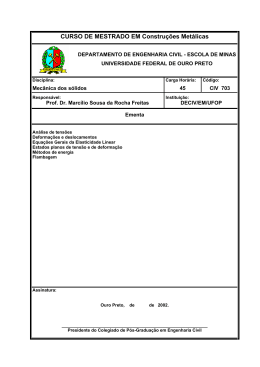
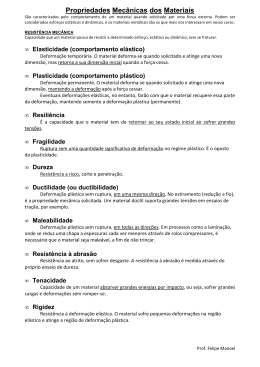
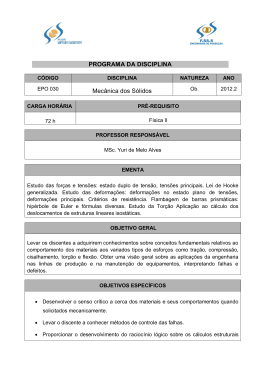
8º Congresso Brasileiro de Engenharia de Fabricação 18 a 22 de maio de 2015, Salvador, Bahia, Brasil Copyright © 2015 ABCM AVALIAÇÃO DA CONFORMABILIDADE DE AÇOS AVANÇADOS DE ALTA RESISTÊNCIA Marcelo Costa Cardoso, [email protected] Luciano Pessanha Moreira, [email protected] 1 Programa de Pós-graduação em Engenharia Metalúrgica, Universidade Federal Fluminense, Av. dos Trabalhadores, 420, CEP 27255-125, Volta Redonda, RJ, Resumo: No presente trabalho, a conformabilidade de chapas laminadas a frio de aços avançados de alta resistência “Dual-Phase” (DP600 e DP800) e um aço de alta resistência e baixa liga “HSLA340” foi investigada com auxílio de ensaios de tração uniaxial e curva limite de conformação. As três chapas analisadas possuem espessura nominal de 1,2 mm com revestimento de zinco. Primeiro, os ensaios de tração uniaxial foram realizados em três orientações com respeito a direção de laminação (0, 45 e 90 graus) para avaliação do encruamento e anisotropia plástica. Em seguida, as deformações limites foram determinadas a partir de 11 geometrias de corpos de prova, confeccionados por corte e usinagem, com comprimento paralelo a direção transversal de laminação. Os ensaios de CLC foram realizados segundo a técnica de Nakajima com punção hemisférico de 100 mm de diâmetro com lubrificação de vaselina e filme de Teflon de 0,05 mm. As deformações limites foram definidas na condição de estricção localizada com auxílio de um equipamento automático de aquisição e correlação de imagens digitais, de acordo com a norma ISO 12004-2:2008. A anisotropia plástica das chapas de aços DP600 e DP800 é caracterizada por apresentar coeficientes de Lankford e limites de escoamento determinados em tração uniaxial entre 0 e 90 graus por R45 > R90 >R0 e 90 >0 >45, respectivamente. Como esperado, as deformações limites dos aços bifásicos são menores em comparação a CLC do aço HSLA340, em decorrência da presença de ilhas de martensita dispersas na matriz ferrítica. Foi observada uma boa concordância entre os interceptos em deformação plana na CLC com os valores médios do expoente de encruamento, sobretudo para o aço DP800. Ambos os aços bifásicos apresentaram boa conformabilidade no domínio de expansão biaxial, contudo, com menor capacidade de deformação no domínio de estampagem em razão dos seus valores do coeficiente de Lankford. Palavras-chave: Curva Limite de Conformação, Conformação de Chapas, Aços Avançados de Alta Resistência. 1. INTRODUÇÃO O setor automobilístico exerce um papel importante no processo de desenvolvimento tecnológico no cenário mundial e, por conseguinte, surgem questões ambientais, sobretudo em relação à redução de gases que causam o efeito estufa. Uma das propostas para tal controle é a diminuição de massa do veículo visando maior economia de combustível com menor emissão de gás carbônico na atmosfera. No mercado cada vez mais globalizado, as soluções propostas recentemente com vistas a redução de massa dos veículos são a (1) a utilização de aços avançados de alta resistência (AHSS, Advanced High Strength Steels), (2) substituições de algumas peças de aço por alumínio e ligas de magnésio e (3) utilização de polímeros e compósitos de fibra de vidro. Segundo Gan, (2011) 70% da massa de um automóvel é constituída de aço, ou seja, reduzindo a massa de aço otimiza a redução de massa do veículo. Os aços de alta resistência foram o que mais se destacaram na indústria automobilista, sobretudo na confecção de peças que compõem a estrutura dos automóveis. De acordo com Castro (2010) devido aos seus altos valores de limites de resistência possuem uma maior capacidade de absorção de energia em colisões. Como também a possibilidade de produzir peças com uma menor espessura e, deste modo, uma redução