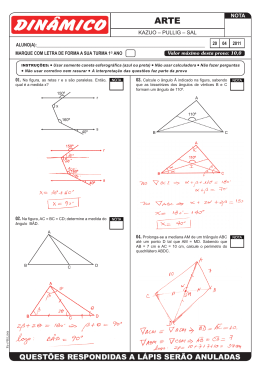
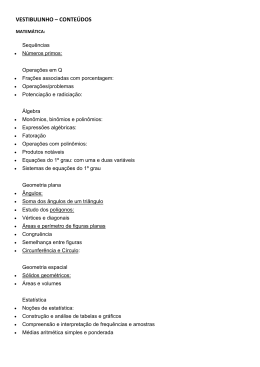
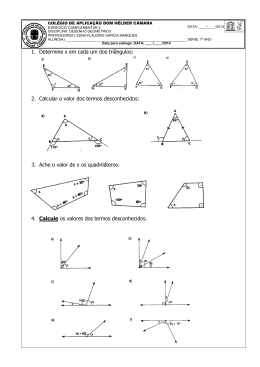
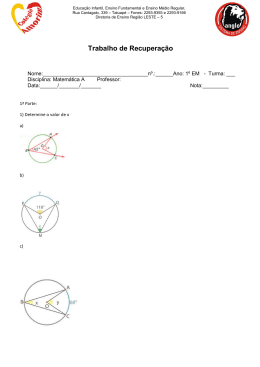
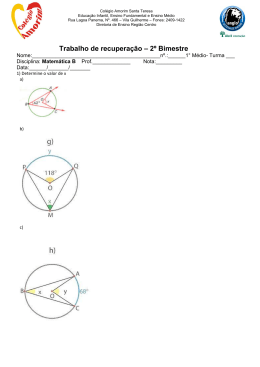
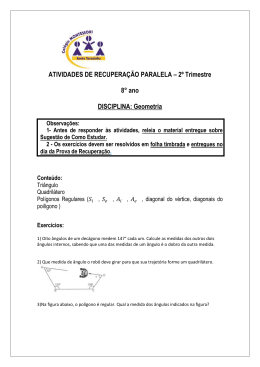
8º Congresso Brasileiro de Engenharia de Fabricação 18 a 22 de maio de 2015, Salvador, Bahia, Brasil Copyright © 2015 ABCM Otimização da geometria da ferramenta de HSS no torneamento de ferro fundido nodular utilizando teste de faceamento rápido de Brandsma Leonardo Túlio Costa Simões1 [email protected] Francisco Cruz da Motta1 [email protected] Marcelo do Nascimento Sousa1 [email protected] Wisley Falco Sales1 [email protected] Alisson Rocha Machado1 [email protected] 1Faculdade de Engenharia Mecânica, Universidade Federal de Uberlândia, Campus Santa Mônica, CEP 38408-902 Resumo: O presente trabalho tem como objetivo encontrar a melhor geometria de corte para uma ferramenta de aço rápido (HSS – High Speed Steel), durante a usinagem de ferro fundido nodular FE 45012, pelo processo de faceamento de Brandsma. Neste processo a ferramenta é utilizada no faceamento de um disco, do centro para a periferia, até o seu colapso, em um único passe onde o percurso de avanço (ou o diâmetro do disco, ou ainda a velocidade de corte correspondente) atingido no momento da falha é o parâmetro de saída considerado. Durante os testes foram variados os ângulos de saída e de folga, mantendo os demais ângulos da cunha co rtante constantes. Os testes utilizaram o planejamento fatorial 3 k e, posteriormente, o método Simplex, de modo que, nessa ordem, eles se complementaram. A geometria otimizada encontrada no fatorial 3 k foi de -10º e 15º, para os ângulos de saída e folga, respectivamente, e para o simplex de -10º e 10º, cujos valores se aproximaram mais daqueles normalmente usados nas indústrias (-6º e 6º). Palavras-Chave: Faceamento de Brandsma, Ferramenta de aço-rápido, Ferro Fundido Nodular, Ensaio de Usinabilidade, Planejamento Fatorial, Método Simplex. 1. INTRODUÇÃO Fabricar consiste basicamente em alterar uma matéria-prima com o intuito de obter um produto acabado. Os processos de fabricação que envolvem mudanças de forma podem ser classificados em duas categorias: fabricação com remoção de material e fabricação sem remoção de material. Enquanto a segunda categoria é composta por processos de fabricação como soldagem, conformação e fundição, a primeira categoria é composta basicamente pelos processos de usinagem. Segundo Walker (2000), é difícil citar algum produto que não requeira, direta ou indiretamente, o uso de uma operação de usinagem em algum momento do ciclo de manufatura. A grande utilização dos processos de usinagem se deve principalmente à variedade de geometrias possíveis de serem usinadas, com alto grau de precisão dimensional e acabamento superficial, e ao fato de não haver alterações significativas nas propriedades do material. Estas características fazem com que, na grande maioria dos casos, os processos de usinagem não possam ser substituídos por nenhum outro processo de fabricação, sendo muitas vezes usados com o intuito de prover uma melhora do acabamento superficial e/ou tolerância dimensional do produto manufaturado por outros processos. Apesar do citado, a usinagem possui algumas desvantagens em relação a outros processos de fabricação, como, por exemplo, a baixa velocidade de produção quando comparada à fundição ou conformação. Esta desvantagem faz com que qualquer aprimoramento no sentido de aumentar a produção de um processo de usinagem represente um ganho