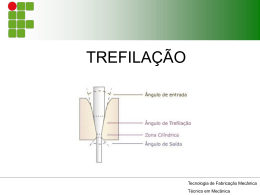
8º Congresso Brasileiro de Engenharia de Fabricação 18 a 22 de maio de 2015, Salvador, Bahia, Brasil Copyright © 2015 ABCM INFLUÊNCIA DE HETEROGENEIDADES DE PROCESSO NA GERAÇÃO DE TENSÕES RESIDUAIS Juliana Zottis, [email protected] Rafael Paini Pavlak, [email protected] Carla A. T. Soares Diehl, [email protected] Vinicius W. Dias, [email protected] Alexandre da Silva Rocha, [email protected] 1,2 Universidade Federal do Rio Grande do Sul, Av. Bento Gonçalves, nº 9500. Bairro Agronomia. Caixa postal: 15.021. CEP: 91501-970. Porto Alegre - RS Resumo: Processos de trefilação são empregados em função de gerar boa qualidade e acabamento superficial em barras e eixos, além de propriedades mecânicas adequadas às especificações do produto final. O comportamento do material durante o processo depende de diversos fatores e a interação destes é importante para atingir condições ideais. Portanto, este trabalho visa analisar, através do método de elementos finitos, os fatores de influência na geração de tensões residuais no processo de trefilação de barras de aço, a fim de identificar potenciais de distorção no produto final. Foram realizadas simulações numéricas computacionais no software Deform TM utilizando uma malha hexaédrica e variando o número de elementos no raio (NER). A malha com NER 8 combina resultados satisfatórios do processo com tempo computacional aceitável e, por isso, a mesma foi utilizada nas análises posteriores. Três modelos numéricos foram construídos, o primeiro avaliando um processo ideal ou de referência, o segundo caracterizando a excentricidade entre o eixo da barra e da ferramenta de trefilação e o terceiro analisando uma geometria curvada do fio-máquina a ser trefilado. Verifica-se que o aumento da excentricidade aumenta a força de trefilação. Além disso, observa-se que a redução da excentricidade modifica os valores de tensões residuais após o processo, além de apresentar heterogeneidades na superfície. As tensões compressivas apresentaram-se 10% maiores quando comparadas ao modelo de referência, e as trativas variaram entre 7 e 24%. Avaliando a curvatura do fiomáquina, o perfil de tensão residual apresentou diferenças em torno de 18% no centro e entre 32 e 75% na superfície. A barra apresentou certa curvatura após passar pela fieira, o que pode ser considerado um potencial de distorção. Através deste estudo, torna-se evidente a importância da eficiência do pré-endireitamento e dos parâmetros do processo, quando se deseja minimizar os efeitos das tensões residuais e, consequentemente, da distorção. Palavras-chave: Trefilação de barras, Tensões residuais, Simulação numérica, Heterogeneidades de processo 1. INTRODUÇÃO O processo de trefilação passou por avanços nos últimos anos e, a partir destes avanços, foi desenvolvido um processo combinado, onde várias etapas do processo de fabricação de barras ocorrem em sequência (Nunes, 2012). Este processo, conhecido comercialmente como trefilação combinada, é mostrado na Fig. (1). Figura 1. Etapas de um processo de trefilação combinada de barras de aço (Nunes, 2008). 8º Congresso Brasileiro de Engenharia de Fabricação 18 a 22 de maio de 2015, Salvador, Bahia, Brasil Copyright © 2015 ABCM Usualmente, rotas semelhantes de trefilação são empregadas na fabricação de barras ou eixos com boa qualidade e acabamento superficial, além de propriedades mecânicas adequadas às especificações do produto final. O comportamento do material durante o processo depende de diversos fatores e a interação dos mesmos é importante para atingir condições ideais do produto final. A utilização do método de elementos finitos como ferramenta para análise e otimização de processos de conformação mecânica, incluindo análise de tensões residuais, é importante para as indústrias de conformação de todo o mundo, reduzindo custos e aumentando a qualidade na execução e no desenvolvimento de novos produtos em menos tempo, para o aumento do know-how, auxiliar em treinamentos e aumentar a eficácia de marketing (Wang, 