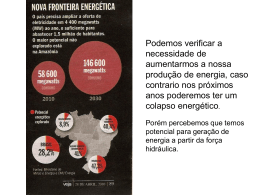
Trabalho T1 de Projetos de Automação Automação Semestre 01/2015 Engenharia de Controle e Automação FENG – ENGENHARIA DE CONTROLE E AUTOMAÇÃO Trabalho T1 – entrega dia 13/11/2015 § Nome do Projeto: Prensa hidráulica para conformação de peças. § Para este projeto desenvolva: § § § § § § § Descritivo de funcionamento completo do sistema informando o tipo de peça conformada e demais dados de produção da prensa; Tabela correlacionando lista de endereço de entrada e saída do controlador com tags do controlador , tipo dos tags, descrição, tensão elétrica do dispositivo associado à entrada ou saída, tipo do contato (NA ou NF), tipo do atuador, dados de ajuste do dispositivo; Diagrama elétrico de comando de ligações de alimentação do controlador, entradas e saídas; Diagrama de Causa e Efeito do Sistema. Especificação do sistema de controle e a arquitetura de controle. (IAB) Programa em Lógica Ladder. Responder esta pergunta: Qual é o controle mais apropriado para bombas hidráulicas controladas por inversores de frequência: Vetorial ou Escalar? Porquê? FENG – ENGENHARIA DE CONTROLE E AUTOMAÇÃO Trabalho T1 – entrega dia 13/11/2015 § Observações: § Trabalho em grupo de acordo com a distribuição dos grupos nas aulas de laboratório. CADA GRUPO COM NO MÍNIMO 3 E COM MÁXIMO DE 5 PARTICIPANTES. § Primeira atividade é definir as atribuições de cada participante no grupo, conforme os assuntos da página anterior. FENG – ENGENHARIA DE CONTROLE E AUTOMAÇÃO Trabalho T1 – entrega dia 13/11/2015 § Observações: § § § § § Encaminhar para o e-mail [email protected] somente o arquivo GrupoX_TurmaY.ACD do programa ladder do controlador para teste do sistema. Nomeie este arquivo com o nome do teu grupo e a tua turma. Ex.: Grupo1_T450.ACD Entrega em papel. (inclusive do programa Ladder) no dia 13/11/2015 Apresentar uma introdução, sumário, desenvolvimento e conclusão sobre o trabalho, ou seja, formatação do trabalho conforme padrão da faculdade. Não serão aceitos trabalhos após a data de entrega dia 13/11/2015 assim como o programa ladder por e-mail. Para agendamento do uso do laboratório Sala 115F enviar um e-mail para: [email protected] informando o número da sua bancada e o seu horário de aula FENG – ENGENHARIA DE CONTROLE E AUTOMAÇÃO Trabalho T1 – entrega dia 13/11/2015 § Informações sobre o hardware: § Bancada 1: § § § Bancadas 2, 4 e 6: § § § Controlador CompactLogix modelo L23E V.20; Usar os Inversores de frequência PowerFlex 40E das bancadas ao lado. Bancadas 3 e 5: § § § Controlador CompactLogix modelo L32E V.20; Inversor de frequência PowerFlex 40E; Controlador CompactLogix modelo L23E V.20; Inversor de frequência PowerFlex 40E; Bancadas 7 e 8: § § Controlador CompactLogix modelo L27E V.21; Inversor de frequência PowerFlex 525; FENG – ENGENHARIA DE CONTROLE E AUTOMAÇÃO Trabalho T1 – entrega dia 13/11/2015 § Nome do Projeto: Prensa hidráulica para conformação de peças. § Breve descritivo de funcionamento que deverá ser melhor detalhado neste trabalho: § Ao pulsar o botão de liga (NA) bomba hidráulica e com o botão de desliga (NF) bomba hidráulica em repouso e sem o sinal de falha da bomba hidráulica (inversor de frequência), liga-se o motor da bomba hidráulica. Ao pulsar o botão de desliga (NF) bomba hidráulica ou o sinal de falha da bomba hidráulica (inversor de frequência) sinalizar falha no Inversor de frequência, o motor da bomba hidráulica deverá ser desligado. Nesta situação, todas as saídas digitais deverão ser desligadas. § Com o motor da bomba hidráulica ligado habilita-se o funcionamento do sistema hidráulico, ou seja, os movimentos dos cilindros hidráulicos. Haverá um cilindro hidráulico de dupla ação para a alimentação da peça primária na prensa e mais dois cilindros hidráulicos de dupla ação para realizar o processo de conformação na peça. Estes três cilindros hidráulicos são de dupla ação, ou seja, para cada movimento de cada cilindro deve-se utilizar uma saída digital do controlador de forma alternada. § A velocidade máxima do motor da B.H. controlado pelo inversor de frequência é no máximo 60Hz e o tempo de aceleração e desaceleração são de 6 segundos. O Inversor de Frequência deverá ser identificado no programa do PAC como Bomba. FENG – ENGENHARIA DE CONTROLE E AUTOMAÇÃO Trabalho T1 – entrega dia 13/11/2015 § A seqüência dos movimentos destes cilindros no processo de prensagem é: § Com o motor da bomba hidráulica em funcionamento e girando o botão com retenção de duas posições de liga/desliga processo de conformação (NA) para a posição de liga processo de prensagem, liga-se um sinalizador luminoso (cor vermelha) chamado de processo de prensagem ativado e aciona-se o avanço do cilindro alimentador para enviar a peça primária localizada em um magazine de peças para o interior da