de massa do veículo aliado a baixos custos de fabricação. Por outro lado, as peças estruturais que utilizam chapas de aços de alta resistência no setor automobilístico são fabricadas por meio do processo de estampagem, isto é, são conformadas com auxílio de um ferramental punção-matriz conforme uma forma desejada. Logo, a análise da conformabilidade de chapas de aços avançados de alta resistência é fundamental para o correto uso destes aços em processos de estampagem. O presente estudo tem como objetivo a investigação experimental do comportamento plástico de aços bifásicos DP600 e DP800, os quais, possuem microestrutura composta por uma matriz com 80 a 85% de ferrita poligonal macia e 15 a 20% de martensita (Gorni, 2008). Para fins de comparação, o aço de alta resistência e baixa liga HSLA340 foi também analisado. O procedimento experimental proposto consistiu na realização de ensaios de tração uniaxial e ensaios de Curva Limite de Conformação (CLC). 2. MATERIAS E MÉTODOS Os materiais utilizados para esse estudo foram os aços de alta resistência baixa liga HSLA340, e os aços bifásicos avançados de alta resistência DP600 e DP800 fornecidos pela empresa USIMINAS na condição de laminado a frio em formas de chapas com a espessura nominal de 1,2 mm. Em primeiro lugar, foram realizados ensaios de tração uniaxial e, em seguida, a conformabilidade destes aços foi avaliada com auxílio de ensaios de Curva Limite de Conformação (CLC). 8º Congresso Brasileiro de Engenharia de Fabricação 18 a 22 de maio de 2015, Salvador, Bahia, Brasil Copyright © 2015 ABCM 2.1. Tração uniaxial Os ensaios de tração uniaxial para avaliação das propriedades mecânicas dos aços HSLA340, DP600 e DP800 foram realizados no Centro de Tecnologia da empresa USIMINAS com auxílio de uma máquina universal de ensaios da marca INSTRON modelo 5582 com capacidade máxima de carga de 100 kN, equipada com célula de carga de 30 kN e vídeo extensômetro AVE (“Advanced Video Extensometer”). Para cada aço estudado foram confeccionados 5 corpos de prova por orientação angular em relação a direção de laminação, a saber, 0º, 45º e 90º. Os corpos de prova foram usinados por fresamento com dimensões apresentadas na Fig. 1(a), conforme a norma NBR-6673. As bases de medidas para medições de deformações no comprimento e na largura foram marcadas com dimensões iguais a 50 e 12,5 mm, respectivamente. Para realização dos ensaios de tração uniaxial foram separados 3 (três) corpos de prova de cada orientação angular, totalizando 9 (nove) corpos de prova para cada aço, ou seja, 2 (dois) corpos de prova por orientação ficaram reservados. A velocidade do ensaio até a tensão limite de escoamento foi prescrita igual a 1,8 mm/min e, em seguida, aumentada para 10 mm/min até a ruptura. Foram adotadas medidas verdadeiras de deformação e tensão determinadas a partir dos valores medidos de forças e alongamentos. As propriedades plásticas avaliadas foram: (1) limite de escoamento a 0,2% de deformação plástica, (2) o expoente de encruamento n no intervalo de 0,1 à 0,2 de deformação longitudinal verdadeira, (3) o coeficiente de anisotropia plástica, (4) o limite de resistência e os alongamentos (5) uniforme e (6) total. (a) (b) Figura 2. Corpo de prova do ensaio de tração uniaxial: (a) dimensões em mm segundo a norma NBR-6673 e (b) marcações efetuadas para reconhecimento do vídeo extensômetro AVE. 2.2. Curva Limite de Conformação Para determinação da Curva Limite de Conformação dos aços HSLA340, DP600 e DP800, foram realizados ensaios de acordo com a metodologia de Nakajima com um punção hemisférico de diâmetro igual 100 mm. Os ensaios de CLC foram realizados no Centro de Tecnologia da empresa USIMINAS com auxílio de uma máquina de ensaios de embutimento Erichsen modelo 242, equipada com o sistema de aquisição e correlação de imagens digitais ViaLUX e o programa Autogrid para depuração