2002; Tekkaya, 2000 e Arbak, 2007). O uso de análises numéricas, entre outros o método de elementos finitos, tem permitido aprofundar o estudo de diferentes processos de fabricação, evitando erros de projeto que possam acarretar custos elevados na sua correção através de longas etapas de try-out. Desta forma, simulações numéricas computacionais permitem melhorar o processo antes mesmo da construção de protótipos, evitando, assim, investimentos desnecessários (Tekkaya, 2000). Com este método, através de uma rede de elementos interligados (malha), um sistema de equações é aplicado, do qual a solução permite determinar as grandezas de interesse no fenômeno utilizado (Araújo, 2009). A avaliação das tensões residuais é um estágio muito importante na caracterização do material para o controle da distorção de componentes, vida em fadiga, etc. e o entendimento do processo industrial. Todos os processos mecânicos de fabricação que envolvem deformação provavelmente produzirão componentes com tensões residuais, sejam elas elevadas ou não. Portanto, este trabalho visa analisar, através do método de elementos finitos (FEM), os fatores de influência na geração de tensões residuais no processo de trefilação de barras de aço AISI 1045, a fim de identificar potenciais de distorção do produto final. 2. MATERIAIS E MÉTODOS A caracterização do material no que se refere a propriedades mecânicas e comportamento sob deformação plástica é essencial para a compreensão dos fenômenos que influenciam o estado final do componente em cada etapa de um processo de manufatura envolvendo transformação mecânica (Black et al, 2008). Propriedades de compressão são de interesse na análise de estruturas sujeitas a cargas de compressão e/ou flexão nas análises dos processos de fabricação e de funcionamento do metal que envolvem grandes deformações compressivas, sendo possível detectar deformações sem o inconveniente de estricção ou empescoçamento do corpo de prova. Porém, deve-se tomar cuidado com a lubrificação durante o ensaio, minimizando os efeitos de flambagem e embarrilamento (ASTM, 2000). Em função disso, foram realizados ensaios de compressão e análise metalográfica do material, a fim de caracterizar sua curva de escoamento e propriedades mecânicas para posterior inserção no software. 2.1. Material A fim de atingir o objetivo deste trabalho, um processo de trefilação a frio de barras redondas de aço foi simulado e analisado, considerando as propriedades do material e os parâmetros do processo investigados no projeto BRAGECRIM – "Investigation and improvement of a manufacturing process chain from cold drawing processes to induction hardening – reducing dimensional changes and distortion" (Investigação e aperfeiçoamento de um processo de manufatura desde a trefilação a frio até o endurecimento por indução – para minimização de distorções e mudanças de forma). O aço AISI 1045 laminado a quente é classificado como um aço de médio carbono com boas propriedades mecânicas e dureza, bem como boa usinabilidade e soldabilidade. Sua aplicação comumente inclui eixos, engrenagens e virabrequins, assim como componentes estruturais e de máquinas (Callister, 2007). 2.2. Modelagem Numérica A primeira etapa do processo de modelagem computacional de um fenômeno físico consiste na identificação dos fatores que influenciam de maneira relevante no problema. Isso implica na escolha adequada dos princípios físicos e das variáveis dependentes e independentes que descrevem o problema, resultando em um modelo matemático constituído por um conjunto de equações diferenciais. A segunda etapa do processo consiste em obter a solução do modelo matemático, tarefa essa atribuída aos métodos numéricos (Ribeiro, 2004). Parâmetros como a composição química do fio máquina a ser trefilado, sua curva de escoamento e demais características do material devem ser levados em consideração na modelagem numérica para que os resultados obtidos sejam confiáveis, assim como os parâmetros do processo, que também influenciam na simulação. Tais parâmetros do processo em análise estão descritos na Tabela (1). Tabela 1. Parâmetros do processo de trefilação para o material isotrópico analisado. 