significativo. A segunda desvantagem diz respeito aos altos custos envolvidos. Estes custos se devem ao uso de maquinário e ferramental de elevados valores e à necessidade de mão de obra altamente especializada. A simples análise dos custos inerentes aos processos de usinagem, aliados à representatividade destes processos na indústria mundial, faz com que qualquer aprimoramento nestes converta-se em uma grande redução dos custos de produção. Este aprimoramento pode ser feito por meio do desenvolvimento de máquinas, ferramentas, ou materiais cuja usinagem seja facilitada. Para aperfeiçoar a usinagem é necessário o estudo de fatores que favoreçam o corte desses materiais por meio do menor gasto energético possível, máxima vida útil da ferramenta e menor custo durante a produção. O objetivo é a máxima produção de peças, com boa qualidade, unindo essas premissas e, se possível, com o menor custo. Então, para obter um bom projeto de usinagem alguns fatores devem ser amplamente estudados. Os principais são: Grandezas físicas no processo de corte (velocidade de corte, profundidade e avanço); Formação, controle e influências do cavaco; Geração de calor e suas consequências; Material, geometria e desgaste da ferramenta; Fluidos de corte. 8º Congresso Brasileiro de Engenharia de Fabricação 18 a 22 de maio de 2015, Salvador, Bahia, Brasil Copyright © 2015 ABCM Os principais parâmetros de corte são a velocidade de corte (vc), o avanço (f) e a profundidade de corte (ap). Alta vc apresenta algumas vantagens, como maior produção e melhor acabamento das peças, devido também a não formação da Aresta Postiça de Corte (APC). A APC é uma anomalia, que altera a geometria da cunha cortante, alterando também as forças de usinagem e o acabamento da peça (RUNGE e DUARTE, 1989). Esta anomalia é evitada com o aumento da velocidade de corte, acima de um determinado valor crítico. Porém, se a vc for aumentada sem o devido controle, pode gerar vibrações na máquina e calor excessivo que fragilizará a ferramenta, acelerando o desgaste, podendo até levá-la à fratura. Já o avanço tem influência na força de usinagem e no acabamento. Maiores valores de f , apesar de reduzir o tempo de corte, conduzem a maiores forças de usinagem e piores acabamentos, e o desgaste das ferramentas também será mais acentuado (FERRARESI, 1970). O mesmo vale para a p. De acordo com o citado é evidente que a escolha dos parâmetros de corte adequados é fundamental para minimizar o desgaste das ferramentas, mas há outras escolhas a serem feitas quando o objetivo é a redução do desgaste. Por exemplo, a escolha da geometria e do material adequado da ferramenta, para cada operação de usinagem e material da peça. A geometria da ferramenta de corte exerce influência marcante na usinagem dos metais. A cunha de corte da ferramenta é formada pelas superfícies de folga e de saída, sendo que a superfície de saída é aquela sobre o qual o cavaco se desliza e a superfície de folga é a que determina o espaço entre a ferramenta e a superfície em usinagem (MACHADO et all, 2011). Os ângulos que mais influenciam na variação do desgaste das ferramentas são o ângulo de saída (γo) e o de folga (αo). Variações desses ângulos propiciam a usinagem de diferentes materiais de peças. Isso porque estes ângulos determinam o tamanho da cunha cortante. Aumentar estes ângulos significa reduzir o ângulo de cunha (o) que, se por um lado reduz os esforços e facilita a formação do cavaco, por outro enfraquece a ferramenta, podendo comprometer sua integridade. Reduzir estes ângulos, significa o contrário, aumenta