das deformações nos corpos de prova. Os corpos de prova foram confeccionados por usinagem com comprimento paralelo a direção transversal de laminação segundo as geometrias apresentadas na Fig. 2. Para cada aço foram ensaiados 3 (três) corpos de prova referente a cada largura da região central, num total de 33 corpos de prova para definir a CLC. Para realizar a análise de deformações superficiais, os corpos de provas foram previamente gravados por processo eletrolítico com grade de quadrados de 2,5 mm de lado. A lubrificação do punção foi feita com um disco de PVC com 50 mm de diâmetro e 5 mm de espessura em conjunto com vaselina em ambas as superfícies do disco e um filme de teflon 50 mm de diâmetro e 0,05 mm de espessura. Em todos os ensaios, empregou-se uma força de aperto no prensa-chapas igual a 500 kN, o qual dispõe de freio de estampagem (lockbead), e velocidade de deslocamento do punção de 1 mm/s. A máquina de ensaios de embutimento Erichsen modelo 242 registra o deslocamento (mm) e força do punção (kN) e interrompe automaticamente o ensaio após a fratura do corpo de prova por meio de detecção da força máxima do punção. Antes da realização dos ensaios de CLC foram posicionadas 4 (quatro) câmeras do tipo CCD (“Charge-Coupled Device”), que registraram a deformação em tempo real. Ainda, quatro focos de iluminação foram posicionados para assegurar a qualidade de captação das imagens digitais. Em seguida, com o auxílio do software Vialux foi realizada a calibração de todas as câmeras por meio do reconhecimento de um alvo padronizado. Em primeiro lugar, são obtidas imagens paralelas à superfície do alvo e, em seguida, a 45° de cada lado da base quadrada inferior do alvo. Esta metodologia é repetida para cada uma das quatro câmeras, finalizando assim a calibração. 8º Congresso Brasileiro de Engenharia de Fabricação 18 a 22 de maio de 2015, Salvador, Bahia, Brasil Copyright © 2015 ABCM Figura 3. Geometria e dimensões dos corpos de prova do ensaio de Nakajima para determinação da CLC. Após finalizar os procedimentos descritos e a realização dos ensaios, foram avaliadas as condições do esboço em relação ao estado de deformação que conduzem a estricção do material em conformidade com a norma ISO 12004-2:2008. Segundo esta norma, três a cinco seções devem ser definidas em um sentido perpendicular podendo ter uma variação de 15 graus a fratura. Em cada uma das seções devem ser construídas curvas das deformações principais na superfície (1,2) com pelo menos 10 pontos localizados a esquerda e a direita da fratura. Em seguida, são realizados ajustes com parábolas empregando-se 5 pontos situados em ambos os lados da fratura, excluindo-se os pontos dos valores de deformações máxima e mínima. A segunda derivada de cada polinômio do 2 0 grau é então determinada e com a mudança de seu sinal define-se uma janela para descarte dos pontos que estão sujeitos a influência da estricção localizada. Depois, os pares de pontos de deformação restantes (1,2), incluindo aqueles que se encontram sobre as bordas da janela, são então ajustados com polinômios do 60 grau em ambos os lados da fratura. As deformações na condição de estricção em cada seção são definidas pela substituição dos pontos (1,2) referentes a fratura nestes polinômios. Por fim, as deformações limites em cada corpo de prova são determinadas pelos valores médios das deformações definidas nas três ou cinco seções, conforme Fig. (4). Esta metodologia é realizada automaticamente com o software Autogrid do sistema ViaLUX. Figura 4. Metodologia de depuração de deformações limites em conformidade com a norma ISO 12004-2:2008: (a) distribuição de deformações principais, (b) ajustes com polinômio de 6º grau e (c) resultados obtidos para o aço DP800 corpo de prova de tração biaxial com diâmetro de 220mm. 8º Congresso Brasileiro de Engenharia de Fabricação 18 a 22 de maio de 