8º Congresso Brasileiro de Engenharia de Fabricação 18 a 22 de maio de 2015, Salvador, Bahia, Brasil Copyright © 2015 ABCM Parâmetro Material Diâmetro inicial (D0) Diâmetro final (D1) Ângulos de fieira (2 α) Coeficiente de atrito (µ) Velocidade de trefilação Tensão de escoamento inicial (kfo) Módulo de Young (E) Coeficiente de Poisson (v) Método de interação Descrição AISI-1045,COLD [70F(20C)] 21,463 mm 20,25 mm 20° 0,1 1250 mm/s 368,87 MPa 210 GPa 0,3 Newton-Raphson No presente trabalho, o pré-processamento, o processamento e o pós-processamento da análise do processo de trefilação foram realizados no software de elementos finitos DEFORMTM V_11.0 elaborado pela Scientific Forming Technology Corporation – SFTC. A malha ou grid é geralmente constituída, no caso bidimensional, de triângulos ou quadriláteros. É através dela que se monta um sistema de equações, cuja solução permite determinar as grandezas de interesse no fenômeno utilizado (Gambin, 1977; Yoshida et al, 2008 e Araújo, 2009). Para investigar a convergência de malha, um modelo numérico foi desenvolvido considerando as propriedades do material e dos parâmetros do processo, como mostrado na Tab. (1). Uma formulação tridimensional de Lagrange (3D) foi utilizada para a barra, material com comportamento elastoplástico e isotrópico, bem como matriz de material rígido. Tais simulações caracterizaram o estudo do modelo de referência, ou seja, considerando as propriedades do material e de lubrificação homogêneas, comportamento elastoplásticas, geometria perfeita da barra de entrada, a velocidade e temperatura de trefilação constantes, correta calibração do eixo da matriz com o eixo da barra. O número de elementos do raio (NER) foi o único parâmetro alterado, sendo considerando 8, 10 e 12, respectivamente. A geometria foi construída a partir de um modelo em 2D, revolucionado em torno do eixo Z, com 26 repetições no diâmetro. Após a escolha do número de elementos da malha, os modelos foram então construídos conforme o parâmetro de processo estudado (modelo de referência, excentricidade da barra e geometria de entrada da barra), mostrados na Fig. (2) e submetidos às condições de contorno e geração de malha seguida de simulação. 21.46mm Malha ou grid Fio-máquina 200 Fieira Puxador F(z) (a) d (b) (c) Figura 2. Modelos simulados: (a) ideal ou de referência (valores em mm e F=força de trefilação); (b) excentricidade barra/fieira (c) curvatura do fio-máquina. A fim de avaliar os resultados dos perfis de tensões residuais obtidos através das simulações numéricas computacionais, tomaram-se como base de comparação os valores experimentais encontrados nos trabalhos de Nunes (2012), Soares (2012), Dias (2013), Rocha (2011b), entre outros. 3. RESULTADOS As simulações apresentaram tensões trativas na superfície da barra e compressivas no núcleo, características comuns de um processo de trefilação. Optou-se pela utilização da malha hexaédrica por esta ser mais homogênea e distribuir-se melhor ao longo da barra, além de apresentar resultados aceitáveis, não só para as tensões residuais, mas também para os valores de distorção. 8º Congresso Brasileiro de Engenharia de Fabricação 18 a 22 de maio de 2015, Salvador, Bahia, Brasil Copyright © 2015 ABCM Comparando os perfis de tensões residuais para cada variação de malha realizada (Fig. (3)), verifica-se um aumento da faixa de tensões compressivas no centro e diminuição da faixa de tensões trativas na superfície da barra proporcional ao aumento do número de elementos do raio. (a) (b) (c) Figura 3. Perfil de tensões residuais mostrando a malha com (a) 8, (b) 10 e (c) 12 elementos no raio. Observou-se que a malha com 10 elementos no raio combina resultados satisfatórios e tempo computacional razoável, portanto, adequados para a análise de tensão residual do processo em questão. Porém, os resultados das simulações de teste da malha mostram que as diferenças entre a superfície não