a resistência da cunha, mas aumenta também os esforços de corte e dificulta a formação do cavaco. Portanto, sempre vai existir uma geometria ótima para cada para ferramenta-peça usinado. O ângulo de folga tem como função diminuir o atrito durante o corte e facilitar a penetração da ferramenta no material. Já o ângulo de saída tem grande influência na força e na potência necessária para o corte, assim como no acabamento da peça e no dobramento do cavaco. O presente trabalho tem como foco principal, o estudo da importância desses ângulos e o quanto suas variações influenciam na durabilidade da ferramenta de corte. Atualmente, o custo com ferramentas corresponde a uma parcela significativa dos custos nos processos de fabricação, principalmente na usinagem. De acordo com o Centro de Informação Metal Mecânica (www.cimm.com.br, visitado em 30 de junho de 2014), estudos na área de Gerenciamento de Ferramentas detectaram que o custo com as ferramentas de corte podem chegar a cerca de 20% do custo total do processo de fabricação. Com isto, torna-se evidente que o estudo objetivando a diminuição do desgaste das ferramentas é fundamental para o constante desenvolvimento da usinagem, uma vez que com a diminuição dos custos essa economia fará com que a empresa se torne mais competitiva no mercado globalizado. O objetivo desse trabalho é buscar a geometria ótima da cunha cortante, visando o aumento de vida das ferramentas, onde serão considerados os ângulos de saída e de folga. Para isso serão realizados ensaios de vida de curta duração. Nos ensaios as ferramentas de corte são utilizadas até a sua perda da capacidade de corte (queima das arestas de corte) e o material mais recomendado para estes testes é o HSS (Araújo et al., 20011; da Silva et al., 2006). Será utilizado o teste de Faceamento Rápido de Brandsma para encontrar os melhores ângulos de saída e folga, ou seja, aqueles ângulos em que a ferramenta perde sua capacidade de corte mais tardiamente. Os ensaios serão realizados em barras de ferro fundido nodular. Utilizar-se-ão dois método estatísticos para a otimização da geometria, o Planejamento Fatorial 3k e o método Simplex. 2 Procedimento Experimental. O material da peça estudado neste projeto foi o ferro fundido nodular FE 45012, produzido por fundição contínua, e fornecido pela Indústria Tupy S.A. A composição química da peça está apresentados na Tab. 1 e sua dureza média é 182 HB. Tabela 1 - Composição química do ferro fundido nodular FE 45012. Elemento Porcentagem C Si Mn S 3,3 - 3,8 2,6 - 3 0,2 (máx) 0,02 (máx) P 0,1 (máx) Mg Fe 0,04 - 0,07 Restante A peça foi usada em disco de aproximadamente 60 mm de espessura e 210 mm de diâmetro, faceado nos dois lados, para garantir paralelismo. Foram preparados 2 discos para a realização dos testes, onde foram usinados furos centrais de 34 mm em cada disco, para permitir a entrada da ferramenta para iniciar o faceamento. 8º Congresso Brasileiro de Engenharia de Fabricação 18 a 22 de maio de 2015, Salvador, Bahia, Brasil Copyright © 2015 ABCM 2.1 - Condições de corte Para encontrar as condições ideais de corte foi necessária a realização de pré-testes. O objetivo foi encontrar os valores de rotação e avanço que propiciavam a falha da ferramenta em um ponto central do raio da peça, para uma geometria pré-estabelecida de ângulo de folga de 10° e saída -6º, valores comumente utilizados no chão de fábrica para usinagem de ferros fundidos. Assim, buscou-se evitar desgastes muito rápidos, como também desgastes tardios, que poderiam ultrapassar as dimensões da peça. Os ângulos