, todos os streams válidos são executados. O Report Window, localizado abaixo da paleta de objetos, provê um feedback do progresso de várias operações, tal como quando os dados estão sendo lidos. O Status Window, também abaixo da paleta de objetos, provê informação sobre o que a aplicação está realizando no momento, bem como mensagens de pedido de retorno do usuário. Aplicação Visamos aqui mostrar algumas aplicações realizadas com a ferramenta em estudo. É importante destacar que o objetivo é mostrar como o Data Mining pode ser aplicado por meio dessa ferramenta e, não, fazer marketing do Clementine. Os dados utilizados para essa pesquisa foram fornecidos pelo Instituto Brasileiro de Geografia e Estatística (IBGE), em CD (microdados), e referem-se à Pesquisa Nacional por Amostra de Domicílios (PNAD) do ano de 1999. É importante lembrar que essa massa de dados tem sua origem temporal no sistema de pesquisas domiciliares, que foi implantado progressivamente no Brasil a partir de 1967, com a criação da Pesquisa Nacional por Amostra de Domicílios, e tem por finalidade a produção de informações básicas para o estudo do desenvolvimento socioeconômico do País (PNAD, 1999). Os dados encontram-se organizados e disponíveis em CD-ROM, divididos em dois arquivos: um referente a pessoas e o outro, a domicílios. O arquivo de pessoas contém, em síntese, informações sobre a identificação dos moradores, suas características gerais, educação, trabalho e rendimento, entre outras. O arquivo de domicílios possui, em resumo, informações sobre características da unidade domiciliar. Os dados do presente estudo referem-se a pessoas ocupadas em atividades agrícolas. As variáveis selecionadas para essa aplicação são: UF – Unidade da Federação; V0302-Sexo; V8005-Idade; V0404-Cor ou Raça; V0601-Sabe ler e escrever; V4703-Anos de Estudo; e V4614-Rendimento Mensal Domiciliar. O primeiro passo realizado para essa aplicação foi carregar os arquivos de Pessoas e Domicílios. Para isso, utilizou-se o nó SAS1 da paleta Source (fig. 4). Em seguida, foi preciso ligar os arquivos, por meio do nó Merge, já que são usadas variáveis dos dois arquivos. Em seguida, os dados foram separados em regiões, para se ter clareza dos resultados em relação à Unidade da Federação a que pertencem. Para isso, foi utilizado o nó Select, conforme ilustra a figura 5. Fig. 4. Nó SAS. 1 O SAS (Statistical Analysis System) é um pacote para análises estatísticas compatível para aplicações no Clementine – SPSS. 26 jul./dez. • 2003 002302_C&T22.book Page 27 Tuesday, July 27, 2004 8:16 AM Fig. 5. Nó Select para divisão em regiões. Fig. 6. Nó Select para formar a região Centro-Oeste. Para cada nó Select utilizado, foi selecionado o modo Include para incluir o resultado da condição (Condition) que seleciona a Unidade da Federação (UF) correspondente a cada região, caso ela seja verdadeira. A figura 6 mostra as condições usadas para formar a região Centro-Oeste, constituída pelas seguintes UFs: 50. Mato Grosso do Sul; 51. Mato Grosso; 52. Goiás; e 53. Distrito Federal. REVISTA DE CIÊNCIA & TECNOLOGIA • V. 11, Nº 22 – pp. 19-34 27 002302_C&T22.book Page 28 Tuesday, July 27, 2004 8:16 AM Ao iniciar uma aplicação com o Clementine, não é preciso, necessariamente, saber o que se está procurando. É possível explorar os dados investigando diferentes relacionamentos até encontrar informações úteis. Desse modo, para melhor entendimento das informações, foi realizada uma análise exploratória de dados usando o nó Statistics da paleta Output (veja quadro correspondente). Análise exploratória de dados, apenas com nó Statistics da paleta Output: resultados. NORTE STATISTICS FOR FIELD: RENDMENSALDOM OCCURRENCES MINIMUM MAXIMUM RANGE MEAN STANDARD DEVIATION STANDARD ERROR OF THE MEAN VARIANCE MEDIAN SUM NORDESTE STATISTICS FOR FIELD: RENDMENSALDOM OCCURRENCES MINIMUM MAXIMUM RANGE MEAN STANDARD DEVIATION STANDARD ERROR OF THE MEAN VARIANCE MEDIAN SUM SUL STATISTICS FOR FIELD: RENDMENSALDOM OCCURRENCES MINIMUM MAXIMUM RANGE MEAN STANDARD DEVIATION STANDARD ERROR OF THE MEAN VARIANCE MEDIAN SUM SUDESTE STATISTICS FOR FIELD: RENDMENSALDOM OCCURRENCES MINIMUM MAXIMUM RANGE MEAN STANDARD DEVIATION STANDARD ERROR OF THE MEAN VARIANCE MEDIAN SUM 28 = = = = = = = = = = 1486 0.0000 9612.0 9612.0 522.59 807.40 20.945 651887.5 331.00 776570.0 = = = = = = = = = = 14745 0.0000 9936.0 9936.0 311.06 353.92 2.9146 125259.0 236.00 4586630.0 = = = = = = = = = = 5776 0.0000 17300.0 17300.0 633.63 913.36 12.018 834232.6 408.00 3659861.0 = = = = = = = = = = 6927 0.0000 18000.0 18000.0 583.94 807.79 9.7057 652529.9 380.00 4044930.0 jul./dez. • 2003 002302_C&T22.book Page 29 Tuesday, July 27, 2004 8:16 AM CENTRO-OESTE STATISTICS FOR FIELD: RENDMENSALDOM OCCURRENCES = 3521 = 0.0000 MINIMUM = 36700.0 MAXIMUM RANGE = 36700.0 = 624.40 MEAN = 1242.1 STANDARD DEVIATION 20.932 STANDARD ERROR OF THE MEAN = = 1542758.2 VARIANCE MEDIAN = 350.00 =2198522.0 SUM Várias medidas estatísticas – como contagem, média, mínimo, máximo, amplitude, desvio padrão, variância, soma e erro padrão da média – foram obtidas a partir do nó Statistics para a variável Renda Mensal Domiciliar associada às pessoas ocupadas na agricultura em 1999, de forma a subsidiar uma análise exploratória do comportamento dessa variável nas grandes regiões geográficas do país. A figura 7 apresenta a utilização do nó Build C5.0 para a Região Centro-Oeste. Esse nó utiliza o algoritmo C5.02 para construir uma árvore de decisão ou um conjunto de regras (ruleset). Todas as opções selecionadas para aplicação desse nó são ilustradas pela referida figura. Para gerar uma árvore de decisão através do nó Build C5.0, são necessários uma ou mais variáveis de entrada (In) e apenas um campo de saída (Out). Para selecionar essas variáveis foi usado o nó Type, conforme ilustra a figura 8. O resultado obtido é apresentado na figura 9. Fig. 7. Opções do nó Build C5.0. O algoritmo de indução de regras capaz de produzir árvores de decisão compactas – rulesets, conjunto de regras. A versão anterior desse algoritmo foi chamada de C4.5 (Clementine Users Guide). 2 REVISTA DE CIÊNCIA & TECNOLOGIA • V. 11, Nº 22 – pp. 19-34 29 002302_C&T22.book Page 30 Tuesday, July 27, 2004 8:16 AM Fig. 8. Nó Type. Fig. 9. Árvore de decisão obtida com o nó Build C5.0. A figura 9 apresenta informações sobre o número de observações usadas para gerar as ramificações da árvore de decisão, bem como os níveis de certeza. Analisando os resultados obtidos pela árvore, é possível visualizar a classificação da variável de saída (ou seja, variável de predição) Unidade da Federação (UF) na região Centro-Oeste. Para melhor entendimento dos resultados obtidos, apresenta-se, a seguir, uma explicação do funcionamento das árvores de decisão. É importante ressaltar que esse exemplo é apenas ilustrativo e seu objetivo é somente explicar um resultado obtido com a ferramenta de estudo. Entendendo as Árvores de Decisão Ao navegar pelos nós de uma árvore de decisão, é possível verificar uma lista de condições que definem a divisão dos dados que foram descobertos pelo algoritmo no Clementine. 30 jul./dez. • 2003 002302_C&T22.book Page 31 Tuesday, July 27, 2004 8:16 AM As árvores de decisão funcionam/trabalham recursivamente, dividindo os dados com base nos valores dos campos de entrada. Os dados que foram divididos são denominados ramo, ou galho. O galho inicial (também denominado raiz) engloba todos os registros. A raiz é dividida em subconjuntos, ou galhos filhos, baseados no valor de um particular campo de entrada. Cada galho filho pode ser dividido, mais de uma vez, em subgalhos, que podem ser divididos novamente, e assim por diante. No nível mais baixo da árvore, encontram-se os galhos que não podem mais ser divididos, conhecidos como galhos terminais, ou folha. O navegador da árvore de decisão mostra os valores de entrada que definem cada divisão, ou galho, e um resumo do campo (ou variável) de saída para os registros da divisão. Para divisões baseadas em campos numéricos, o galho é mostrado por uma linha, na forma: nome_do_campo relação valor [resumo] em que a relação é uma relação numérica. Por exemplo, um galho definido por valores maiores que 22 para a variável Idade aparecerá como: idade =< 22 [resumo] Para divisões baseadas em campos simbólicos, o galho é mostrado da seguinte forma: nome_do_campo valor [resumo] ou nome_do_campo [valores] [resumo] em que os valores são os da variável que define o galho. Por exemplo, um galho que inclui registros onde o valor da variável Cor ou Raça3 pode ser 0 (indígena), 2 (branca) ou 4 (preta), deve ser representado como: cor 2 [resumo] ou cor [‘0’,’2’,’4’] [resumo] Para galhos terminais, uma predição é também dada adicionando-se uma seta e o valor que foi previsto para o final da condição da regra. Por exemplo, uma folha definida por Anos de Estudo =< 7, que prediz um valor 7 para o campo de saída, a árvore mostrará: AnosEstudo =< 7 [mode: 50] -> 50 O resumo para o galho é definido diferentemente para campos de saída simbólica e numérica. Para árvores com campos de saída numérica, o resumo é o valor médio para o galho, e o efeito do galho, definido como a diferença entre a média deste e a média para seus pais. Para árvores com campos de saída simbólica, o resumo é a moda, ou seja, o valor mais freqüente para os registros no galho. Após entendimento do funcionamento da árvore de decisão gerada por meio do Clementine, pode-se chegar às seguintes conclusões ou regras: 1) se a variável Cor ou Raça for igual a indígena (0), a variável UF é Mato Grosso do Sul; 2) se a variável Cor ou Raça for branca (2), a variável UF é Goiás; porém, se a idade for menor ou igual a 22 anos, a variável UF é Mato Grosso do Sul; e se a idade for maior que 22 anos, a variável UF é Goiás; 3) se a variável Cor ou Raça for Preta (4), a variável UF é Mato Grosso do Sul; 4) se a variável Cor ou Raça for amarela (6), a variável UF é Mato Grosso do Sul; porém, se a variável Anos de Estudo for menor ou igual a sete anos, a UF é Mato Grosso do Sul; e se a variável Anos de Estudo for maior que sete anos, a variável UF é Distrito Federal; 5) se a variável Cor ou Raça for Parda (8), a variável UF é Goiás; e, 6) se a variável Cor ou Raça for ignorada, a UF também é Goiás. A definição da variável como Cor ou Raça segue a classificação padrão da PNAD-IBGE, assim como suas categorias, definidas como branca, preta, amarela, parda e indígena (conforme dicionário de dados, PNAD 1998, cd-ROM). 3 REVISTA DE CIÊNCIA & TECNOLOGIA • V. 11, Nº 22 – pp. 19-34 31 002302_C&T22.book Page 32 Tuesday, July 27, 2004 8:16 AM Em síntese, de acordo com as regras mencionadas e com a figura 9, a UF da Região Centro-Oeste com maior diversidade de pessoas de Cor ou Raça diferente é Goiás (UF igual a 52). CONSIDERAÇÕES FINAIS A idéia central deste artigo foi a de apresentar, de forma sucinta, os principais conceitos e técnicas envolvidos na nova área interdisciplinar Data Mining. Além desses conceitos e técnicas, foram apresentadas as características de um software específico para mineração de dados, o Clementine, da SPSS. Destaca-se Data Mining como parte de um processo maior, denominado KDD, e que se refere ao meio pelo qual padrões são extraídos e enumerados a partir dos dados, ou seja, ao uso de métodos inteligentes para se extrair novos conhecimentos. Entendendo-se por métodos inteligentes a aplicação de alguma técnica específica de Data Mining, neste artigo foi destacada a utilização de classificação por meio de árvores de decisão, com o apoio do software Clementine. Constata-se que todos os passos do processo de descoberta de conhecimento podem ser realizados pelo Clementine. Uma grande vantagem dessa ferramenta é sua interface de programação visual, o que favorece a construção de modelos de Data Mining para o processo de descoberta de conhecimento e ainda oferece ricas facilidades para exploração e manipulação de dados, além de várias técnicas de modelagem e recursos gráficos para visualização de dados. A utilização de um software de Data Mining pode trazer descobertas inovadoras para estudiosos da área econômica. Porém, deve ficar claro que nenhuma ferramenta de Data Mining trabalha por si só e elimina a necessidade de conhecimento e entendimento do negócio e a compreensão dos dados a serem minerados, nem mesmo substitui analistas e pesquisadores da área (ou gestores de negócios). Mas deve ficar claro que o uso da ferramenta proporciona aos usuários meios para encontrar tesouros de informações que permitam detectar tendências e características disfarçadas, confirmar a necessidade de estudos de novas relações, não necessariamente previstas pela teoria econômica ou que sejam indicativas de temas a serem pesquisados, ou, ainda, reagir rapidamente a um evento que ainda pode estar por vir. REFERÊNCIAS BIBLIOGRÁFICAS ADDRIANS, P. & ZANTINGE, D. Data Mining. Inglaterra: Addison-Wesley, 1996. BRACHNAD, R.J. & ANAND, T. The process of knowledge discovery in databases. In: FAYYAD, U.M. et al. Advances in Knowledge Discovery in Data Mining. Menlo Park: AAAI Press, 1996. CLEMENTINE® 6.0 User’s Guide, Copyright © 2001 by SPSS Inc. Printed in the United States of America, 2001. CRISP-DM: Cross Industry Standard Process Model for Data Mining. . Printed in the United States of America, 2001. DILLY, R. Data Mining: an introduction. Belfast: Parallel Computer Centre, Queens University, 1999. DINIZ, C.A. &LOUZADA-NETO, F. Data Mining: uma introdução. São Carlos: Associação Brasileira de Estatística, 2000. FAYYAD, U.M. et al. The KDD Process for Extracting Useful Knowledge from Volumes of Data. In: ___. Advances in Knowledge Discovery in Data Mining. Menlo Park: AAAI Press, 1996a. FAYYAD, U.M. et al. Advances in Knowledge Discovery and Data Mining. California: AAAI Press, 1996b. GUJARATI, D.N. Econometria Básica. Trad. Ernesto Yoshita. São Paulo: Makron Books, 2000. HAND, D.J. Data Mining: statistics and more? The American Statistician, England, 52 (2): 112-118, mai./98. IBGE. Pesquisa Nacional por Amostras de Domicílios 1999. Rio de Janeiro: IBGE, 1999. CD-rom. LEVINE, D.M. et al. Estatística: teoria e aplicações. Trad. Teresa C.P. de Souza. Rio de Janeiro: LTC Editora, 2000. MANNILA, H. Data mining: machine learning, statistics and databases. International Conference on Statistics and Scientific Database Management, Estocolmo, 8, 1996. MARTINS, G.A. Estatística Geral e Aplicada. São Paulo: Atlas, 2001. MATTAR, F.N. Pesquisa de Marketing. São Paulo: Atlas, 1998. MORETTIN, P.A. & TOLOI, C.M. Séries Temporais. 2.ª ed. São Paulo: Atual, 1987. PADOVANI, C.R. Estatística na Metodologia da Investigação Científica. Botucatu: UNESP, 1995. PEREIRA, J.C.R. Análise de Dados Qualitativos. São Paulo: Edusp/Fapesp, 1999. SADE, A.S. & SOUZA, J.M. Prospecção de Conhecimento em Bases de Dados Ambientais. Rio de Janeiro: UFRJ, 1996. 32 jul./dez. • 2003 002302_C&T22.book Page 33 Tuesday, July 27, 2004 8:16 AM Dados dos autores HELOISA HELENA SFERRA Analista de Sistemas. Mestranda em Ciência de Computação pela UNIMEP ÂNGELA M. C. JORGE CORRÊA Professora doutora do Grupo de Área em Métodos Quantitativos (FCMNTI/UNIMEP) do Mestrado em Administração e convidada do Mestrado em Ciência da Computação/UNIMEP Recebimento do artigo: 19/mar./03 Consultoria: 24/mar./03 a 18/dez./03 Aprovado: 18/dez./03 REVISTA DE CIÊNCIA & TECNOLOGIA • V. 11, Nº 22 – pp. 19-34 33 002302_C&T22.book Page 34 Tuesday, July 27, 2004 8:16 AM 34 jul./dez. • 2003 002302_C&T22.book Page 35 Tuesday, July 27, 2004 8:16 AM Análise dos Custos de Manutenção e de Não-manutenção de Equipamentos Produtivos Cost Analysis of Maintenance and Non-Maintenance Policies for Productive Equipments WILSON ROBERTO MARCORIN Universidade Metodista de Piracicaba (Santa Bárbara d´Oeste, Brasil) [email protected] CARLOS ROBERTO CAMELLO LIMA Universidade Metodista de Piracicaba (Santa Bárbara d´Oeste, Brasil) [email protected] RESUMO Nenhum estudo de implantação de programas de manutenção, em qualquer empresa, pode ser devidamente efetuado sem se considerar os custos envolvidos. Eles são, na verdade, os fatores mais importantes a serem examinados para se decidir entre diferentes programas de manutenção. Os custos envolvidos são fundamentais para a decisão de realizar, ou não, atividades de manutenção. A questão principal a discutir é a forma como os custos são analisados. Somente quando os custos de um programa de manutenção são comparados com os custos gerais originados pela falta de manutenção é que se consegue persuadir os gerentes de empresas a implementá-los. Cabe mostrar que o dinheiro aplicado em programas de manutenção é, na verdade, um investimento, que proporciona redução não somente nos custos de reparo de máquinas, mas também nos de parada de máquinas. Este trabalho apresenta uma revisão de literatura sobre esses aspectos, assim como uma análise dos custos envolvidos nos diferentes programas e ferramentas de manutenção, em termos de disponibilidade de máquina. Seus benefícios são comparados, também, aos custos decorrentes de reparo e parada de máquina quando se adota uma política de não-manutenção. Palavras-chave PROGRAMAS DE MANUTENÇÃO – CUSTOS DE MANUTENÇÃO – CUSTOS DE INDISPONIBILIDADE. ABSTRACT Studies of maintenance programs cannot be implemented, in any company, if costs are not considered. In fact, they are the most important issue to be examined when deciding among different maintenance programs. They are basic to decide whether maintenance activities should be practiced or not. The main issue to be discussed is how costs should be analysed. Only when the costs of a maintenance program are compared to the costs originated from the lack of maintenance, it is possible to convince company managers to implement