ultrapassaram 5% e para o centro da barra, 2%. Em função disso, optou-se pelo modelo de menor tempo computacional, ou seja, com 8 elementos no raio, mantendo o formato hexaédrico da malha. Este não é um modelo numérico perfeito, mas é preciso o suficiente para os propósitos iniciais deste trabalho, mantendo a teoria de mínima energia ou potência para escolher o melhor tamanho de elemento (Cook, 1989 e Ditix, 2008). As condições reais do processo de trefilação e sua verificação experimental mostram claramente um desvio do que se espera de um processo ideal de trefilação, como mostrado na Fig. (2a). Portanto, essa investigação foi realizada a fim de identificar os problemas de produção, assim como a geração de tensões residuais muito elevadas e de distorção da barra trefilada. Um modelo padrão ou modelo de referência foi simulado inicialmente, sendo que os parâmetros foram considerados ideais. A distribuição do atrito foi considerada homogênea, o fio-máquina retilíneo e a fieira foi ajustada para estar coincidente ao eixo da barra. Autores apresentam o correto alinhamento entre a matriz e a barra como condição ideal para análise deste processo de trefilação através de elementos finitos (Soares, 2012 e Rocha, 2011a). O perfil das tensões residuais gerado após a simulação pode ser observado na Fig. (4). Tensão Residual Z (MPa) Figura 4. Perfil das tensões residuais do modelo padrão. Segundo Rulz et al (2004), as tensões residuais devem ser calculadas no final do processo, quando todo o comprimento da barra passou através da matriz, e a análise destes resultados deve ser tomada em uma zona onde o estado estacionário foi alcançado. Portanto, as medidas foram tomadas a partir do centro da barra e a 40 mm em direção às extremidades, sendo que tais extremidades não são consideradas estáveis e devem ser descartadas. A fim de evitar o efeito do puxador e da parte final da barra trefilada, somente foram considerados os resultados da região onde o estado estacionário foi atingido. A distribuição típica das tensões residuais ocorreu após a simulação com os parâmetros ideais do processo (Fig. (4)). A barra apresentou tensões residuais compressivas próximo ao eixo, atingindo um mínimo de 861 MPa, e um máximo de tensões residuais trativas na superfície de 670 MPa. O perfil também apresenta uma distribuição quase homogênea, podendo assim ser utilizado como referência ou processo ideal de trefilação. Através da análise do modelo de referência, partiu-se para os modelos de excentricidade, sendo que o perfil resultante das tensões residuais está apresentado na Fig. (5). O desalinhamento de eixo considerou uma excentricidade d=0.5mm (Fig. (5a)) e 1.0mm (Fig. (5b)) entre barra e matriz. 8º Congresso Brasileiro de Engenharia de Fabricação 18 a 22 de maio de 2015, Salvador, Bahia, Brasil Copyright © 2015 ABCM Tensão Residual Z (MPa) (a) (b) Figura 5. Perfil das tensões residuais da excentricidade (a) 0.5mm e (b) 1.0mm Ambas as variações de excentricidades modificam as tensões residuais após a trefilação. Assim, uma distribuição não homogênea pode ser observada ao longo da barra (Fig. (5a) e (5b)). A maior excentricidade, ou seja, 1 mm deslocada para o eixo Y positivo, apresenta tensão residual compressiva igual a 913 MPa no centro da barra, enquanto que a máxima tensão residual trativa de 688 MPa ocorreu na superfície. A menor excentricidade, 0.5mm deslocada para o eixo Y positivo, mostra uma tensão residual compressiva similar, apenas 15 MPa mais compressiva, e menos tensão residual trativa, com 86 MPa de diferença. Como os valores foram retirados na seção central da barra, essas diferenças são pequenas. Obviamente, a barra já estava alinhada com a matriz, excluindo a excentricidade inicial. Observou-se ainda que as tensões residuais para os casos de excentricidade variam 100 MPa na superfície após 80 mm da barra trefilada e, posteriormente, este efeito de excentricidade é eliminado durante a simulação, quando o puxador força a barra de volta para o eixo central da matriz. Ineficiência do pré-endireitamento