2015, Salvador, Bahia, Brasil Copyright © 2015 ABCM 3. RESULTADOS E DISCUSSÃO 3.1. Tração uniaxial Os ensaios de tração uniaxial para avaliar as propriedades mecânicas dos aços HSLA340, DP600 e DP800 foram realizados com uma velocidade até a tensão limite de escoamento de 1,8 mm/min e, em seguida, 10 mm/min até a ruptura. Foram obtidos três resultados para cada propriedade mecânica nas orientações angulares, a saber, 0º, 45º e 90º em relação à direção de laminação. Buscou-se com essas diferentes orientações angulares avaliar as variações de propriedades plásticas no plano da chapa, a saber, limite de escoamento (𝜎𝑒 ), limite de resistência (𝜎𝑟 ), deformação uniforme (εu), deformação total (εt), expoente de encruamento (n) e coeficiente de anisotropia plástica (R). Os valores obtidos das propriedades do aço HSLA340 estão listados na Tab. (1), na qual estão apresentados os valores médios e em itálico os correspondentes desvios padrão. É possível verificar que os valores médios de cada orientação angular obtidos para o limite de escoamento obedecem à relação 90 > 45 > 0 ao passo que o limite de resistência apresentou evolução angular 0 > 90 > 45. Contudo, ambas as propriedades apresentam pequenas variações angulares em torno de 2 a 3%. Ademais, os valores calculados para anisotropia plástica normal, 𝑅̅ = (R 00 +2R 450 + R 900 )/4 = 1,032 e, anisotropia plástica planar, ∆𝑅 = (R 00 −2R 450 + R 900 )/2 = −0,113, justificam a baixa anisotropia plástica apresentada pelas variações no plano da chapa dos limites de escoamento e resistência. Tabela 1. Propriedades mecânicas do aço HSLA340. Orientação 0 45 90 𝜎𝑒 (MPa) 391,20 3,58 391,39 4,88 402,76 3,86 𝜎𝑟 (MPa) 541,11 2,88 531,36 3,00 539,75 3,94 𝜀𝑢 (%) 16,4 0,2 16,1 0,4 15,1 0,3 𝜀𝑇 (%) 26,9 0,6 26,8 0,3 26,1 0,5 𝑛 0,171 0,003 0,175 0,010 0,157 0,004 𝑅 0,854 0,014 1,089 0,050 1,098 0,019 Conforme Fig. (5), observa-se que para as três orientações angulares que o aço HSLA340 apresentou um patamar de escoamento entre 0 e 0,05 de deformação verdadeira. Isso pode ser atribuído a interações de discordâncias com átomos de carbono (Bleck et al., 2008). Observa-se claramente a relação para a tensão limite de escoamento 90 >45 >0 , porém, a deformação total apresenta uma relação inversa 0 > 45 > 90. 800 Tensão verdadeira (MPa) 700 600 HSLA340 0º 45º 90º 500 400 300 200 100 0 0.00 0.05 0.10 0.15 0.20 0.25 0.30 Deformação verdadeira Figura 5. Comportamento em tração uniaxial do aço HSLA340 em função da orientação angular. A Tab. (2) lista as propriedades obtidas para o aço bifásico DP600, na qual os valores médios do limite de escoamento apresentam a relação 90 >0 > 45 ao passo que os valores médios do limite de resistência acompanham 90 > 0 > 45. Entretanto, estas variações nos valores obtidos apresentam-se em torno de 3% e em seus respectivos desvios padrão cerca de 1,5%, sobretudo na orientação 90º em relação à direção de laminação. Os valores determinados para a anisotropia plástica normal e normal foram 𝑅̅ = 0,925 e ∆𝑅 = − 0,623, respectivamente. Observa-se uma forte anisotropia plástica na orientação angular 45º em relação a direção de laminação, o que indica a formação de orelhas à 45º no ensaio de estampagem profunda. Este tipo de anisotropia está em concordância com os valores mínimos encontrados para ambos os limites de escoamento em tração uniaxial para um valor máximo do coeficiente de anisotropia plástica na orientação 45º em relação a direção de laminação (Moreira et al., 2000). Ainda, pode-se observar que o aço DP600 forneceu valores de deformação uniforme e total segundo a relação 45 > 0 > 90. 