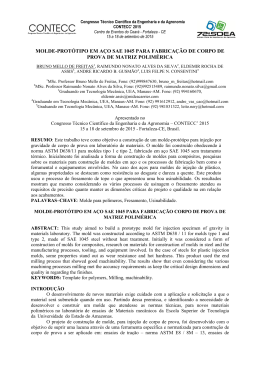
PROGRAMA DE PÓS-GRADUAÇÃO EM ENGENHARIA MECÂNICA Rodrigo da Silva Barbosa AVALIAÇÃO DOS ESFORÇOS DE CORTE NO FRESAMENTO FRONTAL DA LIGA DE ALUMINIO-SILICIO (A356) QUANDO MANTIDO CONSTANTE A PRODUÇÃO DE PEÇAS São João Del Rei - MG 2014 Rodrigo da Silva Barbosa AVALIAÇÃO DOS ESFORÇOS DE CORTE NO FRESAMENTO FRONTAL DA LIGA DE ALUMINIO-SILICIO (A356) QUANDO MANTIDO CONSTANTE A PRODUÇÃO DE PEÇAS Dissertação apresentada ao programa de pos-graduação em engenharia mecânica da Universidade Federal de São João del-Rei, como requisito para a obtenção do título de mestre em engenharia mecânica Área de Concentração: Processos de Fabricação Materiais e Orientador: Prof. Dr. Durval Uchôas Braga São João Del Rei- MG 2014 FICHA CATALOGRÁFICA ELABORADA PELA BIBLIOTECA Barbosa, Rodrigo da Silva B238a Avaliação dos esforços de corte no fresamento frontal da liga de alumínio - silício (A356) quando mantido constante a produção de peças [manuscrito] / Rodrigo da Silva Barbosa . – 2014. 68f. ; il. Orientador: Durval Uchôas Braga. Dissertação (mestrado) – Universidade Federal de São João del-Rei. Departamento de Engenharia Mecânica. Referências: f. 69-73. 1.Engenharia mecânica - Teses 2. Fresamento frontal - Teses 3. Alumínio - Silício Teses 4. Metais - Corte - Teses 5. Fluido lubro-refrigerante - Teses I. Braga, Durval Uchôas (orientador) II. Universidade Federal de São João del-Rei. Departamento de Engenharia Mecânica III. Título. CDU: 621.9 Dedico este trabalho a minha esposa Wanessa e meus filhos Gustavo e Gabriella pelo apoio e compreensão nos momentos de ausência. AGRADECIMENTOS Agradeço a Deus, por me dar força para prosseguir nos momentos difíceis desta caminhada. Agradeço também a minha esposa Wanessa e meus filhos Gustavo e Gabriella, por compreenderem e compartilharem os momentos de alegrias e tristezas durante o mestrado. Por vocês serem a razão do meu viver eu os dedico este titulo. Aos meus familiares, Pai, mãe, irmã, sogro, sogra e cunhados pelo apoio e pela amizade. Aos colegas de trabalho Vinícius, Renato, Zilmara, Magno, Betânia, Marcos, Adson, Rafael. Ao grande amigo Jose Sebastião dos Reis Silva pelo apoio e incentivo constante para meu desenvolvimento acadêmico e profissional. Aos funcionários da UFSJ, Camilo Lellis, Mônica Maria, Prof. Frederico Ozanan, pela experiência e dedicação durante todo processo do mestrado. Em especial agradeço o amigo, que muitas vezes atuou para mim como um pai, meu orientador Prof. Durval Uchôas Braga. Finalmente a todos aqueles que torceram pelo meu sucesso, os quais guardarei na lembrança os momentos que estivemos juntos. RESUMO Com a evolução do parque industrial na produção de peças automotivas, observouse que o processo de fresamento tem se mostrado mais versátil e flexível na usinagem dos materiais. Aliado as características de reduzido peso e excelente resistência mecânica, o Alumínio e suas ligas têm substituído o aço em produtos automotivos. Neste sentido, optou-se por desenvolver uma pesquisa para analisar esforços de corte e integridade superficial no fresamento frontal da liga de AluminioSilicio A356 quando utilizado lubro-refrigeração aplicada em abundancia (dois níveis), e alterado os parâmetros como o avanço por dente (três níveis) e velocidade de corte (dois níveis), mantendo-se sempre constante o volume de material retirado para as condições de usinagem, ou seja, a mesma produção de peças. Os ensaios foram realizados utilizando-se o planejamento fatorial completo aleatorizado por níveis, modelo de efeito fixo, permitindo observar a relação de dependências das variáveis de influência contra as de respostas, assim como a suas correlações. Os ensaios foram realizados no Centro de Usinagem DISCOVERY 560 da ROMI e os corpos de prova fixados em um suporte de um sistema de monitoramento constituído de dinamômetro piezoelétrico estacionário Kistler 9272, com quatro canais, um amplificador de sinais Kistler 5070A e o software DynoWare, também fornecido pela Kistler. As variáveis de resposta do processo de fresamento foram as força de corte (Fc), indiretamente monitoradas pelo momento torçor (Mt) e a de avanço (Ff), assim como, os parâmetros de rugosidade média (Ra) e máxima (Ry) obtidas de um Rugosímetro Surftest SJ-400 Mitutoyo. Como principais resultados, destacam-se o momento torçor e força de avanço, os quais apresentaram maior valor quando utilizados avanço por dente e velocidades de corte menores. Também foi constatada a interação entre a velocidade de corte e o avanço por dente da fresa, sendo mais expressiva quando utilizados os menores valores destas varáveis. A força de avanço se mostrou dependente da interação entre a velocidade de corte e o meio lubro-refrigerante. Quanto à rugosidade da superfície usinada, apenas o meio lubro-refrigerante influenciou no processo, com destaque para as menores rugosidades quando utilizada menor concentração de lubrificante em água. Então pode-se dizer que a utilização dos parâmetros de corte mais elevados torna a usinagem mais econômica, em função da significativa redução dos esforços de corte e tempo necessário para usinagem da liga de alumínio – silício A356.. Palavras-chave: Fresamento frontal; Alumínio-Silício; Força de corte; Fluido Lubrorefrigerante. ABSTRACT With the evolution of the industrial production of automotive parts, it was observed that the milling process has proved more versatile and flexible machining of materials. All the characteristics of light weight and excellent mechanical strength also Aluminum and its alloys have replaced steel in automotive products. Therefore, it was decided to develop a survey to analyze cutting forces and surface integrity in face milling of aluminum alloy A356 - Silicon used lubrication and cooling when applied in abundance (two levels) and changed parameters as feed per tooth (three levels) and shear rate (two levels), maintaining always constant the volume of material removed in machining conditions, or the same production pieces. The tests were performed using the full factorial design by randomized levels, fixed effects model, allowing to observe the relationship of dependencies of variables influence against responses, as well as their correlations. Assays were performed in Machining Center DISCOVERY 560 ROMI and the specimens fixed in a holder of a monitoring system consisting of stationary Kistler piezoelectric dynamometer 9272 with four channels, one signal amplifier Kistler 5070A DynoWare and software, also provided by Kistler. The response variables were the milling process the cutting force (Fc) indirectly monitored by torçor moment (Mt) and forward (FF), as well as the roughness parameters (Ra) and maximum ( Ry ) obtained from one Surftest Surface Roughness Tester SJ - 400 Mitutoyo . The main results stand out the moment torçor and feed force which had higher value when used feed per tooth and cutting speeds lower. It was noted there is interaction between the cutting speed and feed per tooth cutter, being more expressive when used lower values of these variables. The feed force seems to be dependent on the interaction between the cutting speed and coolant - through lubrication. As the roughness of the machined surface, only the middle - lubricating coolant influenced the process , especially for smaller roughness when used lower concentration of lubricant in water . Key words: Face Milling; Aluminum Silicon Alloy; Cutting Forces, Cutting Fluid LISTA DE ILUSTRAÇÕES FIGURA 2.1 – Métodos usuais de fresamento: (a) Cilíndrico tangencial, (b) Frontal ................................................................................................................................ 17 FIGURA 2.2 – Operações de fresamento concordante ........................................... 18 FIGURA 2.3 – Operações de fresamento discordante ............................................ 19 FIGURA 2.4 – Efeito da posição do centro da ferramenta no início do corte .......... 20 FIGURA 2.5 – Efeito do valor de „x‟ no início do corte ............................................ 21 FIGURA 2.6 – Variação do ângulo de posição de uma fresa .................................. 21 FIGURA 2.7 - Localização do diâmetro na fresa ..................................................... 22 FIGURA 2.8 – Operações de fresamento Frontal ................................................... 25 FIGURA 2.9 – Largura de usinagem (ap), penetração de trabalho (ae) e penetração de avanço( af ) no fresamento tangencial ............................................................... 27 FIGURA 2.10 – Avanço por dente fz, avanço de corte fc e avanço efetivo fe no fresamento discordante ........................................................................................... 28 FIGURA 2.11– Fresamento frontal .......................................................................... 29 FIGURA 2.12 - Perfil teórico de rugosidade obtida no torneamento ....................... 31 FIGURA 2.13 - Força de usinagem e suas componentes para o processo de fresamento .............................................................................................................. 33 FIGURA 2.14 – Diagrama de fases Al-Si ................................................................ 39 FIGURA 2.15 – – Efeito dos elementos de liga na fluidez do alumínio puro vazado em molde de areia, usando diferentes temperaturas de superaquecimento ........... 42 FIGURA 3.1 - Centro de Usinagem DISCOVERY 560 ............................................ 45 FIGURA 3.2 – Montagem do Dinamômetro (a) Dinamômetro Kistler 9272; (b) amplificador de carga Kistler 5070A; (c) software kistler DynoWare ....................... 45 FIGURA 3.3 – Corpos de prova para analise micrografia ....................................... 46 FIGURA 3.4 – Microscópio Olympus BX 51 ............................................................ 46 FIGURA 3.5 - Rugosímetro surftest SJ-400 Mitutoyo .............................................. 47 FIGURA 3.6 – Classes de ferramenta de acordo com o material ............................ 47 FIGURA 3.7 – Caixa de com 10 ferramentas de metal duro ................................... 48 FIGURA 3.8 – Especificação dos portas-ferramenta ............................................... 49 FIGURA 3.9 – Características do porta-ferramenta ................................................ 49 FIGURA 3.10 – Placa de Alumínio dimensão 450mm x 330mm x 40mm. .............. 50 FIGURA 3.11 – Corpo de prova .............................................................................. 50 FIGURA 3.12 - Corpo de prova preso ao dinamômetro .......................................... 52 FIGURA 3.13 - Fresamento frontal .......................................................................... 53 FIGURA 4.1 – Componentes da força de corte no fresamento ............................... 54 FIGURA 4.2 – Microestrutura da liga Al-Si 50x e 100x............................................ 55 FIGURA 4.3 - Efeito da correlação entre a velocidade de corte e o meio lubrorefrigerante na força de avanço............................................................................... 57 FIGURA 4.4 - Efeito da correlação entre a velocidade de corte e o avanço da fresa no momento torçor da fresa .................................................................................... 59 FIGURA 4.5 - Placa de AlSi A356, dimensão 215 x 325 x 40 (mm) (A); Corpo de prova (B).................................................................................................................. 62 FIGURA 4.6 - Microscópio MitutoyoTM-500 com câmera MOTICAM (A); Dispositivo (B). .......................................................................................................................... 63 FIGURA 4.7 - através do raio de ponta da pastilha de corte (A) e (B). ................... 63 FIGURA 4.8 - Medição de desgaste nos ângulos de folga e saída, após comprimento de usinagem de 215(mm)........................................................................................ 64 FIGURA 4.9 - Desgaste do angulo de folga, no comprimento de usinagem de 7310(mm). ............................................................................................................... 64 FIGURA 4.10 Imagem do angulo de folga, no comprimento de usinagem de 3655(mm), (fz) de 0,16 (mm/rot.z). .......................................................................... 65 LISTA DE TABELAS TABELA 2.1 – Propriedades Físicas da Liga 356 ................................................... 41 TABELA 2.1 – Limite de Composição da liga 356 % em peso ................................ 41 TABELA 3.1 – Composição química da liga de Al-Si A356.0. ................................. 50 TABELA 3.2 – Fatores de controle e níveis adotados ............................................. 51 TABELA 3.3 – Variáveis de resposta para o Fresamento ....................................... 52 TABELA 3.4 – Planejamento de experimentos para testes ..................................... 53 TABELA 4.1 – Dados da força de avanço (N) ......................................................... 56 TABELA 4.2 – Resultado da ANOVA para a força de avanço da fresa (N) ............. 57 TABELA 4.3 – Dados do momento torçor (Nm) ...................................................... 58 TABELA 4.4 – Resultado da ANOVA para o Momento Torçor (Nm) ....................... 58 TABELA 4.5 – Resultado das rugosidades medias (Ra) e (Ry) .............................. 60 TABELA 4.6 – Tabela de rugosidade adptado ........................................................ 60 TABELA 4.7 – Rugosidade média (Ra µm) ............................................................. 61 TABELA 4.8 – Rugosidade máxima (Ry µm) .......................................................... 62 TABELA 4.9 – Esforços de corte ensaio de vida Fz (0,12)...................................... 65 TABELA 4.10 – Esforços de corte ensaio de vida Fz (0,16).................................... 65 LISTA DE ABREVIATURAS E SIGLAS Letras Latinas A - divisão da aresta principal de corte ae - largura de corte [mm] ap - profundidade de corte [mm] Aα - superfície principal de folga A‟α - superfície secundária de folga B - divisão da aresta principal de corte C - divisão da aresta principal de corte d - diâmetro externo da fresa [mm] D - diâmetro do cortador [mm] Dc - diâmetro externo da fresa [mm] De - diâmetro efetivo [mm] f - avanço por rotação [mm/rot] fz - avanço por dente [mm/dente] h máx. - espessura máxima do cavaco [mm] Le - comprimento da ferramenta [mm] n - rotações por minuto ou velocidade do fuso N - divisão da aresta principal de corte PK - ponto de tangência [mm] R - raio da fresa redonda [mm] rε - raio de ponta da ferramenta [mm] S - aresta de corte Th - espessura da ferramenta [mm] Vc - velocidade de corte [m/min] vf - avanço da mesa ou velocidade de avanço da mesa [mm/min] Wi - largura da ferramenta [mm] zc - número de arestas efetivas de corte Letras Gregas φ - ângulo de contato do dente em corte efetivo [graus] Xr - ângulo de posição [graus] Abreviações ABNT - Associação Brasileira de Normas Técnicas AlTiN - Nitreto de Alumínio Titânio ANOVA - Analysis of Variance (análise de variância) CAD - Computer Aided Design CAM - Computer Aided Manufacturing CNC - Comando Numérico Computadorizado HB - Hardness Brinell HRC - Hardness Rockwell C HSC - High Speed Cutting HSM - High Speed Machining ISO - International Organization for Standardization MPa - MegaPascal NBR - Norma Brasileira Regulamentadora NC - Numeric Control (comando numérico) RPM - Rotações por Minuto SUMÁRIO CAPÍTULO 1 ........................................................................................................... 