utilizados durante a fase de pré-testes estão na Tab. 2. Tabela 2: Geometria do bit utilizado nos pré-testes. Ângulo de folga primário: 10o Ângulo de folga secundário: 10o Ângulo de posição primário: 75o Ângulo de posição secundário: 15o Ângulo de saída: -6o Como descrito, apenas os ângulos de folga primária e de saída foram variados durante esse trabalho, logo, os demais ângulos possuem os mesmos valores dos descritos na Tab. 2, para todos os testes posteriores. As ferramentas foram preparadas em uma afiadora universal modelo PP6025Q, fabricado pela Atlasmaq, com aplicação abundante de fluido de corte emulsionável Iorga, na concentração de 5%. Ao todo, para os pré-testes e testes, foram utilizados 10 bits de aço-rápido, seção quadrada de 3/8” e comprimento de 4” com 12% de Cobalto, além dos elementos Mo, W e V. Todos foram produzidos no mesmo lote. Três superfícies foram geradas a cada operação completa de afiação: a superfície de saída, a de folga principal e a de folga secundária. A Fig. 1 apresenta uma ferramenta de HSS afiada. Figura 1 – Superfícies da cunha de corte da ferramenta utilizada nos pré-testes. Após a execução dos pre-testes, chegou-se aos valores das condições de corte empregadas nos testes apresentadas na Tab. 3. Todos os testes posteriores foram feitos com esses valores, exceto os ângulos de saída e de folga. Tabela 3: Parâmetros utilizados nos testes. Rotação: 280 rpm Avanço: 0.139 mm/rot Profundidade de Corte: 0.5 mm Ângulo de posição secundário: 15 o Ângulo de folga secundário: 15o 8º Congresso Brasileiro de Engenharia de Fabricação 18 a 22 de maio de 2015, Salvador, Bahia, Brasil Copyright © 2015 ABCM 3.2 - Ângulos utilizados nos testes Neste projeto utilizou-se o método estatístico de planejamento fatorial 3k para auxiliar na obtenção da geometria de corte ótima, e posteriormente o método Simplex, como uma complementação. Usualmente, para a usinagem de ferros fundidos utilizam-se ângulos de saída negativos, enquanto os ângulos de folga variam entre 5° e 15°. Com a adoção dos intervalos dos ângulos (ângulo de saída de -10° a 10° e ângulo de folga de 5º a 15º) e do planejamento fatorial 3k, onde a base ‘três’ representa o nível das variáveis e o índice ‘K’ a quantidade de variáveis (duas), foram feitas, então, nove combinações de ângulos. As geometrias planejadas são mostradas na Tab. 4. Tabela 4 – Valores dos ângulos utilizados nos testes No do Ângulo de Ângulo de experimento Folga [o] Saída [o] 1 2 3 4 5 6 7 8 9 5 5 5 10 10 10 15 15 15 -10 0 10 -10 0 10 -10 0 10 Após a retificação dos bits com as nove geometrias apresentadas na Tab. 4, as ferramentas foram utilizadas no faceamento de Bransdsma do ferro fundido nodular. Para maior confiabilidade realizou-se a réplica e a tréplica dos testes, e com os valores médios dos diâmetros das falhas, calculou-se as velocidades de corte correspondente, ou seja, vccrit.. Com os resultados foi possível determinar a melhor geometria da cunha cortante que maximizava a vida da ferramenta. Depois de aplicar o planejamento fatorial, foi utilizado o método Simplex, como uma complementação, que permitiu ainda a comparação entre as duas metodologias. No Simplex, o valor da geometria ótima é encontrado com o auxílio de um programa feito no Software MatLab. Esse programa foi desenvolvido com o objetivo de convergir seus valores, através de iterações, para um valor de geometria de corte ótima, baseado nas entradas de velocidade de corte crítica (vccrit.), ou diâmetro usinado, após cada teste. É informado ao programa o intervalo de variação das entradas e após realização