8º Congresso Brasileiro de Engenharia de Fabricação 18 a 22 de maio de 2015, Salvador, Bahia, Brasil Copyright © 2015 ABCM Tabela 2. Propriedades mecânicas do aço DP600. Orientação 0 45 90 𝜎𝑒 (MPa) 392,24 4,05 385,64 2,84 421,85 4,94 𝜎𝑟 (MPa) 748,64 7,28 750,50 7,49 774,25 11,13 𝜀𝑢 (%) 15,2 0,3 17,4 0,1 14,9 0,1 𝜀𝑇 (%) 22,6 0,3 26,8 1,4 21,8 0,9 𝑛 0,201 0,002 0,218 0,008 0,194 0,002 𝑅 0,516 0,033 1,237 0,042 0,711 0,011 1000 Tensão verdadeira (MPa) 900 800 700 DP600 0º 45º 90º 600 500 400 300 200 100 0 0.00 0.05 0.10 0.15 0.20 0.25 0.30 Deformação verdadeira Figura 6. Comportamento em tração uniaxial do aço DP600 em função da orientação angular. Os valores médios obtidos em tração para as propriedades plásticas do aço bifásico DP800 estão listados na Tab. (3), a partir dos quais podem ser verificadas as relações 90 > 0 > 45 para ambos os limites de escoamento e resistência em conjunto com um máximo do valor médio do coeficiente de anisotropia plástica determinado na orientação 45º com respeito a direção de laminação. O valor calculado para o coeficiente de anisotropia plástica normal da chapa de aço DP800 foi igual a 0,857, ou seja, o menor dentre os três aços de alta resistência que foram avaliados no presente trabalho. Por sua vez, o coeficiente de anisotropia plástica planar obtido foi igual a − 0,439 com a mesma tendência apresentada pelo aço DP600. Ainda, pode-se observar que o aço DP800 apresentou valores de deformação total verdadeira em função da orientação angular entre 0,150 a 0,199 apresentando uma variação máxima igual 32,7%. Tabela 3. Propriedades mecânicas do aço DP800. Orientação 0 45 90 𝜎𝑒 (MPa) 450,77 3,02 441,06 7,04 482,75 3,40 𝜎𝑟 (MPa) 866,74 8,26 863,66 16,66 886,95 3,51 𝜀𝑢 (%) 12,7 0,2 13,6 0,3 11,0 0,2 𝜀𝑇 (%) 18,5 0,6 19,9 0,6 15,0 0,2 𝑛 0,166 0,001 0,173 0,001 0,161 0,001 1000 Tensão verdadeira (MPa) 900 800 700 600 500 400 300 DP800 0º 45º 90º 200 100 0 0.00 0.05 0.10 0.15 0.20 0.25 Deformação verdadeira Figura 8. Comportamento em tração uniaxial do aço DP800 em função da orientação angular. 𝑅 0,579 0,018 1,077 0,095 0,696 0,020 8º Congresso Brasileiro de Engenharia de Fabricação 18 a 22 de maio de 2015, Salvador, Bahia, Brasil Copyright © 2015 ABCM 3.2. Curva Limite de Conformação Os corpos de prova do aço HSLA340 deformados pela técnica de Nakajima estão mostrados na Fig. (8a). Nota-se que a fratura ocorreu na região central de todos os corpos de prova, em conformidade com a norma ISO 12004-2:2008. Percebe-se na fratura do corpo de prova de 180 mm uma pequena rotação, o que pode estar relacionado ao atrito. Ainda, nota-se um enrugamento nas bordas dos corpos de prova de 180 mm e 220 mm, o que indica que a força de aperto do prensa-chapas deveria ser aumentada para estas geometrias afim de evitar possíveis escorregamentos durante os ensaios. As deformações limites na estricção estão representadas na Fig. (8b). Conforme foi detalhado em materiais e métodos, três ensaios foram realizados para cada largura de corpo de prova. Nota-se que a dispersão dos resultados para o grupo de 3 ensaios de cada corpo de prova não foi significativa, com exceção do corpo de prova de largura 180 mm que obteve valores superiores da maior deformação, em comparação aos outros dois corpos de prova de mesma largura. Além disso, o corpo de prova circular de diâmetro 220 mm forneceu valores inferiores da maior deformação em comparação ao corpo de prova de largura 180 mm. Tal resultado pode ser relacionado com o método de lubrificação dos corpos de prova que é realizado manualmente. Nota-se que os corpos de prova de largura 20 mm, 40 mm, 60 mm, 80 mm forneceram valores para a maior deformação na superfície em conjunto com valores negativos da menor deformação na superfície, ou seja, pontos situados no domínio de estampagem da CLC. Em particular, os corpos de prova com largura de 20 mm e 40 mm forneceram valores da maior deformação próximos a 0,50. O corpo de prova de largura 100 mm encontra-se no domínio de deformação plana (= 0 e = 0,23) enquanto que os corpos de prova com larguras entre 120 mm e 180 mm assim como o corpo de prova de 220 mm de diâmetro forneceram deformações limites localizadas no domínio de estiramento biaxial (> 0 e > 0). 