14 1 INTRODUÇÃO ..................................................................................................... 14 CAPÍTULO 2 ........................................................................................................... 16 2 REVISÃO DA LITERATURA ................................................................................ 16 2.1 Processo de usinagem por fresamento ............................................................. 16 2.2 Características do fresamento frontal ................................................................ 19 2.3 Fresamento quanto aos parâmetros de usinagem ............................................ 26 2.4 Posição da ferramenta no fresamento frontal .................................................... 28 2.5 Caracterização do acabamento superficial no fresamento ................................ 30 2.6 Uso do fluido de corte na usinagem .................................................................. 31 2.7 Esforços na usinagem ....................................................................................... 32 2.8 Analise de variância .......................................................................................... 35 2.9 Características da liga alumínio-Silício .............................................................. 37 2.9.1 Aplicações da liga A356 ................................................................................. 40 2.9.2 Propriedades da liga A356 ............................................................................. 41 2.9.2.1 Propriedades físicas .................................................................................... 41 2.9.2.2 Composição química ................................................................................... 41 2.9.2.3 Elementos de liga ........................................................................................ 41 2.10 Usinabilidade do Alumínio ............................................................................... 42 CAPÍTULO 3 ........................................................................................................... 44 3 MATERIAIS E METODOS .................................................................................... 44 3.1 Máquina e equipamentos utilizados nos ensaios .............................................. 44 3.2 Ferramenta de corte utilizada nos ensaios ........................................................ 47 3.3 Corpos de prova ................................................................................................ 49 3.4 Variáveis aplicadas nos ensaios ....................................................................... 50 CAPÍTULO 4 ........................................................................................................... 54 RESULTADOS E DISCUSSÕES ............................................................................ 54 4.1 Analise dos resultados ...................................................................................... 55 4.2 Metalografia da liga em estudo A356 ................................................................ 55 4.3 Variáveis de usinagem ...................................................................................... 56 4.3.1 Força de avanço ............................................................................................. 56 4.3.2 Momento torçor .............................................................................................. 58 4.3.3 Força passiva ................................................................................................. 59 4.3.4 Rugosidade média (Ra µm) e (Ry µm) ........................................................... 59 4.3.5 Analise da vida da fresa ................................................................................. 62 4.3.6 Resultados de outros pesquisadores ............................................................. 66 CAPÍTULO 5 ........................................................................................................... 67 CONCLUSÕES ....................................................................................................... 67 CAPÍTULO 6 ........................................................................................................... 68 SUGESTÕES PARA TRABALHOS FUTUROS ...................................................... 68 REFERÊNCIAS BIBLIOGRÁFICAS ........................................................................ 69 ANEXOS ................................................................................................................. 74 14 CAPÍTULO 1 1.1 INTRODUÇÃO As pesquisas em processos de fabricação têm grande importância, pois representam a classe mais largamente empregada dentro da cadeia de fabricação de produtos mecânicos no mundo moderno. A economia do mercado vigente, em que as empresas buscam o máximo rendimento por seus investimentos, tem um papel cada vez maior nas decisões por pesquisas na área de fabricação. Tais processos buscam a melhor adequação entre maquina e ferramenta para obtenção de uma melhor qualidade e produtividade. O fresamento é tido como uma das operações mais importantes da usinagem devido a sua grande versatilidade e condições de oferecer uma gama enorme de formas geométricas a peça que se deseja obter. O estudo das forças no processo do fresamento da liga de Alumínio-Silício A356 com alguns tipos de lubrificantes é de fundamental importância, uma vez que a produção de Alumínio vem aumentando consideravelmente devido sua grande aplicação, principalmente nas indústrias aeronáutica e automobilística, onde a uma busca constante de ligas leves cujas propriedades encaixem dentro de especificidades, como altos valores de resistência mecânica, boa ductilidade, dureza, resistência a corrosão, além da garantia de uma boa qualidade no produto final. Assim pode-se citar como exemplo, a adição de Silício ao Alumínio, aumenta sua fluidez preenchendo seções delgadas (JOSEPH, NAGARAJAN E RAVINDRAN, 2001). Isto se da porque os produtos industrializados vêm se tornando cada vez mais precisos e sofisticados para atender o mercado cada vez mais exigente. A usinagem é uma etapa da produção que agrega maior diferencial sobre o custo de produção na fabricação de moldes e matrizes por diversos fatores, dentre os quais, pode-se citar a remoção de grandes quantidades de materiais, maiores tolerâncias dimensionais e melhor qualidade no acabamento das peças. O projeto e a produção de moldes, segundo Altan e Gegel (2001), representam um aspecto crucial de toda cadeia produtiva, pois praticamente todas as peças fabricadas atualmente são feitas por processos que requerem moldes. 15 A importância dos moldes e matrizes é similar ao das máquinas ferramentas, pois sua fabricação pode representar um gargalo no desenvolvimento do produto. Atualmente a velocidade de criação e modificação de novos produtos tem obrigado o estudo e desenvolvimento de estratégias de redução de ciclo de produção, flexibilidade e facilidades para confecção de moldes e matrizes, visando reduzir o tempo de fabricação e melhorar os acabamentos dos produtos. O desempenho de um processo de usinagem, seja ele por fresamento ou não, depende de vários fatores, tais como usinabilidade dos materiais, potência e rigidez de equipamentos, material e geometria da ferramenta de corte, processo de formação cavacos, lubrificação e refrigeração, entre outros. O fresamento está entre as operações de corte mais influentes na usinagem dos materiais. Este processo apresenta considerável complexidade por estar intimamente ligado a diversos parâmetros e variáveis envolvidos no processo de corte. Entender as variáveis que influenciam na usinabilidade do Alumínio-Silício é fundamental para obter um melhor controle e, consequentemente, um melhor desempenho neste processo. O principal objetivo desta pesquisa consiste em conhecer e avaliar os esforços de corte e a rugosidade quando alterados parâmetros como o avanço por dente e a velocidade de corte em fresamento frontal da liga de Alumínio-Silício A356, com lubro-refrigerante e volume de cavaco constante, permitindo assim, sugerir uma seleção coerente de parâmetros de corte. A pesquisa está dividida em seis capítulos, conforme descrição abaixo: -Capítulo 1: Introdução; -Capítulo 2: Revisão da Literatura mostrando as principais características do processo de fresamento; Desgastes de ferramentas; Características do AlumínioSilício A356; Processos de usinagem do Alumínio-Silício e Monitoramento de processos; - Capítulo 3: Materiais e Métodos em que são descritos os equipamentos, instrumentos e máquina utilizados na pesquisa; Corpo de prova; Ferramentas e o Planejamento de experimento. - Capítulo 4: Resultados e Discussões com descrição dos resultados obtidos e o tratamento estatístico utilizado para tomada de decisão; - Capítulo 5: Conclusões; - Capítulo 6: Sugestões para Trabalhos Futuros. 16 CAPÍTULO 2 2 REVISÃO DA LITERATURA 2.1 Processo de usinagem por fresamento No atual momento da indústria mecânica a usinagem pelo processo de fresamento é considerada o sistema de fabricação mais versátil e flexível encontrado para a usinagem de materiais. A característica de modelar a geometria das peças, independentemente de sua complexidade, principalmente com o uso de máquinas com comando numérico computadorizado (CNC), e altas taxas de remoção de material, torna-se o processo mais utilizado no setor produtivo. O processo de fresamento consiste na operação de usinagem em que o material é removido por uma ferramenta giratória denominada fresa de múltiplas arestas cortantes. Cada aresta remove uma pequena quantidade de material em cada revolução da árvore onde a ferramenta é fixada. A máquina que realiza esta operação é chamada de fresadora (AGOSTINHO; VILELLA; BUTTON, 2004). O fresamento pode ser diferenciado dos demais processos de usinagem com rotação de ferramenta (furação, mandrilamento, roscamento, trepanação, entre outros) pela atuação simultânea de somente parte das arestas de corte, (corte interrompido) e pelo deslocamento tanto da ferramenta quanto da peça durante a operação de corte (GROOVER, 2002). A maior quantidade de eixos de movimentação possíveis de ser implementados no equipamento lhe confere maior flexibilidade, quando comparado a outros processos de usinagem. Desta forma, o fresamento é utilizado na usinagem de peças das mais variadas geometrias e tamanhos na fabricação de peças com grande complexidade, Possibilitando níveis de tolerância e acabamento superficial cada vez melhores, à medida que as máquinas e ferramentas evoluem (HELLENO; SHÜTZER, 2003). A aresta da fresa pode possuir diversos formatos e sua taxa de produção é elevada. O fresamento é uma operação de corte interrompido, onde as arestas da fresa alternam o contato com a peça durante cada rotação, criando um ciclo de força, impacto e choque térmico, sendo necessário à ferramenta suportar tais condições (GROOVER, 2010). 17 A ferramenta de corte usada no fresamento é chamada de fresa e as arestas de corte são chamadas de dentes. A máquina que tradicionalmente executa a operação de fresamento é chamada de fresadora. A maioria das superfícies geradas pelo fresamento são superfícies planas (WEINGAERTNER; SCHROETER, 2002). Entretanto, com a combinação dos movimentos de avanço (percurso da ferramenta) e da forma da ferramenta, superfícies complexas podem ser obtidas. Devido à variedade de superfícies possíveis e às altas taxas de remoção de material, fresamento é o processo mais versátil dentre os processos de usinagem, sendo amplamente utilizados na usinagem dos mais variados materiais. No fresamento o processo de corte é intermitente. Isto é, o dente da fresa entra e sai da peça a cada revolução da ferramenta o que sujeita os dentes a um ciclo de forças de impactos e cargas térmicas a cada rotação, necessitando de ferramentas com características adequadas, máquinas e sistemas de fixação de elevada rigidez. Existem várias maneiras de classificar os diferentes tipos de fresamento. Uma das mais difundidas é adotada pela norma DIN 8589 (KÖNIG; KLOCKE, 2002). A figura 2.1 ilustra a classificação baseada na orientação do eixo da ferramenta em relação ao movimento de avanço. FIGURA 2.1 – Métodos usuais de fresamento: (a) Cilíndrico tangencial, (b) Frontal Fonte: (KÖNIG; KLOCKE, 2002). Segundo a classificação adotada, os tipos fundamentais são o fresamento cilíndrico tangencial ou periférico e o fresamento frontal ou faceamento. Esta 18 caracterização é frequentemente utilizada para diferenciar as operações básicas de fresamento. Existem duas técnicas fundamentais de fresamento. De acordo com sentido de rotação, em relação ao movimento de avanço, ele pode ser classificado em fresamento concordante ou fresamento discordante. Fresamento cilíndrico tangencial Concordante: No fresamento concordante, Fig. 2.2, os sentidos das velocidades de corte e de avanço são, em média, os mesmos. A espessura do cavaco decresce durante a sua formação. A espessura do cavaco é máxima no início do corte e mínima no final (teoricamente zero). Assim, na saída do gume, ocorre o esmagamento de material e maior atrito entre o gume e a superfície de corte. FIGURA 2.2 – Operações de fresamento concordante (adaptado de SANDVIK, 2011) Fresamento cilíndrico tangencial Discordante: No fresamento discordante, Fig. 2.3, os sentidos das velocidades de corte e de avanço são, em média, opostos. A espessura do cavaco cresce durante a sua formação. Neste caso, a espessura do cavaco é mínima no início do corte e máxima no final. A espessura inicial é teoricamente zero. Assim, no momento da entrada do gume, não há corte, mas apenas o esmagamento de material. Consequentemente os esforços e a tendência a vibrações na ferramenta são maiores. 19 FIGURA 2.3 – Operações de fresamento discordante (adaptado de SANDVIK, 2011) Nos últimos anos o processo de fresamento evoluiu lado a lado com o desenvolvimento das máquinas-ferramentas (SANDVIK, 2011). O estado da arte do processo se caracteriza pelo aumento da flexibilidade dos equipamentos com a máquinas de 5 ou mais eixos, máquinas multitarefa, e pela redução dos tempos passivos referentes à troca de máquinas. Segundo Repo (2010), o número adicional de graus de liberdade de um equipamento, caracterizado pelo aumento do número de eixos da máquina, pode comprometer a rigidez do mesmo. Apesar desta limitação e, dependendo da geometria de trabalho, ainda torna-se possível executar praticamente todas as operações para conclusão de uma peça empregando-se uma única máquina. 