pode fazer com que a barra mantenha uma geometria curvada. Então, no segundo modelo de simulação, a análise do efeito da curvatura foi realizada. A Figura (6) apresenta o perfil das tensões residuais após a simulação da trefilação de uma barra curva. A-A Tensão Residual Z (MPa) B-B C-C A A B B C C Figura 6. Perfil das tensões residuais da barra curvada. Trefilação de um fio máquina curvo resulta em valores mais altos de tensões residuais no eixo central e na superfície. A barra permanece ligeiramente curva e as seções transversais A – B – C, na Fig. (6), mostram uma distribuição heterogênea. Os efeitos dos casos estudados são apresentados nos gráficos da Fig. (7). Esses resultados podem ser comparados com a Fig. (4), onde resultados do processo de trefilação ideal são mostrados. A Figura (7) apresenta, ainda, uma distribuição das tensões residuais obtidas através de um experimento por difração de Nêutrons (Soares, 2012). 8º Congresso Brasileiro de Engenharia de Fabricação 650 500 350 200 50 -100 -250 -400 -550 -700 -850 Eccentricidade_0.5mm Eccentricidade_1.0mm Modelo_referência Experimental -11 -9 -7 -5 -3 -1 1 3 Distância (mm) 5 7 9 11 Tensão Residual na direção axial Z(MPa) Tensão Residual na direção axial Z(MPa) 18 a 22 de maio de 2015, Salvador, Bahia, Brasil Copyright © 2015 ABCM 650 500 350 200 50 -100 -250 -400 -550 -700 -850 Experimental Modelo_referência barra_curvada -11 -9 -7 -5 -3 -1 1 3 5 Distância (mm) 7 9 11 Figura 7. Perfil das tensões residuais na direção axial para os casos estudados. A diferença entre simulações e medições experimentais é considerável. Nunes (2012) e Soares (2012) mostraram que as tensões residuais são em torno de 400 MPa na superfície e -500 MPa no centro da barra. Essas diferenças podem ser devido às limitações da análise através do método de elementos finitos (FEM) como, por exemplo, anisotropia e o comportamento cinemático de materiais endurecidos que foram omitidos na simulação. Problemas de medições (como na difração de Nêutrons) e tensões residuais remanescentes de processos anteriores (como pré-endireitamento e jateamento) não podem ser excluídos, pois também podem ser responsáveis por esta diferença. A análise da excentricidade realizada da barra/matriz mostra que ocorreu uma alteração substancial no perfil das tensões residuais. O aumento do valor de excentricidade causa uma distribuição não homogênea ao longo do comprimento da barra. De acordo com Nakagari e Inakazu (2004), para o processo de trefilação, o fio-máquina deve estar endireitado, pois um aumento da curvatura gera um aumento da força de trefilação. Sendo assim, podem ocorrer danos ou até mesmo fratura no interior da matriz, como também uma redução da vida em fadiga dos produtos finais. Por outro lado, estudos demonstram a extrema importância de incluir o pré-endireitamento nas simulações de trefilação. Heterogeneidades da deformação apenas do pré-endireitamento ou da trefilação de uma barra curva permanecem após a trefilação. Heterogeneidades das propriedades mecânicas e do estado de tensões residuais podem ser causas de distorção (Nastran e Kuzman, 2002). Isso também pode ser observado no presente estudo entre barras idealmente trefiladas com desalinhamento adicional entre o eixo da barra e o da matriz, bem como de barras insuficientemente endireitadas. 4. CONCLUSÕES Neste artigo foi realizada a análise dos fatores que influenciam na simulação por métodos de elementos finitos (FEM) de um processo de trefilação de barras de aço inoxidável AISI 1045, a fim de identificar as fontes de distorção no produto final. A malha hexaédrica usada combina resultados satisfatórios e tempo computacional razoável. Portanto, essa malha também é adequada para a análise da tensão residual no processo de trefilação. A análise da excentricidade mostrou que um desalinhamento de 1 mm pode causar um aumento das tensões residuais na superfície de barras trefiladas, bem como uma heterogeneidade significativa ao longo do comprimento da barra. Levando-se em consideração um endireitamento insuficiente da