0.60 0.55 Maior deformação (1) 0.50 0.45 0.40 0.35 0.30 HSLA340 - Largura 20 mm 120 mm 40 mm 130 mm 60 mm 140 mm 80 mm 150 mm 100 mm 180 mm 220 mm Circular 0.25 0.20 0.15 0.10 0.05 0.00 -0.3 -0.2 -0.1 0.0 0.1 0.2 0.3 0.4 Menor deformação (2) (a) (b) Figura 8. Aço HSLA340: (a) corpos de prova após deformação e (b) Curva Limite de Conformação. Os resultados correspondentes a chapa de aço bifásico DP600 estão apresentados na Fig. 9. Observa-se primeiro na Fig. (9a) que a fratura ocorreu na região central de todos os corpos de prova. A mesma rotação foi identificada na fratura do corpo de prova de 180 mm com o enrugamento das bordas dos corpos de prova de 180 mm e 220 mm. As deformações limites na estricção do aço DP600 estão representadas na Fig.(9b). Para o grupo de 3 ensaios de cada corpo de prova houve uma pequena dispersão, sobretudo nos corpos de prova com larguras de 40 mm, 60 mm, 80 mm, 120 mm, 150mm e o circular de diâmetro 220 mm. Tal fato pode ser relacionado à lubrificação ou até mesmo uma pequena descentralização dos corpos de prova na execução dos ensaios. Nota-se que os corpos de prova de largura 20 mm, 40 mm, 60 mm, 80 mm apresentaram valores positivos de maior deformação na superfície com valores negativos da menor deformação na superfície no domínio de estampagem da CLC. A interseção da curva de ajuste com o eixo da maior deformação define o estado plano de deformação plana para o qual a deformação limite é ~ ,18, valor próximo da média do expoente de encruamento na orientação angular 90º, n = 0,194. Os corpos de prova de larguras de 100 mm a 180 mm e o circular de 220 mm de diâmetro apresentaram valores no domínio de deformação biaxial (> 0 e >0). Porém, cabe ressaltar que os corpos de prova de largura de 180 mm e o circular de diâmetro 220 mm forneceram valores próximos de 0,35 e 0,30 de maior deformação, respectivamente. Indicando assim uma boa conformabilidade no modo de deformação biaxial com pouca variação em relação a maior deformação do corpo de prova de largura de 20 mm que apresentou valor próximos a 0,35. 8º Congresso Brasileiro de Engenharia de Fabricação 18 a 22 de maio de 2015, Salvador, Bahia, Brasil Copyright © 2015 ABCM 0.45 0.40 Maior deformação (1) 0.35 0.30 0.25 DP600 - Largura 20 mm 120 mm 40 mm 130 mm 60 mm 140 mm 80 mm 150 mm 100 mm 180 mm 220 mm Circular 0.20 0.15 0.10 0.05 0.00 -0.3 -0.2 -0.1 0.0 0.1 0.2 0.3 0.4 Menor deformação (2) (a) (b) Figura 9. Aço DP600: (a) corpos de prova após deformação e (b) Curva Limite de Conformação. Os corpos de prova deformados e os valores de deformações limites obtidos para a chapa de aço bifásico DP800 estão mostrados na Fig. 10. A fratura ocorreu na região central de todos os corpos de prova, vide Fig. (10a), e como nos ensaios dos aços HSLA340 e DP600 também observou-se o enrugamento das bordas dos corpos de prova de largura 180 mm e circular com diâmetro de 220 mm. As deformações limites na estricção do aço DP800 estão representadas na Fig.(10b). Para o grupo de 3 ensaios de cada corpo de prova houve uma pequena dispersão, sobretudo nos corpos de prova com larguras de 40 mm, 60 mm, 80 mm e o circular de diâmetro 220 mm. Estes resultados podem ser atribuídos as condições de lubrificação ou mesmo a possibilidade de descentralização dos corpos de prova na montagem e aperto do ferramental. Os corpos de prova de largura 20 mm, 40 mm, 60 mm forneceram deformações limites situadas no lado esquerdo da CLC. Em particular, o corpo de prova com largura de 20 mm forneceu a maior deformação próxima a 0,30 ao passo que o estado plano de deformação foi obtido por meio do corpo de prova de largura igual a 80 mm (= 0 e = 0,16), cujo valor concorda com o valor médio do expoente de encruamento determinado para a orientação angular 90º (n = 0,161). Além disso, os corpos de prova de largura 100 mm a 180 mm e o circular de diâmetro de 220 mm se encontram no domínio de deformação biaxial. Porém, cabe ressaltar que o corpo de prova circular de diâmetro 220 mm obteve valores da menor e maior deformação próximos a 0,30, o que confere ao aço DP800 boa conformabilidade no domínio de estiramento biaxial. 