2.2 Características do fresamento frontal No fresamento frontal é utilizada uma ferramenta cujos dentes ativos estão na superfície plana do topo da ferramenta. Essa ferramenta é chamada de fresa e sua construção depende da sua aplicação e de suas dimensões. Elas podem ser tanto inteiriças, ou seja, feitas inteiramente do mesmo material, ou pode-se utilizar pastilhas intercambiáveis fixadas num corpo de aço carbono, o porta-ferramentas. A fresa é uma ferramenta multi-cortante, que tem um número variável de dentes e, consequentemente, um passo de valor fixo ou variável. Há alguns fatores que podem ajudar na determinação do número ideal de dentes, e do passo, para cada operação que são: 20 O material e tamanho da peça. A estabilidade do sistema utilizado. O acabamento superficial requerido. A potência disponível na máquina. O número de dentes a ser utilizado tem influência direta sobre o acabamento da superfície gerada, como também a força, a potência de corte, a vida da ferramenta e o tempo de corte. É importante ressaltar também que o passo da ferramenta utilizada terá influência direta na potência consumida na realização da operação. Na entrada da ferramenta em corte, duas situações são possíveis quando a aresta de corte vai penetrar na peça em um processo predominantemente concordante. - Conforme mostrada na Fig. 2.4, quando o centro da ferramenta está fora da peça, a aresta está sujeita a tensões de tração e, consequentemente, avarias. Além disso, o choque se dá bem próximo à aresta de corte, o que facilita o lascamento e quebra da mesma; - Quando o centro da ferramenta está dentro da peça a aresta está sujeita somente a tensões de compressão, situação para a qual o material da ferramenta foi desenvolvido, tendo assim, seu melhor desempenho. O choque se dá com o corpo da pastilha, que é uma região mais resistente, dificultando o lascamento ou a quebra da aresta. FIGURA 2.4 – Efeito da posição do centro da ferramenta no início do corte (SANDVIK, 2011) 21 Diniz, Marcondes e Coppini (2013) comentam a influência da posição da fresa em relação à peça e a influência que esta posição tem na vida da ferramenta. Valores maiores de vida da ferramenta são obtidos quando o fresamento é assimétrico e o valor de „x‟ é pequeno, como mostrado na Fig. 2.5. À medida que cresce o valor de „x‟ a vida da ferramenta diminui devido ao aumento do lascamento da aresta, que se torna o principal mecanismo de desgaste. Como o lascamento está relacionado principalmente a variações de esforços mecânicos, sua maior ocorrência devido a um valor elevado do parâmetro „x‟ é explicada porque a espessura do cavaco na entrada da ferramenta na peça, e incrementada por um aumento no valor de „x‟, tornando o choque de entrada da ferramenta mais intenso. FIGURA 2.5 – Efeito do valor de „x‟ no início do corte (DINIZ , MARCONDES E COPPINI (2013) Além disso, a espessura do cavaco varia de acordo com a disposição da fresa em relação à peça, ou melhor, em relação ao ângulo de posição ( r). Este ângulo é medido entre o plano da superfície usinada e a superfície produzida pela aresta principal de corte. A Fig. 2.6 representa a ilustração de alguns ângulos de posição mais frequentes no fresamento frontal. Figura 2.6 – Variação do ângulo de posição de uma fresa. (SANDVIK, 2011) O ângulo da aresta de corte principal da fresa é o fator dominante que afeta a direção da força de corte e a espessura de cavacos. 22 Segundo Lopes (2012) o ângulo de posição ( r) é o ângulo formado entre a tangente em um ponto da aresta principal de corte e a direção de avanço da ferramenta. Este afeta a espessura dos cavacos, a força de corte e a vida da ferramenta. Os ângulos de posição mais comuns são 10º, 45º e 90º (Fig 2.6). Quando r = 10º, as fresas podem trabalhar com altos valores de avanço por dente (fz) e serem utilizadas para fresamento de mergulho. Quando r = 45º, as forças de corte radiais e axiais possuem as melhores condições de balanceamento, porém os valores da profundidade de corte ficam limitados. Quando r = 90º, as forças radiais ficam orientadas na direção do avanço, permitindo usinar peças de paredes finas e com menor vibração. Nas pastilhas redondas e ferramentas com grande raio de ponta, o ângulo de posição varia entre zero e 90º, alternando a direção da força de corte ao longo do raio da aresta. Segundo Diniz, Marcondes e Coppini (2013), o principal fator de influência na escolha do diâmetro da fresa (Dc) é a largura da superfície fresada (ae). Se o diâmetro da fresa for igual ou pouco maior que a largura fresada, haverá valores de espessura de corte (h) muito pequenos na entrada e saída do dente no corte, o que vai gerar muita pressão de corte. Por outro lado, se o diâmetro da fresa for muito maior que a largura fresada, haverá uma fresa de custo elevado para aquela superfície, também, o choque do dente da fresa com a peça e a saída do dente do corte pode acontecer de tal maneira que facilite o lascamento e quebra da pastilha. O diâmetro da fresa (Dc) é o diâmetro medido acima do ponto PK, onde a aresta de corte principal encontra a fase paralela da ferramenta. É utilizado para o cálculo da velocidade de corte (Vc) na operação de fresamento (Fig 2.7). FIGURA 2.7 - Localização do diâmetro na fresa (SANDIVIK, 2011) 23 Este tópico foi escolhido para abordagem, pois foi utilizado o fresamento frontal assimétrico nos ensaios experimentais realizados no presente trabalho. Primeiramente é importante lembrar que existem três tipos básicos de situações envolvendo a relação do diâmetro fresa com a largura da peça, são eles: Quando a largura da peça for maior ou igual ao diâmetro da fresa, resultando em cavacos finos na entrada e saída ou na necessidade de vários passes; Diâmetro da fresa for um pouco superior à largura da peça, como acontece em geral, no processo de fresamento, 20 a 50% geralmente representando a situação ideal, especialmente em faceamento; O diâmetro da fresa for bem maior que a largura do corte, com o eixo da fresa bem fora da largura da peça. Isso acontece principalmente nos casos de faceamento e fresamento de disco, fresamento de bordas longas e fresamento de topo (SANDVIK, 2011). O fresamento frontal simétrico é caracterizado por apresentar uma concordância entre o posicionamento do eixo da fresa e a linha de simetria da peça em usinagem, ver FIG. 2.8. Esse posicionamento central (para fresas de facear) dependendo da largura da peça resulta em um menor contato (ângulo de contato) de cada aresta com a peça (quando comparado o fresamento frontal assimétrico) e, portanto, poderá resultar numa maior vida da ferramenta. Entretanto, a direção das forças radiais de corte no corte simétrico variará a medida que a aresta de corte penetrar na peça, o que poderá levar a vibrações e à quebra prematura da aresta. Obviamente este problema é minimizado quando se tem mais de um dente simultaneamente no corte. Para o fresamento frontal assimétrico, o corte não ocorre sobre o eixo de simetria da peça em usinagem. Quando toda a superfície plana está sendo fresada, tem-se que a penetração de trabalho é menor que o diâmetro da peça. Neste caso, pode-se também classificar o fresamento em concordante, se a maior parte do corte tiver a espessura de corte decrescente; e discordante, se a maior parte do corte tiver a espessura de corte crescente. O fresamento assimétrico é vantajoso quando o diâmetro da fresa é grande em relação à largura da peça, devido ao fato de quando isto acontece neste tipo de fresamento, pode-se ter um maior número de dentes simultaneamente no corte mais suave, quando comparado ao fresamento simétrico. 24 Quando o corte é assimétrico, a variação da direção da componente radial da força de usinagem é bem menor, e com isso menor tendência à vibração (DINIZ, MARCONDES E COPPINI, 2013). Em síntese, o processo de fresamento que foi adotado nesta investigação foi o fresamento frontal assimétrico discordante. No fresamento é frequente o choque da ferramenta com a peça, por tratar-se de corte intermitente. Caso as avarias prejudiquem consideravelmente a integridade da ferramenta, e com isto acelere o fator de fim de vida da ferramenta, sugere-se, segundo Diniz, Marcondes e Coppini (2013), que o fresamento seja assimétrico, diminuindo o batimento radial, consequentemente diminuindo as vibrações mecânicas geradas no processo de fresamento. Os autores ainda investigaram a influência da posição relativa da ferramenta e da peça na vida da ferramenta de metal duro da classe P, no desgaste e no acabamento superficial das peças durante um fresamento frontal de um aço AISI 1045. Eles perceberam que para um maior afastamento entre o eixo de fresa e a linha de simetria do material usinado, de modo que configurasse um fresamento frontal assimétrico discordante, o desgaste na ferramenta seria gradualmente diminuído para o mesmo critério de fim de vida quando maior fosse este afastamento. Esta simples mudança no posicionamento já seria substancial na conservação da integridade da ferramenta. Diniz, Marcondes e Coppini (2013), ressaltam que estes resultados poderiam não ser os mesmos em outras situações. Se houvesse uma mudança de ferramenta para uma de classe mais tenaz, ela seria mais resistente ao choque e lascamento causado por ele. Assim, o lascamento não seria mais tão determinante para o fim da vida da ferramenta, não havendo a necessidade do deslocamento entre o centro da fresa e o eixo de simetria da fresa. Uma importante característica de todo processo de fresamento é que a ação de cada aresta de corte é intermitente. Cada aresta usina durante menos que a metade de uma revolução do corte, e em algumas vezes por uma pequena parte do ciclo. Esta aresta está sujeita aos impactos periódicos durante o contato com a peça. Com estas características, a tensão e o calor gerado durante parte do ciclo do processo de usinagem é seguido de um período em que aliviam- se as tensões geradas anteriormente e seguida de um resfriamento. Frequentemente o tempo de usinagem de uma aresta de corte é uma fração de segundos que é repetido varias 25 vezes no tempo de um segundo, gerando fadiga mecânica e térmica na ferramenta (TRENT; WRIGHT, 2000). FIGURA 2.8 – Operações de fresamento Frontal. Fonte: Modificado de (Diniz, Marcondes e Coppini, 2013). No fresamento frontal, ocorrem simultaneamente fresamento concordante e discordante. Tomando um dente em particular, primeiro ele se engaja em fresamento discordante. A espessura do cavaco que está se formando cresce até um valor máximo na linha que passa pelo centro da fresa e com direção igual à do avanço. A partir deste ponto o corte passa a ser concordante. A espessura do cavaco decresce até o gume sair da peça. No caso de fresamento frontal em cheio, tanto a espessura inicial e a final do cavaco são teoricamente zero. Para este tipo de fresamento os dentes ativos da fresa estão na superfície frontal da ferramenta, o eixo da fresa é perpendicular à superfície usinada. As fresas 26 são chamadas de fresas frontais ou de topo. Os cortes realizados neste processo normalmente são profundos radialmente e estreitos axialmente, enquanto que no fresamento cilíndrico tangencial, ocorre o inverso. Para que no processo de fresamento apresente uma boa rigidez da máquina, da peça e da ferramenta e havendo a possibilidade de se utilizar tanto o fresamento frontal quanto o cilíndrico tangencial, sugere-se utilização do primeiro. Devido à posição em que se encontra a fresa, ou seja, perpendicular à superfície a ser usinada, o fresamento frontal apresenta as seguintes vantagens em relação ao cilíndrico tangencial (METALS HANDBOOK, 2004): Maior rigidez do sistema máquina/ferramenta, uma vez que não há possibilidade de flexão do eixo de rotação da ferramenta; Possibilita usinar grandes áreas com menor esforço do eixo de rotação; Redução do tempo de troca da ferramenta; Menor custo de retificação das arestas de corte se for fresa sólida ou custo zero no caso de insertos; Melhor acabamento da superfície; Melhor desempenho na remoção de grandes quantidades de material e; Alcança tolerâncias mais apertadas. 2.3 Fresamento quanto aos parâmetros de usinagem De acordo com Diniz, Marcondes e Coppini (2013), mostrados na Fig. 2.9 estão os fatores que devem ser levados em considerações na usinagem de fresamento além do numero de dentes da fresa são: Profundidade de usinagem: Para se obter um melhor rendimento deve-se usar a maior profundidade possível porque seu aumento esta ligado diretamente à quantidade de material removido. Para fresas frontais não se deve exceder a 2/3 do comprimento total da aresta da pastilha. Outros fatores também que limitam a profundidade de corte é a rigidez da fresa, potência da maquina, fixação da fresa no suporte e o acabamento requerido na peça; Profundidade ou largura de usinagem ap: é a profundidade ou largura de penetração da ferramenta em relação à peça, medida perpendicularmente ao plano de trabalho e; 27 Penetração de trabalho (ae): é a penetração da ferramenta em relação à peça, medida no plano de trabalho e perpendicular ao plano de avanço. FIGURA 2.9 – Largura de usinagem (ap), penetração de trabalho (ae) e penetração de avanço( af ) no fresamento tangencial.Fonte: (DINIZ, MARCONDES E COPPINI (2013) Na FIG. 2.10, mostram-se parâmetros como: - Avanço de corte (fc): Para a escolha deste parâmetro devem ser levados em consideração os tipos de fresa, material da ferramenta, material a ser usinado, acabamento requerido e potencia da maquina. Deve-se utilizar também avanços altos e velocidades altas para tornar o processo mais produtivo possível. Principalmente em desbastes, pois um valor elevado par a o avanço torna o cavaco com volume uniforme reduzindo a potência requerida devido à diminuição da pressão de corte; - Avanço por dente (fz): é o percurso de avanço por dente e por volta ou curso da ferramenta, medido na direção de avanço dado pela expressão abaixo; fz vf mm / dente z n (2.1) - Avanço de corte (fc): é à distância entre duas superfícies consecutivas em usinagem, medida no plano de trabalho e perpendicular à direção de corte; 28 FIGURA 2.10 – Avanço por dente fz, avanço de corte fc e avanço efetivo fe no fresamento discordante.Fonte: (DINIZ, MARCONDES E COPPINI, 2013). - Velocidade de corte (vc): uma alteração na velocidade de corte causa alteração no avanço por dente se a velocidade de avanço não for alterada. Dessa forma, quando alterarmos a rotação de uma fresa visando alterar a velocidade de corte teremos uma alteração de avanço por dente para podermos preservar a vida da ferramenta, porque como já foi visto, se alterarmos a velocidade de corte sem alterarmos a velocidade de avanço provocaremos uma redução na espessura do cavaco provocando uma elevação da potencia e pressão de corte comprometendo a vida da ferramenta; A velocidade de corte tem influencia significativa na temperatura do corte, devido à abrasão e no aumento do impacto da aresta cortante causador dos lascamentos e trincas nas ferramentas. - Numero de dentes (z): deve-se manter o mesmo avanço por volta com ferramentas de passo grande utilizaremos uma potencia menor do que com passo pequeno. Mas de maneira geral outros fatores influenciam na escolha correta do numero de dentes de uma fresa tais como: material a ser usinado, tamanho da peça, estabilidade do conjunto maquina fresa, sistema de fixação, acabamento desejado, potencia de maquina. 