maintenance programs. Managers must be convinced that the money applied on maintenance programs is, in fact, an investment that reduces not only repair costs but also the machines’ downtime costs. This work offers a literature review on the subject as well as an analysis of costs involved in different maintenance policies and tools. All these costs are analyzed in terms of machine availability and its benefits. These costs are also compared to those of machine repair and machine downtime that result from a nonmaintenance policy. Keywords MAINTENANCE PROGRAMS – MAINTENANCE COSTS – UNAVAILABILITY COSTS. REVISTA DE CIÊNCIA & TECNOLOGIA • V. 11, Nº 22 – pp. 35-42 35 002302_C&T22.book Page 36 Tuesday, July 27, 2004 8:16 AM INTRODUÇÃO A busca incessante do lucro pelas empresas, focada em uma análise simplista de redução de custos e aumento de produção, pode desviar a companhia do real caminho para sua sobrevivência no mercado. A via para manter-se e ganhar novos mercados está na qualidade e na produtividade. A busca da qualidade e da produtividade passa por diversas questões, como as políticas de gestão da qualidade, a análise do melhor sistema de produção, o treinamento, a manutenção da produção e outros fatores estratégicos. O papel da manutenção mostra-se essencial na garantia tanto da qualidade quanto da produtividade empresarial. A manutenção deve ser encarada como uma função estratégica na obtenção dos resultados da organização e deve estar direcionada ao suporte do gerenciamento e à solução de problemas apresentados na produção, lançando a empresa em patamares competitivos de qualidade e produtividade (Kardec & Nascif, 2001). Portanto, deve “ter em conta os objetivos da empresa” e ser gerida de modo a proporcionar à organização um grau de funcionalidade com um custo global otimizado (Souris, 1992). A política de manutenção deve ser definida pela empresa segundo os seus objetivos organizacionais (Wireman, 1990), apresentando-se como fator determinante do sucesso do planejamento da produção e, portanto, da produtividade do processo (Wireman, 1998). Entretanto, a importância da função manutenção e a opção consciente de seu modelo nem sempre são claras e levadas em consideração na análise das estratégias das organizações – e quando o são, acabam sendo descartadas por uma análise incorreta dos custos envolvidos. O fator custo da manutenção, quando analisado isoladamente, acaba inibindo as empresas a considerar em sua estratégia essa manutenção, relegando-a a uma posição secundária ou, mesmo, a ser vista como um mal necessário. Este trabalho pretende discutir esse tema, de modo a proporcionar maior clareza sobre a questão dos custos de manutenção e daqueles decorrentes de sua ausência ou ineficácia, de modo a fornecer mais subsídios para a análise desses custos e uma tomada de decisão consciente sobre a estratégia de manutenção a adotar. MANUTENÇÃO E QUALIDADE Quando se fala em produção de peças por meio de máquinas e equipamentos, com qualquer nível de automação, a qualidade do produto final é determinada, entre outros fatores, pelo desempenho do equipamento/máquina que o fabrica. Tradicionalmente, manutenção e qualidade têm sido analisadas separadamente, como identifica Ben-Daya (2002), que apresenta um modelo matemático que leva em consideração a deterioração do equipamento no processamento da produção de lotes econômicos. Badía et al. (2002) discutem essa questão relacionando uma manutenção ineficaz com a necessidade de inspeções mais freqüentes, o que eleva o custo do controle de qualidade. A deterioração das condições ótimas do equipamento leva a desvios no processo e a queda de qualidade. Conforme Souris (1992), a busca pela qualidade do processo e do produto passa pela qualidade da manutenção, sem a qual o montante investido em sistemas de gestão da qualidade pode ser inteiramente perdido. A qualidade da função manutenção pode evitar a deterioração das funções operacionais dos equipamentos, especialmente aquelas que levam a falhas ocultas, que resultam na incapacidade do processo. Apenas uma manutenção adequada pode garantir que o processo não perderá sua capacidade devido a desvios provocados por problemas no equipamento. A manutenção é encarada como essencial também nos sistemas de gestão da qualidade, como a ISO 9000 (Kardec & Nascif, 2001). MANUTENÇÃO E PRODUTIVIDADE De forma mais evidente do que a qualidade, a produtividade também depende do desempenho do equipamento. A redução da produtividade em função das paradas de máquinas é analisada no item “Manutenção e Disponibilidade” deste trabalho sob a ótica da disponibilidade dos equipamentos de produção. Entretanto, essa produtividade pode ser ainda mais afetada quando a falta de manutenção ou a manutenção ineficaz cau36 jul./dez. • 2003 002302_C&T22.book Page 37 Tuesday, July 27, 2004 8:16 AM sam aumento dos tempos de produção pela redução do desempenho, mesmo não havendo uma parada efetiva do equipamento. Essa condição leva a empresa a buscar a origem da queda de produção em outros fatores, como ferramental, materiais e até operadores, elevando os custos operacionais. Pode-se dizer, portanto, que uma política inadequada de manutenção traz custos adicionais relacionados à falta de produtividade – desde as horas extras necessárias para cumprir a produção até perdas de contrato –, todos mensuráveis, além de outras perdas não mensuráveis, como o desgaste da imagem da empresa (Kardec & Nascif, 2001). MANUTENÇÃO E DISPONIBILIDADE A redução do desempenho do equipamento, que traz a diminuição da qualidade e da produtividade, pode ser evitada com políticas adequadas de manutenção que garantam a eficiência do equipamento. A falta dessas políticas, além da redução da capacidade do processo, acarreta paradas efetivas do equipamento, reduzindo a sua disponibilidade. A disponibilidade dos equipamentos depende da confiabilidade e da manutenibilidade por eles apresentadas (Williams et al., 1994). Apesar de os valores de confiabilidade e manutenibilidade serem, por definição, fatores intrínsecos do equipamento e dependerem da concepção de seu projeto (SAE International, 1992), eles são afetados por outros fatores, como treinamento dos mantenedores, disponibilidade de peças, limpeza e condição geral do equipamento. Uma política adequada de manutenção deve, então, manter a capacidade e a disponibilidade da máquina, evitando quebras (aumento de confiabilidade) e criando condições de uma intervenção corretiva rápida e eficaz, quando a falha ocorrer (aumento da manutenibilidade). CUSTOS DA FALTA DE MANUTENÇÃO O que foi exposto até agora mostra alguns pontos em que a falta de uma política de manutenção gera custos. Segundo Mirshawa & Olmedo (1993), os custos gerados pela função manutenção são apenas a ponta de um iceberg. Essa ponta visível corresponde aos custos com mão-de-obra, ferramentas e instrumentos, material aplicado nos reparos, custo com subcontratação e outros referentes à instalação ocupada pela equipe de manutenção. Abaixo dessa parte visível do iceberg, estão os maiores custos, invisíveis, que são os decorrentes da indisponibilidade do equipamento. O custo da indisponibilidade concentra-se naqueles decorrentes da perda de produção, da não-qualidade dos produtos, da recomposição da produção e das penalidades comerciais, com possíveis conseqüências sobre a imagem da empresa (Mirshawa & Olmedo, 1993). Esses aspectos também foram tratados por Cattini (1992), quando aponta os custos ligados à indisponibilidade e deterioração dos equipamentos como conseqüência da falta de manutenção. Essa relação entre custo de manutenção, custo da indisponibilidade e produtividade foi estudada em modelo matemático apresentado por Chiu & Huang (1996), cuja conclusão aponta para uma melhor relação custo-benefício quando a manutenção é tratada de forma preventiva, em vez de situações de descontrole do processo produtivo pela falta de manutenção. Tomando a manutenção como premissa para a redução dos custos da produção, deve-se definir a melhor política a ser adotada para a otimização dos custos. Essa análise pode ser observada no gráfico clássico, mostrado na figura 1, que ilustra a relação entre o custo com manutenção preventiva e o custo da falha. Entre os custos decorrentes da falha estão, basicamente, as peças e a mão-de-obra necessárias ao reparo e, principalmente, o custo da indisponibilidade do equipamento. O gráfico da figura 1 mostra que investimentos crescentes em manutenção preventiva reduzem os custos decorrentes das falhas – e, em conseqüência, diminuem o custo total da manutenção, em que se somam os custos de manutenção preventiva com os custos de falha. Entretanto, o gráfico mostra também que, a partir do ponto ótimo em investimento com manutenção preventiva, mais investimentos trazem poucos benefícios para a redução dos custos da falha e acabam elevando o custo total. Essa questão foi estudada por Murty & Naikan (1995), que trabalham os limites da disponibilidade e apresentam um modelo matemático para o cálculo do ponto ótimo de disponibilidade, como mostrado no gráfico da figura 2. REVISTA DE CIÊNCIA & TECNOLOGIA • V. 11, Nº 22 – pp. 35-42 37 002302_C&T22.book Page 38 Tuesday, July 27, 2004 8:16 AM Fig. 1. Gráfico custos versus nível de manutenção (Mirshawa & Olmedo, 1993). Fig. 2. Gráfico lucro versus disponibilidade (Murty & Naikan, 1995). O gráfico da figura 2 mostra que a busca por falha zero (100% de disponibilidade) requer gastos cada vez maiores com manutenção, o que acarreta uma conseqüente redução do lucro da operação. Encontrar o ponto ótimo de disponibilidade, em que o custo da manutenção proporciona um nível de disponibilidade capaz de gerar máximo lucro à operação, é o grande desafio na gestão da manutenção, como afirma Cabrita (2002). Para ele, a manutenção deve garantir a produtividade e o lucro dos negócios da empresa com o menor custo possível. É muito importante observar, na busca do ponto ótimo, que a política de manutenção a ser adotada deve levar em consideração aspectos como a importância do equipamento para o processo, o custo do equipamento e de sua reposição, as conseqüências da falha do equipamento no processo, o ritmo de produção e outros fatores que indicam que a política de manutenção não pode ser a mesma para todos os equipamentos, mas deve ser diferenciada para cada um deles, na busca do ponto ótimo entre disponibilidade e custo. POLÍTICAS BÁSICAS DE MANUTENÇÃO Manutenção Corretiva Embora possa parecer ausência de uma política de manutenção, a manutenção corretiva é uma alternativa que, aparentemente, coloca-se no extremo esquerdo inferior do gráfico da figura 1, apresentado no item anterior. O problema dessa política não está em fazer intervenções corretivas, mas em que sua aplicação iso38 jul./dez. • 2003 002302_C&T22.book Page 39 Tuesday, July 27, 2004 8:16 AM lada requer enormes estoques de peças para suportar as sucessivas quebras, tornando o trabalho imprevisível e, portanto, sem um plano capaz de equacionar os custos. Entretanto, levando-se em consideração a importância do equipamento no processo, o seu custo e as conseqüências da falha, pode-se chegar à conclusão de que qualquer outra opção que não a corretiva pode significar custos excessivos. Em outras palavras, a manutenção corretiva é a melhor opção quando os custos da indisponibilidade são menores do que os custos necessários para evitar a falha, condição tipicamente encontrada em equipamentos sem influência no processo produtivo. Manutenção Preventiva O termo manutenção preventiva é muito abrangente e deve significar um conjunto de ações que visam prevenir a quebra. A manutenção preventiva está baseada em intervenções periódicas geralmente programadas segundo a freqüência definida pelos fabricantes dos equipamentos. Essa política, em muitos casos, leva a desperdícios, pois não considera a condição real do equipamento. O simples fato de a manutenção preventiva reduzir o risco de paradas não programadas devido a falhas no equipamento já a coloca como uma opção melhor do que a manutenção corretiva em máquinas ligadas diretamente ao processo. É importante ressaltar que ela possui alguns pontos a serem considerados. O primeiro é o fato de que a troca de um item por tempo de uso apenas pode ser considerada naqueles que sofrem desgaste. Outro ponto, mesmo nos itens que sofrem desgaste, é a imprevisibilidade, ou seja, o ritmo de desgaste pode não ser uniforme e está sujeito a muitas variáveis. Da mesma forma que é possível trocar uma peça ainda com muito tempo de vida, pode ocorrer falha antes do tempo previsto. Essa imprevisibilidade requer estoques de peças de reposição, elevando os custos relativos. Dohi et al. (2001) abordam a questão do custo do estoque e apresentam um modelo matemático para otimizar a quantidade de mercadoria acumulada em aplicações de manutenção preventiva. Além do estoque elevado para cobrir a imprevisibilidade das falhas, a manutenção preventiva apresenta o inconveniente de intervenções muitas vezes desnecessárias, que reduzem a produtividade e elevam o custo operacional total. No entanto, esse tipo de manutenção pode ser a melhor alternativa para equipamentos e/ ou peças que apresentam desgaste em ritmo constante e que representam um custo baixo, em comparação com o custo da falha, podendo-se prever estoques adequados e seguros. Manutenção Preditiva A manutenção preditiva caracteriza-se pela medição e análise de variáveis da máquina que possam prognosticar uma eventual falha. Com isso, a equipe de manutenção pode se programar para a intervenção e aquisição de peças (custo da manutenção), reduzindo gastos com estoque e evitando paradas desnecessárias da linha de produção (custo da indisponibilidade). Por ser uma manutenção de acompanhamento, a preditiva exige uma mão-de-obra mais qualificada para o trabalho e alguns aparelhos ou instrumentos de medição. Seu aparente alto custo é plenamente recompensado por seus resultados, situando-se mais próximo do ponto ótimo da relação custo-benefício em equipamentos cuja parada traz grandes prejuízos ao processo e em que o custo do estoque de equipamento/ peça também é elevado. A manutenção preditiva situa-se, portanto, no ponto do gráfico de investimentos em manutenção com o melhor retorno de disponibilidade com custos ainda compensadores (fig. 2). Aqui reside mais um dos mitos da manutenção citado por Cattini (1992), que afirma que, apesar do conceito envolvido na manutenção preditiva, ela pode ser utilizada com investimentos menores do que se imagina. Uma análise mais profunda mostra que o custo pode variar muito, em função das ferramentas e dos métodos aplicados nas manutenções corretivas e preditivas. Ferramentas de gestão simples e baratas podem propiciar o emprego desses tipos de manutenção, como será discutido adiante. REVISTA DE CIÊNCIA & TECNOLOGIA • V. 11, Nº 22 – pp. 35-42 39 002302_C&T22.book Page 40 Tuesday, July 27, 2004 8:16 AM FERRAMENTAS PARA GERENCIAMENTO DA MANUTENÇÃO Metodologia 5S Esta é uma das mais poderosas ferramentas, essencial à obtenção de condições mais favoráveis à aplicação de técnicas mais avançadas. O 5S é o início de um processo de mudança de postura diante da função manutenção. É, por si só, técnica suficiente para baixar os custos da manutenção e da indisponibilidade, consistindo em ferramenta preventiva. O 5S vem das iniciais das cinco palavras japonesas seiri, seiton, seiso, seiketsu e shitsuke, que correspondem aos cinco processos de transformação capazes de elevar a eficiência de uma fábrica ao nível de primeira classe (Hirano, 1994). Esses processos são, respectivamente, liberação da área (eliminação de itens desnecessários), organização, limpeza, padronização e disciplina. Apesar de se adequarem a toda a organização, esses processos têm aplicação direta no chão de fábrica e na melhoria das condições de operação e manutenção das máquinas, trazendo grande redução de custos, com a diminuição do desperdício e das falhas provocadas por excesso de sujeira. Manutenção Autônoma Pode-se entender por manutenção autônoma aquela realizada pelos próprios operadores. Ela constituise em uma ferramenta muito eficaz de manutenção preventiva e preditiva, a um custo menor que o observado em outros instrumentos. Takahashi & Osada (1993) apresentam a manutenção autônoma como uma forma de reduzir os custos com pessoal de manutenção e aumentar a vida útil do equipamento, concentrando-se, basicamente, em limpeza, lubrificação, reapertos e inspeção diária. Hartmann (1992) coloca a redução de custos e de falhas e a melhora do equipamento como os principais benefícios da manutenção autônoma, enfatizando que a redução de custos é reflexo da eliminação de pequenas paradas e da redução do tempo de reparo, devido ao envolvimento constante do operador. RCM - Reliability-Centred Maintenance Moubray (2000) apresenta RCM (Reliability-Centred Maintenance), ou Manutenção Centrada em Confiabilidade, como uma filosofia de trabalho, como “um processo usado para determinar o que deve ser feito para assegurar que qualquer ativo físico continue a fazer o que seus usuários querem que ele faça no seu contexto operacional”. Ou seja, o RCM é uma metodologia que identifica, no contexto de cada operação, quais as ações mais indicadas para a preservação das funções nela existentes. Como o nome diz, RCM trata a manutenção por meio de um estudo de confiabilidade de cada sistema, trazendo para esta função um tratamento mais científico. Nesse processo, cabe à manutenção identificar o índice da confiabilidade de cada equipamento e do processo como um todo e como essa confiabilidade pode ser melhorada. Pela sua característica científica, requer uma equipe de manutenção mais especializada para o desenvolvimento dos