barra, o perfil de tensões residuais obtido na direção axial apresentou valores similares para ambos os casos. Os resultados demonstraram um aumento das tensões residuais na superfície da barra e uma redução no centro. Por meio dessa análise, ambos os casos estudados podem ser considerados fontes de potencial de distorção do produto final. Está evidente que se deve ter um cuidado especial com a eficiência do pré-endireitamento, as propriedades iniciais da barra e do alinhamento barra/matriz quando a intenção é minimizar os efeitos da distorção do produto no processo de trefilação combinada. Consequentemente, é necessário dar continuidade nas análises, identificar outros parâmetros do processo e seus devidos efeitos. Os efeitos do atrito, do ângulo de ferramenta, das propriedades não homogêneas do material e a anisotropia têm que ser considerados para obter simulações de processos de conformação mais precisos. 5. AGRADECIMENTOS À CAPES, pelo apoio financeiro durante o projeto “Investigation and improvement of a manufacturing process chain from cold drawing processes to induction hardening” do programa BRAGECRIM, em parceria com o DFG Deutsche Forschungsgemeinschaft, CNPq e FINEP. 8º Congresso Brasileiro de Engenharia de Fabricação 18 a 22 de maio de 2015, Salvador, Bahia, Brasil Copyright © 2015 ABCM 6. REFERÊNCIAS ARAÚJO, A.C., 2009, “Análise da Formação de Bandas de Cisalhamento por Meio de Corpos de Prova de Tração Especiais”, Dissertação de Mestrado, UFMG, Brasil. ARBAK, E. et al, 2007, “Forging Simulation at Izeltas”, 4th International Conference and Exhibition on Design and Production of Machines and Dies/Molds – CESME, 4, Turkey. ASTM – American Society for Testing and Materials, 2000, “Standard Test Methods of Compression Testing of Metallic Materials at Room Temperature”, ASTM: E9 – 89a, West Conshohocken, PA, United States. BLACK, J.T., KOHSER, R.A., DEGARMO, E.P., 2008, “Materials and processes in manufacturing”, 10th. Hoboken, NJ: Wiley. CALLISTER, W.D., 2007, “Materials Science and Engineering – An Introduction”, 7 Ed. York-PA: John Wiley & Sons Inc. COOK, R.D., MALKUS, D.S., PLESHA, M.E., 1989, “Concepts and Applications of Finite Element Analysis”, Third Edition, John Wiley & Sons. DEFORMTM, 2011, “Integrated 2D-3D Version 10.2 – User’s Manual”, Scientific Forming Technologies Corporation, Columbus, Ohio. DIAS, V.W., 2013, “Influência dos Procedimentos de Corte Sobre as Distribuições de Tensões Residuais em Barras Redondas Trefiladas de Aço ABNT 1045”, Dissertação de Mestrado apresentada ao Programa de Pós Graduação em Engenharia de Minas, Metalúrgica e de Materiais – PPGE3M, UFRGS, Porto Alegre, Brasil. DITIX, P.M., DITIX, U.S., 2008, “Modeling of Metal Forming and Machining Processes: By Finite Element and Soft Computing Methods”, London: Springer. GAMBIN, W. 1977, “A Method of Large Finite Elements”, Computer Methods in Applied Mechanics and Engineering, p. 351-65: Elsevier. NAKAGARI, A., INAKAZU, N., 2004, “Relationship Between Residual Stress and Texture by Multiple Pass Reduction Drawing of Titanium Wire”, Wire Journal International, 37 (12):58-63. NASTRAN, M., KUZMAN, K., 2002, “Stabilization of Mechanical Properties of the Wire by Roller Straightening”, Journal of Materials Processing Technology, Vol. 125-126, pp. 711-719. NUNES, R.M., 2008, “Análise de Tensões Residuais de Aços AISI 1048 Produzidos por Trefilação Combinada Visando Minimizar Distorções Pré-Processamento”, Dissertação de Mestrado apresentada ao Programa de Pósgraduação em Engenharia de Minas, Metalurgia e Materiais – PPGE3M, UFRGS, Porto Alegre, Brasil. NUNES, R.M., 2012, “Estudo de Distorção de Barras Cilíndricas de Aco ABNT 1045 em uma Rota de Fabricação Envolvendo Trefilação Combinada e Têmpera por Indução”, Tese de Doutorado apresentada ao Programa de Pós Graduação em Engenharia de Minas, Metalúrgica e de Materiais – PPGE3M, UFRGS, Porto Alegre, Brasil. RIBEIRO, F.L.B., 2004, “Introdução ao Método dos Elementos Finitos”, COPPE/UFRJ: Programa de Engenharia Civil, Rio de Janeiro. ROCHA, A.S. et