2.4 Posição da ferramenta no fresamento frontal No fresamento frontal, a posição do centro de simetria da fresa em relação a peça determina a região da ferramenta que primeiro receberá o impacto assim que se tiver iniciado o corte. Uma fresa com o centro de simetria posicionado dentro das 29 dimensões da peça assegura que o impacto da aresta de corte da ferramenta com a peça, ocorra numa posição favorável da ferramenta (parte interna da ferramenta). A Fig. 2.11(E; D) ilustra um fresamento frontal com o centro de simetria posicionado dentro da peça. Observa-se que o impacto ocorre na parte mais resistente da ferramenta. FIGURA 2.11 – Fresamento frontal (DINIZ, MARCONDES E COPPINI, 2013). Os maiores problemas ocorrem na região de saída do cavaco. Um cavaco espesso não tem apoio no ponto final de corte, possuindo tendência a curvar-se. Essa curvatura gera uma força de tração, levando a ferramenta a apresentar quebras. Um arco de contato grande produz maior tempo de corte, e por consequência, maior calor transferido para aresta de corte. Uma maneira de se obter cavacos mais espessos na entrada do corte e cavacos menos espessos na saída do corte é o deslocamento da linha de centro entre ferramenta e peça (WALTER, 2012). Observando-se uma relação prática, é recomendado que o diâmetro da fresa seja entre 20-50% maior do que a largura de corte (ae), e que a distância entre centros seja maior que zero, para atenuar os esforços. Porém, a utilização do deslocamento entre centros não deve ser tomada como regra, pois depende exclusivamente da condição da ferramenta. 30 2.5 Caracterização do acabamento superficial no fresamento Segundo Machado et al. (2009), a condição final de uma superfície usinada é resultado de um processo que envolve deformações plásticas, ruptura, recuperação elástica, geração de calor, vibração, tensões residuais e, às vezes, reações químicas. Todos esses fatores podem ter efeitos diferentes na nova superfície, de forma que o termo integridade superficial não pode ser definido apenas em uma dimensão e abrangendo mais que a textura da superfície ou a sua forma geométrica. Segundo Grzesik (1996), uma superfície usinada por processo de corte convencional, tal como torneamento ou fresamento, consiste de irregularidades inerentes a ação da ferramenta de corte as quais são comumente definidas como rugosidade superficial. Boothroyd e Knight (1989), afirmam que a rugosidade superficial final obtida durante uma operação de usinagem pode ser considerada como a soma de dois efeitos independentes: a rugosidade superficial “ideal”, a qual é um resultado da geometria da ferramenta e do avanço da ferramenta. Sendo a rugosidade “natural”, aquela resultado de irregularidades da operação de corte. Machado et al. (2009) afirmam que a rugosidade pode ser medida por vários parâmetros, os quais são classificados como: Parâmetros de amplitude, correspondendo a altura de picos e profundidade de vales; Parâmetros de espaço, determinados pelo espaçamento do desvio do perfil ao longo da superfície; Parâmetros híbridos relativos a combinação dos dois primeiros. Os parâmetros mais utilizados para quantificar a rugosidade nos processos de usinagem convencionais são a Rugosidade média (Ra), a Rugosidade total (Rt) e a Rugosidade máxima (Rz). Pela Fig. 2.12, pode-se observar a Rugosidade total teórica (RtT) relacionando-a com o avanço (f) e com o raio de ponta da ferramenta (rε). Deve-se salientar que, na prática, há outros fatores além dos parâmetros do processo e da geometria da ferramenta que influem na rugosidade, de forma que o valor real desta variável será possivelmente maior que o valor teórico. 31 FIGURA 2.12 - Perfil teórico de rugosidade obtida no torneamento (adaptado de DINIZ, MARCONDES E COPPINI (2013) e BOOTHROYD e KNIGHT, 1989) 2.6 Uso do fluido de corte na usinagem De acordo com a pesquisa realizada pela Revista Máquinas e Metais (2009), com o objetivo de obter informações sobre quantidade, tipos e idades de maquinas ferramentas de comando numérico computadorizado (CNC) em uso nas fabricas, foi constatado que os sistemas de refrigeração com base na emulsão ainda são usados em grande quantidade, gerando elevados custos de consumo e de descarte além de prejuízo ambiental. De acordo com a publicação, os custos com refrigeração representam cerca de 15% do custo de usinagem e quase quatro vezes mais que os gastos com ferramentas. Em vista disso alguns trabalhos têm sido desenvolvidos para reduzir este ônus causado pelo uso deste tipo de refrigeração em usinagem: a usinagem a seco, a usinagem com mínima quantidade de lubrificação (MQL) e a usinagem com ar resfriado. Usinagem a seco: Já vem sendo utilizado em operações de brocheamento, usinagem de engrenagem e em centros de usinagem. Usinagem de ar resfriado: Neste sistema o ar entra no sistema com uma vazão de aproximadamente 2,2(m³/mim) com pressão de 6,5 a 7kg/cm² e temperatura inferior a 40°C, saindo com 1,7 m³/mim, pressão de 2 kg/cm² e temperatura de -30°C. O fato de não se utilizar meios auxiliares de corte, não gera fumaça e minimiza efeitos insalubres, sem falar na eliminação de descartes. 32 Usinagem com refrigeração por névoa: Um sistema direciona uma névoa de partículas no ponto de contato entre a ferramenta de corte e a peça. O lubrificante e o fluido refrigerante são misturados em um fluxo de ar de alta pressão, criando uma névoa que mantém ferramenta e peça refrigerada possibilitando aumento na velocidade de corte. Devido à evaporação da névoa devem-se utilizar coletores de névoa para não contaminar o ambiente. Na pesquisa citada acima, constatou-se que somente 18,5% utilizam-se deste sistema. Sistema MQL: O lubrificante é dosado precisamente para onde é necessário. Neste sistema pulveriza-se uma mistura fina de óleo e ar diretamente na área de corte, reduzindo em 50% o nível de emissões quando comparado à lubrificação por abundancia. Neste método, tanto a peça como a ferramentas e cavaco permanecem secos após a usinagem, eliminando tratamentos posteriores. Neste sistema, obtem-se uma vida maior da ferramenta quando utilizadas maiores velocidades de corte. 2.7 Esforços na usinagem A força de usinagem tem relação direta com a velocidade de corte e, por este motivo, apresenta se a seguir alguns aspectos relacionados a este tema. A obtenção das forças presentes nos processos de usinagem possui grande importância, pelo fato de determinarem a potência necessária para o corte, sendo utilizadas no projeto de máquinas-ferramentas e também servirem como um indicativo da usinabilidade dos materiais, pois quanto maior a força empregada, mais difícil tende a ser a usinagem do material. Esta medição normalmente ocorre por meio do emprego de dinamômetros extensométricos ou piezelétricos (MACHADO et al., 2009). Para Ferraresi (1977), a melhor forma de avaliar as forças que agem em uma ferramenta esta contida na norma Din 6584 que, de forma simplificada, decompõem as forças que atuam em um ponto. As forças de usinagem serão consideradas agente em direção e sentido sobre a ferramenta. – Força de usinagem (Fu): É a força de usinagem que atua sobre uma cunha cortante. As componentes da força de usinagem são obtidas através da projeção da força Pu sobre estes planos de usinagens mediante a decomposição ortogonal. Componentes de força de usinagem no plano de trabalho. 33 – Força ativa (Ft): É a projeção da força de usinagem sobre plano de trabalho. – Força de corte (Fc): É a força principal de corte, é a projeção da força de usinagem sobre a direção de corte (vc). – Força de avanço (Ff): É a projeção da força de usinagem sobre a direção de avanço (vf). – Força de apoio (Fap): É a projeção da força de usinagem sobre a direção perpendicular á direção de avanço situada no plano de trabalho. A força de usinagem (Fu) é a soma vetorial das forças presentes no processo de usinagem. Estas forças são classificadas, segundo Ferraresi (1977) e Diniz, Marcondes e Coppini (2013), em forças ativas (Ft) e passivas ou de profundidade (Fp). A força de usinagem ainda pode ser decomposta em força de corte (Fc), força de avanço (Ff) e força de apoio (Fap). A Fig. 2.13 apresenta estas componentes da força de usinagem e em seguida é feita uma breve definição de cada uma delas. Além destas forças ativas, a força passiva apesar de não contribuir para a potência de usinagem, é importante por ser responsável pela deflexão elástica da peça e da ferramenta durante o corte. Dessa forma, ela é definida como uma projeção da força de usinagem perpendicular ao plano de trabalho. Vale ressaltar que estas definições estão baseadas na norma DIN 6584 (DINIZ, MARCONDES E COPPINI, 2013). FIGURA 2.13 - Força de usinagem e suas componentes para o processo de fresamento. ( adaptado de FERRARESSI, 1977) Apesar deste número de componentes de forças derivadas da força de usinagem, durante o processo de usinagem, a força de corte é considerada 34 dominante (BLACK, 1989). Deste modo, muitos artigos referem-se à queda na força de corte durante o aumento na velocidade de corte, ao invés de utilizar o termo força de usinagem, mesmo elas possuindo uma relação direta. Segundo Flow e Komanduri (1989), a força de corte diminui com o aumento da velocidade de corte até um valor mínimo, o qual e atingida a uma determinada velocidade, além desta velocidade característica a força tende a aumentar lentamente. Um exemplo é a usinagem do aço AISI 4340, em que a força de corte diminui até uma velocidade de aproximadamente 1500 m/min. Acima desta velocidade, a força começa a crescer. Outro exemplo foi observado para o caso do Alumínio 6061-T6, o qual exibiu uma redução na força de corte até um valor de aproximadamente 3000 m/min para a velocidade de corte, a partir da qual a força aumenta lentamente. Em contradição aos resultados apresentados acima, a usinagem do titânio apresenta os valores de força de corte praticamente invariáveis com a elevação da velocidade. Atualmente, muitos resultados têm convergido para uma queda na força de corte com o aumento da velocidade de corte. Segundo Toh (2006), a principal razão deste acontecimento é o aumento da temperatura na região de corte, o que ocasiona a redução do limite de escoamento do material, além da diminuição da espessura do cavaco e redução do comprimento de contato entre a ferramenta e o cavaco. No processo de fresamento, a potência de corte consumida na operação varia a todo instante, devido à variação do número de dentes no corte e à espessura do cavaco. Assim, tanto no fresamento cilíndrico tangencial como no fresamento frontal, a potência média de corte é calculada com um valor médio da resistência específica de corte (Ks), utilizando-se um valor médio para espessura do cavaco (DINIZ, MARCONDES E COPPINI (2013); KRABBE, 2006). A pressão específica de corte é um parâmetro importante para se determinar a potência necessária para uma operação de usinagem. Segundo Krabbe (2006), seu valor é determinado como sendo a força tangencial necessária para cortar um cavaco com uma seção de um milímetro quadrado. 35 No fresamento, existem vários fatores que influenciam no consumo de potência. De acordo com Krabbe (2006), existem também, diversas maneiras extremamente complicadas de se calcular a potência necessária para o fresamento. Uma aproximação para a potencia em função da quantidade de material removida no tempo e da pressão específica de corte média pode ser dada pela expressão (2.2). Pc Ks m .a p .a e .z c .v f 60.10 6 kw (2.2) Onde: ap (mm): Profundidade de Corte ae (mm): Largura de Corte vf(mm/min): Avanço da Mesa Ks (MPa): Coeficiente de Força Específica de Corte η: Coeficiente da Eficiência da Máquina Pc (kw): Potência de Corte Efetiva Zc: Número de arestas de corte. 2.8 Analise de variância Para melhor entendimento do planejamento experimental e das ferramentas estatísticas utilizadas, é importante destacar alguns conceitos (MONTGOMERY, 2012): a) Variáveis dependentes: respostas das propriedades de interesse, por exemplo, a rugosidade (Ra) de uma superfície; b) Variáveis independentes: fatores ou parâmetros que influenciam a resposta, por exemplo, a velocidade de corte (vc); c) Níveis: valores dos fatores a serem estudados, sendo que cada valor escolhido representa um nível; d) Codificação dos fatores: para simplificar o planejamento de experimentos e aumentar a precisão na análise estatística, é conveniente codificar os fatores em um sistema de coordenadas adimensionais. Por exemplo, quando se tem dois níveis de profundidade: 36 1 mm e 2 mm, para o nível mais baixo (1 mm) é dado o valor codificado de “ 1” e, para o nível mais alto (2 mm), o valor codificado de “ +1” . Para o valor intermediário (médio), é estabelecido o valor codificado de “ 0” ; e) Delineamento de experimentos: sequência dos experimentos a serem realizados, obtidos por ferramentas de planejamento de experimentos, na qual são incluídas combinações dos níveis dos fatores a serem estudados; f) Aleatorização: realização de experimentos delineados em uma sequência casual, aumentando-se com isto a probabilidade de eliminação dos efeitos dos fatores não considerados no delineamento e melhorando-se a analise dos resultados; g) Replicação: com isso é possível obter a estimativa do erro experimental, com o qual é possível verificar se as diferenças observadas nos dados são estatisticamente significativas. Também permite a obtenção de uma estimativa mais precisa dos efeitos dos fatores; h) Blocagem: tem o objetivo de aumentar a precisão de um experimento. Em certos processos, pode-se controlar e avaliar, sistematicamente, a variabilidade resultante da presença de fatores conhecidos que perturbam o sistema, porém, não se tem interesse de estudá-los. Assim, a blocagem é usada, por exemplo, quando o tempo entre os experimentos causou mudanças nas condições de ensaio, na presença de lotes diferentes de um mesmo material ou de ensaios realizados por diferentes indivíduos. i) Efeito de um fator: é a variação da magnitude da resposta em função dos níveis inferior e superior de um fator. j) Efeito principal: é a média dos efeitos de um fator nos níveis de outro fator. k) Fatores significativos: fatores que têm influência sobre as respostas. l) Fatores não significativos: fatores que, dentro dos intervalos considerados, não apresentam efeito significativo sobre as respostas. Para as pesquisas que envolvem diversas variáveis independentes e dependentes, faz- se necessário utilizar técnicas estatísticas, de modo a se obter conclusões em relação à dependência das respostas de interesse em função das variáveis analisadas. Segundo Box, Hunter e Hunter (1978) essas técnicas estatísticas podem ser aplicadas para: a) Avaliação e comparação de configurações básicas de projeto; 37 b) Avaliação de diferentes materiais; c) Seleção de parâmetros de projeto; d) Determinação de parâmetros de projeto que melhorem o desempenho de produtos; e) Obtenção de produtos que sejam fáceis de fabricar, projetados, desenvolvidos e produzidos em menos tempo e que tenham melhor desempenho e confiabilidade que os produzidos pelos competidores. O planejamento de experimentos utilizando ferramentas estatísticas permite a execução de experiências de maneira econômica e eficiente. Ou melhor, ajudam a economizar tempo e dinheiro, visto que conduzem à objetividade da analise dos resultados. Lembrando, que esses métodos não substituem o conhecimento, a criatividade e o bom senso do executor (BOX, HUNTER E HUNTER, 1978). Antes de iniciar os ensaios experimentais, com base nos conceitos acima, faz-se necessário a definição de alguns fatores: a) variáveis envolvidas nos experimentos; b) faixa de variação das variáveis independentes; c) níveis escolhidos para essas variáveis; d) planejamento experimental. Na etapa de planejamento experimental, deve ser considerado o tamanho da amostra (número de repetições), a seleção da ordem de execução dos experimentos e a possibilidade ou não de fazer a blocagem. 