estudos de confiabilidade. É a chamada Engenharia de Manutenção. Novamente, aqui, os resultados compensam os custos. Um bom estudo de confiabilidade pode dar ao sistema maior racionalidade na aplicação dos recursos destinados à manutenção e melhor controle do estoque de peças, das ordens de serviço e das paradas programadas. O RCM vem auxiliar na otimização do nível de disponibilidade de máquinas e dos custos, na medida em que permite reduzir de 40% a 70% as intervenções periódicas (Moubray, 2000). Garbatov & Soares (2001) estudaram a opção de uso do RCM na redução de custos de manutenção em estruturas flutuantes. Apesar de aplicados em uma área não industrial, seus cálculos mostraram que o RCM diminui os custos na medida em que reduz o número de intervenções. Mais aplicado à indústria, o estudo de Deshpande & Modak (2002) mostra, com uma análise de custos, como o RCM pode ser usado na otimização das intervenções preventivas, reduzindo o custo dos sistemas de operação e manutenção, uma vez que as paradas são programadas com base em um estudo mais científico das probabilidades de falha. Smith (1993) também aborda a questão da redução de custos pela apli40 jul./dez. • 2003 002302_C&T22.book Page 41 Tuesday, July 27, 2004 8:16 AM cação do RCM e mostra como o estudo de confiabilidade e as ações tomadas a partir dele permitiram às companhias diminuir os gastos com manutenção preventiva com a implementação de sistemas redundantes. Um estudo de caso de aplicação de RCM, apresentado por Pintelon et al. (1999), também mostra reduções significativas nos custos da manutenção e da indisponibilidade em linhas de pintura com robôs. TPM – Total Productive Maintenance TPM, ou Manutenção Produtiva Total, é mais do que uma ferramenta de manutenção, é uma filosofia de trabalho tida como missão da empresa na manutenção da produtividade (Fleming & França, 1997). O TPM está baseado em alguns pilares, entre os quais estão melhorias específicas, manutenção autônoma, manutenção planejada, manutenção da qualidade e treinamento. Pode-se perceber que outras ferramentas já apresentadas neste trabalho também fazem parte da sustentação do TPM. Portanto, TPM não conflita com outras ferramentas, mas as reúne em torno de uma filosofia de manutenção da produtividade. Fleming & França (1997) discutem o uso da RCM como ferramenta na construção do pilar manutenção planejada. Também salientam a redução dos custos de manutenção na aplicação do TPM, na medida em que permite reduzir perdas e coloca o equipamento em condições ótimas de operação, em um processo de alta disponibilidade. CONCLUSÃO Todos os argumentos e citações apresentados têm por objetivo mostrar que a função manutenção deve ser encarada como estratégica dentro da organização, e que pode e deve ser usada na redução dos custos totais do processo de produção como investimento, e não como gasto adicional. Apesar de não citado neste trabalho, caberia, ainda, uma discussão sobre as opções entre ter uma equipe de manutenção própria ou terceirizada, questão que também deve ser analisada sob um ponto de vista estratégico e de custos. REFERÊNCIAS BIBLIOGRÁFICAS BADÍA, F.G. et al. Optimal inspection and preventive maintenance of units with revealed and unrevealed failures. Reliability Engineering System Safety, London, 78, 157-163, 2002. BEN-DAYA, M. The economic production lot-sizing problem with imperfect production process and imperfect maintenance. International Journal of Production Economics, New York, 76, 257-264, 2002. CABRITA, G. A manutenção na indústria automotiva. Revista Manutenção, São Paulo, 20-26. mar./mai./02. CATTINI, O. Derrubando os Mitos da Manutenção. São Paulo: STS Publicações e Serviços Ltda., 1992. CHIU, H-N. & HUANG, B.S. The economic design of x control charts under a preventive maintenance policy. International Journal of Quality & Reliability Management, Cambridge, 13 (1): 61-71, 1996. DESHPANDE, V.S. & MODAK, J.P. Aplication of RCM to a medium scale industry. Reliability Engineering & System Safety, London, 77, 31-43, 2002. DOHI, T. et al. Optimal control of preventive maintenance schedule and safety stocks in an unreliable manufacturing enviroment. International Journal of Production Economics, New York, 74, 147-155, 2001. FLEMING, P.V. & FRANÇA, S.R.R.O. Considerações sobre a implementação conjunta de TPM e MCC na indústria de processos. In: Anais do 12.º Congresso Brasileiro de Manutenção. São Paulo, 1997. CD-rom. GARBATOV, Y. & SOARES, C.G. Cost and reliability based atrategies for fatigue maintenance planning of floating structures. Reliability Engineering & System Safety, London, 73, 293-301, 2001. HARTMANN, E.H. Succesfully Installing TPM in a Non-Japanese Plant. Pittsburgh, EUA: TPM Press, 1992. HIRANO, H. 5S na Prática. São Paulo: Instituto IMAM, 1994. KARDEC, A. & NASCIF, J.A. Manutenção – função estratégica. 2.ª ed. Rio de Janeiro: Qualitymark Editora Ltda., 2001. MIRSHAWKA, V. & OLMEDO, N.C. Manutenção – combate aos custos na não-eficácia – a vez do Brasil. São Paulo: Editora McGraw-Hill Ltda., 1993. MOUBRAY, J. Manutenção Centrada em Confiabilidade (Reliability-Centered Maintenance – RCM). Trad. Kleber Siqueira. São Paulo: Aladon, 2000. MURTY, A.S.R. & NAIKAN, V.N.A. Availability and maintenance cost optimization of a production plant. International Journal of Quality & Reliability Management, Cambridge, 12 (2): 28-35, 1995. REVISTA DE CIÊNCIA & TECNOLOGIA • V. 11, Nº 22 – pp. 35-42 41 002302_C&T22.book Page 42 Tuesday, July 27, 2004 8:16 AM PINTELON, L. et al. Case study: RCM – yes, no or maybe? Journal of Quality in Maintenance Engineering, Cambridge, 5 (3): 182-191, 1999. SAE INTERNATIONAL. Reliability and Maintainability Guideline for Manufacturing Machinery and Equipment. EUA: Society of Automotive Engineers, 1992. SMITH, A.M. Reliability-Centered Maintenance. Boston: McGraw Hill, 1993. SOURIS, J-P. Manutenção Industrial – custo ou benefício. Trad. Elizabete Batista. Lisboa: Lidel, 1992. TAKAHASHI, Y & OSADA, T. Manutenção Produtiva Total. São Paulo: Instituto IMAM, 1993. WILLIAMS, J.H. et al. Condition-based Maintenance and Machine Diagnostics. Londres: Chapman & Hall, 1994. WIREMAN, T. Developing Performance Indicators for Managing Maintenance. Nova York: Industrial Press, 1998. WIREMAN, T. World Class Maintenance Management. Nova York: Industrial Press, 1990. Dados dos autores WILSON ROBERTO MARCORIN Assessor de Pós-venda das Indústrias Romi S.A., formado em Tecnologia Mecânica e mestrando em Engenharia de Produção pela UNIMEP CARLOS ROBERTO CAMELLO LIMA Doutor e mestre em Engenharia Mecânica (Unicamp), pós-doutorado em Engenharia e Ciência dos Materiais (SUNY-State University of New York) e professor da FEAU/UNIMEP Recebimento do artigo: 15/abr./03 Consultoria: 25/nov./03 a 18/dez./03 Aprovado: 18/dez./03 42 jul./dez. • 2003 002302_C&T22.book Page 43 Tuesday, July 27, 2004 8:16 AM Métodos de Ensaio Acelerado como Alternativa para os Dados de Vida de Fornecedor Accelerated Test Methods as an Alternative to the Catalogue Life Data PEDRO LUIZ SASSERON Indústrias Romi (Santa Bárbara d´Oeste, SP) [email protected] ALVARO JOSÉ ABACKERLI Universidade Metodista de Piracicaba (Santa Bárbara d´Oeste, SP) [email protected] RESUMO O tempo de vida dos componentes é um dado necessário para a determinação do prazo de garantia e o planejamento da manutenção de máquinas e equipamentos. Os catálogos dos fornecedores nem sempre trazem esta informação. Quando ela está disponível, é comum verificar que foi obtida em condições diversas daquelas de utilização no campo, o que dificulta a conversão para a situação desejada. Existem diferentes métodos que visam determinar o tempo de vida esperado para os componentes, entre eles o ensaio acelerado de vida. Este método consiste em executar os testes dos componentes sob condições de stress (maior temperatura, tensão, corrente etc.), acelerando a ocorrência de falha, e transpor os resultados para as condições desejadas. Neste trabalho, são analisados os dados de vida disponíveis nos catálogos de fornecedores, verificadas as dificuldades de sua utilização e propostos métodos de ensaio acelerado de vida, como alternativa para a sua determinação. Palavras-chave confiabilidade – ensaio acelerado – dados de vida. ABSTRACT The information on the life time of components is necessary to determine both the warranty term and the maintenance planning of machines and equipment. The supplier’s catalogs not always bring such information. When the information is available, it’s common to see that it was obtained in different conditions from those of the user (in field), making it difficult to convert it to the desired situation. There are different methods of determining the components’ expected lifetime, the accelerated life test being one of them. Such method consists of component testing under stress conditions (higher temperature, voltage, current etc.), accelerating the failure occurrences, and transporting the results to the user’s conditions. In this work, the life data available in the supplier’s catalogs are analyzed; the difficulties in their use are verified, and the methods of accelerated life test are discussed as an alternative for its determination. Keywords: RELIABILITY – ACCELERATED LIFE TEST – LIFE DATA. REVISTA DE CIÊNCIA & TECNOLOGIA • V. 11, Nº 22 – pp. 43-48 43 002302_C&T22.book Page 44 Tuesday, July 27, 2004 8:16 AM INTRODUÇÃO A expectativa de vida dos componentes é um dado importante no desenvolvimento de um produto, seja ele uma máquina ferramenta ou qualquer outro tipo de equipamento. Com os dados de vida, pode-se calcular a confiabilidade dos conjuntos, individualmente, ou do equipamento todo, determinar o prazo de garantia, estimar os custos com reposição de peças em garantia, elaborar listas de materiais sobressalentes e fornecer informações para a manutenção preventiva do equipamento, entre outras coisas. O caminho natural para obtenção desses dados é o catálogo do fabricante, em que são encontradas as características técnicas do componente a ser aplicado. Porém, nem sempre os dados de vida estão disponíveis, e raramente eles são encontrados nas condições de utilização do equipamento. A maneira mais comum de encontrar os dados é na forma de um número, representando o tempo de vida ou o número de operaçõeslimite dentro de condições específicas de aplicação. Alguns catálogos trazem gráficos mostrando a variação do tempo de vida em relação a uma variável que nem sempre é a que se pretende estudar. Diante da completa falta ou da escassez de dados de vida providos pelo fornecedor, torna-se necessário encontrar alternativas para a sua obtenção. Uma delas envolve testes que sejam capazes de fornecer as informações dentro de limites aceitáveis de confiabilidade, podendo ser convertidos para as condições de utilização do equipamento no campo. Entre os métodos de teste usuais, encontram-se o teste de uso nas condições de operação no campo e o teste de uso contínuo, que pode representar uma aceleração em relação ao uso normal. Além desses, há o ensaio acelerado de vida, com o componente sendo submetido a um nível elevado de corrente, temperatura, tensão ou outra variável que acelera o aparecimento de falha. Neste trabalho, serão discutidos os métodos de ensaio acelerado de vida como alternativa aos dados do fornecedor. A NECESSIDADE DOS DADOS DE VIDA Uma das aplicações dos dados de vida de componentes é a determinação do prazo de garantia da máquina ou do equipamento. Em função dos ciclos de operação da máquina e do regime de trabalho imposto aos componentes, pode-se determinar quanto tempo cada um deles levará para apresentar falha. A existência de dados confiáveis é de suma importância para evitar grandes despesas dentro do período de garantia. O envio de um assistente técnico a um cliente para diagnosticar um problema e substituir um componente pode representar uma despesa elevada, especialmente quando implicam viagens aéreas, hospedagens etc. Em muitos casos, o valor das despesas é expressivamente superior ao do componente substituído. Outra aplicação é a elaboração da lista de materiais sobressalentes para reposição indicados pelo fabricante da máquina ao cliente. O fato de o cliente ter à sua disposição os componentes passíveis de falha com tempo previsto possibilita o planejamento da manutenção preventiva da máquina ou reduz o tempo de manutenção corretiva, no caso de falha. A falta de precisão nos dados pode acarretar grande tempo de máquina parada em caso de falha, principalmente devido ao tempo de aquisição do componente de reposição no mercado. Esse fato, embora não represente despesa para o fabricante do equipamento quando fora de garantia, pode comprometer a sua imagem e a satisfação do cliente (Healy, 2002). Além disso, os contratos de venda recentes tendem a ser mais exigentes em relação à especificação dos dados de vida dos componentes empregados nos equipamentos, além da propensão ao aumento de seu prazo de garantia. Essas tendências ressaltam a importância da qualidade dos dados de vida utilizados no desenvolvimento do produto. DADOS DISPONÍVEIS NOS CATÁLOGOS E QUALIDADE DA INFORMAÇÃO Para escolha de um caso típico, foram analisados os componentes eletroeletrônicos usados em máquinas-ferramenta, tomando-se como exemplo um relé. Esse componente está presente na grande maioria das máquinas e tem a função de comandar motores, válvulas e outros itens elétricos, estabelecendo o seu estado operacional: ligado ou desligado. 44 jul./dez. • 2003 002302_C&T22.book Page 45 Tuesday, July 27, 2004 8:16 AM Foram selecionados catálogos de grandes fabricantes mundiais de relés dos Estados Unidos (Aromat, 1997), Alemanha (Murrelektronik, 2000 e Phoenix, 2000), Itália (Finder, 2002) e Japão (Omron, 2000), e deles coletados os dados disponíveis. Essas informações foram agrupadas por tipo de dados de cada fornecedor, sendo os dados típicos mostrados na tabela 1. Pela tabela, nota-se que os catálogos do fornecedor A não trazem nenhum dado de vida dos relés. Desse modo, não é possível fazer qualquer estimativa sobre a expectativa de vida deles, embora sejam esses os dados disponíveis para o projeto, se utilizados os componentes deste fabricante. Tab. 1. Expectativa de vida de relé. FORNECEDOR VIDA MECÂNICA (OPERAÇÕES) VIDA ELÉTRICA CARGA RESISTIVA (OPERAÇÕES) VIDA ELÉTRICA CARGA INDUTIVA (OPERAÇÕES) A - - - 7 B 1,0 . 10 - C 0,5 . 107 2,0 . 105 D 7 5 2,0 . 10 1,0 . 10 0,5 . 105 Pela tabela, observam-se os dados do fornecedor B, que informa em seus catálogos a vida mecânica do relé. Entretanto, como se trata de um componente eletromecânico, na maioria dos casos, os dados fornecidos são insuficientes para o uso em projeto. Isso se deve ao fato de as falhas da parte elétrica do componente aparecerem primeiro. O modo de falha elétrica é, em geral, cerca de duas ordens de grandeza menor do que a mecânica, conforme se observa nos fornecedores C e D. Verificando os dados do fornecedor C, nota-se uma vantagem em relação aos fornecedores A e B. Além da informação de vida mecânica, o catálogo do fornecedor C apresenta, ainda, a de vida elétrica para cargas resistivas. Apesar da melhoria nas informações, elas também são incompletas, considerando que a maioria das cargas elétricas de máquinas são do tipo indutivo, como os motores e eletroválvulas. Finalmente, observando os dados de vida do fornecedor D, é possível observar mais um avanço: além das informações de vida mecânica e elétrica para cargas resistivas, aparece também a vida elétrica para cargas indutivas. Agora, a restrição quanto ao uso das informações fica por conta das condições de temperatura, tensão e corrente. Se os valores dessas variáveis estiverem dentro dos limites estabelecidos nos catálogos, os dados de vida podem ser usados no projeto. Caso contrário, seria necessário fazer uma conversão para a situação desejada. Porém, somente alguns catálogos trazem as curvas de conversão e, ainda assim, somente para a variável corrente. Considerando que, em todos os casos, existem restrições quanto às aplicações das informações dos catálogos, tornam-se necessárias alternativas para a obtenção dos dados de confiabilidade necessários. As alternativas que serão discutidas na seqüência deste trabalho são os métodos de teste de vida. AS TÉCNICAS DE TESTE Existem várias maneiras de se obter os dados de vida de um componente por meio de testes. Entre elas, serão discutidos o teste de uso nas condições normais de campo, o teste de aceleração pelo uso contínuo, os ensaios acelerados qualitativos e os ensaios acelerados quantitativos. O teste de vida normal, ou de campo, com os componentes trabalhando nas condições reais de uso do equipamento, é a primeira alternativa descrita que pode fornecer os dados de vida dos componentes. Esse ensaio pode ser realizado em bancada ou no próprio campo, com o componente fazendo parte do equipamento em uso normal. A grande limitação dessa opção é o tempo elevado para se obter resultados. REVISTA DE CIÊNCIA & TECNOLOGIA • V. 11, Nº 22 – pp. 43-48 45 002302_C&T22.book Page 46 Tuesday, July 27, 2004 8:16 AM Um segundo método, a aceleração por uso contínuo, consiste em testar continuamente um componente que, em regime normal, funcionaria durante um tempo bem menor. Por exemplo, se um equipamento trabalha durante algumas horas por dia em alguns dias da semana, pode ser posto a operar em regime contínuo, 24 horas por dia e sete dias por semana. Quanto menor o tempo de uso normal do componente, maior o fator de redução do tempo total de teste. Nesse caso, a limitação ocorre com produtos de uso intenso em que não é possível uma redução significativa de tempo (Vassiliou & Mettas, 2002). Os ensaios acelerados qualitativos – entre os quais estão os testes