0.35 Maior deformação (1) 0.30 0.25 0.20 DP800 - Largura 20 mm 120 mm 40 mm 130 mm 60 mm 140 mm 80 mm 150 mm 100 mm 180 mm 220 mm Circular 0.15 0.10 0.05 0.00 -0.3 -0.2 -0.1 0.0 0.1 0.2 0.3 0.4 Menor deformação (2) (a) (b) Figura 11. Aço DP800: (a) corpos de prova após deformação e (b) Curva Limite de Conformação. Para fins de comparação da conformabilidade dos aços HSLA340, DP600 e DP800, foram representadas na Fig. (11) as Curvas Limite de Conformação com seus valores de deformações limites. Pode-se notar que o aço HSLA340 apresenta a melhor conformabilidade em comparação aos aços bifásicos DP600 e DP800, sobretudo no domínio de estampagem. Entretanto, nos domínios de deformação plana (= 0 e >0) e estiramento biaxial (> 0 e > 0) é possível observar que a conformabilidade do aço bifásico DP600 é comparável aquela do aço HSLA340, para o qual foram encontrados valores inferiores nos corpos de prova com largura de 180 mm e circular de 220 mm. Nesse sentido, o aço DP600 tornase bastante atrativo em componentes estruturais que demandam boa conformabilidade em processos de estampagem e elevada resistência em eventos de impacto. Como esperado, o aço bifásico DP800 apresentou a menor conformabilidade quando comparado aos valores das deformações limites do aço HSLA340. Contudo, quando comparado às deformações no domínio de estampagem (< 0 e >0) determinadas para o aço DP600 as diferenças não foram tão significativas, domínio no qual o aço DP800 obteve valores superiores relacionados ao corpo de prova de largura 60 mm e valores muito próximos determinados com o corpo de prova de largura de 100 mm quando comparados a chapa de aço bifásico DP600. 8º Congresso Brasileiro de Engenharia de Fabricação 18 a 22 de maio de 2015, Salvador, Bahia, Brasil Copyright © 2015 ABCM 0.7 Maior deformação (1) 0.6 HSLA340 DP600 DP800 0.5 0.4 Largura dos corpos de prova 20 mm 120 mm 40 mm 130 mm 60 mm 140 mm 80 mm 150 mm 100 mm 180 mm 220 mm Circular 0.3 0.2 0.1 0.0 -0.3 -0.2 -0.1 0.0 0.1 0.2 0.3 0.4 Menor deformação (2) Figura 12. Deformações limites definidas na condição de estricção dos aços HSLA340, DP600 e DP800. 4. CONCLUSÕES Com a realização dos ensaios de tração uniaxial e determinação das deformações limites foi possível avaliar a conformabilidade dos aços HSLA340, DP600 e DP800. Como esperado, a chapa de aço HSLA340 apresentou o menor limite resistência, porém, maior conformabilidade em comparação aos aços avançados de alta resistência DP600 e DP800. Em relação a anisotropia plástica, o aço HSLA apresenta um coeficiente de anisotropia normal 𝑅̅ próximo de 1,0 ao passo que os aços bifásicos DP600 e DP800 apresentaram valores menores que 1,0 e, portanto, foi observada a seguinte relação 𝑅̅ 𝐻𝑆𝐿𝐴 > 𝑅̅ 𝐷𝑃600 > 𝑅̅ 𝐷𝑃800. As deformações limites determinadas no domínio de estampagem da Curva Limite de Conformação (< 0 e > 0) estão em boa concordância com os valores do coeficiente de anisotropia plástica normal, isto é, 𝜀1𝐻𝑆𝐿𝐴 > 𝜀1𝐷𝑃600 > 𝜀1𝐷𝑃800. Foi observada uma boa concordância entre a interseção da Curva Limite de Conformação no estado plano de deformação (= 0 e > 0) somente com o valor médio do expoente de encruamento do aço DP800. Ensaios de expansão hidráulica (bulge test) foram realizados com estes três aços para avaliação do limite de escoamento em tração biaxial simétrica, os quais podem ser relacionados com as deformações limites em expansão biaxial e serão apresentados em trabalhos futuros. 