prensa. § Após o avanço deste cilindro deve-se realizar o avanço simultâneo de dois cilindros para realizar a conformação. Após o avanço destes dois cilindros deve-se recuar o cilindro alimentador. Após o avanço dos dois cilindros de conformação deve-se iniciar uma contagem de tempo de 10 segundos para completar o processo de conformação. Com a contagem de tempo completa, deve-se recuar os dois cilindros de conformação completando assim o processo. Após o recuo dos cilindros, a peça escorrega para a caixa de estoque de peças OK por ação da gravidade. § Para simular os tempos de avanço e recuo dos cilindros hidráulicos deverão ser utilizados temporizadores de 5 segundos. FENG – ENGENHARIA DE CONTROLE E AUTOMAÇÃO Trabalho T1 – entrega dia 13/11/2015 § Neste projeto deverá existir um Controle Estatístico de Processo (CEP) em uma rotina separada do processo de prensagem: Se o processo de prensagem foi completado com sucesso, deve-se contar esta peça em um contador de peças Ok. § Se o processo não foi completado por ação de pulso no botão de desliga bomba hidráulica, ou botão de liga/desliga processo de prensagem estiver na posição de desliga ou o sinal de falha do inversor de frequência do motor da bomba hidráulica atuar por falha deve-se contar esta peça inacabada em um contador de peças não Ok – Nok. § Também será necessário registrar o tempo de operação do sistema, assim como o tempo de sistema parado e o tempo de falha do inversor de frequência: § O tempo de operação é caracterizado pelo funcionamento da bomba hidráulica e do processo de prensagem ativado. § O tempo de sistema parado é caracterizado quando a bomba hidráulica estiver ligada e quando o processo de prensagem estiver desligado. Se ambos estiverem desligados NÃO é registrado o tempo de sistema parado. § O tempo de falha do inversor de frequência é caracterizado quando o sinal de falha do inversor de frequência estiver ativo. § O registro destes três tempos deverão ser retentivos, ou seja, deve-se utilizar os temporizadores RTO. Também deve-se prever o uso de um botão de pulso (NA) para zerar o registro de tempo destes três temporizadores. § FENG – ENGENHARIA DE CONTROLE E AUTOMAÇÃO Trabalho T1 – entrega dia 13/11/2015 § Considerações Gerais para o diagrama elétrico de comando: § § § § Alimentação elétrica do Controlador deve ser de 24Vdc; Os dispositivos conectados nas entradas digitais devem ser de 24Vdc; Os dispositivos conectados nas saídas digitais devem ser de 24Vdc; Deverá ser previsto o uso de disjuntores termomagnéticos para a proteção dos circuitos elétricos de comando; FENG – ENGENHARIA DE CONTROLE E AUTOMAÇÃO Trabalho T1 – entrega dia 13/11/2015 § Tabela resumida de Endereços e Tags: Entradas e Saídas Tags do Controlador Descrição do Tag ED 0 Desliga_BH Desliga Bomba Hidráulica ED 1 Liga_BH Liga Bomba Hidráulica ED 2 Zera_Tempos_Processo Zera Tempos de Processo ED 3 Liga_Desliga_Processo Liga Desliga Processo de Prensagem Rede Ethernet/IP Bomba.Fault Falha da Bomba Hidráulica Rede Ethenret/IP Bomba.Start Liga Bomba Hidráulica Rede Ethenret/IP Bomba.Stop Desliga Bomba Hidráulica SD 1 Avança_Alimentador Avança Cilindro Alimentador SD 2 Recua_Alimentador Recua Cilindro Alimentador SD 3 Avança_Prensa_Cil_Esq Avança Prensa Cilindro Esquerdo SD 4 Recua_Prensa_Cil_Esq Recuo Prensa Cilindro Esquerdo SD 5 Avança_Prensa_Cil_Dir Avança Prensa Cilindro Direito SD 6 Recua_Prensa_Cil_Dir Recuo Prensa Cilindro Direito SD 7 Processo_Prensagem_Ativado Sinalizador luminoso do Processo de Prensagem Ativado - Pecas_OK Contador de Peças OK - Peças_NOK Contador de Peças NOK - Tempo_Operacao Tempo de Operação da Prensa - Tempo_Nao_Operacao Tempo de Sistema Parado da Prensa - Tempo_Falha_BH Tempo de Falha da Bomba Hidráulica FENG – ENGENHARIA DE CONTROLE E AUTOMAÇÃO Trabalho T1 – entrega dia 13/11/2015 FENG – ENGENHARIA DE CONTROLE E AUTOMAÇÃO Trabalho T1 – entrega dia 19/06/2015 Entrada das peças Primárias Avança Avança Painel de Operações Liga Bomba Hidráulica Processo Prensagem Desl. Liga Zera Tempos De Processo Desliga Bomba Proc. Prensagem Hidráulica Ativado Cilindro Prensa 1 Recua Cilindro Prensa 2 Recua Guia de contenção das peças Durante o avanço do cilindro Cilindro Alimentador Avança Recua Bomba Hidráulica Túnel de passagem Da peça Reservatório de Óleo Hidráulico Peças OK. FENG – ENGENHARIA DE CONTROLE E AUTOMAÇÃO Trabalho T1 – entrega dia 13/11/2015 •Definições para o trabalho: •Quarta T450 •Grupo 1: FENG – ENGENHARIA DE CONTROLE E AUTOMAÇÃO Trabalho T1 – entrega dia 13/11/2015 •Definições para o trabalho: •Quinta T470 •Grupo 1: • FENG – ENGENHARIA DE CONTROLE E AUTOMAÇÃO Trabalho T1 – entrega dia 13/11/2015 •Definições para o trabalho: •Sexta T460 •Grupo 1: • FENG – ENGENHARIA DE CONTROLE E AUTOMAÇÃO Perguntas? FENG – ENGENHARIA DE CONTROLE E AUTOMAÇÃO
Download