de tortura e os testes altamente acelerados – são realizados em pequenas amostras, em que o produto é submetido a um meio extremamente desfavorável, com níveis severos de stress. Se o produto sobrevive, é aprovado. O ensaio altamente acelerado de vida pode ser usado para a revelação do provável modo de falha (Vassiliou & Mettas, 2002) e em algumas fases do desenvolvimento de produto (Jawaid et al., 2002). Os dados obtidos normalmente não podem ser extrapolados para condições reais de uso e não produzem um significativo número de MTBF (Mean Time Between Failure) (Silverman, s/d). Os ensaios quantitativos estimulam o produto a falhar em um teste de vida. Isso acontece aplicando-se um nível de stress que excede as condições que o produto encontra em condições normais de uso. O tempo até a falha, obtido sob essas condições, é então extrapolado para as condições de uso. O ensaio acelerado de vida pode ser feito sob alta ou baixa temperatura, umidade, tensão, pressão, vibração etc., a fim de acelerar ou estimular o mecanismo de falha. Deve-se ter o cuidado de não introduzir modos de falha que nunca ocorreriam sob condições de uso. Normalmente, o nível de stress deve cair fora dos limites de especificação do produto, mas dentro dos limites do projeto (Vassiliou & Mettas, 2002). O MÉTODO DE ENSAIO ACELERADO DE VIDA Diante das possibilidades de determinação do tempo de vida discutidas, o ensaio acelerado de vida se revela como adequado para quantificar o tempo até a falha de componentes, como alternativa aos dados de catálogo. Para a discussão do método, é importante mostrar em que consiste esse teste, descrever os passos para sua utilização e apresentar alguns casos em que está sendo aplicado. Uma típica análise de dados de vida determina, por meio do uso de distribuições estatísticas, a distribuição de vida que descreve o tempo até a falha de um produto. Estatisticamente falando, deseja- se determinar a função densidade de probabilidade (Pdf) da distribuição de falha para as condições ou os níveis de uso do produto. Para isso, podem ser usadas distribuições como Weibull, exponencial e lognormal. Para os dados obtidos num ensaio acelerado de vida, entretanto, é necessário um método que permita extrapolar as informações coletadas para se chegar a uma estimativa dos níveis característicos de uso. O relacionamento entre a função densidade probabilidade obtida num ensaio sob stress e a mesma função em condições de uso normal pode ser conseguido com os modelos Arrhenius, Eyring, Potência Inversa, TemperaturaUmidade etc. A figura 1 ilustra a função densidade de probabilidade do tempo até a falha de um componente para diferentes níveis de uso. Ela mostra as características da função para a condição normal de uso e para o ensaio acelerado (Vassiliou & Mettas, 2002). Um passo para a análise dos dados de um ensaio acelerado é a escolha da distribuição de vida apropriada. Essa escolha depende das características dos dados coletados, sendo comum se calcular os parâmetros para as várias distribuições e verificar qual delas representa melhor o conjunto de dados (Vassiliou & Mettas, 2002). Definida a distribuição de vida, outro passo é a determinação do modelo de extrapolação dessa distribuição, do nível de stress elevado para o nível de stress de uso normal, ou o que se deseja estudar. O modelo mais adequado entre os já citados depende, principalmente, da variável cujo nível foi elevado nos testes, como temperatura, umidade, potência etc. 46 jul./dez. • 2003 002302_C&T22.book Page 47 Tuesday, July 27, 2004 8:16 AM Fig. 1. Função densidade de probabilidade em diferentes níveis de stress. Outra questão na análise do ensaio acelerado é o carregamento de stress em função do tempo. O mais comum é o carregamento constante ou não dependente do tempo. Esse tipo tem muitas vantagens sobre os dependentes do tempo, como maior facilidade de trabalho, maior precisão e a consideração de que muitos produtos trabalham em níveis constantes de stress. Nesta linha, é possível observar a existência de trabalhos utilizando o planejamento de múltiplos níveis de stress constante (Tang & Yang, 2002). Quando se trata de stress variável no tempo, temos a discussão em torno de modelos que utilizam o step-stress test (Mettas & Vassiliou, 2002), com a distribuição de vida Weibull, e estudos de alternativas a essa distribuição (Khamis & Higgins, 1999). Entre as aplicações do ensaio acelerado de vida, o maior número de ocorrências está no desenvolvimento de produto para determinação da expectativa de vida de um equipamento, como um aparelho de projeção de imagens (Douglass, 1998). Também são encontradas aplicações em módulos que incorporam algum tipo de tecnologia utilizada em outros produtos, como circuitos híbridos (Bhakta et al., 2002). Outra aplicação importante é a identificação e eliminação dos modos de falha de processos produtivos de alguns equipamentos (Douglass & Sontheimer, 1998). É importante lembrar que, para determinação do modo de falha, em muitos casos, o ensaio altamente acelerado também pode ser aplicado. O setor espacial, que precisa de materiais com alta confiabilidade devido aos altos custos dos equipamentos envolvidos, também utiliza o teste acelerado de vida. Um caso específico é a aceleração por aumento das radiações, para estudar o comportamento do componente quando submetido aos altos índices de radiação no espaço (Benedetto, 1997-2002). CONCLUSÕES Com base nos itens anteriores, pode-se dizer que as informações constantes nos catálogos de fornecedores são, geralmente, escassas ou incompletas quanto à expectativa de vida dos componentes. Esse fato nos leva a buscar alternativas para obtenção desses dados. Na discussão sobre os métodos de testes existentes, o ensaio acelerado de vida se apresenta como uma alternativa interessante, principalmente pela possibilidade de os dados obtidos pela aceleração poderem ser extrapolados para as condições de uso desejadas. Finalmente, pode-se dizer que os casos existentes de aplicação desse método, especialmente no desenvolvimento de produtos, indicam a viabilidade de ele ser utilizado como alternativa à falta de dados de vida. REVISTA DE CIÊNCIA & TECNOLOGIA • V. 11, Nº 22 – pp. 43-48 47 002302_C&T22.book Page 48 Tuesday, July 27, 2004 8:16 AM REFERÊNCIAS BIBLIOGRÁFICAS AROMAT CORPORATION. Nais Relay Technical Data Book, EUA, 203-204, 1997. BENEDETTO, J.M. et al. Amorphous Silicon Antifuse Programmable-Array-Logic Devices for High Reliability Space Applications. Colorado Springs, EUA: UTMC Microelectronics Systems, 1997-2002. BHAKTA, S.D. et al. Accelerated tests to simulate metal migration in hybrid circuits. In: Proceedings of the Annual Reliability and Maintainability Symposium. Seattle, Washington, EUA, 2002. DOUGLASS, M. & SONTHEIMER, A. Identifying and eliminating digital light processing failure modes through accelerated stress testing. Texas Instruments Technical Journal, Texas, 128-136, jul.-set./98. DOUGLASS, M.R. Lifetime estimates and unique failure mechanisms of the Digital Micromirror Device (DMD). Proceedings of the International Reliability Physics Symposium, Reno, 9-16, 1998. FINDER COMPONENTES LTDA. Catálogo 2002/2003. Itália: Finder, 2002. HEALY, J.D. Basic reliability. In: Tutorial Notes of the Annual Reliability and Maintainability Symposium. Seattle, Washington, EUA, 2002. JAWAID, S. et al. Reliability stress test method: impact on the new product introduction process, time to market, field reliability impact and reliability assessment. In: Proceedings of the Annual Reliability and Maintainability Symposium. Seattle, Washington, EUA, 2002. KHAMIS, I.H. & HIGGINS, J.J. An alternative to the Weibull step-stress model. International Journal of Quality & Reliability Management, Bradford, 16 (2): 158-165, 1999. METTAS, A. & VASSILIOU, P. Modeling and analysis of time-dependent stress accelerated life data. In: Proceedings of the Annual Reliability and Maintainability Symposium. Seattle, Washington, EUA, 2002. MURRELEKTRONIK GmbH, Catalog, 3.7.38-3.7.39. Alemanha: Murrelektronik, 2000. OMRON CORPORATION, Relays Catalog. Kyoto, Japão: Omron, 2000. PHOENIX CONTACT, Interface Signal Converters. Alemanha: Phoenix, 2000. SILVERMAN, M. Why HALT Cannot Produce a Meaningful MTBF Number and Why this Should Not Be a Concern. QualMark’s Santa Clara Accelerated Reliability Test Center. <http://www.qualmark.com/content/ ourlibrary_technicalpapers.html> (14/jan./02). TANG, L.C. & YANG, G. Planning multiple levels constant stress accelerated life tests. In: Proceedings of the Annual Reliability and Maintainability Symposium. Seattle, Washington, EUA, 2002. VASSILIOU, P. & METTAS, A. Understanding accelerated life-testing analysis. In: Tutorial Notes of the Annual Reliability and Maintainability Symposium. Seattle, Washington, EUA, 2002. Dados dos autores PEDRO LUIZ SASSERON Graduado em Engenharia Elétrica pela EFEI e pós-graduado em Marketing pela Unisal. Atua no desenvolvimento de produtos nas Indústrias Romi. Mestrando em Engenharia de Produção na UNIMEP ALVARO JOSÉ ABACKERLI Graduado em Engenharia Mecânica pela EESC/ USP-São Carlos, onde também doutorou-se em Metrologia. Pós-doutoramento no National Physical Laboratory (Inglaterra) e no National Institute of Standards and Technology (Estados Unidos). Docente na graduação e de pósgraduação da UNIMEP Recebimento do artigo: 15/abr./03 Consultoria: 25/nov./03 a 18/dez./03 Aprovado: 18/dez./03 48 jul./dez. • 2003 002302_C&T22.book Page 49 Tuesday, July 27, 2004 8:16 AM O Programa Seis Sigma Aplicado a Processos Administrativos The Six Sigma Program Applied to Administrative Processes JOÃO MARCOS ANDRIETTA Universidade Metodista de Piracicaba (Santa Bárbara d´Oeste, Brasil) [email protected] PAULO AUGUSTO CAUCHICK MIGUEL Universidade Metodista de Piracicaba (Santa Bárbara d´Oeste, Brasil) [email protected] RESUMO Nos últimos anos, muitas empresas de produtos e de serviços têm implantado programas de melhorias contínuas baseadas no Seis Sigma. O uso deste programa e das ferramentas de qualidade a ele associadas permitiu resultados que merecem uma análise mais detalhada. As empresas que buscaram alcançar a melhoria contínua apoiadas no programa Seis Sigma reduziram custos com a eliminação de erros, diminuíram o tempo do ciclo de produção, aumentaram a produtividade e aperfeiçoaram a qualidade do desenvolvimento de processos e produtos lançados no mercado. O presente trabalho expõe as várias fases da aplicação Seis Sigma, que também pode ser utilizado em processos administrativos, e busca demonstrar os sucessos e os fracassos na etapa de implementação. Palavras-chave ADMINISTRAÇÃO DE PROCESSOS – SEIS SIGMA – ESTATÍSTICA – DMAIC. ABSTRACT In the last years many product and service companies have implanted continuous improvement programs based on the Six Sigma Program. The use of such program and the quality techniques associated to it have brought results that deserve a more detailed analysis. Companies that have attempted to reach continuous improvement through the Six Sigma Program have reduced costs by eliminating mistakes, reduced the production cycle time, increased productivity and improved the development quality of processes and products launched in the market. The work exposes the several stages of the Six Sigma application, which can also be used in administrative processes, and shows the successes and failures in the implementation phase. Keywords PROCESSES MANAGEMENT – SIX SIGMA – STATISTICS – DMAIC. REVISTA DE CIÊNCIA & TECNOLOGIA • V. 11, Nº 22 – pp. 49-56 49 002302_C&T22.book Page 50 Tuesday, July 27, 2004 8:16 AM INTRODUÇÃO A tualmente, diversas organizações estão aplicando o programa Seis Sigma em processos administrativos, em especial no segmento de serviços, como financeiras, administradoras de cartão de crédito, varejistas e hospitais. Pelos resultados obtidos até o momento, as empresas que procuraram alcançar a melhoria contínua nos processos administrativos apoiando-se no Seis Sigma reduziram custos por meio da eliminação de erros, diminuíram o tempo dos ciclos de atividades, aumentaram a produtividade e melhoraram a qualidade dos processos (Watson, 2001). As oportunidades de aprimoramento nos processos administrativos são as mais variadas: tempo excessivo de espera; perdas de negócios e vendas; erros de previsão; entregas incorretas; pagamentos fora dos prazos; cobranças indevidas; emissão de notas fiscais erradas; pedidos incorretos; estoques elevados; respostas impróprias; liberações atrasadas de produtos; metas inconsistentes; erros de codificação; identificação incorreta de mercado e público alvo; dados impróprios de clientes etc. Diante dessas oportunidades, a aplicação do programa Seis Sigma representa um poderoso recurso para a eliminação de erros, a diminuição de desperdícios e a conquista de resultados que melhoram significativamente os processos. O PROGRAMA SEIS SIGMA Um programa Seis Sigma visa – de maneira estruturada – incrementar a qualidade por meio da melhoria contínua dos processos envolvidos na produção de um bem ou serviço, considerando todos os aspectos importantes de um negócio. O objetivo do Seis Sigma é conseguir a excelência na competitividade pelo aprimoramento contínuo dos processos (Rotondaro et al., 2002). Segundo Harry & Schroeder (1998), Seis Sigma é um processo de negócio que permite às empresas ampliar seus lucros com a otimização das operações, o aumento da qualidade e a eliminação de defeitos, de falhas e de erros, pois está relacionado à melhoria da lucratividade. As empresas que implementam o programa o fazem com a meta de melhorar seus lucros. A integração e a participação de todos os níveis e funções da organização é o fator-chave para o sucesso da implantação do programa Seis Sigma. Esse envolvimento completo, no entanto, não é suficiente. Outros fatores de extrema importância são um sólido compromisso da alta administração e uma atitude pró-ativa, organizada e sistemática em busca da satisfação das necessidades e dos objetivos dos clientes e da própria organização. Em resumo, pode-se dizer que o diferencial do Seis Sigma é que ele promove uma mudança na cultura da empresa. Após sua implantação, a organização modifica seu posicionamento em relação aos problemas e à forma de identificá-los e resolvê-los. Segundo Aguiar (2002), as principais mudanças obtidas com a implantação do Seis Sigma são: • a atuação da empresa volta-se principalmente para o atendimento das necessidades dos clientes; • todo projeto ou meta a ser desenvolvido deve trazer um retorno monetário, mesmo que mínimo; • todos os funcionários devem buscar o aperfeiçoamento na condução de seu trabalho, além de procurar eliminar operações que não agregam valor ao produto final; • os problemas da empresa são considerados problemas de todos os seus funcionários; • a forma de condução da solução de um problema é padronizada em todos os setores da empresa. FATORES DETERMINANTES DO PROGRAMA Os elementos-chave que suportam o programa Seis Sigma e asseguram uma adequada aplicação de suas ferramentas e o êxito dessa iniciativa como estratégia de negócios são (Hahn, 2001): • identificação dos elementos críticos para a qualidade (CTQ), relacionados com os clientes externos e internos, pois um elemento do produto ou processo é considerado crítico quando seu impacto sobre os requisitos do cliente, o desempenho, a qualidade e a confiabilidade são relevantes; 50 jul./dez. • 2003 002302_C&T22.book Page 51 Tuesday, July 27, 2004 8:16 AM • avaliação dos erros de processos por meio da realização da Análise dos Modos e Efeitos das Falhas (FMEA). Essa análise é usada para entender os tipos potenciais de falhas, o que pode causá-las e como prevenir ou conter as suas conseqüências. FMEA é um procedimento utilizado para identificar modos potenciais de falha e os efeitos dela resultantes, de forma a avaliar a causa-raiz e implantar medidas para contê-la ou eliminá-la; • identificação das variáveis críticas, por meio da utilização de Projetos de Experimentos (DOE). Os Projetos de Experimentos modelam os efeitos principais e as interações das variáveis consideradas. O enfoque estatístico para a experimentação permite uma forma ordenada para coletar, analisar e interpretar dados a fim de satisfazer os objetivos do estudo; • realização de benchmarking permanente e estabelecimento sem ambigüidades dos objetivos a serem alcançados. Além dos elementos-chave mencionados, existem também alguns fatores que são determinantes para a implementação e sustentação do programa. Pande et al. (2001) enumeram seis pontos-chave para se obter êxito no Seis Sigma: • foco genuíno sobre o cliente, que consiste na superação dos modismos e promessas sem nenhuma fundamentação estratégica de satisfazer as necessidades dos clientes e assegurar, por meio das medidas de desempenho do programa Seis Sigma, a satisfação e os valores da clientela; • gerenciamento dirigido por dados e fatos, que supõe a aplicação de uma rígida disciplina, destacando a importância das medidas como suporte para avaliar o desempenho dos negócios e a aplicação de dados e análises para construir e compreender as variáveis-chave que otimizam os resultados; • foco em processo, gestão e melhoria, pois o Seis Sigma considera os processos como o centro das ações e o veículo-chave para o sucesso. Portanto, o domínio sobre os processos é a maneira mais segura de garantir a obtenção de vantagens competitivas que oferecem valor para os clientes; • gestão proativa, que é o exercício do gerenciamento dinâmico, que define objetivos, determina prioridades, estabelece a prevenção de problemas e questiona a prática das diferentes atividades da empresa; • colaboração e compartilhamento, que é a compreensão das necessidades