5. AGRADECIMENTOS Os autores gostariam de expressar seus sinceros agradecimentos à empresa USIMINAS pela cessão de chapas de aços, confecção de corpos de prova e disponibilização de equipamentos para realização dos ensaios de tração e CLC. Marcelo Costa Cardoso agradece a CAPES pela bolsa de estudo de Doutorado. Luciano Pessanha Moreira agradece a CNPq e FAPERJ pelo apoio financeiro. 6. REFERÊNCIAS Castro, I., 2010, Aços Avançados de Alta Resistência uma experiência da USIMINAS. 47º Seminário de Laminação Processos e Produtos Laminados e Revestidos, Associação Brasileira de Metalurgia, Materiais e Mineração, ABM, 26 a 29 de Outubro de 2010, Belo Horizonte, MG. Gan, Y., 2011, Advanced Steel and Our Society: Better Steel, Better World (Opening Address and theIntroduction of the Specific Proceedings), Advanced Steels: The Recent Scenario in Steel Science and Technology, Eds, Weng, Y., Dong, H, Gan, Y., German. Metallurgical Industry Press, Beijing and Springer-Verlag GmbH Berlin Heidelberg. Gorni, A.A.,2008, Engenharia microestrutural das chapas de aços avançados de alta resistência, XI Conferência Nacional de Conformação de Chapas, Centro Brasileiro de Inovação em Conformação Mecânica, CBCM, 8 a 10 de Outubro de 2008. Porto Alegre, RS. Moreira, L.P., Ferron, G. e Ferran, G., 2000, Experimental and numerical analysis of the cup drawing test for orthotropic metal sheets, Journal of Materials Processing Technology, Vol. 108, p. 78-86. Wordautosteel Automotive LCA Case Studies, 2014. Disponível em: www.worldautosteel.org. acessado em 01/10/2014. 7. DIREITOS AUTORAIS Os autores são os únicos responsáveis pelo conteúdo do material impresso incluído no seu trabalho. 8º Congresso Brasileiro de Engenharia de Fabricação 18 a 22 de maio de 2015, Salvador, Bahia, Brasil Copyright © 2015 ABCM FORMABILITY EVALUATION OF ADVANCED HIGH STRENGTH STEELS Marcelo Costa Cardoso, [email protected] Luciano Pessanha Moreira, [email protected] 1 Programa de Pós-graduação em Engenharia Metalúrgica, Universidade Federal Fluminense, Av. dos Trabalhadores, 420, CEP 27255-125, Volta Redonda, RJ, Abstract: In this work, the formability of cold-rolled sheet of advanced high strength steels "Dual-Phase" (DP600 and DP800) and a high strength low alloy steel (HSLA340) was analyzed with the help of uniaxial tensile and Forming Limit Curve tests. The three evaluated steel sheets have a nominal sheet thickness equal to 1.2 mm with a zinc coating. Firstly, the uniaxial tensile tests were carried out in three angular orientations with respect to the rolling direction (0, 45 and 90 degrees) to evaluate the strain-hardening and plastic anisotropy. Afterwards, the limit strains were determined from 11 geometries of FLC specimens, which were machined along the transverse direction. The CLC tests were carried out according to the Nakajima procedure using a 100 mm diameter hemispherical punch with vaseline grease and 0.05 mm Teflon film. The limit strains were defined at the localized necking condition with the help of an automatic system of acquisition and correlation of digital images according to ISO 12004-2: 2008. The plastic anisotropy of the steel sheets DP600 and DP800 determined in uniaxial tension between 0 and 90 degrees with respect to the rolling direction is characterized by Lankford coefficients and yield stress with angular evolutions given by R45 > R90 >R0 and 90 >0 >45, respectively. As expected, the limit strains of dual phase steels are lower in comparison to the FLC of the HSLA340 steel, due to the presence of martensite islands dispersed in the ferritic matrix. A good agreement was observed between the the plane-strain intercept of the FLC with the average values of the strain hardening exponent of the DP800 steel sheet. Both dual phase steels showed a rather good formability in the biaxial stretching range and lower limit strains in the FLC drawing region owing to the Lankford values. Keywords: Forming Limit Curve, Sheet Metal Forming, Advanced High Strength Steel
Baixar