2.9 Características da liga Alumínio-silício Quando se associa a crescente demanda por produtos de maior qualidade e durabilidade aos requisitos de redução de consumo de matérias-primas, o alumínio e suas ligas aparecem como alternativa bastante atrativa. O uso desses materiais, principalmente em substituição ao aço e ao ferro fundido, permite a redução de peso do componente, a redução das perdas por corrosão e o aumento do potencial de reciclagem. O considerável crescimento do consumo desses materiais ao longo dos últimos anos é um bom indicador dessa tendência. As principais limitações do alumínio referem-se à resistência mecânica e dureza, que são relativamente baixas, 38 mas que podem ser melhoradas pela adição de elementos de liga e por meio de tratamentos térmicos específicos. Assim, justifica-se o crescimento do emprego das ligas de alumínio em um grande número de aplicações, inclusive naquelas sujeitas a severas solicitações mecânicas (INFOSOLDA, 2008). De acordo com a ABAL (2010), o sucesso comercial no desenvolvimento de ligas de alumínio data do descobrimento do fenômeno de “envelhecimento” de ligas metálicas, em 1906. O envelhecimento de ligas de alumínio que continham magnésio e silício como elementos de liga conduziu também, ao desenvolvimento das principais ligas estruturais para aplicações gerais de engenharia. As ligas fundidas de alumínio exibem vantagens decisivas que levaram ao seu uso geral e amplo. Dentre as vantagens das ligas de alumínio, destacam-se algumas tais como (ABIFA, 2008): Redução de peso dos componentes; Melhor absorção de vibração; Boa resistência à fadiga, ductilidade, resistência à formação de trincas a quente; Ausência de fragilização a temperaturas muito baixas; Boa resistência ao desgaste; Alta condutividade térmica, dentre outras. Segundo Garcia (2001) cerca de 50% das ligas de alumínio utilizadas na indústria de fundição consiste de ligas do sistema alumínio-silício. A ampla utilização de ligas desse sistema deve-se à combinação de diferentes características físicas e mecânicas, tais como: elevada fluidez, pequena contração na solidificação, resistência à corrosão, soldabilidade e boa relação resistência/peso, dentre outras. É importante ressaltar que as ligas do sistema Al-Si, em virtude de suas propriedades físicas e mecânicas, são utilizadas para a fabricação de peças fundidas, como por exemplo, pistões para motores de automóveis e aviões. Entretanto elas também encontram algumas aplicações, tais como: produtos trabalhados, metais de adição para soldagem (caso da liga 4043), podendo também ser usadas para a fabricação de pistões forjados e em algumas aplicações arquitetônicas (INFOMET, 2008). De acordo com Moreira e Fuoco (2008), as principais aplicações dessas ligas envolvem peças de uso geral, coletores de 39 admissão, cabeçotes e blocos de motor, pistões e rodas automotivas, peças estruturais para a indústria aeroespacial e componentes de suspensão. O amplo uso das ligas Al-Si, em aplicações nas quais a qualidade da estrutura resultante da solidificação é muito importante, está relacionado com as características que o seu principal elemento de liga, o silício, confere às primeiras. O silício propicia a redução da contração durante a solidificação, reduz a porosidade nas peças fundidas, reduz o coeficiente de expansão térmica e melhora a soldabilidade (INFOMET, 2008). Além destas características, pode-se citar o aumento da fluidez, da fundibilidade, da resistência mecânica e da resistência às trincas de solidificação (FURLAN, 2008). O diagrama de equilíbrio de fases do sistema Al-Si é um eutético simples, como apresentado na figura 2.14. O sistema Al-Si, com solubilidade sólida limitada em ambas as extremidades, forma um eutético simples à temperatura de 577ºC para um teor de 12,6% em peso de silício. As ligas com menores teores de Si (5 a 7% Si) são normalmente empregadas para a fundição em moldes de areia, e ligas de maior teor (9 a 13% Si) são normalmente utilizadas em moldes permanentes ou sob pressão (HATCH, 1990). Figura 2.14 - Diagrama de fases Al-Si (Murray & MCAlister, 1998). Dependendo da quantidade de Si, as ligas são classificadas em: ligas hipoeutéticas (Si < 12,6%), ligas eutéticas (12,6% de Si) e ligas hipereutéticas (Si > 40 12,6%). Estas ligas são as mais usadas nos processos de fundição em areia, coquilha e fundição sob pressão (ROSSI, 2004). A maior parte das ligas de alumínio são polifásicas, isto é, formadas de uma matriz (solução sólida) e de fases precipitadas. A quantidade, tamanho, forma e distribuição destes precipitados dependem da composição química, do processo e técnica de fundição e dos tratamentos térmicos adotados (ROSSI, 2004). As ligas hipoeutéticas (teor de silício menor que 12,6%) são formadas por uma fase primária de alumínio com morfologia dendrítica e do eutético Al-Si. Os vazios entre esses ramos dendríticos são preenchidos por fases intermetálicas e pela estrutura eutética. O eutético Al-Si é do tipo anômalo, porque as características de crescimento do alumínio e do silício eutéticos são não-facetado e facetado, respectivamente (GRUGEL, 1993; ROSSI, 2004; PERES et al, 2005; MOREIRA e FUOCO, 2008; FURLAN, 2008). 2.9.1 Aplicações da liga A356 A liga de alumínio A356 é usada extensivamente em componentes de manufatura para indústria automotiva e aeroespacial devido a suas propriedades físicas e mecânicas (HERNÁNDEZ-PAZ; PARY; GRUZLESKI, 2004). As ligas de Al-Si-(Mg,Cu) são excelentes materiais candidatos para componentes estruturais de indústria automotiva e aeroespacial pelo seu baixo peso, que permite uma elevada capacidade de carregamento e, por sua comparável boa usinabilidade (CHAUDHURY; APELIAN, 2005). São utilizados em muitas aplicações estruturais que requerem uma alta resistência a baixo peso (SHIVLUMAR; RICCI; KELLER; APELIAN, 1990), alta resistência e tenacidade ao impacto, baixo coeficiente de expansão térmica e boa resistência a corrosão (MADELAINE-DUPUICH, 1996 apud MA; SAMUEL, 2004). Entretanto, para obter melhores propriedades, as ligas de alumínio têm que ser tratadas termicamente. Os componentes em alumínio podem ser reciclados com um nível relativamente baixo de consumo de energia. Ligas do tipo AlSiMg apresentam boa fundibilidade e a adição de Mg fazem delas tratáveis termicamente (PEDERSEN; ARNBERG, 2001). Alguns exemplos de aplicações são: 41 - Liga 356.0: peças de bomba de aeronave, caixa de transmissão automotiva, acessórios e peças de controle de aeronave, blocos cilíndricos refrigerados a água. Outras aplicações onde a excelente fundibilidade e boa soldabilidade, estanqueidade e boa resistência a corrosão são requeridos. - Liga A356.0: estrutura de aeronave e controles de motor, instalações de energia nuclear e outras aplicações onde alta resistência são requeridos (METALS HANDBOOK, 2004). 2.9.2 Propriedades da liga A356 2.9.2.1 Propriedades Físicas A tabela 2.1 mostra algumas das propriedades físicas da liga. TABELA 2.1 – Propriedades Físicas da Liga 356 (METALS HANDBOOK, 2004). Características Densidade Calor Específico Calor latente de fusão Temperatura Liquidus Temperatura Solidus Temperatura de Fusão Temperatura de Vazamento Massa Térmica 2,685g/cm3 ~20°C 963J/Kg.K~100°C 389 KJ/Kg 615°C 555°C - Fabricação 675°C a 815°C 675°C a 790°C 2.9.2.2 Composição Química Os limites máximos para composição das ligas 356 e A356 estão apresentados na tabela 2.2. TABELA 2.2 – Limite de Composição da liga 356 % em peso (METALS HANDBOOK, 2004). Si 356.0 A356.0 6,5 - 7,5 6,5 - 7,5 Mg Cu 0,20 - 0,45 0,25 0,25 - 0,45 0,20 Mn Fe 0,35 0,10 0,60 0,20 Zn Ti 0,35 0,25 0,10 0,20 Outros (cada) Outros (total) 0,50 0,05 0,15 0,15 42 2.9.2.3 Elementos de ligas Os elementos de liga afetam significativamente as ligas de alumínio. Isto ocorre porque variações na composição podem influenciar a viscosidade, tensão superficial, intervalo de solidificação e o modo de solidificação das ligas. A fluidez do alumínio puro decresce rapidamente com a diminuição da pureza do metal. (RAVI, K.R. et al, 2007) O efeito do ferro, silício e do titânio quando adicionados em pequenas quantidades independentemente e combinados com alumínio de alta pureza (99,9 – 99,7%) é apresentado na figura 2.15. Os resultados mostram que o silício foi o elemento que mais contribuiu para a redução da fluidez, a influência do ferro é pequena enquanto a do titânio é intermediaria. A grande diferença observada entre a fluidez do alumínio de alta pureza e a do comercial se dá em função da presença de silício. As ligas estudadas podem ser classificadas em dois grupos, um deles não contendo silício, apresentando boa fluidez e estruturas colunares, e outro contendo silício, apresentando boa fluidez e estruturas equiaxial. (RAVI, K.R. et al, 2007). Figura 2.15 – Efeito dos elementos de liga na fluidez do alumínio puro vazado em molde de areia, usando diferentes temperaturas de superaquecimento. (RAVI, K.R. et al, 2007) 2.10 Usinabilidade do Alumínio De um modo geral, usinabilidade pode ser definida como uma grandeza tecnológica que expressa, por meio de um valor numérico comparativo (índice de 43 usinabilidade), um conjunto de propriedades de usinagem de um material em relação a outro tomado como padrão” (FERRARESI, 1977). Ao longo do século passado, a produção mundial das ligas de Alumínio saltou de cerca de 45mil toneladas para mais de 25 milhões de t/ano. Um dos fatores que tem acelerado este crescimento é a grande capacidade das ligas de Alumínio de substituírem os aços e ferros fundidos na fabricação de peças (podendo alcançar a mesma resistência destes materiais, porém com menor peso), além da alta resistência à corrosão, dureza e tenacidade. Essas características das ligas de Alumínio as tornam de grande aplicação na indústria aeronáutica e automobilística, principalmente as que contêm cobre, magnésio, manganês e Silício, tratáveis termicamente e encruáveis. Sua aplicação na indústria metal-mecânica tem também um apelo ecológico, uma vez que a redução de peso contribui para reduzir o impacto ambiental com menor consumo energético. A intensa presença das ligas de Alumínio na indústria automobilística e aeronáutica faz com que a usinagem das mesmas seja uma atividade de produção muito importante. Comparada aos aços, de maneira geral, as ligas de Alumínio são consideradas fáceis de usinar. Porém, características e propriedades mecânicas de alguns grupos de ligas de Alumínio, associados com as condições de corte, podem comprometer sua usinabilidade. Por exemplo, grupos de ligas de Alumínio com alta pureza ou com alto teor de Silício, tendem a apresentar altas temperaturas e forças de usinagem, acabamento superficial ruim, difícil controle do cavaco e altas taxas de desgaste e lascamentos. A usinabilidade das ligas de Alumínio, portanto, está intimamente ligada às propriedades físicas e mecânicas destas ligas. Muitos estudos têm sido conduzidos para investigar a influência de fatores e condições de corte sobre as características de usinabilidade (forças, temperatura e potência de corte; taxas de desgaste, controle do cavaco e integridade). Em todas essas pesquisas é peculiar a investigação das características de usinabilidade para uma ou duas ligas de Alumínio com propriedades mecânicas distintas. Não existem, entretanto, pesquisas que relacionem a usinabilidade com uma faixa ampla de propriedades mecânicas. 44 CAPÍTULO 3 3 MATERIAIS E MÉTODOS 3.1 Máquina e equipamentos utilizados nos ensaios. Os ensaios de fresamento frontal da liga de Alumínio-Silício A356 foram realizados no laboratório de processos de fabricação por usinagem do DEMEC/UFSJ, utilizando-se de um Centro de Usinagem DISCOVERY 560 – ROMI. O centro de usinagem CNC (Comando Numérico Computadorizado) pode ser visualmente comparado a uma fresadora CNC, mas as diferenças de programação são facilmente notadas após breve conhecimento das máquinas para uma justa comparação. O centro de usinagem faz claramente a função de uma fresadora CNC, mas o contrario torna-se pouco provável, dependendo do tipo de operação. Diferente da fresadora, o centro de usinagem trás uma série de ciclos que facilitam a programação, reduzindo significativamente o número de linhas de um programa. Os ciclos consistem basicamente em executar uma operação completa com apenas uma linha de comando e podem ser de diferentes tipos de usinagen: mandrilamento, furação direta, furação com quebra de cavaco, roscamento com macho, roscamento com interpolação de ferramenta, etc. Algumas Características do Romi Discovery 560 Centro de Usinagem são; Precisão de Posicionamento – 0,006mm; Repetitividade – 0,0025mm; Sistema de coordenadas com 4 eixos: “X, Y, Z e A” Avanço máximo nos eixos “X” e “Y” – 30m/min.; Avanço máximo no eixo “Z” – 20m/min.; Rotação máxima do eixo árvore – 10000 rpm; Plano de trabalho “X” e “Y” – 560mm x 400mm; Placa de Rotação do eixo “X” – 4º eixo (“A”); Magazine para 22 ferramentas com trocas automáticas; conforme mostrado na Fig. 3.1. 45 FIGURA 3.1 - Centro de Usinagem DISCOVERY 560 O material a ser ensaiado foi fixado em um dispositivo anexo ao sistema de monitoramento constituído de dinamômetro piezoelétrico estacionário Kistler 9272 com quatro canais, um amplificador de sinais Kistler 5070A e o software DynoWare, também fornecido pela Kistler (FIGURA 3.2 (a, b e c)). O sistema de aquisição de forças composto por estes equipamentos foi interligado com um microcomputador com processador Intel Pentium Dual Core 2.2GHz com 2GB de memória RAM. FIGURA 3.2 – Montagem do Dinamômetro (a) Dinamômetro Kistler 9272; (b) amplificador de carga Kistler 5070A; (c) software kistler DynoWare. Fonte própria. A analise micrográfica do material foi realizada no microscópio Olympus BX 51 que tem um sistema óptico UIS (Sistema Infinito Universal) e de tecnologia de fluorescência avançada ou contraste de interferência diferencial DIC (Normarski) 46 com câmera SC30 com objetiva de 50x, 100x, 200x, 500x e 1000x e software Stream motion para análise da microestrutura, Fig. 3.3 e Fig. 3.4. a b FIGURA 3.3 – corpos de prova (a),corpos de prova embutidos (b). Fonte própria. FIGURA 3.4 – Microscópio Olympus BX 51. Fonte própria. Para realizar as medições de rugosidade, os corpos de prova foram posicionados sobre uma mesa de desempeno retificada para proporcionar maior paralelismo e o suporte da agulha do rugosímetro, foi fixado a uma base para proporcionar a devida altura para medição e dar maior flexibilidade no manuseio conforme figura 3.5. Os parâmetros de rugosidade serão medidos na região inicial e final do corpo de prova usinado (três réplicas). 47 FIGURA 3.5- Rugosímetro surftest SJ-400 Mitutoyo. Fonte própria. 