dos usuários das etapas do processo e do fluxo, ou da cadeia de fornecimento desse processo, por todos que desenvolvem atividades na empresa; • busca da perfeição e tolerância ao fracasso, que é o equilíbrio entre a implementação de novas idéias e métodos e o gerenciamento dos riscos até serem atingidos os objetivos do programa Seis Sigma. Hahn (2000) afirma que a aplicação dos pontos-chave do Seis Sigma permite uma mudança de enfoque das empresas em todos os elementos de desempenho, principalmente nas áreas de projeto de produto e de operações comerciais. O PROCESSO DE MELHORIA DMAIC Existem duas práticas que também asseguram o desempenho Seis Sigma. A primeira é compreender os CTQ (Critical to Quality), ou seja, os Requisitos Críticos para a Qualidade, que são os requisitos de desempenho definidos pelo cliente para um produto ou serviço. Um CTQ pode ser um atributo ou um processo articulado pelo cliente, e é fundamental para o sucesso de um produto ou serviço. O CTQ deve ser estabelecido pelo cliente e ter as seguintes características: ser mensurável e ter a especificação com tolerância permissível. A segunda prática que assegura o desempenho do programa é a utilização da metodologia do processo de melhoria, mais conhecida como DMAIC, que significa definir, medir, analisar, melhorar e controlar. Segundo Harry & Schroeder (2000), o método DMAIC é usado para aperfeiçoar processos existentes. De acordo com Hahn (2000), cada etapa da metodologia significa uma ação: • definir: é a definição clara e objetiva do projeto, com a compreensão dos CTQs e dos requisitos técnicos; • medir: é a identificação das medidas-chave da eficiência e da eficácia; • analisar: é a determinação das causas do problema que precisa de melhoria; REVISTA DE CIÊNCIA & TECNOLOGIA • V. 11, Nº 22 – pp. 49-56 51 002302_C&T22.book Page 52 Tuesday, July 27, 2004 8:16 AM • melhorar: é a soma das atividades relacionadas com a geração, seleção e implementação de soluções; • controlar: é a ação de garantir que as melhorias se sustentem ao longo do tempo. A metodologia de melhoria da qualidade, denominada DMAIC, deve contemplar, em suas etapas, que a definição deve ser específica, mensurável, descreva o impacto sobre o negócio ou a atividade da empresa e não conclua, prematuramente, as causas e soluções. A medição impõe a determinação de uma medida básica da eficiência do processo e deve ter um plano de coleta de dados que assegure que a amostragem seja representativa e aleatória. A análise é considerada a etapa mais importante do ciclo DMAIC, pois determina e valida a raiz do problema original, que é o alvo da busca de melhoria. A melhoria é conseguida com soluções que eliminem, atenuem ou minimizem as causas do problema. O controle deve acontecer nos níveis tático e estratégico e é garantido por meio de soluções e gráficos de estatística que alertam quando acontecerem mudanças ou surgirem defeitos no processo. A metodologia DMAIC suscita a necessidade de aplicação de alguns conceitos, como: na definição, o problema é teórico e deve ser mensurável; na medição, é um problema prático e deve se apoiar em ferramentas estatísticas confiáveis; na análise, é um problema estatístico; na melhoria, é uma solução estatística; e no controle, é uma solução prática que deve promover melhorias sustentáveis. Na prática, o método DMAIC aborda, de maneira subliminar, alguns questionamentos básicos: na definição, que processo interno se pretende melhorar para atender o CTQ do cliente externo ou interno?; na medição, qual o estado atual do processo e quais as fontes de variações potenciais?; na análise, quais são as poucas fontes de variações mais importantes do processo?; na melhoria, quais aperfeiçoamentos são necessários para melhorar a capacidade de um processo?; e no controle, como dominar os pontos vitais para manter a capacidade de processo? IMPLANTAÇÃO DO PROGRAMA Para avaliar a necessidade da introdução do programa Seis Sigma em uma empresa, em primeiro lugar, deve-se identificar e definir o desempenho estratégico atual da organização, seja em termos da empresa como um todo, seja de uma unidade de negócios ou departamento. Deve-se procurar responder as seguintes perguntas (Watson, 2001): • existe uma necessidade ou oportunidade de mudança crítica para o negócio que esteja baseada ou suportada em necessidades financeiras, competitivas ou culturais? • é possível definir uma justificativa suficientemente sólida para aplicar o Seis Sigma ao negócio? • os atuais sistemas de gerenciamento e de aperfeiçoamento de processos serão capazes de alcançar o nível de melhoria essencial requerido para o êxito contínuo do negócio? Dependendo das respostas a essas perguntas, a organização poderá estar pronta para explorar o caminho do Seis Sigma. Em geral, pode haver boas oportunidades para adotar essa filosofia e estratégia de negócios se as respostas forem afirmativas para as perguntas 1 e 2 e, especialmente, se a resposta para a pergunta três for negativa. Um dos indicadores mais eficientes é o comportamento dos clientes. Se eles estão reclamando da qualidade ou da confiabilidade dos produtos ou da qualidade do trabalho ou dos serviços, a organização provavelmente precisa fazer uma ampla avaliação de sua situação. A seguir, estão descritas algumas situações que podem servir como referencial para a implantação de processos de qualidade e, em especial, do Seis Sigma (Perez-Wilson, 2000): • perda de mercado; • gastos exagerados; • grandes perdas, como resultado da garantia que o cliente possui de devolução do produto ou serviço e de indenizações; • faturas não pagas no prazo devido a reclamações de clientes; • peças ou serviços errados vindos dos fornecedores; • relatórios de informações internas errôneas; 52 jul./dez. • 2003 002302_C&T22.book Page 53 Tuesday, July 27, 2004 8:16 AM • previsões não-confiáveis; • orçamentos freqüentemente superfaturados; • problemas que sempre retornam, fazendo com que os mesmos consertos tenham de ser feitos repetidamente; • projetos de produtos ou de serviços extremamente difíceis de serem produzidos ou fornecidos; • taxas de sucata ou perdas muito altas ou incontroláveis; • reparos no produto ou re-trabalho na prestação dos serviços aceitáveis como atividades normais no processo de trabalho. Apesar de essa lista de situações ter sido elaborada, inicialmente, com base em processos produtivos industriais, ela pode ser aplicada integralmente a empresas dedicadas à prestação de serviços (Hahn, 2000). BENEFÍCIOS DO PROGRAMA O principal benefício do programa Seis Sigma é minimizar custos, por meio da redução ou da eliminação de atividades que não agregam valor ao processo e da maximização da qualidade, para obter lucro em níveis ótimos. Em segundo lugar, implementar o Seis Sigma em uma organização cria uma cultura interna de indivíduos educados em um programa padronizado de caracterização, otimização e controle de processos, definindo-se processo como a atividade repetitiva envolvida no fornecimento de um serviço ou na confecção de um produto. A otimização de processos faz com que eles sejam simplificados, reduzindo o número de passos e tornando-os mais rápidos e eficientes. Ao mesmo tempo, esses processos são otimizados para que não gerem defeitos nem apresentem oportunidades de erros. A eliminação de defeitos gera duas conseqüências. Primeiro, diminui custos, porque defeitos tornam os produtos e serviços mais caros – e quanto mais caros eles forem, menos provável será a possibilidade ou vontade das pessoas de comprá-los. Em segundo lugar, defeitos, erros e falhas desapontam os clientes, e clientela insatisfeita devolve os produtos ou não compra mais serviços. Quanto maior o número de clientes insatisfeitos com produtos e serviços, maior a tendência de se perder espaço no mercado. Ao se perder parte do mercado, perde-se também parte da receita bruta. Se a receita bruta diminui, a organização não consegue contratar ou manter seus funcionários. Sem funcionários e receita, a empresa não se mantém mais no mercado (Perez-Wilson, 2000). De um ponto de vista prático, é possível analisar os benefícios do Seis Sigma enumerando as histórias de sucesso do programa, que está levando diversas empresas, tanto as proeminentes quanto as modestas, a adotá-lo. (Pande et al., 2001). O Seis Sigma pode ser aplicado a todos os processos e atividades econômicas. Nos processos administrativos, em especial na área de prestação de serviços e transações comerciais, existem determinadas etapas que são intangíveis. Portanto, entendê-los melhor e determinar suas características, promover a otimização, o controle e a eliminação de falhas e erros são benefícios possíveis com a implementação de um programa Seis Sigma (Hahn, 2001). Por exemplo, gerar um orçamento é um processo administrativo, vender um produto por telefone é um processo de serviço, assim como fazer um financiamento imobiliário é um processo de transação comercial. Determinados processos administrativos podem ter um número excessivo de etapas, causando, eventualmente, variações em seu resultado final. Daí a vantagem de aplicar o Seis Sigma visando diminuir ou eliminar a variação dos processos (Rotondaro et al., 2002). Contudo, para alcançar e manter os benefícios do programa Seis Sigma em processos administrativos, a metodologia DMAIC deve estar estruturada de modo a assegurar a manutenção das conquistas obtidas, pois ela permite alcançar melhorias de performance elevada. Nos processos administrativos, é possível conseguir os benefícios a seguir com a aplicação da metodologia (Aguiar, 2002). REVISTA DE CIÊNCIA & TECNOLOGIA • V. 11, Nº 22 – pp. 49-56 53 002302_C&T22.book Page 54 Tuesday, July 27, 2004 8:16 AM Na fase Definir (Define), são identificados os projetos que se enquadram no programa Seis Sigma e que serão desenvolvidos na empresa com o objetivo de satisfazer as expectativas dos clientes em termos de qualidade, preço e prazo de entrega. A habilidade da organização em atender a essa expectativa está intimamente ligada à variação de seus processos, sejam eles processos produtivos, administrativos ou transacionais, como os de serviços e de vendas. A variação de processos tem um impacto direto nos resultados financeiros da empresa, em termos de custo, tempo de ciclo e número de defeitos, de falhas e de erros que afetam a satisfação do cliente. A identificação de projetos aos quais se aplica o Seis Sigma permite à organização reconhecer como os seus processos afetam a lucratividade e definir quais processos são críticos para o negócio da empresa. A fase Medir (Measure) abrange ações relacionadas à mensuração do desempenho de processos e à quantificação da variabilidade dos mesmos. Por meio de consenso entre os integrantes da equipe que trabalha no programa Seis Sigma da empresa, são identificadas as Variáveis de Entrada de Processos-Chave (KPIVs) e as Variáveis de Saída de Processos-Chave (KPOVs). Nessa fase, são utilizadas ferramentas básicas, como as métricas Seis Sigma, a Análise de Sistemas de Medição (MSA), a Análise de Modos de Falha e Efeitos (FMEA) e o Desdobramento da Função Qualidade (QFD). Na fase Analisar (Analyse), são analisados os dados levantados relativos aos processos estudados, com o objetivo principal de se conhecer as relações causais e as fontes de variabilidade e de desempenho insatisfatório desses processos, visando a sua melhoria. Nessa etapa, as ferramentas utilizadas incluem visualização de dados, testes de hipótese, análise de correlação e regressão e análise de variância. A fase Melhorar (Improve) consiste, fundamentalmente, no desenvolvimento de Projetos de Experimentos (DOE), com o objetivo de conhecer a fundo cada processo, por meio da mudança estrutural de níveis das operações e dos diversos fatores associados. As informações obtidas com o DOE auxiliam a identificar os ajustes necessários das variáveis-chaves para modificar e otimizar o referido processo. Na fase Controlar (Control), são implementados diversos mecanismos para monitorar continuamente o desempenho de cada processo. Entre as técnicas adotadas, destacam-se as cartas de controle, os planos de controle, os testes de confiabilidade e os processos à prova de erros. Por fim, a metodologia DMAIC é utilizada quando um processo existente não satisfaz as necessidades ou objetivos do cliente ou apresenta um desempenho abaixo do esperado (Smith & Adams, 2000). CONSIDERAÇÕES FINAIS Este trabalho buscou enfatizar a eficácia e os benefícios obtidos com a implementação de um programa Seis Sigma em processos administrativos. Foram relatadas a contribuição e as vantagens da utilização do Seis Sigma, e o processo de melhoria denominado DMAIC, como modo de garantir as conquistas obtidas com o programa. Houve a preocupação de demonstrar que o uso do programa Seis Sigma proporciona um significativo auxílio para a melhoria dos processos administrativos (Zinkgraf, 1998). Contudo, não foi possível evidenciar, com exemplos, os resultados financeiros obtidos pelos acionistas nem quantificar a satisfação dos clientes das empresas que aplicaram o Seis Sigma em processos administrativos. Certamente, esta é a limitação do trabalho, que poderá ser corrigida em outras abordagens sobre o assunto. REFERÊNCIAS BIBLIOGRÁFICAS AGUIAR, S. Integração das Ferramentas de Qualidade ao PDCA e ao Programa Seis Sigma. Belo Horizonte: Editora de Desenvolvimento Gerencial, 2002. HAHN, G.J. The Evolution of Six Sigma. Series Quality Engineering, Milwaukee, 12 (3), 317-326, mar./2000. HAHN, G.J. Six Sigma: a practical perspective. In: Simposio Methodologia Seis Sigma 1. México, 2001. HARRY, M. & SCHROEDER, R. Six Sigma: a breakthrough strategy for profitability. Nova York: Quality Progress, mai./98. ______. Six Sigma: the breakthrough management strategy revolutionizing the world´s top corporations. Nova York: Currency, 2000. 54 jul./dez. • 2003 002302_C&T22.book Page 55 Tuesday, July 27, 2004 8:16 AM PANDE, P.S. et al. Estratégia Seis Sigma: como a GE, a Motorola e outras grandes empresas estão aguçando o seu desempenho. Rio de Janeiro: Qualitymark, 2001. PEREZ-WILSON, M. Seis Sigma: compreendendo o conceito, as implicações e os desafios. Rio de Janeiro: Qualitymark, 2000. ROTONDARO, R.G. et al. Seis Sigma: estratégia gerencial para a melhoria de processos, produtos e serviços. São Paulo: Atlas, 2002. SMITH, B. & ADAMS, E. Lean Sigma: advanced quality. In: Proceedings of the Annual Quality Congress of the American Society for Quality, 54, Indianapolis. Indiana, 2000. WATSON, G.H. Cycles of learning: observations of Jack Welch. ASQ Publication, Milwaukee, 1 (1): 45-58, 2001. ZINKGRAF, S.A. An overview of operational excellence and Six Sigma in allied signal. In: Proceedings of the Annual Quality Congress of the American Society for Quality, 52, Philadelphia. Pennsylvania, 1998. Dados dos autores JOÃO MARCOS ANDRIETTA Diretor Industrial da Elastotec Artefatos de Borracha. Mestrando em Engenharia de Produção pela UNIMEP PAULO AUGUSTO CAUCHICK MIGUEL Engenheiro de Produção Mecânica, mestre em Engenharia Mecânica pela Unicamp e PhD em Manufacturing Engineering pela Universidade de Birmingham. Professor da FEAU/UNIMEP Recebimento do artigo: 15/abr./03 Consultoria: 25/nov./03 a 18/dez./03 Aprovado: 18/dez./03 REVISTA DE CIÊNCIA & TECNOLOGIA • V. 11, Nº 22 – pp. 49-56 55 002302_C&T22.book Page 56 Tuesday, July 27, 2004 8:16 AM 56 jul./dez. • 2003 002302_C&T22.book Page 57 Tuesday, July 27, 2004 8:16 AM Metodologia para Análise da Gestão da Cadeia de Suprimentos: estrutura, processos de negócios e componentes de gestão Supply Chain Management Analysis Methodology: structure, business processes and management components ALEXANDRE TADEU SIMON Universidade Metodista de Piracicaba (Santa Bárbara d´Oeste, Brasil) [email protected] SÍLVIO ROBERTO IGNÁCIO PIRES Universidade Metodista de Piracicaba (Santa Bárbara d´Oeste, Brasil) [email protected] RESUMO Observa-se no atual ambiente de negócios que a competição ocorre entre cadeias de suprimentos, e não mais entre empresas isoladas. Nesse novo ambiente competitivo, o sucesso das empresas depende da sua habilidade em integrar e gerenciar os processos de negócio-chave, desde os fornecedores iniciais até o usuário final. A Gestão da Cadeia de Suprimentos é uma estratégia para se alcançar essa integração. É uma nova e importante área no campo da pesquisa de gestão, com pouca literatura disponível. Este trabalho tem por objetivos apresentar um entendimento mais amplo do conceito de Gestão da Cadeia de Suprimentos e propor uma metodologia de apoio às empresas no entendimento e análise desse processo, baseada no modelo conceitual de Gestão da Cadeia de Suprimentos proposto por Cooper et al. (1997). A metodologia é dividida em duas partes. A primeira, aqui apresentada, discute as principais etapas e questões ligadas à implementação da Gestão da Cadeia de Suprimentos: estrutura, processos de negócios e componentes de gestão. A segunda, a ser desenvolvida em trabalhos futuros, trata da definição dos critérios para se analisar: 1. a estrutura da cadeia de suprimentos (membros, dimensões estruturais e tipos de ligações de processos de negócio); 2. os processos de negócios nas relações com clientes e fornecedores; e 3. os componentes de gestão da cadeia de suprimentos. Palavras chave GESTÃO DA CADEIA DE SUPRIMENTOS – PROCESSOS DE NEGÓCIO – COMPONENTES DE GESTÃO ABSTRACT In the present business environment, one can observe that competition occurs between supply chains, rather than between autonomous entities. In this emerging competitive environment, the companies’ success depends on their ability to integrate and manage the key-business processes from the suppliers to the final user. Supply chain management is a strategy through