de testes com três conjuntos de valores aleatórios (dentro desse intervalo) os resultados são alimentado no mesmo programa. Com essas entradas e baseado nos resultados, o programa sugere o próximo valor de geometria de corte. A ferramenta é então afiada, os testes são conduzidos e os resultados alimentados no programa, e assim sucessivamente, de modo a convergir essas variáveis para valores de máxima vccrit.. Essas iterações chegam ao fim no momento que as geometrias sugeridas pelo programa passam a gerar vccrit. menores as anteriores. Os 3 valores iniciais alimentados no programa foram baseados nos resultados do planejamento fatorial 3 k, ou seja, utilizou-se inicialmente as 3 geometrias que apresentaram o maior diâmetro usinado, por isso foi dito que um método complementou o outro. Essa adoção permitiu que os resultados do Simplex convergissem de modo mais rápido, uma vez que os valores iniciais já eram geometrias otimizadas por outro método. Assim como no planejamento fatorial, no Simplex os testes foram realizados com réplicas e tréplicas, e apenas os valores médios foram utilizados. Após o término do Simplex, com a convergência para a geometria ótima, puderam-se comparar os valores de geometria otimizada dos dois modos adotados nesse trabalho. 3 Resultados e Discussões Após os testes, foram coletados os valores dos diâmetros percorridos por cada geometria durante o faceamento até o colapso da ferramenta, calculando-se em seguida a velocidade crítica atingida vccrit.. A Figura 2 apresenta a peça exemplifica um diâmetro ao final do teste, após a ferramenta atingir o colapso. A Tab. 5 apresenta os resultados obtidos por cada geometria, para aplicação do método de planejamento fatorial. Observa-se nesta tabela, que os ângulos de folga e saída iguais a 10o e -10o, respectivamente (teste 4) compõem a geometria da cunha que apresentou maior velocidade/diâmetro crítica. 8º Congresso Brasileiro de Engenharia de Fabricação 18 a 22 de maio de 2015, Salvador, Bahia, Brasil Copyright © 2015 ABCM Figura 2 – Peça ao final do teste 9, identificando o diâmetro de colapso da ferramenta O método estatístico de regressão múltipla foi utilizado a fim de se obter uma equação modelo, cuja variável de resposta é o diâmetro máximo usinado até o colapso da ferramenta, ou seja, a vida da ferramenta. A Tab.6 apresenta os coeficientes da regressão com níveis de significância menor que 5%, estimados para esse modelo de regressão. Tabela 5 – Resultados experimentais dos testes empregados no planejamento fatorial No do teste 1 2 3 4 5 6 7 8 9 Ângulo de Folga [o] Ângulo de Saída [o] 5 5 5 10 10 10 15 15 15 -10 0 10 -10 0 10 -10 0 10 Diâmetro de Falha (teste, réplica e tréplica) d1 d2 d3 [mm] [mm] [mm] 121,4 102,8 110,4 143,2 129,2 121,6 137,6 129,0 115,0 118,0 105,8 108,0 142,0 128,0 118,8 141,0 129,0 113,0 123,0 103,0 112,0 138,8 131,2 117,6 137,2 128,4 113,0 dmédio vccritic. [mm] [m/min] 120,8 103,9 110,1 141,3 129,5 119,3 138,6 128,8 113,7 121,4 102,8 110,4 143,2 129,2 121,6 137,6 129,0 115,0 Tabela 6 – Coeficientes da Regressão. Média/interação (1) Ângulo de Folga (L) Ângulo de Folga (Q) (2) Ângulo de Saída (L) Ângulo de Saída (Q) Interação 1 L por 2 L Coeficientes da Regressão R = 0,98 Efeito 122,89 15,67 10,17 -19,33 -3,33 -7,00 p-valuer <10-6 0,031 0,06 0,02 0,41 0,25 Pode-se observar pela Tab.6, que o ângulo de saída tem maior influência durante o processo de usinagem, pois sua variação contribuiu decisivamente na temperatura, força e potência necessária para o corte, consequentemente no desgaste e vida das ferramentas (além do