3.2 Ferramenta de corte utilizada nos ensaios. A ferramenta de corte utilizada nos ensaios é de metal duro, a escolha se deu devido à pesquisa na literatura sobre fresamento de materiais não ferrosos, com isso foi possível observar o desempenho da ferramenta de metal duro nos ensaios de corte da liga de alumínio-silício A356. Segundo Cavaler (2003), as ferramentas mais adequadas para a usinagem de moldes e matrizes de materiais não ferrosos são as fresas de ponta esférica e de topo reta, ambas maciças em metal duro revestido. As ferramentas de metal-duro para moldes e matrizes apresentam gumes reforçados e ângulos de saída neutros. Para a escolha da ferramenta de metal duro foi utilizado o catalogo de ferramentas da empresa Sandvik Coromant. Seguindo o catálogo, primeiro é feito a escolha da classe de acordo com o material a ser usinado, mostrado na figura 3.6. Como é possível observar a classe escolhida é classe N indicada para materiais não ferrosos. FIGURA 3.6- Classes de ferramenta de acordo com o material. Catálogo Sandvik (2012). Depois de escolhido a classe, uma subclasse é escolhida de acordo com o revestimento da ferramenta de corte aliada ao tipo de alumínio a ser usinado. Porém 48 o catalogo não especificava um subclasse especifica para o alumínio-silício. Então foi designado à subclasse CT530. A subclasse CT530 é baseada em carbonetos e nitretos de titânio. O elevado grau de partículas duras de titânio confere à classe uma boa dureza ao calor e uma baixa tendência para reagir com o material abrasivo. Os grãos finos conferem à classe a capacidade de manter arestas vivas por longo tempo. Possui dureza em torno de 1490 HV, da classe ISO P20 / H25, indicada para operações de fresamento leve, principalmente quando se deseja usinagem sem refrigeração. A elevada resistência desse material à deformação plástica, à abrasão e à formação de aresta postiça de corte permite que as operações possam utilizar variada gama de velocidade de corte com manutenção da vida da ferramenta e do acabamento superficial da peça (Catalogo Sandvik, 2012). A especificação da ferramenta segundo o catalogo da Sandvik (2002) foi R390-11T304M-KM, classe CT530, como mostra a figura 3.7. Ainda, a cobertura pelo processo PVD agrega resistência ao desgaste e as tensões de compressão das coberturas também agregam tenacidade à aresta e resistência contra trincas térmicas. FIGURA 3.7- Caixa de com 10 ferramentas de metal duro. Sandvik (2012). O porta ferramenta também foi selecionado de acordo com o catalogo da sandvik, conforme mostra a figura 3.8. Foi determinado o porta ferramenta de código R390-020A20-11L, com ângulo de posição 90°, Ø20 e 02 arestas. 49 FIGURA 3.8- Especificação dos portas-ferramenta. Sandvik (2012). O porta-ferramenta como se pode observar na figura 3.8 e 3.9 possui 20mm de diâmetro, pesando 0.4 Kg, com inclinação da ferramenta de corte de 10,27°, comprimento de 110 mm e ap de 10 mm. FIGURA 3.9- Características do porta-ferramenta. Catalogo da Sandvik (2012). 3.3 Corpos de prova. A placas da liga de AlSi (A356), fundida e fornecida pela empresa Microfund indústria e comercio Ltda, cuja composição esta mostrada na tabela 3.1, com 50 variações mínimas como recomendações da norma, são de dimensões 450mm de comprimento, 330mm de largura e 40mm de espessura, conforme Fig. 3.10 Destas placas foram cortados e fresados os corpo de prova de seção quadrada de 40 mm x 40 mm mostrados na Fig 3.11. TABELA 3.1 - Composição química da liga de Al-Si A356.0. Si Norma A356.0 6,5 - 7,5 Real 6,87 Mg Cu Mn 0,25 - 0,45 0,29 0,2 0,011 0,1 0,001 Fe Zn 0,2 0,1 0,15 0,018 Ti 0,2 0,087 Outros Outros (cada) (total) 0,05 0,15 FIGURA 3.10 – Placa de Alumínio de dimensão 450mm x 330mm x 40mm. Fonte própria. FIGURA 3.11 – Corpos de prova. Fonte própria. 3.4 Variáveis aplicadas nos ensaios. Para os ensaios, optou-se por fatores de controle (variáveis de influência) bem como seus respectivos níveis, o avanço por dente (fz), a penetração de trabalho (ap), a velocidade de corte (vc) e o meio lubro-refrigerante conforme tabela 3.2. 51 TABELA 3.2 – Fatores de controle e níveis adotados Fator de Controle Unidade Níveis Especificações Avanço por dente (fz) mm/rot 3 0,08 – 0,12 – 0,16 Velocidade de corte (vc) m/min 2 500 e 600 2 Emulsão 5% e 10% Lubi-refrigeração A utilização de técnicas estatísticas somadas à metodologia de pesquisa proporciona resultados com elevados níveis de confiabilidade e redução dos custos envolvidos no processo. Segundo Poulachon et al. (2001), um cuidadoso planejamento experimental permite uma análise estatística dos resultados com elevado grau de confiabilidade, sendo possível considerar as variabilidades do material. Segundo Campos (2003), o planejamento de experimentos é a constituição de um conjunto de técnicas estatísticas para a estruturação de uma metodologia que vise planejar, executar e analisar experimentos. Este planejamento permite determinar a melhor combinação das variáveis para a obtenção da resposta desejada. Os efeitos de cada fator, bem como os efeitos da interação entre os mesmos sobre as variáveis de resposta escolhidas serão analisados através de um Planejamento Fatorial aleatorizado por níveis com 95% de confiança e três réplicas. A análise de variância (ANOVA) permite-nos decidir pela diferença ou não de hipóteses a serem analisadas para as variáveis de respostas, podendo ser diferenças entre as médias, se maiores, menores, etc. As forças foram monitoradas em todos os experimentos, as variáveis de resposta do processo de fresamento frontal para os ensaios realizados foram a força de corte (Fc), indiretamente monitoradas pelo momento torçor (Mt), e a força de avanço (Ff), conforme tabela 3.3. 52 TABELA 3.3– Variáveis de resposta para o Fresamento Variáveis de resposta Unidade Tipo Momento Torçor (Mt) Nm Quantitativa Força de passiva (Fp) N Quantitativa Força de avanço (Ff) N Quantitativa Rugosidade média (Ra) µm Quantitativa Rugosidade máxima (Ry) µm Quantitativa Com o sistema de aquisição empregado, pode-se fazer um estudo das forças de avanço (eixo y) e passiva (eixo z). A força passiva não é responsável pela remoção de material e sim pela precisão dimensional e deformações da ferramenta ou portaferramenta. A figura 3.12 mostra a peça presa a um dispositivo preso no dinamômetro que coleta os dados da força durante o corte que e transformado e enviado para o microcomputador em forma de dados para analise FIGURA 3.12- Corpo de prova preso ao dinamômetro. Fonte própria. Na pesquisa, optou-se por manter constante o volume de material usinado e, para isso, foi necessário variar o ajuste da fresa ap (mm) para cada condição de corte com avanço fz (mm/rot.z) e velocidade de corte vc (m/min) utilizados. O modelo matemático que permite obter o volume de material retirado em um processo de fresamento frontal é dado pela Equação 1, em que Q (mm3/mim) é o volume de material retirado e ae (mm) a largura de corte. Ver Fig. 3.13. 53 Q = vf * ap * ae = fz * z * n * ap * ae (3.1) FIGURA 3.13 - Fresamento frontal (SANDVIK , 2011) As velocidades utilizadas foram selecionadas levando-se em consideração o limite máximo de segurança da maquina e equipamentos utilizados na realização dos experimentos e, para uma única condição de lubro-refrigeração de cada vez, sendo todos os dados da tabela aplicados para as condições de 5% e 10% de concentração de lubro-refrigerante em agua, desta forma pode-se observar na Tabela 3.4 o arranjo para os ensaios realizados. TABELA 3.4 – Planejamento de experimentos para testes ap fz (mm) (mm/rot) 2,24 2,69 2,99 3,58 4,48 5,37 0,16 0,16 0,12 0,12 0,08 0,08 vc (m/min) n (rpm) vc (m/min) n (rpm) 500 7958 600 9549 Ens1 Ens2 Ens3 Ens4 Ens5 Ens6 Volume de cavaco (mm3/min) 130000 130000 130000 130000 130000 130000 54 CAPÍTULO 4 RESULTADOS E DISCUSSÕES Neste capítulo serão apresentados, sob a forma de tópicos, os resultados dos esforços de corte (Fc) obtidos para o fresamento frontal da liga de Alumínio-Silício A356, quando variados o avanço por dente (fz), a velocidade de corte (vc) e a concentração de lubrificante, mantendo-se constante a produção de peças, ou seja: o volume de cavaco produzido. As respectivas discussões serão descritas conforme necessidade, baseado no planejamento experimental e na revisão bibliográfica, que serviram de base para obtenção e análise dos resultados. A análise dos dados experimentais foi realizada com o auxílio de um procedimento estatístico denominado planejamento fatorial completo, que foi criada para gerenciar a análise e base de dados, caracterizando-se por uma aplicação em processos analíticos e experimentais, para as mais diversas áreas. A planilha trabalha com variáveis categorizadas, qualitativas e quantitativas, permitindo a formação de grupos que serão analisados, utilizando técnica apropriada para resumir as informações, adaptando qualquer tipo de variável ao caso estudado e armazenando as variáveis. Porém, vale ressaltar que a análise completa dos dados depende da criatividade e do conhecimento teórico e prático do usuário. Vale lembrar que as componentes Fx, Fy e Fz estão na direção de corte, direção de avanço da ferramenta e na direção da força passiva, ou seja, do eixo da maquina respectivamente. A figura 4.1 ilustra essa montagem. Figura 4.1 – Componente da força de corte no fresamento. Fonte própria. 55 4.1 Análises dos resultados 4.2 Metalografia da liga em estudo - A356 A liga de alumínio em estudo nesta pesquisa é denominada pela Norma ABNT NBR15975, onde adquirem suas propriedades na condição de fundida (em alguns casos, com tratamento térmico) e, consequentemente, um grupo diferente de ligas tem sido formulado para a produção de peças fundidas. As ligas empregadas nas aplicações gerais de engenharia frequentemente contêm silício para melhorar suas características de fundição, tais como fluidez (no vazamento) e resistência a trincas de contração (quando o metal quente se solidifica e se contrai). O material foi produzido pela empresa Microfund, é uma liga hipoeutéctica onde o teor em silício é aproximadamente 7%, segundo o diagrama de fases, a fracção de solução-sólida, ao nível do eutéctico ronda os 50% em peso, para uma temperatura aproximadamente 572ºC. A característica circular escuro é um defeito de fundição (um poro) causada pelo encolhimento de líquido durante a solidificação, podendo acarretar um maior desgaste nos insertos de usinagem, consequentemente causando um maior esforço de corte durante o processo de usinagem. A microestrutura caso contrário, consiste em placas cinza de silício em uma matriz branca que é rica em alumínio. Embora a liga seja ligeiramente hipoeutéticas na composição, há evidências de que começou com solidificação de alumínio primário (braços dendríticos de perfis de alumínio são visíveis). Isso ocorre porque a amostra não solidificou sob condições de equilíbrio. O equilíbrio da solidificação exigiria taxas de resfriamento lentas incomum na prática industrial. Ver as Fig. 4.2 (A) aumento 50% e Fig. 4.2 (B) 100%. A 50% B 100% Figura 4.2 - Microestrutura de uma liga Al-Si.Fonte própria. 56 O planejamento experimental final foi baseado na revisão bibliográfica e na experiência dos professores e profissionais da área. As variáveis dependentes analisadas foram: a) Momento Torçor e Força de avanço; b) Rugosidade da superfície usinada; 4.3 Variáveis de Usinagem As forças de usinagem foram medidas de acordo com o delineamento experimental e permitiram realizar a análise na seguinte ordem: a) Força de avanço (Ff); b) Momento Torçor (Mt); c) Força passiva (Fp); A análise dos resultados foi realizada através de uma planilha estatística considerando um Nível de Confiança de 95%. 4.3.1 Força de avanço (Ff) A força de avanço no fresamento frontal possui grande importância pelo fato de causar possíveis desvios na árvore da fresa, sendo utilizadas no projeto de máquinas-ferramentas e, também, como um indicativo da usinabilidade dos materiais, pois correlaciona com uma referência previamente observada na usinagem do material. Os resultados para a força de avanço máximas, medidos nos ensaios, podem ser verificados na tabela 4.1, como segue: Tabela 4.1 – Dados da força de avanço (N) fluido 5% fz 0,08 mm/rot fz 0,12 mm/rot fz 0,16 mm/rot vc 500 m/min 88,19 97,46 93,87 81,65 79,42 69,85 86,31 77,52 73,94 vc 600 m/min 78,96 80,29 79,21 67,37 67,13 69,19 66,46 66,5 56,89 vc 500 m/min vc 600 m/min fz 0,08 mm/rot 106,4 109,7 97,66 70,95 63,02 66,65 fluido 10% fz 0,12 mm/rot 85,6 89,42 92,01 66,38 61,8 58,59 fz 0,16 mm/rot 87,13 79,5 87,13 59,51 67,9 54,47 57 Com os dados da Tab. 4.1, pôde-se gerar a ANOVA da Tab.4.2 verificandose, pelo destaque em que Fcalc é maior que Ftab, que a força de avanço é dependente da variável velocidade de corte, do avanço por dente e, também, da interação múltipla entre a velocidade de corte e o meio lubro-refrigerante. TABELA 4.2 – Resultado da ANOVA para a força de avanço da fresa (N) SST SSi SSj SSk SSij SSik SSjk SSijk SSE 6837,228 GL 4041,781 1 1386,775 2 15,432 1 97,507 2 616,943 1 21,720 2 97,726 2 559,345 24 (i) vc F0i F0j F0k F0ij F0ik F0jk F0ijk (j) fz Fcalc F0, 5%,(i-1), (ijk(n-1) 173,422 4,260 29,751 3,403 0,662 4,260 2,092 3,403 26,471 4,260 0,466 3,403 2,097 3,403 (k) Fluido A força de avanço apresentou comportamento idêntico ao observado para o momento torçor, com efeito maior quando utilizados os menores níveis para estas variáveis de influência. Porém, apesar do meio lubro-refrigerante não afetar o esforço de avanço, sua interação com a velocidade de corte afeta, como pode ser observado na Fig. 4.3. É importante observar ainda que na interação entre o lubrificante e a velocidade de corte, para o caso de se reduzir os efeitos sobre a força de avanço sugere-se usinagem em velocidades maiores e maior concentração de lubrificante, ou seja emulsão com 10%. Interação múltipla entre a velocidade de corte e o meio lubro-refrigerante vc 500 m/min vc 600 m/min 834,510 748,210 632,000 Emulsão 5% 569,270 Emulsão 10% Meio Lubro-refrigerante com emulsão FIGURA 4.3 - Efeito da correlação entre a velocidade de corte e o meio lubrorefrigerante na força de avanço 58 4.3.2 Momento Torçor (Nm) Na tab. 4.3 estão expostos os valores para o momento torçor obtidos para os ensaios nas diversas condições de usinagem. Tabela 4.3 – Dados do Momento Torçor (Nm) fluido 5% fz 0,08 mm/rot fz 0,12 mm/rot fz 0,16 mm/rot vc 500 m/min 5,77 5,62 5,4 5,28 4,46 4,76 5,07 5,25 5,19 vc 600 m/min 4,49 4,52 4,94 4,21 4,06 3,57 3,91 3,45 3,66 vc 500 m/min vc 600 m/min fz 0,08 mm/rot 5,62 5,83 5,98 4,67 4,73 4,49 fluido 10% fz 0,12 mm/rot 4,88 5,07 4,76 4,03 4,36 4,33 4,97 3,94 fz 0,16 mm/rot 5,1 4,88 4 3,88 Da ANOVA, modelo estatístico fatorial com 5% de significância, cujos resultados estão mostrados na Tabela 4.4, pode-se observar que, para os níveis das variáveis de influência ensaiadas, a velocidade de corte, o avanço por dente, assim como, sua interação múltipla interferem no momento torçor da fresa, sendo mais expressiva quando utilizados os menores valores destas variáveis. O meio lubro-refrigerante (k) não influenciou os resultados do momento torçor, ou seja, não existiu efeito de lubrificação ou refrigeração que alterasse os níveis da força de corte nos ensaios realizados TABELA 4.4 – Resultado da ANOVA para o Momento Torçor (Nm) SST SSi SSj SSk SSij SSik SSjk SSijk SSE 15,574 9,662 4,047 0,101 0,371 0,049 0,031 0,183 1,131 GL 1 2 1 2 1 2 2 24 (i) vc F0i F0j F0k F0ij F0ik F0jk F0ijk (j) fz Fcalc 205,060 42,944 2,151 3,936 1,043 0,324 1,945 F0, 5%,(i-1), (ijk(n-1) 4,260 3,403 4,260 3,403 4,260 3,403 3,403 (k) Fluido Observa-se maior influência para a velocidade de corte, sendo mais significativo para o caso em que se usou profundidade de corte (ap) maior, ou seja, para a menor velocidade de corte. O resultado condiz com a teoria que mostra 59 resistência de corte maior para menores velocidades de corte. Porém, é importante salientar que o fato de se manter o volume de cavaco produzido com aumento da profundidade de corte (ap) contribuiu para aumentar do momento torçor. Quanto ao avanço por dente, a diferença foi observada para o menor avanço sendo que a análise estatística de contraste nos mostra que os níveis maiores de avanço apresentam a mesma resposta em momento torçor para a fresa. Para a interação múltipla entre os níveis de velocidade de corte e avanço por dente da fresa, pôde-se observar que os resíduas foram maiores quando se trabalhou com os menores níveis simultaneamente, conforme mostrado na Fig. 4.4. Interação múltipla entre a velocidade de corte e o avanço da ferramenta vc 500 m/min 34,220 27,840 fz 0,08 29,210 24,560 fz 0,12 vc 600 m/min 30,460 22,840 fz 0,16 Avanço por dente da fresa FIGURA 4.4- Efeito da correlação entre a velocidade de corte e o avanço da fresa no momento torçor da fresa 4.3.3 Força Passiva Os dados da força passiva se mostraram pequenos e não interferiram nos resultados das variáveis de respostas. 