which such an integration can be achieved. It is a new and important area in the field of management research, with little literature on the subject. The purposes of the present article are to present a broader understanding of the Supply Chain Management (SCM) concept, and to propose a methodology to support companies in the understanding and analysis of such process. This methodology is based on the conceptual model of Supply Chain Management proposed by Cooper et al. (1997) and can be divided into two parts. The first one, presented in this article, encompasses the discussion of the main stages and critical questions related to the implementation of the Supply Chain Management: the supply chain network structure, the business processes and the management components. The second one, to be developed in a future work, deals with the definition of the criteria to analyse: 1. the supply chain network structure - members, structural dimensions and types of links of business processes; 2. the business processes in the relationship with clients and suppliers; and, 3. the management components of SCM. Keywords SUPPLY CHAIN MANAGEMENT – BUSINESS PROCESSES – MANAGEMENT COMPONENTS. REVISTA DE CIÊNCIA & TECNOLOGIA • V. 11, Nº 22 – pp. 57-66 57 002302_C&T22.book Page 58 Tuesday, July 27, 2004 8:16 AM INTRODUÇÃO A internacionalização da competição tem forçado as empresas industriais a buscar e implementar novas fontes de vantagens competitivas. Dado que, na atualidade, a competição ocorre efetivamente entre cadeias de suprimentos, e não entre empresas isoladas, a Gestão da Cadeia de Suprimentos (Supply Chain Management – SCM) surge como uma nova fronteira a ser explorada. Pelo fato de ser um conceito relativamente novo, ainda em fase de formação, há a necessidade de se construir uma teoria e desenvolver ferramentas e métodos normativos para que sua prática seja bem sucedida. Em função dessas considerações, dois objetivos se apresentam para este trabalho. O primeiro deles é discutir o conceito de Gestão da Cadeia de Suprimentos (SCM) no âmbito mais completo e abrangente. O segundo é propor, com base nesse conceito, uma metodologia para análise do processo de Gestão da Cadeia de Suprimentos das empresas. Essa metodologia se apóia no modelo conceitual de Gestão da Cadeia de Suprimentos proposto por Cooper et al. (1997) e divide-se em duas etapas. A primeira, a ser exposta neste trabalho, propõe-se a discutir os principais passos e as questões relativas à implementação da Gestão da Cadeia de Suprimentos: estrutura, processos de negócios e componentes de gestão. A segunda, a ser desenvolvida em trabalhos futuros, trata da definição dos critérios e parâmetros para análise da estrutura da cadeia de suprimentos em relação aos membros componentes e dimensões estruturais, dos processos de negócios que a empresa utiliza nas relações com clientes e fornecedores e, por fim, dos componentes de gestão da cadeia de suprimentos. Para validação da metodologia, será realizada uma pesquisa de campo em empresas representativas do setor de máquinas-ferramenta no Brasil, que, apesar de sua destacada importância, é pouco estudado quanto a essas questões. Espera-se, com o desenvolvimento completo do trabalho, obter uma ferramenta que permita às empresas avaliar o nível em que se encontram em relação à gestão da cadeia de suprimentos para, a partir daí, identificar e implementar ações que propiciem melhorias nesse processo. GESTÃO DA CADEIA DE SUPRIMENTOS Por ser um conceito relativamente novo, ainda em fase de formação, observa-se que não existe um consenso em relação à definição de Gestão da Cadeia de Suprimentos e, principalmente, quanto à compreensão do seu real significado. Existem várias correntes e escolas, tendo cada uma o seu próprio entendimento e definição. Isso pode estar gerando dificuldades não só em relação ao entendimento, mas também ao processo de implantação do conceito. É, portanto, de fundamental importância que se construa uma teoria e se desenvolvam ferramentas e métodos normativos para a sua prática bem-sucedida (Lambert et al., 1998a, e Croom et al., 2000). Para compreensão do significado do conceito de Gestão da Cadeia de Suprimentos e sua abrangência, Ganeshan & Harrison (2002) sugerem um raciocínio que passa pelo entendimento do escopo da Cadeia de Suprimentos, por suas atividades e pelas funções que executam essas atividades: Uma Cadeia de Suprimentos é uma rede de opções de facilidades e de distribuição que executa as atividades de desenvolvimento de produtos, procurement de materiais, transformação desses materiais em produtos intermediários e produtos acabados, e distribuição desses produtos acabados para os clientes. A cadeia de suprimentos é composta de membros e estes incluem todas as empresas/organizações com as quais a empresa interage, direta ou indiretamente, através dos seus fornecedores ou clientes, desde o ponto de origem até o ponto de consumo. As atividades dentro de cada elo da cadeia de suprimentos são executadas, por exemplo, pelas funções de marketing, distribuição, planejamento e compras que, tradicionalmente, operam independentemente. Estas funções têm seus próprios objetivos e estes geralmente são conflitantes. Isto resulta no fato de que não há um planejamento único integrado para a organização (elo), e conseqüentemente para a cadeia como um todo. Portanto, há a necessidade de um mecanismo através do qual estas diferentes funções possam ser integradas. A Gestão da Cadeia de Suprimentos é uma estratégia através da qual esta integração pode ser obtida. 58 jul./dez. • 2003 002302_C&T22.book Page 59 Tuesday, July 27, 2004 8:16 AM Até recentemente, a Gestão da Cadeia de Suprimentos vinha sendo confundida com o conceito de Gestão da Logística tanto por consultores quanto por acadêmicos e profissionais de empresas. Em 1998, o Council of Logistics Management (CLM) enunciou uma definição modificada de logística: “A Logística é a parte da cadeia de suprimentos que planeja, implementa e controla o fluxo e armazenagem eficientes e eficazes de produtos, serviços e informações correlatas do ponto de origem ao ponto de consumo, para atender às necessidades dos clientes” (Lambert et al., 1998a, p. 3). Essa definição mostra, claramente, que a gestão da logística é somente uma parte da SCM e que os dois termos não são sinônimos. Apesar disso, muitos artigos, seminários e palestras sobre SCM ainda usam essa expressão como sinônimo de logística (Lambert et al., 1998a). Alguns autores, em trabalhos semelhantes, entendem Gestão da Cadeia de Suprimentos como sendo a aplicação de determinadas práticas/ferramentas na gestão das relações externas e internas da empresa, como Early Supplier Involvement (ESI), In-Plant Representatives, Electronic Data Interchange (EDI), Efficient Consumer Response (ECR), Outsourcing, Postponed Manufacturing, entre outras. Na realidade, essas são práticas/ ferramentas de apoio e, sem dúvida, sua aplicação é de fundamental importância para se obter sucesso na Gestão da Cadeia de Suprimentos. O termo Supply Chain Management (SCM) – Gestão da Cadeia de Suprimentos, é relativamente novo na literatura, surgindo em 1982 (Oliver, 1982, apud Cristopher, 1994) (Croom et al., 2000). Por volta de 1990, os acadêmicos descreveram, pela primeira vez, a SCM, a partir de um ponto de vista teórico, para clarear a diferença em relação aos enfoques mais tradicionais para gerenciar o fluxo de materiais e o fluxo de informações associado. O uso original do termo enfatizava uma redução no inventário tanto dentro como entre empresas. Essa perspectiva tem sido ampliada, e mesmo a palavra logística tem tido várias interpretações. Na verdade, há uma necessidade de integração dos processos de negócios na cadeia de suprimentos que vai além da logística, e é essa integração que é chamada de SCM. “A gestão da cadeia de suprimentos é a integração e gestão dos processos de negócio-chave, a partir do usuário final até os fornecedores iniciais, ou seja, através da cadeia de suprimentos, que provê produtos, serviços e informações que agregam valor para os clientes e outros colaboradores” (Lambert et al., 1998a, p. 5). Essa definição de SCM baseia-se na definição desenvolvida pelos membros do International Center for Competitive Excellence, em 1994, e modificada em 1998 pelos membros do The Global Supply Chain Forum (GSCF). Ainda segundo o GSCF, a SCM representa uma nova maneira de gerenciar o negócio e as relações com outros membros da cadeia de suprimentos, e seu objetivo é maximizar a competitividade e a lucratividade para a empresa, bem como para a cadeia de suprimentos como um todo, incluindo o cliente final. IMPLEMENTAÇÃO DA GESTÃO DA CADEIA DE SUPRIMENTOS A seguir, são discutidos os principais passos e questões relativas à implementação da Gestão da Cadeia de Suprimentos. Essa discussão é a primeira etapa do desenvolvimento de uma metodologia para análise desse processo nas empresas e tem como base o modelo conceitual de Gestão da Cadeia de Suprimentos proposto por Cooper et al. (1997). A partir da análise desse modelo, verifica-se que, para a implementação da SCM, são necessárias três etapas fundamentais: conhecer a estrutura da cadeia de suprimentos; identificar os processos de negócios que devem ser estabelecidos com cada um desses membros; e definir o nível de integração que se deve aplicar a cada uma das ligações de processo. Estrutura da cadeia de suprimentos Para a gestão adequada da cadeia de suprimentos, é necessário, em primeiro lugar, conhecer e entender como a sua estrutura está configurada. Lambert et al. (1998a) destacam três aspectos estruturais primários da REVISTA DE CIÊNCIA & TECNOLOGIA • V. 11, Nº 22 – pp. 57-66 59 002302_C&T22.book Page 60 Tuesday, July 27, 2004 8:16 AM cadeia: os membros; as dimensões estruturais; e os diferentes tipos de ligações (links) de processos através da cadeia. Essa etapa, portanto, está relacionada com a identificação dos membros da cadeia, com o conhecimento das dimensões estruturais da cadeia e com a identificação dos tipos de ligações de processos. Identificação dos membros da cadeia de suprimentos Essa etapa requer atenção especial, pois a inclusão de todos os membros pode tornar a cadeia extremamente complexa e difícil de administrar. Integrar e gerenciar todas as ligações de processos com todos os membros da cadeia de suprimentos pode se tornar contraproducente ou até mesmo impossível. A questão, aqui, é identificar as bases para determinar quais membros são críticos para o sucesso da empresa e para a cadeia como um todo, ou seja, quais membros receberão atenção gerencial e alocação de recursos. Para tornar uma cadeia muito complexa mais gerenciável, recomenda-se, como uma primeira aproximação, separar os seus membros em primários e de apoio: • membros primários: são todas as empresas autônomas ou unidades estratégicas de negócios que realmente desempenham atividades operacionais e/ou gerenciais nos processos de negócios concebidos para produzir um produto específico para um determinado mercado ou cliente. • membros de apoio: são empresas que simplesmente fornecem recursos, conhecimento, utilidades ou ativos para os membros primários da cadeia de suprimentos. Alguns exemplos são os bancos, que proporcionam os recursos financeiros, os proprietários de edificações que a empresa aluga para qualquer fim, as indústrias que abastecem com máquinas e equipamentos, catálogos comerciais etc. São importantes, mas não participam diretamente dos processos de transformação de entradas em saídas e que agregam valor para o consumidor final. Dimensões estruturais da rede da cadeia de suprimentos São três, as dimensões estruturais essenciais e necessárias para se descrever, analisar e gerenciar uma cadeia se suprimentos: • estrutura horizontal: refere-se ao número de camadas (tiers) de fornecedores e clientes da cadeia de suprimentos (fornecedores de primeira camada, fornecedores de segunda camada etc.). Os fornecedores diretos da empresa são fornecedores de primeira camada (first tier supplier); os clientes diretos são clientes de primeira camada (first tier customer). Os fornecedores do fornecedor direto são fornecedores de segunda camada, os clientes do cliente direto são clientes de segunda camada, e assim por diante. A estrutura horizontal pode ser longa, com muitas camadas, ou curtas, com poucas camadas; • estrutura vertical: refere-se ao número de fornecedores e clientes dentro de cada camada. Uma empresa pode ter uma estrutura vertical estreita, com poucas companhias em cada nível de camada, ou uma estrutura vertical larga, com muitos fornecedores e/ou clientes em cada nível de camada; • posição horizontal da empresa foco: refere-se à sua localização dentro da cadeia de suprimentos. Uma empresa pode estar posicionada no início ou perto do início da cadeia (lado dos fornecedores), pode estar no final ou próxima do final (lado dos clientes), ou em algum lugar entre esses dois extremos. O aumento ou diminuição do número de fornecedores ou clientes afeta a estrutura da cadeia de suprimentos. O outsourcing e o follow sourcing, por exemplo, alteram a estrutura da cadeia de suprimentos. O outsourcing pode tornar mais larga a estrutura vertical e aumentar o comprimento da cadeia de suprimentos, influenciando a posição horizontal da empresa foco. O follow sourcing torna a estrutura vertical da cadeia mais estreita. Tipos de ligações (links) de processos Os níveis de integração variam de ligação (link) para ligação e no tempo. Algumas ligações são mais críticas do que outras. Então, a tarefa de alocar recursos escassos entre as diferentes ligações de processos de negócios por meio da cadeia de suprimentos é crucial. Quatro tipos diferentes de ligações de processos de negócios são identificados entre os membros de uma cadeia de suprimentos: 60 jul./dez. • 2003 002302_C&T22.book Page 61 Tuesday, July 27, 2004 8:16 AM • ligações de processos de negócios gerenciadas: são ligações em que a empresa foco integra um processo com um ou mais clientes ou fornecedores; • ligações de processos de negócios monitoradas: não são tão críticas para a empresa foco. No entanto, é importante para a empresa foco que as ligações de processos sejam integradas e gerenciadas adequadamente entre outras empresas-membro. Então, a empresa foco, tão freqüentemente quanto for necessário, simplesmente monitora ou audita como a ligação de processo é integrada e gerenciada; • ligações de processos de negócios não-gerenciadas: são ligações em que a empresa foco não está ativamente envolvida nem são críticas o bastante para usar recursos para monitoramento; • ligações de processos de negócios de não-membros: são ligações entre membros da empresa foco e nãomembros da cadeia de suprimentos. Processos de Negócios Segundo Davenport (1993), os Processos de Negócios podem ser entendidos como um conjunto de atividades estruturadas, concebidas para produzir um resultado específico para um determinado cliente ou mercado. É um arranjo específico de atividades de trabalho, com um começo, um fim e entradas e saídas claramente identificadas. Os processos de negócios da cadeia de suprimentos podem cruzar fronteiras intra e interorganizacionais, independentemente da estrutura formal da empresa. Hewitt (1994) cita que, em um estudo exploratório envolvendo 30 empresas, foram identificados entre nove e 24 processos de negócios internos. Em pesquisa realizada pelos membros do The Global Supply Chain Forum (Lambert et al., 1998a), verificou-se que os executivos das companhias estudadas identificaram entre um e sete processos de negócios internos. Constatou-se, também, que as empresas usavam nomes diferentes para processos similares e nomes similares para processos diferentes, o que pode gerar ineficiências nas cadeias de suprimentos. Em função dessas questões, observa-se que é necessário realizar mais pesquisas sobre o assunto, até para que possam ser identificados, entre tantos, quais são os processos de negócios-chave que devem ser integrados e gerenciados para o sucesso da gestão da cadeia de suprimentos. Como ponto de partida, os membros do GSCF identificaram sete processos de negócios-chave (Cooper et al., 1997) e acrescentaram, posteriormente, o processo de negócio devoluções (Lambert et al., 1998b) (Lambert & Cooper, 2000). Esses processos de negócios são descritos a seguir: • gestão do relacionamento com clientes: envolve identificar mercados-alvo dos clientes-chave e, depois, desenvolver e implementar programas com eles. O primeiro passo em direção da SCM integrada é identificar os clientes-chave ou grupos de clientes que a empresa entende como críticos para sua missão de negócios e, então, estabelecer com eles acordos de produtos e serviços, especificando níveis de desempenho; • serviços ao cliente: cria uma interface para o cliente usando sistemas de informação on-line com dados atuais sobre o pedido, bem como a situação de produção e de distribuição. Esse processo também alimenta o cliente com informação em tempo real sobre datas prometidas de embarque e disponibilidade do produto, por meio de interfaces com a produção e de operações de distribuição da organização; • gestão da demanda: reconhece que o fluxo de materiais e produtos está entrelaçado com a demanda do cliente, que é a maior fonte de variabilidade. Fazer previsões e reduzir a variabilidade são preocupaçõeschave desse processo. O processo de gestão da demanda precisa balancear as necessidades dos clientes com a capacidade de suprimento da empresa. Parte da gestão da demanda envolve determinar o que e quando os clientes vão comprar; • order fulfillment: responde pela entrega precisa e no tempo correto dos pedidos dos clientes, com o objetivo de atender às