al, 2011a, “Simulação Computacional de um Processo de Trefilação para Produção de Barras Redondas de Aço AISI 1045”, Revista Escola de Minas, p. 513-18. ROCHA, A.S. et al, 2011b, “Experimental Characterization and Simulation of a Wire Drawing Process and Related Distortion Potentials”, Paper presented at the Proceedings of 3 International Conference on IDE, Bremen. RULZ, J., ATIENZA, J.M., ELICES, M., 2004, “Residual Stresses in Wires: Influence of Wire Length”, Journal of Material Engineering and Performance, ©ASM International, 12:480-489. SOARES, C.A.T., 2012, “Análise das Tensões Residuais no Processo de Trefilação Considerando os Efeitos de Anisotropia”, Dissertação de Mestrado apresentada ao Programa de Pós Graduação em Engenharia de Minas, Metalúrgica e de Materiais – PPGE3M, UFRGS, Porto Alegre, Brasil. TEKKAYA, A.E., 2000, “State-of-the-Art of Simulation of Sheet Metal Forming”, Journal of Material Processing Technology 103 – p. 14-22. WANG, Z., GONG, B, 2002, “Residual Stress in the Forming of Materials”, Handbook of Residual Stress and Deformation of Steel. p. 141-49, Canada: ASM International. YOSHIDA, K., NORASETHASOPON, S., 2008, “Prediction of Chevron Crack Initiation in Inclusion Copper ShapedWire Drawing”, Engineering Failure Analysis – p. 378-93. 7. DIREITOS AUTORAIS Os autores são os únicos responsáveis pelo conteúdo do material impresso incluído neste trabalho. 8º Congresso Brasileiro de Engenharia de Fabricação 18 a 22 de maio de 2015, Salvador, Bahia, Brasil Copyright © 2015 ABCM INFLUENCE OF PROCESS HETEROGENEITIES IN RESIDUAL STRESSES GENERATION Juliana Zottis, [email protected] Rafael Paini Pavlak, [email protected] Carla A. T. Soares Diehl, [email protected] Vinicius W. Dias, [email protected] Alexandre da Silva Rocha, [email protected] 1,2 Universidade Federal do Rio Grande do Sul, Av. Bento Gonçalves, nº 9500. Bairro Agronomia. Caixa postal: 15.021. CEP: 91501-970. Porto Alegre - RS Abstract: The drawing process is used for the production of bars with a good quality surface and mechanical properties of the final products comply with specifications. The behavior of the material during the process depends on several factors and the interaction of all these factors is important to reach the ideal process condition. Therefore, this paper aims at analyzing, by Finite Element Method, the factors of influence in the residual stresses generated by wire drawing process of steel bars in order to identify the sources of potential distortion. Thus, computational numerical simulations were performed at DeformTM software using a hexahedral mesh and varying the number of elements within. The mesh with 8 elements at the radius combines satisfactory results and a good computational time, therefore, it was used in the subsequent analyzes. Three numerical models were created, first evaluating an ideal or reference procedure, second featuring the eccentricity between the axis of the bar and drawing tool and third analyzing a curved geometry of the wire rod to be drawn. Notes that increasing eccentricity, increases the strength of drawing process. Moreover, the reduction of the eccentricity modifies the values of residual stress after the process, and heterogeneities present on the surface. The compressive residual stress presented 10% higher when compared to the reference model and the tensile varied between 7 and 24%. Evaluating the wire rod with bending, the residual stress profile showed differences around 18% in the center and between 32 and 75% on the surface. The bar had some curvature after passing through the die, which can be considered a potential distortion. Through this study, it is evident the importance of pre-straightening efficiency and of the tuning parameters process, when it is desired to minimize the effects of residual stresses and hence distortion. Keywords: Wire Drawing, Residual Stresses, Numerical Simulation, Process Heterogeneities RESPONSIBILITY NOTICE The authors are the only responsible for the printed material included in this paper.
Baixar