4.3.4 Rugosidade média (Ra µm) e (Ry µm) As rugosidades dos corpos de prova foram medidas na direção contrária ao avanço de usinagem. Foram feitas três medições em cada condição e, em seguida, calculada a respectiva média, com o objetivo de melhorar a confiabilidade dos resultados. Segue, na Tabela 4.5, os valores médios de rugosidade “Ra” e “Ry” medidos após usinagem. 60 Tabela 4.5 – Resultados das rugosidades média (Ra µm) e (Ry µm) Media 5% CP ENSAIO Ra Rz fz 1 4b 2,78 4,87 0,12 2 6c 2,89 5,07 0,08 3 5a 2,72 4,83 0,08 4 2b 2,38 4,20 0,16 5 3a 2,68 4,60 0,12 6 6a 3,04 5,33 0,08 7 4c 2,23 4,00 0,12 8 1c 2,04 3,63 0,16 9 1b 2,61 4,50 0,16 10 5c 2,09 3,67 0,08 11 3b 2,53 4,37 0,12 12 4a 3,05 5,33 0,12 13 2a 3,14 5,43 0,16 14 3c 2,30 3,97 0,12 15 2c 2,63 4,43 0,16 16 5b 2,74 4,80 0,08 17 1a 2,95 4,93 0,16 18 6b 2,95 5,23 0,08 Media 10% vc Ap CP ENSAIO Ra Rz fz 500 3,58 1 4b 2,54 4,47 0,12 500 5,37 2 6c 3,04 5,33 0,08 600 4,48 3 5a 2,81 4,93 0,08 500 2,69 4 2b 3,07 5,23 0,16 600 2,99 5 3a 2,67 4,67 0,12 500 5,37 6 6a 3,15 5,57 0,08 500 3,58 7 4c 2,87 5,00 0,12 600 2,24 8 1c 2,57 4,47 0,16 600 2,24 9 1b 2,61 4,47 0,16 600 4,48 10 5c 3,17 5,57 0,08 600 2,99 11 3b 2,88 5,00 0,12 500 3,58 12 4a 3,15 5,57 0,12 500 2,69 13 2a 3,16 5,43 0,16 600 2,99 14 3c 2,96 5,03 0,12 500 2,69 15 2c 2,81 4,80 0,16 600 4,48 16 5b 2,58 4,53 0,08 600 2,24 17 1a 2,53 4,33 0,16 500 5,37 18 6b 3,08 5,40 0,08 vc 500 500 600 500 600 500 500 600 600 600 600 500 500 600 500 600 600 500 Ap 3,58 5,37 4,48 2,69 2,99 5,37 3,58 2,24 2,24 4,48 2,99 3,58 2,69 2,99 2,69 4,48 2,24 5,37 Pode-se comparar os valores rugosidade “Ra” obtidos neste experimento com a tabela de rugosidades 4.6. Tabela 4.6 - Tabela de Rugosidades adaptado (Fonte: Fercabe, 2008). 61 Segundo a tabela 4.6, os resultados apresentaram valores de rugosidade “Ra” equivalentes aos do processo de acabamento. Desta forma, conclui-se que é possível substituir operações posteriores de retífica por operações de fresamento em acabamento da liga de Alumínio-Silício A356. A rugosidade foi influenciada pela interação entre a profundidade de corte (ap) e o avanço por (fz), conforme a tabela 4.5 . Analisando a tabela 4.5, pode-se verificar que os valores da rugosidade variam em função das variáveis independentes, “ap” e “fz”, sendo que os valores mínimos de Ra ocorrem para o valor mínimo de “ap” (2,24mm) e máximo de “fz” (0,16mm/dente) quando usados simultaneamente. Justifica-se a influência do avanço na rugosidade pelo fato de que com um avanço alto obtém-se um comprimento maior de material a ser retirado pelo dente da ferramenta de corte e, dependendo do raio de ponta da ferramenta, a mesma não tem área de contato suficiente para manter a superfície sem ondulações. Para o caso da rugosidade, tanto média (Ra) como máxima (Ry), pôde-se observar que apenas ocorreu diferença significativa dos resultados quando utilizado meio lubro-refrigerante como mostra a ANOVA (Tabela 4.7 e Tabela 4.8), inclusive com efeito maior quando utilizado maior concentração de lubrificante 10%. Portanto, o efeito lubrificante na interação da velocidade de corte, apesar de contribuir para a redução da força de avanço, não melhorou o acabamento da superfície fresada. Tabela 4.7 – Rugosidade média (Ra µm) SST 259,416 GL SSi SSj SSk SSij SSik SSjk SSijk SSE 0,558 3,679 133,465 0,945 1,363 1,939 1,111 116,357 1 2 1 2 1 2 2 24 (i) vc Fcalc F0i F0j F0k F0ij F0ik F0jk F0ijk F0, 5%, (i- 1), (ijk(n-1) 0,115 0,379 27,529 0,097 0,281 0,200 0,115 (j) fz (k) Fluido 4,260 3,403 4,260 3,403 4,260 3,403 3,403 62 Tabela 4.8 – Rugosidade máxima (Ry µm) SST SSi SSj SSk SSij SSik SSjk SSijk SSE 192,184 0,048 4,356 58,310 0,423 3,813 2,169 1,717 121,348 GL 1 2 1 2 1 2 2 24 F0i F0j F0k F0ij F0ik F0jk F0ijk (i) vc F0 0,010 0,431 11,532 0,042 0,754 0,214 0,170 (j) fz F 5%,(i-1), (ijk(n-1) 4,260 3,403 4,260 3,403 4,260 3,403 3,403 (k) Fluido 4.3.5 Pré- análise da vida da fresa Para avaliar a vida da fresa em função do avanço por dente (fz), foi realizado ensaios de fresamento em dois níveis dos avanços por dente para uma das condições dos ensaios realizados na fase preliminar, ou seja: velocidade de corte (vc) igual a 600 (m/min), largura de corte (ae) igual a 19 (mm) e o meio lubrorefrigerante com emulsão de 10%. Para manter o volume de cavaco produzido constante, utilizou ajuste da ferramenta (ap) igual a 3,00 e 2,24 (mm). As variáveis de respostas serão o esforço de corte, indiretamente, monitorado pelo momento torçor (Mt) e o desgaste frontal da ferramenta limitado em VBmax igual a 0,15 (mm). O desgaste da ferramenta será avaliado após a usinagem de um comprimento de avanço correspondente a 215 (mm) no corpo de prova da Fig. 4.5(A), correspondente a aproximadamente um comprimento de corte (lc) por aresta de 24 (m). Neste momento será dado um passe de faceamento no corpo de prova montado no dinamômetro indicado na Fig. 4.5(B), permitindo registrar o esforço de corte na condição de desgaste ocorrido na aresta da fresa. A B Figura 4.5- Montagem da placa de AlSi A356 (A) e do corpo de prova (B). Fonte própria. 63 Primeiramente, realizaram-se três réplicas para a condição média de avanço por dente (fz) igual a 0,12 e 0,16 (mm/rot.z) para avaliar a repetibilidade do processo. O desgaste foi avaliado em um microscópico Mitutoyo TM-500, com câmera Moticam 2300 de 3.0 MPixels e software de processamento de imagens Motic lmages Plus 2.0, conforme ilustrado na figura 4.6 (A). Para a avaliação do desgaste, o conjunto fresa e cone Morse, ISO 40, foi posicionado no dispositivo indicado na Figura (B). A B Figura 4.6 - Microscópio MitutoyoTM-500 com câmera MOTICAM (A); Dispositivo (B). Fonte própria. Primeiramente foi realizada a imagem da dimensão do raio das duas pastilhas de corte em seu estado novo para calibração do microscópio, conforme mostrado na figura 4.7 (A) e (B). A B Figura 4.7 – Calibração através do raio de ponta da pastilha de corte (A) e (B). Fonte própria. O primeiro passe foi realizado conforme planejamento, em um comprimento de corte equivalente a 215mm, (ap) de 3,00 (mm), (ae) de 19 (mm) e (vc) de 64 600(m/min), cujas superfícies de folga e de saída de cavaco podem ser observadas na Fig. 4.8, não apresentando nenhum tipo de desgaste. Pastilha 1 Pastilha 1 Pastilha 2 Pastilha 2 Figura 4.8 – Medição de desgaste nos ângulos de folga e saída, após comprimento de usinagem de 215(mm). Fonte própria. Nos demais ensaios com comprimentos de corte sucessivos e equivalentes a 860(mm), 2150(mm), 4730(mm), 6020(mm) e 7310(mm), foram constatados um pequeno desgaste nas superfícies de folga de ambas as pastilhas, conforme ilustrado na Fig. 4.9.. Como era de se esperar, em todo início de corte ocorre um ajuste da aresta de corte e uma redução dos esforços de corte mostrado pelos resultados da Tab4.9. Diante do exposto, pode-se entender que o procedimento é passível de ser efetivado e resolveu-se finalizar os testes de vida com os parâmetros iniciais, pois para completar o mesmo, seria necessária uma quantidade de material muito além do que existia disponível para a pesquisa. Pastilha 1 Pastilha 2 Figura 4.9 – Desgaste do angulo de folga, no comprimento de usinagem de 7310(mm). Fonte própria. 65 Tabela 4.9 – Esforços de corte no ensaio de vida com (fz) para 0,12 (mm/rot.z) fz 0,12 0,12 0,12 0,12 0,12 0,12 ap 3,01 3,01 3,01 3,01 3,01 3,01 , vc 600 600 600 600 600 600 ae 19 19 19 19 19 19 n 9549 9549 9549 9549 9549 9549 vol 130000 130000 130000 130000 130000 130000 força força momento comprimento fluido passiva avanço torçor usinado 10% 3,22 64,39 7,35 1 =215 10% 2,28 61,64 4,39 2 =860 10% 3,01 64,81 4,61 3 =2150 10% 1,41 63,14 4,24 4 =4730 10% 2,07 64,41 4,24 5 =6020 10% 0,53 47,89 4,39 6=7310 Optou-se, então, por iniciar os teste alterando o avanço por dente (fz) para 0,16 (mm/rot.z), o que consequentemente leva a diminuir o (ap) para 2,24 mm e teoricamente tende a aumentar o desgaste da pastilha e esforços de corte, mantendo os demais dados de corte do primeiro teste. Apesar das pastilhas não terem apresentado desgaste, houve um pequeno aumento da força passiva em relação ao primeiro e ultimo comprimento de corte, conforme mostrado na Tab. 4.10. Novamente, como esperado, após o corte de um comprimento de 3655 (mm), as pastilhas mantiveram suas superfícies de saída e de folga, podendo-se observar pela Fig. 4.10 que na superfície de folga é iniciada uma pequena aparência de desgaste frontal. Tabela 4.10 – Esforços de corte no ensaio de vida com (fz) para 0,16 (mm/rot.z), força força momento comprimento fz ap vc ae n vol fluido passiva avanço torçor usinado 0,16 2,24 600 19 9549 130000 10% 1,29 58,52 4,23 1=1290 0,16 2,24 600 19 9549 130000 10% 3,86 59,54 4,27 2=3655 66 Figura 4.10 – Imagem do angulo de folga, no comprimento de usinagem de 3655(mm), (fz) de 0,16 (mm/rot.z). Fonte própria. Contudo, devida a escassez de tempo, primou-se pelo procedimento válido em detrimento da definição de fim da vida da ferramenta, objeto de possível pesquisa futura, sendo possível dizer que a seleção da pastilha foi correta, tendo ainda como um diferencial trabalhado cerca de 50% acima dos parâmetros estipulados pelo fabricante. 4.3.6 Resultados de outros pesquisadores De um modo geral, os resultados encontrados nesta pesquisa estão de acordo com pesquisas já realizadas por diferentes autores. Segundo Diniz, Marcondes e Coppini (2013), o aumento da velocidade de corte eleva as forças até certo ponto e logo após passa a sofrer redução, semelhante ao ocorrido com as forças Passiva e Resultante deste experimento. Ferraresi (1970) constatou que o aumento da área de corte eleva a força de usinagem (conforme ocorrido com as forças Tangencial, Radial e Momento Torçor) e que o aumento da velocidade de corte reduz levemente as forças de usinagem. Martinho, Silva e Baptista (2008) concluíram que o aumento do avanço causa o aumento das forças de corte, porém, para a velocidade de corte, não constataram influência significativa. Para Lalwani, Mehta e Jain (2008) o avanço e profundidade de corte são os fatores mais influentes nas forças de usinagem, seguido da velocidade de corte. 67 CAPÍTULO 5 CONCLUSÕES Da análise dos resultados do fresamento frontal da liga de Alumínio- Silício A356, para os níveis ensaiados de avanço por dente, velocidade de corte e meio lubro-refrigerante, quando utilizado fresa de metal duro R390-11 T3 04M-KM, classe CT530, e um mesmo volume de material usinado, pode-se concluir que: - Tanto o momento torçor como a força de avanço apresentou maior valor quando utilizados avanço por dente e velocidade de corte menor, sendo justificadas pelo aumento do ajuste da ferramenta para a mesma produção de peças; - O momento torçor se mostrou dependente da interação entre a velocidade de corte e o avanço por dente da fresa, sendo mais expressivo quando utilizados os menores valores destas varáveis. Interessante tal conclusão, pois o modelo matemático que representa o momento torçor independe da velocidade de corte; - A força de avanço se mostrou dependente da interação entre a velocidade de corte e o meio lubro-refrigerante; - Quanto a rugosidade da superfície usinada, apenas o meio lubro-refrigerante influenciou no processo, com destaque para as menores rugosidade quando utilizada menor concentração de lubrificante em água, inclusive compatível com a operação de acabamento em fresamento. - Sugere-se usinagem em velocidades maiores e maior concentração de lubrificante, ou seja, emulsão com 10%. 68 CAPÍTULO 6 SUGESTÕES PARA TRABALHOS FUTUROS A seguir são apresentadas sugestões e propostas de atividades de pesquisa que podem enriquecer e dar continuidade ao trabalho desenvolvido até o momento. Utilizar para os ensaios diferentes tipos de lubrificantes, inclusive os biodegradável, ou ditos ecologicamente corretos; Analisar o estado de tensão residual da superficial do corpo-de-prova usinado nos níveis das variáveis de influência utilizados; Realizar analise dos esforços de corte variando a geometria das fresas e o número de arestas de corte. 69 REFERÊNCIAS BIBLIOGRÁFICAS ABAL: Associação Brasileira do Alumínio. Fundamentos do Alumínio e suas aplicações. São Paulo: ABAL, 2010. ABIFA (Associação Brasileira de Fundição) Revista Fundição e Matérias Primas. Disponível em: www.abifa.com.br, acessado em 01/12/2013 às 10h. AGOSTINHO, O.L, VILELLA, R.C. e BUTTON, S.T. Processos de Fabricação e Planejamento de Processos. 2ª Ed. Campinas, UNICAMP, Processos Produtivos em Engenharia de Produção – Usinagem. 2004. ALTAN, T., OH, S.I. e GEGEL, H.L., Metal Forming - Fundamentals and Applications, cap. 12, ASM Soc. for Metals, 2001, p. 173. BLACK, J. T. Mechanics of chip formation. In: DAVIS, J. R. (Ed.). Metals handbook: machining. 9. ed. Ohio: ASM, 1989. v. 16, p. 7-12. BOOTHROYD, G.; DEWHURST, P.; KNIGHT, P. Product Design for Manufacture and Assembly, 1 ed., [S.l.:s.n.], 1989. BOX G. E. P., W. G. HUNTER E J. S. HUNTER, 1978. Statistical for Experiments. John Wiley. CAVALER, Luiz Carlos de Cesaro. Fresamento Periférico do Aço Aisi-SAE D6 Temperado e Revenido Utilizando Fresas de Metal Duro. Dissertação Universidade Federal de Santa Catarina, 2003. CHAUDHURY, S.K.; APELIN, D. Effects of Solution Heat Treatment on Microstructure and Mechanical Properties of Al-Si-Cu-Mg (354) Alloy Using a Fluidized Bed Reactor, AFSTransactions, 1-14 (2005). DINIZ, A. E.; MARCONDES F. C.; COPPINI, N. L. Tecnologia da usinagem dos materiais. 8. Ed. São Paulo: Artliber Editora Ltda., 2013. 272 p. FERRARESI, D. Fundamentos da Usinagem dos Metais. São Paulo: Editora Edgard Blücher Ltda, v. 1. 