datas das necessidades dos clientes. Para se ter um processo de order fulfillment eficaz, é necessária a integração dos planos de manufatura, distribuição e transporte da empresa; • gestão do fluxo de manufatura: está relacionada com fazer os produtos que os clientes querem. Isso significa que os processos de manufatura precisam ser mais flexíveis para responder às mudanças de mercado, REVISTA DE CIÊNCIA & TECNOLOGIA • V. 11, Nº 22 – pp. 57-66 61 002302_C&T22.book Page 62 Tuesday, July 27, 2004 8:16 AM e é necessário um esforço para ter o mix correto de produtos. É essencial ter flexibilidade para realizar mudanças rápidas para acomodar a customização em massa. Os produtos devem ser processados just-intime; • procurement: pode ser entendido como o processo de gestão de compras da empresa. É quase uma imagem especular do processo de order fulfillment do fornecedor, com praticamente as mesmas quantidades de tarefas e de dados (Hammer, 2002). Focaliza no gerenciamento das relações com fornecedores estratégicos, em vez de no tradicional sistema de fazer cotação e comprar. O objetivo é apoiar o processo de gestão do fluxo de manufatura e desenvolvimento de novos produtos. Na gestão desse processo, a função de compras pode desenvolver mecanismos de comunicação rápida, como o intercâmbio eletrônico de dados (Electronic Data Interchange-EDI) e conexões via internet, para velozmente transferir as necessidades da empresa para o fornecedor; • desenvolvimento do produto e comercialização: são importantes na medida em que novos produtos são uma parte crítica do sucesso da empresa. Clientes e fornecedores-chave precisam ser integrados ao processo de desenvolvimento do produto, para reduzir o time to market; • retornos/devoluções: a gestão das devoluções como um processo de negócio oferece a oportunidade de se atingir vantagem competitiva sustentável. Em muitos países, isso pode ser uma questão ambiental, mas nem sempre o é. A gestão eficaz das devoluções permite identificar oportunidades de melhorias da produtividade e de projetos. Em trabalhos mais recentes, outros processos de negócios-chave são identificados. Um deles é o Gerenciamento do Relacionamento com o Fornecedor (Lambert, 2002). Ele é quase uma imagem especular da Gestão do Relacionamento com Clientes, pois considera o fato de que há determinados fornecedores (chave) que são mais importantes para o sucesso da empresa, seja pela tecnologia que incorporam ao produto, seja pelo volume de fornecimento. Outro é o Gerenciamento do Relacionamento com Parceiros (Partner Relationship Management-PRM) (Paduan, 2002). O PRM se ocupa do canal de distribuição. É um dos braços do comércio colaborativo, conceito que ganha cada vez mais força na economia movida a informação. A idéia é fazer o fabricante e seus distribuidores compartilharem informações. A empresa fornece ao distribuidor dados sobre como ela e seu setor operam. Em troca, o distribuidor a abastece com informações sobre o consumidor final. O objetivo é obter a máxima eficiência no relacionamento com os canais de distribuição. Um conjunto de tecnologias viabiliza o contato em tempo real e estrutura as informações trocadas entre as duas partes, possibilitando a rápida tomada de decisões. Aqui, vale destacar que, sendo o distribuidor um cliente, o PRM pode e deve ser considerado como parte do processo de negócio Gestão do Relacionamento com Clientes. Deve-se observar que o número crítico ou benéfico de processos de negócios para integrar e gerenciar entre empresas varia de caso a caso. Nível de Integração/Componentes de Gestão da Cadeia de Suprimentos Há certos componentes de gestão que são comuns a todos os processos de negócios e membros da cadeia de suprimentos. Acredita-se que esses componentes comuns de gestão sejam críticos e fundamentais para a administração bem sucedida da cadeia de suprimentos, uma vez que eles representam e determinam como cada ligação de processo é integrada e gerenciada. O nível de integração e gestão de uma ligação de processo de negócio é função do número e do nível de componentes acrescentados à ligação. Assim, acrescentando mais componentes de gestão, ou aumentando o nível de cada componente, pode-se aumentar o nível de integração da ligação do processo de negócio. Com base nos componentes de gestão identificados em Cooper et al. (1997), na revisão adicional da literatura e em entrevistas realizadas com oitenta gerentes de empresas, Lambert et al. (1998a) definiram nove componentes de gestão da cadeia de suprimentos. Eles podem ser divididos em dois grupos, em função de suas diferenças e características específicas. O primeiro grupo, dos Componentes de Gestão Físicos e Técnicos, inclui os componentes mais visíveis, tangíveis, mensuráveis e fáceis de mudar. O segundo, dos Componentes de Gestão Gerenciais e Comportamentais, é menos tangível e visível e, geralmente, mais 62 jul./dez. • 2003 002302_C&T22.book Page 63 Tuesday, July 27, 2004 8:16 AM difícil de acessar e alterar. Define o comportamento organizacional e influencia a maneira como os componentes físicos e técnicos podem ser implementados. A figura 1 mostra os dois grupos de componentes de gestão. Fig. 1. Componentes de Gestão da SCM (Lambert & Cooper, 2000). Componentes de Gestão Físicos e Técnicos Gerenciais e Comportamentais Métodos de Planejamento e Controle Métodos de Gestão Estrutura de trabalho Estrutura de Poder e Liderança Estrutura organizacional Estrutura de Risco e Recompensa Estrutura das facilidades de comunicação e fluxo de informação Cultura e Atitude Estrutura das facilidades de fluxo de produto Grupo 1: componentes de gestão físicos e técnicos • métodos de planejamento e controle: refere-se às ferramentas e técnicas utilizadas pelas empresas para auxiliar a execução dessas atividades específicas, isto é, as atividades de planejamento e controle; • estrutura de trabalho: indica como a empresa executa suas tarefas e atividades. O nível de integração dos processos pela cadeia de suprimentos é uma medida da estrutura organizacional; • estrutura organizacional: pode se referir tanto à empresa individual como à cadeia de suprimentos; • estrutura das facilidades de comunicação e fluxo de informações: o tipo de informação passada entre os membros dos canais e a freqüência de atualização da informação é extremamente importante e tem uma forte influência na eficiência da cadeia de suprimentos; • estrutura das facilidades de fluxo de produtos: refere-se à estrutura de rede para a consecução das atividades de sourcing, manufatura e distribuição por toda a cadeia de suprimentos. Grupo 2: componentes de gestão gerenciais e comportamentais • métodos de gestão: incluem a filosofia corporativa e as técnicas de gestão; • estrutura de poder e liderança: trata de questões relacionadas ao fato de que o exercício do poder, ou a falta dele, pode afetar o nível de envolvimento de outros membros do canal; • estrutura de risco e recompensa: considera que a antecipação de compartilhamento de riscos e recompensas pela cadeia afeta, no longo prazo, o envolvimento dos membros do canal; • cultura e atitude: a compatibilidade da cultura corporativa entre os membros do canal não pode ser subestimada. Misturar culturas e atitudes dos indivíduos consome tempo, mas é necessário num determinado nível para que o canal opere como uma cadeia. Os aspectos de cultura incluem como os empregados são valorizados e como eles são incorporados à gestão da empresa. A partir dessas discussões, observa-se que gestão da cadeia de suprimentos apresenta uma série de desafios. Não são apenas desafios tecnológicos, mas também culturais, organizacionais e operacionais. Em relação aos aspectos tecnológicos, é necessário considerar que a integração de múltiplos e diferenciados processos de negócios suportados por tecnologias diferenciadas pode tornar-se impossível. Com relação aos aspectos culturais, organizacionais e operacionais, deve-se ter claro que nem todas as empresas estão preparadas para atuar de forma aberta e integrada com parceiros, trocando informações que ainda são consideradas estratégicas. É necessário que haja uma grande interdependência entre todos os memREVISTA DE CIÊNCIA & TECNOLOGIA • V. 11, Nº 22 – pp. 57-66 63 002302_C&T22.book Page 64 Tuesday, July 27, 2004 8:16 AM bros da cadeia, exigindo cada vez mais parcerias e cooperação mútuas. Para que a gestão da cadeia de suprimentos tenha sucesso, funcionando adequadamente, com processos interligados, é preciso mais do que tecnologia, mas, principalmente, abertura, confiança e disposição para compartilhar informações (Humphreys et al., 2001, e Julka et al., 2002). CONCLUSÕES As empresas estão cada vez mais se conscientizando de que a competição se dá entre cadeias de suprimentos, e que a integração e o gerenciamento bem sucedidos dos processos de negócio-chave entre os membros dessa cadeia é que determinará o sucesso final das organizações. Essa integração e esse gerenciamento são entendidos como Gestão da Cadeia de Suprimentos, uma nova maneira de administrar o negócio e as relações com outros membros da cadeia de suprimentos. Seu objetivo é maximizar a competitividade e a lucratividade para a empresa e para a cadeia de suprimentos como um todo. É um conceito relativamente novo, em fase de construção, ainda não muito bem entendido e explorado, e que dá oportunidade a um amplo campo de pesquisa. A sua implementação apresenta desafios de ordem tecnológica, cultural, organizacional e operacional. É um assunto de destacada importância e, portanto, não pode ser deixado ao acaso. A definição de Gestão da Cadeia de Suprimentos desenvolvida pelos membros do The Global Supply Chain Forum e o modelo conceitual de Gestão da Cadeia de Suprimentos proposto por Cooper et al. (1997) apresentam-se como elementos facilitadores do entendimento do significado e da abrangência da SCM. Além disso, o modelo proposto fornece uma visão bastante clara e lógica das etapas envolvidas no processo de implantação da Gestão da Cadeia de Suprimentos nas empresas e apresenta uma base que pode servir como ponto de partida para a construção de uma metodologia para análise da SCM. REFERÊNCIA BIBLIOGRÁFICA COOPER, M.C. et al. Supply chain management: more than a new name for logistics. The International Journal of Logistics Management, Vedra Beach, 8 (1): 1-13, 1997. CRISTHOFER, M. Logistics, the Strategic Issues. Londres: Chapman and Hall, 1994. CROOM, S. et al. Supply chain management: an analytical framework for critical literature review. European Journal of Purchasing & Supply Management, Oxford, 6 (1), 2000. DAVENPORT, T.H. Process Innovation – reengineering work through information technology. Boston: Harvard Business School Press, 1993. GANESHAM, R. & HARRISON, T.P. “An Introduction to Supply Chain Management”. <http://silmaril.smeal.psu.edu/misc/ supply_chain_intro.html> (19/dez./2002). HAMMER, M. A empresa supereficiente. Exame/Harvard Business Review, São Paulo, edição especial, 18-29, abr./02. HEWITT, F. Supply chain redesign. The International Journal of Logistics Management, Vedra Beach, 5 (2): 1-9, 1994. HUMPHREYS, P. et al. An inter-organizational information system for supply chain management. International Journal of Production Economics, Amsterdan, 70 (3): 245-255, 2001. JULKA, N. et al. Agent-based suppy chain management – 1: framework. Computers & Chemical Engineering, Oxford , 26 (12): 1.755-1.769, 2002. LAMBERT, D.M. et al. Supply chain management: implementation issues and research opportunities. The International Journal of Logistics Management, Vedra Beach, 9 (2): 1-19, 1998a. LAMBERT, D.M. et al. Fundamentals of Logistics Management. Boston: Irwin/McGraw-Hill, 1998b. LAMBERT, D.M. & COOPER, M.C. Issues in supply chain management. Industrial Marketing Management, New York, 29 (1): 65-83, 2000. LAMBERT, D.M. Mapeando a supply chain. Tecnologística, São Paulo, 83: 30-39, out./02. OLIVER, R. et al. Supply chain management: logistics catches up with strategy, Outlook, 1982, apud Christopher M. Logistics, the Strategic Issues. Londres: Chapman and Hall, 1994. PADUAN, R. E aí, parceiro? Exame, São Paulo, 36 (11): 80-82, mai./02. 64 jul./dez. • 2003 002302_C&T22.book Page 65 Tuesday, July 27, 2004 8:16 AM Dados dos autores ALEXANDRE TADEU SIMON Engenheiro Mecânico pela Unesp, mestre em Engenharia Mecânica pela Unicamp. Docente no curso de Engenharia de Produção e Engenharia de Alimentos da UNIMEP. Possui mais de quarenta artigos publicados em revistas e apresentados em congressos. Editor técnico da Revista Máquinas e Metais desde 1987 SÍLVIO ROBERTO IGNÁCIO PIRES Engenheiro de Produção pela UFSCar, mestre e doutor em Engenharia de Produção pela EESCUSP e pós-doutorado em Supply Chain Management pelo IMD, Suíça. Professor doutor titular 3 do PPGEP/UNIMEP Recebimento do artigo: 15/abr./03 Consultoria: 25/nov./03 a 18/dez./03 Aprovado: 18/dez./03 REVISTA DE CIÊNCIA & TECNOLOGIA • V. 11, Nº 22 – pp. 57-66 65 002302_C&T22.book Page 66 Tuesday, July 27, 2004 8:16 AM 66 jul./dez. • 2003 002302_C&T22.book Page 67 Tuesday, July 27, 2004 8:16 AM Resenha O MAPEAMENTO DO FLUXO DE VALOR ALÉM DA EMPRESA SEEING THE WHOLE MAPPING THE EXTEND VALUE STREAM de Daniel Jones & James Womack, Massachusetts: Brookline, 2002, 97p., ISBN 0-9667843-5-9 WILSON ANTONIO PIZZOL Aluno do Programa de Pós-Graduação em Engenharia de Produção – UNIMEP/SBO. Engenheiro industrial graduado pela UNIMEP, 2001. [email protected] Neste livro, Daniel Jones e James Womack, também autores de The Machine that Changed the World e Lean Thinking, não realizam apenas o complemento a Learning to See (Apreendendo a Enxergar), de John Shook e Mike Rother (1998), mas sim a extensão da técnica Value Stream Mapping (Mapeamento do Fluxo de Valor) por eles proposta, criando novos ícones para representar as atividades desempenhadas entre fornecedores e clientes, principalmente aquelas relacionadas ao fluxo de materiais e informações. Essas informações, uma vez transmitidas ou interpretadas de forma inadequada, são justamente as responsáveis pela geração de desperdícios. O Mapeamento do Fluxo de Valor (MFV) é o processo prático de documentar o fluxo da cadeia de valor, considerando todos os passos do processo de fabricação, tanto os que adicionam valor (transformam ou modificam) como os que não adicionam valor (espera, movimentação, armazenagem etc.), desde a recepção da matéria-prima até a entrega ao cliente. O MFV permite uma forma simples de visualização da cadeia de valor, composto pelo fluxo de processo, materiais e informações, ajudando a identificar desperdícios, bem como suas fontes. Uma vez pronto, o MFV ajudará a tomar decisões sobre o fluxo representado, tornando-o mais lógico e simples, abordando os conceitos e técnicas enxutas. Após realizado o MFV no Estado Atual, que tem por objetivo representar o “mapa da situação atual” (a foto do hoje), deve-se partir para o mapeamento do Estado Futuro, o qual representará o mapeamento que pode tornar-se realidade em um curto espaço de tempo, demonstrando as melhorias de possível implementação, baseadas nas observações realizadas no decorrer do mapeamento do Estado Atual. A técnica apresentada por Shook e Rother em Learning to See tem por objetivo realizar o mapeamento “porta a porta” (do recebimento de matéria-prima até a expedição para o cliente final). Porém, vários pessoas que empregaram a técnica passaram a questionar como se poderia expandir o escopo do MFV além da planta, ou seja, desde a matéria-prima até o cliente final. O conceito aplicado para se realizar o Mapeamento Estendido do Fluxo de Valor (MEFV) é o mesmo, porém observando, dessa vez, desde o fornecedor de matéria-prima até o cliente final. Em qualquer nível de mapeamento, estaremos simplesmente observando e anotando cada passo do processo, assim como a inforREVISTA DE CIÊNCIA & TECNOLOGIA • V. 11, Nº 22 – pp. 67-68 67 002302_C&T22.book Page 68 Tuesday, July 27, 2004 8:16 AM mação e o material para cada família de produto. O MEFV exige a cooperação de vários departamentos e divisões na empresa e mesmo entre empresas diferentes, e estas raramente pensam sobre o fluxo total de um produto. Geralmente escondem informações, o que gera uma missão árdua para o gerente incumbido de sua implementação. O MEFV tem início na seleção da família de produtos, caracterizada pela similaridade do fluxo de processo ou equipamentos utilizados. Em um primeiro momento, os autores sugerem a seleção de uma família simples, com o objetivo de manter um trabalho focado e despertar a consciência em seus participantes. A aplicação do MEFV pressupõe a escolha de um líder para sua realização, nomeado por Jones e Womack como “product line manager” (gerente da linha de produto). Tal membro deve possuir senso de responsabilidade para aumentar o lucro ou participação da empresa no mercado. Cada unidade de negócio ou empresa envolvida no MEFV deverá eleger seu próprio líder, responsável por ajudar no levantamento de dados para a construção do Estado Atual e pelo Plano de Ação a ser implementado. Com a definição dos líderes, cabe iniciar o Mapeamento do Estado Atual em cada unidade ou empresa, relatando o Fluxo de Processo, Material e Informação e, mais tarde, concentrando todas elas em um único mapa do Estado Atual. Pronto o MEFV, Jones e Womack sugerem o endereçamento das melhorias por meio de três níveis: • Estado Futuro 1 – visa à eliminação dos desperdícios em cada unidade ou empresa, estabilizando o processo e simplificando o fluxo de informação; • Estado Futuro 2 – introduz o Nivelamento da Produção e reabastecimento mais freqüentes entre unidades ou empresas, promovendo, desse modo, a redução do inventário em processo e de produto acabado; • Estado Ideal – deve-se avaliar a viabilidade de centralização das atividades em um único local, desde a matéria-prima até o produto acabado, reduzindo, assim, o transporte e o fluxo de informação. O método apresentado por Jones e Womack torna clara a lógica dos desperdícios que ocorrem na manufatura serem decorrentes de outros departamentos. Vejamos um exemplo: o Cliente Final dirige seus pedidos ao departamento de Controle de Produção do Fornecedor A, este departamento adiciona um “fator de segurança” à demanda solicitada e envia aos departamentos de Manufatura e Controle de Materiais; o departamento de Controle de Materiais adiciona seu fator de segurança antes de mandar os pedidos ao fornecedor de matéria-prima, causando, assim, a amplificação da demanda originada pelo Cliente Final. Realizado o MEFV, ele estabelecerá uma linguagem única entre a cadeia de clientes e fornecedores, simplificando a forma de comunicação e o entendimento das oportunidades interdependentes relacionadas a custo, qualidade, confiança e comunicação de problemas. Se a prática do MEFV for compartilhada com um segundo nível de fornecedores, as vantagens competitivas podem se tornar ainda maiores, estendendo-se aos diversos níveis da cadeia produtiva. Sem dúvida, a dimensão adicional do Mapeamento Estendido da Cadeia de Valor é um grande desafio. Porém, traz consigo o objetivo de inovar e compartilhar o conhecimento e a consciência, assim como a forma de identificar sistematicamente oportunidades de eliminação de desperdícios em todo a cadeia de valor (de fornecedores a cliente final). A aplicação do método de Jones e Womack, exposto em Seeing the Whole, ajudará a obter um estado futuro, a ser implementado com sucesso. 