acabamento da peça). Os testes comprovaram que durante as variações do 8º Congresso Brasileiro de Engenharia de Fabricação 18 a 22 de maio de 2015, Salvador, Bahia, Brasil Copyright © 2015 ABCM ângulo de saída os diâmetros usinados variaram significativamente, enquanto os ângulos de folga tiveram menor influência. A Fig. 3 apresenta a superfície de resposta do modelo gerado pelos coeficientes de regressão, com valores codificados. Figura 3 – Superfície de resposta. Pela superfície de resposta, pode-se observar que a melhor geometria encontrada foi com 15º/-10º (folga/saída), cujo diâmetro máximo alcançado foi de 171,71mm, equivalente a uma v ccrit. de 151 m/min. Essa geometria ótima gerada pelo modelo de regressão múltipla não coincide com os valores ótimos experimentais verificados no teste 4. No modelo, ao jogar os valores codificados correspondentes aos valores de ângulos ótimos experimentais (teste 4) de 10º/ -10º para folga e saída, respectivamente, o diâmetro de falha resultante é de 138,9 mm, valor bem próximo dos 141,3 mm da Tab. 5, o que comprova uma boa proximidade do resultado encontrado experimentalmente. A superfície de resposta diverge consideravelmente nas extremidades, fazendo o ponto ótimo se direcionar para os ângulos 15º e -10º (folga e saída), enquanto na região central os resultados estão bem próximos da realidade. Essa diferença é comum em extrapolações, mas também pode ter ocorrido devido a diversos fatores que influenciaram durante o processo de usinagem e que não foram possíveis de serem mensurados e aplicados em equações matemáticas, como por exemplo, variações no processo de afiação dos bits, imperfeições na composição microestrutural da ferramenta, bem como na peça usinada, além de outros fatores durante os testes. Para aprimorar os estudos, utilizou-se o Método Simplex para verificar como este método irá indicar os valores ótimos. 3.1 - Método Simplex Partindo dos resultados já obtidos anteriormente, foi aplicado o método Simplex. O ângulo de saída teve seu intervalo estendido para um valor que estava fora do estudado anteriormente, podendo agora atingir um ângulo negativo de até -15º. Essa medida se baseou nos valores mostrados pela superfície de resposta, o qual indicou que a melhor geometria estava nos extremos dos intervalos, marcando 15º e -10º como os melhores ângulos de folga e saída respectivamente. Utilizando a programação do método Simplex elaborado no Software Matlab, deu-se início ao novo estudo da otimização das geometrias, implementando as 3 melhores combinações encontradas anteriormente com seus respectivos valores de velocidade crítica de colapso. Na sequência, o Simplex começou a indicar as novas geometrias a serem testadas (até o experimento 14), gerando a Tab. 7. Conforme comprovado pelo Simplex, a melhor geometria realmente foi com os ângulos de folga 10º e ângulo de saída -10º. Este resultado é importante pois resulta num ângulo de cunha (o) de 90o. Esse fato gerou uma nova discussão: será que outras geometrias que também formam β0=90º apresentariam bons resultados? Partindo-se desse questionamento, realizaram-se 2 novos testes e os compararam com outros testes já realizados anteriormente com β0=90º, gerando a Tab. 8. 