1977, 10ª reimpressão. 2000. 751 p. 70 FLOM, D. G.; KOMANDURI, R. High speed machining. In: DAVIS, J. R. (Ed.). Metals handbook: machining. 9. ed. Ohio: ASM, 1989. v. 16, p. 597-606. FURLAN, T.S. Influência do Teor de Estrôncio na Modificação da Liga A356, 2008, 215 páginas, Dissertação (Mestrado em Engenharia Metalúrgica e de Materiais) - Politécnica da Universidade de São Paulo, 2008. GARCIA, A. Solidificação: fundamentos e aplicações. Editora da Unicamp, 2001, Campinas– SP. GROOVER, M. P. Automação industrial e sistemas de produção. 3. ed. SP: Pearson Education, 2010. GROOVER, Mikell P. Fundamentals of Modern Manufacturing. Materials, processes, and systems. New Jersey: Ed. John Wiley & Sons, 2002. GRUGEL, R.N. Secondary and tertiary dendrite arm spacing relationships in directionally solidified Al-Si alloys. Journal Materials Science, vol. 28, p.677, 1993. GRZESIK, W. A revised model for predicting surface roughness in turning. Wear. v. 194, p. 143– 148, 1996. HATCH, J.E. Aluminum: Properties and Physical Metallurgy, ASM, Metals Park, USA, 1990. HELLENO, André Luís; SCHÜTZER. Programação e transmissão de dados na tecnologia HSC. In: Usinagem em altíssimas velocidades: como os conceitos HSM/HSC podem revolucionar a indústria metal-mecânica. São Paulo: Ed. Érica, 2003, p. 147 – 178. HERNÁNDEZ-PAZ, J.F.; PARAY, F.; GRUZLESKI, J.E. Natural Aging and Heat Treatment of A356 Aluminium Alloy, AFS Transaction, 2004. INFOMET. Disponível em: www.infomet.com.br. Acessado em 08/11/2013. INFOSOLDA. Disponível em: www.infosolda.com.br. Acessado em 14/11/2013 às 14h. 71 JOSEPH, M.A.; NAGARAJAN,N.M.; RAVINDRAN NAIR,R. Studies on Fatigue Strength and Porosity Formation in Aluminum Silicon Eutectic Alloy Subjected to Modification and Vibration During Solidification. AFS Transaction,2001,V.130,p.1-8 KÖNIG, W.; KLOCKE, F. Fertigungs verfahren. Drehen, Fräsen, Bohren. 7ª Auflage. Berlin: Springer-Verlag, 2002. KRABBE, D. F. M. Otimização do Fresamento do Aço Inoxidável Aeronáutico 15-5 PH. 2006. 119 f. Dissertação de Mestrado - Universidade Estadual de Campinas, Campinas. LALWANI, D. I.; MEHTA, N. K.; JAIN, P. K. Experimental investigations of cutting parameters influence on cutting forces and surface roughness in finish hard turning of MDN250 steel. Journal of Materials Processing Technology, Amsterdam, v. 206, n.1, p. 167-179, 2008. LOPES, Cláudio Parreira. Análise do desgaste de ferramentas no fresamento de engrenagens cônicas de grandes dimensões fundidas em aço ABNT 4140. Dissertação de Mestrado em Engenharia Mecânica. São João Del Rei, 2012. MA, Z.; SAMUEL, A.M.; SAMUEL, F.H. Effect of Iron and Cooling Rate on Tensile Properties of B319.2 Alloys in Non-Modified and Sr-Modified Conditions. AFS Transactions, 2004. MACHADO, A. R.; ABRÃO, A. M.; COELHO, R. T.; SILVA, M. B. Teoria da Usinagem dos Materiais. Editora Edgard Blucher, 2009. MARTINHO, R. P.; SILVA F. J .G.; BAPTISTA, A. P. M. Cutting forces and wear analysis of Si3N4 diamond coated tools in high speed machining. Vacuum, Amsterdam, v.83, n.1, p. 1415-1420, 2008. METALS HANDBOOK. MACHINNING. (2004). Estados Unidos; ASM Internacinal, v. 16, 9499 p. 72 MONTGOMERY, D. C. Estatística Aplicada e Probabilidade Para Engenheiros. 5. ed. Rio de Janeiro: LTC. 2012. MOREIRA, M. F. & FUOCO R. Ligas de Alumínio Fundidas. Disponível em: http/www.dalmolin.com.br/EDUCACAO/MATERIALS/Biblimat/aluminiofund.pdf, acessado em 14/11/2013 às 16h00min. MURRAY, J.L.; McALISTER, A.J. ASM Handbook, Alloy Phase Diagrams, v. 3, ASM International, Materials Park, Ohio, p. 321, 1998. PEDERSEN, L.; ARNBERG, L. The Effect of Solution Heat Treatment and Quenching Rates on Mechanical Properties and Microstructures in AlSiMg Foundry Alloys, Metallurgical and Materials Transactions A, vol. 32A, 2001. RAVI, K.R. et al. Fluidity of aluminum alloys and composites: A review: Journal of alloys and compounds 456, p. 201-210, 2007 REPO,Jari. Condition Monitoring of Machine Tools and Machining Processes using Internal Sensor Signals. Doctoral Thesis in Mechanical Engineering. Sweden, 2010. “Revista Maquinas e metais”, Aranda Editora – Edição N 524 – Moldes – 2009. ROSSI, V.L. Influência da composição química e dos parâmetros de processo sobre a resistência à corrosão em peças fundidas usando as ligas de alumínio 356 e A356. 2004. SANDVIK COROMANT. Technical Guide: Turning, Milling, Drilling, Boring, Tool Holding. 2011. SHIVKUMAR, S.; RICCI, S.; KELLER, C.; APELIAN, D. Effect of Solution Treatment Parameters on Tensile Properties of Cast Aluminum Alloys, Journal of Heat Treating, vol. 8, n.1, p.63-70, 1990. TOH, C.K. Comparison of chip surface temperature between up and down milling orientations in high speed rough milling of hardened steel. Journal of Materials Processing Technology, Dublin, v. 167, p. 110-118, 2006. 73 TRENT, Edward. WRIGHT, Paul. Metal Cutting. 4th ed. Massachusetts: Butterworth Heinemann Publications, 2000. WALTER. General Catalogue Turning, Drilling, Threading, Milling, Adaptors. 2012. WEINGAERTNER, Walter Lindolfo; SCHROETER, R.B. Introdução aos Processos de Usinagem: parte 1. Universidade Federal de Santa Catarina, 2002. 352 p. Apostila. 74 ANEXO A Metalografia A metalografia consiste basicamente no estudo dos produtos metalúrgicos, com o auxílio do microscópio, permitindo observar e identificar a granulação do material, a natureza, forma, quantidade e distribuição dos diversos constituintes ou de certas inclusões, etc. A técnica desenvolvida através da prática de vários anos, define a preparação metalográfica manual como sendo um trabalho minucioso, técnico e altamente artesanal. O alumínio e algumas de suas ligas podem ser considerados como sendo um dos metais mais difíceis de preparar para observação metalográfica. A baixa dureza e a tenacidade do alumínio tornam-no muito susceptível à deformação durante a preparação, levando a um tempo de preparo manual entre lixamento e polimento extremamente longo, o que torna trabalhosa e cuidadosa a preparação destas ligas. Para se conseguir a relação entre estrutura observada ao olho nú, lupa ou microscópio com as propriedades mecânicas, deve-se seguir uma linha mais ou menos definida de procedimentos. É o que se chama de exame metalográfico. Para a realização da análise, o plano de interesse da amostra é cortado, lixado, polido e atacado com reagente químico, de modo a revelar as interfaces entre os diferentes constituintes que compõe o metal. Quanto ao tipo de observação, está subdividida, basicamente em duas classes: - Microscopia: Análise feita em um microscópio com aumentos que normalmente são 50X, 100X, 200X, 500X, 1000X, 1500X e 2500X. Este tipo de análise é realizada em microscópios específicos, conhecidos como microscópios metalográficos ou microscópios metalúrgicos que em geral, possuem sistemas de fotografia integrados, que permitem o registro das análises realizadas. - Macroscopia: Análise feita a olho nu, lupa ou com utilização de microscópios estéreos (que favorecem a profundidade de foco e dão, portanto, visão tridimensional da área observada) com aumentos que podem variar de 5x a 64X. Através das análises macrográficas e das análises micrográficas é possível à determinação de diversas características do material, inclusive a determinação das causas de fraturas, desgastes prematuros e outros tipos de falhas. 75 Etapas da Preparação da Amostra Corte: A amostra a ser analisada deve ser cortada de forma a não sofrer alterações pelo método de corte. Usa-se método a frio, em geral serras, para o corte primário, ou seja, para se separar a porção aproximada que será analisada. Na sequência, usa-se um equipamento denominado Cut-Off que faz um corte mais preciso, utilizando-se de um fino disco abrasivo e farta refrigeração, a fim de não provocar alterações por calor na amostra. Embutimento: O propósito do embutimento é de proteger os materiais frágeis ou revestidos durante a preparação, além de facilitar o manuseio da amostra. Também é utilizado para produzir amostras de tamanho uniforme. Duas técnicas diferentes estão disponíveis: o embutimento a quente e o embutimento a frio. Dependendo do número de amostras e da qualidade necessária, ambas as técnicas de embutimento possuem certas vantagens. O embutimento a quente é ideal para um alto giro do volume de amostras admitidas no laboratório. Os embutidos resultantes serão de alta qualidade, de forma e tamanho uniforme, e necessita de um curto tempo de processo. O embutimento a frio é aceitável para uma grande série de amostras admitidas no laboratório, e também para amostras individuais. Em geral, as resinas para embutimento a quente são menos caras do que resinas para embutimento a frio. No entanto, é necessária uma prensa para o embutimento a quente. Algumas resinas para o embutimento a frio podem ser utilizadas para impregnação a vácuo. Lixamento: São utilizadas lixas do tipo Lixa d´água, fixadas em discos rotativos. Normalmente inicia-se o lixamento com a lixa de granulometria 220, seguida pelas lixas 320, 400 e 600. Em alguns casos usam-se lixas mais finas que a lixa 600, chegando-se a 1000 ou 1200. Todo o processo de lixamento é feito sob refrigeração com água. Polimento: A etapa do polimento é executada em geral com panos especiais, colados à pratos giratórios, sobre os quais são depositadas pequenas quantidades de abrasivos. Estes abrasivos variam em função do tipo de metal que está sendo preparado. Os mais comuns são, o óxido de alumínio (alumina) e a pasta de diamante. 76 Durante o polimento a amostra também é refrigerada, com a utilização de álcool ou agentes refrigerantes específicos. Ataque Químico: Há uma enorme variedade de ataques químicos para diferentes tipos de metais e situações. Em geral, o ataque é feito por imersão da amostra, durante um período de aproximadamente 20 segundos, assim a microestrutura é revelada. Um dos reagentes mais usados é o NITAL, (ácido nítrico e álcool), que funciona para a grande maioria dos metais ferrosos. 77 ANEXO B – Ensaio de tração Segundo a norma NBR 6152, o método de ensaio de tração em materiais metálicos, define as propriedades mecânicas que podem ser determinadas à temperatura ambiente. O ensaio consiste em solicitar o corpo de prova com esforço de tração, geralmente até o ponto de ruptura conforme figura abaixo, com o propósito de se determinar uma ou mais das propriedades mecânicas. O ensaio deve ser realizado à temperatura ambiente, entre 10ºC e 35ºC, salvo se especificado fora desses limites. Ensaios sob condições controladas podem ser executados à temperatura de 23ºC ± . A forma e dimensões dos corpos de prova dependem da forma e dimensões dos produtos metálicos dos quais os corpos de prova são retirados. O corpo de prova é, usualmente, obtido pela usinagem de uma amostra do produto ou obtida por forjamento ou fundição. 78 Entretanto, produtos de seção constante (barras, fios, etc.) e também corpos de prova fundidos (ferro fundido maleável, ferro fundido branco, ligas não ferrosas) podem ser ensaiados sem serem usinados. A seção transversal do corpo de prova pode ser circular, quadrada, retangular, anelar ou, em casos especiais, de alguma outra forma. Os valores das propriedades mecânicas podem dividir-se em dois grupos: Valores especificações. garantidos: parâmetros mínimos estabelecidos pelas Valores típicos: obtidos por meio de dados estatísticos propiciados por ensaios rotineiros, que garantem que o material obedece às especificações. Abaixo estão descritos os limites aplicados a ensaios de tração da liga de alumínio. Limite de resistência à tração É a máxima tensão que o material resiste antes de haver sua ruptura. Calcula-se dividindo a carga máxima (em quilogramas) aplicada durante o ensaio, pela seção transversal em milímetros quadrados do corpo-de-prova. Para o alumínio puro recozido, essa razão é de aproximadamente 48MPa (4,9 kg/mm2). O valor aumenta em função da liga, do trabalho a frio e do tratamento térmico (quando possível). Limite de Escoamento Consiste na tensão em que o material começa a deformar-se plasticamente e que para o alumínio é de 0,2% do comprimento original medido em um corpo-deprova normal. É importante definir este grau de deformação permanente porque as ligas de alumínio não possuem limite de escoamento tão pronunciado como a maioria dos aços. O limite do alumínio puro é de aproximadamente 12,7 Mpa (1,3 kg/mm2). 79 Alongamento O alongamento é expresso em porcentagem relativamente ao comprimento original medido em um corpo-de-prova normal e é calculado pela diferença entre os pontos de referência, antes e depois do ensaio de tração. Esse alongamento indica a ductilidade do metal ou da liga. Quanto mais fino o corpo-de-prova, menor será o alongamento e vice-versa. Dureza Define-se como a medida da resistência de um metal à penetração. Existem várias maneiras de se determinar a dureza de um material. Para os metais, os mais comuns são os métodos de Brinell, Vickers e Rockwell. Não existe uma relação direta entre o valor da dureza e as propriedades mecânicas das várias ligas de alumínio. Os elementos de liga aumentam em muito sua resistência com o alumínio, assim como o tratamento térmico e o endurecimento pelo trabalho a frio. Entretanto a dureza é significativamente mais baixa do que a maioria dos aços. Módulo de elasticidade (Young) O módulo de elasticidade do alumínio do alumínio é de 7030 kg/mm2. A adição de outros materiais nas ligas não altera esse valor consideravelmente, que pode chegar a até 7500 kg/mm2. Portanto, o índice do alumínio representa um terço do módulo de elasticidade do aço. Essa propriedade dá ao alumínio a vantagem de dar às estruturas de alumínio uma elevada capacidade de amortecer golpes e reduzir as tensões produzidas pela variação da temperatura. Tensão de fadiga Quando uma tensão oscilante é aplicada por um certo número de vezes sobre um mesmo material, mesmo que os impactos tenham força inferior ao seu limite de resistência à tração, é previsível uma falha por fadiga. Em muitas ligas de alumínio não há um limite inferior de tensão abaixo do qual a fadiga nunca possa ocorrer, 80 mas quanto menor a tensão, maior o número de ciclos necessários para produzir a falha. No alumínio, em testes normais, o limite de resistência chega a 50 milhões de inversão de tensão e pode variar de 25% a 50% da tensão de ruptura, conforme a liga. Temperaturas elevadas O alumínio puro funde a 660ºC e várias ligas possuem um ponto de fusão inferior a esse. O metal puro e muitas ligas perdem um pouco a sua resistência, ficando sujeitas a uma lenta deformação plástica, chamada de fluência, se permanecer sob tensão por longos períodos em temperaturas acima de 200ºC. Por outro lado, ligas feitas para serviços em altas temperaturas, como às usadas em pistões, retêm suas propriedades adequadamente, funcionando satisfatoriamente dentro da faixa de temperatura de trabalho requerida. Temperaturas baixas Quando exposto a temperaturas abaixo de zero, o alumínio não se torna frágil. Sua resistência aumenta sem perder a ductilidade. Esta é a característica que leva uma liga de AlMg ser escolhida para a construção de tanques soldados para armazenamento de gás metano liquefeito, em temperaturas de –160ºC. 81 ANEXO C – Certificado químico do material 82
Baixar