68 jul./dez. • 2003 002302_C&T22.book Page 69 Tuesday, July 27, 2004 8:16 AM Revista de Ciência & Tecnologia NORMAS PARA PUBLICAÇÃO PRINCÍPIOS GERAIS 1. A REVISTA DE CIÊNCIA & TECNOLOGIA tem por objetivo publicar trabalhos que contribuam para o desenvolvimento científico nas áreas de Ciências Exatas e Tecnologia e de Arquitetura e Urbanismo. 2. Os temas podem ser apresentados através dos seguintes tipos de artigos: • ensaio: artigo teórico sobre determinado tema; • relato: artigo sobre pesquisa experimental concluída ou em andamento; • revisão de literatura: levantamento do estágio atual de determinado assunto e compilação crítica de dados experimentais e propostas teóricas recentes; • resenha: comentário crítico de livros e/ou teses; • carta: comentário a artigos relevantes publicados anteriormente. 3. Os artigos devem ser inéditos, sendo vedada sua publicação em outras revistas brasileiras. A publicação do mesmo artigo em revistas estrangeiras deverá contar com a autorização prévia da Comissão Editorial da RC&T. 4. A aceitação do artigo depende dos seguintes critérios: • adequação ao escopo da revista; • qualidade científica, atestada pela Comissão Editorial e por processo anônimo de avaliação por pares (peer review),1 com consultores não remunerados, especialmente convidados, cujos nomes são divulgados na última edição de cada ano, como forma de reconhecimento; • cumprimento da presente Norma. Os autores serão sempre informados do andamento do processo de avaliação e seleção dos artigos e os originais serão devolvidos nos casos de sua não aceitação. 5. Os artigos devem considerar como unidade padrão a página A4, com margens 2,5 cm, parágrafo justificado, fonte Times New Roman, tamanho 12, digitada em espaço 1,5 e em editor Word for Windows, sem qualquer formatação especial. Os artigos devem ter as seguintes dimensões: • ensaio e relato: de 12 a 20 páginas-padrão, nelas incluídas todas as subdivisões dos capítulos, figuras, tabelas e referências bibliográficas; • revisão de literatura: de 10 a 15 páginas-padrão, nelas incluídas todas as subdivisões dos capítulos, figuras, tabelas e referências bibliográficas; • resenha e carta: de 2 a 4 páginas-padrão. 6. Os artigos podem sofrer alterações editoriais não substanciais (reparagrafações, correções gramaticais e adequações estilísticas), que não modifiquem o sentido do texto. O(s) autor(es) será/ão solicitados a revisar as mudanças eventualmente introduzidas. Se ultrapassado o prazo máximo de oito meses em tal etapa, o(s) autor(es) será/ão consultado(s) a respeito do interesse em manter seu trabalho submetido a tal processo de publicação. 7. Não há remuneração pelos trabalhos. Por artigo, o(s) autor(es) recebe(m) 10 (dez) separatas do seu artigo. Ele(s) pode(m) ainda adquirir exemplares da revista com desconto de 30% sobre o preço de capa, bem como a quantidade desejada de separatas, a preço de custo equivalente ao número de páginas e de cópias delas. 1 Para maior detalhamento, v. item 11, “Etapas”. REVISTA DE CIÊNCIA & TECNOLOGIA • V. 11, Nº 22 – pp. 69-73 69 002302_C&T22.book Page 70 Tuesday, July 27, 2004 8:16 AM 8. Os artigos devem ser encaminhados pelo Correio para Editora UNIMEP - Campus Taquaral (Rod. do Açúcar, km 156 – 13400-911 – Piracicaba, SP), através de ofício, do qual deve constar: • declaração de cessão dos direitos autorais para publicação na revista; • declaração de concordância com as Normas para Publicação da RC&T. Dúvidas poderão ser tratadas pelos telefones (19) 3124-1620 / 1621 ou pelo e-mail [email protected]. ESTRUTURA 9. Cada artigo deve conter os seguintes elementos: Identificação: • • Nome do(s) autor(es); Um breve currículo contendo informações sobre o(s) autor(es): titulação acadêmica, unidade e instituição em que atua, endereço para correspondência, telefone, fax e e-mail; • Titulação acadêmica; função e origem (instituição e unidade) do(s) autor(es); • Título e, se for o caso, subtítulo: precisa(m) indicar claramente o conteúdo do texto e ser(em) conciso(s) (título: no máximo 10 palavras; subtítulos: no máximo 15 palavras) • Subvenção: menção de apoio e financiamento eventualmente recebidos; • Agradecimentos, apenas se absolutamente indispensáveis. Esses elementos devem ser apresentados em folha separada, pois contêm dados que não serão divulgados aos consultores. Após a aceitação do artigo, os dados serão incluídos para publicação. O texto deve conter: • Título e, se for o caso, subtítulo em português e inglês, qualquer que seja o idioma utilizado dentre os determinados por estas normas, bem como os limites de palavras acima definidos; • Resumo em português e Abstract em inglês, qualquer que seja o idioma utilizado no texto dentre os determinados por estas normas. Conterão entre 150 a 200 palavras com a mesma formatação da página padrão acima definida; • Para fins de indexação, o(s) autor(es) deve indicar no mínimo três e no máximo seis palavraschave logo após a apresentação do Resumo, e, posteriormente ao Abstract, sua versão para o inglês (keywords). • O texto pode ser escrito em português, inglês ou espanhol e deve estar subdividido em: INTRODUÇÃO, DESENVOLVIMENTO, CONCLUSÃO e REFERÊNCIAS BIBLIOGRÁFICAS. Cabe ao(s) autor(es) criar os intertítulos para o seu trabalho: em letras maiúsculas e sem numeração. No caso de Relatos, podem ter as seguintes seções: INTRODUÇÃO, METODOLOGIA (ou MATERIAIS E MÉTODOS), RESULTADOS, DISCUSSÕES, CONCLUSÕES, NOTAS e REFERÊNCIAS BIBLIOGRÁFICAS. No caso de Resenhas, o texto deve conter todas as informações para identificação do livro comentado (autor; título, tradutor, se houver; edição, se não for a primeira; local; editora; ano; total de páginas; e título original, se houver). No caso de teses/dissertações, segue-se o mesmo princípio, no que for aplicável, acrescido de informações sobre a instituição na qual tiver sido produzida. DOCUMENTAÇÃO 10.O artigo poderá apresentar notas explicativas.1 Elas devem ser indicadas por numeração seqüencial sobrescrita e apresentadas no rodapé da página, com a mesma formatação da página padrão. O artigo precisa apresentar as referências bibliográficas de acordo com a norma NBR 6.023/1989 da ABNT, em sua versão exemplificada abaixo, que consiste em fazer a citação da referência ao longo do texto: 1 As notas explicativas devem ser apresentadas dessa forma. 70 jul./dez. • 2003 002302_C&T22.book Page 71 Tuesday, July 27, 2004 8:16 AM Para se ter uma idéia do avanço nesta direção, até novembro de 1997, inúmeras empresas foram certificadas conforme uma das normas de série ISO 9000 (Emmanuel, 1997). Entretanto, requisitos da Qualidade, segundo Brederodes (1996), não estão somente restritos à esfera da ISO 9000. As Referências Bibliográficas deverão ser apresentadas em ordem alfabética pelo sobrenome dos autores. I – Sobrenome do autor (maiúsculo), nome (minúsculo). Título da obra (itálico). Tradutor, edição, cidade em que foi publicado: editora, ano de publicação. Ex.: HOBSBAWM, E.J. Era dos Extremos: o breve século XX; 1914-1991. Trad. Marcos Santarrita, São Paulo: Companhia das Letras, 1995. Obs.: sendo 1.ª edição, esta não deve ser indicada. II – Designação de parentes não pode abrir referência bibliográfica. Ex.: JUNQUEIRA NETTO, P.... Sobrenome composto: CASTELLO BRANCO, H. de,... VILLA-LOBBOS, H.,... III – Obras escritas por dois autores. Ex.: ARANHA, M.L. de A. & MARTINS, M.H.P. Filosofando: introdução à Filosofia. São Paulo: Moderna, 1986. IV – Obras escritas por três ou mais autores. Coloca-se o nome do primeiro autor, seguido da expressão et al. Ex.: PIRES, M.C.S. et al. Como fazer uma Monografia. 4.ª ed., São Paulo: Brasiliense, 1991. Se houver um responsável pela obra (coordenador ou organizador): GENTILI, P. (org.). Pedagogia da Exclusão: o neoliberalismo e a crise da escola pública. Petrópolis: Vozes, 1995. V – Artigos de revistas e jornal. Revista: sobrenome do autor (maiúsculo), prenome. Título do artigo, título do jornal (itálico), local, volume (número/fascículo): páginas incursivas, ano. Ex. com autor: ZAMPRONHA, M.L.S. Música e semiótica. Arte, Unesp, Rio Claro, 6: 105-128, 1990. Ex. sem autor: Máquinas paradas braços cruzados. Atenção, Página Aberta, ano 2, (7): 10-17, 1996. Jornal: sobrenome do autor (maiúsculo), prenome, título do artigo, título do jornal (itálico), local, dia, mês, ano, número ou título do caderno, seção ou suplemento, página inicial-final. Ex. com autor: FRIAS FILHO, O. Peça de Calderón sintetiza teatro barroco. Folha de S.Paulo, São Paulo, 23/out./91, Ilustrada, p. 3. Ex. sem autor: Duas economias, duas moedas. Gazeta Mercantil, São Paulo, 31/jan./97, p. 7. VI – Capítulo de um livro escrito por um único autor. Substituir o nome do autor depois do “in” por um travessão de três toques. Ex.: ECO, U. A procura do material. In: ______. Como se faz uma tese em ciências humanas, 4.ª ed. Lisboa: Presença, 1988. VII – Autor do capítulo diferente do responsável pelo livro. Sobrenome do autor (maiúsculo) que realizou o capítulo, prenome. Título do capítulo. In (sobrenome do organizador do livro em maiúsculo), nome, título do livro (itálico), edição, local de publicação, editora, data. Ex.: COSTA, M. da. A educação em tempos de conservadorismo. In: GENTILI, P. Pedagogia da Exclusão: crítica ao neoliberalismo em educação em educação. Petrópolis: Vozes, 1995. VIII – Enciclopédia e dicionário. GRANDE ENCICLOPÉDIA DELTA LAROUSSE. Rio de Janeiro, Delta, 1974, v. 7, p. 2.960. FERREIRA, A.B.H. Novo Dicionário da Língua Portuguesa. Rio de Janeiro: Nova Fronteira, 1975, p. 397. REVISTA DE CIÊNCIA & TECNOLOGIA • V. 11, Nº 22 – pp. 69-73 71 002302_C&T22.book Page 72 Tuesday, July 27, 2004 8:16 AM IX – Fontes eletrônicas A documentação de arquivos virtuais deve conter as seguintes informações, quando disponíveis: • sobrenome e nome do autor; • título completo do documento (entre aspas); • título do trabalho no qual está inserido (em itálico); • data (dia, mês e/ou ano) da disponibilização ou da última atualização; • endereço eletrônico (URL) completo (entre parênteses angulares); • data de acesso (entre parênteses). Exemplos : Site genérico LANCASHIRE, I. Home page. Sept. 13, 1998. <http://www.chass.utoronto.ca:8080/~ian/index.html> (10/dez./98). Artigo de origem impressa COSTA, Florência. Há 30 anos, o mergulho nas trevas do AI-5. O Globo, 6.12.98. <http://www.oglobo.com.br> (6/dez./98). Dados/textos retirados de CD-rom ENCICLOPÉDIA ENCARTA 99. São Paulo: Microsoft, 1999. Verbete “Abolicionistas”. CD-rom. Artigo de origem eletrônica CRUZ, Ubirajara Buddin. “The Cranberries: discography”. The Cranberries: images. Feb./97. <http:// www.ufpel.tche.br/~bira/cranber/cranb_04.html> (12/jul./97). OITICICA FILHO, Francisco. “Fotojornalismo, ilustração e retórica”. <http://www.transmidia.al.org.br/retoric.htm> (6/dez./98). Livro de origem impressa LOCKE, John. A Letter Concerning Toleration. Translated by William Popple. 1689. <http://www.constitution.org/jl/ tolerati.htm>. Livro de origem eletrônica GUAY, Tim. A Brief Look at McLuhan's Theories. WEB Publishing Paradigms. <http://hoshi.cic.sfu.ca/~guay/Paradigm/McLuhan.html> (10/dez./98). KRISTOL, Irving. Keeping Up With Ourselves. 30/jun/96. <http://www.english.upenn.edu/~afilreis/50s/kristolendofi.html> (7/ago./98). Verbete ZIEGER, Herman E. “Aldehyde”. The Software Toolworks Multimedia Encyclopedia. Vers. 1.5. Software Toolworks. Boston: Grolier, 1992. “Fresco”. Britannica Online. Vers. 97.1.1. Mar./97. Encyclopaedia Britannica. 29/mar./97. http://www.eb.com:180. E-mail BARTSCH, R. <[email protected]> “Normas técnicas ABNT - Internet”. 13/nov./98. Comunicação pessoal. Comunicação sincrônica (MOOs, MUDs, IRC etc.) ARAÚJO, Camila Silveira. Participação em chat no IRC #Pelotas. <http://www.ircpel.com.br> (2/set./97). Lista de discussão SEABROOK, Richard H. C. <[email protected]> “Community and Progress”. 22/jan./94. <[email protected]> (22/jan./94). FTP (File Transfer Protocol) BRUCKMAN, Amy. “Approaches to Managing Deviant Behavior in Virtual Communities”. <ftp://ftp.media.mit.edu/ pub/asb/papers/deviance-chi-94> (4/dez./94). Telnet GOMES, Lee. “Xerox's On-Line Neighborhood: A Great Place to Visit”. Mercury News. 3 May 1992. telnet lamba.parc.xerox.com 8888, @go #50827, press 13 (5/dec./94). Gopher QUITTNER, Joshua. “Far Out: Welcome to Their World Built of MUD”. Newsday, 7/nov./93. gopher University of Koeln/About MUDs, MOOs, and MUSEs in Education/Selected Papers/newsday (5/dec./94). Newsgroup (Usenet) SLADE, Robert. <[email protected]> “UNIX Made Easy”. 26 Mar.1996. <alt.books.reviews> (31/mar./96). 72 jul./dez. • 2003 002302_C&T22.book Page 73 Tuesday, July 27, 2004 8:16 AM APRESENTAÇÃO 11.ETAPAS de encaminhamento dos artigos: (a) apresentação de três cópias impressas do artigo, devidamente padronizado conforme estas Normas, para submissão à Comissão Editorial da Revista e aos seus consultores, constando de uma delas os dados completos do(s) autor(es) e, das outras duas, apenas o título da obra (sem identificação); fornecer também brevíssimo currículo do(s) autor(es); (b) um dos membros da Comissão e dois nomes externos a ela são designados como pareceristas, estes dois últimos por processo blind peer review; (c) recebidos de volta tais pareceres, eles são analisados em outro encontro da Comissão, chegando-se a uma avaliação final: “indicado para publicação”, “indicado com ressalvas” ou “recusado”; (d) em carta ao(s) autor(es), são fundamentadas tais decisões e devolvidos os originais com anotações dos pareceristas; (e) se indicado para publicação “com ressalvas”, o artigo deve ser novamente submetido à Editora: os trechos alterados devem ser realçados por cor ou sublinhados; essa nova versão será entregue em papel (uma cópia) e em arquivo eletrônico, acompanhada do texto original apreciado pelos pareceristas; (f) eventuais ilustrações devem ser encaminhadas separadamente, em seus respectivos arquivos eletrônicos em suas extensões originais; (g) antes da impressão, o(s) autor(es) recebe(m) versão final do texto para análise. 12.As ILUSTRAÇÕES (tabelas, gráficos, desenhos, mapas e fotografias) necessárias à compreensão do texto devem ser numeradas seqüencialmente com algarismos arábicos e apresentadas de modo a garantir uma boa qualidade de impressão. Precisam ter título conciso, grafados em letras minúsculas. (a) TABELAS: editadas em Word ou Excel, com formatação necessariamente de acordo com as dimensões da revista. Devem vir inseridas nos pontos exatos de suas apresentações ao longo do texto; não podem ser muito grandes e nem ter fios verticais para separar colunas; (b) FOTOGRAFIAS: com bom contraste e foco nítido, sendo fornecidas em arquivos em extensão “tif ” ou “gif ”; (c) GRÁFICOS e DESENHOS: incluídos nos locais exatos do texto. No caso de aprovação para publicação, essas ilustrações precisarão ser enviadas em separado, necessariamente em arquivos de seus programas originais (p. ex., em Excel, CorelDraw, PhotoShop, PaintBrush etc.); (d) figuras, gráficos e mapas, caso sejam enviados para digitalização, devem ser preparados em tinta nanquim preta. As convenções precisam aparecer em sua área interna. REVISTA DE CIÊNCIA & TECNOLOGIA • V. 11, Nº 22 – pp. 69-73 73 002302_C&T22.book Page 74 Tuesday, July 27, 2004 8:16 AM NOSSOS CONSULTORES 2003 Alexandre Tadeu Simon Anselmo Eduardo Diniz Antonio Batocchio Antonio Carlos Giuliani Cláudio Kirner Daniel Weller Eduardo Carlos Bianchi Elisabete Stradiotto Eugênio José Zoqui Fernando Bernardi Fernando Celso de Campos Gilberto Martins Iracema de Oliveira Moraes José Antonio Arantes Salles Klaus Schützer Luis Augusto Consularo Marcius Georgetti Maria Helena Santin Campos Tavares Marina Pires Vieira Milton Vieira Jr. Mônica Maria Gonçalves Nádia Kassouf Pizzinatto Nelson Carvalho Maestrelli Newton Libânio Ferreira Nivaldi Calonego Jr. Nivaldo Lemos Coppini Rafael Ferreira Alves Regina Helena de Oliveira Lino Franchi Reginaldo Teixeira Coelho Rosângela Maria Vanalle Sandra Maria Boscolo Brienza Sílvio Roberto Ignácio Pires Sônia Maria Malmonge Sueli do Carmo Bettine 74 jul./dez. • 2003
Download