8º Congresso Brasileiro de Engenharia de Fabricação 18 a 22 de maio de 2015, Salvador, Bahia, Brasil Copyright © 2015 ABCM No do experimento 1 2 3 4 5 6 7 8 9 10 11 12 13 14 Tabela 7 – Novas geometrias geradas pelo método Simplex. Ângulo de Ângulo de Diâmetro de Falha Folga [o] Saída [o] d1 d2 d3 10 10 15 15 11 12 14 12 10 12 12 11 11 11 -10 0 -10 -15 -5 -10 -15 -8 -10 -10 -13 -9 -10 -11 [mm] [mm] [mm] 143,2 129,2 137,6 102,2 136,2 139,5 105,6 134,3 143,7 139,8 122,2 137,8 139,6 118,5 142,0 128,0 141,0 100,2 136,4 140,2 104,8 133,8 142,0 138,9 118,5 138,1 141,5 121,3 138,8 131,2 137,2 101,0 135,9 139,7 106,1 135,4 138,2 140,7 120,7 136,6 141,0 120,2 dmédio [mm] vc critic 141,3 129,5 138,6 101,1 136,2 139,8 105,5 134,5 141,3 139,8 120,4 137,5 140,7 120,0 124,3 113,9 121,9 88,9 119,8 123,0 92,8 118,3 124,3 123,0 105,9 121,0 123,8 105,8 [m/min] Tabela 8 – Resultados das geometrias com ângulos de cunha 90º. Como pode-se observar, as novas geometrias com ângulo de cunha 90º não apresentaram resultados melhores que os testes com αo=10º e γo=-10º. Fato que comprova ser necessário um posicionamento ideal para este ângulo, caso contrário, não será possível obter um bom aproveitamento da vida da ferramenta. A Fig. 4 ilustra duas representações do posicionamento de geometrias que formam o ângulo de cunha 90º. Conforme se observa na literatura, sabe-se que, quanto maior o ângulo de folga, menor será o atrito entre a superfície principal de folga com a peça. Se αo é pequeno, a cunha não penetra convenientemente no material, e a ferramenta perde o corte rapidamente, além disso, devido ao aumento do atrito há grande geração de calor. Sabe-se também, que quanto menor o ângulo de saída (negativo), maior é a pressão de contato entre o cavaco e a superfície de saída. Porém, comprovou-se com o presente trabalho, a existência de uma geometria ideal na qual se pode obter um melhor aproveitamento da vida da ferramenta, pois a partir de ângulos de saída menores que -10º, a pressão sobre a superfície de saída aumenta bruscamente (com geometria 11º/-11º a velocidade crítica de colapso caiu para 105,8 m m/min, contra 124,3 m/min para geometria 10°/-10°) não sendo mais viável a aplicação de ângulos menores. Observou-se que o ângulo de cunha 90º, posicionado de maneira adequada pelos ângulos 10º e -10º, folga e saída, respectivamente, faz com que a aresta principal de corte tenha uma inclinação ideal que melhora a penetração da ferramenta na peça, e ao mesmo tempo proporciona maior resistência, prolongando a vida da ferramenta. Pode-se observar também que a geometria com o ângulo de cunha 90º (10º/-10º), se comparada com outras geometrias que apresentam ângulos de cunha menores que 90º, apresenta maior volume de material para propagação do calor gerado durante o faceamento, permitindo assim que este calor se disperse com mais facilidade ao invés de ser concentrado em um volume menor de material, isso faz com que o aquecimento da aresta de corte seja reduzido, aumentando significativamente a vida da ferramenta. Em suma, conclui-se que a geometria 10º/-10º apresentou um conjunto de características favoráveis para um melhor aproveitamento da ferramenta, proporcionando um equilíbrio de cada uma das vantagens apresentadas anteriormente pelos ângulos de folga e saída, sendo melhor opção para este tipo de faceamento. 8º Congresso Brasileiro de Engenharia de Fabricação 18 a 22 de maio de 2015, Salvador, Bahia, Brasil Copyright © 2015 ABCM Observa-se na Tab. 7, que a condição ótima sugerida pelo método de otimização da regressão múltipla, isto é, ângulos de 15o /-10o (folga/saída) foi experimentada no teste 3. O resultado real indicou um diâmetro médio de falha de 138,6 mm (vccrit. = 122 m/min), que é menor que o valor do diâmetro na condição ótima determinado pelo Simplex (diâmetro de falha = 141,3 mm e vccrit. = 124,3 m/min). a) 10º/-10º b) 15º/-15º Figura 4 – Geometrias com ângulo de cunha 90º. É importante lembrar que esses resultados são exclusivos do torneamento de ferro fundido nodular com ferramentas de aço-rápido. A interpolação não é indicada para novos pares de ferramenta/peça. 4 Conclusões Por meio do Faceamento de Brandsma foi possível otimizar a geometria da ferramenta de corte, de forma rápida e com valores satisfatórios, sendo que o Método Fatorial 3 k indicou uma geometria ótima de 15º para ângulo de folga e -10º para o ângulo de saída. O Método Simplex indicou a geometria de 10º para ângulo de folga e -10º para o ângulo de saída, após a utilização de uma metodologia de busca pelo valor ótimo ponto a ponto. A geometria otimizada pelo Simplex obteve os melhores resultados, quando comparada ao Planejamento Fatorial 3k, pois seus valores se aproximaram mais dos valores reais. Verificou-se que o ângulo de saída exerce maior influência na geometria de corte da ferramenta, em comparação ao ângulo de folga. Agradecimentos Os autores deste trabalho agradecem a FEMEC, ao LEPU, FAPEMIG, CAPES e CNPq. Referências www.cimm.com.br, acessado em 30 de Junho de 2014. FERRARESI, D., 1977, “Fundamentals of Metal Cutting” (In Portuguese), Editora Edgard Blücher Ltda, São Paulo. MILLS, B. and REDFORD, A.H., 1983, “Machinability of Engineering Materials˜, Applied Science Publishers. ARAÚJO Jr, A. S., et Al., 2011. “Estudo da Usinabilidade do Aço ABNT 1020 Usando o Teste de Faceamento Rápido de Brandsma”. 6° Congresso Brasileiro de Engenharia de Fabricação, COBEF, Caxias do Sul. DA SILVA F.J., FRANCO, S.D, MACHADO, A.R, EZUGWU, E.O, JR A.M.S, Performance of cryogenically treated HSS tools, Wear 261 (2006), 674-685. MACHADO, A.R.; ABRÃO, A.M.; COELHO, R.T.; DA SILVA, M.B., 2011, “Metal Cutting Theory” (In Portuguese), Edgard Blucher Ed., São Paulo – SP, 2nd Ed. RUNGE, P. R., DUARTE, G. N., 1989. “Lubrificantes nas Indústrias”, Editora Triconcept Ltda, São Paulo. WALKER, J., 2000. “Machining Fundamentals”, GW Publisher, USA. Formatado: Português (Brasil) 8º Congresso Brasileiro de Engenharia de Fabricação 18 a 22 de maio de 2015, Salvador, Bahia, Brasil Copyright © 2015 ABCM TRENT, E.M. and WRIGHT, P.K., 2000, “Metal Cutting”, Butterwortts Ed. SANTOS, S.C. and SALES, W.F., 1997, “Tribological Aspects of Machining of Materials”, In Portuguese, Artliber Ed, São Paulo, Brazil. Optimization of the tool geometry of HSS when machining nodular cast iron using the rapid facing Brandsma test Abstract. This study aims to find the best geometry for high speed steel (HSS) tools, when machining FE45012 nodular cast iron, by Brandsma rapid facing test. In this tests the tool is used until failure in a single pass where the feed length, the disc diameter or the cutting speed corresponding to the diamenter reached at the time of failure is the output parameter considered. During the experimental evaluation, rake ( o) and clearance (o) angles were evaluated, maintaining the other angles of the cutting edge constant. Two complementary optimization methods, that is, Factorial Design and Simplex, were used. Tools geometries were ground with previously determined values and then used in the trials, generating results to be fed into the optimization methods. The optimized geometry found in 3 k Factorial Design are -10° and 15°, for rake face and clearance angles, respectively, and in Simplex -10º and 10º. The Simplex values were closer to those normally seen in industrial application (6 o/-6o). Keywords: Brandsma Rapid Facing Test, HSS Tools, Nodular Cast Iron, Machinability Tests, Factorial Design Method, Simplex Method.
Download